
食用油用バッグインボックスのプラスチック製内袋
【課題】 170℃〜180℃程度の使用済み食用油を収容し、流通段階等で振動落体衝撃を受けても、破袋しない、食用油用バッグインボックスのプラスチック製内袋を提供する。
【解決手段】 食用油用バッグインボックスのプラスチック製内袋を形成する複層樹脂フィルムを、融点が170℃以上の樹脂フィルムからなる外層5と、融点が170℃以上で、ヒートシール性を有する樹脂フィルムからなる内層7との間に、融点が170℃以上の熱可塑性ポリエステルエラストマーまたは熱可塑性ポリアミドエラストマーのフィルムからなる柔軟性を有する中間層6を設けた構成とし、この柔軟性を有する中間層6によって振動落体衝撃を吸収して破袋強度を高めた。
【解決手段】 食用油用バッグインボックスのプラスチック製内袋を形成する複層樹脂フィルムを、融点が170℃以上の樹脂フィルムからなる外層5と、融点が170℃以上で、ヒートシール性を有する樹脂フィルムからなる内層7との間に、融点が170℃以上の熱可塑性ポリエステルエラストマーまたは熱可塑性ポリアミドエラストマーのフィルムからなる柔軟性を有する中間層6を設けた構成とし、この柔軟性を有する中間層6によって振動落体衝撃を吸収して破袋強度を高めた。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、コンビニエンスストアやドーナツ屋などで販売されている揚げ物食品の調理に使用される食用油を収容するバッグインボックスタイプの包装箱のプラスチック製内袋に関するものである。
【背景技術】
【0002】
コンビニエンスストアやドーナツ屋など業務用の大きなフライヤーを使用する揚げ物業者では、通常、一斗缶に入れられて納品された食用油をフライヤーに移して、170℃〜180℃程度の温度で揚物調理を行い、一定量の揚物調理が終わると、使用済の食用油を高熱のまま空き缶に戻して回収するようにしている。
【0003】
しかしながら、一斗缶に戻された食用油は、170℃に近い高温の場合が多いので、缶に触れて火傷の原因となるなど多くの問題点があった。そのため、段ボール箱内にプラスチック製内袋を収容したバッグインボックスタイプの包装箱を食用油の包装に使用し、段ボール箱による断熱効果により、火傷を防止する取り組みがなされており、特許文献1には、食用油用バッグインボックスのプラスチック製内袋が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−231559号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この特許文献1に開示された食用油用バッグインボックスのプラスチック製内袋は、6ナイロン、66ナイロン、6/66共重合ナイロン、PBT、PETのうちから選ばれた内外の樹脂フィルム層を、接着性ポリオレフィン樹脂を介してラミネートした複層樹脂フィルムによって形成されている。
【0006】
この従来の複層樹脂フィルムの場合、内外の樹脂フィルム層は、180℃以上の耐熱性を有しているが、接着性ポリオレフィン樹脂からなる中間層は、耐熱性が180℃に満たないもので構成されていた。
【0007】
このため、180℃の高温の食用油を充填した際に、中間層が溶融してナイロンなど内外に配した樹脂フィルム層が剥離しやすく、シール部などがダメージを受け、流通段階等での振動落体衝撃によって油の液漏れを発生させる可能性があった。
【0008】
また、上記複層樹脂フィルムは、内層のシーラント層が耐熱性樹脂によって構成されているため、ヒートシールする際には、外面からかなり高温の熱をかける必要があり、ヒートシール時に中間の接着層が溶融して、複層樹脂フィルム全体の厚みが薄くなり、強度不足が生じるという問題もあった。
【0009】
ところで、上記中間の接着層を形成する接着性ポリオレフィン樹脂として耐熱性が170℃以上のものを使用すれば、上記中間層の溶融による問題点を解決できると考えられるが、耐熱性が170℃を超える接着性ポリオレフィン樹脂は、柔軟性に乏しく、耐熱性が良好であっても落下衝撃に弱いという問題があり、流通段階等での振動落体衝撃による油の液漏れという問題を解決することができなかった。
【0010】
そこで、この発明は、170℃〜180℃程度の使用済み食用油を収容し、流通段階等で振動落体衝撃を受けても、破袋しない、食用油用バッグインボックスのプラスチック製内袋を提供することを課題とするものである。
【課題を解決するための手段】
【0011】
この発明は、上記の課題を解決するために、食用油用バッグインボックスのプラスチック製内袋を形成する複層樹脂フィルムを、融点が170℃以上の樹脂フィルムからなる外層と、融点が170℃以上で、ヒートシール性を有する樹脂フィルムからなる内層との間に、融点が170℃以上の熱可塑性ポリエステルエラストマー(以下、「TPEE」と略称する。)または熱可塑性ポリアミドエラストマー(以下、「TPAE」と略称する。)のフィルムからなる中間層を設けた構成としたものである。
【0012】
上記構成の複層樹脂フィルムは、外層、内層、中間層のすべての融点が170℃以上のものを使用しているので、170℃〜180℃程度の使用済み食用油を収容しても層間剥離が生じず、優れた耐熱性を有する。
【0013】
また、外層と内層に、引張弾性率の高い高強度の樹脂フィルムを使用しても、外層と内層の間に、TPEEまたはTPAEという柔軟性の高いフィルムを介在させているので、この柔軟な中間層によって振動落体衝撃を吸収することができる。したがって、この発明にかかるプラスチック製内袋は、振動落体衝撃に優れ、破袋強度が高い。
【0014】
上記外層、内層は、6ナイロン、66ナイロン、6/66共重合ナイロン、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)のうちから選ぶことができる。
【0015】
上記外層と内層を形成する樹脂フィルムの融点は、外層の方を内層よりも高くするとことが望ましい。外層の方の融点を、内層よりも高くすることにより、ヒートシールの際に、内層の樹脂フィルムが溶けるよりも前に外層の樹脂フィルムが溶けて薄くなるということを防止できる。また、外層と内層の融点の温度差を少なくとも、外層の方を内層よりも20℃以上にすることにより、ヒートシールの温度を高くしても、内層の樹脂フィルムが溶融する前に、外層の樹脂フィルムが溶融するということを防止できるので、短時間でヒートシールを行うことができる。
【0016】
振動落体衝撃を十分に確保するためには、衝撃を吸収する中間層の厚みを、全体の厚みの少なくとも20%以上にすることが望ましい。
【発明の効果】
【0017】
この発明に係る食用油用バッグインボックスのプラスチック製内袋は、外層、内層、中間層のすべてに、融点が170℃以上のものを使用し、しかも中間層に、柔軟性を有するTPEEまたはTPAEのフィルムを使用しているので、170℃〜180℃程度の使用済み食用油を収容しても層間剥離が生じず、優れた耐熱性を有し、かつ、振動落体衝撃に優れ、破袋強度が高い。
【図面の簡単な説明】
【0018】
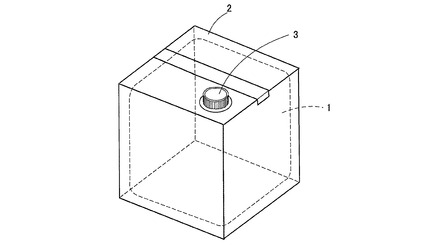
【図1】この発明に係るプラスチック製内袋を収容した食用油用バッグインボックスの斜視図である。
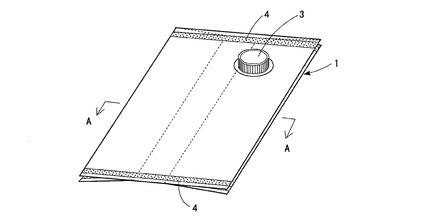
【図2】この発明に係る食用油用バッグインボックスのプラスチック製内袋の一例を示す斜視図である。
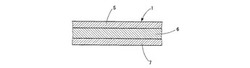
【図3】図2のA−A線の断面図である。
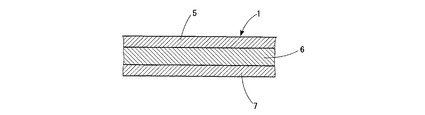
【図4】この発明に係るプラスチック製内袋を形成する複層樹脂フィルムの層構成を示す拡大断面図である。
【発明を実施するための形態】
【0019】
この発明の実施形態を、図面に基づいて具体的に説明する。
【0020】
図1は、バッグインボックスの斜視図である。バッグインボックスは、段ボール製の外箱2内に、抽出口3の付いたプラスチック製内袋1を収容したものである。
【0021】
プラスチック製内袋1は、図2、図3に示すように、複層樹脂フィルムによって形成したチューブの両側をまち状に折り込み、下端と上端にヒートシール部4を設けたガゼット袋の形態をしている。
【0022】
また、プラスチック製内袋1の側面上部には、抽出口3が溶着によって取り付けられている。
【0023】
プラスチック製内袋1は、複層樹脂フィルムによって形成され、複層樹脂フィルムは、図4に示すように、外層5、中間層6、内層7の3層構造になっている。
【0024】
外層5と、内層7は、融点が170℃以上の引張弾性率が比較的に高い樹脂フィルムによって形成されている。また、内層7は、ヒートシール性を有する樹脂フィルムを使用し、当然のことながら食品包装基準を満たしているものを使用する。また、外層5に使用する樹脂フィルムは、内層7に使用する樹脂フィルムよりも融点が高いものを使用することが望ましい。その融点差としては、20℃以上が好ましく、外層5の融点を内層より高くすると、ヒートシールの温度を高くしても、内層7の樹脂フィルムが溶融する前に、外層5の樹脂フィルムが溶融するということを防止できる。
【0025】
これら外層5と内層7に使用することができる樹脂フィルムとしては、6ナイロン、66ナイロン、6/66共重合ナイロン、PBT、PETなどを使用することができる。
【0026】
次に、中間層6は、融点が170℃以上で、衝撃吸収性に優れた柔軟なデュロ硬度(A)/JISK6253:80〜100のTPEEまたはTPAEのフィルムを使用することができる。
【0027】
この中間層6は、振動落体衝撃を十分に確保するために、全体の厚みの少なくとも20%以上にすることが望ましい。
【0028】
以下、外層5、中間層6、内層7の素材、融点、引張弾性率、厚み比を変化させて、耐熱性、ヒートシール性、落下試験について評価した結果を表1、表2に示す。
【0029】
表1、表2において、使用した樹脂は、次の通りである。
【0030】
NY6:ナイロン6 三菱エンジニアリングプラスチックス株式会社 ノバミッド 融点(M.P.)=223℃
PE:接着性ポリエチレン 三菱化学株式会社 モディックAP 融点(M.P.)=120℃
PP:接着性ポリプロピレン 三菱化学株式会社 モディックAP 融点(M.P.)=150℃
TPEE:熱可塑性ポリエステルエラストマー 三菱化学株式会社 プリマロイAP 融点(M.P.)=185℃
TPAE:熱可塑性ポリアミドエラストマー ATOFINA Pebax 融点(M.P.)=170℃
NY6/66:ナイロン6/66 三菱エンジニアリングプラスチックス株式会社 ノバミッド 融点(M.P.)=195℃
NY6/12:ナイロン6/12 宇部興産株式会社製 UBE NYLON 融点(M.P.)=203℃
EVOH:エチレンビニルアルコール共重合体 日本合成化学工業株式会社 ソアノール 32mol 融点(M.P.)=183℃
(耐熱性)
耐熱性評価方法は、次の通りである。
【0031】
対象のフィルムを100mm×500mmにカットし、ヒートシールを施し細長いチューブを準備する。次に、180℃に熱した油を溜めた槽にシールを施した部分を浸し、反対側からチューブ内面にエアー圧(0.08MPa)をかけた際にシール部分の変形・剥離がないかどうかを評価した。
【0032】
(ヒートシール性)
ヒートシール性の評価方法は、次の通りである。
【0033】
対象のフィルムに10mm×25mmの熱板で温度(280℃)・圧力(0.3MPa)・時間(3.0secまたは5.0sec)でシールを施した後、シール強度として20N/15mm以上が得られるかどうかで評価した。
【0034】
(落下試験)
落下試験評価方法は、次の通りである。
【0035】
対象のフィルムを460mm×850mmにカットした後、ヒートシールを施した袋を準備する。この袋に、18Lの水を充填した後にヒートシールし、任意の高さから平滑なアクリル板へ垂直落下させる。
【0036】
×:破袋率が80%以上 、△:破袋率が40%以上〜80%未満、○:破袋率が20%以上〜40%未満、◎:破袋率が〜20%未満、―:未実施によって評価した。
【0037】
【表1】

【0038】
【表2】
【符号の説明】
【0039】
1 プラスチック製内袋
2 外箱
3 抽出口
4 ヒートシール部
5 外層
6 中間層
7 内層
【技術分野】
【0001】
この発明は、コンビニエンスストアやドーナツ屋などで販売されている揚げ物食品の調理に使用される食用油を収容するバッグインボックスタイプの包装箱のプラスチック製内袋に関するものである。
【背景技術】
【0002】
コンビニエンスストアやドーナツ屋など業務用の大きなフライヤーを使用する揚げ物業者では、通常、一斗缶に入れられて納品された食用油をフライヤーに移して、170℃〜180℃程度の温度で揚物調理を行い、一定量の揚物調理が終わると、使用済の食用油を高熱のまま空き缶に戻して回収するようにしている。
【0003】
しかしながら、一斗缶に戻された食用油は、170℃に近い高温の場合が多いので、缶に触れて火傷の原因となるなど多くの問題点があった。そのため、段ボール箱内にプラスチック製内袋を収容したバッグインボックスタイプの包装箱を食用油の包装に使用し、段ボール箱による断熱効果により、火傷を防止する取り組みがなされており、特許文献1には、食用油用バッグインボックスのプラスチック製内袋が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−231559号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この特許文献1に開示された食用油用バッグインボックスのプラスチック製内袋は、6ナイロン、66ナイロン、6/66共重合ナイロン、PBT、PETのうちから選ばれた内外の樹脂フィルム層を、接着性ポリオレフィン樹脂を介してラミネートした複層樹脂フィルムによって形成されている。
【0006】
この従来の複層樹脂フィルムの場合、内外の樹脂フィルム層は、180℃以上の耐熱性を有しているが、接着性ポリオレフィン樹脂からなる中間層は、耐熱性が180℃に満たないもので構成されていた。
【0007】
このため、180℃の高温の食用油を充填した際に、中間層が溶融してナイロンなど内外に配した樹脂フィルム層が剥離しやすく、シール部などがダメージを受け、流通段階等での振動落体衝撃によって油の液漏れを発生させる可能性があった。
【0008】
また、上記複層樹脂フィルムは、内層のシーラント層が耐熱性樹脂によって構成されているため、ヒートシールする際には、外面からかなり高温の熱をかける必要があり、ヒートシール時に中間の接着層が溶融して、複層樹脂フィルム全体の厚みが薄くなり、強度不足が生じるという問題もあった。
【0009】
ところで、上記中間の接着層を形成する接着性ポリオレフィン樹脂として耐熱性が170℃以上のものを使用すれば、上記中間層の溶融による問題点を解決できると考えられるが、耐熱性が170℃を超える接着性ポリオレフィン樹脂は、柔軟性に乏しく、耐熱性が良好であっても落下衝撃に弱いという問題があり、流通段階等での振動落体衝撃による油の液漏れという問題を解決することができなかった。
【0010】
そこで、この発明は、170℃〜180℃程度の使用済み食用油を収容し、流通段階等で振動落体衝撃を受けても、破袋しない、食用油用バッグインボックスのプラスチック製内袋を提供することを課題とするものである。
【課題を解決するための手段】
【0011】
この発明は、上記の課題を解決するために、食用油用バッグインボックスのプラスチック製内袋を形成する複層樹脂フィルムを、融点が170℃以上の樹脂フィルムからなる外層と、融点が170℃以上で、ヒートシール性を有する樹脂フィルムからなる内層との間に、融点が170℃以上の熱可塑性ポリエステルエラストマー(以下、「TPEE」と略称する。)または熱可塑性ポリアミドエラストマー(以下、「TPAE」と略称する。)のフィルムからなる中間層を設けた構成としたものである。
【0012】
上記構成の複層樹脂フィルムは、外層、内層、中間層のすべての融点が170℃以上のものを使用しているので、170℃〜180℃程度の使用済み食用油を収容しても層間剥離が生じず、優れた耐熱性を有する。
【0013】
また、外層と内層に、引張弾性率の高い高強度の樹脂フィルムを使用しても、外層と内層の間に、TPEEまたはTPAEという柔軟性の高いフィルムを介在させているので、この柔軟な中間層によって振動落体衝撃を吸収することができる。したがって、この発明にかかるプラスチック製内袋は、振動落体衝撃に優れ、破袋強度が高い。
【0014】
上記外層、内層は、6ナイロン、66ナイロン、6/66共重合ナイロン、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)のうちから選ぶことができる。
【0015】
上記外層と内層を形成する樹脂フィルムの融点は、外層の方を内層よりも高くするとことが望ましい。外層の方の融点を、内層よりも高くすることにより、ヒートシールの際に、内層の樹脂フィルムが溶けるよりも前に外層の樹脂フィルムが溶けて薄くなるということを防止できる。また、外層と内層の融点の温度差を少なくとも、外層の方を内層よりも20℃以上にすることにより、ヒートシールの温度を高くしても、内層の樹脂フィルムが溶融する前に、外層の樹脂フィルムが溶融するということを防止できるので、短時間でヒートシールを行うことができる。
【0016】
振動落体衝撃を十分に確保するためには、衝撃を吸収する中間層の厚みを、全体の厚みの少なくとも20%以上にすることが望ましい。
【発明の効果】
【0017】
この発明に係る食用油用バッグインボックスのプラスチック製内袋は、外層、内層、中間層のすべてに、融点が170℃以上のものを使用し、しかも中間層に、柔軟性を有するTPEEまたはTPAEのフィルムを使用しているので、170℃〜180℃程度の使用済み食用油を収容しても層間剥離が生じず、優れた耐熱性を有し、かつ、振動落体衝撃に優れ、破袋強度が高い。
【図面の簡単な説明】
【0018】
【図1】この発明に係るプラスチック製内袋を収容した食用油用バッグインボックスの斜視図である。
【図2】この発明に係る食用油用バッグインボックスのプラスチック製内袋の一例を示す斜視図である。
【図3】図2のA−A線の断面図である。
【図4】この発明に係るプラスチック製内袋を形成する複層樹脂フィルムの層構成を示す拡大断面図である。
【発明を実施するための形態】
【0019】
この発明の実施形態を、図面に基づいて具体的に説明する。
【0020】
図1は、バッグインボックスの斜視図である。バッグインボックスは、段ボール製の外箱2内に、抽出口3の付いたプラスチック製内袋1を収容したものである。
【0021】
プラスチック製内袋1は、図2、図3に示すように、複層樹脂フィルムによって形成したチューブの両側をまち状に折り込み、下端と上端にヒートシール部4を設けたガゼット袋の形態をしている。
【0022】
また、プラスチック製内袋1の側面上部には、抽出口3が溶着によって取り付けられている。
【0023】
プラスチック製内袋1は、複層樹脂フィルムによって形成され、複層樹脂フィルムは、図4に示すように、外層5、中間層6、内層7の3層構造になっている。
【0024】
外層5と、内層7は、融点が170℃以上の引張弾性率が比較的に高い樹脂フィルムによって形成されている。また、内層7は、ヒートシール性を有する樹脂フィルムを使用し、当然のことながら食品包装基準を満たしているものを使用する。また、外層5に使用する樹脂フィルムは、内層7に使用する樹脂フィルムよりも融点が高いものを使用することが望ましい。その融点差としては、20℃以上が好ましく、外層5の融点を内層より高くすると、ヒートシールの温度を高くしても、内層7の樹脂フィルムが溶融する前に、外層5の樹脂フィルムが溶融するということを防止できる。
【0025】
これら外層5と内層7に使用することができる樹脂フィルムとしては、6ナイロン、66ナイロン、6/66共重合ナイロン、PBT、PETなどを使用することができる。
【0026】
次に、中間層6は、融点が170℃以上で、衝撃吸収性に優れた柔軟なデュロ硬度(A)/JISK6253:80〜100のTPEEまたはTPAEのフィルムを使用することができる。
【0027】
この中間層6は、振動落体衝撃を十分に確保するために、全体の厚みの少なくとも20%以上にすることが望ましい。
【0028】
以下、外層5、中間層6、内層7の素材、融点、引張弾性率、厚み比を変化させて、耐熱性、ヒートシール性、落下試験について評価した結果を表1、表2に示す。
【0029】
表1、表2において、使用した樹脂は、次の通りである。
【0030】
NY6:ナイロン6 三菱エンジニアリングプラスチックス株式会社 ノバミッド 融点(M.P.)=223℃
PE:接着性ポリエチレン 三菱化学株式会社 モディックAP 融点(M.P.)=120℃
PP:接着性ポリプロピレン 三菱化学株式会社 モディックAP 融点(M.P.)=150℃
TPEE:熱可塑性ポリエステルエラストマー 三菱化学株式会社 プリマロイAP 融点(M.P.)=185℃
TPAE:熱可塑性ポリアミドエラストマー ATOFINA Pebax 融点(M.P.)=170℃
NY6/66:ナイロン6/66 三菱エンジニアリングプラスチックス株式会社 ノバミッド 融点(M.P.)=195℃
NY6/12:ナイロン6/12 宇部興産株式会社製 UBE NYLON 融点(M.P.)=203℃
EVOH:エチレンビニルアルコール共重合体 日本合成化学工業株式会社 ソアノール 32mol 融点(M.P.)=183℃
(耐熱性)
耐熱性評価方法は、次の通りである。
【0031】
対象のフィルムを100mm×500mmにカットし、ヒートシールを施し細長いチューブを準備する。次に、180℃に熱した油を溜めた槽にシールを施した部分を浸し、反対側からチューブ内面にエアー圧(0.08MPa)をかけた際にシール部分の変形・剥離がないかどうかを評価した。
【0032】
(ヒートシール性)
ヒートシール性の評価方法は、次の通りである。
【0033】
対象のフィルムに10mm×25mmの熱板で温度(280℃)・圧力(0.3MPa)・時間(3.0secまたは5.0sec)でシールを施した後、シール強度として20N/15mm以上が得られるかどうかで評価した。
【0034】
(落下試験)
落下試験評価方法は、次の通りである。
【0035】
対象のフィルムを460mm×850mmにカットした後、ヒートシールを施した袋を準備する。この袋に、18Lの水を充填した後にヒートシールし、任意の高さから平滑なアクリル板へ垂直落下させる。
【0036】
×:破袋率が80%以上 、△:破袋率が40%以上〜80%未満、○:破袋率が20%以上〜40%未満、◎:破袋率が〜20%未満、―:未実施によって評価した。
【0037】
【表1】
【0038】
【表2】
【符号の説明】
【0039】
1 プラスチック製内袋
2 外箱
3 抽出口
4 ヒートシール部
5 外層
6 中間層
7 内層
【特許請求の範囲】
【請求項1】
融点が170℃以上の樹脂フィルムからなる外層と、融点が170℃以上で、ヒートシール性を有する樹脂フィルムからなる内層との間に、融点が170℃以上の熱可塑性ポリエステルエラストマーまたは熱可塑性ポリアミドエラストマーのフィルムからなる中間層を設けた構成の複層樹脂フィルムによって形成したことを特徴とする食用油用バッグインボックスのプラスチック製内袋。
【請求項2】
上記外層、内層が、6ナイロン、66ナイロン、6/66共重合ナイロン、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)のうちから選択されるフィルムからなる請求項1記載の食用油用バッグインボックスのプラスチック製内袋。
【請求項3】
上記外層が、内層の融点よりも少なくとも20℃高い融点を有する請求項1または2に記載の食用油用バッグインボックスのプラスチック製内袋。
【請求項4】
上記中間層の厚みが全体の厚みの20%以上である請求項1〜3のいずれかに記載の食用油用バッグインボックスのプラスチック製内袋。
【請求項1】
融点が170℃以上の樹脂フィルムからなる外層と、融点が170℃以上で、ヒートシール性を有する樹脂フィルムからなる内層との間に、融点が170℃以上の熱可塑性ポリエステルエラストマーまたは熱可塑性ポリアミドエラストマーのフィルムからなる中間層を設けた構成の複層樹脂フィルムによって形成したことを特徴とする食用油用バッグインボックスのプラスチック製内袋。
【請求項2】
上記外層、内層が、6ナイロン、66ナイロン、6/66共重合ナイロン、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)のうちから選択されるフィルムからなる請求項1記載の食用油用バッグインボックスのプラスチック製内袋。
【請求項3】
上記外層が、内層の融点よりも少なくとも20℃高い融点を有する請求項1または2に記載の食用油用バッグインボックスのプラスチック製内袋。
【請求項4】
上記中間層の厚みが全体の厚みの20%以上である請求項1〜3のいずれかに記載の食用油用バッグインボックスのプラスチック製内袋。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−254361(P2010−254361A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−108718(P2009−108718)
【出願日】平成21年4月28日(2009.4.28)
【出願人】(591200575)四国化工株式会社 (16)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月28日(2009.4.28)
【出願人】(591200575)四国化工株式会社 (16)
【Fターム(参考)】
[ Back to top ]