
食用製品の表面に脂肪および砂糖を含む層を噴霧するプロセス
本発明は、食用製品の表面に少なくとも脂肪および砂糖を含む組成物の層を付着するためのプロセスに関し、本プロセスは、各々が少なくとも1つのノズルによって角度αおよび垂直軸を有する円錐噴流を発生させることを含む少なくとも2つの噴霧ステージへ製品を出すことを含み、前記ノズルは、製品より上200mmから800mmまでの範囲内、好適には300mmから650mmまでの範囲内の高さHに配置され、よって、製品上へ当たると、噴流はほぼ円筒形の断面を有する垂直に配向された霧状物になっていることを特徴とする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に、より具体的には、例えばビスケット、ウェハースまたはスナック等の食用製品の曲がった表面または不規則な表面に、少なくとも脂肪および砂糖を含む層、より具体的にはチョコレートの層またはチョコレート代用品の層を付着させるためのプロセスに関する。
【背景技術】
【0002】
より薄く、軽くかつ高級感のあるものが求められている一般的風潮にあって、概してウェハース、押出しスナックまたはビスケット等の穀物ベースのシェルである食用製品にチョコレート層等の層を結合させる被覆製品は、厚みがあって重いものとして、また、あまりにありきたりなものとして認識されることが多い。
【0003】
この認識は、穀物ベースのシェル上へこのような層を付着させる、カバーリング、ボトミング、ディッピングまたはモールディング等の従来の産業的プロセスの場合、製品は典型的には8cm3を超えかつ5gを超える大型で重いものになることを余儀なくされるか、または、例えばチョコレートの量が不揃いであって外観はありきたりのものになり、典型的には、小さい製品では表面が不揃いになり且つチョコレートの量は製品間で±8%以上変動する結果となる、という事実に起因している。結果的に生じる製品は、単位部分当たりのエネルギーが高く、典型的には1片あたり22Kcalを超えるか、サイズは小型でも、大きさが不揃いであることに起因してバルク詰めにしかできない。
【0004】
既知の産業的プロセスは、穀物ベースのシェル上へチョコレートを液状で、シェル表面への一体式接触によって付着させる。テンパリングされたチョコレートの粘性および降伏値は、このような液体の塊の中に存在する非限定量のチョコレートとの組合せで、結果的に、最小0.075g/cm2であり(厚さは0.60mmを超える)且つより多くは0.125g/cm2を超える(厚さは1.0mmを超える)チョコレート層をもたらす。実際に、チョコレート液の塊がシェルの表面に接触した状態にあるとき、チョコレート液は、重力が付着性より強くなるまで厚みを増す。
【0005】
チョコレート層の厚さをチョコレートの上流への流れを減らすことによって縮小させる試みは、欠陥のあるチョコレートカバーを生じさせ、即ち、空のスポットが存在したり、また特にシェルが平らな表面を持たない場合には、シェルの部位毎に厚さが著しく異なる。
【0006】
チョコレート層の厚さを、テンパリングされたチョコレートに適合する温度を保ちかつPRPG(ポリグリセロールポリリシノレート)のような乳化剤のレベルを認可レベルに維持しながらチョコレートの粘性およびその降伏値を修正することによって縮小させる試みは、より少量のカカオマスを使用するチョコレート製法に繋がり、おいしくかつ自然な配合に対する消費者の期待にそぐわない。
【0007】
チョコレートの表面に空気を吹き付ける既知の代替技術は、波状の外観をもたらし、結果的に製品は滑らかなものにならない。
【0008】
チョコレートをノズルで噴霧することを含む別の技術には、製品を浮揚させる空気乱流、不均一な表面を生じさせる衝撃ドット、テンパリングを危うくする温度および圧力応力等の重要な欠陥が幾つか存在する。
【0009】
チョコレートの噴霧は専ら、平坦な頂面と好適には長方形の形状とを有する、典型的には30cm2を超える比較的大きい製品に使用され、結果的に、噴霧に暴露される表面の広域、典型的には80%を超える領域が覆われる。その典型的な一例は、チョコレートで覆われた大きくて軟らかいケーキである。
【0010】
滑らかな表面に、例えばチョコレートまたはチョコレート代用品である少なくとも脂肪および砂糖を含む製品のごく薄い層を付着できるようにするチョコレート噴霧に、製品の外観および/または表面の光沢および/または産業効率において比較的満足のいく結果となる既知のプロセスは存在しない。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、平らでない穀物シェル上へ薄層を、好適には製品およびシェルの多大な損失を回避しながら満足のいく外観で付着させることにある。
【0012】
本発明の別の目的は、チョコレートの前記薄層に光沢を残すことにある。
【課題を解決するための手段】
【0013】
これらの目的のうちの少なくとも1つは、請求項1記載のプロセスによって達成される。このプロセスの実行方法は、従属クレームに示されている。
【図面の簡単な説明】
【0014】
本発明は、以下の説明、並びに添付の図面に関連してより良く理解されるであろう。
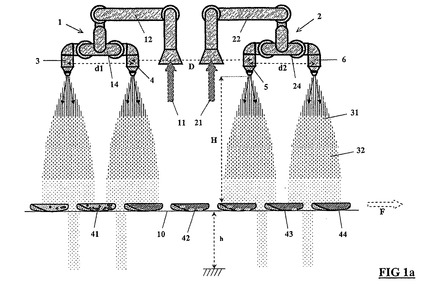
【図1a】本発明によるチョコレートを噴霧するためのステーションの一例を示す側面図(1a)である。
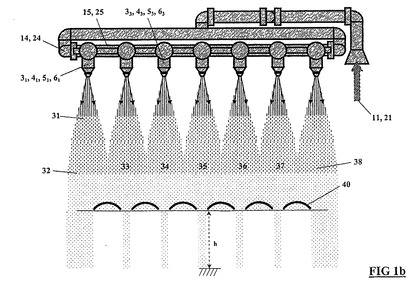
【図1b】本発明によるチョコレートを噴霧するためのステーションの一例を示す正面図(1b)である。
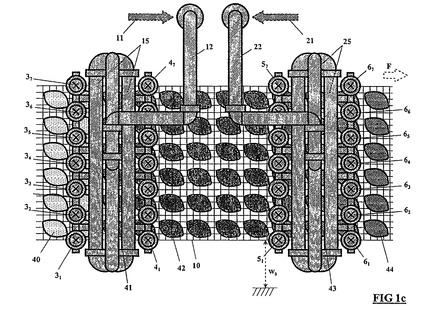
【図1c】本発明によるチョコレートを噴霧するためのステーションの一例を示す平面図(1c)である。
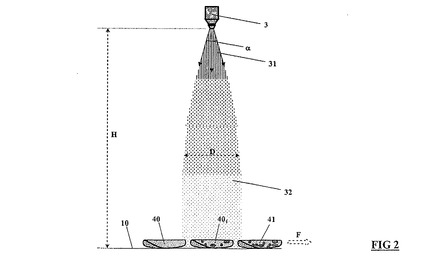
【図2】本発明による、ノズルによるチョコレートの噴霧を示す。
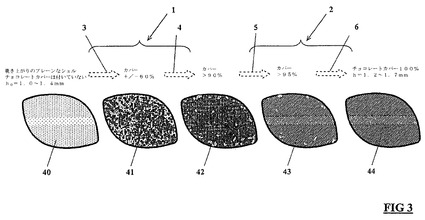
【図3】噴霧プロセスを通じた製品外観の変化を示す。
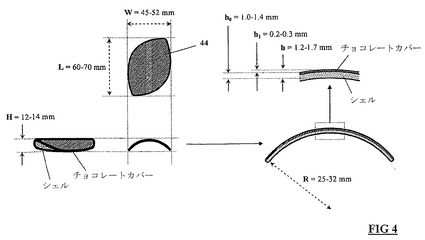
【図4】本発明による最終製品の一例である。
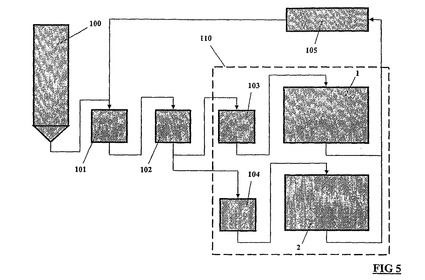
【図5】チョコレート施設のフロー図を示す。
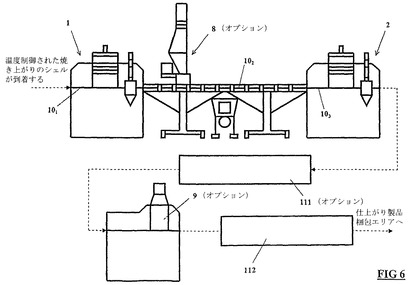
【図6】生産ラインスキームを示す。
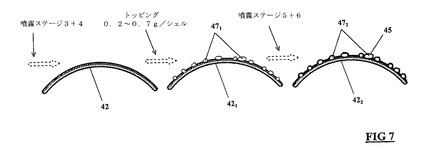
【図7】トッピングプロセスの間の製品外観の変化を示す。
【発明を実施するための形態】
【0015】
本発明を、概して穀粉、澱粉、砂糖、乳清粉末およびバターを主材料とする、少なくとも2つの噴霧ステージおよび好適には4つの噴霧ステージによりその凸面にチョコレートを噴霧されて薄く均一で滑らかな、かつ好適には光沢のあるチョコレート層が作り上げられる、曲がった葉の形状のシェルに関連して説明する。
【0016】
噴霧プロセスは、任意の形状の表面上へ実行されてもよいが、より具体的には、不規則な表面または曲がった表面が対象とされる。これは、(食用のカカオおよびチョコレート製品に関する)2000年6月23日付けの欧州指令2000/36/EPに定義されているようなチョコレートを噴霧するために使用されても、チョコレート代用品、即ち前記チョコレートの定義に一致しているが、脂肪部分は前記指令の付属書類IIに規定されている植物性脂肪の定義に一致しない脂肪、またはこれらの脂肪の認可比率を超える脂肪によって部分的に、または完全に代用されている製品を噴霧するために使用されてもよい。
【0017】
またこのプロセスは、その粘性がノズルを介する噴霧に適合するものである限り、脂肪および砂糖を含む噴霧可能な組成物を使用して実行されてもよい。
【0018】
均質性および滑らかさをもたらすドットの不在は、主として噴霧ノズルと製品との距離によって、および度合いは下がるが、例えばチョコレートの噴霧可能な組成物を霧状にするために使用される空気圧によって達成される。
【0019】
チョコレート層の滑らかさ、カバーおよび規則性を最適化するためのパラメータは、穀物シェルの温度、霧状ジェットの幾何学的特性および動的特性である。
【0020】
空気乱流によって生じる低レベルのシェル廃物は、内壁からノズルを離隔させること、ノズルと製品との距離および霧状エアの圧力によって確定されてもよい。製品の周囲には自由空間が存在することから、乱流は回避される。
【0021】
精彩のない外観を回避するためには、既知であるような望ましいチョコレートテンパリング指数が重要であり(概してテンパリングを必要としないチョコレート代用品には当てはまらない)、温度制御システム、テンパリングユニットと射出レールとの間の短い通過時間およびチョコレート消費量を大幅に凌駕するテンパリング容量によって得られる。
【0022】
固化に起因して生じるシステム内部におけるチョコレート廃物は、内壁上ではチョコレート液滴が溶けたままである加熱されたダブル被覆型噴霧ボックスによって極めて少量にされ、かつ重力により下のタンクへと落ち、タンク内で液体を形成する。この液体は、ポンピングされ、テンパリングし直され、濾過されかつテンパリングユニットのレベルでサイクル内へ再度射出される。
【0023】
任意選択として、チョコレートの表面には、チョコレートの表面を擦り傷および溶融から保護しかつ光沢を高めるためにコーティング剤の極薄膜が付着される。このコーティングは、チョコレートの場合と類似する噴霧システムによって付着される。コーティング剤はアルコール内で希釈され、チョコレートの結晶化の間にチョコレート上へ噴霧され、かつ結晶化残余時間の間にアルコールが抽出される。
【0024】
任意選択として、目に見える装飾を形成するために、ナッツ片、プラリーヌ片または砂糖漬けの柑橘類の皮片等のトッピングが製品上へ、好適にはチョコレートを噴霧する第2のステージと第3のステージの間で落下される。片はチョコレートの薄層(例えば、0.2mm)でしか覆われず、チョコレート層の厚さより大きい(例えば、5倍を超える)粒子サイズ(1mmから3mm)にも関わらずチョコレート内部にしっかりと固定されることから、片の色および浮き上がりがかなりはっきりと見える。
【0025】
下記の例では、穀粉、澱粉、砂糖、乳清粉末およびバターを主材料とする、0.58g/cm3から0.65g/cm3までの範囲内の密度、20cm2から30cm2までの展開表面、1.9gから2.2gまでの重量および25mmから32mmまでの一定の曲率半径を有する薄い(厚さ1.0mmから1.4mm)曲がった葉形状のシェルが、その凸面上にチョコレートを、2つの噴霧ステージ(3、4;5、6)の2つのシリーズ1および2により、結果的に6秒から42秒まで、好適には25秒から30秒までの合計噴霧サイクルで噴霧される。
【0026】
ノズルの2つのシリーズ1、2間の距離Dは、通過回転が4秒から40秒までの範囲内であり、好適には20秒を超えるように選ばれる。
【0027】
シェル40は、矢印Fの方向へ定速で移動するワイヤメッシュコンベヤ10上へ置かれる。
【0028】
ノズルのシリーズ3および4は、両者間の通過時間が1秒から5秒までの範囲内であり、好適には3秒であるように距離d1の間隔をとっている。ノズルのシリーズ4および5間の距離d2も、通過時間が1秒から5秒までの範囲内であり、好適には3秒であるように選ばれる。
【0029】
チョコレートを噴霧しかつ霧状にすることは、ごく少量のチョコレート(液滴形態)をシェルへ瞬時に接触させることを可能にする。
【0030】
ノズルと製品との間の高さHは200mmから800mmまでの範囲内であって、好適には300mmから650mmまでの範囲内である。200mmの高さHは、円錐噴流31がある程度円筒形になるに足るものであり、この円筒形は、液滴が基本的に垂直に伝搬しかつその速度はノズル付近よりも遅くかつ分散が少ないことから、製品上へ良好な噴霧状態をもたらす。
【0031】
最良の結果は、ダクトの直径が1.5mmから2.0mmの液体用ノズルによって、かつ円錐噴流内で加圧される12゜から25゜までの範囲内の、かつ好適には18゜である角度αを有する空気によって達成される。霧状化気圧は1.5バールから4バールまでの範囲内であり、霧状化空気流量は各ノズルで毎分2リットルから10リットルまでの範囲内であり、ノズルから出た直後の空気噴出速度は10m/秒から50m/秒までの範囲内である。最良の結果は、各ノズルにおける1.4g/秒から2.5g/秒までの範囲内、好適には1.6g/秒から2.2g/秒までの範囲内のチョコレートの処理量に対し、1.8バールから3.8バールまでの範囲内の空気圧によって達成される。1.8バール未満では、霧状物32は粗く、液滴は大きい。3.8バールを超えると、シェル付近の空気乱流は強くなり過ぎて、薄いビスケット等の軽いものであれば製品を吹き飛ばす傾向がある。
【0032】
最終的なチョコレート層は均一(厚さの差は全表面で0.15mm未満)かつ滑らかであり、0.045g/cm2から0.065g/cm2までの範囲内、好適には0.053g/cm2である表面密度を有する。このチョコレート層は、チョコレート密度1.25g/cm3を基礎として0.36mmから0.52mmまでの範囲内、好適には0.43mmである理論上の厚さを有する。これは、製品総重量の33%から46%までを表す。最終製品44(図4内の例参照)は、重量3.2gから3.7gで合計エネルギー15Kcalから18Kcalを有する。チョコレートの一部はシェルの極小空隙内へ浸透することから、チョコレート付着後の製品の追加厚さは、シェルの厚さ(h0=1.0−1.4mm)とチョコレート層の理論上の厚さとの合計よりも0.10mmから0.20mm少ない。その結果、チョコレートのカバーは製品をプレーンなシェルよりも0.20mmから0.30mm(h1)厚くし、最終製品44は1.2mmから1.7mmの厚さ(h)を有する。
【0033】
チョコレートスループットの制御は、霧状化空気とは独立した設定値を有する第2の圧縮空気回路によって確定されてもよい。この圧縮空気は、バッファタンク内でチョコレートの上面を直に押す。1.4g/秒から2.5g/秒の流量は、一列当たり6個のビスケット用に設計された設備の場合、1.1バールから3.5バールまでの範囲内、典型的には1.3バールから2.6バールまでの範囲内のタンク気圧によって達成される。チョコレートスループットを制御する代替技術の解決策は、バッファタンクの直後に設置される容積ポンプまたは重量流計量システムを使用することに存する。
【0034】
図3に示すように、第1の噴霧ステージ3は、各々が0.04mgから0.6mg(直径0.4mmから1mm)の液滴の衝突に相当する直径0.5mmから2mmの丸い点で作られる、60%を超えるシェル41のカバーを生じさせる。大まかに観察すると、可視点の数はシェル1cm2当たり50個から150個までの範囲内であることが分かる。
【0035】
第2のステージ4は、シェル42の表面の90%から100%のカバーを生じさせる。チョコレートの平均表面密度は0.02g/cm2から0.03g/cm2であり、表面は第1のステージの後よりも均一であるが、チョコレート層の厚さにはなお幾つかの目に見えるコントラストが典型的には0.15mmから0.30mmまでの範囲内で存在する。しかしながら、既に90%を超える表面が覆われていることから、このカバーはチョコレート上へナッツ片または果物片を極めて満足のいく接着性で落下させることを可能にする。
【0036】
最初の2つのステージ3および4を単一のステージおよび同一の表面密度により置換する試みは、結果的に、チョコレートによるシェルのより少ないカバー、典型的には70%を超える80%までのカバーをもたらし、部位によっては、チョコレート層の厚さが0.35mmを超える。空の部位は如何なる片も保持することができないことから、このような不規則性は、表面上へナッツまたは果物片を容認できる配分で落下させることを不可能にする。さらには、シェルの全表面上で最終的なチョコレート層は厚さが0.15mmを超えて変わる結果ともなるであろう。
【0037】
第3および第4の噴霧ステージ5および6は、シェルの100%カバー(第3のステージ後の43および第4のステージ後の44)をもたらす。チョコレート層は製品厚さを平均0.25mm増やし、この追加の厚さは、カバーの任意の点において0.20mmから0.35mmまでの範囲内で構成される。チョコレート層の厚さの規則性は、4ステージ式のほうが3ステージ式より、かつ当然ながら僅か2ステージの場合よりも遙かに優れている。
【0038】
本システムのより高度な分析は、規則的なカバーを生み出すためには、小型サイズを有する液滴にすること、即ち直径が1mm(0.6mg)未満であって平均直径が0.6mm(0.15mg)に近い液滴にすると好適であることを示している。
【0039】
このサイズは、20cm2から30cm2である1つの製品上に置かれる液滴の数が3,000個から30,000個までの範囲内であることを意味する。この小型サイズおよび大量さは、1.8バールを超える空気圧、1%から5%までの範囲内の空中におけるチョコレート初期希釈および各ノズルにおける2g/秒に近いチョコレートスループットが組み合わされた場合に最もよく達成される。
【0040】
4つのステージが産業設備にとって好ましい主たる理由は、暴露時間にも関連する。実際に、角度18゜の円錐噴流は、使用される圧力範囲では直径60mmを超える部位を均質にカバーすることができない。重力および液滴に対する空気抵抗効果に起因して、初期の円錐は200mmの落下高度後に直径60mmから100mmを有する霧状物になる。概して、60%を超えるチョコレートは(製品の形状大きさ、壁との接触およびミストの形成に起因して)再循環されることから、(2g/秒を超える)1つのノズルは1製品(1.4g)を最短1.4/(2x40%)=1.7秒間カバーすることができ、これは、製品が長さ60mmの領域内に1.7秒間留まるべきであること、即ち2m/分で移動すべきであることを意味する。この速度は、通常の速度が8〜12m/分に近い工業生産に適さず、故に、噴霧を好適には4ステージに分けて各シェルをチョコレート霧状物に最短1.7秒間(ほぼ0.4秒で4回)暴露する必要がある。
【0041】
最小150mm(1秒)である連続する2つのステージ(3−4および5−6)間の間隔d1およびd2は、2つの円錐間の空気の流れの乱流を回避させ、かつ各噴流を可能な限り均一にさせる。最小600mm(4秒)であるステージ1および2間の間隔Dは、最小300mmの空の空間により任意選択としてナッツまたは果物を製品上へ落下させる。また、幾つかのステージを使用することは、より均一な厚さのチョコレート層を達成することに貢献する。
【0042】
1つの噴霧ステージのノズルの側方間隔(31、32、...、3N+1;41、...、4N+1;51、...、5N+1;61、...、6N+1)(Nはコンベヤ上の製品レーンの数)は、チョコレート霧状物32、33、34、35、36、37および38が接合または交差できるように選ばれる。例えば、直径Dが60mmである場合、間隔は50mmから60mmまでの範囲内であってもよく、本例においてこれは、ワイヤメッシュ10上の2つの製品レーンの間隔に一致する。
【0043】
ドットの不在は、チョコレートを霧状にするために使用される妥当な空気圧と、噴霧用ノズルとワイヤメッシュ10上の製品との間の最小高さHとの組合せによって確実にされる。最良の結果は、4バール未満の、好適には3.5バールに近い空気圧と、300mmから650mmまでの範囲内の、好適には600mmである高さHとによって達成される。これらの条件においては、チョコレート霧状物は十分に微細であり、表面にドットを付けることなく良好に堆積する(図3)適正な垂直速度を有する。200mmという低い高さHは、これがチョコレートの最初の円錐噴流を均一なカバーリングをもたらす霧状物にならしめるに足る距離であることから使用されてもよいが、このように低い高さは、製品が薄いビスケット等の軽いものであればこれを吹き飛ばす危険性を増大させる。
【0044】
ノズルへチョコレートを供給するためのデバイスは、チョコレート貯蔵タンク100と、チョコレートバッファタンク101と、チョコレート・テンパリング・ユニット102と、各々が噴霧ユニット1および2の一方へチョコレートを供給する2つの噴霧用タンク103および104を備える噴霧ステーションとを備え(図5)、前記噴霧ユニット1および2は各々、1つまたは好適には2つの噴霧ステージで構成される(図1a〜図1c)。
【0045】
製品の精彩のない外観を回避するためには、テンパリングユニットから噴霧用ノズルまでチョコレートのテンパリング指数を維持することが重要である。これは、温度制御システムにより、30℃±1℃におけるダブル被覆型フレーム、32℃±1℃におけるダブル被覆型バッファタンク、32℃±1℃におけるダブル被覆型ポンピングパイプおよび30℃での圧縮空気の加熱によって達成される。さらに、テンパリングユニットと噴霧用ノズルとの間のチョコレートの通過時間は短く、典型的には20分未満であり、テンパリング指数および製品光沢に関してシステムの安定性を向上させる。このような短い通過時間は、バッファタンク、パイプおよび射出共用レール内に存在するチョコレートの質量が毎時流量の3分の1以下であることを含意する。少なくとも、チョコレート消費量を2.5倍から4倍までの範囲、好適には3.5倍から4倍までの範囲で上回るテンパリング容量もまた、良好なテンパリング指数を噴霧用ノズルまで維持することに寄与する。上述の3条件(温度、通過時間およびテンパリング容量)は、バッファタンク内でテンパリングされるチョコレートがノズルから射出される際にも良好にテンパリングされていることを可能にする(図4)。
【0046】
チョコレート層の滑らかさおよび規則性は、穀物シェルの温度が27℃±1℃であるときに向上され、よって、シェルをオーブンの出口から噴霧ステーションまで冷却制御することが必要である。チョコレート表面の滑らかさを向上させる別の重要な鍵は、ビスケットの縁付近に空気乱流および液滴の跳ね返りが存在しないことである。これは、製品が、製品の流れから下へ最小200mm、かつ好適には300mmを超える空の空間h、および4つのノズルレールの各々のノズルにより形成されるセグメントの両側に最小100mm、かつ好適には200mmを超える空の空間W0を隔てて(図1a、図1bおよび図1c参照)、コンベヤではなくワイヤメッシュ上で運搬されるときに、より良好に達成される。
【0047】
最後に、製品曲面のより良いカバーリングは、噴霧用ノズルを各ビスケットラインの垂直線上ではなく、図1aおよび図1cに示されているように2つのビスケットレーンの間に置くことによって達成され、よって、N列のビスケットレーンの各々は、各ステージにおいてN+1個の噴霧用ノズルのうちの2つからチョコレートを浴びる。ノズルがビスケットレーンの真上にあれば、水平面に対して40゜まで傾斜される可能性のある曲がったビスケットの縁ではカバーが不十分となり、よって、ビスケットの中央部からチョコレートの液滴が大量に到来すれば、「接平面」ともなる表面を呈する。先に述べたような、ビスケットの流れの周囲の空の空間と、ビスケットレーンに対するノズルの交互式配置との組合せは、噴霧ステーションを通過する間に吹き飛ばされ、捻られ、または裏返されるビスケットの割合を、典型的には2%未満である受容可能レベルにまで下げることにも寄与する。
【0048】
例えば、N列のビスケットレーンおよびN+1個のノズルによる4レールの場合、本設備のスループットは毎分150*N個を超えるビスケットであって、ビスケット当たりのチョコレートは1.4gである。図1aから図1cは、N=6である設備を示す。Nが10を超える場合、ラインの右側および左側に位置づけられるビスケットレーンは、霧状物が副次的影響を受けることに起因して、中央に位置づけられるビスケットレーンよりも少ない量のチョコレートでカバーされる傾向がある。この問題を解決するために、効果的には、各ノズル間の間隔を各ビスケットレーン間の間隔と同一に維持しながらノズルの数をN+1個からN+3個へ、もしくはN+5個にまで増大させて、N個のビスケットレーン内の規則的なチョコレート分布を確実にすることができる。
【0049】
また、チョコレートの種類も重要な一要素である。全てのチョコレートは噴霧されることができるが、全てのチョコレートが滑らかで光沢のある層になるわけではない。(カカオリカー、カカオバター、全粉乳およびバター脂肪に由来する)チョコレートの合計脂肪含有量は、効果的には33%から42%までの範囲内、好適には35%から39%までの範囲内である。より少ない量の脂肪は、光沢の悪いカバーおよび一様性が劣るプロセスに繋がる。より多い量の脂肪は、半透明のさほどおいしくないチョコレートカバーをもたらす。実際に、層は極薄であることから、大量の脂肪は全体的な色調およびチョコレートの味に対して「希釈」効果を有する。(チョコレートがノズルを出る際の温度ではない40℃で測定される)粘度は、効果的には700mPa.sから1,300mPa.sまでの範囲内、好適には900mPa.sから1,100mPa.sまでの範囲内である。これらの粘度値は、脂肪および砂糖による(カカオを含まない)組成物およびチョコレート代用品に関しても有効である。
【0050】
高すぎる粘度はチョコレートスループットの低下に繋がり、これは、タンク内のより高い空気圧によって完全には補償され得ない。低すぎる粘度は、ラインを通じてノズル間でのスループットの可変性を高める。
【0051】
降伏値は、好適には、40℃で0.5Paから1.5Paまでの範囲内である。これが40℃で0.5Pa未満であれば、チョコレートはビスケットの曲面へ漏れやすくなってソールを形成し、さらには、ビスケット上に幾つかの半透明部位が現出する場合もある。
【0052】
降伏値が40℃で1.5Paを超えるものであれば、「ミカン肌」的な外観、またはクレータ付きの「月」面すらも得られ、よって、表面の滑らかさに影響が出る。
【0053】
先に述べたチョコレートの外形およびシステムの温度が満たされる限り、例えば±4%以下であるノズル間のチョコレートスループット可変性、および例えば±7%以下であるビスケット間のチョコレート重量の可変性を達成することが可能である。
【0054】
下表は、プロセスおよび味の双方において極めて優れた結果をもたらすチョコレートの2つの配合、一方はダークチョコレートで他方はミルクチョコレート、を示す。
【表1】
【0055】
上表で「有効範囲」として定義されているダークチョコレートまたはミルクチョコレートのレシピを採用し、かつカカオリカー、カカオバターおよびバター脂肪をカカオ粉末(13%から29%)、植物性脂肪(27%から38%)および任意選択である砂糖の混合物に代えると(結果的に得られるレシピにおける脂肪の合計量は類似している)、同じくこの噴霧式付着に適するチョコレート代用品のレシピが得られる。さらに、このような付着用に、着色剤または香味剤のような他の原料を追加することもできる。
【0056】
上表で「有効範囲」として定義されているミルクチョコレートのレシピを採用し、かつカカオリカーをカカオバター(6%から18%)、粉乳(4%から15%)および任意選択である砂糖の混合物に代えると、同じくこの噴霧式付着に適するホワイトチョコレートのレシピが得られる。
【0057】
このホワイトチョコレートのレシピを採用し、カカオバターを植物性脂肪に代え、かつ恐らくは粉乳を乳清粉末または乳糖に代えると、同じくこの噴霧式付着に適するホワイト化合物のレシピが得られる。さらに、このような付着用に、着色剤または香味剤のような他の原料を追加することもできる。
【0058】
ノズルからチョコレート噴流が噴出した後、システム内部の固化に起因して生じたチョコレート廃物はダブル被覆型フレームにより30℃±1℃で極少にされる。ダブル被覆型フレームは、チョコレート液滴がその上で溶けた状態に留まりかつ重力により下のタンクへ漏れ落ちる内壁を有し、前記タンクにおいて、液体を形成する。この液体はポンピングされ、テンパリングし直され、濾過されかつテンパリングユニットのレベルでサイクル内へ再度射出される。
【0059】
フレームの内壁に達しない最小の液滴は、システムのその側面に位置づけられる通風機によってミストとして排出されてもよい。液滴は、結果的に生じる小さい窪みによって引っ張られ、かつ加熱された壁上に堆積されてそこで溶け、これにより、この少量のチョコレートの再循環または廃棄が容易に可能にされる。
【0060】
チョコレート層の結晶化の外形は、光沢のある製品を達成するためのパラメータである。チョコレートの薄層は温度プロファイルに対する感度が極めて高く、典型的には12℃以下である低すぎる温度は、結晶化を劣化させて表面に「白くなった」部位を生じさせる。これは、脂肪乳白化の開始を意味する。最良の結果は、18−15−18℃のプロファイルを有する8分から10分までの通過時間、および上下の放射冷却によって達成される。ビスケットシェルによる水分の取り込みを防止するために、相対湿度は45%を超えるべきではないことから、空気の乾燥を手助けし、かつ(後に説明するように)コーティング剤を付着させる場合には恐らくアルコール蒸気の抽出を促進するために、極小の対流冷却を追加することができる。
【0061】
任意選択として、チョコレートの表面には、表面を擦り傷および溶融から防ぎかつその光沢を高めるために、コーティング剤の極薄膜が付着される。このコーティングは、チョコレートの噴霧システムに類似する噴霧システムによって付着されるが、噴霧ステージは1つであり、ノズル位置は同じく製品レーンに対して交互式である。コーティング混合物はアルコールで希釈され、チョコレート層上へはその結晶化の間に噴霧される。アルコールは、残りの結晶化時間の間に抽出される。
【0062】
製品の光沢のある外観と、プラスチックまたはアルコールの後味のなさとの間の巧みな折衷は、エタノール内で15%未満のレベルに希釈される(即ち、85%以上のエタノール容積率である)精製セラック、植物油およびグリセリンによるコーティング混合物によって達成され、コーティング剤の最終的な表面密度は0.35mg/cm2から0.57mg/cm2までの範囲内、好適には0.46mg/cm2であり、合計製品重量の0.29%から0.44%、好適には0.35%に相当する。
【0063】
希釈率が低いほどカバーは良質になるが、超低希釈の欠点は、安全および排出に問題を発生させる極めて高いアルコールのスループットにある。よって最良の結果は、7%から10%までの範囲内の希釈によって達成される。
【0064】
このような初期希釈および0.35秒を超える暴露時間によって適正量のコーティングを得るために(10m/分、および直径60mmの噴霧円錐)、アルコールのスループットは、1.3バールから1.4バールまでの範囲のタンク内空気圧でコーティング正味消費量の20倍から30倍である。コーティング消費量に関しては、設備の収率は、製品により覆われる水平面の割合に大きく依存するが、概して50%より低い。製品上のコーティング剤の量の可変性は、製品間で±20%を超える。
【0065】
コーティングが重量で仕上がり製品の0.35%を超えるとき、製品にプラスチックの後味はない。アルコールの臭気および後味は、チョコレート結晶化トンネルにおける最短5分の通過によって最小限に抑えられ、この場合、滑らかな乾いた空気循環が残りの大部分のアルコール蒸気の排出を可能にし、最終的なアルコール含有量は合計製品重量の0.2%を下回る。トンネル内または静止チャンバ内におけるより長い滞在はさらなるアルコール抽出を促進するが、穀物シェルのカバーされない側面を空気に暴露する時間が長すぎて、結果的に、製品の梱包前に湿気が取り込まれかつ表面組織が劣化する危険性が生じる。
【0066】
チョコレート層上におけるアルコール衝撃ドットの不在は、霧状化空気圧、噴霧用ノズルと製品との距離およびコーティングノズル下をビスケットが通過する時点のチョコレートの結晶化レベルに関連づけられる。最良の結果は、1.6バールの圧力、噴霧噴流がなお円錐形である90mmから120mmまでの垂直距離H、および2分から3分まで、好適には2.5分であるチョコレート噴霧とコーティング噴霧との時間間隔によって達成され、チョコレート層はコーティング付着の時点で24℃から26℃の範囲まで冷却される。チョコレートとコーティングとの間の時間間隔が短いほどチョコレートの表面は軟らかくなるが、アルコール液滴の衝撃を遙かに受けやすくなる。両ステージ間の時間間隔が長くなれば、滑らかさは大幅に促進されず、しかも製品が梱包される前にアルコール蒸気の排出に利用できる時間が短縮されるという欠点がある。前述の設定値は、コンベヤ上へのアルコール液滴の跳ね返りも最小限に抑える。
【0067】
ノズルが製品により近いとき(90mm未満のH)、または霧状化圧力がより高いとき、これらの跳ね返りは製品に跡を残し、コンベヤの4mm未満に位置づけられる部位において、ビスケット表面の側方の各縁に2mmから5mm幅の目に見える筋が生成される。これも、プラスチック製の平らなコンベヤではなく金属製のワイヤメッシュを使用すれば回避することができるが、コーティング剤で詰まったワイヤメッシュのインラインクリーニングは困難であり、一方でプラスチック製の平らなコンベヤの場合はインラインで極めて容易にこすり落とすことができる。
【0068】
コーティングを付着する時点でチョコレート表面が十分に温まっていなければ(18℃未満)、希釈されたコーティングは0.5mmから8mm幅までの範囲の小さい「涙」状に退縮し、蒸気が気化した後に結果的に生じる製品は、光沢のあるドットと精彩のないゾーンとが交互する「豹」のような外観を有する。このような現象は、アルコールまたは霧状化空気が加熱されていない場合、または周囲空気が十分に温まっていない状態でアルコール液滴がチョコレート表面に達する前に冷却される場合にも発生する。これは、26℃から28℃までの範囲に加熱されたチャンバ、29℃から31℃に加熱されたアルコールタンクおよび70℃を超えて加熱された霧状化空気によって回避することができる。
【0069】
任意選択として、目に見える装飾を形成するために、ナッツ片、プラリーヌ片または砂糖漬けの柑橘類の皮片等のトッピングが製品上へ、好適にはチョコレートを噴霧する第2のステージ4と第3のステージ5の間で落下される。片は0.2mmのチョコレートでしか覆われず、チョコレート層の厚さの5倍を超える粒子サイズ(典型的には、1mmから3mm)にも関わらずチョコレート内部にしっかりと固定されることから、片の色および浮き上がりがかなりはっきりと見える。
【0070】
トッピングプロセスは、既知の方法によって、例えば、安定しかつ均一の堆積を確実にするエンドレススクリューおよび溝付き円筒を備えるシステムを使用して実行されてもよい。図7は、製品の外観の変化を示す。トッピング片471を第2のステージ4と第3のステージ5との間で製品42上へ落下させることには、幾つかの優位点がある。第1に、落下物は、傾斜40゜の表面上であっても溶けたチョコレート上へくっつくか(製品421)、ビスケットとビスケットの間へ直に落ち、1%未満のチョコレートで汚された片を再循環させることができる。第2に、このステージにおけるチョコレート層はなお極薄であって、典型的には0.2mmから0.3mmであり、片の落下によって歪まず、衝撃付近一帯は滑らかなままである。第3に、片はこの後、第2シリーズのチョコレート噴霧によって覆われ、最終的に極めて美しい外見になる。実際に、結果的に生じるチョコレートカバーは極薄であって、典型的には0.2mmから0.3mmになり、チョコレートの半透明な層45を透してトッピング片の色および表面プロファイルを目に見えるものにする。トッピングの各片はチョコレートによって繊細にコーティングされることから、これは、外見および味の双方を向上させる。さらに、大部分のトッピング片422(図7)はこの極薄のチョコレート層45によって空気から保護される。トッピングは、ナッツ、プラリーヌ、糖果、他...であってもよい。
【0071】
最良の結果は、0.5mmから3mmまでの範囲内、好適には1mmから2mmまでの範囲内のトッピング片の粒状度によって達成される。粒がこれより粗ければ、最大サイズの片は重く、曲がったビスケットの傾斜した部分に達すると滑り落ちやすい。粒がこれより細かければ、かなりの割合のビスケット表面が極小粒子で覆われ、これによりチョコレートとしての外観が低下され、もはや滑らかには見えなくなる。所望される外観、味および表面組織に依存して、1製品上の片重量は0.1gから0.7gまでの範囲内、好適には0.2gから0.5gまでの範囲内であり、これは、合計製品重量の5%から13%までを意味する。トッピング片の種類に依存して、製品当たりの片数は20個から100個までの範囲内である。片の重量は、ナッツ片または果物片とその下のビスケットの通過速度との相対スループットによって容易に設定される。
【0072】
上述のようなビスケットを産業規模で生産する完全な装置、典型的には10m/分で移動するN=16のビスケットレーンは、下記によって製造される(図6)。
1)焼き上がったシェルをその脱型デバイスからチョコレート噴霧ステーションへ、シェルを27℃まで冷却しながら運搬するための、放射状冷却トンネル(図示せず)内部に取り付けられる上流のフラットコンベヤ、
2)第1のダブル被覆型フレーム内部に取り付けられる、N+3=19個のチョコレート噴霧用ノズルの2レールによる、第1および第2の噴霧ステージを構成する第1のシリーズ1の下を通過するワイヤメッシュコンベヤ101、
3)トッピング装置8の下を通過するワイヤメッシュコンベヤ102、
4)第2のダブル被覆型フレーム内部に取り付けられる、19個のチョコレート噴霧用ノズルの2レールによる、第3および第4の噴霧ステージを構成する第2のシリーズ2の下を通過するワイヤメッシュコンベヤ103、
5)主バッファタンク101、テンパリングユニット102、テンパリングされたチョコレートが20分未満滞在する補助バッファタンク103、104および各々が図1a−図1cに示す加圧式の共通レールシステムによりチョコレートを供給される上述の19個のノズルから成る4レールとを備えるチョコレート供給装置(図5)、
6)溶けて噴霧されたチョコレートを受け入れる下部タンク、フィルタおよびチョコレートを主バッファタンクへ戻すデテンパリングユニット105を備えるチョコレート完全循環装置、
7)周囲温度で製品を移動させ、任意選択である冷却トンネル111により、コーティング剤の付着前に2〜3分間でチョコレートの固化を開始させるフラットコンベヤ、
8)19個の噴霧用ノズルから成るレールと、内部に取り付けられたフラットコンベヤとを備えるコーティング剤噴霧装置9、
9)第2の冷却トンネル112(冷却トンネル111および噴霧装置9が使用されない場合は6〜7分、または8〜10分間冷却する)内部に取り付けられる、チョコレートを結晶化させるためのフラットコンベヤ、
10)製品を梱包エリアへ移動させる下流のフラットコンベヤ。
【技術分野】
【0001】
本発明は、表面に、より具体的には、例えばビスケット、ウェハースまたはスナック等の食用製品の曲がった表面または不規則な表面に、少なくとも脂肪および砂糖を含む層、より具体的にはチョコレートの層またはチョコレート代用品の層を付着させるためのプロセスに関する。
【背景技術】
【0002】
より薄く、軽くかつ高級感のあるものが求められている一般的風潮にあって、概してウェハース、押出しスナックまたはビスケット等の穀物ベースのシェルである食用製品にチョコレート層等の層を結合させる被覆製品は、厚みがあって重いものとして、また、あまりにありきたりなものとして認識されることが多い。
【0003】
この認識は、穀物ベースのシェル上へこのような層を付着させる、カバーリング、ボトミング、ディッピングまたはモールディング等の従来の産業的プロセスの場合、製品は典型的には8cm3を超えかつ5gを超える大型で重いものになることを余儀なくされるか、または、例えばチョコレートの量が不揃いであって外観はありきたりのものになり、典型的には、小さい製品では表面が不揃いになり且つチョコレートの量は製品間で±8%以上変動する結果となる、という事実に起因している。結果的に生じる製品は、単位部分当たりのエネルギーが高く、典型的には1片あたり22Kcalを超えるか、サイズは小型でも、大きさが不揃いであることに起因してバルク詰めにしかできない。
【0004】
既知の産業的プロセスは、穀物ベースのシェル上へチョコレートを液状で、シェル表面への一体式接触によって付着させる。テンパリングされたチョコレートの粘性および降伏値は、このような液体の塊の中に存在する非限定量のチョコレートとの組合せで、結果的に、最小0.075g/cm2であり(厚さは0.60mmを超える)且つより多くは0.125g/cm2を超える(厚さは1.0mmを超える)チョコレート層をもたらす。実際に、チョコレート液の塊がシェルの表面に接触した状態にあるとき、チョコレート液は、重力が付着性より強くなるまで厚みを増す。
【0005】
チョコレート層の厚さをチョコレートの上流への流れを減らすことによって縮小させる試みは、欠陥のあるチョコレートカバーを生じさせ、即ち、空のスポットが存在したり、また特にシェルが平らな表面を持たない場合には、シェルの部位毎に厚さが著しく異なる。
【0006】
チョコレート層の厚さを、テンパリングされたチョコレートに適合する温度を保ちかつPRPG(ポリグリセロールポリリシノレート)のような乳化剤のレベルを認可レベルに維持しながらチョコレートの粘性およびその降伏値を修正することによって縮小させる試みは、より少量のカカオマスを使用するチョコレート製法に繋がり、おいしくかつ自然な配合に対する消費者の期待にそぐわない。
【0007】
チョコレートの表面に空気を吹き付ける既知の代替技術は、波状の外観をもたらし、結果的に製品は滑らかなものにならない。
【0008】
チョコレートをノズルで噴霧することを含む別の技術には、製品を浮揚させる空気乱流、不均一な表面を生じさせる衝撃ドット、テンパリングを危うくする温度および圧力応力等の重要な欠陥が幾つか存在する。
【0009】
チョコレートの噴霧は専ら、平坦な頂面と好適には長方形の形状とを有する、典型的には30cm2を超える比較的大きい製品に使用され、結果的に、噴霧に暴露される表面の広域、典型的には80%を超える領域が覆われる。その典型的な一例は、チョコレートで覆われた大きくて軟らかいケーキである。
【0010】
滑らかな表面に、例えばチョコレートまたはチョコレート代用品である少なくとも脂肪および砂糖を含む製品のごく薄い層を付着できるようにするチョコレート噴霧に、製品の外観および/または表面の光沢および/または産業効率において比較的満足のいく結果となる既知のプロセスは存在しない。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、平らでない穀物シェル上へ薄層を、好適には製品およびシェルの多大な損失を回避しながら満足のいく外観で付着させることにある。
【0012】
本発明の別の目的は、チョコレートの前記薄層に光沢を残すことにある。
【課題を解決するための手段】
【0013】
これらの目的のうちの少なくとも1つは、請求項1記載のプロセスによって達成される。このプロセスの実行方法は、従属クレームに示されている。
【図面の簡単な説明】
【0014】
本発明は、以下の説明、並びに添付の図面に関連してより良く理解されるであろう。
【図1a】本発明によるチョコレートを噴霧するためのステーションの一例を示す側面図(1a)である。
【図1b】本発明によるチョコレートを噴霧するためのステーションの一例を示す正面図(1b)である。
【図1c】本発明によるチョコレートを噴霧するためのステーションの一例を示す平面図(1c)である。
【図2】本発明による、ノズルによるチョコレートの噴霧を示す。
【図3】噴霧プロセスを通じた製品外観の変化を示す。
【図4】本発明による最終製品の一例である。
【図5】チョコレート施設のフロー図を示す。
【図6】生産ラインスキームを示す。
【図7】トッピングプロセスの間の製品外観の変化を示す。
【発明を実施するための形態】
【0015】
本発明を、概して穀粉、澱粉、砂糖、乳清粉末およびバターを主材料とする、少なくとも2つの噴霧ステージおよび好適には4つの噴霧ステージによりその凸面にチョコレートを噴霧されて薄く均一で滑らかな、かつ好適には光沢のあるチョコレート層が作り上げられる、曲がった葉の形状のシェルに関連して説明する。
【0016】
噴霧プロセスは、任意の形状の表面上へ実行されてもよいが、より具体的には、不規則な表面または曲がった表面が対象とされる。これは、(食用のカカオおよびチョコレート製品に関する)2000年6月23日付けの欧州指令2000/36/EPに定義されているようなチョコレートを噴霧するために使用されても、チョコレート代用品、即ち前記チョコレートの定義に一致しているが、脂肪部分は前記指令の付属書類IIに規定されている植物性脂肪の定義に一致しない脂肪、またはこれらの脂肪の認可比率を超える脂肪によって部分的に、または完全に代用されている製品を噴霧するために使用されてもよい。
【0017】
またこのプロセスは、その粘性がノズルを介する噴霧に適合するものである限り、脂肪および砂糖を含む噴霧可能な組成物を使用して実行されてもよい。
【0018】
均質性および滑らかさをもたらすドットの不在は、主として噴霧ノズルと製品との距離によって、および度合いは下がるが、例えばチョコレートの噴霧可能な組成物を霧状にするために使用される空気圧によって達成される。
【0019】
チョコレート層の滑らかさ、カバーおよび規則性を最適化するためのパラメータは、穀物シェルの温度、霧状ジェットの幾何学的特性および動的特性である。
【0020】
空気乱流によって生じる低レベルのシェル廃物は、内壁からノズルを離隔させること、ノズルと製品との距離および霧状エアの圧力によって確定されてもよい。製品の周囲には自由空間が存在することから、乱流は回避される。
【0021】
精彩のない外観を回避するためには、既知であるような望ましいチョコレートテンパリング指数が重要であり(概してテンパリングを必要としないチョコレート代用品には当てはまらない)、温度制御システム、テンパリングユニットと射出レールとの間の短い通過時間およびチョコレート消費量を大幅に凌駕するテンパリング容量によって得られる。
【0022】
固化に起因して生じるシステム内部におけるチョコレート廃物は、内壁上ではチョコレート液滴が溶けたままである加熱されたダブル被覆型噴霧ボックスによって極めて少量にされ、かつ重力により下のタンクへと落ち、タンク内で液体を形成する。この液体は、ポンピングされ、テンパリングし直され、濾過されかつテンパリングユニットのレベルでサイクル内へ再度射出される。
【0023】
任意選択として、チョコレートの表面には、チョコレートの表面を擦り傷および溶融から保護しかつ光沢を高めるためにコーティング剤の極薄膜が付着される。このコーティングは、チョコレートの場合と類似する噴霧システムによって付着される。コーティング剤はアルコール内で希釈され、チョコレートの結晶化の間にチョコレート上へ噴霧され、かつ結晶化残余時間の間にアルコールが抽出される。
【0024】
任意選択として、目に見える装飾を形成するために、ナッツ片、プラリーヌ片または砂糖漬けの柑橘類の皮片等のトッピングが製品上へ、好適にはチョコレートを噴霧する第2のステージと第3のステージの間で落下される。片はチョコレートの薄層(例えば、0.2mm)でしか覆われず、チョコレート層の厚さより大きい(例えば、5倍を超える)粒子サイズ(1mmから3mm)にも関わらずチョコレート内部にしっかりと固定されることから、片の色および浮き上がりがかなりはっきりと見える。
【0025】
下記の例では、穀粉、澱粉、砂糖、乳清粉末およびバターを主材料とする、0.58g/cm3から0.65g/cm3までの範囲内の密度、20cm2から30cm2までの展開表面、1.9gから2.2gまでの重量および25mmから32mmまでの一定の曲率半径を有する薄い(厚さ1.0mmから1.4mm)曲がった葉形状のシェルが、その凸面上にチョコレートを、2つの噴霧ステージ(3、4;5、6)の2つのシリーズ1および2により、結果的に6秒から42秒まで、好適には25秒から30秒までの合計噴霧サイクルで噴霧される。
【0026】
ノズルの2つのシリーズ1、2間の距離Dは、通過回転が4秒から40秒までの範囲内であり、好適には20秒を超えるように選ばれる。
【0027】
シェル40は、矢印Fの方向へ定速で移動するワイヤメッシュコンベヤ10上へ置かれる。
【0028】
ノズルのシリーズ3および4は、両者間の通過時間が1秒から5秒までの範囲内であり、好適には3秒であるように距離d1の間隔をとっている。ノズルのシリーズ4および5間の距離d2も、通過時間が1秒から5秒までの範囲内であり、好適には3秒であるように選ばれる。
【0029】
チョコレートを噴霧しかつ霧状にすることは、ごく少量のチョコレート(液滴形態)をシェルへ瞬時に接触させることを可能にする。
【0030】
ノズルと製品との間の高さHは200mmから800mmまでの範囲内であって、好適には300mmから650mmまでの範囲内である。200mmの高さHは、円錐噴流31がある程度円筒形になるに足るものであり、この円筒形は、液滴が基本的に垂直に伝搬しかつその速度はノズル付近よりも遅くかつ分散が少ないことから、製品上へ良好な噴霧状態をもたらす。
【0031】
最良の結果は、ダクトの直径が1.5mmから2.0mmの液体用ノズルによって、かつ円錐噴流内で加圧される12゜から25゜までの範囲内の、かつ好適には18゜である角度αを有する空気によって達成される。霧状化気圧は1.5バールから4バールまでの範囲内であり、霧状化空気流量は各ノズルで毎分2リットルから10リットルまでの範囲内であり、ノズルから出た直後の空気噴出速度は10m/秒から50m/秒までの範囲内である。最良の結果は、各ノズルにおける1.4g/秒から2.5g/秒までの範囲内、好適には1.6g/秒から2.2g/秒までの範囲内のチョコレートの処理量に対し、1.8バールから3.8バールまでの範囲内の空気圧によって達成される。1.8バール未満では、霧状物32は粗く、液滴は大きい。3.8バールを超えると、シェル付近の空気乱流は強くなり過ぎて、薄いビスケット等の軽いものであれば製品を吹き飛ばす傾向がある。
【0032】
最終的なチョコレート層は均一(厚さの差は全表面で0.15mm未満)かつ滑らかであり、0.045g/cm2から0.065g/cm2までの範囲内、好適には0.053g/cm2である表面密度を有する。このチョコレート層は、チョコレート密度1.25g/cm3を基礎として0.36mmから0.52mmまでの範囲内、好適には0.43mmである理論上の厚さを有する。これは、製品総重量の33%から46%までを表す。最終製品44(図4内の例参照)は、重量3.2gから3.7gで合計エネルギー15Kcalから18Kcalを有する。チョコレートの一部はシェルの極小空隙内へ浸透することから、チョコレート付着後の製品の追加厚さは、シェルの厚さ(h0=1.0−1.4mm)とチョコレート層の理論上の厚さとの合計よりも0.10mmから0.20mm少ない。その結果、チョコレートのカバーは製品をプレーンなシェルよりも0.20mmから0.30mm(h1)厚くし、最終製品44は1.2mmから1.7mmの厚さ(h)を有する。
【0033】
チョコレートスループットの制御は、霧状化空気とは独立した設定値を有する第2の圧縮空気回路によって確定されてもよい。この圧縮空気は、バッファタンク内でチョコレートの上面を直に押す。1.4g/秒から2.5g/秒の流量は、一列当たり6個のビスケット用に設計された設備の場合、1.1バールから3.5バールまでの範囲内、典型的には1.3バールから2.6バールまでの範囲内のタンク気圧によって達成される。チョコレートスループットを制御する代替技術の解決策は、バッファタンクの直後に設置される容積ポンプまたは重量流計量システムを使用することに存する。
【0034】
図3に示すように、第1の噴霧ステージ3は、各々が0.04mgから0.6mg(直径0.4mmから1mm)の液滴の衝突に相当する直径0.5mmから2mmの丸い点で作られる、60%を超えるシェル41のカバーを生じさせる。大まかに観察すると、可視点の数はシェル1cm2当たり50個から150個までの範囲内であることが分かる。
【0035】
第2のステージ4は、シェル42の表面の90%から100%のカバーを生じさせる。チョコレートの平均表面密度は0.02g/cm2から0.03g/cm2であり、表面は第1のステージの後よりも均一であるが、チョコレート層の厚さにはなお幾つかの目に見えるコントラストが典型的には0.15mmから0.30mmまでの範囲内で存在する。しかしながら、既に90%を超える表面が覆われていることから、このカバーはチョコレート上へナッツ片または果物片を極めて満足のいく接着性で落下させることを可能にする。
【0036】
最初の2つのステージ3および4を単一のステージおよび同一の表面密度により置換する試みは、結果的に、チョコレートによるシェルのより少ないカバー、典型的には70%を超える80%までのカバーをもたらし、部位によっては、チョコレート層の厚さが0.35mmを超える。空の部位は如何なる片も保持することができないことから、このような不規則性は、表面上へナッツまたは果物片を容認できる配分で落下させることを不可能にする。さらには、シェルの全表面上で最終的なチョコレート層は厚さが0.15mmを超えて変わる結果ともなるであろう。
【0037】
第3および第4の噴霧ステージ5および6は、シェルの100%カバー(第3のステージ後の43および第4のステージ後の44)をもたらす。チョコレート層は製品厚さを平均0.25mm増やし、この追加の厚さは、カバーの任意の点において0.20mmから0.35mmまでの範囲内で構成される。チョコレート層の厚さの規則性は、4ステージ式のほうが3ステージ式より、かつ当然ながら僅か2ステージの場合よりも遙かに優れている。
【0038】
本システムのより高度な分析は、規則的なカバーを生み出すためには、小型サイズを有する液滴にすること、即ち直径が1mm(0.6mg)未満であって平均直径が0.6mm(0.15mg)に近い液滴にすると好適であることを示している。
【0039】
このサイズは、20cm2から30cm2である1つの製品上に置かれる液滴の数が3,000個から30,000個までの範囲内であることを意味する。この小型サイズおよび大量さは、1.8バールを超える空気圧、1%から5%までの範囲内の空中におけるチョコレート初期希釈および各ノズルにおける2g/秒に近いチョコレートスループットが組み合わされた場合に最もよく達成される。
【0040】
4つのステージが産業設備にとって好ましい主たる理由は、暴露時間にも関連する。実際に、角度18゜の円錐噴流は、使用される圧力範囲では直径60mmを超える部位を均質にカバーすることができない。重力および液滴に対する空気抵抗効果に起因して、初期の円錐は200mmの落下高度後に直径60mmから100mmを有する霧状物になる。概して、60%を超えるチョコレートは(製品の形状大きさ、壁との接触およびミストの形成に起因して)再循環されることから、(2g/秒を超える)1つのノズルは1製品(1.4g)を最短1.4/(2x40%)=1.7秒間カバーすることができ、これは、製品が長さ60mmの領域内に1.7秒間留まるべきであること、即ち2m/分で移動すべきであることを意味する。この速度は、通常の速度が8〜12m/分に近い工業生産に適さず、故に、噴霧を好適には4ステージに分けて各シェルをチョコレート霧状物に最短1.7秒間(ほぼ0.4秒で4回)暴露する必要がある。
【0041】
最小150mm(1秒)である連続する2つのステージ(3−4および5−6)間の間隔d1およびd2は、2つの円錐間の空気の流れの乱流を回避させ、かつ各噴流を可能な限り均一にさせる。最小600mm(4秒)であるステージ1および2間の間隔Dは、最小300mmの空の空間により任意選択としてナッツまたは果物を製品上へ落下させる。また、幾つかのステージを使用することは、より均一な厚さのチョコレート層を達成することに貢献する。
【0042】
1つの噴霧ステージのノズルの側方間隔(31、32、...、3N+1;41、...、4N+1;51、...、5N+1;61、...、6N+1)(Nはコンベヤ上の製品レーンの数)は、チョコレート霧状物32、33、34、35、36、37および38が接合または交差できるように選ばれる。例えば、直径Dが60mmである場合、間隔は50mmから60mmまでの範囲内であってもよく、本例においてこれは、ワイヤメッシュ10上の2つの製品レーンの間隔に一致する。
【0043】
ドットの不在は、チョコレートを霧状にするために使用される妥当な空気圧と、噴霧用ノズルとワイヤメッシュ10上の製品との間の最小高さHとの組合せによって確実にされる。最良の結果は、4バール未満の、好適には3.5バールに近い空気圧と、300mmから650mmまでの範囲内の、好適には600mmである高さHとによって達成される。これらの条件においては、チョコレート霧状物は十分に微細であり、表面にドットを付けることなく良好に堆積する(図3)適正な垂直速度を有する。200mmという低い高さHは、これがチョコレートの最初の円錐噴流を均一なカバーリングをもたらす霧状物にならしめるに足る距離であることから使用されてもよいが、このように低い高さは、製品が薄いビスケット等の軽いものであればこれを吹き飛ばす危険性を増大させる。
【0044】
ノズルへチョコレートを供給するためのデバイスは、チョコレート貯蔵タンク100と、チョコレートバッファタンク101と、チョコレート・テンパリング・ユニット102と、各々が噴霧ユニット1および2の一方へチョコレートを供給する2つの噴霧用タンク103および104を備える噴霧ステーションとを備え(図5)、前記噴霧ユニット1および2は各々、1つまたは好適には2つの噴霧ステージで構成される(図1a〜図1c)。
【0045】
製品の精彩のない外観を回避するためには、テンパリングユニットから噴霧用ノズルまでチョコレートのテンパリング指数を維持することが重要である。これは、温度制御システムにより、30℃±1℃におけるダブル被覆型フレーム、32℃±1℃におけるダブル被覆型バッファタンク、32℃±1℃におけるダブル被覆型ポンピングパイプおよび30℃での圧縮空気の加熱によって達成される。さらに、テンパリングユニットと噴霧用ノズルとの間のチョコレートの通過時間は短く、典型的には20分未満であり、テンパリング指数および製品光沢に関してシステムの安定性を向上させる。このような短い通過時間は、バッファタンク、パイプおよび射出共用レール内に存在するチョコレートの質量が毎時流量の3分の1以下であることを含意する。少なくとも、チョコレート消費量を2.5倍から4倍までの範囲、好適には3.5倍から4倍までの範囲で上回るテンパリング容量もまた、良好なテンパリング指数を噴霧用ノズルまで維持することに寄与する。上述の3条件(温度、通過時間およびテンパリング容量)は、バッファタンク内でテンパリングされるチョコレートがノズルから射出される際にも良好にテンパリングされていることを可能にする(図4)。
【0046】
チョコレート層の滑らかさおよび規則性は、穀物シェルの温度が27℃±1℃であるときに向上され、よって、シェルをオーブンの出口から噴霧ステーションまで冷却制御することが必要である。チョコレート表面の滑らかさを向上させる別の重要な鍵は、ビスケットの縁付近に空気乱流および液滴の跳ね返りが存在しないことである。これは、製品が、製品の流れから下へ最小200mm、かつ好適には300mmを超える空の空間h、および4つのノズルレールの各々のノズルにより形成されるセグメントの両側に最小100mm、かつ好適には200mmを超える空の空間W0を隔てて(図1a、図1bおよび図1c参照)、コンベヤではなくワイヤメッシュ上で運搬されるときに、より良好に達成される。
【0047】
最後に、製品曲面のより良いカバーリングは、噴霧用ノズルを各ビスケットラインの垂直線上ではなく、図1aおよび図1cに示されているように2つのビスケットレーンの間に置くことによって達成され、よって、N列のビスケットレーンの各々は、各ステージにおいてN+1個の噴霧用ノズルのうちの2つからチョコレートを浴びる。ノズルがビスケットレーンの真上にあれば、水平面に対して40゜まで傾斜される可能性のある曲がったビスケットの縁ではカバーが不十分となり、よって、ビスケットの中央部からチョコレートの液滴が大量に到来すれば、「接平面」ともなる表面を呈する。先に述べたような、ビスケットの流れの周囲の空の空間と、ビスケットレーンに対するノズルの交互式配置との組合せは、噴霧ステーションを通過する間に吹き飛ばされ、捻られ、または裏返されるビスケットの割合を、典型的には2%未満である受容可能レベルにまで下げることにも寄与する。
【0048】
例えば、N列のビスケットレーンおよびN+1個のノズルによる4レールの場合、本設備のスループットは毎分150*N個を超えるビスケットであって、ビスケット当たりのチョコレートは1.4gである。図1aから図1cは、N=6である設備を示す。Nが10を超える場合、ラインの右側および左側に位置づけられるビスケットレーンは、霧状物が副次的影響を受けることに起因して、中央に位置づけられるビスケットレーンよりも少ない量のチョコレートでカバーされる傾向がある。この問題を解決するために、効果的には、各ノズル間の間隔を各ビスケットレーン間の間隔と同一に維持しながらノズルの数をN+1個からN+3個へ、もしくはN+5個にまで増大させて、N個のビスケットレーン内の規則的なチョコレート分布を確実にすることができる。
【0049】
また、チョコレートの種類も重要な一要素である。全てのチョコレートは噴霧されることができるが、全てのチョコレートが滑らかで光沢のある層になるわけではない。(カカオリカー、カカオバター、全粉乳およびバター脂肪に由来する)チョコレートの合計脂肪含有量は、効果的には33%から42%までの範囲内、好適には35%から39%までの範囲内である。より少ない量の脂肪は、光沢の悪いカバーおよび一様性が劣るプロセスに繋がる。より多い量の脂肪は、半透明のさほどおいしくないチョコレートカバーをもたらす。実際に、層は極薄であることから、大量の脂肪は全体的な色調およびチョコレートの味に対して「希釈」効果を有する。(チョコレートがノズルを出る際の温度ではない40℃で測定される)粘度は、効果的には700mPa.sから1,300mPa.sまでの範囲内、好適には900mPa.sから1,100mPa.sまでの範囲内である。これらの粘度値は、脂肪および砂糖による(カカオを含まない)組成物およびチョコレート代用品に関しても有効である。
【0050】
高すぎる粘度はチョコレートスループットの低下に繋がり、これは、タンク内のより高い空気圧によって完全には補償され得ない。低すぎる粘度は、ラインを通じてノズル間でのスループットの可変性を高める。
【0051】
降伏値は、好適には、40℃で0.5Paから1.5Paまでの範囲内である。これが40℃で0.5Pa未満であれば、チョコレートはビスケットの曲面へ漏れやすくなってソールを形成し、さらには、ビスケット上に幾つかの半透明部位が現出する場合もある。
【0052】
降伏値が40℃で1.5Paを超えるものであれば、「ミカン肌」的な外観、またはクレータ付きの「月」面すらも得られ、よって、表面の滑らかさに影響が出る。
【0053】
先に述べたチョコレートの外形およびシステムの温度が満たされる限り、例えば±4%以下であるノズル間のチョコレートスループット可変性、および例えば±7%以下であるビスケット間のチョコレート重量の可変性を達成することが可能である。
【0054】
下表は、プロセスおよび味の双方において極めて優れた結果をもたらすチョコレートの2つの配合、一方はダークチョコレートで他方はミルクチョコレート、を示す。
【表1】
【0055】
上表で「有効範囲」として定義されているダークチョコレートまたはミルクチョコレートのレシピを採用し、かつカカオリカー、カカオバターおよびバター脂肪をカカオ粉末(13%から29%)、植物性脂肪(27%から38%)および任意選択である砂糖の混合物に代えると(結果的に得られるレシピにおける脂肪の合計量は類似している)、同じくこの噴霧式付着に適するチョコレート代用品のレシピが得られる。さらに、このような付着用に、着色剤または香味剤のような他の原料を追加することもできる。
【0056】
上表で「有効範囲」として定義されているミルクチョコレートのレシピを採用し、かつカカオリカーをカカオバター(6%から18%)、粉乳(4%から15%)および任意選択である砂糖の混合物に代えると、同じくこの噴霧式付着に適するホワイトチョコレートのレシピが得られる。
【0057】
このホワイトチョコレートのレシピを採用し、カカオバターを植物性脂肪に代え、かつ恐らくは粉乳を乳清粉末または乳糖に代えると、同じくこの噴霧式付着に適するホワイト化合物のレシピが得られる。さらに、このような付着用に、着色剤または香味剤のような他の原料を追加することもできる。
【0058】
ノズルからチョコレート噴流が噴出した後、システム内部の固化に起因して生じたチョコレート廃物はダブル被覆型フレームにより30℃±1℃で極少にされる。ダブル被覆型フレームは、チョコレート液滴がその上で溶けた状態に留まりかつ重力により下のタンクへ漏れ落ちる内壁を有し、前記タンクにおいて、液体を形成する。この液体はポンピングされ、テンパリングし直され、濾過されかつテンパリングユニットのレベルでサイクル内へ再度射出される。
【0059】
フレームの内壁に達しない最小の液滴は、システムのその側面に位置づけられる通風機によってミストとして排出されてもよい。液滴は、結果的に生じる小さい窪みによって引っ張られ、かつ加熱された壁上に堆積されてそこで溶け、これにより、この少量のチョコレートの再循環または廃棄が容易に可能にされる。
【0060】
チョコレート層の結晶化の外形は、光沢のある製品を達成するためのパラメータである。チョコレートの薄層は温度プロファイルに対する感度が極めて高く、典型的には12℃以下である低すぎる温度は、結晶化を劣化させて表面に「白くなった」部位を生じさせる。これは、脂肪乳白化の開始を意味する。最良の結果は、18−15−18℃のプロファイルを有する8分から10分までの通過時間、および上下の放射冷却によって達成される。ビスケットシェルによる水分の取り込みを防止するために、相対湿度は45%を超えるべきではないことから、空気の乾燥を手助けし、かつ(後に説明するように)コーティング剤を付着させる場合には恐らくアルコール蒸気の抽出を促進するために、極小の対流冷却を追加することができる。
【0061】
任意選択として、チョコレートの表面には、表面を擦り傷および溶融から防ぎかつその光沢を高めるために、コーティング剤の極薄膜が付着される。このコーティングは、チョコレートの噴霧システムに類似する噴霧システムによって付着されるが、噴霧ステージは1つであり、ノズル位置は同じく製品レーンに対して交互式である。コーティング混合物はアルコールで希釈され、チョコレート層上へはその結晶化の間に噴霧される。アルコールは、残りの結晶化時間の間に抽出される。
【0062】
製品の光沢のある外観と、プラスチックまたはアルコールの後味のなさとの間の巧みな折衷は、エタノール内で15%未満のレベルに希釈される(即ち、85%以上のエタノール容積率である)精製セラック、植物油およびグリセリンによるコーティング混合物によって達成され、コーティング剤の最終的な表面密度は0.35mg/cm2から0.57mg/cm2までの範囲内、好適には0.46mg/cm2であり、合計製品重量の0.29%から0.44%、好適には0.35%に相当する。
【0063】
希釈率が低いほどカバーは良質になるが、超低希釈の欠点は、安全および排出に問題を発生させる極めて高いアルコールのスループットにある。よって最良の結果は、7%から10%までの範囲内の希釈によって達成される。
【0064】
このような初期希釈および0.35秒を超える暴露時間によって適正量のコーティングを得るために(10m/分、および直径60mmの噴霧円錐)、アルコールのスループットは、1.3バールから1.4バールまでの範囲のタンク内空気圧でコーティング正味消費量の20倍から30倍である。コーティング消費量に関しては、設備の収率は、製品により覆われる水平面の割合に大きく依存するが、概して50%より低い。製品上のコーティング剤の量の可変性は、製品間で±20%を超える。
【0065】
コーティングが重量で仕上がり製品の0.35%を超えるとき、製品にプラスチックの後味はない。アルコールの臭気および後味は、チョコレート結晶化トンネルにおける最短5分の通過によって最小限に抑えられ、この場合、滑らかな乾いた空気循環が残りの大部分のアルコール蒸気の排出を可能にし、最終的なアルコール含有量は合計製品重量の0.2%を下回る。トンネル内または静止チャンバ内におけるより長い滞在はさらなるアルコール抽出を促進するが、穀物シェルのカバーされない側面を空気に暴露する時間が長すぎて、結果的に、製品の梱包前に湿気が取り込まれかつ表面組織が劣化する危険性が生じる。
【0066】
チョコレート層上におけるアルコール衝撃ドットの不在は、霧状化空気圧、噴霧用ノズルと製品との距離およびコーティングノズル下をビスケットが通過する時点のチョコレートの結晶化レベルに関連づけられる。最良の結果は、1.6バールの圧力、噴霧噴流がなお円錐形である90mmから120mmまでの垂直距離H、および2分から3分まで、好適には2.5分であるチョコレート噴霧とコーティング噴霧との時間間隔によって達成され、チョコレート層はコーティング付着の時点で24℃から26℃の範囲まで冷却される。チョコレートとコーティングとの間の時間間隔が短いほどチョコレートの表面は軟らかくなるが、アルコール液滴の衝撃を遙かに受けやすくなる。両ステージ間の時間間隔が長くなれば、滑らかさは大幅に促進されず、しかも製品が梱包される前にアルコール蒸気の排出に利用できる時間が短縮されるという欠点がある。前述の設定値は、コンベヤ上へのアルコール液滴の跳ね返りも最小限に抑える。
【0067】
ノズルが製品により近いとき(90mm未満のH)、または霧状化圧力がより高いとき、これらの跳ね返りは製品に跡を残し、コンベヤの4mm未満に位置づけられる部位において、ビスケット表面の側方の各縁に2mmから5mm幅の目に見える筋が生成される。これも、プラスチック製の平らなコンベヤではなく金属製のワイヤメッシュを使用すれば回避することができるが、コーティング剤で詰まったワイヤメッシュのインラインクリーニングは困難であり、一方でプラスチック製の平らなコンベヤの場合はインラインで極めて容易にこすり落とすことができる。
【0068】
コーティングを付着する時点でチョコレート表面が十分に温まっていなければ(18℃未満)、希釈されたコーティングは0.5mmから8mm幅までの範囲の小さい「涙」状に退縮し、蒸気が気化した後に結果的に生じる製品は、光沢のあるドットと精彩のないゾーンとが交互する「豹」のような外観を有する。このような現象は、アルコールまたは霧状化空気が加熱されていない場合、または周囲空気が十分に温まっていない状態でアルコール液滴がチョコレート表面に達する前に冷却される場合にも発生する。これは、26℃から28℃までの範囲に加熱されたチャンバ、29℃から31℃に加熱されたアルコールタンクおよび70℃を超えて加熱された霧状化空気によって回避することができる。
【0069】
任意選択として、目に見える装飾を形成するために、ナッツ片、プラリーヌ片または砂糖漬けの柑橘類の皮片等のトッピングが製品上へ、好適にはチョコレートを噴霧する第2のステージ4と第3のステージ5の間で落下される。片は0.2mmのチョコレートでしか覆われず、チョコレート層の厚さの5倍を超える粒子サイズ(典型的には、1mmから3mm)にも関わらずチョコレート内部にしっかりと固定されることから、片の色および浮き上がりがかなりはっきりと見える。
【0070】
トッピングプロセスは、既知の方法によって、例えば、安定しかつ均一の堆積を確実にするエンドレススクリューおよび溝付き円筒を備えるシステムを使用して実行されてもよい。図7は、製品の外観の変化を示す。トッピング片471を第2のステージ4と第3のステージ5との間で製品42上へ落下させることには、幾つかの優位点がある。第1に、落下物は、傾斜40゜の表面上であっても溶けたチョコレート上へくっつくか(製品421)、ビスケットとビスケットの間へ直に落ち、1%未満のチョコレートで汚された片を再循環させることができる。第2に、このステージにおけるチョコレート層はなお極薄であって、典型的には0.2mmから0.3mmであり、片の落下によって歪まず、衝撃付近一帯は滑らかなままである。第3に、片はこの後、第2シリーズのチョコレート噴霧によって覆われ、最終的に極めて美しい外見になる。実際に、結果的に生じるチョコレートカバーは極薄であって、典型的には0.2mmから0.3mmになり、チョコレートの半透明な層45を透してトッピング片の色および表面プロファイルを目に見えるものにする。トッピングの各片はチョコレートによって繊細にコーティングされることから、これは、外見および味の双方を向上させる。さらに、大部分のトッピング片422(図7)はこの極薄のチョコレート層45によって空気から保護される。トッピングは、ナッツ、プラリーヌ、糖果、他...であってもよい。
【0071】
最良の結果は、0.5mmから3mmまでの範囲内、好適には1mmから2mmまでの範囲内のトッピング片の粒状度によって達成される。粒がこれより粗ければ、最大サイズの片は重く、曲がったビスケットの傾斜した部分に達すると滑り落ちやすい。粒がこれより細かければ、かなりの割合のビスケット表面が極小粒子で覆われ、これによりチョコレートとしての外観が低下され、もはや滑らかには見えなくなる。所望される外観、味および表面組織に依存して、1製品上の片重量は0.1gから0.7gまでの範囲内、好適には0.2gから0.5gまでの範囲内であり、これは、合計製品重量の5%から13%までを意味する。トッピング片の種類に依存して、製品当たりの片数は20個から100個までの範囲内である。片の重量は、ナッツ片または果物片とその下のビスケットの通過速度との相対スループットによって容易に設定される。
【0072】
上述のようなビスケットを産業規模で生産する完全な装置、典型的には10m/分で移動するN=16のビスケットレーンは、下記によって製造される(図6)。
1)焼き上がったシェルをその脱型デバイスからチョコレート噴霧ステーションへ、シェルを27℃まで冷却しながら運搬するための、放射状冷却トンネル(図示せず)内部に取り付けられる上流のフラットコンベヤ、
2)第1のダブル被覆型フレーム内部に取り付けられる、N+3=19個のチョコレート噴霧用ノズルの2レールによる、第1および第2の噴霧ステージを構成する第1のシリーズ1の下を通過するワイヤメッシュコンベヤ101、
3)トッピング装置8の下を通過するワイヤメッシュコンベヤ102、
4)第2のダブル被覆型フレーム内部に取り付けられる、19個のチョコレート噴霧用ノズルの2レールによる、第3および第4の噴霧ステージを構成する第2のシリーズ2の下を通過するワイヤメッシュコンベヤ103、
5)主バッファタンク101、テンパリングユニット102、テンパリングされたチョコレートが20分未満滞在する補助バッファタンク103、104および各々が図1a−図1cに示す加圧式の共通レールシステムによりチョコレートを供給される上述の19個のノズルから成る4レールとを備えるチョコレート供給装置(図5)、
6)溶けて噴霧されたチョコレートを受け入れる下部タンク、フィルタおよびチョコレートを主バッファタンクへ戻すデテンパリングユニット105を備えるチョコレート完全循環装置、
7)周囲温度で製品を移動させ、任意選択である冷却トンネル111により、コーティング剤の付着前に2〜3分間でチョコレートの固化を開始させるフラットコンベヤ、
8)19個の噴霧用ノズルから成るレールと、内部に取り付けられたフラットコンベヤとを備えるコーティング剤噴霧装置9、
9)第2の冷却トンネル112(冷却トンネル111および噴霧装置9が使用されない場合は6〜7分、または8〜10分間冷却する)内部に取り付けられる、チョコレートを結晶化させるためのフラットコンベヤ、
10)製品を梱包エリアへ移動させる下流のフラットコンベヤ。
【特許請求の範囲】
【請求項1】
食用製品の表面に少なくとも脂肪および砂糖を含む組成物の層を付着させるためのプロセスであって、
各々が少なくとも1つのノズルによって角度αおよび垂直軸を有する円錐噴流を発生させることを含む少なくとも2つの噴霧ステージへ製品を出すことを含み、
前記ノズルは、前記製品より上方の200mmから800mmまでの範囲内、好ましくは300mmから650mmまでの範囲内の高さHに配置され、前記製品上へ衝突するときに、前記噴流は実質的に円筒形の断面を有する垂直に配向された霧状物になっていることを特徴とするプロセス。
【請求項2】
前記製品は、チョコレートまたはチョコレート代用品であることを特徴とする、請求項1または2記載のプロセス。
【請求項3】
前記霧状物は、30mmから200mmの範囲内、好ましくは60mmから100mmの範囲内の直径を有する、請求項1または2に記載のプロセス。
【請求項4】
1秒から5秒の範囲内、好ましくは3秒である時間間隔で分離される2つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項5】
4秒から40秒の範囲内であり、好ましくは20秒を超える時間間隔で分離される2つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項6】
3つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項7】
4つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項8】
1秒から5秒までの範囲内、好ましくは3秒である間隔で分離される2つの連続するステージを含むことを特徴とする、請求項6または7に記載のプロセス。
【請求項9】
4秒から40秒までの範囲内であり、好ましくは20秒を超える間隔で分離される2つの連続する噴霧ステージを含むことを特徴とする、請求項6から8のいずれかに記載のプロセス。
【請求項10】
一方の前記第1および第2の噴霧ステージと、他方の前記第3および第4の噴霧ステージとは、1秒から5秒までの範囲内、好ましくは3秒の時間間隔(d1、d2)で分離され、
前記第2および第3の噴霧ステージは、4秒から40秒の範囲内であり、好ましくは20秒を超える時間間隔(D)で分離されることを特徴とする、請求項7に記載のプロセス。
【請求項11】
前記円錐噴流を発生させるための少なくとも1つのノズルは、12゜から25゜の範囲内、好ましくは18゜の角度αを有することを特徴とする、請求項1から10のいずれかに記載のプロセス。
【請求項12】
少なくとも1つのノズルは、移動する2つの製品レーンの間に配置されることを特徴とする、請求項11に記載のプロセス。
【請求項13】
前記円錐噴流は、1.5バールから4バールの範囲内、好ましくは1.8バールから3.8バールの範囲内の空気圧で発生されることを特徴とする、請求項1〜12のいずれかに記載のプロセス。
【請求項14】
前記ノズルのスループットは、1.4g/秒から2.5g/秒の範囲内、好ましくは1.6g/秒から2.2g/秒の範囲内であることを特徴とする、請求項13に記載のプロセス。
【請求項15】
前記チョコレートは、33%から42%の範囲内、好ましくは35%から39%の範囲内の合計脂肪含有量を有することを特徴とする、請求項1〜14のいずれかに記載のプロセス。
【請求項16】
40℃で測定される前記チョコレートの粘度は、700mPa.sから1300mPa.sの範囲内、好ましくは900mPa.sから1100mPa.sの範囲内であることを特徴とする、請求項15に記載のプロセス。
【請求項17】
前記食用製品は、25mmから32mmの範囲内の曲率半径と、20cm2から30cm2の範囲内の表面と、を有する凸状の上面を有することを特徴とする、請求項1から16のいずれかに記載のプロセス。
【請求項18】
前記食用製品上の前記チョコレート層は、0.36mmから0.52mmの範囲内、好ましくは0.43mmである厚さを有することを特徴とする、請求項1から17のいずれかに記載のプロセス。
【請求項19】
前記2つの噴霧ステージの間において、トッピング工程が実行されることを特徴とする、請求項1から18のいずれかに記載のプロセス。
【請求項20】
前記チョコレート噴霧ステージの後、かつ前記チョコレート層の結晶化の間において、アルコール内に希釈されたコーティング製品を噴霧する最終ステージが実行されることを特徴とする、請求項1から19のいずれかに記載のプロセス。
【請求項21】
前記コーティング製品は、エタノール内で15%未満のレベル、好ましくは7%から10%の範囲内のレベルに希釈される精製セラック、植物油およびグリセリンの混合物であることを特徴とする、請求項20に記載のプロセス。
【請求項22】
前記最終ステージは、前記製品の表面から上方に90mmから120mmの範囲内の垂直距離H’にある少なくとも1つのノズルによって実行されることを特徴とする、請求項20または21に記載のプロセス。
【請求項23】
前記最終ステージは、24℃から26℃の範囲内に冷却されている前記チョコレート層によって実行されることを特徴とする、請求項20から22のいずれかに記載のプロセス。
【請求項24】
前記最終ステージは、前記チョコレート噴霧ステージの2分後から3分後の間に、好ましくは2.5分後に実行されることを特徴とする、請求項20から23のいずれかに記載のプロセス。
【請求項25】
前記最終ステージは、少なくとも1つのノズルによって1.4バールから2バールの範囲内、好ましくは1.6バールの圧力で実行されることを特徴とする、請求項20から24のいずれかに記載のプロセス。
【請求項26】
前記食用製品は、不規則な表面、または曲面を有することを特徴とする、請求項1から25のいずれかに記載のプロセス。
【請求項27】
前記食用製品は、曲がった形のビスケットであることを特徴とする、請求項26記載のプロセス。
【請求項1】
食用製品の表面に少なくとも脂肪および砂糖を含む組成物の層を付着させるためのプロセスであって、
各々が少なくとも1つのノズルによって角度αおよび垂直軸を有する円錐噴流を発生させることを含む少なくとも2つの噴霧ステージへ製品を出すことを含み、
前記ノズルは、前記製品より上方の200mmから800mmまでの範囲内、好ましくは300mmから650mmまでの範囲内の高さHに配置され、前記製品上へ衝突するときに、前記噴流は実質的に円筒形の断面を有する垂直に配向された霧状物になっていることを特徴とするプロセス。
【請求項2】
前記製品は、チョコレートまたはチョコレート代用品であることを特徴とする、請求項1または2記載のプロセス。
【請求項3】
前記霧状物は、30mmから200mmの範囲内、好ましくは60mmから100mmの範囲内の直径を有する、請求項1または2に記載のプロセス。
【請求項4】
1秒から5秒の範囲内、好ましくは3秒である時間間隔で分離される2つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項5】
4秒から40秒の範囲内であり、好ましくは20秒を超える時間間隔で分離される2つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項6】
3つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項7】
4つの噴霧ステージを含むことを特徴とする、請求項1から3のいずれかに記載のプロセス。
【請求項8】
1秒から5秒までの範囲内、好ましくは3秒である間隔で分離される2つの連続するステージを含むことを特徴とする、請求項6または7に記載のプロセス。
【請求項9】
4秒から40秒までの範囲内であり、好ましくは20秒を超える間隔で分離される2つの連続する噴霧ステージを含むことを特徴とする、請求項6から8のいずれかに記載のプロセス。
【請求項10】
一方の前記第1および第2の噴霧ステージと、他方の前記第3および第4の噴霧ステージとは、1秒から5秒までの範囲内、好ましくは3秒の時間間隔(d1、d2)で分離され、
前記第2および第3の噴霧ステージは、4秒から40秒の範囲内であり、好ましくは20秒を超える時間間隔(D)で分離されることを特徴とする、請求項7に記載のプロセス。
【請求項11】
前記円錐噴流を発生させるための少なくとも1つのノズルは、12゜から25゜の範囲内、好ましくは18゜の角度αを有することを特徴とする、請求項1から10のいずれかに記載のプロセス。
【請求項12】
少なくとも1つのノズルは、移動する2つの製品レーンの間に配置されることを特徴とする、請求項11に記載のプロセス。
【請求項13】
前記円錐噴流は、1.5バールから4バールの範囲内、好ましくは1.8バールから3.8バールの範囲内の空気圧で発生されることを特徴とする、請求項1〜12のいずれかに記載のプロセス。
【請求項14】
前記ノズルのスループットは、1.4g/秒から2.5g/秒の範囲内、好ましくは1.6g/秒から2.2g/秒の範囲内であることを特徴とする、請求項13に記載のプロセス。
【請求項15】
前記チョコレートは、33%から42%の範囲内、好ましくは35%から39%の範囲内の合計脂肪含有量を有することを特徴とする、請求項1〜14のいずれかに記載のプロセス。
【請求項16】
40℃で測定される前記チョコレートの粘度は、700mPa.sから1300mPa.sの範囲内、好ましくは900mPa.sから1100mPa.sの範囲内であることを特徴とする、請求項15に記載のプロセス。
【請求項17】
前記食用製品は、25mmから32mmの範囲内の曲率半径と、20cm2から30cm2の範囲内の表面と、を有する凸状の上面を有することを特徴とする、請求項1から16のいずれかに記載のプロセス。
【請求項18】
前記食用製品上の前記チョコレート層は、0.36mmから0.52mmの範囲内、好ましくは0.43mmである厚さを有することを特徴とする、請求項1から17のいずれかに記載のプロセス。
【請求項19】
前記2つの噴霧ステージの間において、トッピング工程が実行されることを特徴とする、請求項1から18のいずれかに記載のプロセス。
【請求項20】
前記チョコレート噴霧ステージの後、かつ前記チョコレート層の結晶化の間において、アルコール内に希釈されたコーティング製品を噴霧する最終ステージが実行されることを特徴とする、請求項1から19のいずれかに記載のプロセス。
【請求項21】
前記コーティング製品は、エタノール内で15%未満のレベル、好ましくは7%から10%の範囲内のレベルに希釈される精製セラック、植物油およびグリセリンの混合物であることを特徴とする、請求項20に記載のプロセス。
【請求項22】
前記最終ステージは、前記製品の表面から上方に90mmから120mmの範囲内の垂直距離H’にある少なくとも1つのノズルによって実行されることを特徴とする、請求項20または21に記載のプロセス。
【請求項23】
前記最終ステージは、24℃から26℃の範囲内に冷却されている前記チョコレート層によって実行されることを特徴とする、請求項20から22のいずれかに記載のプロセス。
【請求項24】
前記最終ステージは、前記チョコレート噴霧ステージの2分後から3分後の間に、好ましくは2.5分後に実行されることを特徴とする、請求項20から23のいずれかに記載のプロセス。
【請求項25】
前記最終ステージは、少なくとも1つのノズルによって1.4バールから2バールの範囲内、好ましくは1.6バールの圧力で実行されることを特徴とする、請求項20から24のいずれかに記載のプロセス。
【請求項26】
前記食用製品は、不規則な表面、または曲面を有することを特徴とする、請求項1から25のいずれかに記載のプロセス。
【請求項27】
前記食用製品は、曲がった形のビスケットであることを特徴とする、請求項26記載のプロセス。
【図1a】

【図1b】
【図1c】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図1b】
【図1c】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2010−524491(P2010−524491A)
【公表日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願番号】特願2010−504901(P2010−504901)
【出願日】平成20年4月18日(2008.4.18)
【国際出願番号】PCT/IB2008/001226
【国際公開番号】WO2008/129417
【国際公開日】平成20年10月30日(2008.10.30)
【出願人】(300063895)
【Fターム(参考)】
【公表日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願日】平成20年4月18日(2008.4.18)
【国際出願番号】PCT/IB2008/001226
【国際公開番号】WO2008/129417
【国際公開日】平成20年10月30日(2008.10.30)
【出願人】(300063895)
【Fターム(参考)】
[ Back to top ]