
食製品のアラインメント
本発明は、食製品のアラインメント方法に関する。当該方法において、供給方向において搬入コンベヤに到達した食製品は、アラインメントステーションに達し、そこで製品がアラインメントされる。当該アラインメントされた製品は、当該アラインメントステーションから搬出コンベヤへ達する。アラインメントにおいて、目標とするアラインメントに対する製品のミスアラインメントが検出され、当該製品がそのミスアラインメントに基づいてアラインメントされる。当該製品は、製品支持部に支持されている製品によってアラインメントされ、当該製品支持部は、アラインメント動作を実行するように駆動され、当該製品のアラインメントは、当該製品と当該製品支持部との間の相対的な移動なしに達成される。本発明は、さらに食製品のアラインメントデバイスに関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食製品のアラインメント方法及びその装置に関する。
【背景技術】
【0002】
食製品の取扱いにおいて一般的に存在する問題は、製品が特定の作業を行うべきシステムに供給された場合に、当該システムがエラー無く作業をするように食製品がアラインメント、すなわち位置合わせ及び方向合わせされていないことである。この製品は、例えば、回転及び/または移動させられ得る。従って、調整を行って、各々のシステムの要求に従って製品をアラインメントすることが必要である。
【0003】
この問題に直面する例は、一般的に、高速スライサを上流に配されたシステムとして含み、パッケージングマシンを下流に配されたシステムとして含む加工ラインである。食製品はスライサによって高速で切断されて、各々が複数の製品スライスを含みかつスタック(Stapel)状態で、すなわち積み重ねられた(オーバーラップさせられた)状態で提供され得るポーション(Portion)が形成される。これらのポーションは、スライサの下流に設けられた搬送デバイスを使用してパッケージングマシンへ供給される。スライサとパッケージングマシンとの間の搬送経路は、非常に複雑な構造を有し得、例えば、計量、仕分け、挿入及びグループ分けのための異なったデバイスを含み得る。また、実際上、複数のスライサからの製品経路が組み合わされ、異なった食製品のポーションがまとめられ、当該まとめられた食製品がパッケージングされることも必要とされる。生成及び搬送においてポーションへ非常に様々な影響がある故に、ポーションの精密な位置合わせ及び配向が重要であるパッケージングマシン等のデバイスにポーションが達した際に、ポーションが各々の必要なアラインメントを有することが常時保証され得るわけではない。
【0004】
製品のアラインメント及びスライサによって生成された製品スライスのポーションの調整は良く知られている。十分な安定性を有しているポーション(チーズスライスのスタック等)は、例えば、アバットメントに対して搬送されることで、または2つの垂直に配されたバンドの間を搬送されることでアラインメントされ、ポーションが正確にアラインメントされる。しかし、安定性の低いポーションでは、上述のようなアラインメントは行うことができない。製品の搬送経路内に分割された搬送ベルトを有するアラインメント経路を組み込むことも知られており、この場合、製品は互いに平行に伸長しかつ互いに別々に駆動されることが可能な2つのベルト部分の両方に同時に載っている。この2つのベルト部分が0ではない相対速度で駆動されることで、製品を回転させることが可能である。この調整においては、製品と当該ベルト部分によって形成された製品支持部との間で必ず相対的移動が発生する。なぜならば、製品が載っているベルトパーツが製品の下で異なった速度で移動するからである。これによって必ず発生する製品と製品支持部との間のスリップは、特定の製品仕分けに対して問題であるので、このアラインメント原理は、多くの場合に適用できない。さらに、このスリップは、製品の様々な品質及び/または密度の故に正確には予測できない。従って、製品の所定角度の回転等の製品の直接的なアラインメントは、多くの場合に所望の精度で行うことができない。従って、このようなシステムでは再調整が頻繁に必要であり、このことは、より多くの労力及びコストをもたらす。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、単純で、確実に行うことができかつ、特に製品の品質及び/または密度に可能な限り依存しない食製品のアラインメントを実現し、さらに特に、アラインメントにおいて製品に作用する力を可能な限り小さく維持することである。
【課題を解決するための手段】
【0006】
本発明の目的は、方法の独立請求項の特徴及び装置の独立請求項の特徴によって充足される。
【0007】
本発明による方法において、搬入コンベヤ上を搬送方向に移動する製品は、アラインメントステーションに到達し、当該アラインメントステーションにおいて製品がアラインメントされ、アラインメントされた製品が当該アラインメントステーションから搬出コンベヤへ移動する。所望のアラインメントに対する製品のミスアラインメントが検出され、当該製品のアラインメントは、検出されたミスアラインメントに応じて行われる。製品のアラインメントは、アラインメントステーションの製品支持部に製品を載ることで行われ、製品支持部はアラインメント動作の実行のために制御され、製品のアラインメントが製品と製品支持部との間の相対移動無しに行われる。
【0008】
本発明による装置には、少なくとも1つの搬入コンベヤ、少なくとも1つの搬出コンベヤ、当該搬入コンベヤと当該搬出コンベヤとの間に設けられる少なくとも1つのアラインメントステーション、及び少なくとも1つの検出手段が設けられ、所望のアラインメントに対する製品のミスアラインメントは当該検出手段によって検出され得、当該アラインメントステーションは、当該製品のための製品支持部を有し、当該製品支持部が当該ミスアラインメントに応じてアラインメント動作を実行するために制御されて、所望のアラインメントに従って当該製品がアラインメントされ得る。当該製品支持部は、当該製品支持部と当該製品との間の相対位置を維持しつつアラインメント動作を行うことができるように構成される。
【0009】
製品のアラインメントにおける製品と製品支持部との間の相対運動は、本発明によって回避される。そのため、本発明による製品アラインメントは、製品の密度及び品質に依存しない。さらに、アラインメントにおける高い精度が比較的少ない労力で達成可能である。従って、製品の所望の方向は、ミスアラインメントの検出及びそこから導出された製品支持部の制御に基づいて確実に達成される。少なくともほとんどの場合に再アラインメントを無くすことができる。本発明のさらなる利点は、アラインメント中の製品に干渉する加速を回避できることである。製品を断続的停止させること及び再度加速することは、特に不要である。結果として、本発明によって、アラインメントにおける製品の特に柔和な取扱が実現され得る。
【0010】
本発明の可能な実施例において、製品支持部は、全体として所望のアラインメントをなすために必要なアラインメント動作を実行するように動作させられ得る。これに関して、当該製品支持部は、回転させられること及び水平方向に移動させられることの両方が可能なように構成される。これによって、製品の配向及び位置を修正することが可能である。従って、製品支持部のアラインメント動作は、回転及び並進で構成され得る。これによって、製品は、下流に接続された搬出コンベヤに対して所望の配向及び位置を与えられ得、さらに下流のデバイスに対しても所望の配向及び位置を与えられ得る。
【0011】
アラインメントステーションは、特に、上部ランが製品支持部を形成するエンドレスベルトコンベヤを含む。エンドレスベルトコンベヤは、特に、全体としてアラインメント動作を実行するため、実際はさらにエンドレスベルトの回転によって与えられる実質的な搬送機能を実行するために動作させられ得る。従ってこの場合、製品は、この修正ベルトの対応する移動によってアラインメントされ、作業全体において前方に搬送される。アラインメントのため及びそれ故の製品の不必要な加速のために行われる製品の停止は回避される。製品の停止が除かれるので、製品のアラインメントを通してのシステム全体の著しい性能の低下も発生しない。
【0012】
本発明のさらなる実施例は、従属請求項において、発明を実施するための形態において及び添付の図面においても示される。
【0013】
本発明は、図面を参照して例示の目的で以下に説明される。
【図面の簡単な説明】
【0014】
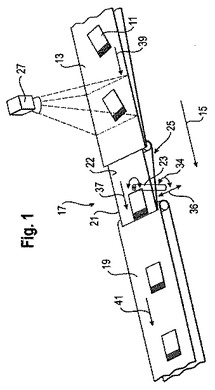
【図1】本発明によるアラインメント装置の実施例である。
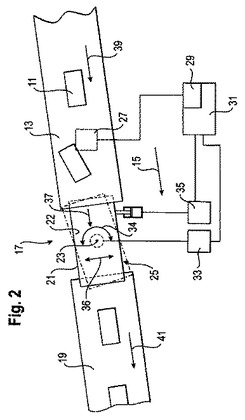
【図2】図1のアラインメント装置の他の図である。
【発明を実施するための形態】
【0015】
食製品の全処理システムの一部が図1及び図2に示されている。図示された装置は、エンドレスベルトコンベヤとして構成された搬入コンベヤ13と、同様のエンドレスコンベヤベルトを含む搬出コンベヤ19と、を含む。全体として矢印15で示された当該装置の搬送方向は、この実施例内で一致しているエンドレスベルト13、19の搬送方向39、41によって決定される。しかし、これは必須条件ではない。通常、エンドレスベルトコンベヤ13、19の搬送方向39、41は、互いに対して0以外の角度を有していても良い。
【0016】
搬入コンベヤ13の搬出側の端部と搬出コンベヤ19の搬入側の端部とは、搬送方向15において互いに離間して配されている。この間隔は、さらなるエンドレスベルトコンベヤ25によって架橋されている。エンドレスベルトコンベヤ25は、(搬入コンベヤ13も同様であるが)くさび形状(コンベヤ25の搬送方向37にテーパがついている)を有するナイフエッジベルト(Messerkantenbandes)と称される形態で設けられている。搬送ベルト21は、搬入コンベヤ13及び搬出コンベヤ19のそれぞれ搬入側及び搬出側とオーバーラップして配されている。各々のコンベヤ間の低干渉な遷移は、この配置によって保証される。
【0017】
中間にあるコンベヤ25は修正ベルトとして機能し、アラインメントステーション17のコンポーネントである。アラインメントステーション17は、搬入コンベヤ13上を移動してくる製品11をアラインメントするので、製品11は、下流の搬出コンベヤ19への搬送において搬出コンベヤ19すなわちその搬送方向41に対して各々の所望の配向及び位置になされて、搬出コンベヤ19の下流にあるパッケージングマシン等のシステム(図示せず)へ正確な配向及び位置で搬送され得る。
【0018】
例えば、製品11は、搬入コンベヤ13の上流に配された高速スライサ(図示せず)によって生成された複数の食品スライスからなるポーションである。本発明のアラインメントステーション17は、全体として所望の食製品を各々の所望の態様でアラインメント可能、すなわち下流システムに対して必要とされる配向及び位置を製品に与えることが可能である。
【0019】
ここで説明される本実施例のアラインメントステーション17は、2つの駆動装置33、35(図2)をさらに含む。駆動装置33、35は、全体として搬入コンベヤ13及び搬出コンベヤ19に対するアラインメント動作34、36を実行するためにエンドレスベルトコンベヤ25を移動させる。一方の駆動装置33は、軸23回りのコンベヤ25の回転34を提供する。軸23は、エンドレスベルトの上部ランによって、すなわちコンベヤ25の製品支持部21によって形成されている接触面22に垂直に伸長している。
【0020】
他方の駆動装置35は、全体としてエンドレスベルト25を移動させ、この移動36は搬送方向15に垂直に、すなわち搬入コンベヤ13及び搬出コンベヤ19の搬送方向39、41に垂直に伸長している。
【0021】
回転駆動装置33及び線形駆動装置35は、図2に概略的に示されている中央制御デバイス及び/または調整デバイス31に接続されている。デバイス31は、カメラシステム27に接続されている画像処理デバイス29を含む。カメラシステム27は、搬入コンベヤ13の上方に設けられている。カメラ27の視野は、図1内の破線で示されている。カメラシステム27または画像処理デバイス29は、適切な画像処理ソフトウェアを備えており、当該システムは、当該ソフトウェアを用いてカメラ27の下方を移動する個々の製品11の、参照部に対する配向及び位置を検出可能である。例えば、エンドレスベルト13の側端部またはエンドレスベルト13にある適切なマーキングが参照部の役目を果たす。個々の製品11に関してカメラ27によって提供された画像データは、所望の配向に対する個々の製品11のミスアラインメントが存在するか否かに関して、画像処理デバイス29によって分析される。従って、所望のアラインメントに対する製品11の実際の位置及び配向、すなわち所望の位置及び所望の配向に対する製品11の実際の位置及び方向は、このような態様で実質的にリアルタイムに判定され得る。
【0022】
所望の配向は、例えば、少なくとも実質的に長方形の製品11の長手軸であって搬入コンベヤ13の搬送方向39に平行な長手軸のアラインメントであり、搬入コンベヤ13の中心における製品11の配置(搬送方向39を横切る方向で観測される)は、所望の位置として予め設定される。所望のアラインメントは、搬出コンベヤ19に対しても決定され得る。なぜならば、搬出コンベヤ19と搬入コンベヤ13との相対的な配置が知られているからである。ほとんどの場合または少なくとも多くの実際の場合、搬入コンベヤ13と搬出コンベヤ19とは(図1及び2の例のように)中心長手軸を一致させて配されている。
【0023】
製品支持部21の駆動装置33、35は、画像処理デバイス29によって提供された結果に基づいてデバイス31によって制御され、その結果生ずる製品支持部21のアラインメント動作34、36が各々の製品11のミスアラインメントを修正する。修正ベルト25の回転34は搬出コンベヤ19に対する配向を変化させ、移動36は搬出コンベヤ19に対する製品11の位置を変化させる。
【0024】
関連する全てのパラメータ、すなわち特に搬入コンベヤ13のベルト速度、アラインメントステーション17からの製品11の距離(搬送方向15において測定される)、搬入コンベヤ13上の製品の横方向の位置、駆動装置33、35によって達成可能な修正ベルト25の調整経路、及び修正ベルト25のベルト速度が、カメラシステム27による製品11の検出の際に判明しているので、カメラ27による製品11の検出後にアラインメントステーション17の製品支持部21上を移動する製品11の時間遅延も、制御及び/または調整デバイスに認識されている。従って、デバイス31が適切な時点でいつでも各々の製品11に対して要求された各々のアラインメント動作34、36を開始可能なようにな条件が提供される。
【0025】
本発明によって、製品支持部21による製品11のアラインメントにおける製品11と製品支持部21の支持表面22との間のスリップが全体として回避されるので、既知のパラメータに基づいて予想可能な製品11のアラインメントからの予測不能なずれは、アラインメント段階の終結後において実施的に排除される。従って、様々な再調整は、通常は必要無い。
【0026】
図1及び2に示された実施例から逸脱するが、本発明の枠組み内において、アラインメントステーション17の上方にさらなるカメラシステムを設けることも可能であり、当該さらなるカメラシステムによって、搬入コンベヤ13の上方に配された第1のカメラシステム27のデータに基づいて行われる第1のアラインメント作業の結果がチェックされても良い。既に製品支持部21に配されている製品のミスアラインメントが存在し続けている場合、アラインメント中にエンドレスベルト25によって搬送される製品11が製品支持部21上にある限り、さらなるアラインメント作業がデバイス33、35の再度の制御によって行われ得る。製品アラインメントの精度は、このような「ファインアラインメント(Feinausrichtung)」によってさらに向上させられ得る。
【0027】
本発明のさらなる代替実施例において、製品11のミスアラインメントの検出のために設けられるカメラシステム27は、アラインメントステーション17の上方のみに設けられても良く、当該実施例において、製品11のミスアラインメントの検出は、製品が搬入コンベヤ13にある間は行われないが、製品が製品支持部21上に配されると行われる。この場合、当該ミスアラインメントの修正のために利用可能な時間は、前のミスアラインメント検出よりも必ず短縮される。搬送方向15におけるエンドレスベルトコンベヤ25の搬送距離に応じて、この変形例は、応用の枠組みの中で興味深い解決方法を表す.この変形例において、性能低下は実質的に起きないかまたは容易に許容され得る。
【符号の説明】
【0028】
11 食製品、食製品スライスのポーション
13 搬入コンベヤ
15 搬送方向
17 アラインメントステーション
19 搬出コンベヤ
21 製品支持部
22 支持表面
23 回転軸
25 エンドレスベルトコンベヤ
27 画像撮影デバイス、カメラシステム
29 画像処理デバイス
31 制御及び/または調整デバイス
33 回転駆動装置
34 回転動作
35 線形駆動装置
36 移動
37 搬送動作
39 搬入コンベヤの搬送方向
41 搬出コンベヤの搬送方向
【技術分野】
【0001】
本発明は、食製品のアラインメント方法及びその装置に関する。
【背景技術】
【0002】
食製品の取扱いにおいて一般的に存在する問題は、製品が特定の作業を行うべきシステムに供給された場合に、当該システムがエラー無く作業をするように食製品がアラインメント、すなわち位置合わせ及び方向合わせされていないことである。この製品は、例えば、回転及び/または移動させられ得る。従って、調整を行って、各々のシステムの要求に従って製品をアラインメントすることが必要である。
【0003】
この問題に直面する例は、一般的に、高速スライサを上流に配されたシステムとして含み、パッケージングマシンを下流に配されたシステムとして含む加工ラインである。食製品はスライサによって高速で切断されて、各々が複数の製品スライスを含みかつスタック(Stapel)状態で、すなわち積み重ねられた(オーバーラップさせられた)状態で提供され得るポーション(Portion)が形成される。これらのポーションは、スライサの下流に設けられた搬送デバイスを使用してパッケージングマシンへ供給される。スライサとパッケージングマシンとの間の搬送経路は、非常に複雑な構造を有し得、例えば、計量、仕分け、挿入及びグループ分けのための異なったデバイスを含み得る。また、実際上、複数のスライサからの製品経路が組み合わされ、異なった食製品のポーションがまとめられ、当該まとめられた食製品がパッケージングされることも必要とされる。生成及び搬送においてポーションへ非常に様々な影響がある故に、ポーションの精密な位置合わせ及び配向が重要であるパッケージングマシン等のデバイスにポーションが達した際に、ポーションが各々の必要なアラインメントを有することが常時保証され得るわけではない。
【0004】
製品のアラインメント及びスライサによって生成された製品スライスのポーションの調整は良く知られている。十分な安定性を有しているポーション(チーズスライスのスタック等)は、例えば、アバットメントに対して搬送されることで、または2つの垂直に配されたバンドの間を搬送されることでアラインメントされ、ポーションが正確にアラインメントされる。しかし、安定性の低いポーションでは、上述のようなアラインメントは行うことができない。製品の搬送経路内に分割された搬送ベルトを有するアラインメント経路を組み込むことも知られており、この場合、製品は互いに平行に伸長しかつ互いに別々に駆動されることが可能な2つのベルト部分の両方に同時に載っている。この2つのベルト部分が0ではない相対速度で駆動されることで、製品を回転させることが可能である。この調整においては、製品と当該ベルト部分によって形成された製品支持部との間で必ず相対的移動が発生する。なぜならば、製品が載っているベルトパーツが製品の下で異なった速度で移動するからである。これによって必ず発生する製品と製品支持部との間のスリップは、特定の製品仕分けに対して問題であるので、このアラインメント原理は、多くの場合に適用できない。さらに、このスリップは、製品の様々な品質及び/または密度の故に正確には予測できない。従って、製品の所定角度の回転等の製品の直接的なアラインメントは、多くの場合に所望の精度で行うことができない。従って、このようなシステムでは再調整が頻繁に必要であり、このことは、より多くの労力及びコストをもたらす。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、単純で、確実に行うことができかつ、特に製品の品質及び/または密度に可能な限り依存しない食製品のアラインメントを実現し、さらに特に、アラインメントにおいて製品に作用する力を可能な限り小さく維持することである。
【課題を解決するための手段】
【0006】
本発明の目的は、方法の独立請求項の特徴及び装置の独立請求項の特徴によって充足される。
【0007】
本発明による方法において、搬入コンベヤ上を搬送方向に移動する製品は、アラインメントステーションに到達し、当該アラインメントステーションにおいて製品がアラインメントされ、アラインメントされた製品が当該アラインメントステーションから搬出コンベヤへ移動する。所望のアラインメントに対する製品のミスアラインメントが検出され、当該製品のアラインメントは、検出されたミスアラインメントに応じて行われる。製品のアラインメントは、アラインメントステーションの製品支持部に製品を載ることで行われ、製品支持部はアラインメント動作の実行のために制御され、製品のアラインメントが製品と製品支持部との間の相対移動無しに行われる。
【0008】
本発明による装置には、少なくとも1つの搬入コンベヤ、少なくとも1つの搬出コンベヤ、当該搬入コンベヤと当該搬出コンベヤとの間に設けられる少なくとも1つのアラインメントステーション、及び少なくとも1つの検出手段が設けられ、所望のアラインメントに対する製品のミスアラインメントは当該検出手段によって検出され得、当該アラインメントステーションは、当該製品のための製品支持部を有し、当該製品支持部が当該ミスアラインメントに応じてアラインメント動作を実行するために制御されて、所望のアラインメントに従って当該製品がアラインメントされ得る。当該製品支持部は、当該製品支持部と当該製品との間の相対位置を維持しつつアラインメント動作を行うことができるように構成される。
【0009】
製品のアラインメントにおける製品と製品支持部との間の相対運動は、本発明によって回避される。そのため、本発明による製品アラインメントは、製品の密度及び品質に依存しない。さらに、アラインメントにおける高い精度が比較的少ない労力で達成可能である。従って、製品の所望の方向は、ミスアラインメントの検出及びそこから導出された製品支持部の制御に基づいて確実に達成される。少なくともほとんどの場合に再アラインメントを無くすことができる。本発明のさらなる利点は、アラインメント中の製品に干渉する加速を回避できることである。製品を断続的停止させること及び再度加速することは、特に不要である。結果として、本発明によって、アラインメントにおける製品の特に柔和な取扱が実現され得る。
【0010】
本発明の可能な実施例において、製品支持部は、全体として所望のアラインメントをなすために必要なアラインメント動作を実行するように動作させられ得る。これに関して、当該製品支持部は、回転させられること及び水平方向に移動させられることの両方が可能なように構成される。これによって、製品の配向及び位置を修正することが可能である。従って、製品支持部のアラインメント動作は、回転及び並進で構成され得る。これによって、製品は、下流に接続された搬出コンベヤに対して所望の配向及び位置を与えられ得、さらに下流のデバイスに対しても所望の配向及び位置を与えられ得る。
【0011】
アラインメントステーションは、特に、上部ランが製品支持部を形成するエンドレスベルトコンベヤを含む。エンドレスベルトコンベヤは、特に、全体としてアラインメント動作を実行するため、実際はさらにエンドレスベルトの回転によって与えられる実質的な搬送機能を実行するために動作させられ得る。従ってこの場合、製品は、この修正ベルトの対応する移動によってアラインメントされ、作業全体において前方に搬送される。アラインメントのため及びそれ故の製品の不必要な加速のために行われる製品の停止は回避される。製品の停止が除かれるので、製品のアラインメントを通してのシステム全体の著しい性能の低下も発生しない。
【0012】
本発明のさらなる実施例は、従属請求項において、発明を実施するための形態において及び添付の図面においても示される。
【0013】
本発明は、図面を参照して例示の目的で以下に説明される。
【図面の簡単な説明】
【0014】
【図1】本発明によるアラインメント装置の実施例である。
【図2】図1のアラインメント装置の他の図である。
【発明を実施するための形態】
【0015】
食製品の全処理システムの一部が図1及び図2に示されている。図示された装置は、エンドレスベルトコンベヤとして構成された搬入コンベヤ13と、同様のエンドレスコンベヤベルトを含む搬出コンベヤ19と、を含む。全体として矢印15で示された当該装置の搬送方向は、この実施例内で一致しているエンドレスベルト13、19の搬送方向39、41によって決定される。しかし、これは必須条件ではない。通常、エンドレスベルトコンベヤ13、19の搬送方向39、41は、互いに対して0以外の角度を有していても良い。
【0016】
搬入コンベヤ13の搬出側の端部と搬出コンベヤ19の搬入側の端部とは、搬送方向15において互いに離間して配されている。この間隔は、さらなるエンドレスベルトコンベヤ25によって架橋されている。エンドレスベルトコンベヤ25は、(搬入コンベヤ13も同様であるが)くさび形状(コンベヤ25の搬送方向37にテーパがついている)を有するナイフエッジベルト(Messerkantenbandes)と称される形態で設けられている。搬送ベルト21は、搬入コンベヤ13及び搬出コンベヤ19のそれぞれ搬入側及び搬出側とオーバーラップして配されている。各々のコンベヤ間の低干渉な遷移は、この配置によって保証される。
【0017】
中間にあるコンベヤ25は修正ベルトとして機能し、アラインメントステーション17のコンポーネントである。アラインメントステーション17は、搬入コンベヤ13上を移動してくる製品11をアラインメントするので、製品11は、下流の搬出コンベヤ19への搬送において搬出コンベヤ19すなわちその搬送方向41に対して各々の所望の配向及び位置になされて、搬出コンベヤ19の下流にあるパッケージングマシン等のシステム(図示せず)へ正確な配向及び位置で搬送され得る。
【0018】
例えば、製品11は、搬入コンベヤ13の上流に配された高速スライサ(図示せず)によって生成された複数の食品スライスからなるポーションである。本発明のアラインメントステーション17は、全体として所望の食製品を各々の所望の態様でアラインメント可能、すなわち下流システムに対して必要とされる配向及び位置を製品に与えることが可能である。
【0019】
ここで説明される本実施例のアラインメントステーション17は、2つの駆動装置33、35(図2)をさらに含む。駆動装置33、35は、全体として搬入コンベヤ13及び搬出コンベヤ19に対するアラインメント動作34、36を実行するためにエンドレスベルトコンベヤ25を移動させる。一方の駆動装置33は、軸23回りのコンベヤ25の回転34を提供する。軸23は、エンドレスベルトの上部ランによって、すなわちコンベヤ25の製品支持部21によって形成されている接触面22に垂直に伸長している。
【0020】
他方の駆動装置35は、全体としてエンドレスベルト25を移動させ、この移動36は搬送方向15に垂直に、すなわち搬入コンベヤ13及び搬出コンベヤ19の搬送方向39、41に垂直に伸長している。
【0021】
回転駆動装置33及び線形駆動装置35は、図2に概略的に示されている中央制御デバイス及び/または調整デバイス31に接続されている。デバイス31は、カメラシステム27に接続されている画像処理デバイス29を含む。カメラシステム27は、搬入コンベヤ13の上方に設けられている。カメラ27の視野は、図1内の破線で示されている。カメラシステム27または画像処理デバイス29は、適切な画像処理ソフトウェアを備えており、当該システムは、当該ソフトウェアを用いてカメラ27の下方を移動する個々の製品11の、参照部に対する配向及び位置を検出可能である。例えば、エンドレスベルト13の側端部またはエンドレスベルト13にある適切なマーキングが参照部の役目を果たす。個々の製品11に関してカメラ27によって提供された画像データは、所望の配向に対する個々の製品11のミスアラインメントが存在するか否かに関して、画像処理デバイス29によって分析される。従って、所望のアラインメントに対する製品11の実際の位置及び配向、すなわち所望の位置及び所望の配向に対する製品11の実際の位置及び方向は、このような態様で実質的にリアルタイムに判定され得る。
【0022】
所望の配向は、例えば、少なくとも実質的に長方形の製品11の長手軸であって搬入コンベヤ13の搬送方向39に平行な長手軸のアラインメントであり、搬入コンベヤ13の中心における製品11の配置(搬送方向39を横切る方向で観測される)は、所望の位置として予め設定される。所望のアラインメントは、搬出コンベヤ19に対しても決定され得る。なぜならば、搬出コンベヤ19と搬入コンベヤ13との相対的な配置が知られているからである。ほとんどの場合または少なくとも多くの実際の場合、搬入コンベヤ13と搬出コンベヤ19とは(図1及び2の例のように)中心長手軸を一致させて配されている。
【0023】
製品支持部21の駆動装置33、35は、画像処理デバイス29によって提供された結果に基づいてデバイス31によって制御され、その結果生ずる製品支持部21のアラインメント動作34、36が各々の製品11のミスアラインメントを修正する。修正ベルト25の回転34は搬出コンベヤ19に対する配向を変化させ、移動36は搬出コンベヤ19に対する製品11の位置を変化させる。
【0024】
関連する全てのパラメータ、すなわち特に搬入コンベヤ13のベルト速度、アラインメントステーション17からの製品11の距離(搬送方向15において測定される)、搬入コンベヤ13上の製品の横方向の位置、駆動装置33、35によって達成可能な修正ベルト25の調整経路、及び修正ベルト25のベルト速度が、カメラシステム27による製品11の検出の際に判明しているので、カメラ27による製品11の検出後にアラインメントステーション17の製品支持部21上を移動する製品11の時間遅延も、制御及び/または調整デバイスに認識されている。従って、デバイス31が適切な時点でいつでも各々の製品11に対して要求された各々のアラインメント動作34、36を開始可能なようにな条件が提供される。
【0025】
本発明によって、製品支持部21による製品11のアラインメントにおける製品11と製品支持部21の支持表面22との間のスリップが全体として回避されるので、既知のパラメータに基づいて予想可能な製品11のアラインメントからの予測不能なずれは、アラインメント段階の終結後において実施的に排除される。従って、様々な再調整は、通常は必要無い。
【0026】
図1及び2に示された実施例から逸脱するが、本発明の枠組み内において、アラインメントステーション17の上方にさらなるカメラシステムを設けることも可能であり、当該さらなるカメラシステムによって、搬入コンベヤ13の上方に配された第1のカメラシステム27のデータに基づいて行われる第1のアラインメント作業の結果がチェックされても良い。既に製品支持部21に配されている製品のミスアラインメントが存在し続けている場合、アラインメント中にエンドレスベルト25によって搬送される製品11が製品支持部21上にある限り、さらなるアラインメント作業がデバイス33、35の再度の制御によって行われ得る。製品アラインメントの精度は、このような「ファインアラインメント(Feinausrichtung)」によってさらに向上させられ得る。
【0027】
本発明のさらなる代替実施例において、製品11のミスアラインメントの検出のために設けられるカメラシステム27は、アラインメントステーション17の上方のみに設けられても良く、当該実施例において、製品11のミスアラインメントの検出は、製品が搬入コンベヤ13にある間は行われないが、製品が製品支持部21上に配されると行われる。この場合、当該ミスアラインメントの修正のために利用可能な時間は、前のミスアラインメント検出よりも必ず短縮される。搬送方向15におけるエンドレスベルトコンベヤ25の搬送距離に応じて、この変形例は、応用の枠組みの中で興味深い解決方法を表す.この変形例において、性能低下は実質的に起きないかまたは容易に許容され得る。
【符号の説明】
【0028】
11 食製品、食製品スライスのポーション
13 搬入コンベヤ
15 搬送方向
17 アラインメントステーション
19 搬出コンベヤ
21 製品支持部
22 支持表面
23 回転軸
25 エンドレスベルトコンベヤ
27 画像撮影デバイス、カメラシステム
29 画像処理デバイス
31 制御及び/または調整デバイス
33 回転駆動装置
34 回転動作
35 線形駆動装置
36 移動
37 搬送動作
39 搬入コンベヤの搬送方向
41 搬出コンベヤの搬送方向
【特許請求の範囲】
【請求項1】
食製品(11)のアラインメント方法であって、
搬入コンベヤ(13)上を搬送方向(15)に移動する食製品(11)がアラインメントステーション(17)に到達し、前記アラインメントステーション(17)において前記製品(11)がアラインメントされて、当該アラインメントされた製品(11)が前記アラインメントステーション(17)から搬出コンベヤ(19)へ移動し、
所望のアラインメントに対する前記製品(11)のミスアラインメントが検出されて前記製品(11)のアラインメントが前記ミスアラインメントに依存して行われ、
前記製品(11)のアラインメントが、前記製品(11)が前記アラインメントステーション(17)の製品支持部(21)に載って、前記製品支持部(21)がアラインメント動作(34、36)を実行するために制御されることで実行され、
前記製品(11)のアラインメントが、前記製品(11)と前記製品支持部(21)との間の相対移動無しに行われることを特徴とするアラインメント方法。
【請求項2】
請求項1に記載のアラインメント方法であって、前記製品支持部(21)のアラインメント動作(34、36)が、前記製品支持部(21)の追加的な搬送動作(37)と重ね合わされており、前記追加的な搬送動作(37)は、アラインメントステーション(17)によって搬出コンベヤ(19)の方向へ前記製品(11)を搬送する役割を果たし、前記アラインメント動作(34、36)は、特に、前記追加的な搬送動作(37)から独立していることを特徴とするアラインメント方法。
【請求項3】
請求項1または2に記載のアラインメント方法であって、前記性品支持部(21)は、前記アラインメント動作が各々の場合に複数の個々の動作(34、36)、特に回転動作及び並進動作から構成されるように制御され、前記個々の動作(34、36)は、時間的に連続して、互いに重ね合わされて、または互いに部分的に重ね合わされて実行されることを特徴とするアラインメント方法。
【請求項4】
請求項1乃至3のいずれか1に記載のアラインメント方法であって、前記製品支持部(21)が、全体として前記アラインメント動作(34、36)の実行のために移動させられることを特徴とするアラインメント方法。
【請求項5】
請求項1乃至4のいずれか1に記載のアラインメント方法であって、前記製品支持部(21)が、前記製品(11)のアラインメントのために、特に前記製品支持部(21)の支持表面(22)に実質的に垂直に伸長する回転軸(23)回りに回転させられかつ/または特に前記製品支持部(21)の支持表面(22)に実質的に平行に伸長する平面内を移動させられることを特徴とするアラインメント方法。
【請求項6】
請求項1乃至5のいずれか1に記載のアラインメント方法であって、前記製品(11)が、前記搬入コンベヤ(13)から前記アラインメントステーション(17)へ直接的に搬送されかつ/または前記アラインメントステーション(17)から前記搬出コンベヤ(19)へ直接的に搬送されることを特徴とするアラインメント方法。
【請求項7】
請求項1乃至6のいずれか1に記載のアラインメント方法であって、前記製品(11)がアラインメントされると同時に前記搬出コンベヤ(19)の方向に搬送されることを特徴とするアラインメント方法。
【請求項8】
請求項1乃至7のいずれか1に記載のアラインメント方法であって、前記製品(11)のアラインメントと同時に行われる製品搬送が、前記アラインメントステーション(17)によって実行されることを特徴とするアラインメント方法。
【請求項9】
請求項1乃至8のいずれか1に記載のアラインメント方法であって、前記製品(11)のアラインメントと同時に行われる製品搬送がエンドレスベルトコンベヤ(25)によって行われ、前記製品(11)が前記エンドレスベルトコンベヤ(25)の上部ランにある間に前記製品(11)がアラインメントされ、前記エンドレスベルトコンベヤ(25)は、前記アラインメント動作(34、36)の実行のために追加的に制御されることを特徴とするアラインメント方法。
【請求項10】
請求項1乃至9のいずれか1に記載のアラインメント方法であって、前記所望のアラインメントに対する製品(11)のアラインメントが少なくとも1つの画像撮影デバイス(27)によって検知され、当該撮影された画像は画像処理デバイス(29)へ提供され、検出された前記製品(11)のミスアラインメントに従って、前記アラインメントステーション(17)が制御及び/または調整デバイス(31)によって制御され、前記制御及び/または調整デバイス(31)がアラインメント動作(34、36)の実行のために前記画像処理デバイスと通信し、前記ミスアラインメントが除去されて前記製品(11)が前記所望の方向に従って配向されることを特徴とするアラインメント方法。
【請求項11】
請求項1乃至10のいずれか1に記載のアラインメント方法であって、前記所望のアラインメントに対する製品(11)のアラインメントが、各々の場合において連続的に複数回少なくとも1つの画像撮影デバイス(27)によって判定され、第1の画像撮影デバイス(23)が関与する第1のアラインメント作業の後に、前記製品(11)のミスアラインメントがさらなる画像撮影デバイス(27)によってさらに検出された場合に、さらなるアラインメント作業が実行されることを特徴とするアラインメント方法。
【請求項12】
請求項1乃至11のいずれか1に記載のアラインメント方法であって、前記所望のアラインメントに対する前記製品(11)のアラインメントは、前記製品(11)が前記搬入コンベヤ(13)上にある間にまたは前記アラインメントステーション(17)の前記製品支持部(21)上にある間に最初に判定されることを特徴とするアラインメント方法。
【請求項13】
請求項1乃至12のいずれか1に記載のアラインメント方法であって、前記搬入コンベヤ(13)の搬送方向(39)が前記製品(11)のミスアラインメントの検出に関する参照として使用され、特に、前記搬出コンベヤ(19)の搬送方向(41)が前記搬入コンベヤ(13)の搬送方向(39)と平行に伸長していることを特徴とするアラインメント方法。
【請求項14】
請求項1乃至13のいずれか1に記載のアラインメント方法であって、前記製品(11)が、前記搬送方向において前記搬入コンベヤ(13)の上流に配された切断装置、特に高速スライサ、によって食製品を切断することによって得られた複数の食品スライスによって各々が形成されたポーションであることを特徴とするアラインメント方法。
【請求項15】
食製品(11)のアラインメントため、特に、請求項1乃至14のアラインメント方法を実行するための装置であって、
少なくとも1つの搬入コンベヤ(13)と、少なくとも1つの搬出コンベヤ(19)と、前記搬入コンベヤ(13)と前記搬出コンベヤ(19)との間に設けられた少なくとも1つのアラインメントステーション(17)と、少なくとも1つの検出手段(27)と、を有し、
所望のアラインメントに対する前記製品(11)のミスアラインメントは、前記検出手段によって検出され、
前記アラインメントステーション(17)が、前記製品(11)のための製品支持部(21)を有し、前記製品支持部(21)は、前記ミスアラインメントに基づいてアラインメント動作(34、36)を実行して前記所望のアラインメントに従って前記製品(11)をアラインメントするために制御され、
前記製品支持部(21)が、前記アラインメント動作(34、36)の実行において、前記製品支持部(21)と前記製品(11)との間の相対的位置を維持しつつ移動可能なようになされていることを特徴とする装置。
【請求項16】
請求項15に記載の装置であって、前記アラインメントステーション(17)が、前記搬出コンベヤ(19)の方向へ製品(11)を移動することが可能な搬送デバイスでもあることを特徴とする装置。
【請求項17】
請求項15または16に記載の装置であって、前記アラインメントステーション(17)が、前記搬入コンベヤ(13)と前記搬出コンベヤ(19)との間に配され、前記製品(11)が前記搬入コンベヤ(13)から直接的に前記アラインメントステーション(17)へ搬送されかつ/または前記アラインメントステーション(17)から直接的に前記搬出コンベヤ(19)に搬送され得ることを特徴とする装置。
【請求項18】
請求項15乃至17のいずれか1に記載の装置であって、前記アラインメントステーション(17)が、特にナイフエッジベルトとして形成されたエンドレスベルトコンベヤ(25)を含み、前記エンドレスベルトコンベヤ(25)が、特に、前記搬入コンベヤ(13)及び/または前記搬出コンベヤ(19)とオーバーラップして配されていることを特徴とする装置。
【請求項19】
請求項15乃至18のいずれか1に記載の装置であって、前記搬入コンベヤ(13)及び/または前記搬出コンベヤ(19)がエンドレスベルトコンベヤを含むことを特徴とする装置。
【請求項20】
請求項15乃至19のいずれか1に記載の装置であって、前記製品支持部(21)の前記アラインメント動作(34、36)が、前記アラインメントステーションによって前記搬出コンベヤ(19)方向へ前記製品(11)を搬送する前記製品支持部(21)の追加的な搬送動作(37)から独立していることを特徴とする装置。
【請求項21】
請求項15乃至20のいずれか1に記載の装置であって、前記製品支持部(21)が、全体として、前記アラインメント動作(34、36)の実行のために動作可能であることを特徴とする装置。
【請求項22】
請求項15乃至21のいずれか1に記載の装置であって、前記製品支持部(21)が前記製品(11)のための支持表面(22)を有して、前記支持表面に実質的に垂直に伸長する回転軸(23)回りに回転しかつ/するかまたは前記支持表面(22)と実質的に平行な平面内を移動するように制御され、前記移動が、特に、前記搬入コンベヤ(13)の搬送方向(39)を横切る方向及び/または個別の搬送方向(37)を横切る方向であることを特徴とする装置。
【請求項23】
請求項15乃至22のいずれか1に記載の装置であって、前記ミスアラインメントを検出可能な検出手段として設けられる少なくとも1つの画像撮影デバイス、特にカメラシステム(27)と、当該撮影された画像データが供給され得る画像処理デバイス(29)と、前記画像処理デバイスと通信する制御及び/または調整デバイス(31)と、が設けられ、前記アラインメントステーション(17)が、ミスアラインメントの検出において前記アラインメント動作(34、36)を実行するために前記制御及び/または調整デバイスによって制御可能であることを特徴とする装置。
【請求項1】
食製品(11)のアラインメント方法であって、
搬入コンベヤ(13)上を搬送方向(15)に移動する食製品(11)がアラインメントステーション(17)に到達し、前記アラインメントステーション(17)において前記製品(11)がアラインメントされて、当該アラインメントされた製品(11)が前記アラインメントステーション(17)から搬出コンベヤ(19)へ移動し、
所望のアラインメントに対する前記製品(11)のミスアラインメントが検出されて前記製品(11)のアラインメントが前記ミスアラインメントに依存して行われ、
前記製品(11)のアラインメントが、前記製品(11)が前記アラインメントステーション(17)の製品支持部(21)に載って、前記製品支持部(21)がアラインメント動作(34、36)を実行するために制御されることで実行され、
前記製品(11)のアラインメントが、前記製品(11)と前記製品支持部(21)との間の相対移動無しに行われることを特徴とするアラインメント方法。
【請求項2】
請求項1に記載のアラインメント方法であって、前記製品支持部(21)のアラインメント動作(34、36)が、前記製品支持部(21)の追加的な搬送動作(37)と重ね合わされており、前記追加的な搬送動作(37)は、アラインメントステーション(17)によって搬出コンベヤ(19)の方向へ前記製品(11)を搬送する役割を果たし、前記アラインメント動作(34、36)は、特に、前記追加的な搬送動作(37)から独立していることを特徴とするアラインメント方法。
【請求項3】
請求項1または2に記載のアラインメント方法であって、前記性品支持部(21)は、前記アラインメント動作が各々の場合に複数の個々の動作(34、36)、特に回転動作及び並進動作から構成されるように制御され、前記個々の動作(34、36)は、時間的に連続して、互いに重ね合わされて、または互いに部分的に重ね合わされて実行されることを特徴とするアラインメント方法。
【請求項4】
請求項1乃至3のいずれか1に記載のアラインメント方法であって、前記製品支持部(21)が、全体として前記アラインメント動作(34、36)の実行のために移動させられることを特徴とするアラインメント方法。
【請求項5】
請求項1乃至4のいずれか1に記載のアラインメント方法であって、前記製品支持部(21)が、前記製品(11)のアラインメントのために、特に前記製品支持部(21)の支持表面(22)に実質的に垂直に伸長する回転軸(23)回りに回転させられかつ/または特に前記製品支持部(21)の支持表面(22)に実質的に平行に伸長する平面内を移動させられることを特徴とするアラインメント方法。
【請求項6】
請求項1乃至5のいずれか1に記載のアラインメント方法であって、前記製品(11)が、前記搬入コンベヤ(13)から前記アラインメントステーション(17)へ直接的に搬送されかつ/または前記アラインメントステーション(17)から前記搬出コンベヤ(19)へ直接的に搬送されることを特徴とするアラインメント方法。
【請求項7】
請求項1乃至6のいずれか1に記載のアラインメント方法であって、前記製品(11)がアラインメントされると同時に前記搬出コンベヤ(19)の方向に搬送されることを特徴とするアラインメント方法。
【請求項8】
請求項1乃至7のいずれか1に記載のアラインメント方法であって、前記製品(11)のアラインメントと同時に行われる製品搬送が、前記アラインメントステーション(17)によって実行されることを特徴とするアラインメント方法。
【請求項9】
請求項1乃至8のいずれか1に記載のアラインメント方法であって、前記製品(11)のアラインメントと同時に行われる製品搬送がエンドレスベルトコンベヤ(25)によって行われ、前記製品(11)が前記エンドレスベルトコンベヤ(25)の上部ランにある間に前記製品(11)がアラインメントされ、前記エンドレスベルトコンベヤ(25)は、前記アラインメント動作(34、36)の実行のために追加的に制御されることを特徴とするアラインメント方法。
【請求項10】
請求項1乃至9のいずれか1に記載のアラインメント方法であって、前記所望のアラインメントに対する製品(11)のアラインメントが少なくとも1つの画像撮影デバイス(27)によって検知され、当該撮影された画像は画像処理デバイス(29)へ提供され、検出された前記製品(11)のミスアラインメントに従って、前記アラインメントステーション(17)が制御及び/または調整デバイス(31)によって制御され、前記制御及び/または調整デバイス(31)がアラインメント動作(34、36)の実行のために前記画像処理デバイスと通信し、前記ミスアラインメントが除去されて前記製品(11)が前記所望の方向に従って配向されることを特徴とするアラインメント方法。
【請求項11】
請求項1乃至10のいずれか1に記載のアラインメント方法であって、前記所望のアラインメントに対する製品(11)のアラインメントが、各々の場合において連続的に複数回少なくとも1つの画像撮影デバイス(27)によって判定され、第1の画像撮影デバイス(23)が関与する第1のアラインメント作業の後に、前記製品(11)のミスアラインメントがさらなる画像撮影デバイス(27)によってさらに検出された場合に、さらなるアラインメント作業が実行されることを特徴とするアラインメント方法。
【請求項12】
請求項1乃至11のいずれか1に記載のアラインメント方法であって、前記所望のアラインメントに対する前記製品(11)のアラインメントは、前記製品(11)が前記搬入コンベヤ(13)上にある間にまたは前記アラインメントステーション(17)の前記製品支持部(21)上にある間に最初に判定されることを特徴とするアラインメント方法。
【請求項13】
請求項1乃至12のいずれか1に記載のアラインメント方法であって、前記搬入コンベヤ(13)の搬送方向(39)が前記製品(11)のミスアラインメントの検出に関する参照として使用され、特に、前記搬出コンベヤ(19)の搬送方向(41)が前記搬入コンベヤ(13)の搬送方向(39)と平行に伸長していることを特徴とするアラインメント方法。
【請求項14】
請求項1乃至13のいずれか1に記載のアラインメント方法であって、前記製品(11)が、前記搬送方向において前記搬入コンベヤ(13)の上流に配された切断装置、特に高速スライサ、によって食製品を切断することによって得られた複数の食品スライスによって各々が形成されたポーションであることを特徴とするアラインメント方法。
【請求項15】
食製品(11)のアラインメントため、特に、請求項1乃至14のアラインメント方法を実行するための装置であって、
少なくとも1つの搬入コンベヤ(13)と、少なくとも1つの搬出コンベヤ(19)と、前記搬入コンベヤ(13)と前記搬出コンベヤ(19)との間に設けられた少なくとも1つのアラインメントステーション(17)と、少なくとも1つの検出手段(27)と、を有し、
所望のアラインメントに対する前記製品(11)のミスアラインメントは、前記検出手段によって検出され、
前記アラインメントステーション(17)が、前記製品(11)のための製品支持部(21)を有し、前記製品支持部(21)は、前記ミスアラインメントに基づいてアラインメント動作(34、36)を実行して前記所望のアラインメントに従って前記製品(11)をアラインメントするために制御され、
前記製品支持部(21)が、前記アラインメント動作(34、36)の実行において、前記製品支持部(21)と前記製品(11)との間の相対的位置を維持しつつ移動可能なようになされていることを特徴とする装置。
【請求項16】
請求項15に記載の装置であって、前記アラインメントステーション(17)が、前記搬出コンベヤ(19)の方向へ製品(11)を移動することが可能な搬送デバイスでもあることを特徴とする装置。
【請求項17】
請求項15または16に記載の装置であって、前記アラインメントステーション(17)が、前記搬入コンベヤ(13)と前記搬出コンベヤ(19)との間に配され、前記製品(11)が前記搬入コンベヤ(13)から直接的に前記アラインメントステーション(17)へ搬送されかつ/または前記アラインメントステーション(17)から直接的に前記搬出コンベヤ(19)に搬送され得ることを特徴とする装置。
【請求項18】
請求項15乃至17のいずれか1に記載の装置であって、前記アラインメントステーション(17)が、特にナイフエッジベルトとして形成されたエンドレスベルトコンベヤ(25)を含み、前記エンドレスベルトコンベヤ(25)が、特に、前記搬入コンベヤ(13)及び/または前記搬出コンベヤ(19)とオーバーラップして配されていることを特徴とする装置。
【請求項19】
請求項15乃至18のいずれか1に記載の装置であって、前記搬入コンベヤ(13)及び/または前記搬出コンベヤ(19)がエンドレスベルトコンベヤを含むことを特徴とする装置。
【請求項20】
請求項15乃至19のいずれか1に記載の装置であって、前記製品支持部(21)の前記アラインメント動作(34、36)が、前記アラインメントステーションによって前記搬出コンベヤ(19)方向へ前記製品(11)を搬送する前記製品支持部(21)の追加的な搬送動作(37)から独立していることを特徴とする装置。
【請求項21】
請求項15乃至20のいずれか1に記載の装置であって、前記製品支持部(21)が、全体として、前記アラインメント動作(34、36)の実行のために動作可能であることを特徴とする装置。
【請求項22】
請求項15乃至21のいずれか1に記載の装置であって、前記製品支持部(21)が前記製品(11)のための支持表面(22)を有して、前記支持表面に実質的に垂直に伸長する回転軸(23)回りに回転しかつ/するかまたは前記支持表面(22)と実質的に平行な平面内を移動するように制御され、前記移動が、特に、前記搬入コンベヤ(13)の搬送方向(39)を横切る方向及び/または個別の搬送方向(37)を横切る方向であることを特徴とする装置。
【請求項23】
請求項15乃至22のいずれか1に記載の装置であって、前記ミスアラインメントを検出可能な検出手段として設けられる少なくとも1つの画像撮影デバイス、特にカメラシステム(27)と、当該撮影された画像データが供給され得る画像処理デバイス(29)と、前記画像処理デバイスと通信する制御及び/または調整デバイス(31)と、が設けられ、前記アラインメントステーション(17)が、ミスアラインメントの検出において前記アラインメント動作(34、36)を実行するために前記制御及び/または調整デバイスによって制御可能であることを特徴とする装置。
【図1】

【図2】
【図2】
【公表番号】特表2010−534600(P2010−534600A)
【公表日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2010−518509(P2010−518509)
【出願日】平成20年5月28日(2008.5.28)
【国際出願番号】PCT/EP2008/004255
【国際公開番号】WO2009/015714
【国際公開日】平成21年2月5日(2009.2.5)
【出願人】(502451557)ヴェーバー マシーネンバオ ゲーエムベーハー ブレイデンバッハ (7)
【Fターム(参考)】
【公表日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成20年5月28日(2008.5.28)
【国際出願番号】PCT/EP2008/004255
【国際公開番号】WO2009/015714
【国際公開日】平成21年2月5日(2009.2.5)
【出願人】(502451557)ヴェーバー マシーネンバオ ゲーエムベーハー ブレイデンバッハ (7)
【Fターム(参考)】
[ Back to top ]