
飲料水用包装材料及びその製造方法
【課題】より簡便な方法で飲料水の無菌充填を可能とする飲料水用包装材料の製造方法、及びこれにより作製される飲料水用包装材料を提供すること。
【解決手段】本発明は、線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、上記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、積層フィルムからポリエチレンフィルムを1層除去する工程とを備える飲料水用包装材料の製造方法に関する。
【解決手段】本発明は、線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、上記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、積層フィルムからポリエチレンフィルムを1層除去する工程とを備える飲料水用包装材料の製造方法に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飲料水用包装材料及びその製造方法に関する。
【背景技術】
【0002】
充填された内容物の殺菌の方法としては、一旦内容物をプラスチック製フィルムに密封充填した後に120℃程度の高温加圧下で比較的長時間加熱処理するレトルト殺菌法、100℃以下の熱水中で加熱殺菌するボイル殺菌法、内容物のみを予め加熱しておき、加熱された状態の内容物を袋に充填してその熱でフィルムに付着した微生物を殺菌、滅菌するホットパック法、内容物を高温で短時間加熱処理し殺菌された内容物をこれとは別に殺菌したフィルムに充填する殺菌法がある。
【0003】
内容物とフィルムとを別々に殺菌して充填する方法における内容物の殺菌は、例えば、チューブ、プレート、掻き取り式の殺菌機に内容物を連続的に通しながら間接的に高温短時間加熱して殺菌する方法や、内容物に直接加熱蒸気を吹込んで加熱殺菌する方法が一般的である。また、フィルムの殺菌方法としては、フィルムに紫外線、γ線、電子線等の放射線を照射してバッチ式又は連続式に非加熱殺菌する方法、無菌チャンバー内でフィルムを連続的に送りながら高濃度の加熱過酸化水素水溶液に浸漬したり、過酸化水素水溶液を噴霧する方法、又は、過酢酸、次亜塩素酸水溶液に浸漬する方法等を用いた化学的に殺菌する方法がある。
【0004】
このようにして殺菌した内容物を無菌雰囲気の包装機械下で無菌フィルムに充填する方法は商業的無菌包装と呼ばれる。商業的無菌包装は、食中毒菌や病原菌が存在せず常温流通下において腐敗、変敗や経済的損失をもたらすような微生物が存在しないことを意味し、紙カートン容器やボトルに充填された牛乳、果汁飲料、ワイン、ヨーグルト等で実用化されている。
【0005】
一方、微生物的なレベルが商業的無菌までは至らないが、冷蔵庫などで冷蔵保存することにより保存期間を延長させるための無菌化処理を行う包装を無菌化包装と呼び、ボイル殺菌やホットパック殺菌包装がこれに相当する。
【0006】
近年、消費者の食品に対する本物の味の追求や安全性への要求、食の個食化、簡便化などが高まり無菌化包装の重要性が認識されてきている。商業的無菌包装においては、内容物は高温短時間で殺菌されるため、従来のレトルト法による殺菌に比較して、内容物の変質による味覚の変化が少なく食品本来の味覚が保持され易い。
【0007】
特許文献1には、過酸化水素水溶液で殺菌する自動製袋式無菌充填包装に適した複合フィルムが開示されている。また、特許文献2には、実質的に複数の袋を重ね合わせたものとして機能するプラスチックスフィルム製の多重袋の製造方法が開示され、特に、内容物が流動性であったり低温保存を要するものであったり、大容量であったりする場合に適した多重袋の製造方法が開示されている。さらに、特許文献3には、プラスチックスを含む物品を脱酸素剤および酸素検知剤と共に実質的に非通気性の袋又は容器に密封し酸素濃度0.5%以下に脱酸素した後に、放射線又は電子線を照射する放射線又は電子線照射による殺菌方法が開示されている。また、特許文献4及び5には、食品及び医薬品等の内容物を無菌状態で包装するために、包装袋に対して、放射線を照射することで殺菌を行う無菌包装方法が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−192017号公報
【特許文献2】特開2003−305783号公報
【特許文献3】特開平8−89561号公報
【特許文献4】特開平10−35623号公報
【特許文献5】特開2006−232381号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
これらの殺菌方法の中でも、特に過酸化水素水溶液を用いる方法は、強い殺菌力を有し信頼性が高いため商業的無菌包装用のフィルムの殺菌に実績がある。しかしながら、過酸化水素に対して化学的に安定で且つ過酸化水素を吸着し難いフィルムを用いる必要があるため、特殊なフィルム物性が要求され、使用される材料が限定される。また、過酸化水素水溶液に浸漬した包装材料に付着した過酸化水素水溶液を充分に除去するためには、充填機チャンバー内で包装材料を乾燥する工程が必要となり、製造工程が複雑となり易い。
【0010】
一方、飲料水用のPETボトルの場合、容器の殺菌は行われておらず、水による友洗いが一般に行われている。そのため、飲料水用ボトル内での従属栄養細菌の増殖や、水を取り出す際の大気の進入による腐敗が生じることがある。
【0011】
これに対し、飲料水用のバックインボックス(BIB)用ポリ袋の場合、γ線による殺菌が主流である。しかし、γ線照射によりポリ袋からの分解生成物や酸化防止剤、熱履歴をもった部位の再分解などにより、低分子の分解生成物であるケトン、アルデヒド、カルボン酸等が生成し、異臭・異味が生じることがある。また、水を充填後の殺菌処理は、シーラントPEからの溶出物の影響や、飲料水自身のクラスター構造が変化しやすく、おいしい水でなくなってしまうことがある。
【0012】
そこで、本発明は上記事情に鑑みてなされたものであり、より簡便な方法で飲料水の無菌充填を可能とする飲料水用包装材料の製造方法、及びこれにより作製される飲料水用包装材料を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、食品用多重袋の作製工程に着目し、上記課題の解決策について鋭意検討した。その結果、インフレーション法により作製されるチューブ状のポリエチレンフィルムを熱ブロッキングさせ、該熱ブロッキング面を内容物である飲料水と接する面として利用することが極めて有用であることを見出し、本発明を完成させるに至った。
【0014】
すなわち、本発明は、線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、上記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、積層フィルムからポリエチレンフィルムを1層除去する工程とを備える飲料水用包装材料の製造方法に関する。
【0015】
2層のポリエチレンフィルムの熱ブロッキング面は、その形成工程において外気にさらされないため商業無菌レベルの無菌性を保つことができる。このため、本発明の方法では、包装材料に特別な処理工程を加えることなく、簡便に飲料水の無菌充填を可能とする。
【0016】
熱ブロッキング面への異物の進入をより一層低減する観点から、上記チューブ状のフィルムの成形をHEPAフィルタを通した空気を吹き込みながら行うことが好ましい。
【0017】
また、上記基材フィルムが二軸延伸ナイロンフィルムであると、作製される包装材料の耐久性を向上することができる。
【0018】
本発明はまた、上記本発明の飲料水用包装材料の製造方法により作製される飲料水用包装材料に関する。この包装材料を用いることで、無菌状態の飲料水用充填袋を容易に作製することができる。
【発明の効果】
【0019】
本発明によれば、より簡便な方法で飲料水の無菌充填を可能とする飲料水用包装材料の製造方法、及びこれにより作製される飲料水用包装材料を提供することができる。
【図面の簡単な説明】
【0020】
【図1】本実施形態に係る積層フィルムの一実施形態を示す模式断面図である。
【図2】本実施形態に係る積層フィルムを作製するための工程図である。
【図3】本実施形態に係る飲料水用包装材料の一実施形態を示す模式断面図である。
【図4】本実施形態に係る飲料水用包装材料を作製するための工程図である。
【図5】図4に示すセパレータ8付近の拡大斜視図である。
【発明を実施するための形態】
【0021】
以下、場合により図面を参照しつつ本発明の好適な実施形態について詳細に説明する。なお、図面中、同一又は相当部分には同一符号を付し、重複する説明は省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。更に、図面の寸法比率は図示の比率に限られるものではない。
【0022】
本発明の飲料水用包装材料の製造方法は、線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、上記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、上記ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、積層フィルムからポリエチレンフィルムを1層除去する工程とを備える。
【0023】
(積層フィルムの作製)
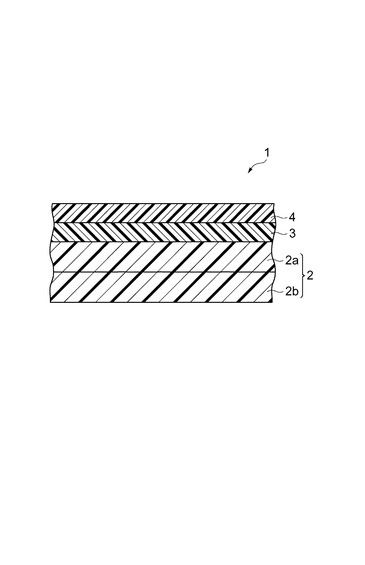
図1は、本実施形態に係る積層フィルムの一実施形態を示す模式断面図である。積層フィルム1は、ブロッキング接着した2層の線状低密度ポリエチレンフィルム2と、基材フィルム4とを接着剤層3を介して積層したものである。線状低密度ポリエチレンフィルム2は、第1の線状低密度ポリエチレンフィルム層2aと第2の線状低密度ポリエチレンフィルム層2bとからなり、両フィルム層の接触面はブロッキング接着している。
【0024】
ポリエチレンフィルム2は、以下に示す方法を用いて作製することができる。まず、インフレーション方式のチューブ状フィルム製造装置を用いて、溶融した線状低密度ポリエチレンをチューブ状に押し出し、チューブ内に一定量の圧縮ガスを吹き込み、圧力でチューブが膨張して薄いチューブ状のフィルムを形成する。圧縮ガスとしては、HEPAフィルタを通した窒素ガス等の不活性ガスや空気を用いることができる。次いで、得られたチューブ状のフィルムを2つに折り畳んで重ね、引取り用ニップロール又は引取り用ニップロールの後に新たに設けた圧着ロールを用いて加圧しながら圧着して、フィルムの内面同士がブロッキング接着したポリエチレンフィルム2が得られる。
【0025】
このようにして形成される2層の線状低密度ポリエチレンフィルム2a及び2bとのブロッキング接着面は、外気に直接触れないため導入エアーをHEPAフィルターなどで無菌化することによって無菌状態となり、異物の進入をも防ぐことができる。
【0026】
ここで、内面同士がブロッキング接着したとは、接触している線状低密度ポリエチレンフィルム同志が接着剤や熱融着により接着されて完全に一体化して硬くなったものではなく、接触している線状低密度ポリエチレンフィルム同志が粘着(疑似接着)して柔軟な状態であることを指す。粘着は、フィルム全面にわたって発生していてもよいし、フィルムの一部に部分的に発生していてもよい。
【0027】
ブロッキング面の接着強度は、少なくとも積層フィルムを作製する際や、積層フィルムを巻き取る際に、剥離が生じない程度の強さであればよく、具体的には、180°剥離法で引張り速度50mm/分で測定した時50〜200g/15mm以上であることがは好ましく、80〜150g/15mmであることがより好ましい。
【0028】
線状低密度ポリエチレンは、エチレンとα−オレフィンとの共重合体であり、一般に中・低圧下の気相又は液相重合法、高圧改良下のイオン重合法で合成される。線状低密度ポリエチレンの物理的強度、機械的強度、熱的特性等のバランスを向上する観点から、共重合するα−オレフィンの炭素数は、3〜13であることが好ましく、4〜8であることがより好ましい。α−オレフィンとして、例えば、ブテン−1、オクテン−1、ヘキセン−1、4−メチルペンテン−1及びへプテン−1を用いることができる。
【0029】
線状低密度ポリエチレンは、0.870〜0.945g/cm3の密度を有することが好ましい。また、線状低密度ポリエチレンのメルトインデックス(以下、場合により、「MI」略す。)は、1〜10g/10分程度であることが好ましい。
【0030】
線状低密度ポリエチレンフィルム層2a及び2bの厚みは、それぞれ30〜80μm程度であることが好ましく、40〜60μmであることがより好ましい。
【0031】
積層フィルム1は、上述のポリエチレンフィルム2の一方の面に基材フィルム4を積層することで作製される。
【0032】
ポリエチレンフィルム2と、基材フィルム4との積層方法としては、例えば、接着剤層3を介して接着するドライラミネーション法、無溶剤ラミネーション法、ホットメルトラミネーション法及び押出しラミネーション法が挙げられる。ドライラミネーション法としては、具体的には、1液性又は2液性のポリウレタン系接着剤を用いて、ポリエチレンフィルム2と基材フィルム4とを積層することができる。また、押出しラミネーション法として、溶融したポリエチレン樹脂等のポリオレフィン樹脂を接着剤として用いてポリエチレンフィルム2と基材フィルム4とを積層するサンドラミネーション法を用いることができる。
【0033】
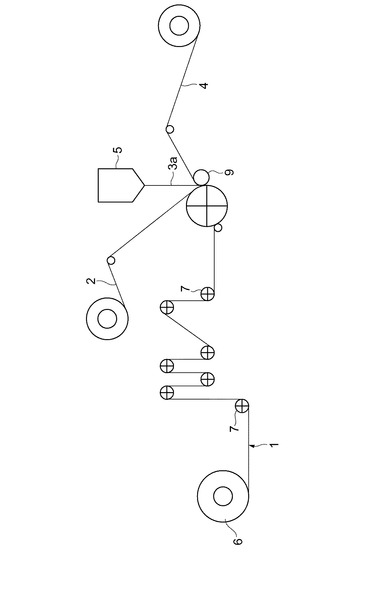
以下、サンドラミネーション法を用いて積層フィルム1を作製する工程について説明する。図2は、本実施形態に係る積層フィルムを作製するための工程図である。Tダイ5から押し出された溶融したポリオレフィン樹脂(接着剤)3aがポリエチレンフィルム2と基材フィルム4との間に流し込まれる。次いで、溶融したポリオレフィン樹脂3aが接着剤層3となり、ポリエチレンフィルム2と基材フィルム4とが接着剤層3を介して積層され、ニップロール9で加圧貼合わされて積層フィルム1が形成される。積層フィルム1は、複数の案内ロール7を経由したパスラインで搬送され、捲取られロール状の積層フィルム6が作製される。また、飲料水用の包装材料として製袋するに先立って、必要とする袋の大きさに応じて積層フィルム1を所定幅にスリットしながら捲取ることもできる。
【0034】
また、ラミネートするフィルム間の貼合せ接着力を向上するために、ラミネーションに先だって又はラミネーションと同時に、ラミネートする層のいずれか一方又は両方の貼合接着する面に、コロナ放電処理、オゾン処理、アンカーコート剤塗布などの方法による表面処理をすることもできる。
【0035】
基材フィルム4としては、二軸延伸ナイロンフィルムと二軸延伸ポリエステルフィルムよりなる群から選ばれた少なくとも一種のフィルムを用いることができる。二軸延伸ナイロンフィルムとしては、例えば、ナイロン−6(カプロラクタムの重合物)、ナイロン−66(ヘキサメチレンジアミンとアジピン酸の重合物)、MXD−6(メタキシリレンジアミンとアジピン酸の重合物)及びこれらの共重合物などのTダイ法やチューブラー法による単独又は共押出しの同時又は逐次二軸延伸フィルムが主として用いられる。中でも、ナイロン−6フィルムがコスト、製膜のし易さの面から好ましい。
【0036】
基材フィルムの二軸延伸ポリエステルフィルムは、例えば、ポリエチレンテレフタレート(テレフタル酸とエチレングリコールの重合物)、ポリブチレンテレフタレート(テレフタル酸とブチレングリコールの重合物)等の単独又は共重合物のTダイ法による二軸延伸フィルムが用いられる。中でも、ポリエチレンテレフタレートの単独又は共重合物が、コストの面から好ましい。
【0037】
基材フィルム層4の厚みは、10〜60μm程度であることが好ましく、10〜30μmであることがより好ましい。
【0038】
接着剤層3の厚みは、1〜5μm程度であることが好ましく、2〜4μmであることがより好ましい。
【0039】
(飲料水用包装材料の作製)
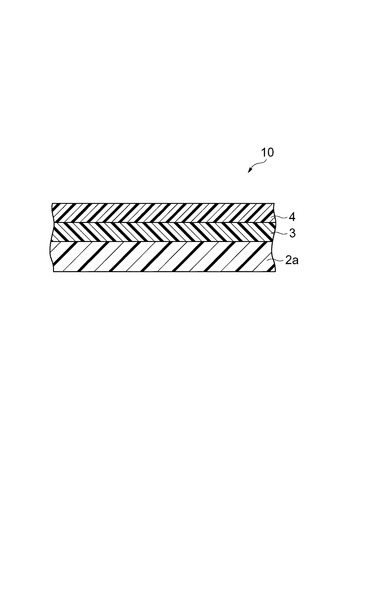
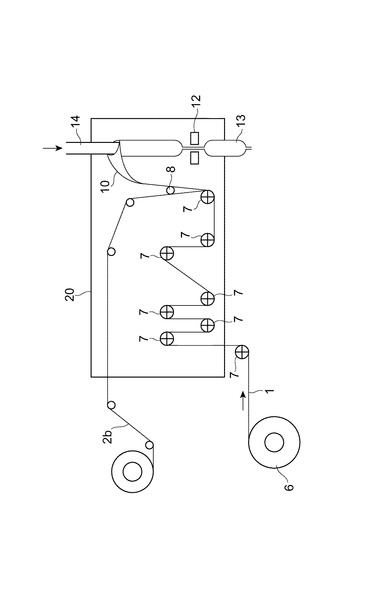
図3は、本実施形態に係る飲料水用包装材料の一実施形態を示す模式断面図である。飲料水用包装材料10は、上述の積層フィルム1からポリエチレンフィルム2bを除去することで作製される。図4は、本実施形態に係る飲料水用包装材料を作製するための工程図である。
【0040】
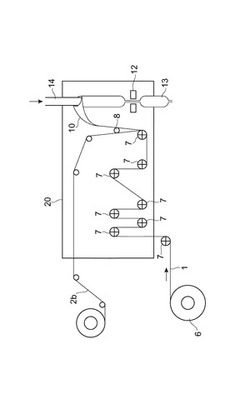
本実施形態に係る飲料水用包装材料の製造方法を、図4に基づき説明する。積層フィルム1を巻回したロール状の積層フィルム6から積層フィルム1が巻き出され、張力をかけながら無菌チャンバー20内に送り込まれ、複数の案内ロール7を経由したパスラインで搬送される。この際、必要とする袋の大きさに応じて積層フィルム1を所定幅にスリットすることができる。なお、スリット工程は、上述したように、積層フィルム1をロール状に巻き取る際に行ってもよい。次いで、ブロッキング接着したポリエチレンフィルム2a及び2bのブロッキング接着面は、セパレーター8で剥がされて、ポリエチレンフィルム2bが積層フィルム1から除去される。そして、ポリエチレンフィルム2bを取り除いた残りの積層フィルム部分が、飲料水用包装材料10となり、ポリエチレンフィルム2aのブロッキング接着面が製袋した場合の最内層となるように、筒状に成形され、縦シールバー11で縦シールされて飲料水を充填した後、横シールバー12で密封シールし切断されて充填袋13が得られる。
【0041】
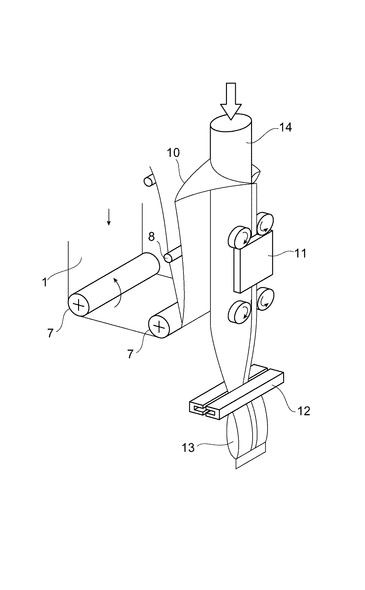
セパレーター8付近の拡大斜視図を図5に示す。セパレータ8としては、バー形状のものや回転ロール形状のものが用いられ、それらの断面形状や大きさは特に制限されない。また、材質としては、金属や、金属に梨地加工やメッキしたもの、テフロン(登録商標)やセラミックをコートしてフィルムとの摩擦係数を減少させるもの或いはプラスチック製のものが用いられる。いずれにせよ、セパレータは、フィルムとの摩擦抵抗が少なく耐摩耗性の良いものがよい。また、セパレーターの数は1つでも複数であってもよい。剥離時、剥離帯電が大きければ市販の除電バーや水蒸気噴霧による調湿によって静電気の影響を弱めることができる。
【0042】
このように、本実施形態に係る飲料水用包装材料の製造方法では、製袋直前に、互いにブロッキング接着している2層のポリエチレンフィルム層間のブロッキング接着面を剥離し、露出したブロッキング面が製袋した際の最内層となる。よって、特別な処理をすることなく、無菌状態であり、かつ、異物の混入の極めて少ない飲料水用の充填袋を作製することができる。
【実施例】
【0043】
以下、実施例を用いて本発明を説明するが、本発明は以下の実施例によって制限されるものではない。
【0044】
(実施例1)
<積層フィルムの作製>
ポリエチレンにα−オレフィン共重合体側鎖として、炭素数が6個の4−メチルペンテン1を導入した密度が0.915g/cm3、MIが4g/10分の線状低密度ポリエチレン(以下、「LL」と略す)樹脂を用いてインフレーション法により厚さ40μmのフィルムを成形し、引取り用ニップロールでフィルムを引取ると同時にチューブ状のフィルムを折畳んで加圧後、フィルムの両端の折曲げ部分をスリット刃で切り離すことにより内面が相互にブロッキング接着した合計厚み80μmの2層の線状低密度ポリエチレンフィルム(以下、「LLa−LLb」と略す)を得た。180°剥離法で引張り速度50mm/分で測定したポリエチレンフィルム間のブロッキング接着強度は、90g/15mmであった。
【0045】
上記「LLa/LLb」のLLa面と、積層面に2液性ポリウレタン系アンカーコート剤を塗布した厚さ15μmの二軸延伸ナイロンフィルム(以下、「ON」と略す。)との間に、接着剤層として、溶融した線状低密度ポリエチレン(密度:0.920g/cm3、MI:7、以下、「LL2」と略す。)を厚み25μmになるようにサンドラミネートしながら巻き取って、積層構成がON(15μm)/LL2(25μm)/LLa(40μm)−LLb(40μm)の合計厚み120μmの積層フィルムを得た。
【0046】
<飲料水用包装材料の作製>
この積層フィルムを幅430mmにスリットして、オリヒロ株式会社製の縦ピロー式自動製袋充填機にて水1kgを充填し200mm×250mm(フィルム面積は0.1m2)の充填袋を得た。充填に際して、充填機のフォーマーと案内ロールの間に梨地加工した直径10mmのステンレス製のセパレーターバーを設置し、このバーにより、ブロッキング接着したLLa−LLb部分をON/LL2/LLaと、LLbの2つのフィルムに分離してブロッキング接着を剥離し、LLbのみを除去しながら、ON/LL2/LLaを、LLaのブロッキング接着面が水と接するように袋状に成形し、内容物である水を充填した。
【0047】
(比較例1)
実施例1で得られた積層フィルムをLLbを剥離せずにそのまま用いて、LLbの外面が、水と接するように袋状に成形し、内容物である水を充填した。
【0048】
<飲料水用包装材料の評価>
(1)APX法
上記実施例及び比較例で作製した水充填袋を1分間シェイクした後、水を取り出して、水洗浄後の洗浄水中に分散したパーチィクルカウンターで測定した。水中の1.0μmの粒子数の測定結果を表1に示す。
【0049】
(2)培養法
上記実施例及び比較例で作製した水充填袋に水を充填する前に内部をふき取り検査し、日本食品分析センターに依頼し、標準寒天平板培養法により一般細菌数を、増菌培養法によりカビ数を、ポテトデキストロース(10%)寒天平板培養法により大腸菌を、ポテトデキストロース10%寒天平板培養法により酵母数を測定した。測定結果を表1に示す。
【0050】
(3)ATP法(キッコーマン法)
「食品衛生検査指針 微生物編」(厚生労働省監修)に収載されたATPふき取り検査に準拠して、作製した水充填袋に水を充填する前に内部をふき取り検査し、キッコーマン社製「ルミテスターPD−20」を用いて、10cm2当たりの相対発光量(RLU)を測定した。測定結果を表1に示す。
【0051】
【表1】

【符号の説明】
【0052】
1…積層フィルム、2…ポリエチレンフィルム、3a…接着剤、3…接着剤層、4…基材フィルム、5…Tダイ、6…ロール状の積層フィルム、7…案内ロール、8…セパレーター、9…ニップロール、10…飲料水用包装材料、11…縦シールバー、12…横シールバー、13…充填袋、14…充填物、20…無菌チャンバー。
【技術分野】
【0001】
本発明は、飲料水用包装材料及びその製造方法に関する。
【背景技術】
【0002】
充填された内容物の殺菌の方法としては、一旦内容物をプラスチック製フィルムに密封充填した後に120℃程度の高温加圧下で比較的長時間加熱処理するレトルト殺菌法、100℃以下の熱水中で加熱殺菌するボイル殺菌法、内容物のみを予め加熱しておき、加熱された状態の内容物を袋に充填してその熱でフィルムに付着した微生物を殺菌、滅菌するホットパック法、内容物を高温で短時間加熱処理し殺菌された内容物をこれとは別に殺菌したフィルムに充填する殺菌法がある。
【0003】
内容物とフィルムとを別々に殺菌して充填する方法における内容物の殺菌は、例えば、チューブ、プレート、掻き取り式の殺菌機に内容物を連続的に通しながら間接的に高温短時間加熱して殺菌する方法や、内容物に直接加熱蒸気を吹込んで加熱殺菌する方法が一般的である。また、フィルムの殺菌方法としては、フィルムに紫外線、γ線、電子線等の放射線を照射してバッチ式又は連続式に非加熱殺菌する方法、無菌チャンバー内でフィルムを連続的に送りながら高濃度の加熱過酸化水素水溶液に浸漬したり、過酸化水素水溶液を噴霧する方法、又は、過酢酸、次亜塩素酸水溶液に浸漬する方法等を用いた化学的に殺菌する方法がある。
【0004】
このようにして殺菌した内容物を無菌雰囲気の包装機械下で無菌フィルムに充填する方法は商業的無菌包装と呼ばれる。商業的無菌包装は、食中毒菌や病原菌が存在せず常温流通下において腐敗、変敗や経済的損失をもたらすような微生物が存在しないことを意味し、紙カートン容器やボトルに充填された牛乳、果汁飲料、ワイン、ヨーグルト等で実用化されている。
【0005】
一方、微生物的なレベルが商業的無菌までは至らないが、冷蔵庫などで冷蔵保存することにより保存期間を延長させるための無菌化処理を行う包装を無菌化包装と呼び、ボイル殺菌やホットパック殺菌包装がこれに相当する。
【0006】
近年、消費者の食品に対する本物の味の追求や安全性への要求、食の個食化、簡便化などが高まり無菌化包装の重要性が認識されてきている。商業的無菌包装においては、内容物は高温短時間で殺菌されるため、従来のレトルト法による殺菌に比較して、内容物の変質による味覚の変化が少なく食品本来の味覚が保持され易い。
【0007】
特許文献1には、過酸化水素水溶液で殺菌する自動製袋式無菌充填包装に適した複合フィルムが開示されている。また、特許文献2には、実質的に複数の袋を重ね合わせたものとして機能するプラスチックスフィルム製の多重袋の製造方法が開示され、特に、内容物が流動性であったり低温保存を要するものであったり、大容量であったりする場合に適した多重袋の製造方法が開示されている。さらに、特許文献3には、プラスチックスを含む物品を脱酸素剤および酸素検知剤と共に実質的に非通気性の袋又は容器に密封し酸素濃度0.5%以下に脱酸素した後に、放射線又は電子線を照射する放射線又は電子線照射による殺菌方法が開示されている。また、特許文献4及び5には、食品及び医薬品等の内容物を無菌状態で包装するために、包装袋に対して、放射線を照射することで殺菌を行う無菌包装方法が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−192017号公報
【特許文献2】特開2003−305783号公報
【特許文献3】特開平8−89561号公報
【特許文献4】特開平10−35623号公報
【特許文献5】特開2006−232381号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
これらの殺菌方法の中でも、特に過酸化水素水溶液を用いる方法は、強い殺菌力を有し信頼性が高いため商業的無菌包装用のフィルムの殺菌に実績がある。しかしながら、過酸化水素に対して化学的に安定で且つ過酸化水素を吸着し難いフィルムを用いる必要があるため、特殊なフィルム物性が要求され、使用される材料が限定される。また、過酸化水素水溶液に浸漬した包装材料に付着した過酸化水素水溶液を充分に除去するためには、充填機チャンバー内で包装材料を乾燥する工程が必要となり、製造工程が複雑となり易い。
【0010】
一方、飲料水用のPETボトルの場合、容器の殺菌は行われておらず、水による友洗いが一般に行われている。そのため、飲料水用ボトル内での従属栄養細菌の増殖や、水を取り出す際の大気の進入による腐敗が生じることがある。
【0011】
これに対し、飲料水用のバックインボックス(BIB)用ポリ袋の場合、γ線による殺菌が主流である。しかし、γ線照射によりポリ袋からの分解生成物や酸化防止剤、熱履歴をもった部位の再分解などにより、低分子の分解生成物であるケトン、アルデヒド、カルボン酸等が生成し、異臭・異味が生じることがある。また、水を充填後の殺菌処理は、シーラントPEからの溶出物の影響や、飲料水自身のクラスター構造が変化しやすく、おいしい水でなくなってしまうことがある。
【0012】
そこで、本発明は上記事情に鑑みてなされたものであり、より簡便な方法で飲料水の無菌充填を可能とする飲料水用包装材料の製造方法、及びこれにより作製される飲料水用包装材料を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、食品用多重袋の作製工程に着目し、上記課題の解決策について鋭意検討した。その結果、インフレーション法により作製されるチューブ状のポリエチレンフィルムを熱ブロッキングさせ、該熱ブロッキング面を内容物である飲料水と接する面として利用することが極めて有用であることを見出し、本発明を完成させるに至った。
【0014】
すなわち、本発明は、線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、上記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、積層フィルムからポリエチレンフィルムを1層除去する工程とを備える飲料水用包装材料の製造方法に関する。
【0015】
2層のポリエチレンフィルムの熱ブロッキング面は、その形成工程において外気にさらされないため商業無菌レベルの無菌性を保つことができる。このため、本発明の方法では、包装材料に特別な処理工程を加えることなく、簡便に飲料水の無菌充填を可能とする。
【0016】
熱ブロッキング面への異物の進入をより一層低減する観点から、上記チューブ状のフィルムの成形をHEPAフィルタを通した空気を吹き込みながら行うことが好ましい。
【0017】
また、上記基材フィルムが二軸延伸ナイロンフィルムであると、作製される包装材料の耐久性を向上することができる。
【0018】
本発明はまた、上記本発明の飲料水用包装材料の製造方法により作製される飲料水用包装材料に関する。この包装材料を用いることで、無菌状態の飲料水用充填袋を容易に作製することができる。
【発明の効果】
【0019】
本発明によれば、より簡便な方法で飲料水の無菌充填を可能とする飲料水用包装材料の製造方法、及びこれにより作製される飲料水用包装材料を提供することができる。
【図面の簡単な説明】
【0020】
【図1】本実施形態に係る積層フィルムの一実施形態を示す模式断面図である。
【図2】本実施形態に係る積層フィルムを作製するための工程図である。
【図3】本実施形態に係る飲料水用包装材料の一実施形態を示す模式断面図である。
【図4】本実施形態に係る飲料水用包装材料を作製するための工程図である。
【図5】図4に示すセパレータ8付近の拡大斜視図である。
【発明を実施するための形態】
【0021】
以下、場合により図面を参照しつつ本発明の好適な実施形態について詳細に説明する。なお、図面中、同一又は相当部分には同一符号を付し、重複する説明は省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。更に、図面の寸法比率は図示の比率に限られるものではない。
【0022】
本発明の飲料水用包装材料の製造方法は、線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、上記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、上記ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、積層フィルムからポリエチレンフィルムを1層除去する工程とを備える。
【0023】
(積層フィルムの作製)
図1は、本実施形態に係る積層フィルムの一実施形態を示す模式断面図である。積層フィルム1は、ブロッキング接着した2層の線状低密度ポリエチレンフィルム2と、基材フィルム4とを接着剤層3を介して積層したものである。線状低密度ポリエチレンフィルム2は、第1の線状低密度ポリエチレンフィルム層2aと第2の線状低密度ポリエチレンフィルム層2bとからなり、両フィルム層の接触面はブロッキング接着している。
【0024】
ポリエチレンフィルム2は、以下に示す方法を用いて作製することができる。まず、インフレーション方式のチューブ状フィルム製造装置を用いて、溶融した線状低密度ポリエチレンをチューブ状に押し出し、チューブ内に一定量の圧縮ガスを吹き込み、圧力でチューブが膨張して薄いチューブ状のフィルムを形成する。圧縮ガスとしては、HEPAフィルタを通した窒素ガス等の不活性ガスや空気を用いることができる。次いで、得られたチューブ状のフィルムを2つに折り畳んで重ね、引取り用ニップロール又は引取り用ニップロールの後に新たに設けた圧着ロールを用いて加圧しながら圧着して、フィルムの内面同士がブロッキング接着したポリエチレンフィルム2が得られる。
【0025】
このようにして形成される2層の線状低密度ポリエチレンフィルム2a及び2bとのブロッキング接着面は、外気に直接触れないため導入エアーをHEPAフィルターなどで無菌化することによって無菌状態となり、異物の進入をも防ぐことができる。
【0026】
ここで、内面同士がブロッキング接着したとは、接触している線状低密度ポリエチレンフィルム同志が接着剤や熱融着により接着されて完全に一体化して硬くなったものではなく、接触している線状低密度ポリエチレンフィルム同志が粘着(疑似接着)して柔軟な状態であることを指す。粘着は、フィルム全面にわたって発生していてもよいし、フィルムの一部に部分的に発生していてもよい。
【0027】
ブロッキング面の接着強度は、少なくとも積層フィルムを作製する際や、積層フィルムを巻き取る際に、剥離が生じない程度の強さであればよく、具体的には、180°剥離法で引張り速度50mm/分で測定した時50〜200g/15mm以上であることがは好ましく、80〜150g/15mmであることがより好ましい。
【0028】
線状低密度ポリエチレンは、エチレンとα−オレフィンとの共重合体であり、一般に中・低圧下の気相又は液相重合法、高圧改良下のイオン重合法で合成される。線状低密度ポリエチレンの物理的強度、機械的強度、熱的特性等のバランスを向上する観点から、共重合するα−オレフィンの炭素数は、3〜13であることが好ましく、4〜8であることがより好ましい。α−オレフィンとして、例えば、ブテン−1、オクテン−1、ヘキセン−1、4−メチルペンテン−1及びへプテン−1を用いることができる。
【0029】
線状低密度ポリエチレンは、0.870〜0.945g/cm3の密度を有することが好ましい。また、線状低密度ポリエチレンのメルトインデックス(以下、場合により、「MI」略す。)は、1〜10g/10分程度であることが好ましい。
【0030】
線状低密度ポリエチレンフィルム層2a及び2bの厚みは、それぞれ30〜80μm程度であることが好ましく、40〜60μmであることがより好ましい。
【0031】
積層フィルム1は、上述のポリエチレンフィルム2の一方の面に基材フィルム4を積層することで作製される。
【0032】
ポリエチレンフィルム2と、基材フィルム4との積層方法としては、例えば、接着剤層3を介して接着するドライラミネーション法、無溶剤ラミネーション法、ホットメルトラミネーション法及び押出しラミネーション法が挙げられる。ドライラミネーション法としては、具体的には、1液性又は2液性のポリウレタン系接着剤を用いて、ポリエチレンフィルム2と基材フィルム4とを積層することができる。また、押出しラミネーション法として、溶融したポリエチレン樹脂等のポリオレフィン樹脂を接着剤として用いてポリエチレンフィルム2と基材フィルム4とを積層するサンドラミネーション法を用いることができる。
【0033】
以下、サンドラミネーション法を用いて積層フィルム1を作製する工程について説明する。図2は、本実施形態に係る積層フィルムを作製するための工程図である。Tダイ5から押し出された溶融したポリオレフィン樹脂(接着剤)3aがポリエチレンフィルム2と基材フィルム4との間に流し込まれる。次いで、溶融したポリオレフィン樹脂3aが接着剤層3となり、ポリエチレンフィルム2と基材フィルム4とが接着剤層3を介して積層され、ニップロール9で加圧貼合わされて積層フィルム1が形成される。積層フィルム1は、複数の案内ロール7を経由したパスラインで搬送され、捲取られロール状の積層フィルム6が作製される。また、飲料水用の包装材料として製袋するに先立って、必要とする袋の大きさに応じて積層フィルム1を所定幅にスリットしながら捲取ることもできる。
【0034】
また、ラミネートするフィルム間の貼合せ接着力を向上するために、ラミネーションに先だって又はラミネーションと同時に、ラミネートする層のいずれか一方又は両方の貼合接着する面に、コロナ放電処理、オゾン処理、アンカーコート剤塗布などの方法による表面処理をすることもできる。
【0035】
基材フィルム4としては、二軸延伸ナイロンフィルムと二軸延伸ポリエステルフィルムよりなる群から選ばれた少なくとも一種のフィルムを用いることができる。二軸延伸ナイロンフィルムとしては、例えば、ナイロン−6(カプロラクタムの重合物)、ナイロン−66(ヘキサメチレンジアミンとアジピン酸の重合物)、MXD−6(メタキシリレンジアミンとアジピン酸の重合物)及びこれらの共重合物などのTダイ法やチューブラー法による単独又は共押出しの同時又は逐次二軸延伸フィルムが主として用いられる。中でも、ナイロン−6フィルムがコスト、製膜のし易さの面から好ましい。
【0036】
基材フィルムの二軸延伸ポリエステルフィルムは、例えば、ポリエチレンテレフタレート(テレフタル酸とエチレングリコールの重合物)、ポリブチレンテレフタレート(テレフタル酸とブチレングリコールの重合物)等の単独又は共重合物のTダイ法による二軸延伸フィルムが用いられる。中でも、ポリエチレンテレフタレートの単独又は共重合物が、コストの面から好ましい。
【0037】
基材フィルム層4の厚みは、10〜60μm程度であることが好ましく、10〜30μmであることがより好ましい。
【0038】
接着剤層3の厚みは、1〜5μm程度であることが好ましく、2〜4μmであることがより好ましい。
【0039】
(飲料水用包装材料の作製)
図3は、本実施形態に係る飲料水用包装材料の一実施形態を示す模式断面図である。飲料水用包装材料10は、上述の積層フィルム1からポリエチレンフィルム2bを除去することで作製される。図4は、本実施形態に係る飲料水用包装材料を作製するための工程図である。
【0040】
本実施形態に係る飲料水用包装材料の製造方法を、図4に基づき説明する。積層フィルム1を巻回したロール状の積層フィルム6から積層フィルム1が巻き出され、張力をかけながら無菌チャンバー20内に送り込まれ、複数の案内ロール7を経由したパスラインで搬送される。この際、必要とする袋の大きさに応じて積層フィルム1を所定幅にスリットすることができる。なお、スリット工程は、上述したように、積層フィルム1をロール状に巻き取る際に行ってもよい。次いで、ブロッキング接着したポリエチレンフィルム2a及び2bのブロッキング接着面は、セパレーター8で剥がされて、ポリエチレンフィルム2bが積層フィルム1から除去される。そして、ポリエチレンフィルム2bを取り除いた残りの積層フィルム部分が、飲料水用包装材料10となり、ポリエチレンフィルム2aのブロッキング接着面が製袋した場合の最内層となるように、筒状に成形され、縦シールバー11で縦シールされて飲料水を充填した後、横シールバー12で密封シールし切断されて充填袋13が得られる。
【0041】
セパレーター8付近の拡大斜視図を図5に示す。セパレータ8としては、バー形状のものや回転ロール形状のものが用いられ、それらの断面形状や大きさは特に制限されない。また、材質としては、金属や、金属に梨地加工やメッキしたもの、テフロン(登録商標)やセラミックをコートしてフィルムとの摩擦係数を減少させるもの或いはプラスチック製のものが用いられる。いずれにせよ、セパレータは、フィルムとの摩擦抵抗が少なく耐摩耗性の良いものがよい。また、セパレーターの数は1つでも複数であってもよい。剥離時、剥離帯電が大きければ市販の除電バーや水蒸気噴霧による調湿によって静電気の影響を弱めることができる。
【0042】
このように、本実施形態に係る飲料水用包装材料の製造方法では、製袋直前に、互いにブロッキング接着している2層のポリエチレンフィルム層間のブロッキング接着面を剥離し、露出したブロッキング面が製袋した際の最内層となる。よって、特別な処理をすることなく、無菌状態であり、かつ、異物の混入の極めて少ない飲料水用の充填袋を作製することができる。
【実施例】
【0043】
以下、実施例を用いて本発明を説明するが、本発明は以下の実施例によって制限されるものではない。
【0044】
(実施例1)
<積層フィルムの作製>
ポリエチレンにα−オレフィン共重合体側鎖として、炭素数が6個の4−メチルペンテン1を導入した密度が0.915g/cm3、MIが4g/10分の線状低密度ポリエチレン(以下、「LL」と略す)樹脂を用いてインフレーション法により厚さ40μmのフィルムを成形し、引取り用ニップロールでフィルムを引取ると同時にチューブ状のフィルムを折畳んで加圧後、フィルムの両端の折曲げ部分をスリット刃で切り離すことにより内面が相互にブロッキング接着した合計厚み80μmの2層の線状低密度ポリエチレンフィルム(以下、「LLa−LLb」と略す)を得た。180°剥離法で引張り速度50mm/分で測定したポリエチレンフィルム間のブロッキング接着強度は、90g/15mmであった。
【0045】
上記「LLa/LLb」のLLa面と、積層面に2液性ポリウレタン系アンカーコート剤を塗布した厚さ15μmの二軸延伸ナイロンフィルム(以下、「ON」と略す。)との間に、接着剤層として、溶融した線状低密度ポリエチレン(密度:0.920g/cm3、MI:7、以下、「LL2」と略す。)を厚み25μmになるようにサンドラミネートしながら巻き取って、積層構成がON(15μm)/LL2(25μm)/LLa(40μm)−LLb(40μm)の合計厚み120μmの積層フィルムを得た。
【0046】
<飲料水用包装材料の作製>
この積層フィルムを幅430mmにスリットして、オリヒロ株式会社製の縦ピロー式自動製袋充填機にて水1kgを充填し200mm×250mm(フィルム面積は0.1m2)の充填袋を得た。充填に際して、充填機のフォーマーと案内ロールの間に梨地加工した直径10mmのステンレス製のセパレーターバーを設置し、このバーにより、ブロッキング接着したLLa−LLb部分をON/LL2/LLaと、LLbの2つのフィルムに分離してブロッキング接着を剥離し、LLbのみを除去しながら、ON/LL2/LLaを、LLaのブロッキング接着面が水と接するように袋状に成形し、内容物である水を充填した。
【0047】
(比較例1)
実施例1で得られた積層フィルムをLLbを剥離せずにそのまま用いて、LLbの外面が、水と接するように袋状に成形し、内容物である水を充填した。
【0048】
<飲料水用包装材料の評価>
(1)APX法
上記実施例及び比較例で作製した水充填袋を1分間シェイクした後、水を取り出して、水洗浄後の洗浄水中に分散したパーチィクルカウンターで測定した。水中の1.0μmの粒子数の測定結果を表1に示す。
【0049】
(2)培養法
上記実施例及び比較例で作製した水充填袋に水を充填する前に内部をふき取り検査し、日本食品分析センターに依頼し、標準寒天平板培養法により一般細菌数を、増菌培養法によりカビ数を、ポテトデキストロース(10%)寒天平板培養法により大腸菌を、ポテトデキストロース10%寒天平板培養法により酵母数を測定した。測定結果を表1に示す。
【0050】
(3)ATP法(キッコーマン法)
「食品衛生検査指針 微生物編」(厚生労働省監修)に収載されたATPふき取り検査に準拠して、作製した水充填袋に水を充填する前に内部をふき取り検査し、キッコーマン社製「ルミテスターPD−20」を用いて、10cm2当たりの相対発光量(RLU)を測定した。測定結果を表1に示す。
【0051】
【表1】
【符号の説明】
【0052】
1…積層フィルム、2…ポリエチレンフィルム、3a…接着剤、3…接着剤層、4…基材フィルム、5…Tダイ、6…ロール状の積層フィルム、7…案内ロール、8…セパレーター、9…ニップロール、10…飲料水用包装材料、11…縦シールバー、12…横シールバー、13…充填袋、14…充填物、20…無菌チャンバー。
【特許請求の範囲】
【請求項1】
線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、前記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、
前記ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、
前記積層フィルムからポリエチレンフィルムを1層除去する工程と、
を備える、飲料水用包装材料の製造方法。
【請求項2】
前記チューブ状のフィルムの成形をHEPAフィルタを通した圧縮ガスを吹き込みながら行う、請求項1記載の方法。
【請求項3】
前記基材フィルムが、二軸延伸ナイロンフィルムである、請求項1又は2記載の方法。
【請求項4】
請求項1〜3のいずれか一項に記載の飲料水用包装材料の製造方法により作製される、飲料水用包装材料。
【請求項1】
線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、前記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、
前記ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、
前記積層フィルムからポリエチレンフィルムを1層除去する工程と、
を備える、飲料水用包装材料の製造方法。
【請求項2】
前記チューブ状のフィルムの成形をHEPAフィルタを通した圧縮ガスを吹き込みながら行う、請求項1記載の方法。
【請求項3】
前記基材フィルムが、二軸延伸ナイロンフィルムである、請求項1又は2記載の方法。
【請求項4】
請求項1〜3のいずれか一項に記載の飲料水用包装材料の製造方法により作製される、飲料水用包装材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−56607(P2012−56607A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−203226(P2010−203226)
【出願日】平成22年9月10日(2010.9.10)
【出願人】(000116828)旭化成パックス株式会社 (31)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月10日(2010.9.10)
【出願人】(000116828)旭化成パックス株式会社 (31)
【Fターム(参考)】
[ Back to top ]