
飲食品容器用パッキン、並びに当該パッキンを使用した液体容器用蓋及び蓋付液体容器
【課題】 臭気の発生、及び、異物の混入のおそれの低い飲食品用パッキンの提供。
【解決手段】 飲食品を収納する容器に用いられるパッキンにおいて、溶融状態の熱可塑性樹脂組成物に対して、発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、前記発泡剤が、超臨界二酸化炭素であり、発泡体密度が40〜300kg/m3であることを特徴とする、飲食品容器用パッキン。
【解決手段】 飲食品を収納する容器に用いられるパッキンにおいて、溶融状態の熱可塑性樹脂組成物に対して、発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、前記発泡剤が、超臨界二酸化炭素であり、発泡体密度が40〜300kg/m3であることを特徴とする、飲食品容器用パッキン。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飲食容器に用いられるパッキンに関し、より詳細には、ウォーターサーバに用いられる液体容器の蓋に使用されるパッキンに関する。
【背景技術】
【0002】
家庭や職場において、おいしい水を飲料用などとして常に手軽に使用することができるように、ウォーターサーバが設置される。当該ウォーターサーバは、水を出す蛇口を備えた本体を有し、当該本体の上にウォーターボトルを設置して、当該蛇口からいつでもおいしい水が出るようにして設置される。
【0003】
当該ウォーターボトルは、本体上に開口部を下側にして搭載される。この際に、水が外部に漏れださないようにするために、ウォーターボトルの蓋にはパッキンが設けられている。当該パッキンは、一般的に独立気泡の発泡体が用いられているが、当該パッキンに臭気が発生すると、これが水に移り、水の品質を低めるという問題があった。そこで当該問題を解決すべく、様々な検討がなされている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−30679号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来のパッキンは、臭気の問題の他に、当該パッキン内部に黒色の異物が混入することがあることが問題となっていた。当該異物についても、飲食品に用いられるパッキンであるため、問題視されていた。そこで、本発明は、臭気の発生、及び、異物の混入のおそれの低い飲食品用パッキンを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、当該臭気及び異物の混入の原因がパッキンの発泡の際に用いられる化学発泡剤によるものであることを見出し、本発明に至った。
【0007】
本発明(1)は、飲食品を収納する容器に用いられるパッキンにおいて、
溶融状態の熱可塑性樹脂組成物に対して、発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、
前記発泡剤が、超臨界二酸化炭素であり、
前記発泡体の密度が40〜300kg/m3であることを特徴とする、飲食品容器用パッキンである。
【0008】
本発明(2)は、前記発泡体の断面における気泡の数が、150〜400個/mm2である、前記発明(1)の飲食品容器用パッキンである。
【0009】
本発明(3)は、前記発泡体の断面における気泡径が50μm以下である気泡の個数比率が、全体の50%以上である、前記発明(1)又は(2)の飲食品容器用パッキンである。
【0010】
本発明(4)は、前記含浸が、温度31℃以上、圧力7.3MPa以上の系内で行われる、前記発明(1)〜(3)のいずれか一つの飲食品容器用パッキンである。
【0011】
本発明(5)は、前記発泡体が、減圧の際の押出し成形を経て長尺シート状に形成されたものである、前記発明(1)〜(4)のいずれか一つの飲食品容器用パッキンである。
【0012】
本発明(6)は、前記熱可塑性樹脂組成物が、ポリオレフィン樹脂を含む、前記発明(1)〜(5)のいずれか一つの飲食品容器用パッキンである。
【0013】
本発明(7)は、開口部を鉛直下向きに位置させ使用する液体容器に用いられる蓋において、
底部と、
当該底部の外周を覆い、前記底部と液密に接合された円筒状外壁と、
前記底部の円筒状外壁内より内側の少なくとも周囲部分に設けられたパッキンと、を有し、
前記パッキンが、前記発明(1)〜(6)のいずれか一つのパッキンである、液体容器用蓋である。
【0014】
本発明(8)は、前記底部の前記円筒状外壁よりも内側に設けられ、前記底部と液密に接合された円筒状内壁と、
前記底部の円筒状内壁内側に設けられた液体導出孔と、
を有し、
前記パッキンが、前記底部の前記外壁及び内壁の間部分に備えられており、
該液体容器用蓋がウォーターサーバのボトルタンク用である、前記発明(7)の液体容器用蓋である。
【0015】
本発明(9)は、前記発明(7)又は(8)の液体容器用蓋と、
液体を収納する液体容器と、
前記底部に設けられたパッキン及び前記蓋の円筒状外壁に対して液密に接続する開口部と、を有する液体容器とを有する、蓋付液体容器である。
【0016】
本発明(10)は、飲食品を収納する容器に用いられる発泡体からなるパッキンを製造する方法において、
熱可塑性樹脂組成物を溶融させる工程と、
溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する工程と、
前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る工程と、を有し、
前記発泡剤が、超臨界二酸化炭素である、パッキンの製造方法である。
【0017】
本発明(11)は、前記含浸する工程が、温度31℃以上、圧力7.3MPa以上の系内で行われる請求項10記載のパッキンの製造方法である。
【0018】
本発明(12)は、前記発泡体を得る工程が、減圧の際の押出し成形を経て長尺シート状発泡体を得る工程であり、
前記長尺シート状発泡体から型抜き加工をしてパッキンを得る工程を更に有する、前記発明(10)又は(11)のパッキンの製造方法である。
【発明の効果】
【0019】
本発明によれば、発泡剤として超臨界二酸化炭素を用いることにより、製造後、当該発泡剤は気体の二酸化炭素となり、臭いや、黒色異物の原因物質が残らないという効果を奏する。加えて、発泡剤として超臨界二酸化炭素を選択することによって、気泡径が小さく、キメの細かい発泡体を得ることができるため、発泡内に生成される気泡が独立気泡となりやすく、液密性や気密性を担保しやすくなる。また、超臨界ガスの中でも、超臨界二酸化炭素を選択することによって、気泡径が小さくなりすぎず、適度な大きさとなるため、発泡体が適度な変形性を有し、容器の開口部と蓋の間に挟むことにより液密構造を形成しやすくなる。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明に係る飲食品容器用パッキンの概略構成図である。
【図2】図2は本発明に係る液体容器用蓋の概略構成図であり、詳細には、図2(a)は平面図であり、図2(b)は斜視図であり、図2(c)はAA’断面図である。
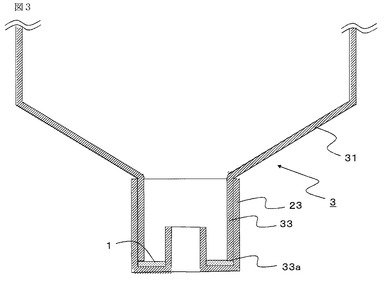
【図3】図3は、本発明に係る液体容器用蓋2を液体容器3の開口部に装着した状態を示す断面図である。
【図4】図4は、液体容器用蓋2を装着した液体容器3が、ウォーターサーバ本体4に装着されて使用される様子を示す図である。
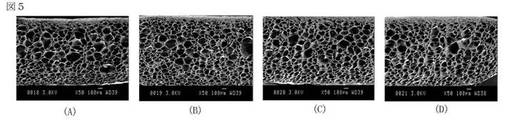
【図5】図5は、実施例の発泡体の断面のSEM写真(A〜D)である。
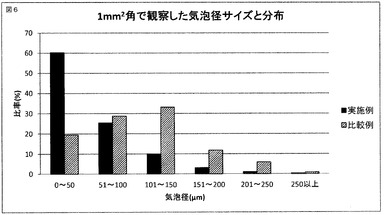
【図6】図6は、実施例の発泡体の気泡径の個数分布である。
【図7】図7は、比較例で使用した発泡体の熱分解実験のデータである。
【図8】図8は、比較例で使用した発泡剤の熱分解実験のデータである。
【発明を実施するための形態】
【0021】
本発明は、飲食品を収納する容器において、液密性や気密性を担保するために用いられるパッキンである。本発明のパッキンは、溶融状態の熱可塑性樹脂組成物に対して発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、前記発泡剤が、超臨界二酸化炭素であることを特徴とする。化学発泡剤を使用する場合とは異なり、超臨界二酸化炭素を用いることによって、製造工程で用いた発泡剤は、気体の二酸化炭素となるため、臭いや、黒色異物の原因とはならず、更には飲食品内に混入しても人体に害を及ぼさない。加えて、超臨界二酸化炭素を選択することによって、気泡径が小さく、キメの細かい発泡体を得ることができるため、発泡内に生成される気泡が独立気泡となりやすく、液密性や気密性を担保しやすくなる。また、超臨界ガスの中でも、超臨界二酸化炭素を選択することによって、気泡径が小さくなりすぎず、適度な大きさとなるため、発泡体が適度な変形性を有し、容器の口と蓋の間に挟むことにより液密構造を形成しやすくなる。
【0022】
本発明に係るパッキンに用いられる発泡体の密度は、40〜300kg/m3であり、40〜250kg/m3が好適であり、40〜100kg/m3がより好適である。発泡体の密度は、JIS−K7222に準じて測定する。
【0023】
発泡体の断面における気泡の数は、150〜400個/mm2が好適であり、200〜300個/mm2がより好適であり、230〜270個/mm2が更に好適である。発泡体の断面における気泡の数は、発泡体を切断した断面において、任意で決めた8点以上の1mm×1mmの視野内に含まれる気泡の数の平均値により算出される。このような範囲の気泡の数を有することは、発泡体内に気泡がきめ細かく形成されていることを意味する。したがって、このような範囲に設定することで、発泡体の一面から、他方の面に対して液体が通過しようとする場合には、多数の壁面が形成されることとなり、仮に一部に連通した気泡が含まれる欠陥が生じていたとしても、その他の気泡の独立性の担保によって当該欠陥を補い、結果的に液体が通過しにくくなり、高い液密性が得られるという効果を奏する。
【0024】
尚、押出し成形により連続長尺シートの形成を経て製造されるなどして気泡が楕円球状となる発泡体である場合には、その発泡体の断面において、気泡が楕円になる方向(長手方向に平行な方向等)と、気泡が円になる(又は最小長径の楕円となる)方向(長手方向に垂直な方向)とが現れる。この場合は、発泡体の断面における気泡の数は、前記長手方向に垂直な方向の断面において観察された値とする。
【0025】
発泡体の断面における気泡径が50μm以下である気泡の個数比率が、断面における気泡の全体の個数に対して、50%以上であることが好適である。また、断面における気泡径が100μm以下である気泡の個数比率が、断面における気泡の全体の個数に対して、80%以下であることが好適である。気泡の比率は、発泡体を切断した断面において、任意で決めた8点以上の1mm×1mmの視野内に含まれる気泡の径と数に係る分布により、算出される。当該範囲の気泡を有することにより、気泡の大きさが小さくなるため、気泡の独立性が担保されやすくなり、液密性が高まる。
【0026】
尚、押出し成形により連続長尺シートの形成を経て製造されるなどして気泡が楕円球状となる発泡体である場合には、気泡の個数比率は、気泡が円形になる(又は長径が最小値の楕円になる)方向(長手方向に垂直な方向)の断面において観察された値とする。なお、気泡が真球状ではない場合には、長手方向に垂直な方向の断面における気泡形状の長径を基準に気泡径を評価した。
【0027】
(発泡体)
本発明において使用する発泡体は、溶融状態の熱可塑性樹脂組成物と、発泡剤と、を混合し押出成形することにより得られる独立気泡を有する発泡体材料からなる。
【0028】
熱可塑性樹脂組成物
発泡体に使用される熱可塑性樹脂組成物は、ポリオレフィン樹脂を含むことが好適である。ポリオレフィン樹脂として用いられるポリマーは、特に限定されないが、ポリプロピレン、ポリエチレン、プロピレン−エチレン共重合体等が挙げられる。
【0029】
熱可塑性樹脂組成物は、特に限定されないが、ポリプロピレンを含有する樹脂を使用することが好適である。使用するポリプロピレンとしては、プロピレンモノマー成分を含むポリマー材料であれば、特に限定されないが、例えば、ポリプロピレン、プロピレン−エチレン共重合体が挙げられる。
【0030】
また、ここで用いる熱可塑性樹脂組成物の主たる成分は、融点150℃以上でJIS−K7210に規定される230℃、2.16kgfにおけるMFRが5g/10分以下であることが好適であり、3g/10分以下であることがより好適であり、1g/10分以下であることが更に好適である。熱可塑性樹脂組成物の主たる成分はポリプロピレン材料であることが好適である。尚、主たる成分とは、熱可塑性樹脂組成物中の最も多くの割合(重量基準)を占める成分を意味する。
【0031】
また、ポリプロピレンの結晶化率は、30〜100%が好適であり、30〜80%がより好適であり、30〜70%が更に好適である。当該範囲とすることにより、発泡成形時により冷却固化しやすく、微細なセルの発泡体を得ることができる。尚、結晶化率は、JIS−K7121プラスチックの転移温度測定方法を参考に算出する。予め200℃にて融解させ、10℃/分の冷却速度で冷却させた試料を昇温10℃/分にて融解させ、融解エネルギーを得る。比較材料としてJIS−K7210に規定される230℃,2.16kgfで評価されたMFRが40g/10分以上のホモポリプロピレン樹脂を同様に測定し得られた融解エネルギー時の結晶化度を100%として評価したいサンプルの結晶化度を算出する。MFRが40g/10分以上のホモポリプロピレンは、融解エネルギーがほぼ一定になるためサチュレートと判断しMFR40以上の材料を比較材料とする。
【0032】
また、ポリプロピレンの結晶化温度(Tc)は、90〜130℃が好適であり、95〜130℃がより好適であり、100〜130℃が更に好適である。当該範囲とすることにより、発泡成形時により冷却固化しやすく、微細なセルの発泡体を得ることができる。尚、結晶化温度は、JIS−K7121に準じて評価した。
【0033】
上記主成分のポリプロピレンに対して、高溶融張力ポリプロピレンを添加するのが好適である。高溶融張力ポリプロピレンは、200℃における溶融張力が、5〜50cNが好適である。添加する場合には、高溶融張力ポリプロピレンの融解温度は、主たる成分の融解温度に対して好ましくは±10℃の範囲、結晶化温度に対して好ましくは±20℃、より好ましくは±15℃である。融解温度が上記の範囲を外れると、複数の材料を混練する際に分散不良が生じる可能性があり、結晶温度が上記の範囲を外れると、発泡により気泡成長した溶融樹脂が冷却固化される温度が不均一となり微細な気泡径が得られない可能性がある。融解温度、結晶化温度はJIS−K7121を参考に算出される。上記高溶融張力ポリプロピレンは市販のものが使用でき、具体的にはサンアロマー社の「HMS−PP」、日本ポリプロ社の「ニューフォーマー」などが挙げられる。高溶融張力ポリプロピレンは、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、1〜50重量部が好適であり、10〜40重量部がより好適であり、20〜30重量部が更に好適である。高溶融張力を示すポリプロピレンを使用することで、熱可塑性樹脂組成物の歪硬化性が増し、成形時の気泡の合一を抑制し、セルの細かい独立気泡体が得られる。特に、熱可塑性樹脂組成物の主たる成分としてランダムポリプロピレンを選択し、高溶融張力ポリプロピレンを組み合わせて使用することで、よりいっそう微細なセルが得られる。
【0034】
上記ポリプロピレンに対してポリエチレンを添加してもよい。用いる場合にはポリエチレンの中でも、低密度ポリエチレンを使用することが好適である。低密度ポリエチレンの密度は、好ましくは910〜940kg/m3であり、より好ましくは、915〜938kg/m3であり、更に好ましくは920〜935kg/m3である。低密度ポリエチレンの含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、好ましくは20〜80重量部であり、より好ましくは25〜60重量部であり、更に好ましくは30〜50重量部である。低密度ポリエチレンを含有することによって柔軟性が得られるとともに歪が改善されやすくなる。
【0035】
ポリオレフィン樹脂の含有量は、熱可塑性樹脂組成物全体100重量部に対して、30〜80重量部が好適であり、40〜80重量部がより好適であり、45〜80重量部が更に好適である。ポリプロピレンの含有量は、ポリオレフィン樹脂全体100重量部に対して、30〜80重量部が好適であり、40〜80重量部がより好適であり、70〜80重量部が更に好適である。
【0036】
その他、熱可塑性樹脂材料の中には、エラストマー、顔料、酸化防止剤、発泡核剤、結晶造核剤等が含まれていてもよい。
【0037】
エラストマーとしては、特に限定されないが、スチレン系エラストマーや、エチレンプロピレンジエンゴムや、エチレンプロピレンゴム等の熱可塑性エラストマーが挙げられる。これらのエラストマーを含有することにより、発泡体に柔軟性を付与する効果を奏する。エラストマーのMFRは、特に限定されないが、JIS−K7210に規定される230℃、2.16kgfにおけるMFRが、好ましくは0〜5g/10分であり、より好ましくは0〜4g/10分であり、更に好ましくは0〜3g/10分である。これらのエラストマーの含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜80重量部が好適であり、20〜75重量部がより好適であり、40〜60重量部が更に好適である。
【0038】
顔料としては、特に限定されないが、例えば、酸化チタン等が挙げられる。顔料の含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜25重量部が好適であり、0.1〜20重量部がより好適であり、0.1〜15重量部が更に好適である。
【0039】
酸化防止剤としては、特に限定されないが、例えば、フェノール系酸化防止剤として株式会社ADEKA社製アデカスタブAO−60やチバジャパン株式会社製イルガノックス1010などが挙げられる。酸化防止剤の含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜3.0重量部が好適であり、0.1〜1.0重量部がより好適であり、0.15〜0.5重量部が更に好適である。
【0040】
発泡核剤としては、特に限定されないが、例えば、シリカ、タルクなどが挙げられる。発泡核剤を使用することによって、得られる気泡サイズを調整することができる。発泡核剤の含有量は、特に限定されないが、例えば、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜20重量部が好適であり、1〜15重量部がより好適であり、2〜10重量部が更に好適である。
【0041】
結晶核剤としては、特に限定されないが、例えば、新日本理化株式会社のゲルオールや株式会社ADEKAのアデカスタブNA11などが挙げられる。
【0042】
本発明のパッキンに使用される発泡剤は、熱可塑性樹脂組成物を溶融させる工程と、溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する工程と、前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る工程と、を経て製造される。ここで前記発泡剤は、超臨界二酸化炭素である。以下、各工程について詳細に説明する。
【0043】
まず、熱可塑性樹脂組成物を溶融させる。より詳細には、熱可塑性樹脂組成物の各成分をシングル又はタンデム型(押出機が2台連結したタイプ)の押出機に投入し、溶融ゾーンで溶解する。尚、当該工程において用いる熱可塑性樹脂材料は、あらかじめ、2軸押出機、ニーダー、バンバリーミキサー等の樹脂混合機械を用いて、各成分を溶融混合し、ペレット化したものを用いることが好適である。
【0044】
続く工程において、溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する。ここで用いる発泡剤は、超臨界二酸化炭素である。溶融ゾーン付近に設けられたインジェクションノズルよりガス供給機により昇圧され超臨界状態になった二酸化炭素を押出機内に吐出し、溶融された熱可塑性樹脂組成物中に溶解させる。超臨界二酸化炭素を押出機中に導入して、溶融した熱可塑性樹脂組成物に溶解させて発泡剤が熱可塑性樹脂組成物に溶解した状態とする。
【0045】
ここで用いる超臨界二酸化炭素を用いることにより、発泡体のセル径を微細化できる。また、超臨界二酸化炭素の圧力は、7.3MPa以上が必要であり、8MPa以上がより好適であり、9MPa以上が更に好適である。尚、上限は特に限定されないが、例えば、20MPa以下である。
【0046】
次の工程において、前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る。押出機の中で溶融した熱可塑性樹脂組成物に対して超臨界二酸化炭素を導入し温度31℃以上、圧力7.3MPa以上の状態として、ダイ口から吐出して大気圧で減圧されて発泡されるまでの間、維持することにより、小さくきめの細かい発泡セルを有する発泡体が得られる。尚、温度31℃以上、圧力7.3MPa以上とすることにより、二酸化炭素が超臨界状態を保つことができるため、熱可塑性樹脂組成物と超臨界二酸化炭素が均一性よく混合される。温度の上限値は、特に限定されないが、例えば、熱可塑性樹脂組成物が熱分解しない程度の温度を設定することができ、例えば、300℃である。
【0047】
また、熱可塑性樹脂組成物と超臨界二酸化炭素の混合において、大気解放されて上記の圧力以下とならないように2台以上を連結した押出機(タンデム型押出機)を使用し、混合押出処理する工程ライン長をより長くして、混合物の温度を低下させるなどして温度調整を行うことが好適である。発泡直前の熱可塑性樹脂組成物は、当該組成物の流動点付近の温度を有することが好適である。温度を低く保つことにより、発泡前後での圧力差が大きくなり、気泡成長核が多数発生して、きめの細かい発泡体が得られる。また、発泡後、熱可塑性樹脂組成物をより速やかに冷却し、固化させることができる。そのため、気泡の成長を早期に止めることができ、セル径が小さい独立気泡の発泡体が得られやすくなる。
【0048】
押出機におけるダイ構造は、特に限定されず、Tダイ、サーキュラーダイが挙げられる。これらの中でも、厚みが均一な発泡シートが得られるため、サーキュラーダイが好適である。サーキュラーダイを用いた場合には円筒状の発泡体が得られるが、一辺を切開することでシート状に成形できる。このようにして、押出し成形の際に、Tダイを選択することにより直接的、又は、サーキュラーダイを選択することにより円筒状の発泡体を経て、長尺シート状発泡体を連続成形することができる。更に、前記長尺シート状発泡体から型抜き加工などにより切り取りパッキンの形状とする。
【0049】
上記発泡体は、飲食品容器用パッキンとして使用される。図1は、本発明に係る飲食品容器用パッキンの概略構成図である。本発明の飲食品容器用パッキン1は、円盤状を有する本体11と、当該本体の中心に形成された円形孔13とを有する。当該パッキンは、上記の超臨界二酸化炭素を用いて発泡させた発泡体により構成されるため、臭気や、黒い残留物が残らず、清潔なパッキンとなる。発泡剤として超臨界二酸化炭素を選択することにより、得られる発泡体のセルが細かく、更にこれらのセルは独立気泡であるため、適度な柔軟性と、高い液密性を有する。
【0050】
また、本発明に係る飲食品容器用パッキン1は、液体容器の蓋に用いられることが好適である。図2は、本発明に係る液体容器用蓋の概略構成図である。図2(a)は平面図であり、図2(b)は斜視図であり、図2(c)はAA’断面図である。
【0051】
液体容器用蓋2は、円盤形の底部21と、当該底部の外周を覆い、前記底部と液密に接合された円筒状外壁23と、前記底部の前記円筒状外壁よりも内側に設けられ、前記底部と液密に接合された円筒状内壁25と、前記底部の円筒状内壁内側に設けられた液体導出孔27と、前記底部の前記外壁及び内壁の間部分に備えられたパッキン1と、を備える。ここで当該パッキン1は、先に説明した本発明に係るパッキンである。
【0052】
液体容器用蓋2は、ウォーターサーバのボトルタンク用の液体容器3などの開口部に取り付けて使用される。図3は、本発明に係る液体容器用蓋2を液体容器3の開口部に装着した状態を示す断面図である。液体容器3は、液体を収納する液体容器本体31と、前記底部に設けられたパッキン及び前記蓋の円筒状外壁に対して液密に接続する開口部33とを有する。ここでは、液体容器の開口部の先端33aがパッキン1に対して密着するように装着され、液体容器本体中の液が、開口部33と、円筒状内壁外23との間から漏れないような構造となる。
【0053】
図4に示すように、液体容器用蓋2を装着した液体容器3は、ウォーターサーバ本体4に装着されて使用される。ウォーターサーバ本体4には、液体容器用蓋2を介して液体容器3を装着する装着口41と、当該装着口から送られた液体を放出する蛇口42とを有する。より詳細には、液体容器用蓋2の液体導出孔27を介して、液体容器内の液体がウォーターサーバの装着口41に供給される。このように、液体容器の開口部を下に向けてウォーターサーバ本体に装着しても、パッキンを有することにより、液が外に漏れない構造となる。
【実施例】
【0054】
(実施例)
主たる成分としてJIS−K7120に規定される230℃、2.16kgfにおけるMFRが0.5g/10分のランダムポリプロピレン100重量部に、更に、JIS−K7121に規定される融解温度が主たる成分(前記ランダムポリプロピレン)に対してマイナス10℃以内の高溶融張力ポリプロピレン(溶融張力26cN)25重量部、密度が931kg/m3のポリエチレン30重量部、JIS−K7210に規定される230℃、2.16kgfのMFRが0(つまり流動しない)のエチレンプロピレンゴム55重量部、発泡核剤としてシリカ9重量部、さらに顔料3重量部を混合した熱可塑性樹脂組成物を日本製鋼所製2軸押出機で溶融・調製し、超臨界二酸化炭素を温度31℃以上、圧力7.3MPa以上の条件で含浸させた後、溶融材料を押出して発泡シートを製造した。得られた発泡体シートの気泡形状は独立気泡であった。発泡体密度は、60kg/m3であった。また、発泡シートの押出方向に対して垂直方向の断面をSEMにより測定し(図5)、任意の8点において、1mm×1mmの範囲内に含まれるセルの数を測定して、平均値を算出したところ、セルの数は250個/mm2であった。また、当該断面より、セルのサイズ(径)の分布を算出したところ、50μm以下の気泡の個数比率が60%であり、100μm以下の気泡の個数比率が84%であった(図6)。当該発泡体シートから切り抜いて、パッキンを製造した。
【0055】
(比較例)
また、比較例として、低密度ポリエチレンを化学発泡剤(永和化成工業(株)製、ビニホールAC♯3、分解温度210℃)により発泡させて製造した発泡体について、断面を観察したところ、断面におけるセルの数は、101個/mm2であった。また、セルのサイズ(径)の分布を算出したところ、50μm以下の気泡は19%であり、100μm以下の気泡は34%であった。
【0056】
上記化学発泡剤について、アルゴンガス250ml/minにて室温から550℃まで昇温速度20℃/minの条件で熱重量変化を測定したところ、約1%の残渣(炭化物)が発生した(図7)。
【0057】
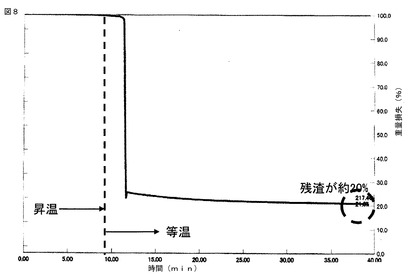
また、化学発泡剤(永和化成工業(株)製、ビニールホールAC♯3、分解温度210℃)単体について、アルゴンガス250ml/minにて室温から210℃まで昇温速度20℃/minで昇温させ(約9分)、その後30分等温で保持し熱重量変化を測定したところ、残渣が20%発生した(図8)。
【0058】
なお、図7は、横軸は温度(℃)を、右縦軸は重量損失(%)を示し、図8は、横軸は昇温開始からの時間(min)を、右縦軸は重量損失(%)を示す。以上の結果から、化学発泡剤は、分解温度以上に加熱しても、それを用いることにより、熱分解による残渣が発生することが分かった。
【0059】
また、メカニカルフロス法により発泡させた発泡体については、独立気泡ではなく、部分的に連通した気泡が多く含まれる半連通気泡であり液密性に優れていなかった。
【産業上の利用可能性】
【0060】
本発明によれば、化学発泡剤を使用しないので、安全性の高い飲食品容器用パッキンを提供することができる。
【符号の説明】
【0061】
1 : 飲食品容器用パッキン
11 : 本体
13 : 円形孔
2 : 液体容器用蓋
21 : 底部
23 : 円筒状外壁
25 : 円筒状内壁
27 : 液体導出孔
3 : 液体容器
31 : 液体容器本体
33 : 開口部
33a: 先端
4 : ウォーターサーバ本体
41 : 装着口
42 : 蛇口
【技術分野】
【0001】
本発明は、飲食容器に用いられるパッキンに関し、より詳細には、ウォーターサーバに用いられる液体容器の蓋に使用されるパッキンに関する。
【背景技術】
【0002】
家庭や職場において、おいしい水を飲料用などとして常に手軽に使用することができるように、ウォーターサーバが設置される。当該ウォーターサーバは、水を出す蛇口を備えた本体を有し、当該本体の上にウォーターボトルを設置して、当該蛇口からいつでもおいしい水が出るようにして設置される。
【0003】
当該ウォーターボトルは、本体上に開口部を下側にして搭載される。この際に、水が外部に漏れださないようにするために、ウォーターボトルの蓋にはパッキンが設けられている。当該パッキンは、一般的に独立気泡の発泡体が用いられているが、当該パッキンに臭気が発生すると、これが水に移り、水の品質を低めるという問題があった。そこで当該問題を解決すべく、様々な検討がなされている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−30679号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来のパッキンは、臭気の問題の他に、当該パッキン内部に黒色の異物が混入することがあることが問題となっていた。当該異物についても、飲食品に用いられるパッキンであるため、問題視されていた。そこで、本発明は、臭気の発生、及び、異物の混入のおそれの低い飲食品用パッキンを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、当該臭気及び異物の混入の原因がパッキンの発泡の際に用いられる化学発泡剤によるものであることを見出し、本発明に至った。
【0007】
本発明(1)は、飲食品を収納する容器に用いられるパッキンにおいて、
溶融状態の熱可塑性樹脂組成物に対して、発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、
前記発泡剤が、超臨界二酸化炭素であり、
前記発泡体の密度が40〜300kg/m3であることを特徴とする、飲食品容器用パッキンである。
【0008】
本発明(2)は、前記発泡体の断面における気泡の数が、150〜400個/mm2である、前記発明(1)の飲食品容器用パッキンである。
【0009】
本発明(3)は、前記発泡体の断面における気泡径が50μm以下である気泡の個数比率が、全体の50%以上である、前記発明(1)又は(2)の飲食品容器用パッキンである。
【0010】
本発明(4)は、前記含浸が、温度31℃以上、圧力7.3MPa以上の系内で行われる、前記発明(1)〜(3)のいずれか一つの飲食品容器用パッキンである。
【0011】
本発明(5)は、前記発泡体が、減圧の際の押出し成形を経て長尺シート状に形成されたものである、前記発明(1)〜(4)のいずれか一つの飲食品容器用パッキンである。
【0012】
本発明(6)は、前記熱可塑性樹脂組成物が、ポリオレフィン樹脂を含む、前記発明(1)〜(5)のいずれか一つの飲食品容器用パッキンである。
【0013】
本発明(7)は、開口部を鉛直下向きに位置させ使用する液体容器に用いられる蓋において、
底部と、
当該底部の外周を覆い、前記底部と液密に接合された円筒状外壁と、
前記底部の円筒状外壁内より内側の少なくとも周囲部分に設けられたパッキンと、を有し、
前記パッキンが、前記発明(1)〜(6)のいずれか一つのパッキンである、液体容器用蓋である。
【0014】
本発明(8)は、前記底部の前記円筒状外壁よりも内側に設けられ、前記底部と液密に接合された円筒状内壁と、
前記底部の円筒状内壁内側に設けられた液体導出孔と、
を有し、
前記パッキンが、前記底部の前記外壁及び内壁の間部分に備えられており、
該液体容器用蓋がウォーターサーバのボトルタンク用である、前記発明(7)の液体容器用蓋である。
【0015】
本発明(9)は、前記発明(7)又は(8)の液体容器用蓋と、
液体を収納する液体容器と、
前記底部に設けられたパッキン及び前記蓋の円筒状外壁に対して液密に接続する開口部と、を有する液体容器とを有する、蓋付液体容器である。
【0016】
本発明(10)は、飲食品を収納する容器に用いられる発泡体からなるパッキンを製造する方法において、
熱可塑性樹脂組成物を溶融させる工程と、
溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する工程と、
前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る工程と、を有し、
前記発泡剤が、超臨界二酸化炭素である、パッキンの製造方法である。
【0017】
本発明(11)は、前記含浸する工程が、温度31℃以上、圧力7.3MPa以上の系内で行われる請求項10記載のパッキンの製造方法である。
【0018】
本発明(12)は、前記発泡体を得る工程が、減圧の際の押出し成形を経て長尺シート状発泡体を得る工程であり、
前記長尺シート状発泡体から型抜き加工をしてパッキンを得る工程を更に有する、前記発明(10)又は(11)のパッキンの製造方法である。
【発明の効果】
【0019】
本発明によれば、発泡剤として超臨界二酸化炭素を用いることにより、製造後、当該発泡剤は気体の二酸化炭素となり、臭いや、黒色異物の原因物質が残らないという効果を奏する。加えて、発泡剤として超臨界二酸化炭素を選択することによって、気泡径が小さく、キメの細かい発泡体を得ることができるため、発泡内に生成される気泡が独立気泡となりやすく、液密性や気密性を担保しやすくなる。また、超臨界ガスの中でも、超臨界二酸化炭素を選択することによって、気泡径が小さくなりすぎず、適度な大きさとなるため、発泡体が適度な変形性を有し、容器の開口部と蓋の間に挟むことにより液密構造を形成しやすくなる。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明に係る飲食品容器用パッキンの概略構成図である。
【図2】図2は本発明に係る液体容器用蓋の概略構成図であり、詳細には、図2(a)は平面図であり、図2(b)は斜視図であり、図2(c)はAA’断面図である。
【図3】図3は、本発明に係る液体容器用蓋2を液体容器3の開口部に装着した状態を示す断面図である。
【図4】図4は、液体容器用蓋2を装着した液体容器3が、ウォーターサーバ本体4に装着されて使用される様子を示す図である。
【図5】図5は、実施例の発泡体の断面のSEM写真(A〜D)である。
【図6】図6は、実施例の発泡体の気泡径の個数分布である。
【図7】図7は、比較例で使用した発泡体の熱分解実験のデータである。
【図8】図8は、比較例で使用した発泡剤の熱分解実験のデータである。
【発明を実施するための形態】
【0021】
本発明は、飲食品を収納する容器において、液密性や気密性を担保するために用いられるパッキンである。本発明のパッキンは、溶融状態の熱可塑性樹脂組成物に対して発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、前記発泡剤が、超臨界二酸化炭素であることを特徴とする。化学発泡剤を使用する場合とは異なり、超臨界二酸化炭素を用いることによって、製造工程で用いた発泡剤は、気体の二酸化炭素となるため、臭いや、黒色異物の原因とはならず、更には飲食品内に混入しても人体に害を及ぼさない。加えて、超臨界二酸化炭素を選択することによって、気泡径が小さく、キメの細かい発泡体を得ることができるため、発泡内に生成される気泡が独立気泡となりやすく、液密性や気密性を担保しやすくなる。また、超臨界ガスの中でも、超臨界二酸化炭素を選択することによって、気泡径が小さくなりすぎず、適度な大きさとなるため、発泡体が適度な変形性を有し、容器の口と蓋の間に挟むことにより液密構造を形成しやすくなる。
【0022】
本発明に係るパッキンに用いられる発泡体の密度は、40〜300kg/m3であり、40〜250kg/m3が好適であり、40〜100kg/m3がより好適である。発泡体の密度は、JIS−K7222に準じて測定する。
【0023】
発泡体の断面における気泡の数は、150〜400個/mm2が好適であり、200〜300個/mm2がより好適であり、230〜270個/mm2が更に好適である。発泡体の断面における気泡の数は、発泡体を切断した断面において、任意で決めた8点以上の1mm×1mmの視野内に含まれる気泡の数の平均値により算出される。このような範囲の気泡の数を有することは、発泡体内に気泡がきめ細かく形成されていることを意味する。したがって、このような範囲に設定することで、発泡体の一面から、他方の面に対して液体が通過しようとする場合には、多数の壁面が形成されることとなり、仮に一部に連通した気泡が含まれる欠陥が生じていたとしても、その他の気泡の独立性の担保によって当該欠陥を補い、結果的に液体が通過しにくくなり、高い液密性が得られるという効果を奏する。
【0024】
尚、押出し成形により連続長尺シートの形成を経て製造されるなどして気泡が楕円球状となる発泡体である場合には、その発泡体の断面において、気泡が楕円になる方向(長手方向に平行な方向等)と、気泡が円になる(又は最小長径の楕円となる)方向(長手方向に垂直な方向)とが現れる。この場合は、発泡体の断面における気泡の数は、前記長手方向に垂直な方向の断面において観察された値とする。
【0025】
発泡体の断面における気泡径が50μm以下である気泡の個数比率が、断面における気泡の全体の個数に対して、50%以上であることが好適である。また、断面における気泡径が100μm以下である気泡の個数比率が、断面における気泡の全体の個数に対して、80%以下であることが好適である。気泡の比率は、発泡体を切断した断面において、任意で決めた8点以上の1mm×1mmの視野内に含まれる気泡の径と数に係る分布により、算出される。当該範囲の気泡を有することにより、気泡の大きさが小さくなるため、気泡の独立性が担保されやすくなり、液密性が高まる。
【0026】
尚、押出し成形により連続長尺シートの形成を経て製造されるなどして気泡が楕円球状となる発泡体である場合には、気泡の個数比率は、気泡が円形になる(又は長径が最小値の楕円になる)方向(長手方向に垂直な方向)の断面において観察された値とする。なお、気泡が真球状ではない場合には、長手方向に垂直な方向の断面における気泡形状の長径を基準に気泡径を評価した。
【0027】
(発泡体)
本発明において使用する発泡体は、溶融状態の熱可塑性樹脂組成物と、発泡剤と、を混合し押出成形することにより得られる独立気泡を有する発泡体材料からなる。
【0028】
熱可塑性樹脂組成物
発泡体に使用される熱可塑性樹脂組成物は、ポリオレフィン樹脂を含むことが好適である。ポリオレフィン樹脂として用いられるポリマーは、特に限定されないが、ポリプロピレン、ポリエチレン、プロピレン−エチレン共重合体等が挙げられる。
【0029】
熱可塑性樹脂組成物は、特に限定されないが、ポリプロピレンを含有する樹脂を使用することが好適である。使用するポリプロピレンとしては、プロピレンモノマー成分を含むポリマー材料であれば、特に限定されないが、例えば、ポリプロピレン、プロピレン−エチレン共重合体が挙げられる。
【0030】
また、ここで用いる熱可塑性樹脂組成物の主たる成分は、融点150℃以上でJIS−K7210に規定される230℃、2.16kgfにおけるMFRが5g/10分以下であることが好適であり、3g/10分以下であることがより好適であり、1g/10分以下であることが更に好適である。熱可塑性樹脂組成物の主たる成分はポリプロピレン材料であることが好適である。尚、主たる成分とは、熱可塑性樹脂組成物中の最も多くの割合(重量基準)を占める成分を意味する。
【0031】
また、ポリプロピレンの結晶化率は、30〜100%が好適であり、30〜80%がより好適であり、30〜70%が更に好適である。当該範囲とすることにより、発泡成形時により冷却固化しやすく、微細なセルの発泡体を得ることができる。尚、結晶化率は、JIS−K7121プラスチックの転移温度測定方法を参考に算出する。予め200℃にて融解させ、10℃/分の冷却速度で冷却させた試料を昇温10℃/分にて融解させ、融解エネルギーを得る。比較材料としてJIS−K7210に規定される230℃,2.16kgfで評価されたMFRが40g/10分以上のホモポリプロピレン樹脂を同様に測定し得られた融解エネルギー時の結晶化度を100%として評価したいサンプルの結晶化度を算出する。MFRが40g/10分以上のホモポリプロピレンは、融解エネルギーがほぼ一定になるためサチュレートと判断しMFR40以上の材料を比較材料とする。
【0032】
また、ポリプロピレンの結晶化温度(Tc)は、90〜130℃が好適であり、95〜130℃がより好適であり、100〜130℃が更に好適である。当該範囲とすることにより、発泡成形時により冷却固化しやすく、微細なセルの発泡体を得ることができる。尚、結晶化温度は、JIS−K7121に準じて評価した。
【0033】
上記主成分のポリプロピレンに対して、高溶融張力ポリプロピレンを添加するのが好適である。高溶融張力ポリプロピレンは、200℃における溶融張力が、5〜50cNが好適である。添加する場合には、高溶融張力ポリプロピレンの融解温度は、主たる成分の融解温度に対して好ましくは±10℃の範囲、結晶化温度に対して好ましくは±20℃、より好ましくは±15℃である。融解温度が上記の範囲を外れると、複数の材料を混練する際に分散不良が生じる可能性があり、結晶温度が上記の範囲を外れると、発泡により気泡成長した溶融樹脂が冷却固化される温度が不均一となり微細な気泡径が得られない可能性がある。融解温度、結晶化温度はJIS−K7121を参考に算出される。上記高溶融張力ポリプロピレンは市販のものが使用でき、具体的にはサンアロマー社の「HMS−PP」、日本ポリプロ社の「ニューフォーマー」などが挙げられる。高溶融張力ポリプロピレンは、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、1〜50重量部が好適であり、10〜40重量部がより好適であり、20〜30重量部が更に好適である。高溶融張力を示すポリプロピレンを使用することで、熱可塑性樹脂組成物の歪硬化性が増し、成形時の気泡の合一を抑制し、セルの細かい独立気泡体が得られる。特に、熱可塑性樹脂組成物の主たる成分としてランダムポリプロピレンを選択し、高溶融張力ポリプロピレンを組み合わせて使用することで、よりいっそう微細なセルが得られる。
【0034】
上記ポリプロピレンに対してポリエチレンを添加してもよい。用いる場合にはポリエチレンの中でも、低密度ポリエチレンを使用することが好適である。低密度ポリエチレンの密度は、好ましくは910〜940kg/m3であり、より好ましくは、915〜938kg/m3であり、更に好ましくは920〜935kg/m3である。低密度ポリエチレンの含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、好ましくは20〜80重量部であり、より好ましくは25〜60重量部であり、更に好ましくは30〜50重量部である。低密度ポリエチレンを含有することによって柔軟性が得られるとともに歪が改善されやすくなる。
【0035】
ポリオレフィン樹脂の含有量は、熱可塑性樹脂組成物全体100重量部に対して、30〜80重量部が好適であり、40〜80重量部がより好適であり、45〜80重量部が更に好適である。ポリプロピレンの含有量は、ポリオレフィン樹脂全体100重量部に対して、30〜80重量部が好適であり、40〜80重量部がより好適であり、70〜80重量部が更に好適である。
【0036】
その他、熱可塑性樹脂材料の中には、エラストマー、顔料、酸化防止剤、発泡核剤、結晶造核剤等が含まれていてもよい。
【0037】
エラストマーとしては、特に限定されないが、スチレン系エラストマーや、エチレンプロピレンジエンゴムや、エチレンプロピレンゴム等の熱可塑性エラストマーが挙げられる。これらのエラストマーを含有することにより、発泡体に柔軟性を付与する効果を奏する。エラストマーのMFRは、特に限定されないが、JIS−K7210に規定される230℃、2.16kgfにおけるMFRが、好ましくは0〜5g/10分であり、より好ましくは0〜4g/10分であり、更に好ましくは0〜3g/10分である。これらのエラストマーの含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜80重量部が好適であり、20〜75重量部がより好適であり、40〜60重量部が更に好適である。
【0038】
顔料としては、特に限定されないが、例えば、酸化チタン等が挙げられる。顔料の含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜25重量部が好適であり、0.1〜20重量部がより好適であり、0.1〜15重量部が更に好適である。
【0039】
酸化防止剤としては、特に限定されないが、例えば、フェノール系酸化防止剤として株式会社ADEKA社製アデカスタブAO−60やチバジャパン株式会社製イルガノックス1010などが挙げられる。酸化防止剤の含有量は、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜3.0重量部が好適であり、0.1〜1.0重量部がより好適であり、0.15〜0.5重量部が更に好適である。
【0040】
発泡核剤としては、特に限定されないが、例えば、シリカ、タルクなどが挙げられる。発泡核剤を使用することによって、得られる気泡サイズを調整することができる。発泡核剤の含有量は、特に限定されないが、例えば、熱可塑性樹脂組成物のもっとも多くの割合(重量基準)を占める成分100重量部に対して、0.1〜20重量部が好適であり、1〜15重量部がより好適であり、2〜10重量部が更に好適である。
【0041】
結晶核剤としては、特に限定されないが、例えば、新日本理化株式会社のゲルオールや株式会社ADEKAのアデカスタブNA11などが挙げられる。
【0042】
本発明のパッキンに使用される発泡剤は、熱可塑性樹脂組成物を溶融させる工程と、溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する工程と、前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る工程と、を経て製造される。ここで前記発泡剤は、超臨界二酸化炭素である。以下、各工程について詳細に説明する。
【0043】
まず、熱可塑性樹脂組成物を溶融させる。より詳細には、熱可塑性樹脂組成物の各成分をシングル又はタンデム型(押出機が2台連結したタイプ)の押出機に投入し、溶融ゾーンで溶解する。尚、当該工程において用いる熱可塑性樹脂材料は、あらかじめ、2軸押出機、ニーダー、バンバリーミキサー等の樹脂混合機械を用いて、各成分を溶融混合し、ペレット化したものを用いることが好適である。
【0044】
続く工程において、溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する。ここで用いる発泡剤は、超臨界二酸化炭素である。溶融ゾーン付近に設けられたインジェクションノズルよりガス供給機により昇圧され超臨界状態になった二酸化炭素を押出機内に吐出し、溶融された熱可塑性樹脂組成物中に溶解させる。超臨界二酸化炭素を押出機中に導入して、溶融した熱可塑性樹脂組成物に溶解させて発泡剤が熱可塑性樹脂組成物に溶解した状態とする。
【0045】
ここで用いる超臨界二酸化炭素を用いることにより、発泡体のセル径を微細化できる。また、超臨界二酸化炭素の圧力は、7.3MPa以上が必要であり、8MPa以上がより好適であり、9MPa以上が更に好適である。尚、上限は特に限定されないが、例えば、20MPa以下である。
【0046】
次の工程において、前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る。押出機の中で溶融した熱可塑性樹脂組成物に対して超臨界二酸化炭素を導入し温度31℃以上、圧力7.3MPa以上の状態として、ダイ口から吐出して大気圧で減圧されて発泡されるまでの間、維持することにより、小さくきめの細かい発泡セルを有する発泡体が得られる。尚、温度31℃以上、圧力7.3MPa以上とすることにより、二酸化炭素が超臨界状態を保つことができるため、熱可塑性樹脂組成物と超臨界二酸化炭素が均一性よく混合される。温度の上限値は、特に限定されないが、例えば、熱可塑性樹脂組成物が熱分解しない程度の温度を設定することができ、例えば、300℃である。
【0047】
また、熱可塑性樹脂組成物と超臨界二酸化炭素の混合において、大気解放されて上記の圧力以下とならないように2台以上を連結した押出機(タンデム型押出機)を使用し、混合押出処理する工程ライン長をより長くして、混合物の温度を低下させるなどして温度調整を行うことが好適である。発泡直前の熱可塑性樹脂組成物は、当該組成物の流動点付近の温度を有することが好適である。温度を低く保つことにより、発泡前後での圧力差が大きくなり、気泡成長核が多数発生して、きめの細かい発泡体が得られる。また、発泡後、熱可塑性樹脂組成物をより速やかに冷却し、固化させることができる。そのため、気泡の成長を早期に止めることができ、セル径が小さい独立気泡の発泡体が得られやすくなる。
【0048】
押出機におけるダイ構造は、特に限定されず、Tダイ、サーキュラーダイが挙げられる。これらの中でも、厚みが均一な発泡シートが得られるため、サーキュラーダイが好適である。サーキュラーダイを用いた場合には円筒状の発泡体が得られるが、一辺を切開することでシート状に成形できる。このようにして、押出し成形の際に、Tダイを選択することにより直接的、又は、サーキュラーダイを選択することにより円筒状の発泡体を経て、長尺シート状発泡体を連続成形することができる。更に、前記長尺シート状発泡体から型抜き加工などにより切り取りパッキンの形状とする。
【0049】
上記発泡体は、飲食品容器用パッキンとして使用される。図1は、本発明に係る飲食品容器用パッキンの概略構成図である。本発明の飲食品容器用パッキン1は、円盤状を有する本体11と、当該本体の中心に形成された円形孔13とを有する。当該パッキンは、上記の超臨界二酸化炭素を用いて発泡させた発泡体により構成されるため、臭気や、黒い残留物が残らず、清潔なパッキンとなる。発泡剤として超臨界二酸化炭素を選択することにより、得られる発泡体のセルが細かく、更にこれらのセルは独立気泡であるため、適度な柔軟性と、高い液密性を有する。
【0050】
また、本発明に係る飲食品容器用パッキン1は、液体容器の蓋に用いられることが好適である。図2は、本発明に係る液体容器用蓋の概略構成図である。図2(a)は平面図であり、図2(b)は斜視図であり、図2(c)はAA’断面図である。
【0051】
液体容器用蓋2は、円盤形の底部21と、当該底部の外周を覆い、前記底部と液密に接合された円筒状外壁23と、前記底部の前記円筒状外壁よりも内側に設けられ、前記底部と液密に接合された円筒状内壁25と、前記底部の円筒状内壁内側に設けられた液体導出孔27と、前記底部の前記外壁及び内壁の間部分に備えられたパッキン1と、を備える。ここで当該パッキン1は、先に説明した本発明に係るパッキンである。
【0052】
液体容器用蓋2は、ウォーターサーバのボトルタンク用の液体容器3などの開口部に取り付けて使用される。図3は、本発明に係る液体容器用蓋2を液体容器3の開口部に装着した状態を示す断面図である。液体容器3は、液体を収納する液体容器本体31と、前記底部に設けられたパッキン及び前記蓋の円筒状外壁に対して液密に接続する開口部33とを有する。ここでは、液体容器の開口部の先端33aがパッキン1に対して密着するように装着され、液体容器本体中の液が、開口部33と、円筒状内壁外23との間から漏れないような構造となる。
【0053】
図4に示すように、液体容器用蓋2を装着した液体容器3は、ウォーターサーバ本体4に装着されて使用される。ウォーターサーバ本体4には、液体容器用蓋2を介して液体容器3を装着する装着口41と、当該装着口から送られた液体を放出する蛇口42とを有する。より詳細には、液体容器用蓋2の液体導出孔27を介して、液体容器内の液体がウォーターサーバの装着口41に供給される。このように、液体容器の開口部を下に向けてウォーターサーバ本体に装着しても、パッキンを有することにより、液が外に漏れない構造となる。
【実施例】
【0054】
(実施例)
主たる成分としてJIS−K7120に規定される230℃、2.16kgfにおけるMFRが0.5g/10分のランダムポリプロピレン100重量部に、更に、JIS−K7121に規定される融解温度が主たる成分(前記ランダムポリプロピレン)に対してマイナス10℃以内の高溶融張力ポリプロピレン(溶融張力26cN)25重量部、密度が931kg/m3のポリエチレン30重量部、JIS−K7210に規定される230℃、2.16kgfのMFRが0(つまり流動しない)のエチレンプロピレンゴム55重量部、発泡核剤としてシリカ9重量部、さらに顔料3重量部を混合した熱可塑性樹脂組成物を日本製鋼所製2軸押出機で溶融・調製し、超臨界二酸化炭素を温度31℃以上、圧力7.3MPa以上の条件で含浸させた後、溶融材料を押出して発泡シートを製造した。得られた発泡体シートの気泡形状は独立気泡であった。発泡体密度は、60kg/m3であった。また、発泡シートの押出方向に対して垂直方向の断面をSEMにより測定し(図5)、任意の8点において、1mm×1mmの範囲内に含まれるセルの数を測定して、平均値を算出したところ、セルの数は250個/mm2であった。また、当該断面より、セルのサイズ(径)の分布を算出したところ、50μm以下の気泡の個数比率が60%であり、100μm以下の気泡の個数比率が84%であった(図6)。当該発泡体シートから切り抜いて、パッキンを製造した。
【0055】
(比較例)
また、比較例として、低密度ポリエチレンを化学発泡剤(永和化成工業(株)製、ビニホールAC♯3、分解温度210℃)により発泡させて製造した発泡体について、断面を観察したところ、断面におけるセルの数は、101個/mm2であった。また、セルのサイズ(径)の分布を算出したところ、50μm以下の気泡は19%であり、100μm以下の気泡は34%であった。
【0056】
上記化学発泡剤について、アルゴンガス250ml/minにて室温から550℃まで昇温速度20℃/minの条件で熱重量変化を測定したところ、約1%の残渣(炭化物)が発生した(図7)。
【0057】
また、化学発泡剤(永和化成工業(株)製、ビニールホールAC♯3、分解温度210℃)単体について、アルゴンガス250ml/minにて室温から210℃まで昇温速度20℃/minで昇温させ(約9分)、その後30分等温で保持し熱重量変化を測定したところ、残渣が20%発生した(図8)。
【0058】
なお、図7は、横軸は温度(℃)を、右縦軸は重量損失(%)を示し、図8は、横軸は昇温開始からの時間(min)を、右縦軸は重量損失(%)を示す。以上の結果から、化学発泡剤は、分解温度以上に加熱しても、それを用いることにより、熱分解による残渣が発生することが分かった。
【0059】
また、メカニカルフロス法により発泡させた発泡体については、独立気泡ではなく、部分的に連通した気泡が多く含まれる半連通気泡であり液密性に優れていなかった。
【産業上の利用可能性】
【0060】
本発明によれば、化学発泡剤を使用しないので、安全性の高い飲食品容器用パッキンを提供することができる。
【符号の説明】
【0061】
1 : 飲食品容器用パッキン
11 : 本体
13 : 円形孔
2 : 液体容器用蓋
21 : 底部
23 : 円筒状外壁
25 : 円筒状内壁
27 : 液体導出孔
3 : 液体容器
31 : 液体容器本体
33 : 開口部
33a: 先端
4 : ウォーターサーバ本体
41 : 装着口
42 : 蛇口
【特許請求の範囲】
【請求項1】
飲食品を収納する容器に用いられるパッキンにおいて、
溶融状態の熱可塑性樹脂組成物に対して、発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、
前記発泡剤が、超臨界二酸化炭素であり、
前記発泡体の密度が40〜300kg/m3であることを特徴とする、飲食品容器用パッキン。
【請求項2】
前記発泡体の断面における気泡の数が、150〜400個/mm2である、請求項1記載の飲食品容器用パッキン。
【請求項3】
前記発泡体の断面における気泡径が50μm以下である気泡の個数比率が、全体の50%以上である、請求項1又は2記載の飲食品容器用パッキン。
【請求項4】
前記含浸が、温度31℃以上、圧力7.3MPa以上の系内で行われる、請求項1〜3のいずれか一項記載の飲食品容器用パッキン。
【請求項5】
前記発泡体が、減圧の際の押出し成形を経て長尺シート状に連続形成されたものである、請求項1〜4のいずれか一項記載の飲食品容器用パッキン。
【請求項6】
前記熱可塑性樹脂組成物が、ポリオレフィン樹脂を含む、請求項1〜5のいずれか一項記載の飲食品容器用パッキン。
【請求項7】
開口部を鉛直下向きに位置させ使用する液体容器に用いられる蓋において、
底部と、
当該底部の外周を覆い、前記底部と液密に接合された円筒状外壁と、
前記底部の円筒状外壁内より内側の少なくとも周囲部分に設けられたパッキンと、を有し、
前記パッキンが、請求項1〜6のいずれか一項記載のパッキンである、液体容器用蓋。
【請求項8】
前記底部の前記円筒状外壁よりも内側に設けられ、前記底部と液密に接合された円筒状内壁と、
前記底部の円筒状内壁内側に設けられた液体導出孔と、
を有し、
前記パッキンが、前記底部の前記外壁及び内壁の間部分に備えられており、
該液体容器用蓋がウォーターサーバのボトルタンク用である、請求項7記載の液体容器用蓋。
【請求項9】
請求項7又は8記載の液体容器用蓋と、
液体を収納する液体容器と、
前記底部に設けられたパッキン及び前記蓋の円筒状外壁に対して液密に接続する開口部と、を有する液体容器とを有する、蓋付液体容器。
【請求項10】
飲食品を収納する容器に用いられる発泡体からなるパッキンを製造する方法において、
熱可塑性樹脂組成物を溶融させる工程と、
溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する工程と、
前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る工程と、を有し、
前記発泡剤が、超臨界二酸化炭素である、パッキンの製造方法。
【請求項11】
前記含浸する工程が、温度31℃以上、圧力7.3MPa以上の系内で行われる請求項10記載のパッキンの製造方法。
【請求項12】
前記発泡体を得る工程が、減圧の際の押出し成形を経て長尺シート状発泡体を得る工程であり、
前記長尺シート状発泡体から型抜き加工をしてパッキンを得る工程を更に有する、請求項10又は11記載のパッキンの製造方法。
【請求項1】
飲食品を収納する容器に用いられるパッキンにおいて、
溶融状態の熱可塑性樹脂組成物に対して、発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、
前記発泡剤が、超臨界二酸化炭素であり、
前記発泡体の密度が40〜300kg/m3であることを特徴とする、飲食品容器用パッキン。
【請求項2】
前記発泡体の断面における気泡の数が、150〜400個/mm2である、請求項1記載の飲食品容器用パッキン。
【請求項3】
前記発泡体の断面における気泡径が50μm以下である気泡の個数比率が、全体の50%以上である、請求項1又は2記載の飲食品容器用パッキン。
【請求項4】
前記含浸が、温度31℃以上、圧力7.3MPa以上の系内で行われる、請求項1〜3のいずれか一項記載の飲食品容器用パッキン。
【請求項5】
前記発泡体が、減圧の際の押出し成形を経て長尺シート状に連続形成されたものである、請求項1〜4のいずれか一項記載の飲食品容器用パッキン。
【請求項6】
前記熱可塑性樹脂組成物が、ポリオレフィン樹脂を含む、請求項1〜5のいずれか一項記載の飲食品容器用パッキン。
【請求項7】
開口部を鉛直下向きに位置させ使用する液体容器に用いられる蓋において、
底部と、
当該底部の外周を覆い、前記底部と液密に接合された円筒状外壁と、
前記底部の円筒状外壁内より内側の少なくとも周囲部分に設けられたパッキンと、を有し、
前記パッキンが、請求項1〜6のいずれか一項記載のパッキンである、液体容器用蓋。
【請求項8】
前記底部の前記円筒状外壁よりも内側に設けられ、前記底部と液密に接合された円筒状内壁と、
前記底部の円筒状内壁内側に設けられた液体導出孔と、
を有し、
前記パッキンが、前記底部の前記外壁及び内壁の間部分に備えられており、
該液体容器用蓋がウォーターサーバのボトルタンク用である、請求項7記載の液体容器用蓋。
【請求項9】
請求項7又は8記載の液体容器用蓋と、
液体を収納する液体容器と、
前記底部に設けられたパッキン及び前記蓋の円筒状外壁に対して液密に接続する開口部と、を有する液体容器とを有する、蓋付液体容器。
【請求項10】
飲食品を収納する容器に用いられる発泡体からなるパッキンを製造する方法において、
熱可塑性樹脂組成物を溶融させる工程と、
溶融した熱可塑性樹脂組成物に対して発泡剤を含浸する工程と、
前記発泡剤を含浸させた熱可塑性樹脂組成物を減圧して前記発泡体を得る工程と、を有し、
前記発泡剤が、超臨界二酸化炭素である、パッキンの製造方法。
【請求項11】
前記含浸する工程が、温度31℃以上、圧力7.3MPa以上の系内で行われる請求項10記載のパッキンの製造方法。
【請求項12】
前記発泡体を得る工程が、減圧の際の押出し成形を経て長尺シート状発泡体を得る工程であり、
前記長尺シート状発泡体から型抜き加工をしてパッキンを得る工程を更に有する、請求項10又は11記載のパッキンの製造方法。
【図1】


【図2】

【図3】
【図4】

【図6】
【図7】

【図8】
【図5】
【図2】
【図3】
【図4】
【図6】
【図7】
【図8】
【図5】
【公開番号】特開2013−14364(P2013−14364A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−148561(P2011−148561)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000127307)株式会社イノアック技術研究所 (73)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000127307)株式会社イノアック技術研究所 (73)
【Fターム(参考)】
[ Back to top ]