
騒音予測方法
【課題】樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する方法を提供する。
【解決手段】第一関係式導出工程と、必要な場合に行なう第二関係式工程と、最大半径位置モジュール導出工程と、歯車法線ピッチ導出工程と、相手歯車法線ピッチ導出工程と、騒音予測工程とを備える方法で、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する。より具体的には、樹脂歯車対の噛み合い位置の歯におけるモジュールを導出し、噛み合い位置のモジュールから両歯車の法線ピッチを導出し、法線ピッチの差を求め、法線ピッチ差と騒音の大きさとの関係から、騒音の大きさを予測する。
【解決手段】第一関係式導出工程と、必要な場合に行なう第二関係式工程と、最大半径位置モジュール導出工程と、歯車法線ピッチ導出工程と、相手歯車法線ピッチ導出工程と、騒音予測工程とを備える方法で、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する。より具体的には、樹脂歯車対の噛み合い位置の歯におけるモジュールを導出し、噛み合い位置のモジュールから両歯車の法線ピッチを導出し、法線ピッチの差を求め、法線ピッチ差と騒音の大きさとの関係から、騒音の大きさを予測する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂歯車対が噛み合う際に生じる騒音の大きさを予測する騒音予測方法に関する。
【背景技術】
【0002】
歯車は主として動力、回転の伝達を行う重要な機械部品の一つである。従来、歯車は金属の切削、焼結によって作製されてきた。上記のような金属歯車は、製造コストが高く、重く、しかも通常はグリスによる潤滑が必要である等の欠点を有する。このため、近年では、射出成形等により極めて容易に製造できる樹脂歯車が注目されている。樹脂歯車は、軽量で、振動吸収性が高く、しかも無給油で使用できるため、金属歯車に代わって広い分野で使用されている。
【0003】
しかしながら、樹脂歯車の用途が拡大するにつれて、樹脂歯車の高速での使用が増加しつつある。さらに、樹脂歯車の小型化が進み、それに伴う騒音の低減への要求がさらに厳しくなる傾向にある。上記騒音は、歯車対の噛み合いが良好にならないことにより発生すると推測される。
【0004】
樹脂歯車は成形時の収縮のため寸法精度に問題があり、金属製歯車と比較して歯車対の噛み合いに問題を生じやすい。このため、精度の高い樹脂歯車(特許文献1参照)、騒音を抑える特殊な歯車が知られている(特許文献2参照)。
【0005】
また、歯車対の噛み合い不良の主な原因の一つとして、歯車の完成度(精度)の低さが挙げられる。歯車の完成度(精度)を表す指標としてJISの歯車試験がある。JISの歯車試験では、歯車の精度に関して、ピッチ誤差(単一ピッチ誤差、累積ピッチ誤差)、歯形誤差(歯形角誤差、歯形形状誤差)、歯筋誤差(歯筋形状誤差、ネジレ角誤差)、両歯面噛み合い誤差等で評価を行うが(JIS B1702−3)、どの誤差も歯車対の噛み合い時の騒音と関連付けられていない。
【0006】
上記の通り、従来は、騒音が樹脂歯車対の噛み合い不良により生じることまでは分かっても、噛み合い不良をどのように評価し、その評価をどのようにして騒音の大きさに結びつけるかについては知られていない。このため、樹脂歯車対の噛み合いにより生じる騒音の大きさを予測することはできない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−030514号公報
【特許文献2】特開平11−325221号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記課題を解決するためになされたものであり、その目的は、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意研究を重ねた。その結果、樹脂歯車対の噛み合い位置におけるモジュールの導出方法を見出し、互いに噛み合う樹脂歯車の法線ピッチの差と、樹脂歯車対が噛み合う際に発生する騒音の大きさとの間に非常に強い相関があり、上記法線ピッチ差から騒音の大きさを予測できることを見出し、本発明を完成するに至った。より具体的には本発明は以下のものを提供する。
【0010】
(1) JIS B1702に準拠する方法で測定する歯形誤差の測定位置が最小半径位置又は最大半径位置である樹脂歯車対の、前記最大半径位置同士での噛み合いにより生じる騒音を予測する方法であって、所定の歯形測定位置の歯における、一方の樹脂歯車のJIS B1702に準拠する方法で測定した圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する第一関係式導出工程と、前記歯形誤差の測定位置が前記最小半径位置の場合には、前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出する第二関係式導出工程と、前記歯形誤差の測定位置が前記最大半径位置の場合には、前記圧力角誤差を前記第一関係式に代入して、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求め、前記歯形誤差の測定位置が前記最小半径位置の場合には、JIS B1702に準拠する方法で測定した歯筋形状誤差と、前記一方の樹脂歯車の前記最小半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールと、を用いて、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での歯厚を導出し、該歯厚を前記第二関係式に代入して前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求める最大半径位置モジュール導出工程と、前記最大半径位置モジュール導出工程で得られるモジュールから、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の法線ピッチを求める歯車法線ピッチ導出工程と、前記法線ピッチの導出と同様の方法で、他方の樹脂歯車についても、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での法線ピッチを導出する相手歯車法線ピッチ導出工程と、前記一方の樹脂歯車の前記法線ピッチと、前記他方の歯車の前記法線ピッチと、予め測定した前記樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係と、に基づいて騒音の大きさを予測する騒音予測工程とを備える騒音予測方法。
【0011】
(2) 前記第一関係式導出工程は、以下のステップを含む(1)に記載の騒音予測方法。前記一方の樹脂歯車において所定の歯形測定位置を決定し、該所定の歯形測定位置の歯のモジュールが、前記基本諸元のモジュールの所定倍であると仮定するステップ1と、所定の歯形測定位置の歯において、前記仮定されたモジュールの基本諸元における基準ピッチ円半径位置での圧力角を導出するステップ2と、前記ステップ2で得られる圧力角と、前記基本諸元の基準ピッチ円半径位置での圧力角とから圧力角誤差を求めるステップ3と、前記所定倍を少なくとも2回変更して、前記ステップ2からステップ3を繰り返し、各々の仮定における圧力角誤差を求めるステップ4と、前記圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出するステップ5。
【0012】
(3) 前記第二関係式導出工程は以下のステップを含む(1)又は(2)に記載の騒音予測方法。前記第一関係式から前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置でのモジュールを導出し、該モジュールを用いて前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での歯厚を導出するステップ1’と、前記ステップ1’において、歯厚を導出する際に用いるモジュールを、前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での値から所定の値に少なくとも1回変更し、各々のモジュールにおける歯厚を導出するステップ2’と、前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出するステップ3’。
【発明の効果】
【0013】
本発明によれば、樹脂歯車対の噛み合い位置におけるモジュールを導出し、噛み合い位置のモジュールから両歯車の法線ピッチを導出し、法線ピッチの差を求めることで、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測することができる。
【図面の簡単な説明】
【0014】
【図1】成形時の収縮により鼓状に変形した樹脂歯車を示す図である。
【図2】歯車のモジュールと圧力角誤差との関係を示すグラフである。
【図3】収縮による樹脂歯車の歯の形状変化を示す図である。
【図4】歯厚と歯車のモジュールとの関係を示すグラフである。
【図5】歯筋チャート及び当該チャート内の所定の位置での歯の断面を示す図である。
【図6】法線ピッチ差と騒音の大きさとの関係を示す図である。
【図7】実施例で用いた樹脂歯車について、噛み合う樹脂歯車間の法線ピッチ差と騒音の大きさ(dB)との関係を表すグラフである。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態について詳細に説明するが、本発明は、以下の実施形態に何ら限定されるものではなく、本発明の目的の範囲内において、適宜変更を加えて実施することができる。なお、説明が重複する箇所については、適宜説明を省略する場合があるが、発明の要旨を限定するものではない。
【0016】
本発明の騒音予測方法は、JIS B1702に準拠する方法で測定する歯形誤差の測定位置が最小半径位置又は最大半径位置である樹脂歯車対について、この樹脂歯車対が上記最大半径位置同士で噛み合う際に生じる騒音の大きさを予測する方法である。先ず、本発明の騒音予測方法を実施するにあたって前提となる条件について説明する。
【0017】
本発明の騒音予測方法は、樹脂歯車対が最大半径位置同士で噛み合う場合を対象とする。この条件を定める理由は以下の通りである。
本発明の特徴の一つは、樹脂歯車の噛み合い位置の歯の基本諸元の基準ピッチ円半径位置でのモジュールを導出し、このモジュールから噛み合い位置での法線ピッチを導出し、樹脂歯車間の噛み合い位置での上記法線ピッチの差から、噛み合い時に発生する騒音の大きさを予測する点にある。互いに噛み合う樹脂歯車の噛み合い位置の上記モジュールを導出するためには、後述する通り、樹脂歯車対が最大半径位置同士で噛み合うことを仮定する必要がある。なお、通常、樹脂歯車対は、最大半径位置で噛み合うため、従来公知の一般的な樹脂歯車に本発明の方法を適用することができる。
【0018】
本発明の騒音予測方法は、歯形誤差の測定位置が最小半径位置又は最大半径位置である場合を対象とする。このような条件を定める理由について以下に説明する。
本発明の騒音予測方法は、予測の過程で、樹脂歯車の噛み合い位置の歯の基本諸元の基準ピッチ円半径位置でのモジュールを導出することを特徴の一つとする。歯形誤差の測定位置が最小半径位置又は最大半径位置としなければ、後述する通り、噛み合い位置での上記モジュールを求めることができない。なお、樹脂歯車は、成形時の収縮で歯形誤差の測定位置が最小半径位置になることがほとんどであり、次に多いのが最大半径位置になる収縮である。したがって、本発明の騒音予測方法は一般的な多くの樹脂歯車に適用することができる。
【0019】
本発明の騒音予測方法は、圧力角が諸元通り誤差なく作製され、且つ成形時の収縮が同一z座標軸において均一に行われる場合を対象とする。この条件を定める理由は以下の通りである。なお、z軸とは歯筋方向である。
本発明の騒音予測方法は、樹脂歯車の成形時の収縮を考慮することが特徴の一つである。圧力角が諸元通り誤差なく作製され、且つ成形時の収縮が均一(同一z座標軸において均一)に行われるとすることで、後述する通り、圧力角誤差は、理論的に決まる理想位置からの歯車の位置のずれ(成形時の収縮によるずれ)を表すことになり、樹脂歯車を成形の際に生じる樹脂歯車の収縮を考慮した騒音予測をすることができる。なお、通常、樹脂歯車においては、圧力角はほぼ緒元通りに、誤差がほとんどなく作製され、成形時の収縮も均一(同一z座標軸において均一)に行われる。したがって、本発明の騒音予測方法は、一般的な多くの樹脂歯車に適用することができる。
【0020】
以上の通り、本発明の騒音予測方法を実施するにあたっての前提となる条件は、全て、一般的な樹脂歯車の特徴を表すものである。したがって、上記のような条件付であっても、本発明の騒音予測方法は多くの樹脂歯車に適用することができる。
【0021】
なお、樹脂歯車を作製するために用いる樹脂材料は特に限定されず、従来公知の樹脂を使用することができる。また、樹脂材料は、複数の種類の樹脂を含むものであっても、顔料、酸化防止剤等の添加剤を含むものであってもよい。
【0022】
<騒音予測方法>
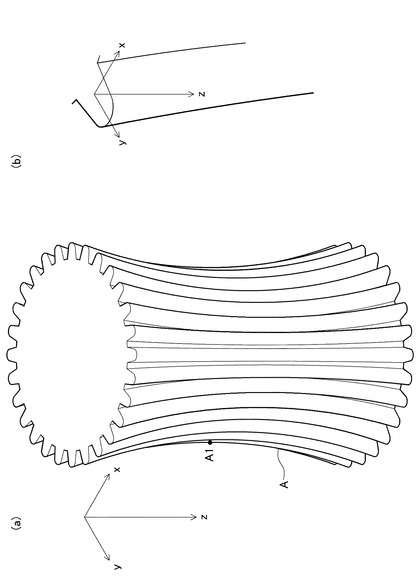
以下、本発明の騒音予測方法について標準平歯かつ並歯の歯車を例にして説明する。その他、はすば歯車等については同様の考え方で騒音予測が可能である。図1(a)に示すような鼓状に変形した樹脂歯車を例に説明する。図1に示す樹脂歯車の基本諸元は以下の通りとする。
モジュール:m0
歯数 :z0
圧力角 :α0
基準ピッチ円直径:d0
基準ピッチ円半径:r0
基礎円半径:rb0
【0023】
図1(b)は、図1(a)で示す樹脂歯車の拡大図であり、x方向、y方向、z方向が指す方向を明確にする図である。x方向は歯厚方向であり、y方向は歯丈方向であり、z方向は歯筋方向である。なお、鼓状に変形した樹脂歯車を例に説明する理由は、上述の通り、一般的に、樹脂歯車は、図1に示すような鼓状に変形するからである。
【0024】
本発明の騒音予測方法は、第一関係式導出工程と、必要な場合に行なう第二関係式工程と、最大半径位置モジュール導出工程と、歯車法線ピッチ導出工程と、相手歯車法線ピッチ導出工程と、騒音予測工程とを備える。以下これらの工程についてさらに詳細に説明する。
【0025】
[第一関係式導出工程]
第一関係式導出工程とは、所定の歯形測定位置の歯における、一方の樹脂歯車のJIS B1702に準拠する方法で測定した圧力角誤差と上記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する工程である。例えば、以下のステップ1〜5を含む方法で導出することができる。
【0026】
ステップ1では、上記一方の樹脂歯車において所定の歯形測定位置を決定し、該所定の歯形測定位置の歯のモジュールが、基本諸元の基準ピッチ円半径位置でのモジュールの所定倍であると仮定する。具体的には以下のようにして行う。
【0027】
「所定の歯形測定位置の決定」とは、図1(a)に示すz方向に延びる円弧A上のいずれかの位置に歯形測定位置を決めることを指す。どのような場所に決定してもよいが、円弧Aの中央に決定することが好ましい。したがって、円弧Aの中央のA1に歯形測定位置を決定したとして、以下説明する。
【0028】
続いて、歯形測定位置A1の歯の基本諸元の基準ピッチ円半径位置でのモジュールmがm0のx1倍であると仮定する。この仮定から、位置A1での樹脂歯車の諸元(基本諸元ではなく、m0のx1倍になったモジュールの歯車の諸元)は以下の数式(I)〜(VI)で表すことができる。なお、m1はモジュール、z1は歯数、α1は圧力角、d1は基準ピッチ円直径、r1は基準ピッチ円半径、rb1は基礎円半径とする。
【数1】

【0029】
ステップ2では、上記所定の歯形測定位置A1の歯において、上記基本諸元の基準ピッチ円半径位置(r0)での圧力角(α1’)を導出する。具体的には以下のようにして行う。
【0030】
上記の圧力角α1は、基準ピッチ円半径をr1とした場合のものである。しかし、JIS試験で歯形誤差を求める際には、基準ピッチ円半径をr0として求めるため、A1の位置の歯車の歯について、r0の位置での圧力角α1’を求める必要がある。圧力角α1’は、rb=r×cosαから得られる以下の数式(VII)を変形して数式(VIII)のようになる。
【数2】
【0031】
ステップ3は、上記ステップ2で得られる圧力角と、基本諸元の基準ピッチ円半径位置での圧力角とから圧力角誤差を求める。圧力角誤差Δαは以下の数式(IX)のように表すことができる。
【数3】
【0032】
ステップ4では、上記所定倍を少なくとも2回変更して、上記ステップ2からステップ3を繰り返し、各々の仮定における圧力角誤差を求める。上記のx1倍の場合も含めて、所定倍がx2倍、x3倍としたときの結果を表1にまとめる。
【表1】
【0033】
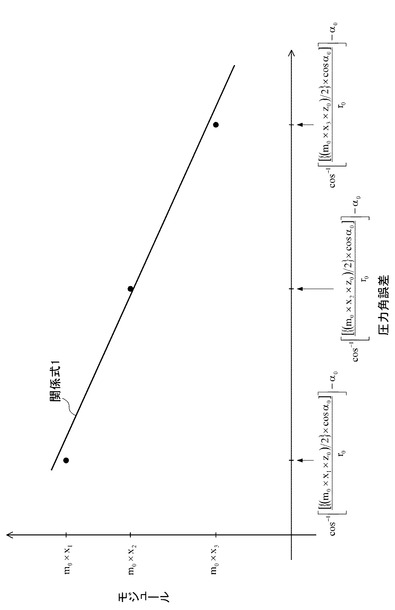
ステップ5は、圧力角誤差と上記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する。具体的には、表1の結果に基づいて関係式1を求める。例えば、図2に示すように縦軸をモジュール、横軸を圧力角誤差として、所定の形式の関数でフィッティングを行うことによって、所定の形式の近似関数として関係式1を求める。近似関数の形式としては特に限定されないが、べき乗近似、対数近似、線形近似、多項式近似、指数近似等が挙げられる。
【0034】
この関係式1は、歯形測定位置A1に関するものであるが、歯形誤差のその他の測定位置についても圧力角誤差とモジュールとの関係は関係式1で表すことができる。理由は以下の通りである。
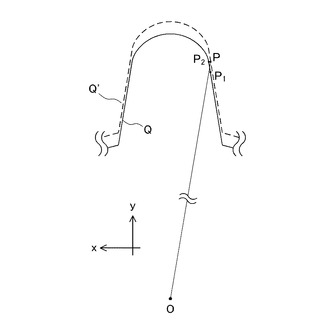
本発明の騒音予測方法では、圧力角が基本諸元の通りに作製されるとしている。したがって、圧力角の理論値からのずれは、図3(a)に示すようにして説明することができる。図3(a)には歯車の歯(一歯分)を示す。実線Qは実際の歯車の歯の輪郭を表す。点線Q’は、理論的に求められる歯車の歯の輪郭を表す。この歯の輪郭のずれは成形時の収縮により生じる。実線Q上の点P1は収縮がなければ点線Q’上の点Pと重なるとする。圧力角が基本諸元通りに製造されることから、点P1の圧力角と点Pの圧力角とは等しい。このため、収縮が無ければ圧力角誤差はゼロになる。しかし、成形時の収縮のため、圧力角誤差は、点Pの圧力角と点P2の圧力角を比較することになり、ゼロにはならない。ここで、点P2は、歯車の中心Oと点Pを結ぶ直線を半径とする円と実線Qとの交点である。このように、圧力角誤差は歯の位置のずれ、即ち、歯の収縮量を表す指標として用いることができる。上述の通り、樹脂歯車は、一般的に非常に高い精度で圧力角が基本諸元通りになるように製造できる。したがって、圧力角誤差を考慮することは、樹脂歯車の成形時の収縮量を考慮することになる。この点に着目することも本発明の大きな特徴の一つである。
本発明の騒音予測方法では、成形時の収縮が均一(同一z座標軸において均一)に行われるとする。したがって、圧力角誤差とモジュールとの関係は歯形測定位置によらず同じになる。
以上より、歯形誤差の測定位置についても圧力角誤差とモジュールとの関係は関係式1で表すことができる。
【0035】
[第二関係式導出工程]
第二関係式導出工程とは、歯形誤差の測定位置が上記最小半径位置の場合に、上記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置での、上記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出する工程である。本工程は、歯形誤差の測定位置が最大半径位置の場合には、不要である。なお、上記の通り、最も一般的な変形は鼓状になることであり、この鼓状になる変形の場合、歯形誤差の測定位置が最小半径位置になる。
【0036】
具体的には、関係式2は、歯筋形状誤差の測定を利用して求めることができ、例えば、以下のステップ1’〜4’を含む手順で第二関係式を導出することができる。
【0037】
ステップ1’は、上記第一関係式から上記最小半径位置の歯の基本諸元の基準ピッチ円半径位置でのモジュールを導出し、該モジュールを用いて上記最小半径位置の歯の基本諸元の基準ピッチ円半径位置での歯厚を導出する。歯形誤差の測定位置での歯厚をScmin、圧力角をαminとしたとき、以下の数式(X)が成立する。なお、数式(X)中のinvはインボリュート関数である。歯筋誤差は基本諸元の基準ピッチ円半径上を測定するため半径r0を用いる。
【数4】
【0038】
αminは、以下の手順で求めることができる。先ず、第一関係式から、上記最小半径位置の歯のモジュールmminを求める。次いで、このモジュールmminと歯数z0から上記最小半径位置の歯の実際の基準ピッチ円半径rmin(rmin=z0×mmin)を導出する。最後に、この実際の基準ピッチ円半径rminを用いて、上記最小半径位置の歯の実際の基礎円の半径rbminを求め、上記最小半径位置の歯の実際の圧力角αminを求める(rbmin=r0×cosαminから求める)。
【0039】
導出したαminを数式(X)に代入することで、最小半径位置の歯の基本諸元の基準ピッチ円半径位置での歯厚Scminを求めることができる。
【0040】
ステップ2’は、上記ステップ1’において、歯厚を導出する際に用いるモジュールを、上記最小半径位置の歯の上記基本諸元の基準ピッチ円半径位置での値から所定の値に少なくとも1回変更し、各々のモジュールにおける歯厚を導出する。
【0041】
ここで、モジュールをmAに変更した場合を例に説明する。モジュールmAの位置の歯の基本諸元の基準ピッチ円半径位置での歯厚をScA、この位置での圧力角αAとすると、ScAは以下の数式(XI)で表すことができる。
【数5】
【0042】
例えば、αminの導出と同様の方法でαAを求める。そして、αAを数式(XI)に代入することで、歯厚ScAが導出できる。
【0043】
ステップ3’は関係式2を導出するステップである。例えば、以下のようにして関係式2を導出することができる。
【0044】
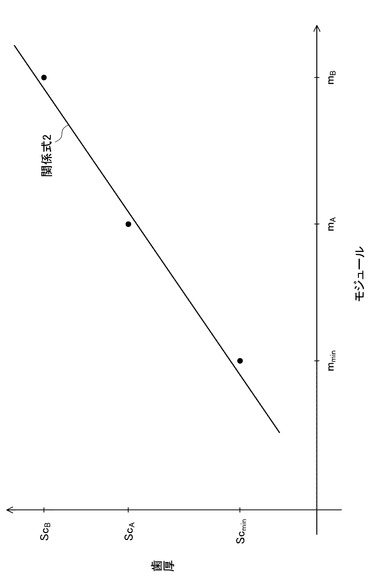
歯厚とモジュールとの関係式(関係式2)を導出するに当たっては、三つ以上の異なるモジュールで歯厚を求めてから導出することが好ましい。歯形誤差の測定位置のモジュールに近い値のモジュールに関する情報が必要になるから、モジュールを変更する際には、歯形誤差の測定位置のモジュール×0.9〜歯形誤差の測定位置のモジュール×1.1の範囲で変更することが好ましい。モジュールmBに変更し、同様の方法でモジュールがmBになる歯の基本諸元の基準ピッチ円半径位置での歯厚ScBを求めた。図4には、歯厚とモジュールとの関係を示した。縦軸は歯厚、横軸はモジュールである。図4中の関係式2は、関係式1と同様に所定の形式の関数でフィッティングを行うことによって導出することができる。
【0045】
関係式2は、モジュールと歯厚との関係を示す。歯厚とモジュールとの間に相関があるのは、本発明の騒音予測方法において、圧力角が基本諸元通り誤差なく作製されることを前提としているからである。この点について以下に説明する。
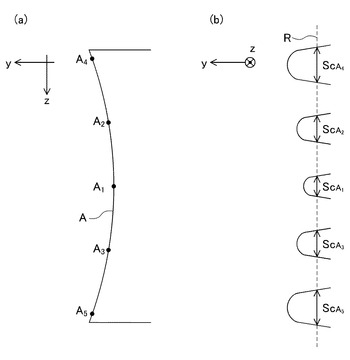
図5(a)には、歯筋チャートを示す。図中のz方向が歯筋方向であり、y方向が歯丈方向である。図1(a)と同様に歯筋を表す円弧を円弧Aとし、円弧Aの中央をA1とする。また、A2〜A5は円弧A上の任意の点である。ここで、圧力角が諸元通り製造できているとすると、歯車の歯の各々の大きさ形状は同一で、収縮によりy方向の位置がずれていることになる。この収縮によるずれのために円弧Aは、直線ではなくなる。図5(b)には、A1での歯の断面図、A2での歯の断面図、A3での歯の断面図、A4での歯の断面図、A5での歯の断面図を示した。図5中の点線Rは、基本諸元の基準ピッチ円半径位置を示す。基本諸元の基準ピッチ円半径位置での歯A1〜A5の歯厚は、図5中に示すScA1〜ScA5である。後述する通り、歯筋形状誤差を用いて、噛み合い位置の歯の、基本諸元の基準ピッチ円半径位置での歯厚を求めるが、図5(b)に示すとおり、歯筋誤差測定位置では、収縮の程度を歯厚で表すことができる。歯元から歯先に向って歯厚は小さくなるが、収縮が大きいほど、基本諸元の基準ピッチ円半径位置での歯厚は小さくなり、収縮が小さいほど基本諸元の基準ピッチ円半径位置での歯厚は大きくなる。歯が諸元通りに作製されれば、歯厚と収縮の程度とは一対一の対応になり、収縮とモジュールとも一対一の対応になるから、歯厚とモジュールも一対一の対応になる。収縮が大きくなると、モジュールが小さくなり、歯厚が短くなる関係にあり、この関係を所定の形式の近似関数(関係式2)で表すことができる。
圧力角が諸元通り誤差なく作製されることを条件として、歯厚とモジュールとの関係を表す関係式2を所定の形式の近似関数で表すことも本発明の騒音予測方法の特徴の一つである。
【0046】
[最大半径位置モジュール導出工程]
最大半径位置モジュール導出工程とは、最大半径位置の歯のモジュールを求める工程である。本発明の騒音発生予測方法においては、歯形誤差の測定位置が最大半径位置又は最小半径位置である。以下、歯形誤差の測定位置が最大半径位置の場合と、最小半径位置の場合に分けて、本工程について説明する。
【0047】
先ず、歯形誤差の測定位置が最大半径位置の場合について説明する。
この場合、歯形誤差をJIS B1702に準拠する方法で測定し、この測定の際に求まる圧力角誤差を関係式1に代入し、歯形誤差の測定位置のモジュールを求める。歯形誤差の測定位置が最大半径位置であるため、このモジュールが最大半径位置の歯の上記最大半径位置でのモジュールになる。
【0048】
次いで、歯形誤差の測定位置が最小半径位置の場合について説明する。
この場合、先ず、歯筋形状誤差ffβをJIS B1702に準拠する方法で測定する。歯筋形状誤差ffβは、歯筋方向に並ぶ歯車の歯の歯丈の最大値と最小値の差を表すものである。したがって、歯筋形状誤差ffβと最小半径位置における歯の厚みScmin(基本諸元の基準ピッチ円半径位置の厚み)を用いることで、最大半径位置における歯の厚みScmax(基本諸元の基準ピッチ円半径位置の厚み)を求めることができ、この厚みから関係式2を用いて、最大半径位置の歯のモジュールを求める。
【0049】
関係式2で求めたScminと厚みScmaxと歯筋形状誤差ffβとの間の関係は下記の数式(XII)で表すことができる。
【数6】
【0050】
上記の通りScminについては、具体的な値を求めることができ、ffβについては、JIS試験により求めることができるから、Scmaxを求めることができる。Scmaxを関係式2に代入することで最大半径位置のモジュールを求めることができる。
【0051】
上述の通り、本発明の騒音予測方法では、樹脂歯車対が実際に噛み合う位置(最大半径位置)の樹脂歯車のモジュールを導出することが特徴であるが、歯形誤差の測定位置が最小半径位置又は最大半径位置の場合に導出することができる。
【0052】
[歯車法線ピッチ導出工程]
歯車法線ピッチ導出工程は、上記一方の樹脂歯車の法線ピッチの値を導出する工程である。導出にあたっては、以下の数式(XIII)を用いる。なお、法線ピッチをte、円周率をπ、モジュールをm、圧力角をαとする。
【数7】
【0053】
[相手歯車法線ピッチ導出工程]
相手歯車法線ピッチ導出工程とは、上記一方の樹脂歯車と噛み合う他方の樹脂歯車の法線ピッチを導出する工程である。法線ピッチは上述の方法と同様の方法で求めることができるため説明を省略する。
【0054】
[騒音予測工程]
騒音予測工程とは、予め測定した樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係から騒音の大きさを予測する工程である。
【0055】
本工程を行う前に、予め樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係を作製しておく必要がある。騒音の測定方法は特に限定されず、例えば、実施例に記載の方法で測定することができる。
【0056】
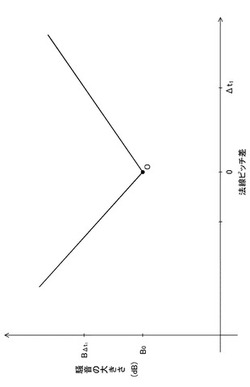
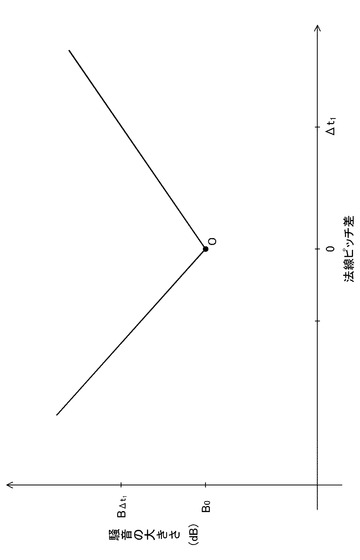
上記のようにして噛み合う樹脂歯車対の上記法線ピッチ差を求め、求めた法線ピッチ差を上記関係に当てはめて、騒音の大きさを予測する。例えば、図6に示すような法線ピッチ差と騒音の大きさとの関係が得られ、法線ピッチ差がΔt1であったとする。法線ピッチ差と騒音の大きさとの関係は、点Oを最小の騒音とするV字型になる。なお、法線ピッチ差と騒音の大きさとの関係は、歯車の製造に用いる樹脂材料が同じで、歯車対を回転させる際の条件が同じであれば、同じ関係を使用することができる。
【0057】
図6のグラフから法線ピッチ差がΔt1の場合、騒音がBΔt1であると予測することができる。また、騒音はB0までしか低減できないことも明らかになる。
【0058】
また、容易に予測するために、樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係を、所定の形式の関数に近似することが好ましい。
【0059】
本発明の騒音予測方法によれば、樹脂歯車対が最大半径位置同士で噛み合うという条件があるため、噛み合う位置での法線ピッチの差を求めることができ、樹脂歯車対の噛み合い時に発生する騒音の大きさを予測することができる。
【実施例】
【0060】
以下、実施例により本発明を具体的に説明するが、本発明はこれに限定されるものではない。
【0061】
<騒音の大きさと法線ピッチ差との関係>
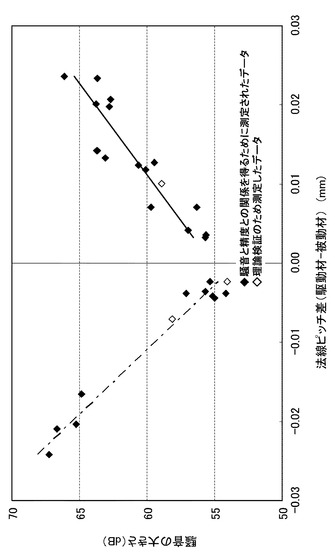
噛み合う樹脂歯車間の法線ピッチ差と騒音の大きさ(dB)との関係を表すグラフを図7に示した。図7に示す関係を求めるために使用した樹脂歯車は、ポリアセタール樹脂(「M90−44」、ポリプラスチックス社製)を成形してなる樹脂歯車である。この樹脂歯車の諸元は、モジュールが約1.0、基準ピッチ円半径が約30mm、歯数が30枚、歯幅が約15mmである。図7中のドットは、樹脂歯車対の樹脂歯車間の法線ピッチ差と騒音の大きさとの関係を表す。樹脂歯車の法線ピッチは真円度測定から得た法線ピッチの値を採用した。
【0062】
具体的には、以下のような方法で騒音の大きさと法線ピッチ差との関係を求めた。
先ず、法線ピッチ差が所定の値になる樹脂歯車を選択した。そして、選択した樹脂歯車対を無響箱内で噛み合わせて回転させ、発生する騒音を、樹脂歯車対の噛み合い部から上方に垂直に100mm離れた位置に設置した精密騒音計で捕らえ、FFTサーボアナライザーによって解析した。騒音の大きさは騒音レベル(単位dB)で表示した。図7に示すように多数の法線ピッチ差の樹脂歯車対を用いて、騒音の大きさと法線ピッチ差との関係を求めた。一点鎖線、実線が、騒音の大きさと法線ピッチ差との関係を表す近似関数である。なお、歯車を回転させる際の条件としては、円周速度を785mm/s、負荷トルクを0.5kgfcm、バックラッシュを0.1mm(軸間)、オイルを塗布する条件とした。
【0063】
<騒音予測方法>
実施例で使用する歯車は、ポリプラスチックス社製のポリアセタール樹脂(商品名「ジュラコンM90−44」)を成形してなり、モジュールが0.9899、歯数が30、基準ピッチ円半径が14.849mm、圧力角が20°、基礎円半径が13.953mm、インボリュート関数inv(20°)が0.0149である。噛み合う樹脂歯車は両方とも同じ樹脂歯車である。なお、樹脂歯車は図1に示すような鼓状に変形していた。即ち、歯形誤差の測定位置は、最小半径位置である。
【0064】
[第一関係式導出工程]
一方の樹脂歯車について、歯形測定位置を図1(a)に示すA1に設定した。歯形測定位置でのモジュールが諸元のモジュールの0.99倍であると仮定した。このとき歯形測定位置での歯車の諸元は以下のようになった。
モジュール m:0.9899×0.99=0.9800
歯数 z:30
圧力角 α:20°=0.349rad
基準ピッチ円直径 d:0.9800×30=29.4mm
基準ピッチ円半径 r:14.7mm
基礎円半径rb:14.7×cos(0.349)=13.813mm
【0065】
歯形測定位置における基準ピッチ円半径(14.7mm)の位置では、圧力角は0.394radになるが、基本諸元の基準ピッチ円半径が14.849mmであり、この位置では、圧力角α’は、rb(基礎円半径)=r(基準ピッチ円半径)×cos(α(圧力角))の関係から、13.813mm=14.849mm×cos(α’)となり、α’=0.376rad=21.52degになる。圧力角誤差Δαは、0.376−0.349=0.027radになる。JISの歯車試験(JIS B1702)で出力される圧力角誤差の単位は、μmであるため、圧力角誤差の単位をradからμmに変換する。変換には以下の数式(XIV)を用いた。fHαをJIS試験で出力される圧力角誤差(単位μm)、R2からR1はJIS B1702により定められた歯形検査範囲である(R2>R1)。
【数8】
【0066】
fHα=(15.62mm−14.21mm)×tan(0.027)×1000=37μmである。
【0067】
歯形測定位置でのモジュールが諸元のモジュールの所定倍である点を0.99倍から他の値に変更し、同様に圧力角誤差を求めた。所定倍の仮定を変更して得たモジュールと、圧力角誤差との関係を表2に示した。
【表2】
【0068】
市販の計算ソフトを用いると以下の関係式1が得られた(二次関数)。関係式1中のmはモジュール、fHαは圧力角誤差である。
【数9】
【0069】
[第二関係式導出工程]
上記の通り、歯形誤差の測定位置は、最小半径位置である。歯形誤差の測定位置の歯車の基本諸元の基準ピッチ円半径位置での歯厚を求めた。具体的には以下のようにして歯厚を求める。なお、上記歯形誤差の測定位置での歯厚Scminは、上記数式(X)を用いて導出した。
【0070】
先ず、歯形誤差の測定位置の歯の基本諸元の基準ピッチ円半径位置での圧力角αminを導出するために、歯形誤差の測定位置でのモジュールを導出した。JIS B1702で定める方法により得た圧力角誤差は−4μmであった。この値を関係式1に代入すると、歯形誤差の測定位置でのモジュールは、0.9909になった。また、圧力角αminを導出するために、歯形誤差の測定位置の歯の基礎円の半径rbminを求めた。rb(基礎円半径)=r(基準ピッチ円半径)×cos(α(圧力角))の関係から、歯形誤差の測定位置の歯車の基本諸元の基準ピッチ円半径位置の圧力角αminを求めると、αmin=cos−1(13.967/14.849)=0.346radであった。
【0071】
数式(X)中のαminに0.346rad、α0に0.349、z0に30、r0に14.849mmを代入すると、上記歯形誤差の測定位置での歯厚Scminは1.566mmになった。
【0072】
次に、モジュールを以下の表3に示す値に変更して、上記と同様にして、歯形誤差の測定位置の歯について、それぞれのモジュールにあたる位置での歯厚を求めた。求めた歯厚も表3に示した。なお、表3には歯形誤差の測定位置の歯車の基本諸元の基準ピッチ円半径位置のモジュールと歯厚についても記載した。
【表3】
【0073】
市販の計算ソフトを用いると以下の関係式2が得られた(二次関数)。関係式2中のScは歯厚、mはモジュールである。
【数10】
【0074】
[最大半径位置モジュール導出工程]
JIS B1702で定める方法により得た歯筋形状誤差は7μmであった。上記の通り、最大半径位置の歯車の基本諸元の基準ピッチ円半径位置での歯厚Scmaxは、Scmax=Scmin+2×ffβ/1000で表され、Scminに1.566、ffβに7μmを代入すると、歯厚Scmaxは、1.580mmになる。これを関係式2に代入すると、最大半径位置でのモジュールを導出でき、その値は、0.9923となった。
【0075】
[歯車法線ピッチ導出工程]
このモジュールから最大半径位置の歯の基本諸元の基準ピッチ円半径位置での法線ピッチは2.929mmであった。
【0076】
[相手歯車法線ピッチ導出工程]
相手歯車についても、上記と同様の方法で最大半径位置の歯の基本諸元の基準ピッチ円半径位置での法線ピッチを求めると、2.922mmであった。
【0077】
[騒音予測工程]
法線ピッチの差は、−0.007mmとなり、この値を図7のグラフにあてはめると、騒音の大きさが57.5dBと予測できた。実測した騒音の大きさは58.1dBであり、騒音の大きさを予測できることが確認された。なお、騒音の実測は、「騒音の大きさと法線ピッチ差との関係」を求める際に行った方法と同様の方法で行った。
【技術分野】
【0001】
本発明は、樹脂歯車対が噛み合う際に生じる騒音の大きさを予測する騒音予測方法に関する。
【背景技術】
【0002】
歯車は主として動力、回転の伝達を行う重要な機械部品の一つである。従来、歯車は金属の切削、焼結によって作製されてきた。上記のような金属歯車は、製造コストが高く、重く、しかも通常はグリスによる潤滑が必要である等の欠点を有する。このため、近年では、射出成形等により極めて容易に製造できる樹脂歯車が注目されている。樹脂歯車は、軽量で、振動吸収性が高く、しかも無給油で使用できるため、金属歯車に代わって広い分野で使用されている。
【0003】
しかしながら、樹脂歯車の用途が拡大するにつれて、樹脂歯車の高速での使用が増加しつつある。さらに、樹脂歯車の小型化が進み、それに伴う騒音の低減への要求がさらに厳しくなる傾向にある。上記騒音は、歯車対の噛み合いが良好にならないことにより発生すると推測される。
【0004】
樹脂歯車は成形時の収縮のため寸法精度に問題があり、金属製歯車と比較して歯車対の噛み合いに問題を生じやすい。このため、精度の高い樹脂歯車(特許文献1参照)、騒音を抑える特殊な歯車が知られている(特許文献2参照)。
【0005】
また、歯車対の噛み合い不良の主な原因の一つとして、歯車の完成度(精度)の低さが挙げられる。歯車の完成度(精度)を表す指標としてJISの歯車試験がある。JISの歯車試験では、歯車の精度に関して、ピッチ誤差(単一ピッチ誤差、累積ピッチ誤差)、歯形誤差(歯形角誤差、歯形形状誤差)、歯筋誤差(歯筋形状誤差、ネジレ角誤差)、両歯面噛み合い誤差等で評価を行うが(JIS B1702−3)、どの誤差も歯車対の噛み合い時の騒音と関連付けられていない。
【0006】
上記の通り、従来は、騒音が樹脂歯車対の噛み合い不良により生じることまでは分かっても、噛み合い不良をどのように評価し、その評価をどのようにして騒音の大きさに結びつけるかについては知られていない。このため、樹脂歯車対の噛み合いにより生じる騒音の大きさを予測することはできない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−030514号公報
【特許文献2】特開平11−325221号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記課題を解決するためになされたものであり、その目的は、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意研究を重ねた。その結果、樹脂歯車対の噛み合い位置におけるモジュールの導出方法を見出し、互いに噛み合う樹脂歯車の法線ピッチの差と、樹脂歯車対が噛み合う際に発生する騒音の大きさとの間に非常に強い相関があり、上記法線ピッチ差から騒音の大きさを予測できることを見出し、本発明を完成するに至った。より具体的には本発明は以下のものを提供する。
【0010】
(1) JIS B1702に準拠する方法で測定する歯形誤差の測定位置が最小半径位置又は最大半径位置である樹脂歯車対の、前記最大半径位置同士での噛み合いにより生じる騒音を予測する方法であって、所定の歯形測定位置の歯における、一方の樹脂歯車のJIS B1702に準拠する方法で測定した圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する第一関係式導出工程と、前記歯形誤差の測定位置が前記最小半径位置の場合には、前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出する第二関係式導出工程と、前記歯形誤差の測定位置が前記最大半径位置の場合には、前記圧力角誤差を前記第一関係式に代入して、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求め、前記歯形誤差の測定位置が前記最小半径位置の場合には、JIS B1702に準拠する方法で測定した歯筋形状誤差と、前記一方の樹脂歯車の前記最小半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールと、を用いて、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での歯厚を導出し、該歯厚を前記第二関係式に代入して前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求める最大半径位置モジュール導出工程と、前記最大半径位置モジュール導出工程で得られるモジュールから、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の法線ピッチを求める歯車法線ピッチ導出工程と、前記法線ピッチの導出と同様の方法で、他方の樹脂歯車についても、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での法線ピッチを導出する相手歯車法線ピッチ導出工程と、前記一方の樹脂歯車の前記法線ピッチと、前記他方の歯車の前記法線ピッチと、予め測定した前記樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係と、に基づいて騒音の大きさを予測する騒音予測工程とを備える騒音予測方法。
【0011】
(2) 前記第一関係式導出工程は、以下のステップを含む(1)に記載の騒音予測方法。前記一方の樹脂歯車において所定の歯形測定位置を決定し、該所定の歯形測定位置の歯のモジュールが、前記基本諸元のモジュールの所定倍であると仮定するステップ1と、所定の歯形測定位置の歯において、前記仮定されたモジュールの基本諸元における基準ピッチ円半径位置での圧力角を導出するステップ2と、前記ステップ2で得られる圧力角と、前記基本諸元の基準ピッチ円半径位置での圧力角とから圧力角誤差を求めるステップ3と、前記所定倍を少なくとも2回変更して、前記ステップ2からステップ3を繰り返し、各々の仮定における圧力角誤差を求めるステップ4と、前記圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出するステップ5。
【0012】
(3) 前記第二関係式導出工程は以下のステップを含む(1)又は(2)に記載の騒音予測方法。前記第一関係式から前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置でのモジュールを導出し、該モジュールを用いて前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での歯厚を導出するステップ1’と、前記ステップ1’において、歯厚を導出する際に用いるモジュールを、前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での値から所定の値に少なくとも1回変更し、各々のモジュールにおける歯厚を導出するステップ2’と、前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出するステップ3’。
【発明の効果】
【0013】
本発明によれば、樹脂歯車対の噛み合い位置におけるモジュールを導出し、噛み合い位置のモジュールから両歯車の法線ピッチを導出し、法線ピッチの差を求めることで、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測することができる。
【図面の簡単な説明】
【0014】
【図1】成形時の収縮により鼓状に変形した樹脂歯車を示す図である。
【図2】歯車のモジュールと圧力角誤差との関係を示すグラフである。
【図3】収縮による樹脂歯車の歯の形状変化を示す図である。
【図4】歯厚と歯車のモジュールとの関係を示すグラフである。
【図5】歯筋チャート及び当該チャート内の所定の位置での歯の断面を示す図である。
【図6】法線ピッチ差と騒音の大きさとの関係を示す図である。
【図7】実施例で用いた樹脂歯車について、噛み合う樹脂歯車間の法線ピッチ差と騒音の大きさ(dB)との関係を表すグラフである。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態について詳細に説明するが、本発明は、以下の実施形態に何ら限定されるものではなく、本発明の目的の範囲内において、適宜変更を加えて実施することができる。なお、説明が重複する箇所については、適宜説明を省略する場合があるが、発明の要旨を限定するものではない。
【0016】
本発明の騒音予測方法は、JIS B1702に準拠する方法で測定する歯形誤差の測定位置が最小半径位置又は最大半径位置である樹脂歯車対について、この樹脂歯車対が上記最大半径位置同士で噛み合う際に生じる騒音の大きさを予測する方法である。先ず、本発明の騒音予測方法を実施するにあたって前提となる条件について説明する。
【0017】
本発明の騒音予測方法は、樹脂歯車対が最大半径位置同士で噛み合う場合を対象とする。この条件を定める理由は以下の通りである。
本発明の特徴の一つは、樹脂歯車の噛み合い位置の歯の基本諸元の基準ピッチ円半径位置でのモジュールを導出し、このモジュールから噛み合い位置での法線ピッチを導出し、樹脂歯車間の噛み合い位置での上記法線ピッチの差から、噛み合い時に発生する騒音の大きさを予測する点にある。互いに噛み合う樹脂歯車の噛み合い位置の上記モジュールを導出するためには、後述する通り、樹脂歯車対が最大半径位置同士で噛み合うことを仮定する必要がある。なお、通常、樹脂歯車対は、最大半径位置で噛み合うため、従来公知の一般的な樹脂歯車に本発明の方法を適用することができる。
【0018】
本発明の騒音予測方法は、歯形誤差の測定位置が最小半径位置又は最大半径位置である場合を対象とする。このような条件を定める理由について以下に説明する。
本発明の騒音予測方法は、予測の過程で、樹脂歯車の噛み合い位置の歯の基本諸元の基準ピッチ円半径位置でのモジュールを導出することを特徴の一つとする。歯形誤差の測定位置が最小半径位置又は最大半径位置としなければ、後述する通り、噛み合い位置での上記モジュールを求めることができない。なお、樹脂歯車は、成形時の収縮で歯形誤差の測定位置が最小半径位置になることがほとんどであり、次に多いのが最大半径位置になる収縮である。したがって、本発明の騒音予測方法は一般的な多くの樹脂歯車に適用することができる。
【0019】
本発明の騒音予測方法は、圧力角が諸元通り誤差なく作製され、且つ成形時の収縮が同一z座標軸において均一に行われる場合を対象とする。この条件を定める理由は以下の通りである。なお、z軸とは歯筋方向である。
本発明の騒音予測方法は、樹脂歯車の成形時の収縮を考慮することが特徴の一つである。圧力角が諸元通り誤差なく作製され、且つ成形時の収縮が均一(同一z座標軸において均一)に行われるとすることで、後述する通り、圧力角誤差は、理論的に決まる理想位置からの歯車の位置のずれ(成形時の収縮によるずれ)を表すことになり、樹脂歯車を成形の際に生じる樹脂歯車の収縮を考慮した騒音予測をすることができる。なお、通常、樹脂歯車においては、圧力角はほぼ緒元通りに、誤差がほとんどなく作製され、成形時の収縮も均一(同一z座標軸において均一)に行われる。したがって、本発明の騒音予測方法は、一般的な多くの樹脂歯車に適用することができる。
【0020】
以上の通り、本発明の騒音予測方法を実施するにあたっての前提となる条件は、全て、一般的な樹脂歯車の特徴を表すものである。したがって、上記のような条件付であっても、本発明の騒音予測方法は多くの樹脂歯車に適用することができる。
【0021】
なお、樹脂歯車を作製するために用いる樹脂材料は特に限定されず、従来公知の樹脂を使用することができる。また、樹脂材料は、複数の種類の樹脂を含むものであっても、顔料、酸化防止剤等の添加剤を含むものであってもよい。
【0022】
<騒音予測方法>
以下、本発明の騒音予測方法について標準平歯かつ並歯の歯車を例にして説明する。その他、はすば歯車等については同様の考え方で騒音予測が可能である。図1(a)に示すような鼓状に変形した樹脂歯車を例に説明する。図1に示す樹脂歯車の基本諸元は以下の通りとする。
モジュール:m0
歯数 :z0
圧力角 :α0
基準ピッチ円直径:d0
基準ピッチ円半径:r0
基礎円半径:rb0
【0023】
図1(b)は、図1(a)で示す樹脂歯車の拡大図であり、x方向、y方向、z方向が指す方向を明確にする図である。x方向は歯厚方向であり、y方向は歯丈方向であり、z方向は歯筋方向である。なお、鼓状に変形した樹脂歯車を例に説明する理由は、上述の通り、一般的に、樹脂歯車は、図1に示すような鼓状に変形するからである。
【0024】
本発明の騒音予測方法は、第一関係式導出工程と、必要な場合に行なう第二関係式工程と、最大半径位置モジュール導出工程と、歯車法線ピッチ導出工程と、相手歯車法線ピッチ導出工程と、騒音予測工程とを備える。以下これらの工程についてさらに詳細に説明する。
【0025】
[第一関係式導出工程]
第一関係式導出工程とは、所定の歯形測定位置の歯における、一方の樹脂歯車のJIS B1702に準拠する方法で測定した圧力角誤差と上記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する工程である。例えば、以下のステップ1〜5を含む方法で導出することができる。
【0026】
ステップ1では、上記一方の樹脂歯車において所定の歯形測定位置を決定し、該所定の歯形測定位置の歯のモジュールが、基本諸元の基準ピッチ円半径位置でのモジュールの所定倍であると仮定する。具体的には以下のようにして行う。
【0027】
「所定の歯形測定位置の決定」とは、図1(a)に示すz方向に延びる円弧A上のいずれかの位置に歯形測定位置を決めることを指す。どのような場所に決定してもよいが、円弧Aの中央に決定することが好ましい。したがって、円弧Aの中央のA1に歯形測定位置を決定したとして、以下説明する。
【0028】
続いて、歯形測定位置A1の歯の基本諸元の基準ピッチ円半径位置でのモジュールmがm0のx1倍であると仮定する。この仮定から、位置A1での樹脂歯車の諸元(基本諸元ではなく、m0のx1倍になったモジュールの歯車の諸元)は以下の数式(I)〜(VI)で表すことができる。なお、m1はモジュール、z1は歯数、α1は圧力角、d1は基準ピッチ円直径、r1は基準ピッチ円半径、rb1は基礎円半径とする。
【数1】
【0029】
ステップ2では、上記所定の歯形測定位置A1の歯において、上記基本諸元の基準ピッチ円半径位置(r0)での圧力角(α1’)を導出する。具体的には以下のようにして行う。
【0030】
上記の圧力角α1は、基準ピッチ円半径をr1とした場合のものである。しかし、JIS試験で歯形誤差を求める際には、基準ピッチ円半径をr0として求めるため、A1の位置の歯車の歯について、r0の位置での圧力角α1’を求める必要がある。圧力角α1’は、rb=r×cosαから得られる以下の数式(VII)を変形して数式(VIII)のようになる。
【数2】
【0031】
ステップ3は、上記ステップ2で得られる圧力角と、基本諸元の基準ピッチ円半径位置での圧力角とから圧力角誤差を求める。圧力角誤差Δαは以下の数式(IX)のように表すことができる。
【数3】
【0032】
ステップ4では、上記所定倍を少なくとも2回変更して、上記ステップ2からステップ3を繰り返し、各々の仮定における圧力角誤差を求める。上記のx1倍の場合も含めて、所定倍がx2倍、x3倍としたときの結果を表1にまとめる。
【表1】
【0033】
ステップ5は、圧力角誤差と上記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する。具体的には、表1の結果に基づいて関係式1を求める。例えば、図2に示すように縦軸をモジュール、横軸を圧力角誤差として、所定の形式の関数でフィッティングを行うことによって、所定の形式の近似関数として関係式1を求める。近似関数の形式としては特に限定されないが、べき乗近似、対数近似、線形近似、多項式近似、指数近似等が挙げられる。
【0034】
この関係式1は、歯形測定位置A1に関するものであるが、歯形誤差のその他の測定位置についても圧力角誤差とモジュールとの関係は関係式1で表すことができる。理由は以下の通りである。
本発明の騒音予測方法では、圧力角が基本諸元の通りに作製されるとしている。したがって、圧力角の理論値からのずれは、図3(a)に示すようにして説明することができる。図3(a)には歯車の歯(一歯分)を示す。実線Qは実際の歯車の歯の輪郭を表す。点線Q’は、理論的に求められる歯車の歯の輪郭を表す。この歯の輪郭のずれは成形時の収縮により生じる。実線Q上の点P1は収縮がなければ点線Q’上の点Pと重なるとする。圧力角が基本諸元通りに製造されることから、点P1の圧力角と点Pの圧力角とは等しい。このため、収縮が無ければ圧力角誤差はゼロになる。しかし、成形時の収縮のため、圧力角誤差は、点Pの圧力角と点P2の圧力角を比較することになり、ゼロにはならない。ここで、点P2は、歯車の中心Oと点Pを結ぶ直線を半径とする円と実線Qとの交点である。このように、圧力角誤差は歯の位置のずれ、即ち、歯の収縮量を表す指標として用いることができる。上述の通り、樹脂歯車は、一般的に非常に高い精度で圧力角が基本諸元通りになるように製造できる。したがって、圧力角誤差を考慮することは、樹脂歯車の成形時の収縮量を考慮することになる。この点に着目することも本発明の大きな特徴の一つである。
本発明の騒音予測方法では、成形時の収縮が均一(同一z座標軸において均一)に行われるとする。したがって、圧力角誤差とモジュールとの関係は歯形測定位置によらず同じになる。
以上より、歯形誤差の測定位置についても圧力角誤差とモジュールとの関係は関係式1で表すことができる。
【0035】
[第二関係式導出工程]
第二関係式導出工程とは、歯形誤差の測定位置が上記最小半径位置の場合に、上記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置での、上記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出する工程である。本工程は、歯形誤差の測定位置が最大半径位置の場合には、不要である。なお、上記の通り、最も一般的な変形は鼓状になることであり、この鼓状になる変形の場合、歯形誤差の測定位置が最小半径位置になる。
【0036】
具体的には、関係式2は、歯筋形状誤差の測定を利用して求めることができ、例えば、以下のステップ1’〜4’を含む手順で第二関係式を導出することができる。
【0037】
ステップ1’は、上記第一関係式から上記最小半径位置の歯の基本諸元の基準ピッチ円半径位置でのモジュールを導出し、該モジュールを用いて上記最小半径位置の歯の基本諸元の基準ピッチ円半径位置での歯厚を導出する。歯形誤差の測定位置での歯厚をScmin、圧力角をαminとしたとき、以下の数式(X)が成立する。なお、数式(X)中のinvはインボリュート関数である。歯筋誤差は基本諸元の基準ピッチ円半径上を測定するため半径r0を用いる。
【数4】
【0038】
αminは、以下の手順で求めることができる。先ず、第一関係式から、上記最小半径位置の歯のモジュールmminを求める。次いで、このモジュールmminと歯数z0から上記最小半径位置の歯の実際の基準ピッチ円半径rmin(rmin=z0×mmin)を導出する。最後に、この実際の基準ピッチ円半径rminを用いて、上記最小半径位置の歯の実際の基礎円の半径rbminを求め、上記最小半径位置の歯の実際の圧力角αminを求める(rbmin=r0×cosαminから求める)。
【0039】
導出したαminを数式(X)に代入することで、最小半径位置の歯の基本諸元の基準ピッチ円半径位置での歯厚Scminを求めることができる。
【0040】
ステップ2’は、上記ステップ1’において、歯厚を導出する際に用いるモジュールを、上記最小半径位置の歯の上記基本諸元の基準ピッチ円半径位置での値から所定の値に少なくとも1回変更し、各々のモジュールにおける歯厚を導出する。
【0041】
ここで、モジュールをmAに変更した場合を例に説明する。モジュールmAの位置の歯の基本諸元の基準ピッチ円半径位置での歯厚をScA、この位置での圧力角αAとすると、ScAは以下の数式(XI)で表すことができる。
【数5】
【0042】
例えば、αminの導出と同様の方法でαAを求める。そして、αAを数式(XI)に代入することで、歯厚ScAが導出できる。
【0043】
ステップ3’は関係式2を導出するステップである。例えば、以下のようにして関係式2を導出することができる。
【0044】
歯厚とモジュールとの関係式(関係式2)を導出するに当たっては、三つ以上の異なるモジュールで歯厚を求めてから導出することが好ましい。歯形誤差の測定位置のモジュールに近い値のモジュールに関する情報が必要になるから、モジュールを変更する際には、歯形誤差の測定位置のモジュール×0.9〜歯形誤差の測定位置のモジュール×1.1の範囲で変更することが好ましい。モジュールmBに変更し、同様の方法でモジュールがmBになる歯の基本諸元の基準ピッチ円半径位置での歯厚ScBを求めた。図4には、歯厚とモジュールとの関係を示した。縦軸は歯厚、横軸はモジュールである。図4中の関係式2は、関係式1と同様に所定の形式の関数でフィッティングを行うことによって導出することができる。
【0045】
関係式2は、モジュールと歯厚との関係を示す。歯厚とモジュールとの間に相関があるのは、本発明の騒音予測方法において、圧力角が基本諸元通り誤差なく作製されることを前提としているからである。この点について以下に説明する。
図5(a)には、歯筋チャートを示す。図中のz方向が歯筋方向であり、y方向が歯丈方向である。図1(a)と同様に歯筋を表す円弧を円弧Aとし、円弧Aの中央をA1とする。また、A2〜A5は円弧A上の任意の点である。ここで、圧力角が諸元通り製造できているとすると、歯車の歯の各々の大きさ形状は同一で、収縮によりy方向の位置がずれていることになる。この収縮によるずれのために円弧Aは、直線ではなくなる。図5(b)には、A1での歯の断面図、A2での歯の断面図、A3での歯の断面図、A4での歯の断面図、A5での歯の断面図を示した。図5中の点線Rは、基本諸元の基準ピッチ円半径位置を示す。基本諸元の基準ピッチ円半径位置での歯A1〜A5の歯厚は、図5中に示すScA1〜ScA5である。後述する通り、歯筋形状誤差を用いて、噛み合い位置の歯の、基本諸元の基準ピッチ円半径位置での歯厚を求めるが、図5(b)に示すとおり、歯筋誤差測定位置では、収縮の程度を歯厚で表すことができる。歯元から歯先に向って歯厚は小さくなるが、収縮が大きいほど、基本諸元の基準ピッチ円半径位置での歯厚は小さくなり、収縮が小さいほど基本諸元の基準ピッチ円半径位置での歯厚は大きくなる。歯が諸元通りに作製されれば、歯厚と収縮の程度とは一対一の対応になり、収縮とモジュールとも一対一の対応になるから、歯厚とモジュールも一対一の対応になる。収縮が大きくなると、モジュールが小さくなり、歯厚が短くなる関係にあり、この関係を所定の形式の近似関数(関係式2)で表すことができる。
圧力角が諸元通り誤差なく作製されることを条件として、歯厚とモジュールとの関係を表す関係式2を所定の形式の近似関数で表すことも本発明の騒音予測方法の特徴の一つである。
【0046】
[最大半径位置モジュール導出工程]
最大半径位置モジュール導出工程とは、最大半径位置の歯のモジュールを求める工程である。本発明の騒音発生予測方法においては、歯形誤差の測定位置が最大半径位置又は最小半径位置である。以下、歯形誤差の測定位置が最大半径位置の場合と、最小半径位置の場合に分けて、本工程について説明する。
【0047】
先ず、歯形誤差の測定位置が最大半径位置の場合について説明する。
この場合、歯形誤差をJIS B1702に準拠する方法で測定し、この測定の際に求まる圧力角誤差を関係式1に代入し、歯形誤差の測定位置のモジュールを求める。歯形誤差の測定位置が最大半径位置であるため、このモジュールが最大半径位置の歯の上記最大半径位置でのモジュールになる。
【0048】
次いで、歯形誤差の測定位置が最小半径位置の場合について説明する。
この場合、先ず、歯筋形状誤差ffβをJIS B1702に準拠する方法で測定する。歯筋形状誤差ffβは、歯筋方向に並ぶ歯車の歯の歯丈の最大値と最小値の差を表すものである。したがって、歯筋形状誤差ffβと最小半径位置における歯の厚みScmin(基本諸元の基準ピッチ円半径位置の厚み)を用いることで、最大半径位置における歯の厚みScmax(基本諸元の基準ピッチ円半径位置の厚み)を求めることができ、この厚みから関係式2を用いて、最大半径位置の歯のモジュールを求める。
【0049】
関係式2で求めたScminと厚みScmaxと歯筋形状誤差ffβとの間の関係は下記の数式(XII)で表すことができる。
【数6】
【0050】
上記の通りScminについては、具体的な値を求めることができ、ffβについては、JIS試験により求めることができるから、Scmaxを求めることができる。Scmaxを関係式2に代入することで最大半径位置のモジュールを求めることができる。
【0051】
上述の通り、本発明の騒音予測方法では、樹脂歯車対が実際に噛み合う位置(最大半径位置)の樹脂歯車のモジュールを導出することが特徴であるが、歯形誤差の測定位置が最小半径位置又は最大半径位置の場合に導出することができる。
【0052】
[歯車法線ピッチ導出工程]
歯車法線ピッチ導出工程は、上記一方の樹脂歯車の法線ピッチの値を導出する工程である。導出にあたっては、以下の数式(XIII)を用いる。なお、法線ピッチをte、円周率をπ、モジュールをm、圧力角をαとする。
【数7】
【0053】
[相手歯車法線ピッチ導出工程]
相手歯車法線ピッチ導出工程とは、上記一方の樹脂歯車と噛み合う他方の樹脂歯車の法線ピッチを導出する工程である。法線ピッチは上述の方法と同様の方法で求めることができるため説明を省略する。
【0054】
[騒音予測工程]
騒音予測工程とは、予め測定した樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係から騒音の大きさを予測する工程である。
【0055】
本工程を行う前に、予め樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係を作製しておく必要がある。騒音の測定方法は特に限定されず、例えば、実施例に記載の方法で測定することができる。
【0056】
上記のようにして噛み合う樹脂歯車対の上記法線ピッチ差を求め、求めた法線ピッチ差を上記関係に当てはめて、騒音の大きさを予測する。例えば、図6に示すような法線ピッチ差と騒音の大きさとの関係が得られ、法線ピッチ差がΔt1であったとする。法線ピッチ差と騒音の大きさとの関係は、点Oを最小の騒音とするV字型になる。なお、法線ピッチ差と騒音の大きさとの関係は、歯車の製造に用いる樹脂材料が同じで、歯車対を回転させる際の条件が同じであれば、同じ関係を使用することができる。
【0057】
図6のグラフから法線ピッチ差がΔt1の場合、騒音がBΔt1であると予測することができる。また、騒音はB0までしか低減できないことも明らかになる。
【0058】
また、容易に予測するために、樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係を、所定の形式の関数に近似することが好ましい。
【0059】
本発明の騒音予測方法によれば、樹脂歯車対が最大半径位置同士で噛み合うという条件があるため、噛み合う位置での法線ピッチの差を求めることができ、樹脂歯車対の噛み合い時に発生する騒音の大きさを予測することができる。
【実施例】
【0060】
以下、実施例により本発明を具体的に説明するが、本発明はこれに限定されるものではない。
【0061】
<騒音の大きさと法線ピッチ差との関係>
噛み合う樹脂歯車間の法線ピッチ差と騒音の大きさ(dB)との関係を表すグラフを図7に示した。図7に示す関係を求めるために使用した樹脂歯車は、ポリアセタール樹脂(「M90−44」、ポリプラスチックス社製)を成形してなる樹脂歯車である。この樹脂歯車の諸元は、モジュールが約1.0、基準ピッチ円半径が約30mm、歯数が30枚、歯幅が約15mmである。図7中のドットは、樹脂歯車対の樹脂歯車間の法線ピッチ差と騒音の大きさとの関係を表す。樹脂歯車の法線ピッチは真円度測定から得た法線ピッチの値を採用した。
【0062】
具体的には、以下のような方法で騒音の大きさと法線ピッチ差との関係を求めた。
先ず、法線ピッチ差が所定の値になる樹脂歯車を選択した。そして、選択した樹脂歯車対を無響箱内で噛み合わせて回転させ、発生する騒音を、樹脂歯車対の噛み合い部から上方に垂直に100mm離れた位置に設置した精密騒音計で捕らえ、FFTサーボアナライザーによって解析した。騒音の大きさは騒音レベル(単位dB)で表示した。図7に示すように多数の法線ピッチ差の樹脂歯車対を用いて、騒音の大きさと法線ピッチ差との関係を求めた。一点鎖線、実線が、騒音の大きさと法線ピッチ差との関係を表す近似関数である。なお、歯車を回転させる際の条件としては、円周速度を785mm/s、負荷トルクを0.5kgfcm、バックラッシュを0.1mm(軸間)、オイルを塗布する条件とした。
【0063】
<騒音予測方法>
実施例で使用する歯車は、ポリプラスチックス社製のポリアセタール樹脂(商品名「ジュラコンM90−44」)を成形してなり、モジュールが0.9899、歯数が30、基準ピッチ円半径が14.849mm、圧力角が20°、基礎円半径が13.953mm、インボリュート関数inv(20°)が0.0149である。噛み合う樹脂歯車は両方とも同じ樹脂歯車である。なお、樹脂歯車は図1に示すような鼓状に変形していた。即ち、歯形誤差の測定位置は、最小半径位置である。
【0064】
[第一関係式導出工程]
一方の樹脂歯車について、歯形測定位置を図1(a)に示すA1に設定した。歯形測定位置でのモジュールが諸元のモジュールの0.99倍であると仮定した。このとき歯形測定位置での歯車の諸元は以下のようになった。
モジュール m:0.9899×0.99=0.9800
歯数 z:30
圧力角 α:20°=0.349rad
基準ピッチ円直径 d:0.9800×30=29.4mm
基準ピッチ円半径 r:14.7mm
基礎円半径rb:14.7×cos(0.349)=13.813mm
【0065】
歯形測定位置における基準ピッチ円半径(14.7mm)の位置では、圧力角は0.394radになるが、基本諸元の基準ピッチ円半径が14.849mmであり、この位置では、圧力角α’は、rb(基礎円半径)=r(基準ピッチ円半径)×cos(α(圧力角))の関係から、13.813mm=14.849mm×cos(α’)となり、α’=0.376rad=21.52degになる。圧力角誤差Δαは、0.376−0.349=0.027radになる。JISの歯車試験(JIS B1702)で出力される圧力角誤差の単位は、μmであるため、圧力角誤差の単位をradからμmに変換する。変換には以下の数式(XIV)を用いた。fHαをJIS試験で出力される圧力角誤差(単位μm)、R2からR1はJIS B1702により定められた歯形検査範囲である(R2>R1)。
【数8】
【0066】
fHα=(15.62mm−14.21mm)×tan(0.027)×1000=37μmである。
【0067】
歯形測定位置でのモジュールが諸元のモジュールの所定倍である点を0.99倍から他の値に変更し、同様に圧力角誤差を求めた。所定倍の仮定を変更して得たモジュールと、圧力角誤差との関係を表2に示した。
【表2】
【0068】
市販の計算ソフトを用いると以下の関係式1が得られた(二次関数)。関係式1中のmはモジュール、fHαは圧力角誤差である。
【数9】
【0069】
[第二関係式導出工程]
上記の通り、歯形誤差の測定位置は、最小半径位置である。歯形誤差の測定位置の歯車の基本諸元の基準ピッチ円半径位置での歯厚を求めた。具体的には以下のようにして歯厚を求める。なお、上記歯形誤差の測定位置での歯厚Scminは、上記数式(X)を用いて導出した。
【0070】
先ず、歯形誤差の測定位置の歯の基本諸元の基準ピッチ円半径位置での圧力角αminを導出するために、歯形誤差の測定位置でのモジュールを導出した。JIS B1702で定める方法により得た圧力角誤差は−4μmであった。この値を関係式1に代入すると、歯形誤差の測定位置でのモジュールは、0.9909になった。また、圧力角αminを導出するために、歯形誤差の測定位置の歯の基礎円の半径rbminを求めた。rb(基礎円半径)=r(基準ピッチ円半径)×cos(α(圧力角))の関係から、歯形誤差の測定位置の歯車の基本諸元の基準ピッチ円半径位置の圧力角αminを求めると、αmin=cos−1(13.967/14.849)=0.346radであった。
【0071】
数式(X)中のαminに0.346rad、α0に0.349、z0に30、r0に14.849mmを代入すると、上記歯形誤差の測定位置での歯厚Scminは1.566mmになった。
【0072】
次に、モジュールを以下の表3に示す値に変更して、上記と同様にして、歯形誤差の測定位置の歯について、それぞれのモジュールにあたる位置での歯厚を求めた。求めた歯厚も表3に示した。なお、表3には歯形誤差の測定位置の歯車の基本諸元の基準ピッチ円半径位置のモジュールと歯厚についても記載した。
【表3】
【0073】
市販の計算ソフトを用いると以下の関係式2が得られた(二次関数)。関係式2中のScは歯厚、mはモジュールである。
【数10】
【0074】
[最大半径位置モジュール導出工程]
JIS B1702で定める方法により得た歯筋形状誤差は7μmであった。上記の通り、最大半径位置の歯車の基本諸元の基準ピッチ円半径位置での歯厚Scmaxは、Scmax=Scmin+2×ffβ/1000で表され、Scminに1.566、ffβに7μmを代入すると、歯厚Scmaxは、1.580mmになる。これを関係式2に代入すると、最大半径位置でのモジュールを導出でき、その値は、0.9923となった。
【0075】
[歯車法線ピッチ導出工程]
このモジュールから最大半径位置の歯の基本諸元の基準ピッチ円半径位置での法線ピッチは2.929mmであった。
【0076】
[相手歯車法線ピッチ導出工程]
相手歯車についても、上記と同様の方法で最大半径位置の歯の基本諸元の基準ピッチ円半径位置での法線ピッチを求めると、2.922mmであった。
【0077】
[騒音予測工程]
法線ピッチの差は、−0.007mmとなり、この値を図7のグラフにあてはめると、騒音の大きさが57.5dBと予測できた。実測した騒音の大きさは58.1dBであり、騒音の大きさを予測できることが確認された。なお、騒音の実測は、「騒音の大きさと法線ピッチ差との関係」を求める際に行った方法と同様の方法で行った。
【特許請求の範囲】
【請求項1】
JIS B1702に準拠する方法で測定する歯形誤差の測定位置が最小半径位置又は最大半径位置である樹脂歯車対の、前記最大半径位置同士での噛み合いにより生じる騒音を予測する方法であって、
所定の歯形測定位置の歯における、一方の樹脂歯車のJIS B1702に準拠する方法で測定した圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する第一関係式導出工程と、
前記歯形誤差の測定位置が前記最小半径位置の場合には、前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出する第二関係式導出工程と、
前記歯形誤差の測定位置が前記最大半径位置の場合には、前記圧力角誤差を前記第一関係式に代入して、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求め、
前記歯形誤差の測定位置が前記最小半径位置の場合には、JIS B1702に準拠する方法で測定した歯筋形状誤差と、前記一方の樹脂歯車の前記最小半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールと、を用いて、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での歯厚を導出し、該歯厚を前記第二関係式に代入して前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求める最大半径位置モジュール導出工程と、
前記最大半径位置モジュール導出工程で得られるモジュールから、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の法線ピッチを求める歯車法線ピッチ導出工程と、
前記法線ピッチの導出と同様の方法で、他方の樹脂歯車についても、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での法線ピッチを導出する相手歯車法線ピッチ導出工程と、
前記一方の樹脂歯車の前記法線ピッチと、前記他方の歯車の前記法線ピッチと、予め測定した前記樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係と、に基づいて騒音の大きさを予測する騒音予測工程とを備える騒音予測方法。
【請求項2】
前記第一関係式導出工程は、以下のステップを含む請求項1に記載の騒音予測方法。
前記一方の樹脂歯車において所定の歯形測定位置を決定し、該所定の歯形測定位置の歯のモジュールが、前記基本諸元のモジュールの所定倍であると仮定するステップ1と、
所定の歯形測定位置の歯において、前記仮定されたモジュールの基本諸元における基準ピッチ円半径位置での圧力角を導出するステップ2と、
前記ステップ2で得られる圧力角と、前記基本諸元の基準ピッチ円半径位置での圧力角とから圧力角誤差を求めるステップ3と、
前記所定倍を少なくとも2回変更して、前記ステップ2からステップ3を繰り返し、各々の仮定における圧力角誤差を求めるステップ4と、
前記圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出するステップ5。
【請求項3】
前記第二関係式導出工程は以下のステップを含む請求項1又は2に記載の騒音予測方法。
前記第一関係式から前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置でのモジュールを導出し、該モジュールを用いて前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での歯厚を導出するステップ1’と、
前記ステップ1’において、歯厚を導出する際に用いるモジュールを、前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での値から所定の値に少なくとも1回変更し、各々のモジュールにおける歯厚を導出するステップ2’と、
前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出するステップ3’。
【請求項1】
JIS B1702に準拠する方法で測定する歯形誤差の測定位置が最小半径位置又は最大半径位置である樹脂歯車対の、前記最大半径位置同士での噛み合いにより生じる騒音を予測する方法であって、
所定の歯形測定位置の歯における、一方の樹脂歯車のJIS B1702に準拠する方法で測定した圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出する第一関係式導出工程と、
前記歯形誤差の測定位置が前記最小半径位置の場合には、前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出する第二関係式導出工程と、
前記歯形誤差の測定位置が前記最大半径位置の場合には、前記圧力角誤差を前記第一関係式に代入して、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求め、
前記歯形誤差の測定位置が前記最小半径位置の場合には、JIS B1702に準拠する方法で測定した歯筋形状誤差と、前記一方の樹脂歯車の前記最小半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールと、を用いて、前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での歯厚を導出し、該歯厚を前記第二関係式に代入して前記一方の樹脂歯車の前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置でのモジュールを求める最大半径位置モジュール導出工程と、
前記最大半径位置モジュール導出工程で得られるモジュールから、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での、前記一方の樹脂歯車の法線ピッチを求める歯車法線ピッチ導出工程と、
前記法線ピッチの導出と同様の方法で、他方の樹脂歯車についても、前記最大半径位置の歯における前記基本諸元の基準ピッチ円半径位置での法線ピッチを導出する相手歯車法線ピッチ導出工程と、
前記一方の樹脂歯車の前記法線ピッチと、前記他方の歯車の前記法線ピッチと、予め測定した前記樹脂歯車対の樹脂歯車間の法線ピッチの差と騒音の大きさとの関係と、に基づいて騒音の大きさを予測する騒音予測工程とを備える騒音予測方法。
【請求項2】
前記第一関係式導出工程は、以下のステップを含む請求項1に記載の騒音予測方法。
前記一方の樹脂歯車において所定の歯形測定位置を決定し、該所定の歯形測定位置の歯のモジュールが、前記基本諸元のモジュールの所定倍であると仮定するステップ1と、
所定の歯形測定位置の歯において、前記仮定されたモジュールの基本諸元における基準ピッチ円半径位置での圧力角を導出するステップ2と、
前記ステップ2で得られる圧力角と、前記基本諸元の基準ピッチ円半径位置での圧力角とから圧力角誤差を求めるステップ3と、
前記所定倍を少なくとも2回変更して、前記ステップ2からステップ3を繰り返し、各々の仮定における圧力角誤差を求めるステップ4と、
前記圧力角誤差と前記一方の樹脂歯車の基本諸元の基準ピッチ円半径位置でのモジュールと、の関係を表す第一関係式を導出するステップ5。
【請求項3】
前記第二関係式導出工程は以下のステップを含む請求項1又は2に記載の騒音予測方法。
前記第一関係式から前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置でのモジュールを導出し、該モジュールを用いて前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での歯厚を導出するステップ1’と、
前記ステップ1’において、歯厚を導出する際に用いるモジュールを、前記最小半径位置の歯の前記基本諸元の基準ピッチ円半径位置での値から所定の値に少なくとも1回変更し、各々のモジュールにおける歯厚を導出するステップ2’と、
前記一方の樹脂歯車の歯厚とモジュールとの関係を表す第二関係式を導出するステップ3’。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−133357(P2011−133357A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2009−293158(P2009−293158)
【出願日】平成21年12月24日(2009.12.24)
【出願人】(390006323)ポリプラスチックス株式会社 (302)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願日】平成21年12月24日(2009.12.24)
【出願人】(390006323)ポリプラスチックス株式会社 (302)
【Fターム(参考)】
[ Back to top ]