
骨治療用成形体
【課題】 生分解 性ポリマーを構成素材とし、引張り強度、捻り強度ともに高い骨治療用成形体及び骨治療用具や、生分解性ポリマーを構成素材とし、曲げ強度や引張り強度、生分解性ともに高い骨治療用成形体及び骨治療用具を提供しようとする。
【解決手段】 生分解性ポリマーからなる成形体であって、分子鎖あるいは結晶の長軸の、該成形体の長手方向の配向度が該成形体の中心部から外周部に向けて異なる骨治療用成形体である。
【解決手段】 生分解性ポリマーからなる成形体であって、分子鎖あるいは結晶の長軸の、該成形体の長手方向の配向度が該成形体の中心部から外周部に向けて異なる骨治療用成形体である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定の為に用いる骨治療用具に用いる生分解性ポリマーからなる骨治療用成形体及びこの成形体から得られた骨治療用具に関する。
【背景技術】
【0002】
骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定の為に用いる骨治療用具としてはステンレス、セラミック等より成るワイヤー、プレート、ネジ、ピン、ビス、ステープル、クリップ、ロッド等が用いられている。これら用具は人体に吸収されず、従って治癒後摘出の為の再手術を要する欠点があり、しかも人骨に比べて剛性が高い為適用部の骨が削られたり、持続刺戟による局部の骨の融解、新生骨の強度低下及び再生骨の成長遅延等の欠点を生ずる。
【0003】
一方生体内で分解吸収される生分解性ポリマーを構成素材とした骨治療用具も提案されている。かかる骨治療用具はステンレスやセラミック等から形成された用具に比して強度に劣るので延伸により強度の向上をはかることが行われてきた(例えば、特許文献1〜5参照)。
【0004】
しかし、延伸された成形体は引張り強度は高いものの捻り強度が低く、ネジ体に成形してネジとして用いる場合、ねじ込み時の捻り力により破壊されるおそれがあった。また、配向度が高い生分解性ポリマーは配向度が低い生分解性ポリマーより生分解性が低く、延伸された成形体は使用目的によっては生分解性が低すぎるという問題もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公平3−63901号公報
【特許文献2】特許公報第2619760号公報
【特許文献3】特公平7−96024号公報
【特許文献4】特許第3136120号公報
【特許文献5】特表2004−517758号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、生分解性ポリマーを構成素材とし、曲げ強度、引張り強度、捻り強度ともに高い骨治療用成形体及び骨治療用具を提供することにある。
【0007】
また、本発明の目的は、生分解性ポリマーを構成素材とし、引張り強度、生分解性ともに高い骨治療用成形体及び骨治療用具を提供することにある。
【課題を解決するための手段】
【0008】
本発明の要旨とするところは、生分解性ポリマーからなる棒状の成形体であって、該成形体の長手方向の、分子鎖あるいは結晶の長軸の配向度が中心部から外周部に向けて異なる骨治療用成形体であることにある。
【0009】
前記骨治療用成形体においては、前記配向度が前記成形体の中心部から外周部に向けて減少し得る。
【0010】
前記骨治療用成形体においては、前記配向度が前記成形体の中心部から外周部に向けて増加し得る。
【0011】
また、本発明の要旨とするところは、前記骨治療用成形体を加工して得られ、治療時に捻り力を受ける骨治療用具であることにある。
【0012】
さらにまた、本発明の要旨とするところは、前記骨治療用成形体を加工して得られ、治療時に曲げ力を受ける骨治療用具であることにある。
【0013】
またさらに、本発明の要旨とするところは、前記骨治療用成形体をネジ体に加工して得られた前記骨治療用具であることにある。
【発明の効果】
【0014】
本発明によると、生分解性ポリマーを構成素材とし、曲げ強度、引張り強度、捻り強度ともに高い骨治療用成形体及び骨治療用具が提供される。
【0015】
本発明によると、生分解性ポリマーを構成素材とし、引張り強度、生分解性ともに高い骨治療用成形体及び骨治療用具が提供される。
【0016】
本発明によると、分子鎖あるいは結晶の長軸の配向が中心部から外周部に向けて分布を持つことを特徴とする生分解性ポリマーを構成素材とする骨治療用成形体が提供される。
【図面の簡単な説明】
【0017】
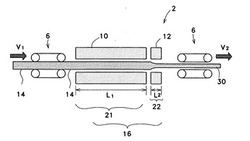
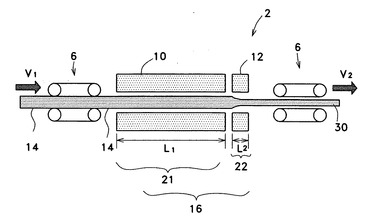
【図1】本発明の骨治療用成形体の製造に用いられる延伸装置の構成の一例を示す模式図である。
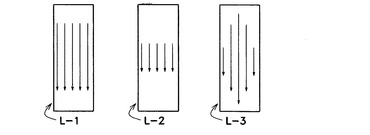
【図2】本発明の骨治療用成形体及び従来の骨治療用成形体の分子あるいは結晶の長軸の配向の状態を説明する説明図である。
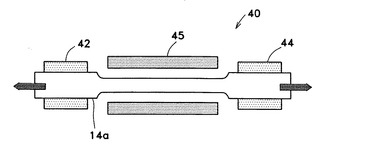
【図3】本発明の骨治療用成形体の製造に用いられる延伸装置の構成の他の一例を示す模式図である。
【図4】本発明の骨治療用成形体の製造に用いられる装置の構成のさらに他の一例を示す模式図である。
【図5】成形体の引張り強度の測定に用いられる治具と測定の態様を示す模式図である。
【図6】成形体のねじり強度の測定に用いられる治具と測定の態様を示す模式図である。
【発明を実施するための形態】
【0018】
本発明の骨治療用成形体は生分解性ポリマーからなる棒状の成形体であって、該成形体の長手方向の、分子鎖あるいは結晶の長軸の配向度が中心部から外周部に向けて分布を有する骨治療用成形体である。
【0019】
本発明において生分解性ポリマーは、生体内において加水分解され生体に吸収される性質を有する各種ポリマーを包含する。たとえばポリ−L−乳酸、ポリ−D−乳酸、ポリ−D,L−乳酸、L−乳酸とD−乳酸の共重合体、L−乳酸とD,L−乳酸の共重合体、D−乳酸とD,L−乳酸の共重合体、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス、ポリグリコール酸、L−乳酸とグリコール酸の共重合体、D−乳酸とグリコール酸の共重合体、D,L−乳酸とグリコール酸の共重合体等を例示できる。これらは1種のみでなく2種以上混合して使用できる。上記ポリマーの中でも乳酸を主体とするポリマー(乳酸ポリマー)即ち乳酸の単独又は共重合体が好ましい。特にL−乳酸ポリマー即ちL−乳酸のポリマーを主体とするものたとえばポリ−L−乳酸、L−乳酸を主体とする共重合体(たとえばL−乳酸とD−乳酸又はD,L−乳酸との共重合体)、更には、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス等は、強度及び強度保持性に優れており、好ましいものとして例示できる。
【0020】
上記生分解性ポリマーの分子量は広い範囲にわたり得るが、ポリマー自身熱により分解して分子量低下をきたす傾向があり、製造時の分子量低下を考慮すると、成形前の原料ポリマーの粘度平均分子量が5万以上のポリマーを用いるのが好適である。特に、本発明方法においては、分解性、強度保持性、作業性、コスト等の面から、その粘度平均分子量が250,000〜500,000程度のものが好ましい。また、上記生分解性ポリマーは熱可塑性を有する。
【0021】
本発明の骨治療用具は、上記生分解性ポリマーを常法に従い溶融し押出しその他任意の方法で所望の形状に成形して予備成形体となし、次いでこの予備成形体を延伸することによって製造される。
【0022】
本発明における骨治療用成形体の製造方法の一例においては、図1に示す延伸装置2が用いられる。延伸装置2は、ワークを連続的にフィードするフィードニップ部6、ワークを連続的に引き取る引き取りニップ部8、加熱用の前段ヒータ10、前段ヒータ10に近接して設けられる後段ヒータ12から構成される。溶融し押出しにより長尺のロッド状に成形された予備成形体14がフィードニップ部6に供給され、延伸域16に送り出され次いで引き取りニップ部8に引き取られ成形体30として排出される。フィードニップ部6の送り速度V1と引き取りニップ部8の引き取り速度V2との速度比で予備成形体14が延伸域16において延伸される。延伸倍率は1.5〜10倍が好ましい。フィードニップ部6、8はニップロールからなるものであってもよいが、ワークを確実にニップするうえでは図1に示すようなベルトプレスタイプのものであることが好ましい。
【0023】
前段ヒータ10、後段ヒータ12は、予備成形体14を周方向に関して均一に加熱するものであることが好ましく、例えば予備成形体14の周囲を囲んで周囲から熱線を予備成形体14に向けて放射する熱線ヒータが好ましい。あるいは、予備成形体14の周囲を囲んで高温の気体を予備成形体14の周面に満遍なく接触させる熱風あるいはスチームヒータであってもよい。さらには、予備成形体14の周囲を高温の筒体で囲むヒータであってもよい。前段ヒータ10は予備成形体14を誘導加熱するものであってもよい。
【0024】
前段ヒータ10は延伸域16における上流がわに設けられ、延伸域16における上流がわのゾーン(上流の域)21において予備成形体14を加熱する。後段ヒータ12は延伸域16におけるゾーン21より下流がわに設けられ、延伸域16における下流がわのゾーン(下流の域)22において予備成形体14を加熱する。
【0025】
前段ヒータ10により、予備成形体14は中心部まで加熱され、中心部の温度が予備成形体14のガラス転移温度以上に加熱されることが好ましい。また、ゾーン22においては、予備成形体14の表面が予備成形体14の中心部より高い温度に加熱される。これにより、予備成形体14は、中心部から外周部に至る方向に温度が増加する温度分布を有することとなる。本発明のひとつの態様においては、ゾーン22におけるこのような温度分布のもとで予備成形体14が延伸される。ゾーン21の長さL1、ゾーン22の長さL2は、加熱方法や加熱温度等の加熱条件や、予備成形体14のサイズや熱伝導率を考慮して適宜定めることができる。例えば、L1をL2より大きく設定することができる。L1がL2の3〜10倍ほどとなっていることが好ましい。また、延伸速度は、熱伝導により予備成形体14の中心部が予備成形体14の外周部の温度とほぼ等しくなる温度に達する前に予備成形体14がゾーン22を通過する速度に設定される。
【0026】
この態様で予備成形体14が延伸されると、予備成形体14は延伸により中心部において、延伸後の予備成形体14の長手方向の、分子配向あるいは結晶の長軸の配向が大きくなり、外周部は高温のため配向が起こりにくく、中心部に比べて、延伸後の予備成形体14の長手方向の、分子配向あるいは結晶の長軸の配向が小さくなる。この態様を図2に模式的に示す。図2は、丸棒の縦断面を表し、矢印の向きと長さがそれぞれ配向の向きと相対的な大きさを表す。図2において、例えばポリ乳酸を用いた場合、L−1は予備成形体をガラス転移温度以上の比較的低温(例えば70℃)に中心部まで均一に昇温させた状態で延伸して得られた成形体、L−2は予備成形体をガラス転移温度以上の比較的高温(例えば90℃)に中心部まで均一に昇温させた状態で延伸して得られた成形体、L−3は中心部をガラス転移温度以上の比較的低温(例えば70℃)に、外周部をこの温度より高い比較的高温(例えば90℃)にされ、中心部から外周部に至る方向に温度が増加する温度分布を有する状態で延伸して得られた成形体である。なお本発明においては、成形体の長手方向の配向度が中心部から外周部に向けてリニアに増加するタイプや、曲線的あるいは段階的に増加するタイプの成形体が得られる。タイプの違いは、延伸時の予備成形体14の径方向の温度分布や延伸速度等の条件によりもたらされる。
【0027】
一般に丸棒の捻りにおいて、捻り力は径方向のせん断応力と軸方向の引き裂き力の合力として作用する。また、このせん断応力、引裂き力ともに中心部からの半径方向に比例的に増加し外周面部で最大となる。
【0028】
また、一般に、高分子材料の配向度を上げた場合、フィブリル(繊維構造)の増加により曲げ強度や長軸方向の引張り強度は向上するが、繊維方向(配向方向)に沿っての引裂き強力およびせん断強度は低下する。L−1の成形体はL−2の成形体に比べて、特に最大せん断応力の作用する外周部付近のせん断強度、引裂き強度が低いので、この部位を起点として破壊が生じやすく、ねじり強度が低下することとなる。これに対して、L−3の成形体は外周部付近の配向度が低いのでねじり強度が高い。かつ、中心部の配向度が高いので引張り強度を低下させることがない。
【0029】
このように、L−1の成形体はL−2の成形体よりねじり強度が低く、L−2の成形体はL−1の成形体より引張り強度が低いのに対して、本発明(L−3)の成形体はL−2の成形体と同等のねじり強度と、L−1の成形体と同等の引張り強度を有する。即ち、従来の延伸法(L−1あるいはL−2)においては、高い引張り強度と高いねじり強度を両立させることができなかったのに対して、本発明(L−3)により、高い引張り強度と高いねじり強度とを併せ持つ成形体が得られる。
【0030】
このような本発明の成形体は、骨治療に部材として用いられて骨中に嵌合や埋没され骨と連結されたときに、人の運動時に部材に生ずる引張りに対してのみならず捻りに対しても高い抵抗力を有し、引張り破壊しにくくかつ捻り破壊しにくく、治療に必要な期間治療に要求される強度を保持する。また、ネジ体に加工されて骨治療のため骨あるいは相手の骨治療部材に螺合されるときに、ねじ込み時の捻りに対して高い抵抗力を有し、捻り破壊しにくい。
【0031】
さらに、このような本発明の成形体は、高い引張り強度と高いねじり強度を有するのみならず、外周部の、成形体の長手方向の配向度が低いので治療後の初期段階における生体内での加水分解の速度が速く、治療後に速やかに加水分解されて生体に吸収されることが好ましい用途に好適に用いられる。
【0032】
本発明の他の態様においては、延伸が、例えば図3に示すようなバッチ式延伸装置40を用いて、バッチ式に行なわれてもよい。バッチ式延伸装置40は、ワークの一端部を把持してワークから離れる方向に移動可能な一の把持部42と、ワークの他端部を把持して一の把持部42から離れる方向に移動可能な他の把持部44と、一の把持部42と他の把持部44との間の位置してワークを加熱するヒータ45とから構成される。
【0033】
予備成形体14aをワークとして一の把持部42と他の把持部44とで把持させ、ヒータ44で予備成形体14aを、内部まで温度がほぼ一定になるまで、加熱し、次いでヒータ44の加熱温度をさらに上げて予備成形体14aの昇温途中で一の把持部42と他の把持部44を相反する方向に移動させることにより予備成形体14aを延伸する。
【0034】
かかる態様によっても、成形体の長手方向の配向度が中心部から外周部に向けて減少する分布を有し、高い引張り強度と高いねじり強度とを併せ持つ本発明の成形体が得られる。
【0035】
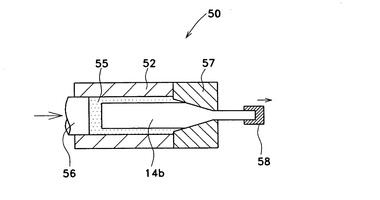
本発明のさらに他の態様においては、延伸が、静水圧押出し延伸によりバッ チ式に行なわれてもよい。静水圧延伸には例えば図4に示すような静水圧押出し延伸装置50が用いられる。静水圧押出し延伸装置50は、押出し容器52、ダイス57、押出しラム56より成る。被押出し物である予備成形体14bを押出し容器52に挿入し、予備成形体14bと、押出し容器52との間の空間部55に圧力媒体として、例えばグリセリン等を充填させ、これの加熱下にラム56に矢印P方向の圧力をかけることによって圧力媒体を介して間接的に予備成形体14bを自由空間へ押し出すことにより、予備成形体14bが延伸される。
【0036】
この延伸においては、まず押出し容器52に挿入された予備成形体14bをグリセリン等の圧力媒体を介して加熱する。具体的には、押出し容器52に挿入された予備成形体14bを押出し容器52ごと90℃に加熱されたグリセリン等の圧力媒体の槽に投入する。次いで、予備成形体14bが内部まで均一に昇温する前にラム56に矢印P方向の圧力をかけて圧力媒体を介して予備成形体14bを押出す。
【0037】
かかる態様によっても、成形体の長手方向の配向度が中心部から外周部に向けて減少する分布を有して高い引張り強度と高いねじり強度とを併せ持つ本発明の成形体が得られる。
【0038】
以上詳述したように、本発明においては、予備成形体の内部の温度が中心部から外周部に向けて増加する分布を有し、中心部の温度が予備成形体のガラス転移温度(Tg)以上で、外周部の温度が予備成形体の融点を下回る温度である状態で予備成形体を延伸する。この中心部の温度Tcは、Tg≦Tc≦Tg+20℃であることが、中心部の配向が高くなりさらに好ましい。また、この外周部の外周面近傍の温度TsはTc+10℃≦Tsであることが、配向度が中心部から外周部に向けて減少する分布を得るうえでさらに好ましい。
【0039】
本発明における延伸速度は特に限定されないが、工程連続の安定性を考慮して設定されるべきである。とくに、図1のような連続延伸においては、延伸速度(引き取り速度)が早すぎるとゾーン21において予備成形体14の内部まで昇温させるためにゾーン21の長さが過大となるので、予備成形体の径が3〜10mmであれば、例えば1m/min以下程度に設定することが工業的な実施のうえで好ましい。勿論、延伸速度は熱源の種類、熱効率等の加熱条件や、予備成形体14のサイズや熱伝導率等を考慮して可変である。
【0040】
本発明における予備成形体の径については、延伸後の成形体を加工して得られる最終製品の径が確保できれば特に限定されない。
【0041】
さらに、本発明においては、成形体の長手方向の配向度が中心部から外周部に向けて増加する分布を有して高い曲げ強度と引張り強度を持つ成形体が得られる。
【0042】
このような成形体は、予備成形体の内部の温度が中心部から外周部に向けて減少する分布を有し、中心部の温度が予備成形体のガラス転移温度以上かつ融点を下回る状態で予備成形体を延伸することにより得られる。この場合、この外周部の外周面近傍の温度TssはTg≦Tss≦Tg+20℃であることが、外周部の配向が高くなりさらに好ましい。この中心部の温度Tccは、Tss+10℃≦Tccであることが、配向度が中心部から外周部に向けて増加する分布を得るうえでさらに好ましい。
【0043】
このような延伸は、例えば図1の延伸装置2を用い、延伸時に、前段ヒータ10により、予備成形体14を中心部まで均一に予備成形体14のガラス転移温度以上かつ融点を下回る一の温度に加熱し、次いで、ゾーン22において後段ヒータ12を用いることなく逆に予備成形体14を、外周部の温度が予備成形体14のガラス転移温度を下回らない程度に外側から冷却することによりなされる。冷却は自然冷却であってもよいが、この一の温度より低い他の温度の流体を予備成形体14に接触させることによりなされることが好ましい。前記他の温度は予備成形体14のガラス転移温度以上であることが延伸が安定し好ましい。
【0044】
また、このような延伸は、例えば図3の延伸装置40を用い、ヒータ44で予備成形体14aを、中心部まで均一に予備成形体14aのガラス転移温度以上かつ融点を下回る温度になるまで加熱し、次いで予備成形体14aを風を送るなどして、外周部の温度が予備成形体14aのガラス転移温度を下回らない程度に外側から冷却して延伸することにより得られる。
【0045】
また、このような延伸は、例えば図4の静水圧延伸装置50を用い、まず、押出し容器52に挿入された予備成形体14bを押出し容器52ごと予備成形体14bのガラス転移温度以上かつ融点を下回る温度T1に加熱された液槽に予備成形体14bが内部まで均一に昇温するまで浸漬し、次いで、予備成形体14bを押出し容器52ごと予備成形体14bのガラス転移温度以上かつ温度T1を下回る温度に加熱されたグリセリン等の圧力媒体の槽に投入し予備成形体14bが内部まで均一に冷却される前にラム56に矢印P方向の圧力をかけて空間部55に充填状態の圧力媒体(グリセリン等)を介して予備成形体14bを自由空間へ押出すことにより得られる。符号57は押し出し用のダイスである。予備成形体14bにはラム56による一端部からの押し出しに加えて他端部を把持する引出し子58による引き出し作用が与えられてもよい。
【0046】
かかる諸態様によって、成形体の長手方向の配向度が中心部から外周部に向けて増加する分布を有して高い曲げ強度、引張り強度を有する本発明の成形体が得られる。この成形体は、骨治療にプレート、ピン、ロッド等の部材として用いられて骨中に嵌合や当て材として骨と連結されたときに、人の運動時に部材に生ずる曲げ、引張りに対して高い抵抗力を有し治療に必要な期間治療に要求される強度を保持する。また、外周部は配向度の高いポリマーからなるので、従来の方法で低い延伸倍率で延伸されたポリマーに比べて治療後の初期段階における生体内での加水分解の速度が遅く、治療後しばらくは加水分解されて生体に吸収されることが好ましくない用途に好適に用いられる。
【実施例】
【0047】
延伸装置2を用い、重量平均分子量25万のポリ−L−乳酸粉末をペレタイザーにてペレット状とした後、200℃の加熱下でエクストルダーにかけ、溶融、混練りして押出した直径12mmの断面円形の長尺ロッドを得て予備成形体として用いた。
実施例1:ゾーン21における予備成形体14の中心部及び外周部の温度が70℃となるように前段ヒータ10(熱風トンネル)で加熱。ゾーン22における予備成形体14の外周部の温度が90℃となるように後段ヒータ12(円筒型トンネルヒーター)で加熱。
比較例1:ゾーン21における予備成形体14の中心部及び外周部の温度が90℃となるように前段ヒータ10で加熱。後段ヒータ12は不使用。
比較例2:ゾーン21における予備成形体14の中心部及び外周部の温度が70℃となるように前段ヒータ10で加熱。後段ヒータ12は不使用。
ゾーン21の長さ:600mm
ゾーン22の長さ:70mm
延伸倍率:3倍
引き取りニップ部8の引き取り速度:225mm/min
【0048】
得られた直径7mmの丸棒(成形体30)の中心部と外周部の配向度(X線回折ピークで表示)、引張り強度、ねじり強度を表1に示す。
【0049】
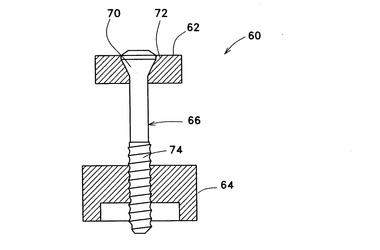
引張り強度の測定は、図5に示す治具60を用いて行った。治具60は治具A(62)と治具B(64)からなる。テストピース66は成形体からなる各試料を延伸方向を軸とする三角ネジ製品(プラスネジ)に切削加工したものである。治具A(62)にはすりばち形の貫通孔72が形成されており、貫通孔72にネジ部74を挿通させて貫通孔72の側壁面にネジ製品の頭部70を添わせる。治具B(64)にはメスネジが形成されてネジ部74が螺合されている。
【0050】
図5のごとくテストピース66を治具A(62)と治具B(64)とにセットし、治具A(62)と治具B(64)とを離反させる方向かつネジ部74の軸方向に5mm/minで相対移動させ、治具A(62)にかかる荷重をUゲージを内蔵する荷重測定機で測定した。
【0051】
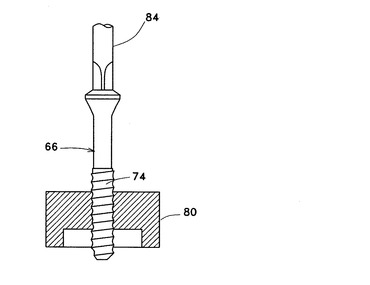
ねじり強度の測定は、図6に示す治具80を用いて行った。治具80に形成されているメスネジにネジ部74を螺合させた状態で治具80とネジ部74とが相互に動かないように固定したのち、さらにテストピース66のネジ頭の溝にドライバー84の先端を嵌合させてテストピース66がねじ切れるまで回転させてドライバ84にかかるトルクをUゲージを内蔵するトルク測定機で測定し最大トルクを求めた。ドライバ84の回転速度は1rpmであった。この最大トルクと、ネジ部74のネジの谷部の断面円のサイズからねじり強度を求めた。
【0052】
【表1】

【0053】
表1で示されるように、比較例1の成形体は中心部、外周部ともに配向が小さく、比較例2の成形体は中心部、外周部ともに配向が大きい。また、比較例1、2の成形体は配向度が中心部から外周部に向けてほぼ一定である。これに対し、実施例1の成形体は中心部の配向が外周部の配向より大きく、配向度が中心部から外周部に向けて減少する分布を有する。
【0054】
なお、ゾーン22における予備成形体14の温度は、比較例1では中心部、外周部ともに約90℃、比較例2では中心部、外周部ともに約70℃であり、実施例1では中心部の温度が外周部の温度より小さく、温度が中心部から外周部に向けて増加する分布を有する。
【0055】
比較例1の成形体は比較例2の成形体より引張り強度が低く、比較例2の成形体は比較例1の成形体よりねじり強度が低いのに対して、実施例1の成形体は比較例1の成形体と同等のねじり強度と、比較例2の成形体と同等の引張り強度を有する。このように、従来の延伸法(比較例1あるいは比較例2)においては、高い引張り強度と高いねじり強度を両立させることができなかったのに対して、本発明(実施例1)により、高い引張り強度と高いねじり強度とを併せ持つ成形体が得られた。
【0056】
その他、本発明は、主旨を逸脱しない範囲で当業者の知識に基づき種々なる改良、修正、変更を加えた態様で実施できるものであり、例えば、板状あるいは方形の予備成形体を圧延ローラを用いて延伸する例、同様の予備成形体を、図3、図4の装置を用いて延伸する例が挙げられる。
【符号の説明】
【0057】
2:延伸装置
14、14a、14b:予備成形体
16:延伸域
21:上流がわのゾーン(上流の域)
22:下流がわのゾーン(下流の域)
40:バッチ式延伸装置
50:静水圧押出し延伸装置
【技術分野】
【0001】
本発明は、骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定の為に用いる骨治療用具に用いる生分解性ポリマーからなる骨治療用成形体及びこの成形体から得られた骨治療用具に関する。
【背景技術】
【0002】
骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定の為に用いる骨治療用具としてはステンレス、セラミック等より成るワイヤー、プレート、ネジ、ピン、ビス、ステープル、クリップ、ロッド等が用いられている。これら用具は人体に吸収されず、従って治癒後摘出の為の再手術を要する欠点があり、しかも人骨に比べて剛性が高い為適用部の骨が削られたり、持続刺戟による局部の骨の融解、新生骨の強度低下及び再生骨の成長遅延等の欠点を生ずる。
【0003】
一方生体内で分解吸収される生分解性ポリマーを構成素材とした骨治療用具も提案されている。かかる骨治療用具はステンレスやセラミック等から形成された用具に比して強度に劣るので延伸により強度の向上をはかることが行われてきた(例えば、特許文献1〜5参照)。
【0004】
しかし、延伸された成形体は引張り強度は高いものの捻り強度が低く、ネジ体に成形してネジとして用いる場合、ねじ込み時の捻り力により破壊されるおそれがあった。また、配向度が高い生分解性ポリマーは配向度が低い生分解性ポリマーより生分解性が低く、延伸された成形体は使用目的によっては生分解性が低すぎるという問題もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公平3−63901号公報
【特許文献2】特許公報第2619760号公報
【特許文献3】特公平7−96024号公報
【特許文献4】特許第3136120号公報
【特許文献5】特表2004−517758号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、生分解性ポリマーを構成素材とし、曲げ強度、引張り強度、捻り強度ともに高い骨治療用成形体及び骨治療用具を提供することにある。
【0007】
また、本発明の目的は、生分解性ポリマーを構成素材とし、引張り強度、生分解性ともに高い骨治療用成形体及び骨治療用具を提供することにある。
【課題を解決するための手段】
【0008】
本発明の要旨とするところは、生分解性ポリマーからなる棒状の成形体であって、該成形体の長手方向の、分子鎖あるいは結晶の長軸の配向度が中心部から外周部に向けて異なる骨治療用成形体であることにある。
【0009】
前記骨治療用成形体においては、前記配向度が前記成形体の中心部から外周部に向けて減少し得る。
【0010】
前記骨治療用成形体においては、前記配向度が前記成形体の中心部から外周部に向けて増加し得る。
【0011】
また、本発明の要旨とするところは、前記骨治療用成形体を加工して得られ、治療時に捻り力を受ける骨治療用具であることにある。
【0012】
さらにまた、本発明の要旨とするところは、前記骨治療用成形体を加工して得られ、治療時に曲げ力を受ける骨治療用具であることにある。
【0013】
またさらに、本発明の要旨とするところは、前記骨治療用成形体をネジ体に加工して得られた前記骨治療用具であることにある。
【発明の効果】
【0014】
本発明によると、生分解性ポリマーを構成素材とし、曲げ強度、引張り強度、捻り強度ともに高い骨治療用成形体及び骨治療用具が提供される。
【0015】
本発明によると、生分解性ポリマーを構成素材とし、引張り強度、生分解性ともに高い骨治療用成形体及び骨治療用具が提供される。
【0016】
本発明によると、分子鎖あるいは結晶の長軸の配向が中心部から外周部に向けて分布を持つことを特徴とする生分解性ポリマーを構成素材とする骨治療用成形体が提供される。
【図面の簡単な説明】
【0017】
【図1】本発明の骨治療用成形体の製造に用いられる延伸装置の構成の一例を示す模式図である。
【図2】本発明の骨治療用成形体及び従来の骨治療用成形体の分子あるいは結晶の長軸の配向の状態を説明する説明図である。
【図3】本発明の骨治療用成形体の製造に用いられる延伸装置の構成の他の一例を示す模式図である。
【図4】本発明の骨治療用成形体の製造に用いられる装置の構成のさらに他の一例を示す模式図である。
【図5】成形体の引張り強度の測定に用いられる治具と測定の態様を示す模式図である。
【図6】成形体のねじり強度の測定に用いられる治具と測定の態様を示す模式図である。
【発明を実施するための形態】
【0018】
本発明の骨治療用成形体は生分解性ポリマーからなる棒状の成形体であって、該成形体の長手方向の、分子鎖あるいは結晶の長軸の配向度が中心部から外周部に向けて分布を有する骨治療用成形体である。
【0019】
本発明において生分解性ポリマーは、生体内において加水分解され生体に吸収される性質を有する各種ポリマーを包含する。たとえばポリ−L−乳酸、ポリ−D−乳酸、ポリ−D,L−乳酸、L−乳酸とD−乳酸の共重合体、L−乳酸とD,L−乳酸の共重合体、D−乳酸とD,L−乳酸の共重合体、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス、ポリグリコール酸、L−乳酸とグリコール酸の共重合体、D−乳酸とグリコール酸の共重合体、D,L−乳酸とグリコール酸の共重合体等を例示できる。これらは1種のみでなく2種以上混合して使用できる。上記ポリマーの中でも乳酸を主体とするポリマー(乳酸ポリマー)即ち乳酸の単独又は共重合体が好ましい。特にL−乳酸ポリマー即ちL−乳酸のポリマーを主体とするものたとえばポリ−L−乳酸、L−乳酸を主体とする共重合体(たとえばL−乳酸とD−乳酸又はD,L−乳酸との共重合体)、更には、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス等は、強度及び強度保持性に優れており、好ましいものとして例示できる。
【0020】
上記生分解性ポリマーの分子量は広い範囲にわたり得るが、ポリマー自身熱により分解して分子量低下をきたす傾向があり、製造時の分子量低下を考慮すると、成形前の原料ポリマーの粘度平均分子量が5万以上のポリマーを用いるのが好適である。特に、本発明方法においては、分解性、強度保持性、作業性、コスト等の面から、その粘度平均分子量が250,000〜500,000程度のものが好ましい。また、上記生分解性ポリマーは熱可塑性を有する。
【0021】
本発明の骨治療用具は、上記生分解性ポリマーを常法に従い溶融し押出しその他任意の方法で所望の形状に成形して予備成形体となし、次いでこの予備成形体を延伸することによって製造される。
【0022】
本発明における骨治療用成形体の製造方法の一例においては、図1に示す延伸装置2が用いられる。延伸装置2は、ワークを連続的にフィードするフィードニップ部6、ワークを連続的に引き取る引き取りニップ部8、加熱用の前段ヒータ10、前段ヒータ10に近接して設けられる後段ヒータ12から構成される。溶融し押出しにより長尺のロッド状に成形された予備成形体14がフィードニップ部6に供給され、延伸域16に送り出され次いで引き取りニップ部8に引き取られ成形体30として排出される。フィードニップ部6の送り速度V1と引き取りニップ部8の引き取り速度V2との速度比で予備成形体14が延伸域16において延伸される。延伸倍率は1.5〜10倍が好ましい。フィードニップ部6、8はニップロールからなるものであってもよいが、ワークを確実にニップするうえでは図1に示すようなベルトプレスタイプのものであることが好ましい。
【0023】
前段ヒータ10、後段ヒータ12は、予備成形体14を周方向に関して均一に加熱するものであることが好ましく、例えば予備成形体14の周囲を囲んで周囲から熱線を予備成形体14に向けて放射する熱線ヒータが好ましい。あるいは、予備成形体14の周囲を囲んで高温の気体を予備成形体14の周面に満遍なく接触させる熱風あるいはスチームヒータであってもよい。さらには、予備成形体14の周囲を高温の筒体で囲むヒータであってもよい。前段ヒータ10は予備成形体14を誘導加熱するものであってもよい。
【0024】
前段ヒータ10は延伸域16における上流がわに設けられ、延伸域16における上流がわのゾーン(上流の域)21において予備成形体14を加熱する。後段ヒータ12は延伸域16におけるゾーン21より下流がわに設けられ、延伸域16における下流がわのゾーン(下流の域)22において予備成形体14を加熱する。
【0025】
前段ヒータ10により、予備成形体14は中心部まで加熱され、中心部の温度が予備成形体14のガラス転移温度以上に加熱されることが好ましい。また、ゾーン22においては、予備成形体14の表面が予備成形体14の中心部より高い温度に加熱される。これにより、予備成形体14は、中心部から外周部に至る方向に温度が増加する温度分布を有することとなる。本発明のひとつの態様においては、ゾーン22におけるこのような温度分布のもとで予備成形体14が延伸される。ゾーン21の長さL1、ゾーン22の長さL2は、加熱方法や加熱温度等の加熱条件や、予備成形体14のサイズや熱伝導率を考慮して適宜定めることができる。例えば、L1をL2より大きく設定することができる。L1がL2の3〜10倍ほどとなっていることが好ましい。また、延伸速度は、熱伝導により予備成形体14の中心部が予備成形体14の外周部の温度とほぼ等しくなる温度に達する前に予備成形体14がゾーン22を通過する速度に設定される。
【0026】
この態様で予備成形体14が延伸されると、予備成形体14は延伸により中心部において、延伸後の予備成形体14の長手方向の、分子配向あるいは結晶の長軸の配向が大きくなり、外周部は高温のため配向が起こりにくく、中心部に比べて、延伸後の予備成形体14の長手方向の、分子配向あるいは結晶の長軸の配向が小さくなる。この態様を図2に模式的に示す。図2は、丸棒の縦断面を表し、矢印の向きと長さがそれぞれ配向の向きと相対的な大きさを表す。図2において、例えばポリ乳酸を用いた場合、L−1は予備成形体をガラス転移温度以上の比較的低温(例えば70℃)に中心部まで均一に昇温させた状態で延伸して得られた成形体、L−2は予備成形体をガラス転移温度以上の比較的高温(例えば90℃)に中心部まで均一に昇温させた状態で延伸して得られた成形体、L−3は中心部をガラス転移温度以上の比較的低温(例えば70℃)に、外周部をこの温度より高い比較的高温(例えば90℃)にされ、中心部から外周部に至る方向に温度が増加する温度分布を有する状態で延伸して得られた成形体である。なお本発明においては、成形体の長手方向の配向度が中心部から外周部に向けてリニアに増加するタイプや、曲線的あるいは段階的に増加するタイプの成形体が得られる。タイプの違いは、延伸時の予備成形体14の径方向の温度分布や延伸速度等の条件によりもたらされる。
【0027】
一般に丸棒の捻りにおいて、捻り力は径方向のせん断応力と軸方向の引き裂き力の合力として作用する。また、このせん断応力、引裂き力ともに中心部からの半径方向に比例的に増加し外周面部で最大となる。
【0028】
また、一般に、高分子材料の配向度を上げた場合、フィブリル(繊維構造)の増加により曲げ強度や長軸方向の引張り強度は向上するが、繊維方向(配向方向)に沿っての引裂き強力およびせん断強度は低下する。L−1の成形体はL−2の成形体に比べて、特に最大せん断応力の作用する外周部付近のせん断強度、引裂き強度が低いので、この部位を起点として破壊が生じやすく、ねじり強度が低下することとなる。これに対して、L−3の成形体は外周部付近の配向度が低いのでねじり強度が高い。かつ、中心部の配向度が高いので引張り強度を低下させることがない。
【0029】
このように、L−1の成形体はL−2の成形体よりねじり強度が低く、L−2の成形体はL−1の成形体より引張り強度が低いのに対して、本発明(L−3)の成形体はL−2の成形体と同等のねじり強度と、L−1の成形体と同等の引張り強度を有する。即ち、従来の延伸法(L−1あるいはL−2)においては、高い引張り強度と高いねじり強度を両立させることができなかったのに対して、本発明(L−3)により、高い引張り強度と高いねじり強度とを併せ持つ成形体が得られる。
【0030】
このような本発明の成形体は、骨治療に部材として用いられて骨中に嵌合や埋没され骨と連結されたときに、人の運動時に部材に生ずる引張りに対してのみならず捻りに対しても高い抵抗力を有し、引張り破壊しにくくかつ捻り破壊しにくく、治療に必要な期間治療に要求される強度を保持する。また、ネジ体に加工されて骨治療のため骨あるいは相手の骨治療部材に螺合されるときに、ねじ込み時の捻りに対して高い抵抗力を有し、捻り破壊しにくい。
【0031】
さらに、このような本発明の成形体は、高い引張り強度と高いねじり強度を有するのみならず、外周部の、成形体の長手方向の配向度が低いので治療後の初期段階における生体内での加水分解の速度が速く、治療後に速やかに加水分解されて生体に吸収されることが好ましい用途に好適に用いられる。
【0032】
本発明の他の態様においては、延伸が、例えば図3に示すようなバッチ式延伸装置40を用いて、バッチ式に行なわれてもよい。バッチ式延伸装置40は、ワークの一端部を把持してワークから離れる方向に移動可能な一の把持部42と、ワークの他端部を把持して一の把持部42から離れる方向に移動可能な他の把持部44と、一の把持部42と他の把持部44との間の位置してワークを加熱するヒータ45とから構成される。
【0033】
予備成形体14aをワークとして一の把持部42と他の把持部44とで把持させ、ヒータ44で予備成形体14aを、内部まで温度がほぼ一定になるまで、加熱し、次いでヒータ44の加熱温度をさらに上げて予備成形体14aの昇温途中で一の把持部42と他の把持部44を相反する方向に移動させることにより予備成形体14aを延伸する。
【0034】
かかる態様によっても、成形体の長手方向の配向度が中心部から外周部に向けて減少する分布を有し、高い引張り強度と高いねじり強度とを併せ持つ本発明の成形体が得られる。
【0035】
本発明のさらに他の態様においては、延伸が、静水圧押出し延伸によりバッ チ式に行なわれてもよい。静水圧延伸には例えば図4に示すような静水圧押出し延伸装置50が用いられる。静水圧押出し延伸装置50は、押出し容器52、ダイス57、押出しラム56より成る。被押出し物である予備成形体14bを押出し容器52に挿入し、予備成形体14bと、押出し容器52との間の空間部55に圧力媒体として、例えばグリセリン等を充填させ、これの加熱下にラム56に矢印P方向の圧力をかけることによって圧力媒体を介して間接的に予備成形体14bを自由空間へ押し出すことにより、予備成形体14bが延伸される。
【0036】
この延伸においては、まず押出し容器52に挿入された予備成形体14bをグリセリン等の圧力媒体を介して加熱する。具体的には、押出し容器52に挿入された予備成形体14bを押出し容器52ごと90℃に加熱されたグリセリン等の圧力媒体の槽に投入する。次いで、予備成形体14bが内部まで均一に昇温する前にラム56に矢印P方向の圧力をかけて圧力媒体を介して予備成形体14bを押出す。
【0037】
かかる態様によっても、成形体の長手方向の配向度が中心部から外周部に向けて減少する分布を有して高い引張り強度と高いねじり強度とを併せ持つ本発明の成形体が得られる。
【0038】
以上詳述したように、本発明においては、予備成形体の内部の温度が中心部から外周部に向けて増加する分布を有し、中心部の温度が予備成形体のガラス転移温度(Tg)以上で、外周部の温度が予備成形体の融点を下回る温度である状態で予備成形体を延伸する。この中心部の温度Tcは、Tg≦Tc≦Tg+20℃であることが、中心部の配向が高くなりさらに好ましい。また、この外周部の外周面近傍の温度TsはTc+10℃≦Tsであることが、配向度が中心部から外周部に向けて減少する分布を得るうえでさらに好ましい。
【0039】
本発明における延伸速度は特に限定されないが、工程連続の安定性を考慮して設定されるべきである。とくに、図1のような連続延伸においては、延伸速度(引き取り速度)が早すぎるとゾーン21において予備成形体14の内部まで昇温させるためにゾーン21の長さが過大となるので、予備成形体の径が3〜10mmであれば、例えば1m/min以下程度に設定することが工業的な実施のうえで好ましい。勿論、延伸速度は熱源の種類、熱効率等の加熱条件や、予備成形体14のサイズや熱伝導率等を考慮して可変である。
【0040】
本発明における予備成形体の径については、延伸後の成形体を加工して得られる最終製品の径が確保できれば特に限定されない。
【0041】
さらに、本発明においては、成形体の長手方向の配向度が中心部から外周部に向けて増加する分布を有して高い曲げ強度と引張り強度を持つ成形体が得られる。
【0042】
このような成形体は、予備成形体の内部の温度が中心部から外周部に向けて減少する分布を有し、中心部の温度が予備成形体のガラス転移温度以上かつ融点を下回る状態で予備成形体を延伸することにより得られる。この場合、この外周部の外周面近傍の温度TssはTg≦Tss≦Tg+20℃であることが、外周部の配向が高くなりさらに好ましい。この中心部の温度Tccは、Tss+10℃≦Tccであることが、配向度が中心部から外周部に向けて増加する分布を得るうえでさらに好ましい。
【0043】
このような延伸は、例えば図1の延伸装置2を用い、延伸時に、前段ヒータ10により、予備成形体14を中心部まで均一に予備成形体14のガラス転移温度以上かつ融点を下回る一の温度に加熱し、次いで、ゾーン22において後段ヒータ12を用いることなく逆に予備成形体14を、外周部の温度が予備成形体14のガラス転移温度を下回らない程度に外側から冷却することによりなされる。冷却は自然冷却であってもよいが、この一の温度より低い他の温度の流体を予備成形体14に接触させることによりなされることが好ましい。前記他の温度は予備成形体14のガラス転移温度以上であることが延伸が安定し好ましい。
【0044】
また、このような延伸は、例えば図3の延伸装置40を用い、ヒータ44で予備成形体14aを、中心部まで均一に予備成形体14aのガラス転移温度以上かつ融点を下回る温度になるまで加熱し、次いで予備成形体14aを風を送るなどして、外周部の温度が予備成形体14aのガラス転移温度を下回らない程度に外側から冷却して延伸することにより得られる。
【0045】
また、このような延伸は、例えば図4の静水圧延伸装置50を用い、まず、押出し容器52に挿入された予備成形体14bを押出し容器52ごと予備成形体14bのガラス転移温度以上かつ融点を下回る温度T1に加熱された液槽に予備成形体14bが内部まで均一に昇温するまで浸漬し、次いで、予備成形体14bを押出し容器52ごと予備成形体14bのガラス転移温度以上かつ温度T1を下回る温度に加熱されたグリセリン等の圧力媒体の槽に投入し予備成形体14bが内部まで均一に冷却される前にラム56に矢印P方向の圧力をかけて空間部55に充填状態の圧力媒体(グリセリン等)を介して予備成形体14bを自由空間へ押出すことにより得られる。符号57は押し出し用のダイスである。予備成形体14bにはラム56による一端部からの押し出しに加えて他端部を把持する引出し子58による引き出し作用が与えられてもよい。
【0046】
かかる諸態様によって、成形体の長手方向の配向度が中心部から外周部に向けて増加する分布を有して高い曲げ強度、引張り強度を有する本発明の成形体が得られる。この成形体は、骨治療にプレート、ピン、ロッド等の部材として用いられて骨中に嵌合や当て材として骨と連結されたときに、人の運動時に部材に生ずる曲げ、引張りに対して高い抵抗力を有し治療に必要な期間治療に要求される強度を保持する。また、外周部は配向度の高いポリマーからなるので、従来の方法で低い延伸倍率で延伸されたポリマーに比べて治療後の初期段階における生体内での加水分解の速度が遅く、治療後しばらくは加水分解されて生体に吸収されることが好ましくない用途に好適に用いられる。
【実施例】
【0047】
延伸装置2を用い、重量平均分子量25万のポリ−L−乳酸粉末をペレタイザーにてペレット状とした後、200℃の加熱下でエクストルダーにかけ、溶融、混練りして押出した直径12mmの断面円形の長尺ロッドを得て予備成形体として用いた。
実施例1:ゾーン21における予備成形体14の中心部及び外周部の温度が70℃となるように前段ヒータ10(熱風トンネル)で加熱。ゾーン22における予備成形体14の外周部の温度が90℃となるように後段ヒータ12(円筒型トンネルヒーター)で加熱。
比較例1:ゾーン21における予備成形体14の中心部及び外周部の温度が90℃となるように前段ヒータ10で加熱。後段ヒータ12は不使用。
比較例2:ゾーン21における予備成形体14の中心部及び外周部の温度が70℃となるように前段ヒータ10で加熱。後段ヒータ12は不使用。
ゾーン21の長さ:600mm
ゾーン22の長さ:70mm
延伸倍率:3倍
引き取りニップ部8の引き取り速度:225mm/min
【0048】
得られた直径7mmの丸棒(成形体30)の中心部と外周部の配向度(X線回折ピークで表示)、引張り強度、ねじり強度を表1に示す。
【0049】
引張り強度の測定は、図5に示す治具60を用いて行った。治具60は治具A(62)と治具B(64)からなる。テストピース66は成形体からなる各試料を延伸方向を軸とする三角ネジ製品(プラスネジ)に切削加工したものである。治具A(62)にはすりばち形の貫通孔72が形成されており、貫通孔72にネジ部74を挿通させて貫通孔72の側壁面にネジ製品の頭部70を添わせる。治具B(64)にはメスネジが形成されてネジ部74が螺合されている。
【0050】
図5のごとくテストピース66を治具A(62)と治具B(64)とにセットし、治具A(62)と治具B(64)とを離反させる方向かつネジ部74の軸方向に5mm/minで相対移動させ、治具A(62)にかかる荷重をUゲージを内蔵する荷重測定機で測定した。
【0051】
ねじり強度の測定は、図6に示す治具80を用いて行った。治具80に形成されているメスネジにネジ部74を螺合させた状態で治具80とネジ部74とが相互に動かないように固定したのち、さらにテストピース66のネジ頭の溝にドライバー84の先端を嵌合させてテストピース66がねじ切れるまで回転させてドライバ84にかかるトルクをUゲージを内蔵するトルク測定機で測定し最大トルクを求めた。ドライバ84の回転速度は1rpmであった。この最大トルクと、ネジ部74のネジの谷部の断面円のサイズからねじり強度を求めた。
【0052】
【表1】
【0053】
表1で示されるように、比較例1の成形体は中心部、外周部ともに配向が小さく、比較例2の成形体は中心部、外周部ともに配向が大きい。また、比較例1、2の成形体は配向度が中心部から外周部に向けてほぼ一定である。これに対し、実施例1の成形体は中心部の配向が外周部の配向より大きく、配向度が中心部から外周部に向けて減少する分布を有する。
【0054】
なお、ゾーン22における予備成形体14の温度は、比較例1では中心部、外周部ともに約90℃、比較例2では中心部、外周部ともに約70℃であり、実施例1では中心部の温度が外周部の温度より小さく、温度が中心部から外周部に向けて増加する分布を有する。
【0055】
比較例1の成形体は比較例2の成形体より引張り強度が低く、比較例2の成形体は比較例1の成形体よりねじり強度が低いのに対して、実施例1の成形体は比較例1の成形体と同等のねじり強度と、比較例2の成形体と同等の引張り強度を有する。このように、従来の延伸法(比較例1あるいは比較例2)においては、高い引張り強度と高いねじり強度を両立させることができなかったのに対して、本発明(実施例1)により、高い引張り強度と高いねじり強度とを併せ持つ成形体が得られた。
【0056】
その他、本発明は、主旨を逸脱しない範囲で当業者の知識に基づき種々なる改良、修正、変更を加えた態様で実施できるものであり、例えば、板状あるいは方形の予備成形体を圧延ローラを用いて延伸する例、同様の予備成形体を、図3、図4の装置を用いて延伸する例が挙げられる。
【符号の説明】
【0057】
2:延伸装置
14、14a、14b:予備成形体
16:延伸域
21:上流がわのゾーン(上流の域)
22:下流がわのゾーン(下流の域)
40:バッチ式延伸装置
50:静水圧押出し延伸装置
【特許請求の範囲】
【請求項1】
生分解性ポリマーからなる棒状の成形体であって、分子鎖あるいは結晶の長軸の、該成形体の長手方向の配向度が該成形体の中心部から外周部に向けて異なる骨治療用成形体。
【請求項2】
前記配向度が前記成形体の中心部から外周部に向けて減少する請求項1に記載の骨治療用成形体。
【請求項3】
前記配向度が前記成形体の中心部から外周部に向けて増加する請求項1に記載の骨治療用成形体。
【請求項4】
請求項2に記載の骨治療用成形体を加工して得られ、治療時に捻り力を受ける骨治療用具。
【請求項5】
請求項3に記載の骨治療用成形体を加工して得られ、治療時に曲げ力を受ける骨治療用具。
【請求項6】
請求項2に記載の骨治療用成形体をネジ体に加工して得られた請求項4に記載の骨治療用具。
【請求項1】
生分解性ポリマーからなる棒状の成形体であって、分子鎖あるいは結晶の長軸の、該成形体の長手方向の配向度が該成形体の中心部から外周部に向けて異なる骨治療用成形体。
【請求項2】
前記配向度が前記成形体の中心部から外周部に向けて減少する請求項1に記載の骨治療用成形体。
【請求項3】
前記配向度が前記成形体の中心部から外周部に向けて増加する請求項1に記載の骨治療用成形体。
【請求項4】
請求項2に記載の骨治療用成形体を加工して得られ、治療時に捻り力を受ける骨治療用具。
【請求項5】
請求項3に記載の骨治療用成形体を加工して得られ、治療時に曲げ力を受ける骨治療用具。
【請求項6】
請求項2に記載の骨治療用成形体をネジ体に加工して得られた請求項4に記載の骨治療用具。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−81280(P2012−81280A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2011−247013(P2011−247013)
【出願日】平成23年11月11日(2011.11.11)
【分割の表示】特願2005−152654(P2005−152654)の分割
【原出願日】平成17年5月25日(2005.5.25)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【分割の表示】特願2005−152654(P2005−152654)の分割
【原出願日】平成17年5月25日(2005.5.25)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]