
高いロフトのスパンボンドウェブ
本明細書は、捲縮繊維及び間隙が形成された繊維が実質的に存在しない高いロフトのスパンボンドウェブを開示する。ウェブは、8.0%未満〜約4.0%のソリディティ、及び有効繊維直径の実際の繊維直径に対する比率が少なくとも約1.40を示す。更にそのようなウェブを製造する方法を開示する。
【発明の詳細な説明】
【背景技術】
【0001】
スパンボンドウェブには、おむつ及び/又はパーソナルケア物品の裏張り、カーペットの裏地、ジオテキスタイル等を含む様々な用途が見出されている。そのようなスパンボンドウェブは、構造補強、バリヤー性などの提供に主に依拠する典型的には低いロフトの材料である。当該技術分野の一部の就業者は、様々な方法でより高いロフトを備えるウェブの開発を試みてきた。
【発明の概要】
【課題を解決するための手段】
【0002】
本明細書は、捲縮繊維及び間隙が形成された繊維が実質的に存在しない高いロフトのスパンボンドウェブを開示する。ウェブは、8.0%未満〜約4.0%のソリディティ、及び有効繊維直径の実際の繊維直径に対する比率が少なくとも約1.40を示す。更にそのようなウェブを製造する方法を開示する。
【0003】
したがって一態様において、本明細書は、8.0%未満〜約4.0%のソリディティを含み、少なくとも約1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブであって、捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しないスパンボンドウェブを開示する。
【0004】
したがって別の態様において、本明細書は、対向して面する複数のひだを含む濾材と、濾材の縁部に沿って存在する周辺枠とを更に含む、自己支持型のひだ付けしたフィルターであって、濾材は、8.0%未満〜約4.0%のソリディティを含み、少なくとも1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブを含み、スパンボンドウェブは捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しない、自己支持型のひだ付けしたフィルターを開示する。
【0005】
本発明のこれら及び他の態様は、以下の「発明を実施するための形態」から明らかになるであろう。しかし、決して、上記要約は、請求された主題に関する限定として解釈されるべきでなく、主題は、手続処理の間補正することができる添付の特許請求の範囲によってのみ規定される。
【図面の簡単な説明】
【0006】
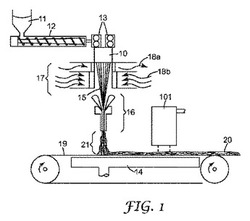
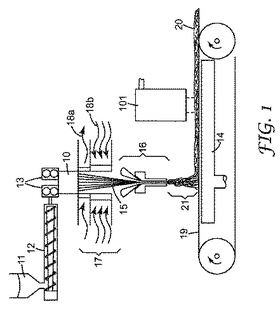
【図1】本明細書に開示するスパンボンドされた不織布ウェブを形成するために使用され得る装置の概略図。
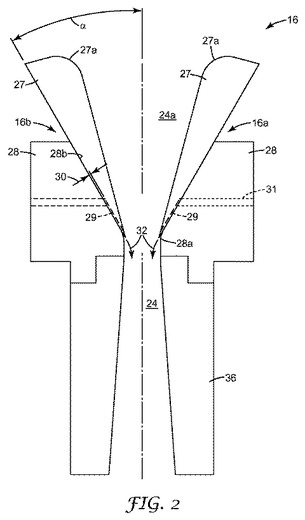
【図2】図1の工程で使用され得る細径化器(attenuator)の側面図。
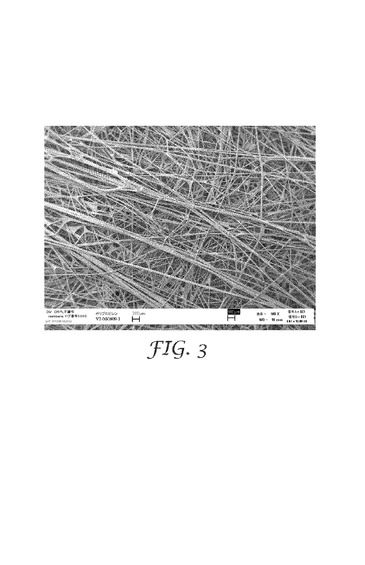
【図3】従来のスパンボンドされた不織布ウェブの100倍の倍率の走査型電子顕微鏡画像の上面画像。
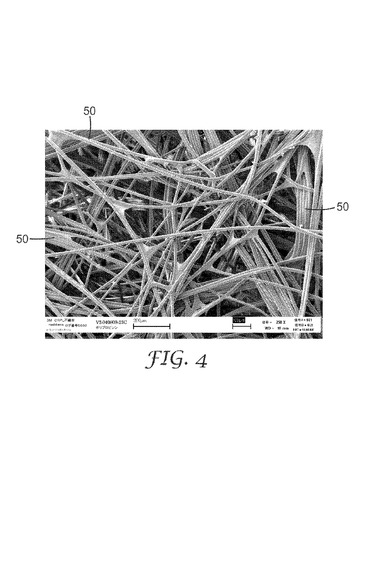
【図4】本明細書に開示するように製造されたスパンボンドされた不織布ウェブの250倍の倍率の走査型電子顕微鏡画像の上面画像。
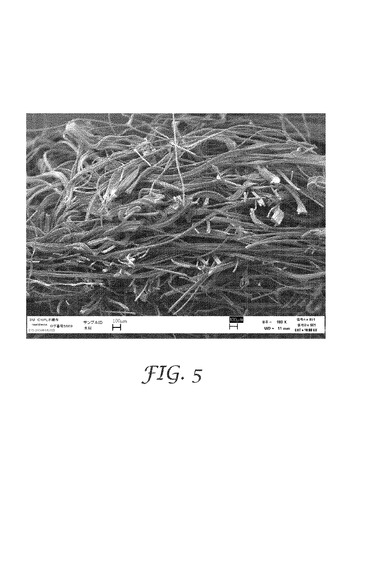
【図5】本明細書に開示するように製造されたスパンボンドされた不織布ウェブの100倍の倍率の走査型電子顕微鏡画像の断面画像。
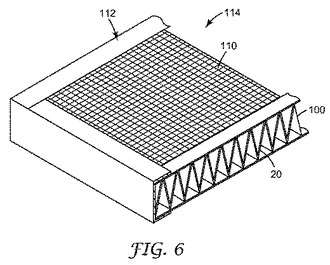
【図6】周辺枠及びスクリムを備えたひだ付けしたフィルターの部分断面の斜視図。
【0007】
様々な図面において、類似参照記号は類似要素を表す。特に指定されない限り、本文献における全ての図面及び図は、一定の縮尺ではなく、本発明の異なる実施形態を例示する目的で選択される。特に、様々な構成要素の寸法は、指示のない限り、例示的な用語としてのみ記述され、様々な構成要素の寸法間の関係は、図面から推測されるべきではない。本開示において、「上部」、「下部」、「上流側」、「下流側」、「下」、「上」、「前」、「後ろ」、「外」、「内」、「上へ」及び「下へ」、並びに「第1の」及び「第2の」等の用語が使用され得るが、これらの用語は、特に断りのない限り、それらの相対的な意味においてのみ使用されることを理解されたい。
【発明を実施するための形態】
【0008】
用語解説
本明細書では、用語「フィラメント」は、一組のオリフィスから押し出される熱可塑性材料の溶融流を指すために一般に用いられ、用語「繊維」は、それを含む固化したフィラメント及びウェブを指すために一般に用いられる。これらの指定は、単に説明の便宜上用いられる。本明細書に説明する処理で、部分的に固化したフィラメントと、わずかにべとつく及び/又は半溶融した表面を依然として含む繊維との間に明確な境界がない場合がある。
【0009】
用語「溶融紡糸」は、一組のオリフィスからフィラメントを押し出し、フィラメントの冷却を助けるためにフィラメントを空間(移動する空気流が含まれてもよい)に通し、フィラメントを少なくとも部分的に延伸するためにフィラメントを細径化(attenuation)(つまり延伸)ユニットに通すことにより、フィラメントを冷却し固化させて繊維を形成することによって形成される繊維を指す。メルトブローは、押出オリフィスにごく近接して配置される空気吹出しオリフィスによって導入される収束する高速度の空気流に、フィラメントを押し出すことを伴う点で、溶融紡糸は、メルトブローと区別することができる。
【0010】
「スパンボンドされている」とは、繊維ウェブとして捕集され、任意選択で1つ以上の接着作業を受ける一組の溶融紡糸繊維を含むウェブを意味する。
【0011】
「直接捕集された繊維」とは、一組のオリフィスから溶融フィラメントを押し出し、フィラメント又は繊維がオリフィスと捕集表面との間で偏向板等に接触することなく、少なくとも部分的に固化したフィラメントを繊維として捕集表面上に捕集することによって、本質的に1つの作業で繊維が形成されウェブとして捕集されることを意味する。
【0012】
「ひだ付け」とは、少なくとも部分的に折りたたまれて、一般に並列に、対向して折り目の列をなす形状を形成するウェブを意味する。そのため、全体としてのウェブのひだ付けは、個々の繊維の捲縮と区別される。
【0013】
「捲縮繊維」とは、捲縮処理を施された繊維を意味する。捲縮処理は、機械的捲縮(例えば、ステープル繊維の捲縮)を含む。捲縮処理は、二成分繊維(例えば、いわゆるコンジュゲート繊維)を繊維の構成成分中の収縮差によって捲縮が生じるように温度にさらす、いわゆる熱活性化処理も含む。捲縮処理は、繊維に固化勾配が生じるように繊維の幾何学的に非対称の熱処理を行い、したがって捲縮が得られる熱活性化処理も含む。そのような熱活性化処理、又は他の捲縮処理は、スパンボンド処理の前、その間、又はその後に行われてもよい。捲縮繊維は、特徴(例えば、波状、ぎざぎざした、正弦波形状等の繊維の外観が顕在化する)の反復を呈する、螺旋形の外観(例えば、特に二成分繊維の熱活性化によって得られる捲縮繊維の場合)を有する等で識別することができ、当業者には容易に認識できる。例示的な捲縮繊維は、米国特許第4,118,531号(Hauser)、同第5,597,645号(Pikeら)、及びカナダ特許第2612854号(Sommerら)に説明される。
【0014】
「間隙が形成された繊維」とは、間隔を置いて離された2つの表面(例えば、ニップ、スロット等)の間で空隙(例えば、収束する間隙)に捕集される繊維を意味する。間隙が形成された繊維は、ウェブを横断面で見るとき、繊維がU字型若しくはC字型の模様を一般的に反復して表示する、及び/又は波伏、折り目、ループ、隆起等の模様を一般的に反復して表示する、並びにウェブの最短寸法(厚さ方向)に沿って一般的に配向するウェブのかなりの数の繊維を有する、ことで識別することができる。この文脈では、間隙が形成された繊維は、あらかじめ単一(例えば、平たい捕集表面)上に捕集され、次に、波状、折り目等の前述の模様を達成する収束する間隙、ニップ等に通し得る繊維を含む。例示的な間隙が形成された繊維は、米国特許第6,588,080号(Neelyら)、同第6,867,156号(Whiteら)、及び同第7,476,632号(Olsonら)に説明される。
【0015】
ソリディティとは、固体(例えば、高分子繊維)材料で占める繊維ウェブの全容積の比率を表わす無次元分数(通常、パーセントで報告される)を意味する。更なる説明、及びソリディティを得る方法は、実施例の項目に記載される。ロフトは100%からソリディティを引いたもので、固体材料で占有されていないウェブの全容積の比率を表わす。
【0016】
図1は、高いロフトのスパンボンドウェブを形状するために使用することができる本明細書に開示する例示的な装置を示す。そのような装置を使用する例示的な方法では、高分子繊維形成材料をホッパー11の中へ導入し、押出機12で溶融し、ポンプ13によって押出ヘッド10中へポンプ送液する。ペレット又は他の粒子状の固形ポリマー材料が最も一般的に使用され、これを液状の圧送可能な状態に溶融する。
【0017】
押出ヘッド10は従来のスピナレット又はスピンパックであってもよく、一般に、規則的な模様、例えば一直線の列に配置された多数のオリフィスを含む。線維形成液体のフィラメント15は押出ヘッドから押し出され、空気が充填された空間17を通って細径化器16に搬送される。押し出されたフィラメント15が空間17を通って細径化器16に達するまでに進む距離は、フィラメント15が暴露される条件と同様に、変化させることができる。押し出されたフィラメント15の温度を下げるため、及び/又は押し出されたフィラメント15を部分的に固化するために、急冷空気流18を押し出されたフィラメント15に向けてもよい。(本明細書で用語「空気」が便宜上用いられるが、本明細書に開示する急冷処理及び延伸処理で他の気体及び/又は気体混合物が使用されてもよいことが理解される)。1つ以上の空気の流れを使用してもよく、例えば、フィラメント流を横切って吹く第1の空気流18aは主に、押出の間に放出される望ましくない気体材料又は煙霧を除去する働きをし、第2の急冷空気流18bは主に、温度低下を達成する働きをしてもよい。急冷空気流の流速は、本明細書に開示する独自の特性を備えるウェブの達成を補助するために、本明細書に開示するように有利に操作されてもよい。
【0018】
フィラメント15を細径化器16に通してもよく(以下により詳細に説明する)、次に、一般的に平らな(6インチ(152mm)より大きい曲率半径からなることを意味する)捕集表面19上に堆積させ、繊維20の塊として捕集させる。(一般的に平らな捕集表面19上に繊維を捕集することは、例えば、間隔を置いて離された表面との間の間隙で繊維を捕集することと区別されるべきである。)捕集表面19は、少なくとも6インチ(152mm)の半径を備える連続的なベルト、ドラム、又はロールによって提供される等の、連続的な単一捕集表面を含んでもよい。捕集装置19は、一般的に多孔質であってもよく、気体回収(真空)装置14を捕集装置の下部に配置して捕集装置上に繊維を堆積させるのを補助することができる(捕集装置の、多孔性、例えば、比較的小規模の多孔性は、上記で定義されるように捕集装置が一般的に平らであるという事実を変えない)。細径化器の出口とコレクターとの間の距離21は、異なる効果を得るために変えてよい。更に、捕集前に、押し出されたフィラメントを、例えば、更なる延伸、噴霧等、図1に示されない多くの追加の処理工程にさらしてもよい。
【0019】
捕集後、例えば、ウェブの一体性及び/又は取扱性を高めるために、スパンボンド繊維の捕集した塊20(ウェブ)を1つ以上の接着作業にさらしてもよい。特定実施形態では、そのような接着は、ウェブ上への間断のない接点圧力を加えることなく、高温(例えば、炉の使用、及び/又は制御された温度の空気流によって達成される)で行なわれる接着、と本明細書に定義する自己接着(autogeneous bonding)を含んでもよい。そのような接着は、例えば、図1の制御加熱装置101の使用によって、ウェブ上へ加熱された空気を向けることで行なわれてもよい。そのような装置は、米国特許出願第2008/0038976号(Berriganら)により詳細に説明され、該出願はこの目的のために参照により本明細書に組み込まれる。そのような接着に加えて、又はその代わりに、カレンダーロールの使用等の他の周知の接着方法が用いられてもよい。スパンボンドウェブ20は、エンボス加工ステーション、ラミネータ、カッター等の他の装置へ搬送されて貯蔵ロール等に巻き取られてもよい。
【0020】
図2は、フィラメント15が通過し得る例示的な細径化器16の拡大側面図である。細径化器16は、少なくとも部分的にフィラメント15を延伸する働きをしてもよく、追加的に(押出ヘッド10と細径化器16との間の距離を通過する際に既に生じた可能性があるフィラメント15の任意の冷却及び/又は急冷以上に)フィラメント15を冷却する及び/又は急冷する働きをしてもよい。そのような少なくとも部分的な延伸は、それぞれのフィラメントの少なくとも一部分の少なくとも部分的な配向を達成する働きをしてもよく、当業者には周知であるように、それにより製造された固化した繊維は強度において相当の向上を伴う。そのような少なくとも部分的な延伸は更に、固化した繊維の直径が延伸されない場合の直径から減少することで顕在化されてもよい。一般的に、繊維上に行なわれる延伸の量の減少(例えば、細径化器16で使用される延伸空気量の減少)は、より弱い(配向が無いため)及び/又は直径がより大きい可能性がある繊維となることが当業者には予想される。
【0021】
例示的な細径化器16は場合によっては、図2の設計で示すように間に細径化チャンバ24が画定されるように、分離された2つの半分部分又は側部16a及び16bを含んでもよい。細径化器16は、2つの半分部分又は側部(この場合において)として存在するが、1つの単一装置として機能し、その総合形態で先ず説明する。例示的な細径化器16は、細径化チャンバ24の入口スペース又は喉部24aを画定する傾斜した入口壁27を含む。入口壁27は、好ましくは入口縁又は表面27aで湾曲し、押し出されたフィラメント15を運ぶ空気流の進入を円滑にする。壁27は本体部分28に取り付けられ、本体部分28と壁27との間に空気間隙30を形成するために、凹領域29を設けてもよい。導管31を通して間隙30内に空気を導入してもよい。エアナイフ32からチャンバ24内への空気の通過を円滑にするために、細径化器本体28は28aで湾曲してもよい。細径化器本体の表面28bの角度(α)は、細径化器を通過するフィラメント流にエアナイフが衝突する所望の角度を決定するように選択することができる。
【0022】
細径化チャンバ24は均一な間隙幅を有してもよく、又は図2に示されるように、間隙幅は細径化チャンバの長さに沿って変化してもよい。細径化チャンバ24の長手方向の長さの少なくとも一部分を画定する壁は、主要本体部分28とは別個であり、主要本体部分28に取り付けるプレート36の形態が取られてもよい。
【0023】
いくつかの実施形態では、細径化器16のある部分(例えば、側部16a及び16b)は、例えば、システムの変動に応じて、互いに向かって移動可能及び/又は互いから離れて移動可能であってもよい。そのような能力は状況によって有利であり得る。
【0024】
細径化器16及びその可能なバリエーションは、米国特許出願第2008/0038976号(Berriganら)、米国特許第6,607,624号、及び同第6,916,752号により詳細に記載され、これらすべてはこの目的のために参照により本明細書に組み込まれる。
【0025】
本発明者らは、スパンボンド処理の従来の操作から逸脱することで(例えば、図1及び2の装置の通常の操作(例えば上述の出典に説明されるように)から逸脱することで)、本明細書で説明する独自かつ有利なウェブを製造することができることを発見した。
【0026】
具体的には、本発明者らは、溶融高分子の押出量(例えば、溶融紡糸するフィラメントの押出量)に対して、少なくとも使用する急冷空気の量及び延伸空気の量を適切に選択することで、独自の特性を備えたスパンボンドウェブを製造することができることを発見した。簡潔に、そのようなウェブは、本明細書で以下に詳細に説明するように、高いロフトと有効繊維直径(EFD)の実際の繊維直径(AFD)に対する高い比率との予期しない組み合わせを有し得る。そのような高いロフトとEFDのAFDに対する高い比率との組み合わせは、デプスフィルターとして機能する独自の能力、例えば、粒子がフィルターウェブの表面上に表面ケーキを形成する前にフィルターウェブ内に比較的大量の粒子を捕集することができる能力、をこれらのウェブを与える可能性がある。
【0027】
そのようなウェブのロフトは、(本明細書での定義、及び本明細書で報告する方法による測定による)ソリディティの点から本明細書では特徴付けられる。本明細書に開示するように、約4.0%〜8.0%未満のソリディティのウェブ(すなわち、約96.0%〜92.0%より大きいロフトのウェブ)を製造することができる。様々な実施形態では、本明細書に開示するウェブは、高くて約7.5%、高くて約7.0%、又は高くて約6.5%のソリディティを含む。更なる実施形態では、本明細書に開示するウェブは、少なくとも約5.0%、少なくとも約5.5%、又は少なくとも約6.0%のソリディティを含む。
【0028】
様々な実施形態では、本明細書に開示するスパンボンドウェブは、少なくとも約1.40、少なくとも約1.50、又は少なくとも約1.60の有効繊維直径の実際の繊維直径に対する比率を含む。
【0029】
ある高いロフトのウェブは、当該技術分野の他の就業者によって今まで報告されたように、高いロフトの達成は捲縮繊維(本明細書で上記定義した)の存在に依存してきた。本明細書に説明するウェブは、高いロフトを達成するために捲縮繊維を含有する必要がない。したがって、いくらかの実施形態では、本明細書に開示するウェブは、捲縮繊維が実質的に無く、この文脈において、ウェブの10繊維ごとに1繊維未満が本明細書に定義する捲縮繊維であることを意味する。別の実施形態では、ウェブの20繊維ごとに1繊維未満が本明細書に定義する捲縮繊維である。(この基準を満たす例示的なウェブが図4及び5に示される)。任意のスパンボンドウェブを形成する工程で起こり得るそのような非線形の(例えば、湾曲した)繊維又はその繊維の部分と、本明細書に定義する捲縮繊維との違いを、当業者は当然のことながら容易に認識するであろう。特定実施形態では、本明細書に説明するウェブは、捲縮ステープル繊維が実質的に存在しない。
【0030】
しばしば、当該技術分野における高いロフトのウェブは、特定の熱にさらされ、次第に(例えば、熱活性化)捲縮が生じ得る(例えば、当該技術分野において周知である、繊維の2つの構成成分が並んで、又は偏心したシース−巻芯の構成で存在し、異なる収縮性を有することによる)、いわゆる二成分繊維の使用に依存する。二成分繊維は任意選択で本明細書に開示するウェブ中に存在する可能性があるが、本明細書に開示するウェブは、高いロフトを達成するために二成分繊維を含有する必要はない。したがって、いくらかの実施形態では、本明細書に開示されるウェブは、本明細書では、ウェブの10繊維ごとに1繊維未満が二成分樹脂から製造される(すなわち、単一成分繊維を含む繊維の均衡で)ことを意味する、二成分繊維が実質的に存在しない。別の実施形態では、ウェブの20繊維ごとに1繊維未満が、本明細書に定義する二成分繊維である。特定実施形態では、本明細書に開示するウェブは、本明細書に定義するウェブが一般的に単一成分繊維のみ(すなわち、ウェブの50繊維ごとに1繊維未満が二成分繊維である)を含有することを意味する、単一成分スパンボンドウェブを含む。そのような単一成分ウェブは、当然のことながら、ウェブ中に存在し得る(例えば、ウェブに散在する微粒子添加剤として、又は例えば個々の繊維の物質内に存在する溶融添加剤としてを問わず)添加剤、加工助剤等の存在を含まない。
【0031】
二成分繊維の存在量を最小限にする際に、本明細書に開示するウェブは、少なくとも特定実施形態において有利であり得る。例えば、本明細書に開示するウェブは、帯電に非常に適し得る(例えば、濾過の用途に望ましい場合)ポリプロピレンから実質的になる単一成分繊維で構成され得る。例えば、ポリエチレンを相当量含む二成分繊維は、ポリエチレンが電荷を受け取り保持する能力が少ないため、帯電できない可能性がある。本明細書に開示する単一成分繊維から主に構成されるウェブは、熱活性化工程を必要とせずに高いロフトを達成し得るという点で、二成分繊維より更に有利であり得る。
【0032】
ある高いロフトのウェブは、当該技術分野の他の就業者によって今まで報告されたように、本明細書に定義する間隙が形成された繊維の存在に依存してきた。この種類のウェブは、ウェブのZ字型方向(厚さ方向)に配向する繊維の部分をかなりの数含み得る。そのような繊維は、ウェブを横断面で見るとき、例えば、ループ、波状、隆起、ピーク、折り目、U字型又はC字型の形状(U字又はC字の閉鎖端が一般的にウェブの内部部分により接近して位置し、U字又はC字のアームがウェブの内部部分からより離れて位置した状態で)を示し得る。そのような繊維のZ軸終端は、ウェブの表面に融合されてもよい。
【0033】
本明細書に開示するウェブは、高いロフトを達成するために間隙が形成された繊維を含有する必要がない。したがって、いくらかの実施形態では、本明細書に開示されるウェブは、本明細書では、ウェブの20繊維ごとに1繊維未満が間隙が形成された繊維であることを意味する、間隙が形成された繊維が実質的に存在しない。この基準を満たす例示的なウェブが図4及び5に示される。(任意のスパンボンドウェブの形成で、ある少数の繊維は、間隙が形成された繊維が示す構造体に類似する構造体を形成し得ることを、当業者は容易に認識するであろう。更に、そのような発生は、間隙が形成された繊維で作られたウェブと容易に区別することができることを当業者は容易に認識するであろう)。特定実施形態では、本明細書に開示されるウェブは、C字型の繊維、U字型の繊維等の模様の反復が実質的に存在せず、折り目、ループ、隆起、ピーク等の反復模様が実質的に存在しない。別の実施形態では、本明細書に開示されるウェブは、繊維のZ軸終端がウェブの表面に融合される複数の繊維を含まない。
【0034】
比較的従来型で、一般的に平たい単一捕集表面を使用して高いロフトのウェブを製造する際に(例えば、図1に示されているように)、本明細書に開示する処理は、間隙が形成された繊維を提供するために典型的に要求される間隔を置いて離された捕集表面の複雑な配置を有利になくす。
【0035】
本発明者らは、本明細書に開示するウェブが以前報告されていない独自の特性を示すことを発見した。具体的には、本発明者らは、ウェブの繊維の実際の繊維直径(AFD)をウェブが示す有効繊維直径(EFD)と比較することによって、これらのウェブを特徴付けた。実施例の項目に詳細に説明するように、実際の繊維直径は、顕微鏡下の観察により取得され、繊維の実際の物理的な直径(平均)を表わす。有効繊維直径は、多孔質媒体を通る流量の基本原則に基づく周知のモデル(Davies,C.N.;The Separation of Airborne Dust and Particles,Institution of Mechanical Engineers,London,Proceedings 1B,1952)から得た、計算されたパラメータ(ウェブを通る圧力の降下及び流速の測定値から算出)である。本質的に、ウェブの有効繊維直径は、流量モデルによるウェブが示す流量特性を引き起こすと予期される繊維直径を表わす。特定のスパンボンドウェブでは、(完全な一致でない場合もあるが)有効繊維直径は、多くの場合実際の繊維直径と非常に類似する(例えば、約20%以内)ことを当業者は認識する。
【0036】
実施例の項目の表5に見られるように、本明細書に開示する高いロフトのウェブは、ウェブの実際の繊維直径より少なくとも40%大きい有効繊維直径を予想外に示すことを本発明者らは発見した。例えば、実施例4のウェブ4Aは、ウェブの実際の繊維直径(12.6μm)より約50%大きい(即ち、EFD/AFD率がおよそ1.52)有効繊維直径(19.2μm)を示している。対照的に、比較例1のウェブは、比較例1のウェブの実際の繊維直径(13.0μm)より10%未満大きい有効繊維直径(14.0μm)を示している。
【0037】
双方のウェブは非常に類似する実際の繊維直径を示している(12.6μm対13.0μm)という事実にもかかわらず、比較例1のウェブのEFD/AFD率と比べて、ウェブ4AのEFD/AFD率の上昇が発生することを、当業者は認識するであろう。更に、4Aウェブ及び比較例1のウェブは、双方とも同じ装置で製造された(比較例1のウェブは、当該技術分野で説明される操作条件と同様の通常の操作条件を使用して製造され、4Aウェブは本明細書に開示する方法によって製造される)。したがって、本明細書に開示する方法による操作条件の変更は、ウェブの繊維の実際直径に著しい変化を生じることなく(容認できない繊維の強度の低下も生じなかった)が、著しくより高い有効繊維直径、及び著しくより高いロフトが得られた。
【0038】
したがって、本明細書に開示する方法によって、繊維が十分に延伸され得る条件下で溶融紡糸繊維を製造することができる(上述のとおり、繊維が通常の条件下で製造される繊維と類似の直径で製造され得るという事実、更に繊維が容認できる強度を有する事実から明らかなように)一方で、繊維が有利に高いロフト及び高いEFD/AFD率を備えたウェブを予想外に形成できることを当業者は認識するであろう。
【0039】
理論又はメカニズムによって限定されることを望まないが、本発明者らは、実際の繊維直径が非常に類似する場合でもそのような著しくより高い有効な繊維直径が見られ得るので、有効繊維直径のそのような差は、繊維が、本明細書に説明する手順によって達成される、ある新規の構成で集団的に配置されるためであり得ると仮定する。
【0040】
本明細書に開示するそのような新規で有用なウェブは、溶融高分子フィラメントの押出量に対して使用する急冷空気の量及び/又は延伸空気の量を著しく減らすことで製造することができることを本発明者らは発見した。そのような手法は、溶融紡糸繊維は捕集前にできる限り完全に急冷されるべきであると仮定する一般通念に反する(何人かの研究者らは、そのような急冷空気を使用しないスパンボンド繊維の製造を報告したが、そのような研究者らは典型的には比較的大量の延伸空気を依然として使用しており、そのような場合急冷機能としても働くであろう)。そのような最大限に完全な急冷は、繊維が細径化器の内部表面にくっつき、ウェブの均一性等を不利に低減する可能性がある、かたまって粘着性のある集積した塊を形成するのを防ぐのに有用であると考えられてきた。
【0041】
本明細書に開示する方法で、溶融紡糸繊維の押出量に対する急冷空気及び/又は延伸空気のそのように低減することは、上述の予想される問題の発生を防止し、かつ繊維が容認できる強度を有するように十分な延伸を提供すると同時に、捲縮繊維、間隙が形成された繊維、二成分繊維を含有するウェブを必要としないなどで予想外に高いロフトを備え、かつEFDのAFDに対する予想外に高い比率を備えるウェブを提供できることを、予想外に本発明者らは発見した。
【0042】
理論又はメカニズムによって限定されることを望まずに、本発明者らは、本明細書に開示する現象は、少なくとも一部は繊維がスパンボンド処理中のある時点で長さの線分に沿って共に衝突し接着することから生じると仮定する。即ち、長さの線分に沿って共に接着されるいくつか(例えば、4、5、8もの数、又はそれ以上)の繊維(そのような繊維は「結びついた」繊維と呼ばれることもある)を含む比較的多数の粘着性の集積した塊(しばしば「マクロバンドル」と呼ばれる)は、本明細書に開示する処理において有利に形成され得る。マクロバンドルのような特徴は、細径化器の内部にくっつき、スパンボンド処理を中断させる可能性があり、捕集ウェブ内に粘着性の集塊を引き起こす場合があり、ウェブに望ましくない不均一性を与えるなどの理由で、スパンボンドウェブを製造する際に避けるべきである又は極力抑えるべきであるというのが、当業者の間で基本原則であった。そのようなマクロバンドルは任意のスパンボンドウェブ内に、ある程度存在する可能性があるのだが(例えば、図3の比較例1のウェブに多少見られ得る)、本発明者らは、マクロバンドルの増量が少なくとも部分的に、本明細書に開示するウェブの独自の特性の原因であり得ると仮定する。
【0043】
本明細書に開示するウェブに見られるマクロバンドルは、図4に指し示される(参照番号50で示す)。具体的には、図5の例示的なウェブは、多数のマクロバンドルが存在する(そして多数のマクロバンドルはウェブの平面に一般的に配向し得ることが多い)本明細書に開示するウェブの独自の構造体を示す。この構造体は、当該技術分野の少なくともいくつかのウェブ(例えば、間隙が形成された繊維を含有するいくつかのウェブ)とは異なり得る。当該技術分野のそのようなウェブは、全体としてはおそらく高いロフトを含むが、ウェブの内部が比較的高いロフトを含み、ウェブの片方の表面又は両方の表面が比較的低いロフトを含む(すなわち、密度がより高い)不均一の構造体を含む可能性がある。本明細書に説明するウェブは、比較的密度が高い表面領域を含まないことで、粒子がウェブの内部領域に浸透して保持される能力が高まる可能性があり、本発明者らが注目する優れた深さの充填能力をもたらす可能性がある。
【0044】
再び、理論又はメカニズムによって限定されることを望まずに、比較的短い長さの延伸チャンバを有すると当業者は認識するであろう図2に示される種類の細径化器の独自のデザインは、本明細書に説明するように操作するとき、そのようなマクロバンドルを首尾よく生成させ、スパンボンドウェブに組み込むことにおいて特に有利であり得る。
【0045】
本明細書に開示するウェブはしたがって、溶融高分子の押出量に対して延伸空気の量、及び任意選択で急冷空気の量を著しく減らすことにより製造され得る。本明細書に開示する延伸空気の量は、溶融紡糸工程を操作する際に前述の問題が起こる、及び/又は前述の望ましくないウェブの特徴が生じるとして、通常非常に低いとみなされる範囲であると当業者は認識するであろう。したがって、本明細書に開示する条件は、溶融紡糸工程の通常の条件の定常的な最適化の領域内に入らない。
【0046】
急冷空気流及び延伸空気流を減らして(溶融高分子の押出量に対して通常使用される空気流の割合と比較して)製造されるウェブの実施例を実施例1〜3で説明する。
【0047】
更に、溶融高分子の押出量を十分に増加させれば、比較的大量の急冷空気及び/又は延伸空気を依然として使用しながら、本明細書に開示する結果を達成することが可能であることを本発明者らは発見した。そのようなやり方で製造されるウェブの一実施例を実施例4に示す。この場合、急冷空気及び延伸空気は、比較例1のそれらの量に匹敵するが、溶融高分子の押出量は、本明細書に開示する有利な結果を達成するのに十分な倍数だけ増加させた。
【0048】
したがって、本明細書に開示するウェブは、例えば、急冷空気及び延伸空気を減らすことによる、若しくは例えば、溶融高分子の押出量を増加させることによる、又は双方をいくらか組み合わせることによるのいずれにせよ、溶融高分子の押出量に対して、延伸空気の量及び任意選択で急冷空気の量を著しく減らすことにより製造することができる。本明細書に提示するのは本明細書に提示する種類の装置の使用に特に好適であることが発見された処理条件のある組み合わせであるが、本明細書に開示する条件は、本明細書に使用する装置のデザインに多少特有であり得ることを、当業者は認識するであろう。処理条件の好適な組み合わせは、本明細書の開示によって導かれ、任意の具体的な作業ライン用に取得されなければならない可能性がある。そして、述べたように、ある装置(例えば、本明細書に説明する革新的な細径化器のデザインを備える種類)は、本明細書に開示するスパンボンドウェブの製造に最も好適であり得る。
【0049】
本明細書に開示する高いロフトのウェブの製造において、繊維の捕集方法も有利に操作され得る。例えば、繊維の捕集表面に施される真空の量(例えば、図1に示される気体回収装置14によって)は、最も高いロフトを保持するために、最小限に抑えられてもよい(しかしながら、再び予想外に、本明細書に開示するウェブは、比較的大量の真空を使用しても高いロフトを保持することが可能であることが明らかになった)。表1A及び2Aで明らかなように、捕集表面19の速度(形成速度)は、例えば、ソリディティを一層減少させてロフトを一層増加させるために、更に有利に操作され得る。同様に、それに続く任意の接着方法(ウェブの一体性及び物理的な強度を高めるためにしばしば使用される)は、有利に操作され得る。したがって、図1の制御加熱装置101の使用において、装置101によって供給される任意の熱風の流速、及び/又はそのような処理で加えられる任意の真空の量(例えば、気体回収装置14経由により)は最小限にされてもよい。あるいは、カレンダー加工による接着で、力の量及び/又は実際のカレンダー加工領域は、最小限に抑えられてもよい(例えば、点接着が使用されてもよい)。特にカレンダー加工に関して、カレンダー加工の力を受けるウェブ領域の密度が高まるように、及びウェブの比較的大きな領域がそのようにカレンダー加工されるように、そのようなカレンダー加工が施される場合、密度が高められた領域は、測定したウェブのある特性(例えば、有効繊維直径)がカレンダー加工される前にウェブが本質的に達成した特性から(及び、カレンダー加工力を受けなかったウェブ部分によって示される特性から)変わる可能性がある。したがって、特にそのようにカレンダー加工されたウェブの場合、ウェブが本明細書に開示するパラメータ内にあるかどうかを判断するために、カレンダー加工されていないウェブの領域を検査することが必要であり得る、及び/又はカレンダー加工される前の状態でウェブを検査することが必要であり得る。
【0050】
述べたように、本明細書に開示するウェブは、本明細書の開示による、比較的低率又は低度の急冷にさらされた繊維、及び/又は比較的低率又は低度の延伸にさらされた繊維を含み得る。そのため、本明細書に開示する様々な実施形態のウェブでは、複屈折が5%以上異なる長手方向の線分を含まない繊維、及び/又は、Graded Density試験(米国特許第6,916,752号(Berriganら)に開示される)で5つ未満の繊維片が、水平面から少なくとも60度の角度で配置されるようになる繊維を含み得る。
【0051】
いくつかの実施形態では、本明細書に開示するウェブは、本明細書に定義する「直接捕集された繊維」を含み得る。
【0052】
いくつかの実施形態では、本明細書に開示するウェブは、比較的長い(例えば、6インチ(152mm)を超える)不定長の繊維を意味する一般的に連続的な繊維を含み得る。そのような一般的に連続的な繊維は、例えば、多くの場合比較的短い(例えば、6インチ(152mm)以下)、及び/又は定長に切断されるステープル繊維とは異なり得る。
【0053】
様々な実施形態では、本明細書に開示するウェブの坪量は、例えば、1平方メートル当たり30〜200グラムの範囲であり得る。様々な実施形態では、本明細書に開示するウェブは、約0.5mmの厚さ〜約3.0mmの厚さの範囲であり得る。
【0054】
いくつかの実施形態では、本明細書に開示するウェブは、十分な一体性を含み通常の処理及び装置を使用して取扱可能である(例えば、ロールに巻かれ、ひだ付けされ、濾過デバイス等に組み立てることができる)ことを意味する自己支持型である。本明細書に述べるように、この自己支持特性を高めるために、接着処理(例えば、制御加熱装置による自己接着、点接着等)が使用されてもよい。
【0055】
様々な実施形態では、本明細書に開示するウェブは、少なくとも約10μm、少なくとも約14μm、又は少なくとも約18μmの実際の繊維直径を含む。別の実施形態では、本明細書に開示するウェブは、高くても約30μm、高くても約25μm、又は高くても約20μmの実際の繊維直径を含む。
【0056】
様々な実施形態では、本明細書に開示するウェブは、少なくとも約15μm、少なくとも約20μm、又は少なくとも約25μmの有効繊維直径を含む。別の実施形態では、本明細書に開示するウェブは、高くても約45μm、高くても約35μm、又は高くても約30μmの有効繊維直径を含む。
【0057】
様々な実施形態では、本明細書に開示するウェブを形状するために、繊維を形成する任意の便利な熱可塑性高分子材料が使用されてもよい。そのような材料には、例えば、ポリオレフィン(例えば、ポリプロピレン、ポリエチレン等)、ポリ(エチレンテレフタレート)、ナイロン、及びコポリマー、並びに/又はこれらのうちのいずれかの配合物が含まれてもよい。
【0058】
いくつかの実施形態では、他の繊維、添加剤等が、本明細書に開示するウェブに加えられてもよい。例えば、ステープル繊維が含まれてもよく、当該技術分野において既知であるように、様々な目的及び吸着剤等用に微粒子添加剤が使用されてもよい。具体的には、例えば、必要に応じて、ウェブの耐油性を向上させるために、フッ素化添加剤又はフッ素化処理が加えられてもよい。
【0059】
いくつかの実施形態では、本明細書に開示するウェブは当該技術分野において周知のように帯電させられてもよく、例えば、ハイドロ帯電、コロナ帯電などがある。
【0060】
例えば、支持層、フィルター前の層等の追加の層が、本明細書に開示するウェブを用いて組み合わせ(例えば、積層することにより)られてもよい。したがって、いくつかの実施形態では本明細書に開示するウェブは、多層物品で1つ以上の下層として存在してもよい。
【0061】
いくつかの実施形態では、本明細書に開示するウェブは、例えば、空気濾過等の用途に使用するためにひだ付けしたフィルターを形成するために、当該技術分野において周知であるひだ付けが施されてもよい。前述したように、当業者は、ウェブ全体としてのそのようなひだ付けを個々の繊維の捲縮と区別するであろう。本明細書に説明するひだ付けしたフィルターは、典型的には強制換気システムで発生する空気圧にさらされるとき、過度につぶれない又は曲がらないことを意味する自己支持型であり得る。本明細書に説明するひだ付けしたフィルターは、ひだ付けしたフィルターの安定性を高めるために、1つ以上のスクリム及び/又は周辺枠を含んでもよい。図5は、本明細書に説明するスパンボンドウェブ20からなる濾材を含み、周辺枠112及びスクリム110を更に含む、例示的なひだ付けしたフィルター114を示す。濾材の1つの面と断続的に接触する平面の構成体として図5に示すが、スクリム110は濾材と共に(例えば、濾材と実質的に連続して接触するように)ひだ付けされてもよい。スクリム110は、不織布の材料、ワイヤ、ガラス繊維などで構成されてもよい。
【0062】
おそらく高いロフト、及び有効繊維直径の実際の繊維直径に対する高い比率のために、デプスフィルターとして機能可能な本明細書に説明するウェブは、例えば、高い濾過効率と低い圧力低下との組み合せのような有利な濾過特性を示すことができる。そのような特性は、浸透率、圧力低下、品質係数、捕捉効率(例えば、最低複合効率(Minimum Composite Efficiency)、最低効率報告値)等を含む任意の周知のパラメータによって特徴付けられ得る。特定実施形態では、本明細書に開示するウェブは、少なくとも約0.5、少なくとも約0.7、又は少なくとも約1.0の品質係数を含む。
【実施例1】
【0063】
試験手順
ソリディティ及びロフト
繊維ウェブの嵩密度の測定値をウェブの固体部分を構成する材料の密度で割ることで、ソリディティを求める。まずウェブの重量(例えば、10cm×10cmの断片)を測定することによって、ウェブの嵩密度を求めることができる。ウェブの重量の測定値をウェブの領域で割ることでウェブの坪量が得られ、g/m2で記録される。直径135mmの円盤状のウェブを採取(例えば、打抜きで)して、ウェブ上に直径100mmの230gのおもりを中央に置いてウェブの厚さを測定し、ウェブの厚さを測定することができる。ウェブの坪量をウェブの厚さで割ることで、ウェブの嵩密度が得られ、g/m3で記録される。
【0064】
次に、ウェブの嵩密度をウェブの固体繊維を構成する材料(例えば、ポリマー)の密度で割ることで、ソリディティを求める。(供給元が材料の密度を指定しない場合、ポリマーの密度は標準方法で測定することができる。)ソリディティは、百分率で通常報告される無次元分数である。
【0065】
ロフトは、100%からソリディティを引いた値として通常報告される(例えば、7%のソリディティは、93%のロフトに等しい)。
【0066】
有効繊維直径
ウェブの有効繊維直径(EFD)を、Davies,C.N.,「The Separation of Airborne Dust and Particles,」Institution of Mechanical Engineers,London,Proceedings 1B,1952に記載される方法にしたがって評価する。別段の指定がない限り、試験は14cm/秒の面風速で行われる。
【0067】
実際の繊維直径及びウェブの特徴付け
ウェブを500倍以上の倍率の走査型電子顕微鏡で撮影し、Olympus DP2−BSW画像解析プログラムを利用して、ウェブ内の繊維の実際の繊維直径(AFD)を評価する。少なくとも100の個別の直径測定をそれぞれのウェブ試料に対して行い、これらの測定値の平均値はそのウェブのAFDとして報告される。
【0068】
顕微鏡下での外観検査(例えば、光学、又はSEM)を、ウェブが特定の種類(例えば、捲縮繊維、間隙に捕集された繊維、及び/又は二成分繊維)の繊維を含むかどうかの判定に使用されてもよい。これは、繊維部分が別の個々の繊維からのものかどうか、又は検査した部分のうちの少なくともいくつかが視野内を複数回折り返すように十分に長い繊維からのものかどうかを考慮せずに、繊維の部分を検査(例えば、顕微鏡の視野内にある)することで行なうことができる。したがって、20繊維ごとに1繊維未満が特定の種類であるとするそのような特性付けは、(適切な数のウェブの異なる領域の)外観検査の過程での評価として、本明細書に定義する20繊維部分ごとに1繊維未満が特定の種類であることを意味する。
【0069】
浸透率(%)、圧力低下及び品質係数
ウェブ試料の浸透率、圧力低下、及び濾過品質係数(QF)を、DOP(フタル酸ジオクチル)の液滴を含むチャレンジエアゾールを(別段の指定がない限り)85リットル/分の流速で送液して求め、14cm/秒の面風速を供給して、TSI(商標)高速自動フィルター試験機(型番8130)(TSI Inc.より市販)を使用して評価した。DOP試験において、エアゾールは、約0.185μmの直径を有する粒子を含んでもよく、自動濾過試験機は、加熱機をオフにし、粒子中和器をオンにして操作してもよい。較正した光度計をフィルターの入口と出口とに使用し、フィルターを通る粒子濃度及び粒子の浸透率を測定することができる。フィルタを通して圧力低下(ΔP、mm H2O)を測定するために、MKS圧力変換器(MKS Instrumentsより市販)を用いてよい。式:
【数1】

は、QFを算出するために用いてもよい。初期品質因子QF値は、通常、より高い初期QF値がより良い濾過性能を示し、より低い初期QF値が低い濾過性能を示す全体的な性能の確実な指標を提供する。QFの単位は逆圧力低下である(1/mm H20で報告される)。
【0070】
捕捉効率
フィルターの濾過特性を、ASHRAE Standard 52.2(「Method of Testing General Ventilation Air−Cleaning Devices for Removal Efficiency by Particle Size」)に説明される方法と同様の方法で試験することで求めることができる。試験は、ウェブをフィルター(例えば、ひだ付けしたフィルター及び/又は枠付けされたフィルター)として構成し、フィルターを試験ダクト内に取り付け、乾燥させ電荷を中和させた塩化カリウム粒子にさらして行う。1.5メートル/秒の試験面速度が使用されてもよい。光学式粒子数計測器が、一連の12の粒径範囲又はチャネルにわたる試験フィルターから上流側及び下流側の粒子濃度を測定するために使用されてもよい。式:
【数2】
は、各チャネルの捕捉効率を求めるために使用することができる。初期効率測定の後に、フィルターの圧力が所定値に達するまで、連続する一連の塵の充填、及び効率測定値を行い、試験中の粒径チャネルのそれぞれの最低効率を求め、最低効率複合曲線を求める。フィルター全体の圧力低下を、初期、及び塵のそれぞれの充填後に測定し、塵の供給量及びフィルターの重量増加の双方を求める。最低効率複合曲線から、0.3〜1.0μmの4つの効率値を平均してE1に最低複合効率(MCE)を求めることができ、1.0〜3.0μmの4つの効率値を平均してE2 MCEを求めることができ、3.0〜10.0μmの4つの効率値を平均してE3 MCEを求めることができる。フィルターのMCE値から、標準の基準表を使用してフィルターの最低効率報告値(MERV)を求めることができる。
【0071】
(実施例1)
図1及び2に示される装置と同様の装置を使用して、単一成分単層ウェブを、Total Petrochemicalsより商品名3860で市販のメルトフローレート指数70を有するポリプロピレンから形成した。押出ヘッドには、36個のオリフィスが18列あり、それぞれは、ダイの中央で0.63インチ(16mm)の間隙により隔てられた9つの列の2つのブロックに分かれており、合計648個のオリフィスとなっている。0.25インチ(6.4mm)の間隔を有する千鳥状の模様でオリフィスを配列した。溶融高分子の流速は1つのオリフィス当たり毎分およそ0.71グラムであった。2つの対向した急冷空気流(図1の18bに示されるものと同様で、18aに示される種類の流れは使用しなかった)を、上流側として高さ16インチ(406mm)の急冷ボックスから0.3m/秒の概算面速度及び5℃の温度で、及び下側流として高さ7.75インチ(197mm)の急冷ボックスから0.1m/秒の概算面速度及び周囲室温で供給した。米国特許第6,607,624号及び同第6,916,752号に示されるものと同様の移動壁細径化器を、エアナイフの間隙0.030インチ(0.76mm)、エアナイフへ圧力14kPaでの空気供給、細径化器の上部の間隙幅6.1mm、細径化器の底部の間隙幅6.1mm、及び細径化チャンバの長さ6インチ(152mm)を用いて、使用した。押出ヘッドから細径化器までの距離は31インチ(79cm)で、細径化器から捕集ベルトまでの距離は27インチ(69cm)であった。捕集ベルトの下におよそ125Paの真空を作り出して、溶融紡糸繊維流を捕集ベルト上に約46cmの幅で堆積させた。捕集ベルトは、20メッシュステンレス鋼から作製され、表1に示される速度(「形成速度」)で動かした。
【0072】
次に、捕集した溶融紡糸繊維(ウェブ)の塊を、制御加熱接着装置の下を通過させ、繊維の少なくともいくつかを自己接着させた。7.6cm×61cmの出口スロットで、およそ4.1m/秒の速度で、空気を接着装置を通して給送した。ウェブが接着装置の下を通過するとき、空気出口は捕集されたウェブから約2.5cm離れていた。制御加熱装置のスロットを通過する空気の温度は、入口点でハウジング内に入る熱風を測定するとき、およそ153℃であった。ウェブが接着装置の下を通過した後、周囲温度の空気をウェブを通して強制的に引き込み、ウェブをおよそ周囲温度に冷却させた。
【0073】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。
【0074】
表1Aに説明するように、ウェブのいくつかのバリエーションを作製した。ウェブを捕集ベルトの速度を変えることにより達成した3つの異なる領域(坪)量で捕集した。ウェブ(1B)のうちの1つの繊維を走査電子顕微鏡で測定し、114の繊維の標本の大きさに基づいて2.8マイクロメートルの標準偏差で、17.1マイクロメートルの実際の繊維直径を有することが分かった。
【0075】
ウェブはそれぞれ(以下に述べるように、ウェブ1Aを除いて)、圧力18N/mm、及び15m/分の速度で模様ロールと接触する93℃に加熱した滑らかなバッキングロールと組み合わせて、オフラインの(すなわち、上述のウェブ形成処理から分離した)2.4%の接着模様を備える非加熱カレンダーロールを用いるカレンダー加工処理(接着模様は、列から列まで7.4mm間隔を置いて配置され、それぞれの列に沿って4.3mm間隔を置いて配置された3.8mmの高さの要素からなる)に送り込んだ。次に、当該技術分野において周知である方法を用いてウェブをおよそ−20kVでコロナ帯電させた。次に、14cm/秒での圧力低下、有効繊維直径、DOP浸透率(%)、及び品質係数をこれらのウェブに対して得て、表1Aに列記する。
【0076】
【表1】
【0077】
帯電させた平らなウェブ試料は、3M Companyより市販のSuper 77 Spray Adhesiveでワイヤーメッシュ補強を開くように積層された。積層した濾材を、1フィート当たり12のひだを設ける間隔、及びおよそ5cmのひだの長さに設定したプッシュバーひだ付け器でひだ付けした。ひだ付けした濾材を、最終フィルター寸法がおよそ35×63×2cmになるように一体型ダイカットフレームでフィルターに組み立てた。フィルターは、独立した検査会社によってASHRAE規格52.2に準拠して最終圧力149Paまで評価を行った。最低複合効率及び最低効率報告書値をひだ付けしたフィルターのそれぞれに対して得て、表1Bに列記する。
【0078】
【表2】
【0079】
(実施例2)
以下に別段の指定がない限り、実施例1の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンから単一成分単層ウェブを形成し、BASFより市販のUvinul 5050H、0.5重量%と混合させた。上流側の急冷流はおよそ0.4m/秒の面速度であった。34kPaの圧力で空気をエアナイフに送流した。溶融紡糸繊維流を捕集ベルト上に約46cmの幅で堆積させた。捕集ベルトの下の真空は約300Paであると見積もられた。出口スロットで、およそ5.7m/秒の速度で、空気を制御加熱接着装置を通して給送した。制御加熱装置のスロットを通過する空気の温度は、入口点でハウジング内に入る熱風を測定するとき、155℃であった。
【0080】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表2Aに説明するように、ウェブのいくつかのバリエーションを作製した。捕集ベルトの速度を変えることにより達成した3つの異なる領域量でウェブを捕集した。ウェブ2Bの繊維を走査電子顕微鏡で測定し、252の繊維の標本の大きさに基づいて2.6マイクロメートルの標準偏差で、15.0マイクロメートルの実際の繊維直径を有することが分かった。
【0081】
(ウェブ2Aを除く)ウェブをそれぞれ、1B〜1Dのウェブと同様の方法でカレンダー加工した。次に、ウェブを米国特許第5,496,507号に教示される技術にしたがって脱イオン水でハイドロチャージし、乾燥させた。
【0082】
【表3】
【0083】
実施例1の試料と同様の方法で、帯電させた平らなウェブ試料は、ワイヤーメッシュ補強を開くように積層され、ひだ付けされ、組み立てられ、フィルターが検査された。最低複合効率及び最低効率報告書値をひだ付けしたフィルターのそれぞれに対して得て、表2Bに列記する。
【0084】
【表4】
【0085】
(実施例3)
以下に別段の指定がない限り、実施例1の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンから単一成分単層ウェブを形成した。上流側の急冷流はおよそ0.6m/秒の面速度であった。溶融紡糸繊維流を捕集ベルト上に約46cmの幅で堆積させた。出口スロットで、およそ4.6m/秒の速度で、空気を制御加熱接着装置を通して給送した。
【0086】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表3に説明するように、ウェブの1つのバリエーションを作製した。
【0087】
【表5】
【0088】
ウェブ3Aの繊維を走査電子顕微鏡で測定し、146の繊維の標本の大きさに基づいて2.8マイクロメートルの標準偏差で、19.8マイクロメートルの実際の繊維直径を有することが分かった。
【0089】
(実施例4)
以下に別段の指定がない限り、実施例1の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンから単一成分単層ウェブを形成した。上流側の急冷流はおよその0.7m/秒の面速度であった。下流側の急冷ボックスは使用しなかった。細径化器はエアナイフの間隙が0.020インチ(0.51mm)であった。83kPaの圧力で空気をエアナイフに送流した。押出ヘッドから細径化器までの距離は23インチ(58cm)で、細径化器から捕集ベルトまでの距離は21インチ(53cm)であった。溶融紡糸繊維流を捕集ベルト上に約51cmの幅で堆積させた。この場合、捕集ベルトはAlbany Internationalより市販の9 SS TCベルトであった。捕集ベルトの下の真空は約800Paであると見積もられた。出口スロットで、およそ11m/秒の速度で、空気を制御加熱接着装置を通して給送した。
【0090】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表4に説明するように、ウェブの1つのバリエーションを作製した。
【0091】
【表6】
【0092】
ウェブ4Aの繊維を走査電子顕微鏡で測定し、191の繊維の標本の大きさに基づいて2.5マイクロメートルの標準偏差で、12.6マイクロメートルの実際の繊維直径を有することが分かった。
【0093】
比較例1
米国特許第6,916,752号(Berriganら)の教示にしたがって単一成分ウェブを形成した。以下に別段の指定がない限り、実施例4(上記)の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンからウェブを形成した。溶融高分子の流速は、(実施例4のオリフィス当たり毎分0.71グラムに対して)オリフィス当たり毎分およそ0.54グラムであった。捕集ベルトの下の真空は約2000Paであると見積もられた。
【0094】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表C1に説明するように、ウェブの1つのバリエーションを作製した。
【0095】
【表7】
【0096】
ウェブC1の繊維を走査電子顕微鏡で測定し、147の繊維の標本の大きさに基づいて2.2マイクロメートルの標準偏差で、13.0マイクロメートルの実際の繊維直径を有することが分かった。
【0097】
実施例の要約
比較例1(C1)並びに試料1B、2B、3A及び4Aの実際の繊維直径、有効繊維直径、EFD/AFD比率、及びソリディティを表5に列記する。
【0098】
【表8】
【0099】
上記の試験及び試験結果は予測ではなく例示のみを意図したものであり、試験方法が変われば異なる結果が生じ得ると考えられる。実施例の項における定量的な値は全て、用いられる手順に伴う一般的に既知の許容誤差を考慮した近似的な値であるものと理解される。上記の詳細な説明及び実施例はあくまで理解を助けるために示したものである。これらによって不要な限定をするものと理解されるべきではない。
【0100】
本明細書に開示される特定の代表的な構造、特徴、詳細、構成等は、多くの実施形態において変更され得る及び/又は組み合され得ることは、当業者には明らかであろう。そのような変例及び組み合わせは全て、本発明者により、本考案の発明の範囲内にあるものとして考えられる。したがって、本発明の範囲は、本明細書に記載された具体的な例示的構造に限定されるべきではなく、むしろ、「特許請求の範囲」の文言によって説明される構造、及びそれらの構造の等価物によって限定される。本明細書と、参照により本明細書に組み込まれている全ての文書内の開示との間に不一致又は矛盾が存在する場合、本明細書が優先する。
【背景技術】
【0001】
スパンボンドウェブには、おむつ及び/又はパーソナルケア物品の裏張り、カーペットの裏地、ジオテキスタイル等を含む様々な用途が見出されている。そのようなスパンボンドウェブは、構造補強、バリヤー性などの提供に主に依拠する典型的には低いロフトの材料である。当該技術分野の一部の就業者は、様々な方法でより高いロフトを備えるウェブの開発を試みてきた。
【発明の概要】
【課題を解決するための手段】
【0002】
本明細書は、捲縮繊維及び間隙が形成された繊維が実質的に存在しない高いロフトのスパンボンドウェブを開示する。ウェブは、8.0%未満〜約4.0%のソリディティ、及び有効繊維直径の実際の繊維直径に対する比率が少なくとも約1.40を示す。更にそのようなウェブを製造する方法を開示する。
【0003】
したがって一態様において、本明細書は、8.0%未満〜約4.0%のソリディティを含み、少なくとも約1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブであって、捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しないスパンボンドウェブを開示する。
【0004】
したがって別の態様において、本明細書は、対向して面する複数のひだを含む濾材と、濾材の縁部に沿って存在する周辺枠とを更に含む、自己支持型のひだ付けしたフィルターであって、濾材は、8.0%未満〜約4.0%のソリディティを含み、少なくとも1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブを含み、スパンボンドウェブは捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しない、自己支持型のひだ付けしたフィルターを開示する。
【0005】
本発明のこれら及び他の態様は、以下の「発明を実施するための形態」から明らかになるであろう。しかし、決して、上記要約は、請求された主題に関する限定として解釈されるべきでなく、主題は、手続処理の間補正することができる添付の特許請求の範囲によってのみ規定される。
【図面の簡単な説明】
【0006】
【図1】本明細書に開示するスパンボンドされた不織布ウェブを形成するために使用され得る装置の概略図。
【図2】図1の工程で使用され得る細径化器(attenuator)の側面図。
【図3】従来のスパンボンドされた不織布ウェブの100倍の倍率の走査型電子顕微鏡画像の上面画像。
【図4】本明細書に開示するように製造されたスパンボンドされた不織布ウェブの250倍の倍率の走査型電子顕微鏡画像の上面画像。
【図5】本明細書に開示するように製造されたスパンボンドされた不織布ウェブの100倍の倍率の走査型電子顕微鏡画像の断面画像。
【図6】周辺枠及びスクリムを備えたひだ付けしたフィルターの部分断面の斜視図。
【0007】
様々な図面において、類似参照記号は類似要素を表す。特に指定されない限り、本文献における全ての図面及び図は、一定の縮尺ではなく、本発明の異なる実施形態を例示する目的で選択される。特に、様々な構成要素の寸法は、指示のない限り、例示的な用語としてのみ記述され、様々な構成要素の寸法間の関係は、図面から推測されるべきではない。本開示において、「上部」、「下部」、「上流側」、「下流側」、「下」、「上」、「前」、「後ろ」、「外」、「内」、「上へ」及び「下へ」、並びに「第1の」及び「第2の」等の用語が使用され得るが、これらの用語は、特に断りのない限り、それらの相対的な意味においてのみ使用されることを理解されたい。
【発明を実施するための形態】
【0008】
用語解説
本明細書では、用語「フィラメント」は、一組のオリフィスから押し出される熱可塑性材料の溶融流を指すために一般に用いられ、用語「繊維」は、それを含む固化したフィラメント及びウェブを指すために一般に用いられる。これらの指定は、単に説明の便宜上用いられる。本明細書に説明する処理で、部分的に固化したフィラメントと、わずかにべとつく及び/又は半溶融した表面を依然として含む繊維との間に明確な境界がない場合がある。
【0009】
用語「溶融紡糸」は、一組のオリフィスからフィラメントを押し出し、フィラメントの冷却を助けるためにフィラメントを空間(移動する空気流が含まれてもよい)に通し、フィラメントを少なくとも部分的に延伸するためにフィラメントを細径化(attenuation)(つまり延伸)ユニットに通すことにより、フィラメントを冷却し固化させて繊維を形成することによって形成される繊維を指す。メルトブローは、押出オリフィスにごく近接して配置される空気吹出しオリフィスによって導入される収束する高速度の空気流に、フィラメントを押し出すことを伴う点で、溶融紡糸は、メルトブローと区別することができる。
【0010】
「スパンボンドされている」とは、繊維ウェブとして捕集され、任意選択で1つ以上の接着作業を受ける一組の溶融紡糸繊維を含むウェブを意味する。
【0011】
「直接捕集された繊維」とは、一組のオリフィスから溶融フィラメントを押し出し、フィラメント又は繊維がオリフィスと捕集表面との間で偏向板等に接触することなく、少なくとも部分的に固化したフィラメントを繊維として捕集表面上に捕集することによって、本質的に1つの作業で繊維が形成されウェブとして捕集されることを意味する。
【0012】
「ひだ付け」とは、少なくとも部分的に折りたたまれて、一般に並列に、対向して折り目の列をなす形状を形成するウェブを意味する。そのため、全体としてのウェブのひだ付けは、個々の繊維の捲縮と区別される。
【0013】
「捲縮繊維」とは、捲縮処理を施された繊維を意味する。捲縮処理は、機械的捲縮(例えば、ステープル繊維の捲縮)を含む。捲縮処理は、二成分繊維(例えば、いわゆるコンジュゲート繊維)を繊維の構成成分中の収縮差によって捲縮が生じるように温度にさらす、いわゆる熱活性化処理も含む。捲縮処理は、繊維に固化勾配が生じるように繊維の幾何学的に非対称の熱処理を行い、したがって捲縮が得られる熱活性化処理も含む。そのような熱活性化処理、又は他の捲縮処理は、スパンボンド処理の前、その間、又はその後に行われてもよい。捲縮繊維は、特徴(例えば、波状、ぎざぎざした、正弦波形状等の繊維の外観が顕在化する)の反復を呈する、螺旋形の外観(例えば、特に二成分繊維の熱活性化によって得られる捲縮繊維の場合)を有する等で識別することができ、当業者には容易に認識できる。例示的な捲縮繊維は、米国特許第4,118,531号(Hauser)、同第5,597,645号(Pikeら)、及びカナダ特許第2612854号(Sommerら)に説明される。
【0014】
「間隙が形成された繊維」とは、間隔を置いて離された2つの表面(例えば、ニップ、スロット等)の間で空隙(例えば、収束する間隙)に捕集される繊維を意味する。間隙が形成された繊維は、ウェブを横断面で見るとき、繊維がU字型若しくはC字型の模様を一般的に反復して表示する、及び/又は波伏、折り目、ループ、隆起等の模様を一般的に反復して表示する、並びにウェブの最短寸法(厚さ方向)に沿って一般的に配向するウェブのかなりの数の繊維を有する、ことで識別することができる。この文脈では、間隙が形成された繊維は、あらかじめ単一(例えば、平たい捕集表面)上に捕集され、次に、波状、折り目等の前述の模様を達成する収束する間隙、ニップ等に通し得る繊維を含む。例示的な間隙が形成された繊維は、米国特許第6,588,080号(Neelyら)、同第6,867,156号(Whiteら)、及び同第7,476,632号(Olsonら)に説明される。
【0015】
ソリディティとは、固体(例えば、高分子繊維)材料で占める繊維ウェブの全容積の比率を表わす無次元分数(通常、パーセントで報告される)を意味する。更なる説明、及びソリディティを得る方法は、実施例の項目に記載される。ロフトは100%からソリディティを引いたもので、固体材料で占有されていないウェブの全容積の比率を表わす。
【0016】
図1は、高いロフトのスパンボンドウェブを形状するために使用することができる本明細書に開示する例示的な装置を示す。そのような装置を使用する例示的な方法では、高分子繊維形成材料をホッパー11の中へ導入し、押出機12で溶融し、ポンプ13によって押出ヘッド10中へポンプ送液する。ペレット又は他の粒子状の固形ポリマー材料が最も一般的に使用され、これを液状の圧送可能な状態に溶融する。
【0017】
押出ヘッド10は従来のスピナレット又はスピンパックであってもよく、一般に、規則的な模様、例えば一直線の列に配置された多数のオリフィスを含む。線維形成液体のフィラメント15は押出ヘッドから押し出され、空気が充填された空間17を通って細径化器16に搬送される。押し出されたフィラメント15が空間17を通って細径化器16に達するまでに進む距離は、フィラメント15が暴露される条件と同様に、変化させることができる。押し出されたフィラメント15の温度を下げるため、及び/又は押し出されたフィラメント15を部分的に固化するために、急冷空気流18を押し出されたフィラメント15に向けてもよい。(本明細書で用語「空気」が便宜上用いられるが、本明細書に開示する急冷処理及び延伸処理で他の気体及び/又は気体混合物が使用されてもよいことが理解される)。1つ以上の空気の流れを使用してもよく、例えば、フィラメント流を横切って吹く第1の空気流18aは主に、押出の間に放出される望ましくない気体材料又は煙霧を除去する働きをし、第2の急冷空気流18bは主に、温度低下を達成する働きをしてもよい。急冷空気流の流速は、本明細書に開示する独自の特性を備えるウェブの達成を補助するために、本明細書に開示するように有利に操作されてもよい。
【0018】
フィラメント15を細径化器16に通してもよく(以下により詳細に説明する)、次に、一般的に平らな(6インチ(152mm)より大きい曲率半径からなることを意味する)捕集表面19上に堆積させ、繊維20の塊として捕集させる。(一般的に平らな捕集表面19上に繊維を捕集することは、例えば、間隔を置いて離された表面との間の間隙で繊維を捕集することと区別されるべきである。)捕集表面19は、少なくとも6インチ(152mm)の半径を備える連続的なベルト、ドラム、又はロールによって提供される等の、連続的な単一捕集表面を含んでもよい。捕集装置19は、一般的に多孔質であってもよく、気体回収(真空)装置14を捕集装置の下部に配置して捕集装置上に繊維を堆積させるのを補助することができる(捕集装置の、多孔性、例えば、比較的小規模の多孔性は、上記で定義されるように捕集装置が一般的に平らであるという事実を変えない)。細径化器の出口とコレクターとの間の距離21は、異なる効果を得るために変えてよい。更に、捕集前に、押し出されたフィラメントを、例えば、更なる延伸、噴霧等、図1に示されない多くの追加の処理工程にさらしてもよい。
【0019】
捕集後、例えば、ウェブの一体性及び/又は取扱性を高めるために、スパンボンド繊維の捕集した塊20(ウェブ)を1つ以上の接着作業にさらしてもよい。特定実施形態では、そのような接着は、ウェブ上への間断のない接点圧力を加えることなく、高温(例えば、炉の使用、及び/又は制御された温度の空気流によって達成される)で行なわれる接着、と本明細書に定義する自己接着(autogeneous bonding)を含んでもよい。そのような接着は、例えば、図1の制御加熱装置101の使用によって、ウェブ上へ加熱された空気を向けることで行なわれてもよい。そのような装置は、米国特許出願第2008/0038976号(Berriganら)により詳細に説明され、該出願はこの目的のために参照により本明細書に組み込まれる。そのような接着に加えて、又はその代わりに、カレンダーロールの使用等の他の周知の接着方法が用いられてもよい。スパンボンドウェブ20は、エンボス加工ステーション、ラミネータ、カッター等の他の装置へ搬送されて貯蔵ロール等に巻き取られてもよい。
【0020】
図2は、フィラメント15が通過し得る例示的な細径化器16の拡大側面図である。細径化器16は、少なくとも部分的にフィラメント15を延伸する働きをしてもよく、追加的に(押出ヘッド10と細径化器16との間の距離を通過する際に既に生じた可能性があるフィラメント15の任意の冷却及び/又は急冷以上に)フィラメント15を冷却する及び/又は急冷する働きをしてもよい。そのような少なくとも部分的な延伸は、それぞれのフィラメントの少なくとも一部分の少なくとも部分的な配向を達成する働きをしてもよく、当業者には周知であるように、それにより製造された固化した繊維は強度において相当の向上を伴う。そのような少なくとも部分的な延伸は更に、固化した繊維の直径が延伸されない場合の直径から減少することで顕在化されてもよい。一般的に、繊維上に行なわれる延伸の量の減少(例えば、細径化器16で使用される延伸空気量の減少)は、より弱い(配向が無いため)及び/又は直径がより大きい可能性がある繊維となることが当業者には予想される。
【0021】
例示的な細径化器16は場合によっては、図2の設計で示すように間に細径化チャンバ24が画定されるように、分離された2つの半分部分又は側部16a及び16bを含んでもよい。細径化器16は、2つの半分部分又は側部(この場合において)として存在するが、1つの単一装置として機能し、その総合形態で先ず説明する。例示的な細径化器16は、細径化チャンバ24の入口スペース又は喉部24aを画定する傾斜した入口壁27を含む。入口壁27は、好ましくは入口縁又は表面27aで湾曲し、押し出されたフィラメント15を運ぶ空気流の進入を円滑にする。壁27は本体部分28に取り付けられ、本体部分28と壁27との間に空気間隙30を形成するために、凹領域29を設けてもよい。導管31を通して間隙30内に空気を導入してもよい。エアナイフ32からチャンバ24内への空気の通過を円滑にするために、細径化器本体28は28aで湾曲してもよい。細径化器本体の表面28bの角度(α)は、細径化器を通過するフィラメント流にエアナイフが衝突する所望の角度を決定するように選択することができる。
【0022】
細径化チャンバ24は均一な間隙幅を有してもよく、又は図2に示されるように、間隙幅は細径化チャンバの長さに沿って変化してもよい。細径化チャンバ24の長手方向の長さの少なくとも一部分を画定する壁は、主要本体部分28とは別個であり、主要本体部分28に取り付けるプレート36の形態が取られてもよい。
【0023】
いくつかの実施形態では、細径化器16のある部分(例えば、側部16a及び16b)は、例えば、システムの変動に応じて、互いに向かって移動可能及び/又は互いから離れて移動可能であってもよい。そのような能力は状況によって有利であり得る。
【0024】
細径化器16及びその可能なバリエーションは、米国特許出願第2008/0038976号(Berriganら)、米国特許第6,607,624号、及び同第6,916,752号により詳細に記載され、これらすべてはこの目的のために参照により本明細書に組み込まれる。
【0025】
本発明者らは、スパンボンド処理の従来の操作から逸脱することで(例えば、図1及び2の装置の通常の操作(例えば上述の出典に説明されるように)から逸脱することで)、本明細書で説明する独自かつ有利なウェブを製造することができることを発見した。
【0026】
具体的には、本発明者らは、溶融高分子の押出量(例えば、溶融紡糸するフィラメントの押出量)に対して、少なくとも使用する急冷空気の量及び延伸空気の量を適切に選択することで、独自の特性を備えたスパンボンドウェブを製造することができることを発見した。簡潔に、そのようなウェブは、本明細書で以下に詳細に説明するように、高いロフトと有効繊維直径(EFD)の実際の繊維直径(AFD)に対する高い比率との予期しない組み合わせを有し得る。そのような高いロフトとEFDのAFDに対する高い比率との組み合わせは、デプスフィルターとして機能する独自の能力、例えば、粒子がフィルターウェブの表面上に表面ケーキを形成する前にフィルターウェブ内に比較的大量の粒子を捕集することができる能力、をこれらのウェブを与える可能性がある。
【0027】
そのようなウェブのロフトは、(本明細書での定義、及び本明細書で報告する方法による測定による)ソリディティの点から本明細書では特徴付けられる。本明細書に開示するように、約4.0%〜8.0%未満のソリディティのウェブ(すなわち、約96.0%〜92.0%より大きいロフトのウェブ)を製造することができる。様々な実施形態では、本明細書に開示するウェブは、高くて約7.5%、高くて約7.0%、又は高くて約6.5%のソリディティを含む。更なる実施形態では、本明細書に開示するウェブは、少なくとも約5.0%、少なくとも約5.5%、又は少なくとも約6.0%のソリディティを含む。
【0028】
様々な実施形態では、本明細書に開示するスパンボンドウェブは、少なくとも約1.40、少なくとも約1.50、又は少なくとも約1.60の有効繊維直径の実際の繊維直径に対する比率を含む。
【0029】
ある高いロフトのウェブは、当該技術分野の他の就業者によって今まで報告されたように、高いロフトの達成は捲縮繊維(本明細書で上記定義した)の存在に依存してきた。本明細書に説明するウェブは、高いロフトを達成するために捲縮繊維を含有する必要がない。したがって、いくらかの実施形態では、本明細書に開示するウェブは、捲縮繊維が実質的に無く、この文脈において、ウェブの10繊維ごとに1繊維未満が本明細書に定義する捲縮繊維であることを意味する。別の実施形態では、ウェブの20繊維ごとに1繊維未満が本明細書に定義する捲縮繊維である。(この基準を満たす例示的なウェブが図4及び5に示される)。任意のスパンボンドウェブを形成する工程で起こり得るそのような非線形の(例えば、湾曲した)繊維又はその繊維の部分と、本明細書に定義する捲縮繊維との違いを、当業者は当然のことながら容易に認識するであろう。特定実施形態では、本明細書に説明するウェブは、捲縮ステープル繊維が実質的に存在しない。
【0030】
しばしば、当該技術分野における高いロフトのウェブは、特定の熱にさらされ、次第に(例えば、熱活性化)捲縮が生じ得る(例えば、当該技術分野において周知である、繊維の2つの構成成分が並んで、又は偏心したシース−巻芯の構成で存在し、異なる収縮性を有することによる)、いわゆる二成分繊維の使用に依存する。二成分繊維は任意選択で本明細書に開示するウェブ中に存在する可能性があるが、本明細書に開示するウェブは、高いロフトを達成するために二成分繊維を含有する必要はない。したがって、いくらかの実施形態では、本明細書に開示されるウェブは、本明細書では、ウェブの10繊維ごとに1繊維未満が二成分樹脂から製造される(すなわち、単一成分繊維を含む繊維の均衡で)ことを意味する、二成分繊維が実質的に存在しない。別の実施形態では、ウェブの20繊維ごとに1繊維未満が、本明細書に定義する二成分繊維である。特定実施形態では、本明細書に開示するウェブは、本明細書に定義するウェブが一般的に単一成分繊維のみ(すなわち、ウェブの50繊維ごとに1繊維未満が二成分繊維である)を含有することを意味する、単一成分スパンボンドウェブを含む。そのような単一成分ウェブは、当然のことながら、ウェブ中に存在し得る(例えば、ウェブに散在する微粒子添加剤として、又は例えば個々の繊維の物質内に存在する溶融添加剤としてを問わず)添加剤、加工助剤等の存在を含まない。
【0031】
二成分繊維の存在量を最小限にする際に、本明細書に開示するウェブは、少なくとも特定実施形態において有利であり得る。例えば、本明細書に開示するウェブは、帯電に非常に適し得る(例えば、濾過の用途に望ましい場合)ポリプロピレンから実質的になる単一成分繊維で構成され得る。例えば、ポリエチレンを相当量含む二成分繊維は、ポリエチレンが電荷を受け取り保持する能力が少ないため、帯電できない可能性がある。本明細書に開示する単一成分繊維から主に構成されるウェブは、熱活性化工程を必要とせずに高いロフトを達成し得るという点で、二成分繊維より更に有利であり得る。
【0032】
ある高いロフトのウェブは、当該技術分野の他の就業者によって今まで報告されたように、本明細書に定義する間隙が形成された繊維の存在に依存してきた。この種類のウェブは、ウェブのZ字型方向(厚さ方向)に配向する繊維の部分をかなりの数含み得る。そのような繊維は、ウェブを横断面で見るとき、例えば、ループ、波状、隆起、ピーク、折り目、U字型又はC字型の形状(U字又はC字の閉鎖端が一般的にウェブの内部部分により接近して位置し、U字又はC字のアームがウェブの内部部分からより離れて位置した状態で)を示し得る。そのような繊維のZ軸終端は、ウェブの表面に融合されてもよい。
【0033】
本明細書に開示するウェブは、高いロフトを達成するために間隙が形成された繊維を含有する必要がない。したがって、いくらかの実施形態では、本明細書に開示されるウェブは、本明細書では、ウェブの20繊維ごとに1繊維未満が間隙が形成された繊維であることを意味する、間隙が形成された繊維が実質的に存在しない。この基準を満たす例示的なウェブが図4及び5に示される。(任意のスパンボンドウェブの形成で、ある少数の繊維は、間隙が形成された繊維が示す構造体に類似する構造体を形成し得ることを、当業者は容易に認識するであろう。更に、そのような発生は、間隙が形成された繊維で作られたウェブと容易に区別することができることを当業者は容易に認識するであろう)。特定実施形態では、本明細書に開示されるウェブは、C字型の繊維、U字型の繊維等の模様の反復が実質的に存在せず、折り目、ループ、隆起、ピーク等の反復模様が実質的に存在しない。別の実施形態では、本明細書に開示されるウェブは、繊維のZ軸終端がウェブの表面に融合される複数の繊維を含まない。
【0034】
比較的従来型で、一般的に平たい単一捕集表面を使用して高いロフトのウェブを製造する際に(例えば、図1に示されているように)、本明細書に開示する処理は、間隙が形成された繊維を提供するために典型的に要求される間隔を置いて離された捕集表面の複雑な配置を有利になくす。
【0035】
本発明者らは、本明細書に開示するウェブが以前報告されていない独自の特性を示すことを発見した。具体的には、本発明者らは、ウェブの繊維の実際の繊維直径(AFD)をウェブが示す有効繊維直径(EFD)と比較することによって、これらのウェブを特徴付けた。実施例の項目に詳細に説明するように、実際の繊維直径は、顕微鏡下の観察により取得され、繊維の実際の物理的な直径(平均)を表わす。有効繊維直径は、多孔質媒体を通る流量の基本原則に基づく周知のモデル(Davies,C.N.;The Separation of Airborne Dust and Particles,Institution of Mechanical Engineers,London,Proceedings 1B,1952)から得た、計算されたパラメータ(ウェブを通る圧力の降下及び流速の測定値から算出)である。本質的に、ウェブの有効繊維直径は、流量モデルによるウェブが示す流量特性を引き起こすと予期される繊維直径を表わす。特定のスパンボンドウェブでは、(完全な一致でない場合もあるが)有効繊維直径は、多くの場合実際の繊維直径と非常に類似する(例えば、約20%以内)ことを当業者は認識する。
【0036】
実施例の項目の表5に見られるように、本明細書に開示する高いロフトのウェブは、ウェブの実際の繊維直径より少なくとも40%大きい有効繊維直径を予想外に示すことを本発明者らは発見した。例えば、実施例4のウェブ4Aは、ウェブの実際の繊維直径(12.6μm)より約50%大きい(即ち、EFD/AFD率がおよそ1.52)有効繊維直径(19.2μm)を示している。対照的に、比較例1のウェブは、比較例1のウェブの実際の繊維直径(13.0μm)より10%未満大きい有効繊維直径(14.0μm)を示している。
【0037】
双方のウェブは非常に類似する実際の繊維直径を示している(12.6μm対13.0μm)という事実にもかかわらず、比較例1のウェブのEFD/AFD率と比べて、ウェブ4AのEFD/AFD率の上昇が発生することを、当業者は認識するであろう。更に、4Aウェブ及び比較例1のウェブは、双方とも同じ装置で製造された(比較例1のウェブは、当該技術分野で説明される操作条件と同様の通常の操作条件を使用して製造され、4Aウェブは本明細書に開示する方法によって製造される)。したがって、本明細書に開示する方法による操作条件の変更は、ウェブの繊維の実際直径に著しい変化を生じることなく(容認できない繊維の強度の低下も生じなかった)が、著しくより高い有効繊維直径、及び著しくより高いロフトが得られた。
【0038】
したがって、本明細書に開示する方法によって、繊維が十分に延伸され得る条件下で溶融紡糸繊維を製造することができる(上述のとおり、繊維が通常の条件下で製造される繊維と類似の直径で製造され得るという事実、更に繊維が容認できる強度を有する事実から明らかなように)一方で、繊維が有利に高いロフト及び高いEFD/AFD率を備えたウェブを予想外に形成できることを当業者は認識するであろう。
【0039】
理論又はメカニズムによって限定されることを望まないが、本発明者らは、実際の繊維直径が非常に類似する場合でもそのような著しくより高い有効な繊維直径が見られ得るので、有効繊維直径のそのような差は、繊維が、本明細書に説明する手順によって達成される、ある新規の構成で集団的に配置されるためであり得ると仮定する。
【0040】
本明細書に開示するそのような新規で有用なウェブは、溶融高分子フィラメントの押出量に対して使用する急冷空気の量及び/又は延伸空気の量を著しく減らすことで製造することができることを本発明者らは発見した。そのような手法は、溶融紡糸繊維は捕集前にできる限り完全に急冷されるべきであると仮定する一般通念に反する(何人かの研究者らは、そのような急冷空気を使用しないスパンボンド繊維の製造を報告したが、そのような研究者らは典型的には比較的大量の延伸空気を依然として使用しており、そのような場合急冷機能としても働くであろう)。そのような最大限に完全な急冷は、繊維が細径化器の内部表面にくっつき、ウェブの均一性等を不利に低減する可能性がある、かたまって粘着性のある集積した塊を形成するのを防ぐのに有用であると考えられてきた。
【0041】
本明細書に開示する方法で、溶融紡糸繊維の押出量に対する急冷空気及び/又は延伸空気のそのように低減することは、上述の予想される問題の発生を防止し、かつ繊維が容認できる強度を有するように十分な延伸を提供すると同時に、捲縮繊維、間隙が形成された繊維、二成分繊維を含有するウェブを必要としないなどで予想外に高いロフトを備え、かつEFDのAFDに対する予想外に高い比率を備えるウェブを提供できることを、予想外に本発明者らは発見した。
【0042】
理論又はメカニズムによって限定されることを望まずに、本発明者らは、本明細書に開示する現象は、少なくとも一部は繊維がスパンボンド処理中のある時点で長さの線分に沿って共に衝突し接着することから生じると仮定する。即ち、長さの線分に沿って共に接着されるいくつか(例えば、4、5、8もの数、又はそれ以上)の繊維(そのような繊維は「結びついた」繊維と呼ばれることもある)を含む比較的多数の粘着性の集積した塊(しばしば「マクロバンドル」と呼ばれる)は、本明細書に開示する処理において有利に形成され得る。マクロバンドルのような特徴は、細径化器の内部にくっつき、スパンボンド処理を中断させる可能性があり、捕集ウェブ内に粘着性の集塊を引き起こす場合があり、ウェブに望ましくない不均一性を与えるなどの理由で、スパンボンドウェブを製造する際に避けるべきである又は極力抑えるべきであるというのが、当業者の間で基本原則であった。そのようなマクロバンドルは任意のスパンボンドウェブ内に、ある程度存在する可能性があるのだが(例えば、図3の比較例1のウェブに多少見られ得る)、本発明者らは、マクロバンドルの増量が少なくとも部分的に、本明細書に開示するウェブの独自の特性の原因であり得ると仮定する。
【0043】
本明細書に開示するウェブに見られるマクロバンドルは、図4に指し示される(参照番号50で示す)。具体的には、図5の例示的なウェブは、多数のマクロバンドルが存在する(そして多数のマクロバンドルはウェブの平面に一般的に配向し得ることが多い)本明細書に開示するウェブの独自の構造体を示す。この構造体は、当該技術分野の少なくともいくつかのウェブ(例えば、間隙が形成された繊維を含有するいくつかのウェブ)とは異なり得る。当該技術分野のそのようなウェブは、全体としてはおそらく高いロフトを含むが、ウェブの内部が比較的高いロフトを含み、ウェブの片方の表面又は両方の表面が比較的低いロフトを含む(すなわち、密度がより高い)不均一の構造体を含む可能性がある。本明細書に説明するウェブは、比較的密度が高い表面領域を含まないことで、粒子がウェブの内部領域に浸透して保持される能力が高まる可能性があり、本発明者らが注目する優れた深さの充填能力をもたらす可能性がある。
【0044】
再び、理論又はメカニズムによって限定されることを望まずに、比較的短い長さの延伸チャンバを有すると当業者は認識するであろう図2に示される種類の細径化器の独自のデザインは、本明細書に説明するように操作するとき、そのようなマクロバンドルを首尾よく生成させ、スパンボンドウェブに組み込むことにおいて特に有利であり得る。
【0045】
本明細書に開示するウェブはしたがって、溶融高分子の押出量に対して延伸空気の量、及び任意選択で急冷空気の量を著しく減らすことにより製造され得る。本明細書に開示する延伸空気の量は、溶融紡糸工程を操作する際に前述の問題が起こる、及び/又は前述の望ましくないウェブの特徴が生じるとして、通常非常に低いとみなされる範囲であると当業者は認識するであろう。したがって、本明細書に開示する条件は、溶融紡糸工程の通常の条件の定常的な最適化の領域内に入らない。
【0046】
急冷空気流及び延伸空気流を減らして(溶融高分子の押出量に対して通常使用される空気流の割合と比較して)製造されるウェブの実施例を実施例1〜3で説明する。
【0047】
更に、溶融高分子の押出量を十分に増加させれば、比較的大量の急冷空気及び/又は延伸空気を依然として使用しながら、本明細書に開示する結果を達成することが可能であることを本発明者らは発見した。そのようなやり方で製造されるウェブの一実施例を実施例4に示す。この場合、急冷空気及び延伸空気は、比較例1のそれらの量に匹敵するが、溶融高分子の押出量は、本明細書に開示する有利な結果を達成するのに十分な倍数だけ増加させた。
【0048】
したがって、本明細書に開示するウェブは、例えば、急冷空気及び延伸空気を減らすことによる、若しくは例えば、溶融高分子の押出量を増加させることによる、又は双方をいくらか組み合わせることによるのいずれにせよ、溶融高分子の押出量に対して、延伸空気の量及び任意選択で急冷空気の量を著しく減らすことにより製造することができる。本明細書に提示するのは本明細書に提示する種類の装置の使用に特に好適であることが発見された処理条件のある組み合わせであるが、本明細書に開示する条件は、本明細書に使用する装置のデザインに多少特有であり得ることを、当業者は認識するであろう。処理条件の好適な組み合わせは、本明細書の開示によって導かれ、任意の具体的な作業ライン用に取得されなければならない可能性がある。そして、述べたように、ある装置(例えば、本明細書に説明する革新的な細径化器のデザインを備える種類)は、本明細書に開示するスパンボンドウェブの製造に最も好適であり得る。
【0049】
本明細書に開示する高いロフトのウェブの製造において、繊維の捕集方法も有利に操作され得る。例えば、繊維の捕集表面に施される真空の量(例えば、図1に示される気体回収装置14によって)は、最も高いロフトを保持するために、最小限に抑えられてもよい(しかしながら、再び予想外に、本明細書に開示するウェブは、比較的大量の真空を使用しても高いロフトを保持することが可能であることが明らかになった)。表1A及び2Aで明らかなように、捕集表面19の速度(形成速度)は、例えば、ソリディティを一層減少させてロフトを一層増加させるために、更に有利に操作され得る。同様に、それに続く任意の接着方法(ウェブの一体性及び物理的な強度を高めるためにしばしば使用される)は、有利に操作され得る。したがって、図1の制御加熱装置101の使用において、装置101によって供給される任意の熱風の流速、及び/又はそのような処理で加えられる任意の真空の量(例えば、気体回収装置14経由により)は最小限にされてもよい。あるいは、カレンダー加工による接着で、力の量及び/又は実際のカレンダー加工領域は、最小限に抑えられてもよい(例えば、点接着が使用されてもよい)。特にカレンダー加工に関して、カレンダー加工の力を受けるウェブ領域の密度が高まるように、及びウェブの比較的大きな領域がそのようにカレンダー加工されるように、そのようなカレンダー加工が施される場合、密度が高められた領域は、測定したウェブのある特性(例えば、有効繊維直径)がカレンダー加工される前にウェブが本質的に達成した特性から(及び、カレンダー加工力を受けなかったウェブ部分によって示される特性から)変わる可能性がある。したがって、特にそのようにカレンダー加工されたウェブの場合、ウェブが本明細書に開示するパラメータ内にあるかどうかを判断するために、カレンダー加工されていないウェブの領域を検査することが必要であり得る、及び/又はカレンダー加工される前の状態でウェブを検査することが必要であり得る。
【0050】
述べたように、本明細書に開示するウェブは、本明細書の開示による、比較的低率又は低度の急冷にさらされた繊維、及び/又は比較的低率又は低度の延伸にさらされた繊維を含み得る。そのため、本明細書に開示する様々な実施形態のウェブでは、複屈折が5%以上異なる長手方向の線分を含まない繊維、及び/又は、Graded Density試験(米国特許第6,916,752号(Berriganら)に開示される)で5つ未満の繊維片が、水平面から少なくとも60度の角度で配置されるようになる繊維を含み得る。
【0051】
いくつかの実施形態では、本明細書に開示するウェブは、本明細書に定義する「直接捕集された繊維」を含み得る。
【0052】
いくつかの実施形態では、本明細書に開示するウェブは、比較的長い(例えば、6インチ(152mm)を超える)不定長の繊維を意味する一般的に連続的な繊維を含み得る。そのような一般的に連続的な繊維は、例えば、多くの場合比較的短い(例えば、6インチ(152mm)以下)、及び/又は定長に切断されるステープル繊維とは異なり得る。
【0053】
様々な実施形態では、本明細書に開示するウェブの坪量は、例えば、1平方メートル当たり30〜200グラムの範囲であり得る。様々な実施形態では、本明細書に開示するウェブは、約0.5mmの厚さ〜約3.0mmの厚さの範囲であり得る。
【0054】
いくつかの実施形態では、本明細書に開示するウェブは、十分な一体性を含み通常の処理及び装置を使用して取扱可能である(例えば、ロールに巻かれ、ひだ付けされ、濾過デバイス等に組み立てることができる)ことを意味する自己支持型である。本明細書に述べるように、この自己支持特性を高めるために、接着処理(例えば、制御加熱装置による自己接着、点接着等)が使用されてもよい。
【0055】
様々な実施形態では、本明細書に開示するウェブは、少なくとも約10μm、少なくとも約14μm、又は少なくとも約18μmの実際の繊維直径を含む。別の実施形態では、本明細書に開示するウェブは、高くても約30μm、高くても約25μm、又は高くても約20μmの実際の繊維直径を含む。
【0056】
様々な実施形態では、本明細書に開示するウェブは、少なくとも約15μm、少なくとも約20μm、又は少なくとも約25μmの有効繊維直径を含む。別の実施形態では、本明細書に開示するウェブは、高くても約45μm、高くても約35μm、又は高くても約30μmの有効繊維直径を含む。
【0057】
様々な実施形態では、本明細書に開示するウェブを形状するために、繊維を形成する任意の便利な熱可塑性高分子材料が使用されてもよい。そのような材料には、例えば、ポリオレフィン(例えば、ポリプロピレン、ポリエチレン等)、ポリ(エチレンテレフタレート)、ナイロン、及びコポリマー、並びに/又はこれらのうちのいずれかの配合物が含まれてもよい。
【0058】
いくつかの実施形態では、他の繊維、添加剤等が、本明細書に開示するウェブに加えられてもよい。例えば、ステープル繊維が含まれてもよく、当該技術分野において既知であるように、様々な目的及び吸着剤等用に微粒子添加剤が使用されてもよい。具体的には、例えば、必要に応じて、ウェブの耐油性を向上させるために、フッ素化添加剤又はフッ素化処理が加えられてもよい。
【0059】
いくつかの実施形態では、本明細書に開示するウェブは当該技術分野において周知のように帯電させられてもよく、例えば、ハイドロ帯電、コロナ帯電などがある。
【0060】
例えば、支持層、フィルター前の層等の追加の層が、本明細書に開示するウェブを用いて組み合わせ(例えば、積層することにより)られてもよい。したがって、いくつかの実施形態では本明細書に開示するウェブは、多層物品で1つ以上の下層として存在してもよい。
【0061】
いくつかの実施形態では、本明細書に開示するウェブは、例えば、空気濾過等の用途に使用するためにひだ付けしたフィルターを形成するために、当該技術分野において周知であるひだ付けが施されてもよい。前述したように、当業者は、ウェブ全体としてのそのようなひだ付けを個々の繊維の捲縮と区別するであろう。本明細書に説明するひだ付けしたフィルターは、典型的には強制換気システムで発生する空気圧にさらされるとき、過度につぶれない又は曲がらないことを意味する自己支持型であり得る。本明細書に説明するひだ付けしたフィルターは、ひだ付けしたフィルターの安定性を高めるために、1つ以上のスクリム及び/又は周辺枠を含んでもよい。図5は、本明細書に説明するスパンボンドウェブ20からなる濾材を含み、周辺枠112及びスクリム110を更に含む、例示的なひだ付けしたフィルター114を示す。濾材の1つの面と断続的に接触する平面の構成体として図5に示すが、スクリム110は濾材と共に(例えば、濾材と実質的に連続して接触するように)ひだ付けされてもよい。スクリム110は、不織布の材料、ワイヤ、ガラス繊維などで構成されてもよい。
【0062】
おそらく高いロフト、及び有効繊維直径の実際の繊維直径に対する高い比率のために、デプスフィルターとして機能可能な本明細書に説明するウェブは、例えば、高い濾過効率と低い圧力低下との組み合せのような有利な濾過特性を示すことができる。そのような特性は、浸透率、圧力低下、品質係数、捕捉効率(例えば、最低複合効率(Minimum Composite Efficiency)、最低効率報告値)等を含む任意の周知のパラメータによって特徴付けられ得る。特定実施形態では、本明細書に開示するウェブは、少なくとも約0.5、少なくとも約0.7、又は少なくとも約1.0の品質係数を含む。
【実施例1】
【0063】
試験手順
ソリディティ及びロフト
繊維ウェブの嵩密度の測定値をウェブの固体部分を構成する材料の密度で割ることで、ソリディティを求める。まずウェブの重量(例えば、10cm×10cmの断片)を測定することによって、ウェブの嵩密度を求めることができる。ウェブの重量の測定値をウェブの領域で割ることでウェブの坪量が得られ、g/m2で記録される。直径135mmの円盤状のウェブを採取(例えば、打抜きで)して、ウェブ上に直径100mmの230gのおもりを中央に置いてウェブの厚さを測定し、ウェブの厚さを測定することができる。ウェブの坪量をウェブの厚さで割ることで、ウェブの嵩密度が得られ、g/m3で記録される。
【0064】
次に、ウェブの嵩密度をウェブの固体繊維を構成する材料(例えば、ポリマー)の密度で割ることで、ソリディティを求める。(供給元が材料の密度を指定しない場合、ポリマーの密度は標準方法で測定することができる。)ソリディティは、百分率で通常報告される無次元分数である。
【0065】
ロフトは、100%からソリディティを引いた値として通常報告される(例えば、7%のソリディティは、93%のロフトに等しい)。
【0066】
有効繊維直径
ウェブの有効繊維直径(EFD)を、Davies,C.N.,「The Separation of Airborne Dust and Particles,」Institution of Mechanical Engineers,London,Proceedings 1B,1952に記載される方法にしたがって評価する。別段の指定がない限り、試験は14cm/秒の面風速で行われる。
【0067】
実際の繊維直径及びウェブの特徴付け
ウェブを500倍以上の倍率の走査型電子顕微鏡で撮影し、Olympus DP2−BSW画像解析プログラムを利用して、ウェブ内の繊維の実際の繊維直径(AFD)を評価する。少なくとも100の個別の直径測定をそれぞれのウェブ試料に対して行い、これらの測定値の平均値はそのウェブのAFDとして報告される。
【0068】
顕微鏡下での外観検査(例えば、光学、又はSEM)を、ウェブが特定の種類(例えば、捲縮繊維、間隙に捕集された繊維、及び/又は二成分繊維)の繊維を含むかどうかの判定に使用されてもよい。これは、繊維部分が別の個々の繊維からのものかどうか、又は検査した部分のうちの少なくともいくつかが視野内を複数回折り返すように十分に長い繊維からのものかどうかを考慮せずに、繊維の部分を検査(例えば、顕微鏡の視野内にある)することで行なうことができる。したがって、20繊維ごとに1繊維未満が特定の種類であるとするそのような特性付けは、(適切な数のウェブの異なる領域の)外観検査の過程での評価として、本明細書に定義する20繊維部分ごとに1繊維未満が特定の種類であることを意味する。
【0069】
浸透率(%)、圧力低下及び品質係数
ウェブ試料の浸透率、圧力低下、及び濾過品質係数(QF)を、DOP(フタル酸ジオクチル)の液滴を含むチャレンジエアゾールを(別段の指定がない限り)85リットル/分の流速で送液して求め、14cm/秒の面風速を供給して、TSI(商標)高速自動フィルター試験機(型番8130)(TSI Inc.より市販)を使用して評価した。DOP試験において、エアゾールは、約0.185μmの直径を有する粒子を含んでもよく、自動濾過試験機は、加熱機をオフにし、粒子中和器をオンにして操作してもよい。較正した光度計をフィルターの入口と出口とに使用し、フィルターを通る粒子濃度及び粒子の浸透率を測定することができる。フィルタを通して圧力低下(ΔP、mm H2O)を測定するために、MKS圧力変換器(MKS Instrumentsより市販)を用いてよい。式:
【数1】
は、QFを算出するために用いてもよい。初期品質因子QF値は、通常、より高い初期QF値がより良い濾過性能を示し、より低い初期QF値が低い濾過性能を示す全体的な性能の確実な指標を提供する。QFの単位は逆圧力低下である(1/mm H20で報告される)。
【0070】
捕捉効率
フィルターの濾過特性を、ASHRAE Standard 52.2(「Method of Testing General Ventilation Air−Cleaning Devices for Removal Efficiency by Particle Size」)に説明される方法と同様の方法で試験することで求めることができる。試験は、ウェブをフィルター(例えば、ひだ付けしたフィルター及び/又は枠付けされたフィルター)として構成し、フィルターを試験ダクト内に取り付け、乾燥させ電荷を中和させた塩化カリウム粒子にさらして行う。1.5メートル/秒の試験面速度が使用されてもよい。光学式粒子数計測器が、一連の12の粒径範囲又はチャネルにわたる試験フィルターから上流側及び下流側の粒子濃度を測定するために使用されてもよい。式:
【数2】
は、各チャネルの捕捉効率を求めるために使用することができる。初期効率測定の後に、フィルターの圧力が所定値に達するまで、連続する一連の塵の充填、及び効率測定値を行い、試験中の粒径チャネルのそれぞれの最低効率を求め、最低効率複合曲線を求める。フィルター全体の圧力低下を、初期、及び塵のそれぞれの充填後に測定し、塵の供給量及びフィルターの重量増加の双方を求める。最低効率複合曲線から、0.3〜1.0μmの4つの効率値を平均してE1に最低複合効率(MCE)を求めることができ、1.0〜3.0μmの4つの効率値を平均してE2 MCEを求めることができ、3.0〜10.0μmの4つの効率値を平均してE3 MCEを求めることができる。フィルターのMCE値から、標準の基準表を使用してフィルターの最低効率報告値(MERV)を求めることができる。
【0071】
(実施例1)
図1及び2に示される装置と同様の装置を使用して、単一成分単層ウェブを、Total Petrochemicalsより商品名3860で市販のメルトフローレート指数70を有するポリプロピレンから形成した。押出ヘッドには、36個のオリフィスが18列あり、それぞれは、ダイの中央で0.63インチ(16mm)の間隙により隔てられた9つの列の2つのブロックに分かれており、合計648個のオリフィスとなっている。0.25インチ(6.4mm)の間隔を有する千鳥状の模様でオリフィスを配列した。溶融高分子の流速は1つのオリフィス当たり毎分およそ0.71グラムであった。2つの対向した急冷空気流(図1の18bに示されるものと同様で、18aに示される種類の流れは使用しなかった)を、上流側として高さ16インチ(406mm)の急冷ボックスから0.3m/秒の概算面速度及び5℃の温度で、及び下側流として高さ7.75インチ(197mm)の急冷ボックスから0.1m/秒の概算面速度及び周囲室温で供給した。米国特許第6,607,624号及び同第6,916,752号に示されるものと同様の移動壁細径化器を、エアナイフの間隙0.030インチ(0.76mm)、エアナイフへ圧力14kPaでの空気供給、細径化器の上部の間隙幅6.1mm、細径化器の底部の間隙幅6.1mm、及び細径化チャンバの長さ6インチ(152mm)を用いて、使用した。押出ヘッドから細径化器までの距離は31インチ(79cm)で、細径化器から捕集ベルトまでの距離は27インチ(69cm)であった。捕集ベルトの下におよそ125Paの真空を作り出して、溶融紡糸繊維流を捕集ベルト上に約46cmの幅で堆積させた。捕集ベルトは、20メッシュステンレス鋼から作製され、表1に示される速度(「形成速度」)で動かした。
【0072】
次に、捕集した溶融紡糸繊維(ウェブ)の塊を、制御加熱接着装置の下を通過させ、繊維の少なくともいくつかを自己接着させた。7.6cm×61cmの出口スロットで、およそ4.1m/秒の速度で、空気を接着装置を通して給送した。ウェブが接着装置の下を通過するとき、空気出口は捕集されたウェブから約2.5cm離れていた。制御加熱装置のスロットを通過する空気の温度は、入口点でハウジング内に入る熱風を測定するとき、およそ153℃であった。ウェブが接着装置の下を通過した後、周囲温度の空気をウェブを通して強制的に引き込み、ウェブをおよそ周囲温度に冷却させた。
【0073】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。
【0074】
表1Aに説明するように、ウェブのいくつかのバリエーションを作製した。ウェブを捕集ベルトの速度を変えることにより達成した3つの異なる領域(坪)量で捕集した。ウェブ(1B)のうちの1つの繊維を走査電子顕微鏡で測定し、114の繊維の標本の大きさに基づいて2.8マイクロメートルの標準偏差で、17.1マイクロメートルの実際の繊維直径を有することが分かった。
【0075】
ウェブはそれぞれ(以下に述べるように、ウェブ1Aを除いて)、圧力18N/mm、及び15m/分の速度で模様ロールと接触する93℃に加熱した滑らかなバッキングロールと組み合わせて、オフラインの(すなわち、上述のウェブ形成処理から分離した)2.4%の接着模様を備える非加熱カレンダーロールを用いるカレンダー加工処理(接着模様は、列から列まで7.4mm間隔を置いて配置され、それぞれの列に沿って4.3mm間隔を置いて配置された3.8mmの高さの要素からなる)に送り込んだ。次に、当該技術分野において周知である方法を用いてウェブをおよそ−20kVでコロナ帯電させた。次に、14cm/秒での圧力低下、有効繊維直径、DOP浸透率(%)、及び品質係数をこれらのウェブに対して得て、表1Aに列記する。
【0076】
【表1】
【0077】
帯電させた平らなウェブ試料は、3M Companyより市販のSuper 77 Spray Adhesiveでワイヤーメッシュ補強を開くように積層された。積層した濾材を、1フィート当たり12のひだを設ける間隔、及びおよそ5cmのひだの長さに設定したプッシュバーひだ付け器でひだ付けした。ひだ付けした濾材を、最終フィルター寸法がおよそ35×63×2cmになるように一体型ダイカットフレームでフィルターに組み立てた。フィルターは、独立した検査会社によってASHRAE規格52.2に準拠して最終圧力149Paまで評価を行った。最低複合効率及び最低効率報告書値をひだ付けしたフィルターのそれぞれに対して得て、表1Bに列記する。
【0078】
【表2】
【0079】
(実施例2)
以下に別段の指定がない限り、実施例1の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンから単一成分単層ウェブを形成し、BASFより市販のUvinul 5050H、0.5重量%と混合させた。上流側の急冷流はおよそ0.4m/秒の面速度であった。34kPaの圧力で空気をエアナイフに送流した。溶融紡糸繊維流を捕集ベルト上に約46cmの幅で堆積させた。捕集ベルトの下の真空は約300Paであると見積もられた。出口スロットで、およそ5.7m/秒の速度で、空気を制御加熱接着装置を通して給送した。制御加熱装置のスロットを通過する空気の温度は、入口点でハウジング内に入る熱風を測定するとき、155℃であった。
【0080】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表2Aに説明するように、ウェブのいくつかのバリエーションを作製した。捕集ベルトの速度を変えることにより達成した3つの異なる領域量でウェブを捕集した。ウェブ2Bの繊維を走査電子顕微鏡で測定し、252の繊維の標本の大きさに基づいて2.6マイクロメートルの標準偏差で、15.0マイクロメートルの実際の繊維直径を有することが分かった。
【0081】
(ウェブ2Aを除く)ウェブをそれぞれ、1B〜1Dのウェブと同様の方法でカレンダー加工した。次に、ウェブを米国特許第5,496,507号に教示される技術にしたがって脱イオン水でハイドロチャージし、乾燥させた。
【0082】
【表3】
【0083】
実施例1の試料と同様の方法で、帯電させた平らなウェブ試料は、ワイヤーメッシュ補強を開くように積層され、ひだ付けされ、組み立てられ、フィルターが検査された。最低複合効率及び最低効率報告書値をひだ付けしたフィルターのそれぞれに対して得て、表2Bに列記する。
【0084】
【表4】
【0085】
(実施例3)
以下に別段の指定がない限り、実施例1の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンから単一成分単層ウェブを形成した。上流側の急冷流はおよそ0.6m/秒の面速度であった。溶融紡糸繊維流を捕集ベルト上に約46cmの幅で堆積させた。出口スロットで、およそ4.6m/秒の速度で、空気を制御加熱接着装置を通して給送した。
【0086】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表3に説明するように、ウェブの1つのバリエーションを作製した。
【0087】
【表5】
【0088】
ウェブ3Aの繊維を走査電子顕微鏡で測定し、146の繊維の標本の大きさに基づいて2.8マイクロメートルの標準偏差で、19.8マイクロメートルの実際の繊維直径を有することが分かった。
【0089】
(実施例4)
以下に別段の指定がない限り、実施例1の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンから単一成分単層ウェブを形成した。上流側の急冷流はおよその0.7m/秒の面速度であった。下流側の急冷ボックスは使用しなかった。細径化器はエアナイフの間隙が0.020インチ(0.51mm)であった。83kPaの圧力で空気をエアナイフに送流した。押出ヘッドから細径化器までの距離は23インチ(58cm)で、細径化器から捕集ベルトまでの距離は21インチ(53cm)であった。溶融紡糸繊維流を捕集ベルト上に約51cmの幅で堆積させた。この場合、捕集ベルトはAlbany Internationalより市販の9 SS TCベルトであった。捕集ベルトの下の真空は約800Paであると見積もられた。出口スロットで、およそ11m/秒の速度で、空気を制御加熱接着装置を通して給送した。
【0090】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表4に説明するように、ウェブの1つのバリエーションを作製した。
【0091】
【表6】
【0092】
ウェブ4Aの繊維を走査電子顕微鏡で測定し、191の繊維の標本の大きさに基づいて2.5マイクロメートルの標準偏差で、12.6マイクロメートルの実際の繊維直径を有することが分かった。
【0093】
比較例1
米国特許第6,916,752号(Berriganら)の教示にしたがって単一成分ウェブを形成した。以下に別段の指定がない限り、実施例4(上記)の一般的方法を使用して、Total Petrochemicalsより市販のメルトフローレート指数70を有する3860ポリプロピレンからウェブを形成した。溶融高分子の流速は、(実施例4のオリフィス当たり毎分0.71グラムに対して)オリフィス当たり毎分およそ0.54グラムであった。捕集ベルトの下の真空は約2000Paであると見積もられた。
【0094】
そのように製造したウェブを、通常の処理及び装置を使用して、自己支持型かつ取扱可能であるのに十分な一体性を備えて接着させた。ウェブは、通常の巻上げによって保存用のロール状に巻くことができ、又は、ひだ付け加工などの様々な作業にかけられ、ひだ付けしたフィルターパネルなどの濾過装置に組み立てられ得る。表C1に説明するように、ウェブの1つのバリエーションを作製した。
【0095】
【表7】
【0096】
ウェブC1の繊維を走査電子顕微鏡で測定し、147の繊維の標本の大きさに基づいて2.2マイクロメートルの標準偏差で、13.0マイクロメートルの実際の繊維直径を有することが分かった。
【0097】
実施例の要約
比較例1(C1)並びに試料1B、2B、3A及び4Aの実際の繊維直径、有効繊維直径、EFD/AFD比率、及びソリディティを表5に列記する。
【0098】
【表8】
【0099】
上記の試験及び試験結果は予測ではなく例示のみを意図したものであり、試験方法が変われば異なる結果が生じ得ると考えられる。実施例の項における定量的な値は全て、用いられる手順に伴う一般的に既知の許容誤差を考慮した近似的な値であるものと理解される。上記の詳細な説明及び実施例はあくまで理解を助けるために示したものである。これらによって不要な限定をするものと理解されるべきではない。
【0100】
本明細書に開示される特定の代表的な構造、特徴、詳細、構成等は、多くの実施形態において変更され得る及び/又は組み合され得ることは、当業者には明らかであろう。そのような変例及び組み合わせは全て、本発明者により、本考案の発明の範囲内にあるものとして考えられる。したがって、本発明の範囲は、本明細書に記載された具体的な例示的構造に限定されるべきではなく、むしろ、「特許請求の範囲」の文言によって説明される構造、及びそれらの構造の等価物によって限定される。本明細書と、参照により本明細書に組み込まれている全ての文書内の開示との間に不一致又は矛盾が存在する場合、本明細書が優先する。
【特許請求の範囲】
【請求項1】
8.0%未満〜約4.0%のソリディティを含み、少なくとも約1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブであって、捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しない、スパンボンドウェブ。
【請求項2】
前記ウェブは少なくとも約1.50の有効繊維直径の実際の繊維直径に対する比率を含む、請求項1に記載のウェブ。
【請求項3】
前記ウェブは少なくとも約1.60の有効繊維直径の実際の繊維直径に対する比率を含む、請求項1に記載のウェブ。
【請求項4】
前記ウェブは約5.0%〜約7.5%のソリディティを含む、請求項1に記載のウェブ。
【請求項5】
前記ウェブは約5.5%〜約7.0%のソリディティを含む、請求項1に記載のウェブ。
【請求項6】
前記ウェブが帯電している請求項1に記載のウェブ。
【請求項7】
前記ウェブが少なくとも0.5の品質係数を含む、請求項6に記載のウェブ。
【請求項8】
前記ウェブが少なくとも0.7の品質係数を含む、請求項6に記載のウェブ。
【請求項9】
前記ウェブが少なくとも1.0の品質係数を含む、請求項6に記載のウェブ。
【請求項10】
前記ウェブが対向して面するひだの列を含むようにひだ付けされる、請求項1に記載のウェブ。
【請求項11】
前記ウェブが直接捕集された繊維の塊を含む、請求項1に記載のウェブ。
【請求項12】
前記ウェブが少なくとも約0.8mmの厚さを含む、請求項1に記載のウェブ。
【請求項13】
前記ウェブが自己接着によって接着された、請求項1に記載のウェブ。
【請求項14】
前記ウェブの繊維のうちの少なくともいくつかが、共に接着した少なくとも5本の繊維からの線分を含む、マクロバンドルを含む、請求項1に記載のウェブ。
【請求項15】
前記マクロバンドルが前記ウェブの平面に一般的に配向する、請求項14に記載のウェブ。
【請求項16】
前記ウェブの実際の繊維直径が、約10マイクロメートル〜約25マイクロメートルである、請求項1に記載のウェブ。
【請求項17】
前記ウェブの有効繊維直径が、約15マイクロメートル〜約45マイクロメートルである、請求項1に記載のウェブ。
【請求項18】
前記ウェブの実際の繊維直径は、約10マイクロメートル〜約25マイクロメートルで、前記ウェブの有効繊維直径は、約15マイクロメートル〜約45マイクロメートルである、請求項1に記載のウェブ。
【請求項19】
前記ウェブが単一成分スパンボンドウェブを含む、請求項1に記載のウェブ。
【請求項20】
複数の対向して面するひだを含む濾材と、前記濾材の縁部に沿って存在する周辺枠とを更に含む、自己支持型のひだ付けしたフィルターであって、前記濾材は、8.0%未満〜約4.0%のソリディティを含み、少なくとも1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブを含み、前記スパンボンドウェブには捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しない、自己支持型のひだ付けしたフィルター。
【請求項21】
前記フィルターは前面と後面とを含み、前記フィルターの一面に取り付けられた少なくとも1つのスクリムを含む、請求項20に記載の自己支持型のひだ付けしたフィルター。
【請求項1】
8.0%未満〜約4.0%のソリディティを含み、少なくとも約1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブであって、捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しない、スパンボンドウェブ。
【請求項2】
前記ウェブは少なくとも約1.50の有効繊維直径の実際の繊維直径に対する比率を含む、請求項1に記載のウェブ。
【請求項3】
前記ウェブは少なくとも約1.60の有効繊維直径の実際の繊維直径に対する比率を含む、請求項1に記載のウェブ。
【請求項4】
前記ウェブは約5.0%〜約7.5%のソリディティを含む、請求項1に記載のウェブ。
【請求項5】
前記ウェブは約5.5%〜約7.0%のソリディティを含む、請求項1に記載のウェブ。
【請求項6】
前記ウェブが帯電している請求項1に記載のウェブ。
【請求項7】
前記ウェブが少なくとも0.5の品質係数を含む、請求項6に記載のウェブ。
【請求項8】
前記ウェブが少なくとも0.7の品質係数を含む、請求項6に記載のウェブ。
【請求項9】
前記ウェブが少なくとも1.0の品質係数を含む、請求項6に記載のウェブ。
【請求項10】
前記ウェブが対向して面するひだの列を含むようにひだ付けされる、請求項1に記載のウェブ。
【請求項11】
前記ウェブが直接捕集された繊維の塊を含む、請求項1に記載のウェブ。
【請求項12】
前記ウェブが少なくとも約0.8mmの厚さを含む、請求項1に記載のウェブ。
【請求項13】
前記ウェブが自己接着によって接着された、請求項1に記載のウェブ。
【請求項14】
前記ウェブの繊維のうちの少なくともいくつかが、共に接着した少なくとも5本の繊維からの線分を含む、マクロバンドルを含む、請求項1に記載のウェブ。
【請求項15】
前記マクロバンドルが前記ウェブの平面に一般的に配向する、請求項14に記載のウェブ。
【請求項16】
前記ウェブの実際の繊維直径が、約10マイクロメートル〜約25マイクロメートルである、請求項1に記載のウェブ。
【請求項17】
前記ウェブの有効繊維直径が、約15マイクロメートル〜約45マイクロメートルである、請求項1に記載のウェブ。
【請求項18】
前記ウェブの実際の繊維直径は、約10マイクロメートル〜約25マイクロメートルで、前記ウェブの有効繊維直径は、約15マイクロメートル〜約45マイクロメートルである、請求項1に記載のウェブ。
【請求項19】
前記ウェブが単一成分スパンボンドウェブを含む、請求項1に記載のウェブ。
【請求項20】
複数の対向して面するひだを含む濾材と、前記濾材の縁部に沿って存在する周辺枠とを更に含む、自己支持型のひだ付けしたフィルターであって、前記濾材は、8.0%未満〜約4.0%のソリディティを含み、少なくとも1.40の有効繊維直径の実際の繊維直径に対する比率を含むスパンボンドウェブを含み、前記スパンボンドウェブには捲縮繊維、間隙が形成された繊維、及び二成分繊維が実質的に存在しない、自己支持型のひだ付けしたフィルター。
【請求項21】
前記フィルターは前面と後面とを含み、前記フィルターの一面に取り付けられた少なくとも1つのスクリムを含む、請求項20に記載の自己支持型のひだ付けしたフィルター。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2012−532255(P2012−532255A)
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2012−517891(P2012−517891)
【出願日】平成22年6月30日(2010.6.30)
【国際出願番号】PCT/US2010/040590
【国際公開番号】WO2011/002878
【国際公開日】平成23年1月6日(2011.1.6)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成22年6月30日(2010.6.30)
【国際出願番号】PCT/US2010/040590
【国際公開番号】WO2011/002878
【国際公開日】平成23年1月6日(2011.1.6)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]