
高せん断装置および高せん断方法
【課題】高せん断時に急速な温度変化に迅速に応答して高分子材料を冷却させ、効率よくナノレベルに分散及び混合する。
【解決手段】高せん断装置は、加熱筒21内に設けた内部帰還型スクリュー23を高速回転させることで高分子材料を高せん断する。加熱筒21内の高分子材料の温度を低下させる冷却流路35A、35Bの管路に冷却バルブを設け、内部帰還型スクリューを駆動する駆動モータ24のトルクをトルクセンサー44で検出する。トルクに応じて冷却温度設定手段45で冷却バルブの開度を調整して冷却媒体の流量を制御する。遅延タイマーによって最大トルクに対応する冷却バルブの最大開度を遅延時間の間、保持することで、冷却媒体の流量を最大にして高分子材料の温度の冷却能力を高くして高分子材料の温度を急速に低下させる。
【解決手段】高せん断装置は、加熱筒21内に設けた内部帰還型スクリュー23を高速回転させることで高分子材料を高せん断する。加熱筒21内の高分子材料の温度を低下させる冷却流路35A、35Bの管路に冷却バルブを設け、内部帰還型スクリューを駆動する駆動モータ24のトルクをトルクセンサー44で検出する。トルクに応じて冷却温度設定手段45で冷却バルブの開度を調整して冷却媒体の流量を制御する。遅延タイマーによって最大トルクに対応する冷却バルブの最大開度を遅延時間の間、保持することで、冷却媒体の流量を最大にして高分子材料の温度の冷却能力を高くして高分子材料の温度を急速に低下させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、またはポリマーブレンド/フィラー系の材料等の高分子材料を高せん断することによって、高分子材料の内部構造をナノレベルで分散及び混合するための高せん断装置および高せん断方法に関する。
【背景技術】
【0002】
従来、静置場では相互に溶け合わない(非相溶性)ブレンド系の材料において、相溶化剤等の余分な添加物を加えることなく、数十ナノメーターサイズの分散相を有する高分子ブレンド押出し物を製造するための高せん断機が知られている(例えば、特許文献1参照)。
特許文献1に記載された高せん断機は、内部帰還型の高せん断スクリューが搭載された高せん断機において、高せん断スクリューにより高分子ブレンド材料を溶融状態で例えば500〜3000min−1の回転数で高速回転させて数分間混練してナノ分散化させることで、耐熱性、機械的特性、寸法安定性等に優れた高分子ブレンド押出し物を製造するようにしたものである。
【0003】
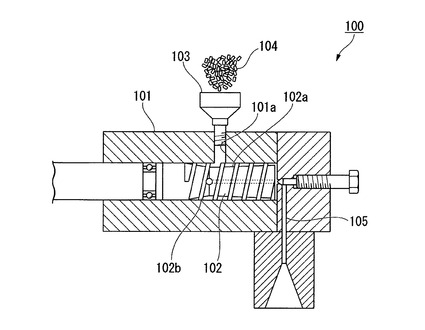
図12は特許文献1に記載されている高せん断機の概略構成を示している。この高せん断機100は、加熱筒101に挿通されているテーパ形外周面形状を有する高せん断スクリュー102を例えば120〜240min−1の低速回転をさせながら、固体状のペレット試料104(高分子ブレンド系の樹脂)を投入口103より投入穴101aを通して棒等で押し込み、高せん断スクリュー102内に直接投入して可塑化させる。その後、スクリュー102を可塑化のための上述した低速回転から、より高速回転させることで、高せん断を行うものである。
なお、高せん断スクリュー102の外周面の溝面(スクリュー羽根102bどうしの間の溝面)には、ペレット試料104の投入穴101aに近接する後端側(基端側)から排出口105に近接する先端側に向かって次第に拡径されたテーパー面102aが形成されている。このテーパー面102aを設けることによって高せん断スクリュー102に供給された固体状のペレット試料104はスクリュー後端側から先端側に移動するに従って圧縮されて固体状態から可塑化して溶融するペースト状態になっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−313608号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の高せん断機では、以下のような問題があった。
すなわち、特許文献1に開示されている高せん断装置は、図12に示す高せん断スクリュー102の機能として、低速回転によって固体状の高分子ブレンド系の樹脂を可塑化させる機能と、高速回転によって溶融樹脂を高せん断する機能との二つの機能を有している。つまり、固体状の樹脂を圧縮させて可塑化して溶融するために高せん断スクリューの外周面にはテーパー面102a、すなわちコンプレッション形状とする必要があるが、反対にテーパー面102aを設けることで高せん断される樹脂に一定のせん断応力がかけられず、高せん断効率が低下するといった問題があった。
【0006】
さらに、従来のように同一の高せん断スクリューによって可塑化と高せん断とを連続的に行う方法では、可塑化と高せん断とに必要な最適な形状や構成、条件等を設定することが難しく、樹脂のナノ分散化が不十分となり、それぞれ透明な高分子ブレンドによる押出された成形加工物が白濁したり茶褐色となる等、透明度が悪くなる不具合が生じ、安定して良好な押出し物を製造することができなかった。
【0007】
また、仮に、固体状の高分子系のブレンド樹脂を別の加熱筒内で加熱・混合して可塑化を達成した後、高せん断装置に供給して高せん断スクリューで高速回転させることで高せん断するとした場合、冷却を行わずに高せん断加工すると溶融樹脂の温度は急上昇する。すると、高せん断加工済みの樹脂が焼けてしまったり分散混合が困難になったり、ナノレベルの分散に長時間がかかることになる。
一方、高せん断加工時に冷却量が過大になると加熱筒内の冷却回路近傍の樹脂が過冷却になり、樹脂がナノレベルで分散しない、またはナノレベルでの分散に長時間がかかるという不具合がある。
上述のように高せん断加工時間が長くなると、既に高せん断済みの一部樹脂が焼けてしまったり、平均分子量が下がる等の弊害が生じるため、短時間で高せん断加工を行う必要がある。
【0008】
また、予め別の可塑化装置で加熱して可塑化した樹脂を高せん断装置に供給して高せん断する場合、高せん断スクリューを高速回転させることで高せん断加工するが、高速回転直後は樹脂粘度が高いために、大きなせん断発熱や摩擦発熱等が発生し、樹脂温度が急上昇する。一方で、樹脂粘度は樹脂温度とせん断速度によって決定されるが、樹脂温度が高いほど樹脂粘度は低くなり、樹脂粘度が高いほどせん断応力を与えることができるから、樹脂温度が急上昇すると樹脂粘度が低下してしまい、高いせん断応力を樹脂に与えることができないという不具合が生じる。
そのため、高せん断に際して、局所的に過冷却にならないように最速で所定の溶融温度まで低下させて安定させることが必要であるが、上述した従来の高せん断装置では高せん断時における急速な樹脂温度の低下を行うことはできなかった。
【0009】
本発明は、上述する問題点に鑑みてなされたもので、高分子材料の高せん断時に高速回転させると共に急速な温度の変化に迅速に応答して温度制御させ、効率よくナノレベルに分散及び混合できるようにした高せん断装置および高せん断方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明による高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、トルクセンサーで検出したトルクに応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、を備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、高分子材料はせん断発熱や摩擦発熱によって急激に温度上昇してしまうために粘度が低下してしまうが、内部帰還型スクリューの駆動源のトルクをトルクセンサーで検出し、このトルクの変化に応じて冷却手段によって高分子材料の温度を低下させる。このトルクは高せん断加工のスタート初期に急上昇すると材料温度も急上昇するが、これに応じてトルクが最大値になると冷却手段による冷却能力も最大になり、その後、トルクが低下するため冷却手段による冷却能力もこれに応答して小さくなり、冷却手段によって高分子材料の温度を迅速に低下させて粘度を高い状態に制御して高せん断加工を促進できる。
【0011】
本発明に係る高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、該トルクセンサーで検出したトルクに応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、内部帰還型スクリューのトルクが最大値から低下する際に冷却手段による冷却温度の低下を所定時間遅延させる遅延手段とを備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、高分子材料はせん断発熱や摩擦発熱によって急激に温度上昇してしまうために粘度が低下してしまうが、内部帰還型スクリューの駆動源のトルクをトルクセンサーで検出し、このトルクの変化に応じて冷却手段によって高分子材料の温度を低下させる。このトルクは高せん断加工のスタート初期に最大値になるために冷却手段による冷却能力も最大になり、その後、トルクが低下するため冷却手段による冷却能力も小さくなるが、トルクが最大になった時点の冷却手段による最大の冷却能力を遅延手段によって所定の遅延時間だけ保持することで、高分子材料の温度を迅速に低下させて粘度を高い状態にして高せん断加工を促進できる。
【0012】
本発明による高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出する圧力センサーと、圧力センサーで検出した材料圧力に応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段とを備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、高分子材料はせん断発熱や摩擦発熱によって急激に温度上昇してしまうために粘度が低下してしまうが、内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を圧力センサーで検出し、材料圧力の変化に応じて冷却手段によって高分子材料の温度を低下させる。材料圧力は高せん断加工のスタート初期に急上昇すると材料温度も上昇するが、これに応じて材料圧力が最大値になると冷却手段による冷却能力も最大になり、その後、材料圧力が低下するため冷却手段による冷却温度も小さくなり、冷却手段によって高分子材料の温度を迅速に低下させて粘度を高い状態にして高せん断加工を促進できる。
【0013】
また、本発明による高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューによる高分子材料移動方向前方側の高分子材料の材料圧力を検出する圧力センサーと、該圧力センサーで検出した材料圧力に応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、内部帰還型スクリューの材料圧力が最大値から低下する際に冷却手段による冷却温度の低下を所定時間遅延させる遅延手段とを備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を圧力センサーで検出し、材料圧力の変化に応じて冷却手段によって高分子材料の温度を低下させる。この材料圧力は高せん断加工のスタート初期に最大値になるために冷却手段による冷却能力も最大になり、その後、材料圧力が低下するため冷却手段による冷却温度も小さくなるが、材料圧力が最大になった時点の冷却手段による冷却温度を遅延手段によって所定の遅延時間だけ保持することで高分子材料の冷却能力を最大に維持できるため、高分子材料の温度を迅速に低下させて粘度を高い状態にして高せん断加工を促進できる。
【0014】
また、冷却手段は、冷却媒体を材料加熱筒内に流通させる冷却流路と、該冷却流路に供給する冷却媒体の流量を調整する冷却バルブとを備えており、この冷却バルブは冷却媒体流路の開閉を制御する開閉弁または開度を制御する開度制御弁であることが好ましい。
トルクまたは材料圧力の変化に応じて、材料加熱筒内の冷却流路に設けた開閉弁の開度または開閉率を制御することで、冷却流路に流れる冷却媒体の流量を調整して材料加熱筒を通した高分子材料の冷却能力を制御できる。
【0015】
また、内部帰還型スクリューを高速回転させる駆動源のトルクの上限しきい値をA、下限しきい値をBとし、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって冷却バルブの開度または開閉率Dを設定するようにしてもよい。
(C−B)/(A−B)=D ……(1)
或いは、内部帰還型スクリューの帰還穴流入口近傍における高分子材料の材料圧力の上限しきい値をA’、下限しきい値をB’、圧力センサーで検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって冷却バルブの開度または開閉率D’を設定するようにしてもよい。
(C’−B’)/(A’−B’)=D’ ……(2)
【0016】
また、内部帰還型スクリューの回転数は、100〜3300min−1であることが好ましく、この範囲内であれば、高分子材料に応じて高速回転数を選定することで高せん断を行える。
また、材料加熱筒の内周面と内部帰還型スクリューの外周面との間隙は略円筒状に形成され、内部帰還型スクリューの外周面にはスクリュー羽根が螺旋状に形成されていることが好ましい。
高分子材料が循環して流動する材料加熱筒の内周面と内部帰還型スクリューの外周面との間隙において、内部帰還型スクリューを高速回転させることでスクリュー羽根によって高せん断できる。
また、高せん断部には、固体状の高分子材料を加熱して可塑化させるプレ加熱部が設けられ、該プレ加熱部から材料加熱筒内に可塑化された高分子材料を供給するようにしてもよい。
これにより、高せん断部の構造を高分子材料の高せん断に好適な形状に構成できる。
【0017】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューの駆動源のトルクを検出し、トルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする。
本発明による高せん断方法によれば、内部帰還型スクリューを高速回転させることで可塑化した高分子材料を高せん断する際、内部帰還型スクリューの駆動源のトルクが高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量もトルクの変化に応じて増減する。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、高分子材料の温度上昇に応じてトルクも上昇するから、トルクの変化に応じて冷却媒体の流量を変化させることで高分子材料の温度を低下させて粘度を高い状態に保持して高せん断加工を促進できる。
【0018】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューの駆動源のトルクを検出し、このトルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、内部帰還型スクリューの高速回転で検出された最大トルクに応じて冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで冷却媒体の最大流量を保持するようにしたことを特徴とする。
本発明による高せん断方法によれば、内部帰還型スクリューを高速回転させることで可塑化した高分子材料を高せん断する際、内部帰還型スクリューの駆動源のトルクが高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量もトルクの変化に応じて増減するが、トルクが最大になった時点で得られる冷却媒体の最大流量を所定の遅延時間の間だけ保持させることで高い冷却能力を維持できるため、短時間で高分子材料の温度を低下させることができる。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、最大流量の冷却媒体を遅延時間の間だけ保持することで高い冷却能力を維持できて高分子材料の温度を低下させるから、粘度を高い状態に保持して高せん断加工を促進できる。
【0019】
また、内部帰還型スクリューの駆動源のトルクの上限しきい値をA、下限しきい値をB、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって冷却媒体を供給する冷却バルブの開度または開閉率Dを設定して冷却媒体の流量を制御することが好ましい。
(C−B)/(A−B)=D ……(1)
駆動源のトルクの変化に応じて(1)式により冷却バルブの開度または開閉率Dを調整することで、材料加熱筒に供給する冷却媒体の流量を変化させることで高分子材料の温度を下降させることができる。
【0020】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出し、材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする。
本発明による高せん断方法によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、内部帰還型スクリューの帰還穴入口近傍における高分子材料の材料圧力が高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量も材料圧力の変化に応じて増減する。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、高分子材料の温度上昇に応じて高分子材料の材料圧力も上昇するから、材料圧力の変化に応じて冷却媒体の流量を変化させることで高分子材料の温度を低下させて粘度を高い状態に保持して高せん断加工を促進できる。
【0021】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューによる高分子材料移動方向前方側の高分子材料の材料圧力を検出し、材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、内部帰還型スクリューの高速回転で検出された材料圧力の最大値に応じて冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで冷却媒体の最大流量を保持するようにしたことを特徴とする。
本発明による高せん断方法によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、内部帰還型スクリューの帰還穴入口近傍における高分子材料の材料圧力が高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量も材料圧力の変化に応じて増減する。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、材料圧力が最大になった時点で得られる冷却媒体の最大流量を所定の遅延時間だけ保持させることで高い冷却能力を維持できるため、短時間で高分子材料の温度を低下させることができる。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、最大流量の冷却媒体を遅延時間の間だけ保持することで高い冷却能力を維持できて高分子材料の温度を低下させるから、粘度を高い状態に保持して高せん断加工を促進できる。
【0022】
また、材料圧力の上限しきい値をA’、下限しきい値をB’、検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって冷却媒体を供給する冷却バルブの開度または開閉率D’を設定することで冷却媒体の流量を制御することが好ましい。
(C’−B’)/(A’−B’)=D’ ……(2)
高分子材料の材料圧力の変化に応じて(2)式により冷却バルブの開度または開閉率Dを調整することで、材料加熱筒に供給する冷却媒体の流量を変化させることで高分子材料の温度を下降させることができる。
【発明の効果】
【0023】
本発明による高せん断装置および高せん断方法によれば、高分子材料を高せん断加工する際、高分子材料の温度変化に迅速に対応する駆動源のトルクまたは高分子材料の材料圧力の変化を検出して高分子材料の冷却能力を増減する。これによって、高分子材料の冷却能力を応答性良くさせて高分子材料の温度低下を急速に行うことができる。これによって高分子材料の粘度低下を抑えて高いせん断力を付与できて、高分子材料の内部構造をナノレベルで分散・混合することができる。
本発明による高せん断装置および高せん断方法によれば、高分子材料を高せん断加工する際、高分子材料の温度変化に迅速に対応する駆動源のトルクまたは高分子材料の材料圧力の変化を検出して高分子材料の冷却能力を増減すると共に、トルクまたは材料圧力が最大となった時点における高分子材料の最大の冷却能力を遅延時間だけ維持することで高分子材料の冷却能力を高く維持して高分子材料の温度低下を急速に行うことができる。これによって高分子材料の粘度低下を抑えて高いせん断力を付与できるため、短時間で高分子材料の内部構造をナノレベルで分散・混合することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態による高せん断装置の概略構成を示す一部破断平面図である。
【図2】高せん断ユニットの要部構成を示す一部破断平面図である。
【図3】高せん断装置の一部破断拡大平面図である。
【図4】図3に示す高せん断ユニットの拡大断面図である。
【図5】高せん断時におけるトルクと樹脂温度と前部及び後部樹脂圧を示すタイミングチャートである。
【図6】高せん断装置に用いられる冷却温度制御手段のブロック図である。
【図7】高せん断時におけるモータトルクと冷却バルブの開度とを示すタイミングチャートである。
【図8】本実施形態における高せん断方法を示すフロー図である。
【図9】高せん断時における冷却バルブ開度を設定するためのフローチャートである。
【図10】本実施形態による高せん断方法における遅延時間を設けた冷却バルブ開度とトルクと樹脂温度と前部及び後部樹脂圧とを示すタイミングチャートである。
【図11】変形例による高せん断方法における遅延時間を設けない冷却バルブ開度とトルクと樹脂温度と前部及び後部樹脂圧とを示すタイミングチャートである。
【図12】従来の高せん断部の概略構成を示す一部破断側面図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施形態による高せん断装置と高せん断方法について、図1乃至図10に基づいて説明する。
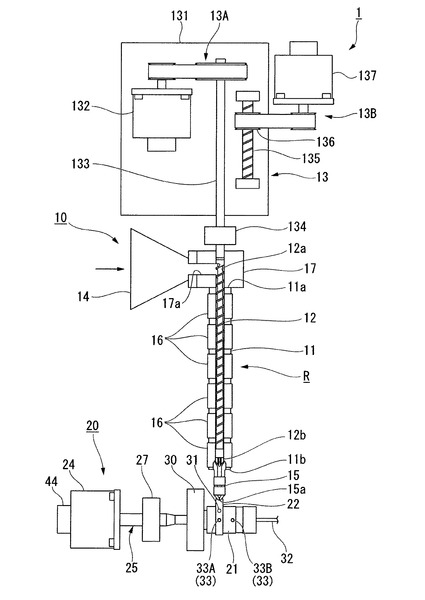
図1に示す本発明の実施形態による高せん断装置1は、高分子材料である高分子ブレンド系の樹脂を溶融状態にして高せん断応力を与えつつ混練することで、樹脂の内部構造をナノレベルまで分散して混合するものである。
本実施の形態による高せん断装置1は、例えばペレット形状をなす固体状の高分子ブレンド系の樹脂(以下、「固体状樹脂」という)を可塑化して溶融させる可塑化ユニット10(可塑化部)と、この可塑化ユニット10によって可塑化された溶融樹脂を注入部22から注入して溶融樹脂をナノ分散化させる高せん断ユニット20(高せん断部)とを備えている。
【0026】
高せん断装置1で使用対象とする高分子材料として、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、ポリマーブレンド/フィラー系の樹脂材料等のブレンド材料が挙げられる。非相溶性ポリマーブレンド系として、例えばポリフッ化ビニリデン(PVDF)とポリアミド11(PA11)の組み合わせや、ポリカーボネート(PC)とポリメチルメタクリレート(PMMA)の組み合わせがある。ポリマー/フィラー系としては、例えばポリ乳酸とカーボンナノチューブ(CNT)の組み合わせがあり、ポリマーブレンド/フィラー系として、例えばPVDFとポリアミド6とCNTとの組み合わせなどがある。
なお、本発明では高分子系ブレンド材料に限定されることなく、他のブレンド材料や、ブレンドしない単一の分子材料等を高せん断してナノ分散化することもできる。
【0027】
図1において、可塑化ユニット10は投入される固体状樹脂を混練して可塑化溶融するための可塑化スクリュー12の回転軸方向を略水平方向に向けて配置される。高せん断ユニット20は可塑化ユニット10より注入された溶融樹脂を高せん断するための図2に示す内部帰還型スクリュー23の回転軸方向を可塑化スクリュー12の回転軸方向に直交する略水平方向に向けて配置されている。そして、可塑化ユニット10は、射出ノズル15を高せん断ユニット20の注入部22に対して着脱可能な構成となっている。
【0028】
ここで、図1に示す高せん断装置1は、可塑化スクリュー12部分が破断した断面図となっており、後述するホッパー14及びホッパー台17は側面から見た図となっている。
なお、以下の説明では、可塑化ユニット10及び高せん断ユニット20における可塑化スクリュー12、内部帰還型スクリュー23のそれぞれの軸方向でスクリューの送り方向前方を「前方」、「前端」、「先端」とし、その反対側を「後方」、「後端」、「基端」として統一して用いる。また、後述する可塑化ユニット10の加熱筒11と高せん断ユニット20の加熱筒21においても同様に、それぞれに挿通されるスクリュー12、23の送り方向前方を「前方」、「前端」、「先端」とし、その反対側を「後方」、「後端」、「基端」として統一して用いる。
【0029】
図1に示す可塑化ユニット10は、略水平方向に配設した略中空円筒形状の加熱筒11(可塑化用加熱筒)内に略棒状の可塑化スクリュー12が挿通されている。可塑化スクリュー12は加熱筒11と略同軸に配置されており、加熱筒11内で中心軸線回りに回転可能かつ軸方向に往復移動可能とされている。可塑化スクリュー12の軸方向一端側をなす基端部12a側には、可塑化スクリュー12に回転及び軸方向への往復移動をさせるための駆動部13が連結されている。
加熱筒11における可塑化スクリュー12の基端部12aには固体状樹脂を供給するホッパー14が設けられ、可塑化スクリュー12の軸方向他端側をなす先端部12b側には射出ノズル15(射出部)が取り付けられている。
【0030】
可塑化ユニット10の加熱筒11は、外周面が複数のヒーター16、16、…によって覆われている。加熱筒11の肉厚部には温度センサー18が挿入されている(図3参照)。温度センサー18で随時測定する加熱筒11内の温度に基づいてヒーター16の温度を制御することで、加熱筒11は温度調節可能となっており、これにより加熱筒11内の固体状樹脂を溶融すると共に、可塑化スクリュー12で混練される溶融樹脂の温度を制御できる。
加熱筒11の基端部11aには、ホッパー14を支持するとともにホッパー14に供給された固体状樹脂を可塑化スクリュー12の基端部12a側に落とし込む挿通穴17aを有するホッパー台17が固定されている。
また、加熱筒11の先端部11bの内面に設けた射出ノズル15は、その流路(射出口15a)を加熱筒11の可塑化スクリュー12を挿通させた内空部(可塑化領域R)に連通させた状態で取り付けられている。なお、可塑化領域Rとは、加熱筒11と可塑化スクリュー12との間の空間であって、ホッパー14より供給された固体状樹脂が溶融されつつ前方に送られる領域である。
【0031】
また、可塑化スクリュー12の基端部12aは、駆動部13のスクリュー回転軸133に一直線上となるように連結されている。駆動部13は、可塑化スクリュー12を回転させる回転機構13Aと、可塑化スクリュー12をその軸方向へ往復移動させてスクリュー12内の溶融樹脂を射出ノズル15から射出させるための射出機構13Bとを備えている。
回転機構13Aは、固定部131上に固定された第1駆動モータ132と、その駆動モータ132の回転力が伝達されるスクリュー回転軸133とを備えている。そして、スクリュー回転軸133と可塑化スクリュー12の基端部12aとは、連結部材134によって一直線上に連結されている。
【0032】
射出機構13Bは、可塑化スクリュー12の軸方向に平行にねじ軸を配置させて固定部131に固定されたボールねじ135と、このボールねじ135に対して回転可能に螺合されたナット136と、ナット136に回転力を伝達するとともに固定部131と分離して配置された第2駆動モータ137とを備えている。
第2駆動モータ137の回転駆動によってナット136を回転させることで、ナット136に螺合するボールねじ135が往復移動する。これによって、ボールねじ135を固定支持する固定部131が、その固定部131上の第1駆動モータ132、スクリュー回転軸133と一体に往復移動することで、スクリュー回転軸133に連結された可塑化スクリュー12が加熱筒11内でその軸方向に往復移動することになる。つまり、可塑化スクリュー12は、回転と往復移動により加熱筒11内で可塑化した溶融樹脂を射出ノズル15から射出させる機能を有している。
【0033】
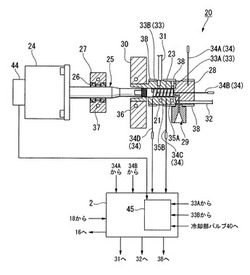
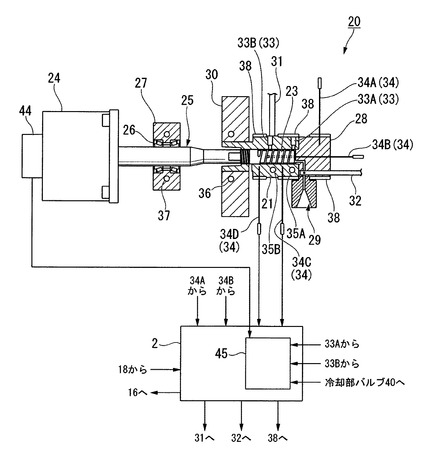
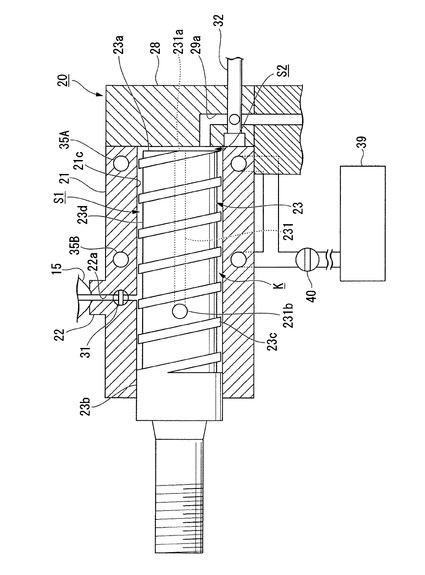
次に図2及び図3に基づいて高せん断ユニット20について説明する。高せん断ユニット20は、溶融樹脂の注入部22を有するとともに略水平方向に配した略中空円筒形状の加熱筒21(本発明の材料加熱筒に相当する)と、この加熱筒21内に挿通された状態で中心軸線回りに回転可能な略円柱形状の内部帰還型スクリュー23と、この内部帰還型スクリュー23の基端部23b側に連結されたシャフト25と、このシャフト25を介して内部帰還型スクリュー23を回転させるための駆動モータ24と、シャフト25をベアリング26を介して回転可能に支持する振止め支持部27と、内部帰還型スクリュー23の先端側に設けられた成形加工部をなすT−ダイ29を有する先端保持部28とを備えている。なお、加熱筒21と内部帰還型スクリュー23は同軸に形成されている。
また、加熱筒21の周方向後方側の略下側にスリット211が設けられている。その後方において、シャフト25の外周面には逆ねじ形状のねじ溝部251が形成されている。更にシャフト25には溶融樹脂をシャフト25と分離させて誘導するテーパ面212が設けられ、シャフト25の振止め支持部27に対して先端側にはシャフトテーパー面252が形成されている。これらにより、加熱筒21から後方に漏洩した溶融樹脂が、シャフト25の回転とともにスリット211から排出し、残った漏洩樹脂はねじ溝部251に案内されて後方へ送られる。更漏洩樹脂はテーパ面212から排出されたり、シャフトテーパー面252で冷却固化しつつ割れることになる。
【0034】
図2において、高せん断ユニット20の加熱筒21は、長手方向を略水平方向に向けた状態で保持され、外周面がヒーター38によって覆われている。ヒーター38を温度制御することで加熱筒21は温度調節可能となっている。加熱筒21は、基端部21b(図3で左側)が本体支持部30によって支持されており、先端部21aに先端保持部28が連結されている。
また、加熱筒21に設けられる注入部22には内部帰還スクリュー23を回転可能に収容する内空部即ち高せん断領域Kに連通する注入路22aが形成されている。注入路22aの外周側開口部には上述した射出ノズル15の射出口15aが係合して連通する構成となっている。高せん断領域Kは加熱筒21と内部帰還型スクリュー23との間の略円筒状の隙間である。
これにより、可塑化ユニット10の射出ノズル15から射出された溶融樹脂を注入部22の注入路22aを通して加熱筒21内の高せん断領域Kに流入させることができる。
【0035】
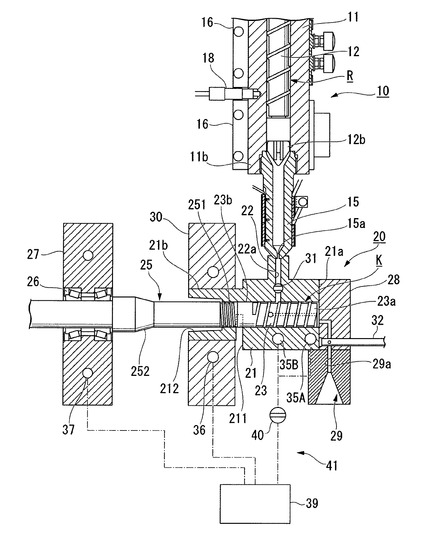
ここで、図4において、注入部22に形成される注入路22aの位置は、内部帰還型スクリュー23の後端寄りに設けられている帰還穴231の吐出口231b(後述する)よりも先端側の位置となっている。
そして、注入部22の注入路22aの途中には、加熱筒21の内空部に可塑化ユニット10からの溶融樹脂の流入量を調整するための開閉制御が可能な注入バルブ31が注入手段として設けられている。注入バルブ31は、予め設定された時間等に応じて溶融樹脂の注入量を制御することが可能な自動開閉式とされている。
【0036】
内部帰還型スクリュー23は、加熱筒21内に略同軸に挿通された状態で回転可能に設けられ、その基端部23bが駆動モータ24の回転軸に連結されたシャフト25と同軸に連結され、駆動モータ24の回転力が伝達されている。内部帰還型スクリュー23は駆動モータ24により、例えば100〜3300min−1の回転数で高速回転させて溶融樹脂を混練しつつ高せん断することができる。
内部帰還型スクリュー23は略円柱状に形成され、その外周面には螺旋状にスクリュー羽根23cが突出して形成されていて、内部帰還型スクリュー23が高速回転することで高せん断領域Kの溶融樹脂を高速でせん断しつつ前方に移送するようになっている。
内部帰還型スクリュー23の内部には、その回転中心である中心軸線に沿って帰還穴231が穿孔されており、帰還穴231は先端部23aに流入口231aが開口し、溶融樹脂の注入路22aよりも後側における内部帰還型スクリュー23の外周面に吐出口231bが開口している。帰還穴231は内部帰還型スクリュー23の中心軸線上を流入口231aから後方に延びて吐出口231a近傍の位置で滑らかに湾曲して中心軸線から外れて外周面に向けて略径方向外側に延びて吐出口231aに連通する流路を有している。
帰還穴231は流入口231aと吐出口231bとで高せん断領域Kに連通している。
【0037】
この帰還穴231において、流入口231aが高せん断中に帰還穴231内を流れる溶融樹脂の上流側となり、吐出口231bが下流側となる。つまり、高せん断領域Kに注入された溶融樹脂は、内部帰還型スクリュー23の回転とともに溝面23dに沿って先端側に送られ、先端部23aと先端保持部28との間隙S2において流入口231aより帰還穴231に流入して後方へ流れて吐出口231bより吐出され、再び内部帰還型スクリュー23の回転とともに先端側へ送られる循環がなされる。
【0038】
また、図4に示すように、内部帰還型スクリュー23は、スクリュー羽根23cの間の溝面23dが外周面として中心軸線に平行となる構成、すなわち加熱筒21の内面21cと内部帰還型スクリュー23の外周面の溝面23cとの間の隙間が中心軸線方向にわたって一定の略円筒状の間隔S1となっている。高せん断領域Kは間隙S1と間隙S2とで形成されている。
そのため、内部帰還型スクリュー23の外周面における溝面23dにコンプレッション形状(テーパー形状)を形成させた従来技術における可塑化併用の内部帰還型スクリューのように先端側のスクリュー外周側の隙間が小さくならないので、混練に必要な溶融樹脂の循環がスムーズとなり、高せん断効率を高めることができる。
【0039】
また、スクリュー形状の設計に幅が広がり高せん断を行うことができるとともに、溶融樹脂の材質、加工能力などの条件に合わせて適宜な形状の内部帰還型スクリュー23を使用することができる。
図4において、内部帰還型スクリュー23の基端部23bは、スクリュー羽根23cが形成されていない高せん断領域Kの範囲外の位置に設けられていて、スクリュー羽根23cと同一外径で形成された円柱状領域である。この基端部23bは加熱筒21の内面21cに対して液密に摺動可能となっている。
【0040】
また、図2に示すように、加熱筒21の肉厚部には、樹脂圧センサー33(圧力センサー)として、内部帰還型スクリュー23の軸方向における前部と後部の各樹脂圧を検出するための前部樹脂圧センサー33Aと後部樹脂圧センサー33Bが埋め込まれている。そのため、前部樹脂圧センサー33Aおよび後部樹脂圧センサー33Bのそれぞれの検知部は加熱筒21内の高せん断領域Kに露出して配置されている。
前部樹脂圧センサー33Aは内部帰還型スクリュー23の先端部23a付近(流入口231a付近)の樹脂圧(材料圧力)が検出可能な位置とされ、後部樹脂圧センサー33Bは帰還穴231の吐出口231b付近の樹脂圧(第2圧力)が検出可能な位置となっている。
【0041】
また、高せん断ユニット20には、ヒータ38の加熱温度、注入バルブ31及び排出バルブ32,加熱筒21等の温度を検出する温度センサー34、加熱筒21の冷却温度を制御する冷却バルブ40等を作動させる制御手段2が設けられている。
なお、本高せん断装置1は、可塑化ユニット10と高せん断ユニット20とを分離した構成を有しており、内部帰還型スクリューを搭載した高せん断加工機に樹脂を加熱させたり可塑化させたりして溶融させる機能をもたせる必要がなくなることから、高せん断の条件に合った最適な制御を行うことが可能な構成となっている。
【0042】
図3に示すように、加熱筒21に接続した先端保持部28には、加熱筒21の高せん断領域Kの間隙S2を通して連通する排出路29aが形成されている。先端保持部28における排出路29aの排出側には下方に向かうに従って開口断面が拡径する成形加工部をなすT−ダイ29が形成されている。先端保持部28もヒーター38(図2参照)によって温度調整可能となっている。
そして、排出路29aの途中には、高せん断領域Kから排出されるナノ分散樹脂の排出量を調整するための排出バルブ32が排出手段として設けられている。この排出バルブ32は、予め設定された高せん断混練時間等に応じて排出量を制御することが可能な自動開閉式とされ、上述した注入バルブ31の開閉動作に連動している。
つまり、上述した注入バルブ31と排出バルブ32とは、制御手段2からの出力信号により、任意のタイミングで溶融樹脂の注入と高せん断された溶融樹脂の排出とを制御可能な構成となっている。これにより、高せん断混練時間、排出時間、及び射出時間を任意に設定することができる。
【0043】
また、図2に示すように、加熱筒21及び先端保持部28には適宜な位置に温度センサー34(34A、34B、34C、34D)が設けられており、高せん断時の加熱筒21及び先端保持部28の温度が制御手段2に入力されて管理され、ヒーター38で温度調整できるようになっている。
さらに、図3に示すように、加熱筒21、本体保持部30、振止め支持部27には、それぞれ冷却流路35、36、37が埋設されている。これら冷却流路35、36、37は冷却媒体タンク39から循環する各管路を通して例えば水、空気、ガス等の冷却媒体が流通するものであり、加熱筒21の管路には冷却媒体の流量を制御するための冷却バルブ40が設けられている。
特に、加熱筒21内に埋設した第1冷却流路35A、35B(35)は、例えば内部帰還型スクリュー23の先端部23a近傍と帰還穴出口231b近傍に略リング状または螺旋状に配設されている。第1冷却流路35A、35Bは冷却バルブ40によって冷却媒体の流量を制御して加熱筒21の冷却温度の調整を行うものである。
【0044】
冷却バルブ40は例えば制御手段2によって制御される電磁弁であり、弁体の開度を大小制御することで冷却媒体の流量を調整する開閉弁であるが、これに代えてON、OFF切り換えによって弁体の開閉を切り換えて開閉率によって冷却媒体の流量を調整する開度調整弁を採用してもよい。
第1冷却流路35A、35B、その管路に設けた冷却バルブ40、冷却媒体タンク39は加熱筒21内における高せん断領域K内の高分子材料を冷却するための冷却手段41を構成する。
また、本体保持部30の第2冷却流路36は、加熱筒21の内部帰還型スクリュー23の基端部23bに対応する外側領域を冷却するために設けられている。振止め支持部27の第3冷却流路37は、振止め支持部27でシャフト25を冷却することで、シャフト25を通じて加熱筒21から伝達される熱や駆動モータ24から伝達される熱からベアリング26を保護する。
【0045】
次に本実施形態における加熱筒21内の溶融樹脂の冷却温度制御手段について図5及び図6を中心に説明する。
高せん断ユニット20において、内部帰還型スクリュー23を高速回転させて高せん断領域Kに供給された溶融樹脂を高せん断する場合、内部帰還型スクリュー23の高速回転によってせん断をかけたときの内部樹脂圧力が重要である。即ち、溶融樹脂は温度が高いと粘度が小さく温度が低下すると粘度が高くなる。一方で、溶融樹脂にせん断をかけるとせん断抵抗やせん断摩擦による発熱によって樹脂温度が急上昇する特性を有している。そのため、溶融樹脂に高せん断をかけると樹脂温度が急上昇するために粘度が低下してせん断力が低減し高いせん断応力を付与できない不具合が生じる。
特に内部帰還型スクリュー23によって高速回転をスタートさせた初期ではせん断抵抗とせん断摩擦が最も高く、しかも高速回転による高せん断時間は、本実施形態の場合、ほぼ300秒〜10秒、好ましくは約120秒〜10秒前後の短時間であるために、急上昇する樹脂温度をタイムリーに低下させて安定させる必要がある。高せん断ユニット20には加熱筒21や先端保持部28に温度センサー34A〜34Dが設けられているが、これらの温度センサー34A〜34Dで温度を検出して、冷却流路35A、35B内の冷却媒体の流量を制御するとしても、温度センサー34A〜34Dは熱伝導の応答性が悪く冷却が遅れるために短時間による高せん断に対応できない。
【0046】
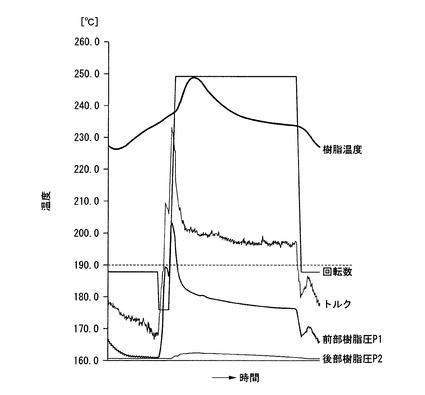
図5は、高分子ブレンド樹脂材料として例えばポリカーボネート樹脂とアクリル樹脂を混合比8:2で混合したものを可塑化ユニット10で220℃〜240℃程度の温度で溶融し、この溶融樹脂を高せん断ユニット20に供給して1回の高せん断の工程でトルクや樹脂温度等を測定したグラフを示している。なお、樹脂温度は内部帰還型スクリュー23の先端部23aに対向する先端保持部28に設けた図2に示す温度センサー34Bで測定したものとする。
図5において、内部帰還型スクリュー23を例えば2500min−1で60秒間高速回転させると、内部帰還型スクリュー23を駆動させる駆動モータ24のトルクと前部樹脂圧P1は回転数の急上昇に応答性よく上昇する。一方で、高せん断領域K内の樹脂温度の測定はトルクや前部樹脂圧P1に遅れて250℃程度まで上昇する。
そのため、トルクまたは前部樹脂圧P1を用いて溶融樹脂の冷却制御を行うことが、応答性が良く好ましいといえる。
本実施形態では、駆動モータ24のトルクを検出して溶融樹脂の冷却温度制御を第1冷却流路35A、35Bの冷却媒体の流量制御を行うものとする。そのため、駆動モータ24のトルクを検出して第1冷却流路35A、35Bの冷却媒体の流量制御を行うことについて説明する。
【0047】
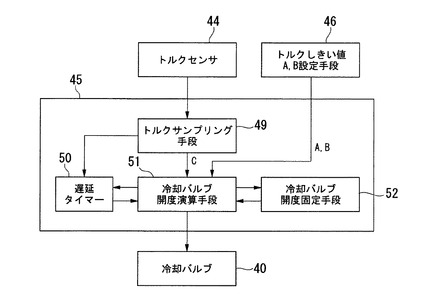
本実施形態による高せん断装置1では、図1及び図2に示す内部帰還型スクリュー23の駆動モータ24にそのトルクを検出するトルクセンサー44を設けている。図6は制御手段2に設けられた冷却温度設定手段45を示すブロック図である。冷却温度設定手段45に入力されるデータとして、トルク以外にトルクの上限しきい値Aと下限しきい値Bを設定するトルクしきい値設定手段46とが設けられている。
これら上限しきい値Aと下限しきい値Bは高せん断すべき材料や高速回転数等に応じて適宜設定される。また、高せん断すべき材料や高速回転数等に応じて、冷却バルブ40の高せん断初期の初期開度が上限しきい値Aと下限しきい値Bの間で予め設定される。
トルクセンサー44から入力される実測値のトルクCから内部帰還型スクリュー23の高速回転直後に発生するピークトルク(最大トルク)とその前後の変動するトルクをサンプリングするトルクサンプリング手段49が設けられている。また、検出されたピークトルク(以下、ピークのトルクCを符号Cpで示す)とその前後のトルクCに基づいて下式(1)により冷却バルブ40の最大開度Dとその前後の開度Dを演算する冷却バルブ開度演算手段51と、遅延タイマー50で設定された短時間だけ冷却バルブ40を最大開度に固定する冷却バルブ開度固定手段52とが設けられている。
【0048】
(C−B)/(A−B)×100=D(%) ……(1)
但し、A>C>B
冷却バルブ開度演算手段51で演算された冷却バルブ開度Dの信号は冷却バルブ40に出力される。
【0049】
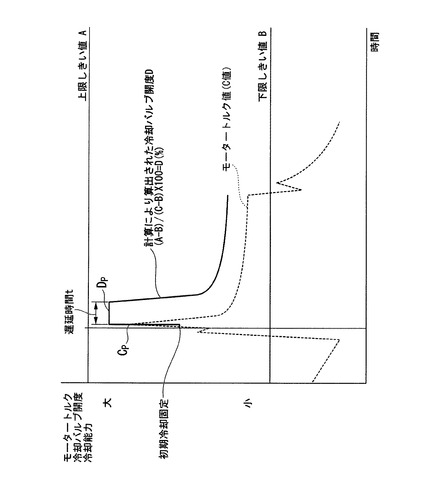
ここで、遅延タイマー50は、トルクサンプリング手段49でピークトルクCpが検出されると、上記(1)式により最大開度D(以下、この最大開度を符号Dpで示す)が演算されると共にこの開度Dpに所定時間、例えば高せん断スタート時即ち冷却バルブ40の初期開度時から例えば数秒〜20秒程度の時間t、その後のトルクCの変化に関わらず冷却バルブ開度固定手段52によって固定保持する。これによって、図7に示すように、トルクが最大トルクCpから低下した後も所定の遅延時間tだけ冷却バルブ40が最大開度Dpに保持されるために高せん断領域Kの溶融樹脂の冷却処理を急速に進めることができる。
【0050】
基本的に、冷却バルブ40の開度Dは、高せん断スタート時の固定開度から樹脂温度が急上昇した後、急降下して想定温度に下がるまでの開度が最大開度Dpの遅延時間を介して急激に変動する前半を過渡期の冷却モードとし、これに続く開度の変化が小さく樹脂温度を安定した想定温度に保持する安定期の冷却モードとをとるように制御される。
なお、想定温度とは、トルクの変動が小さく樹脂温度の変化が小さい安定した定常状態の温度をいう(図5参照)。
これに対し、遅延時間tを設けることなく、トルクCの変動に応じて(1)式に基づいて冷却バルブ40の開度Dを変化させると、急上昇する樹脂温度の低下を急速に行うことができないために高せん断を短時間で行うことはできない。
なお、遅延タイマー50のカウントスタート時はピークトルクCp検出時または冷却バルブ40を最大開度Dpに設定した時でもよい。
また、遅延タイマー50と冷却バルブ開度固定手段52は遅延手段を構成する。冷却温度設定手段45において、トルクサンプリング手段49と冷却バルブ開度演算手段51は冷却温度制御手段を構成する。
【0051】
本実施の形態による高せん断装置1は上述の構成を備えており、次に高分子材料である高分子ブレンド系の樹脂についての高せん断方法を図8及び図9に示すフローチャートに沿って説明する。なお、高分子ブレンド系の樹脂として、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、ポリマーブレンド/フィラー系の固体状樹脂材料等を用いるものとするが、他の高分子材料を用いてもよい。
【0052】
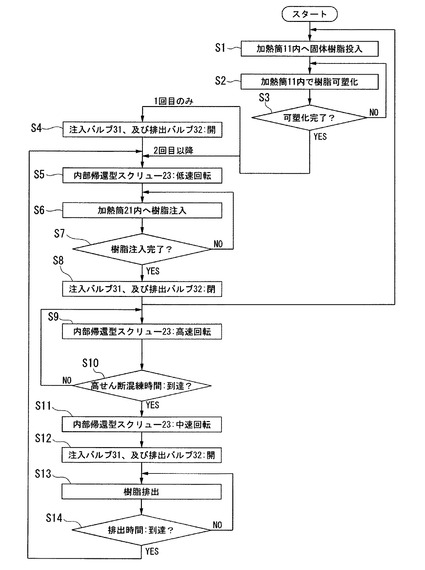
先ず最初に高せん断処理の概略の工程について図8により説明する。
図1に示す高せん断装置1において、高分子ブレンド系の固体状樹脂としては上述したような2種以上の樹脂を混合した樹脂を使用する。加熱筒11内では、回転機構13Aの第1駆動モータ132を駆動させることで可塑化スクリュー12を適宜な低速で回転させる。加熱筒11はヒーター16によって予め適宜な温度に加熱させた状態にする。
この状態下で、固体状樹脂を可塑化ユニット10のホッパー14から加熱筒11内に所要量投入する(ステップS1)。加熱筒11内の可塑化領域Rで可塑化スクリュー12を回転させつつ、ヒータ16で固体状樹脂を加熱して可塑化する(ステップS2)。可塑化領域R内の樹脂を可塑化し混練することで溶融樹脂となり、可塑化ユニット10での樹脂の可塑化が完了となる(ステップS3)。
【0053】
次に、可塑化ユニット10内の溶融樹脂を高せん断ユニット20の加熱筒21内に注入する(ステップS4〜S7)。
具体的には、所望の性状の溶融樹脂が得られたタイミングで、制御手段2からの出力信号により高せん断ユニット20の注入バルブ31と排出バルブ32を開いて、高せん断ユニット20の注入路22aと排出路29aを開放する(ステップS4)。そして、第2駆動モータ137を駆動することでナット136を介してボールねじ135を固定部131と一体に前進移動させる。すると、固定部131上のスクリュー回転軸133が前進移動することで、可塑化スクリュー12が加熱筒11内でその軸方向に前進移動する。可塑化スクリュー12は、加熱筒11内で溶融樹脂を射出ノズル15から高せん断ユニット20の加熱筒21内へ射出させる。
【0054】
高せん断ユニット20では、加熱筒21内の内部帰還型スクリュー23を例えば400min−1で低速回転させる(ステップS5)。このとき、注入前の高せん断ユニット20の加熱筒21内の高せん断領域Kは空の状態であるため、溶融樹脂を注入することで内部の空気が排出路29aから排出され、高せん断ユニット20の加熱筒21内が溶融樹脂で次第に満たされる(ステップS6)。
そして、溶融樹脂の注入が完了すると(ステップ7)、制御手段2により注入バルブ31と排出バルブ32を閉じて各流路22a、29aが閉塞される。なお、注入完了の判断タイミングは、樹脂圧センサー33A、33Bによって検出される前部樹脂圧P1、後部樹脂圧P2の圧力値によって判断することができる。具体的には、前部樹脂圧P1と後部樹脂圧P2が安定した状態から上昇を開始した時点を検知して注入を完了する。
【0055】
注入バルブ31と排出バルブ32を閉じた段階で(ステップS8)、高せん断ユニット20で高せん断が行われる(ステップS9)。可塑化ユニット10では、注入バルブ31と排出バルブ32を閉じることで、高せん断ユニット20での高せん断に並行して、新たな固体状樹脂が供給されて可塑化が行なわれる処理をステップS1〜S3で繰り返す。
高せん断ユニット20では、加熱筒21内の内部帰還型スクリュー23を高速回転させる。高速回転数は投入される樹脂材料によって決定される。本実施形態では、上述した低速回転より高速回転である400超〜3300min−1、例えば2500min−1で回転させ、高せん断領域K中の溶融樹脂に対して設定時間、例えば60秒高せん断を行うことで溶融樹脂をナノ分散化させ、ナノ分散樹脂が形成される。
【0056】
高せん断領域K内に注入された溶融樹脂は、図4に示すように、内部帰還型スクリュー23の外周面側ではこのスクリュー23の高速回転とともに主に溝面23d上で先端側へ送られる。そして、内部帰還型スクリュー23の先端部23aで間隙S2から流入口231aより帰還穴231内を後方へ流れ、吐出口231bより内部帰還型スクリュー23の外周面に流出して溝面23d上に帰還し、再び先端側に送られるといった循環流動を高速で所定時間繰り返す。
これによって、溶融樹脂が混練されると共に高せん断応力が付与される。この循環により溶融樹脂はナノ分散化され、内部構造をナノレベルで分散及び混合される。
【0057】
次に、設定された高せん断加工時間に到達したとき(ステップS10)には、内部帰還型スクリュー23の回転速度を高速回転から中速回転に切り替える(ステップS11)。中速回転とは上述した低速回転より大きく高速回転より小さい回転数領域であり、例えば、400超〜1000min−1である。そして、注入バルブ31と排出バルブ32とを開けて(ステップS12)、高せん断された高せん断領域K内のナノ分散樹脂が内部帰還型スクリュー23の回転とともに先端側の排出路29aから排出され(ステップ13)、T−ダイ29から排出された溶融樹脂を高分子ブレンド押出し物として得ることができる。
【0058】
予め設定した排出時間に到達し(ステップS14)、高せん断ユニット20の加熱筒21内で製造したナノ分散樹脂が全て排出された状態に至ると、再びステップS5に戻る。ここでは、内部帰還型スクリュー23の高速回転と並行して、可塑化ユニット10で新たな溶融樹脂が製造され、処理が完了している(ステップS1〜S3)。
そのため、高せん断ユニット20の内部帰還型スクリュー23を中速回転から低速回転に戻して回転させつつ(ステップ5)、可塑化ユニット10より溶融樹脂を射出ノズル15より射出する(ステップS6)。
このようにして、同様の処理を繰り返すことにより順次、樹脂を高せん断して内部構造をナノレベルで分散・混合することができる。
【0059】
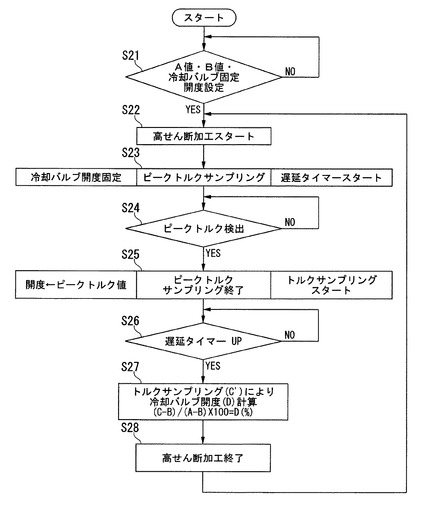
次に、本高せん断装置1において、本実施形態による高せん断時における樹脂の冷却方法について、図9に示すフローシートに基づいて説明する。
図9において、高せん断の開始に先立って、制御手段2において、予め内部帰還型スクリュー23の駆動モータ24のトルクにおける上限しきい値Aと下限しきい値Bを設定する(ステップS21)。これらトルクのしきい値A,Bは高せん断される材料に応じて予め行われた実験に基づいて設定され、内部帰還型スクリュー23の高速回転によって発生する駆動モータ24の実測トルクCに対してA>C>Bの関係にある。また、高せん断開始初期における、加熱筒21内の冷却流路35A、35Bに冷却媒体を供給するための冷却バルブ40の初期開度Dも設定する(ステップS21)。
【0060】
そして、内部帰還型スクリュー23を例えば2500min−1で高速回転させることで高せん断加工をスタートさせる(ステップS22)。なお、可塑化ユニット10から高せん断ユニット20の加熱筒21内に溶融樹脂を注入する際の内部帰還型スクリュー23の回転数は例えば400min−1の低速であり、溶融樹脂の温度は可塑化ユニット10での温度とほぼ同一であるから、高せん断開始時の樹脂温度は低く粘度が高い状態である。
この状態から、内部帰還型スクリュー23を高速回転させると、例えば2500min−1で高速回転を開始する。図10に示すように、高速回転開始直後は比較的樹脂温度が低いから、駆動モータ24のトルクが急激に上昇し、大きなせん断抵抗により大きなせん断発熱が発生して樹脂温度も急上昇する。トルクの急上昇に応答して高せん断領域K内における前部樹脂圧P1も急上昇する。
【0061】
高せん断加工のスタート時に、冷却バルブ40は固定の初期開度に設定されると共に、トルクセンサー44で検出された駆動モータ24のトルクCが冷却温度設定手段45のトルクサンプリング手段49に入力され、ピークトルクがサンプリングされる(ステップS23)。更に、遅延タイマー50に信号が出力されて遅延タイマー50のカウントが開始される(ステップS23)。トルクCはトルクサンプリング手段49から冷却バルブ開度演算手段51に入力され、(1)式により冷却バルブ40の開度Dが演算されて冷却バルブ40に出力され、冷却バルブ40の開度Dが制御される。
【0062】
そして、検出されるトルクCの変動により、トルクサンプリング手段49によってピークトルクCpが検出されると(ステップS24)、冷却バルブ開度演算手段51では下記(1)式によりピークトルクCpに応じた冷却バルブ40の開度Dが最大開度Dpとして演算され、この開度Dpに冷却バルブ40が制御される。
(C−B)/(A−B)×100=D(%) ……(1)
しかも、遅延タイマー50でカウントする遅延時間tの間、冷却バルブ開度固定手段52によって冷却バルブ開度演算手段51からの出力信号は最大開度Dpに固定される(ステップS25)。
トルクサンプリング手段49では、ピークトルクCpの検出後に、トルクセンサー44から入力されるその後のトルクCのサンプリングをスタートさせる(ステップS25)。
【0063】
高せん断ユニット20において、高せん断領域K内の樹脂温度が急上昇するとせん断抵抗が小さくなるので、内部帰還型スクリュー23の高速回転によるせん断抵抗が低下してトルクも急速に低下する。そのため、トルクセンサー44で検出されるトルクCも最大トルクCpに達した後、急激に低下する。
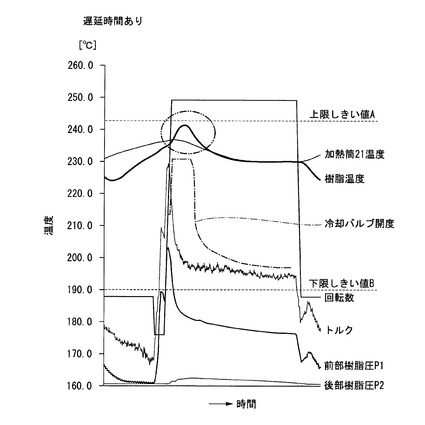
しかし、図7及び図10に示すように、遅延時間tの間、トルクCの変化に関わらず冷却バルブ40は最大開度Dpに保持されるから、冷却流路35A,35Bへ供給される冷却媒体の流量は最大値に保持され、加熱筒21の冷却を促進し、溶融樹脂の温度が低下する。そのため、図10において樹脂温度は250℃まで上昇することなく約242℃程度をピークとして急速に低下して想定温度へ短時間で近づく。
なお、溶融樹脂の想定温度とは、高分子ブレンド樹脂が溶融状態を維持しつつせん断抵抗を大きく保持できる定常状態の温度をいい、例えば230℃である。冷却による樹脂温度の急速な低下によって溶融樹脂のせん断抵抗が増大するから、高速回転する内部帰還型スクリュー23によって高いせん断応力が続けて得られる。
【0064】
そして、遅延タイマー50による遅延時間の経過後(ステップS26)、冷却バルブ開度固定手段52による冷却バルブ40の最大開度Dpでの固定が解除される。そのため、トルクセンサー44でその後に検出されたトルクCに基づいて、冷却バルブ開度演算手段51において(1)式によって冷却バルブ40の開度Dが設定され、冷却バルブ40はその時々のトルクCに応じた開度Dに設定される(ステップS27)。これにより、遅延時間を経過した後、冷却バルブ40の開度Dがトルク変化に応じて急激に小さくなり、冷却流路35A,35Bへ供給される冷却媒体の流量も低減する。樹脂温度も安定した温度まで低下する。
こうして、トルクは比較的安定した値に保持されるから、冷却バルブ40の開度Dも安定した状態に維持され、溶融樹脂の温度もなだらかで安定した想定温度230℃付近に保持される。そして、高せん断加工が終了する(ステップS28)。
【0065】
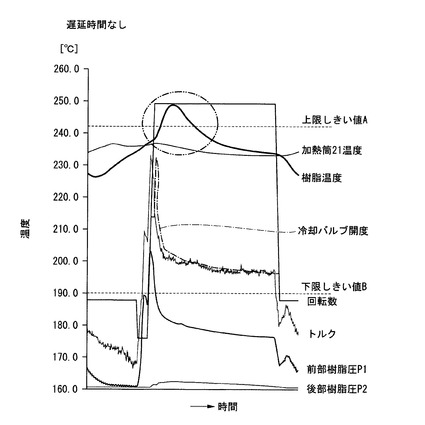
これに対し、冷却バルブ40の最大開度Dpでの遅延時間の設定をなくしたことを除いて、図10に示す1回の高せん断方法と同じ条件で高せん断した場合について説明する。
遅延時間を設けない場合において、内部帰還型スクリュー23の回転数、トルクや樹脂温度、前部樹脂圧P1、後部樹脂圧P2等の各測定データを図に示すと図11のようになった。
図11において、冷却バルブ40はピークトルクCpにおいて最大開度Dpに到達するものの、その後の急激なトルク低下に応じて(1)式によって冷却バルブ40の開度Dが小さくなるため、樹脂温度は、図10に示す実施形態の場合と比較して樹脂の冷却能力が若干劣り、250℃程度まで上昇して温度低下に転じた。
そのため、本実施形態と比較して溶融樹脂が250℃近くの高温に保持されることになり、内部帰還型スクリュー23を実施形態と同じ時間だけ高速回転させると、溶融樹脂の温度低下が遅れて高せん断加工が本実施形態の場合より遅れることになり、本実施形態と比較して得られる製品品質は若干劣るものであった。
【0066】
上述のように本実施形態による高せん断装置1および高せん断方法によれば、高せん断ユニット20において、高せん断加工時に内部帰還型スクリュー23の駆動モータ24のトルクに応じて加熱筒21内の溶融樹脂を冷却するための冷却バルブ40の開度を設定すると共に、高せん断スタート時の最大トルクに応じた冷却バルブ40の最大開度を遅延時間の間保持することで、急速に樹脂温度を低下させることができて、せん断抵抗を高く制御できるから、短時間で高せん断加工を高効率に行うことができて高分子材料の内部構造をナノレベルで連続して分散及び混合できる。
そのため、従来の高せん断装置では得られない高精度でナノレベルに分散された製品を短時間で製造できる。
【0067】
以上、本実施形態による高せん断装置1および高せん断方法の実施の形態について説明したが、本発明は上述の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である
例えば、上述の実施の形態では、駆動モータ24のトルクに基づいて冷却バルブ40の開度Dを(1)式によって設定することで樹脂温度を制御するようにしたが、トルクに代えて、高せん断ユニット20における高せん断領域K内の前部樹脂圧P1を用いて冷却バルブ40の開度を、遅延時間tを用いて制御して溶融樹脂の温度を制御するようにしてもよい。
この場合、冷却バルブ40の開度D‘が下記(2)式によって設定される。即ち、前部樹脂圧P1の上限しきい値をA’、下限しきい値をB’、圧力センサー33Aで検知される前部樹脂圧P1をC’(A’>C’>B’)として、下式(2)によって冷却バルブ40の開度または開閉率D’を設定する。
(C’−B’)/(A’−B’)=D’ ……(2)
【0068】
また、上述の実施形態では、冷却温度設定手段45に遅延タイマー50と冷却バルブ開度固定手段52を有する遅延手段によって、トルクまたは前部樹脂圧P1をピーク値の時点で所定の遅延時間tだけ、トルクまたは前部樹脂圧P1のピーク値に対応する冷却バルブ40の開度または開閉率D、D‘を最も大きな値に保持するようにして加熱筒21内の溶融樹脂の温度を急激に低下させるようにしたが、遅延手段は必ずしも設けなくてもよい。
この場合、図11に示すように、冷却バルブ40の開度または開閉率D、D‘はトルクまたは前部樹脂圧P1の増減変動に応じて遅延することなくタイムリーに増減変動するように制御される。このような変形例の場合には、溶融樹脂の温度は冷却温度設定手段45による冷却温度制御に遅延時間tを設けた場合よりも最大温度が約250℃と若干大きくなり、冷却手段41による溶融樹脂温度の冷却能力が若干低下するが、溶融樹脂の温度変化に対応した冷却処理によって高せん断力を確保することはできる。
そのため、このような遅延手段を持たない高せん断装置と、遅延時間tの冷却バルブ40による最大開度または開閉率D、D‘による冷却能力の保持を行わない高せん断方法も本発明に含まれるものとする。
【0069】
また、可塑化ユニット10において、加熱される材料としては、本実施の形態では固体状樹脂を採用しているが、その性状は粉体、流体、粒子からなる材料であってもよく、使用対象となる材料系としては、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、さらにはポリマーブレンド/フィラー系の材料が挙げられる。また、他の材料を用いてもよい。
【0070】
また、本実施の形態では可塑化ユニット10は高せん断ユニット20に対して着脱可能であり、この可塑化ユニット10を使用して溶融樹脂を射出することで、その溶融樹脂を高せん断ユニット20の加熱筒21内(高せん断領域K)に注入しているが、このような形態に限定されることはない。
すなわち、可塑化ユニット10に代えて、可塑化ユニット10とは構成の異なる別の手段を用いて溶融樹脂を注入路22aから高せん断ユニット20の高せん断領域Kに供給する形態を用いてもよい。適宜な性状の溶融樹脂等の粘性を有する材料を高せん断部に注入して高せん断できればよい。
【0071】
また、高せん断ユニット20の加熱筒21、内部帰還型スクリュー23の形状、寸法などの構成は本実施の形態に限定されることはなく、任意に設定することができる。
さらに、高せん断ユニット20の樹脂圧センサー33、温度センサー34、冷却流路35A、35Bなどの位置、数量などについても任意に設定することができる。
【符号の説明】
【0072】
1 高せん断装置
2 制御手段
10 可塑化ユニット
11 加熱筒(可塑化用加熱筒)
12 可塑化スクリュー
20 高せん断ユニット(高せん断部)
21 高せん断ユニットの加熱筒(材料加熱筒)
22 注入部
23 内部帰還型スクリュー
23a 先端部
23b 基端部
231 帰還穴
231a 帰還穴流入口
231b 帰還穴吐出口
24 駆動モータ
29a 排出路
33A 前部樹脂圧センサー
33B 後部樹脂圧センサー
35 冷却流路
35A、35B 第1冷却流路
40 冷却バルブ
41 冷却手段
44 トルクセンサー
45 冷却温度設定手段
46 トルクしきい値設定手段
49 トルクサンプリング手段
50 遅延タイマー
51 冷却バルブ開度演算手段
52 冷却バルブ開度固定手段
K 高せん断領域
P1 前部樹脂圧(材料圧力)
【技術分野】
【0001】
本発明は、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、またはポリマーブレンド/フィラー系の材料等の高分子材料を高せん断することによって、高分子材料の内部構造をナノレベルで分散及び混合するための高せん断装置および高せん断方法に関する。
【背景技術】
【0002】
従来、静置場では相互に溶け合わない(非相溶性)ブレンド系の材料において、相溶化剤等の余分な添加物を加えることなく、数十ナノメーターサイズの分散相を有する高分子ブレンド押出し物を製造するための高せん断機が知られている(例えば、特許文献1参照)。
特許文献1に記載された高せん断機は、内部帰還型の高せん断スクリューが搭載された高せん断機において、高せん断スクリューにより高分子ブレンド材料を溶融状態で例えば500〜3000min−1の回転数で高速回転させて数分間混練してナノ分散化させることで、耐熱性、機械的特性、寸法安定性等に優れた高分子ブレンド押出し物を製造するようにしたものである。
【0003】
図12は特許文献1に記載されている高せん断機の概略構成を示している。この高せん断機100は、加熱筒101に挿通されているテーパ形外周面形状を有する高せん断スクリュー102を例えば120〜240min−1の低速回転をさせながら、固体状のペレット試料104(高分子ブレンド系の樹脂)を投入口103より投入穴101aを通して棒等で押し込み、高せん断スクリュー102内に直接投入して可塑化させる。その後、スクリュー102を可塑化のための上述した低速回転から、より高速回転させることで、高せん断を行うものである。
なお、高せん断スクリュー102の外周面の溝面(スクリュー羽根102bどうしの間の溝面)には、ペレット試料104の投入穴101aに近接する後端側(基端側)から排出口105に近接する先端側に向かって次第に拡径されたテーパー面102aが形成されている。このテーパー面102aを設けることによって高せん断スクリュー102に供給された固体状のペレット試料104はスクリュー後端側から先端側に移動するに従って圧縮されて固体状態から可塑化して溶融するペースト状態になっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−313608号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の高せん断機では、以下のような問題があった。
すなわち、特許文献1に開示されている高せん断装置は、図12に示す高せん断スクリュー102の機能として、低速回転によって固体状の高分子ブレンド系の樹脂を可塑化させる機能と、高速回転によって溶融樹脂を高せん断する機能との二つの機能を有している。つまり、固体状の樹脂を圧縮させて可塑化して溶融するために高せん断スクリューの外周面にはテーパー面102a、すなわちコンプレッション形状とする必要があるが、反対にテーパー面102aを設けることで高せん断される樹脂に一定のせん断応力がかけられず、高せん断効率が低下するといった問題があった。
【0006】
さらに、従来のように同一の高せん断スクリューによって可塑化と高せん断とを連続的に行う方法では、可塑化と高せん断とに必要な最適な形状や構成、条件等を設定することが難しく、樹脂のナノ分散化が不十分となり、それぞれ透明な高分子ブレンドによる押出された成形加工物が白濁したり茶褐色となる等、透明度が悪くなる不具合が生じ、安定して良好な押出し物を製造することができなかった。
【0007】
また、仮に、固体状の高分子系のブレンド樹脂を別の加熱筒内で加熱・混合して可塑化を達成した後、高せん断装置に供給して高せん断スクリューで高速回転させることで高せん断するとした場合、冷却を行わずに高せん断加工すると溶融樹脂の温度は急上昇する。すると、高せん断加工済みの樹脂が焼けてしまったり分散混合が困難になったり、ナノレベルの分散に長時間がかかることになる。
一方、高せん断加工時に冷却量が過大になると加熱筒内の冷却回路近傍の樹脂が過冷却になり、樹脂がナノレベルで分散しない、またはナノレベルでの分散に長時間がかかるという不具合がある。
上述のように高せん断加工時間が長くなると、既に高せん断済みの一部樹脂が焼けてしまったり、平均分子量が下がる等の弊害が生じるため、短時間で高せん断加工を行う必要がある。
【0008】
また、予め別の可塑化装置で加熱して可塑化した樹脂を高せん断装置に供給して高せん断する場合、高せん断スクリューを高速回転させることで高せん断加工するが、高速回転直後は樹脂粘度が高いために、大きなせん断発熱や摩擦発熱等が発生し、樹脂温度が急上昇する。一方で、樹脂粘度は樹脂温度とせん断速度によって決定されるが、樹脂温度が高いほど樹脂粘度は低くなり、樹脂粘度が高いほどせん断応力を与えることができるから、樹脂温度が急上昇すると樹脂粘度が低下してしまい、高いせん断応力を樹脂に与えることができないという不具合が生じる。
そのため、高せん断に際して、局所的に過冷却にならないように最速で所定の溶融温度まで低下させて安定させることが必要であるが、上述した従来の高せん断装置では高せん断時における急速な樹脂温度の低下を行うことはできなかった。
【0009】
本発明は、上述する問題点に鑑みてなされたもので、高分子材料の高せん断時に高速回転させると共に急速な温度の変化に迅速に応答して温度制御させ、効率よくナノレベルに分散及び混合できるようにした高せん断装置および高せん断方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明による高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、トルクセンサーで検出したトルクに応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、を備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、高分子材料はせん断発熱や摩擦発熱によって急激に温度上昇してしまうために粘度が低下してしまうが、内部帰還型スクリューの駆動源のトルクをトルクセンサーで検出し、このトルクの変化に応じて冷却手段によって高分子材料の温度を低下させる。このトルクは高せん断加工のスタート初期に急上昇すると材料温度も急上昇するが、これに応じてトルクが最大値になると冷却手段による冷却能力も最大になり、その後、トルクが低下するため冷却手段による冷却能力もこれに応答して小さくなり、冷却手段によって高分子材料の温度を迅速に低下させて粘度を高い状態に制御して高せん断加工を促進できる。
【0011】
本発明に係る高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、該トルクセンサーで検出したトルクに応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、内部帰還型スクリューのトルクが最大値から低下する際に冷却手段による冷却温度の低下を所定時間遅延させる遅延手段とを備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、高分子材料はせん断発熱や摩擦発熱によって急激に温度上昇してしまうために粘度が低下してしまうが、内部帰還型スクリューの駆動源のトルクをトルクセンサーで検出し、このトルクの変化に応じて冷却手段によって高分子材料の温度を低下させる。このトルクは高せん断加工のスタート初期に最大値になるために冷却手段による冷却能力も最大になり、その後、トルクが低下するため冷却手段による冷却能力も小さくなるが、トルクが最大になった時点の冷却手段による最大の冷却能力を遅延手段によって所定の遅延時間だけ保持することで、高分子材料の温度を迅速に低下させて粘度を高い状態にして高せん断加工を促進できる。
【0012】
本発明による高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出する圧力センサーと、圧力センサーで検出した材料圧力に応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段とを備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、高分子材料はせん断発熱や摩擦発熱によって急激に温度上昇してしまうために粘度が低下してしまうが、内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を圧力センサーで検出し、材料圧力の変化に応じて冷却手段によって高分子材料の温度を低下させる。材料圧力は高せん断加工のスタート初期に急上昇すると材料温度も上昇するが、これに応じて材料圧力が最大値になると冷却手段による冷却能力も最大になり、その後、材料圧力が低下するため冷却手段による冷却温度も小さくなり、冷却手段によって高分子材料の温度を迅速に低下させて粘度を高い状態にして高せん断加工を促進できる。
【0013】
また、本発明による高せん断装置は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段と、内部帰還型スクリューによる高分子材料移動方向前方側の高分子材料の材料圧力を検出する圧力センサーと、該圧力センサーで検出した材料圧力に応じて冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、内部帰還型スクリューの材料圧力が最大値から低下する際に冷却手段による冷却温度の低下を所定時間遅延させる遅延手段とを備えたことを特徴とする。
本発明による高せん断装置によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を圧力センサーで検出し、材料圧力の変化に応じて冷却手段によって高分子材料の温度を低下させる。この材料圧力は高せん断加工のスタート初期に最大値になるために冷却手段による冷却能力も最大になり、その後、材料圧力が低下するため冷却手段による冷却温度も小さくなるが、材料圧力が最大になった時点の冷却手段による冷却温度を遅延手段によって所定の遅延時間だけ保持することで高分子材料の冷却能力を最大に維持できるため、高分子材料の温度を迅速に低下させて粘度を高い状態にして高せん断加工を促進できる。
【0014】
また、冷却手段は、冷却媒体を材料加熱筒内に流通させる冷却流路と、該冷却流路に供給する冷却媒体の流量を調整する冷却バルブとを備えており、この冷却バルブは冷却媒体流路の開閉を制御する開閉弁または開度を制御する開度制御弁であることが好ましい。
トルクまたは材料圧力の変化に応じて、材料加熱筒内の冷却流路に設けた開閉弁の開度または開閉率を制御することで、冷却流路に流れる冷却媒体の流量を調整して材料加熱筒を通した高分子材料の冷却能力を制御できる。
【0015】
また、内部帰還型スクリューを高速回転させる駆動源のトルクの上限しきい値をA、下限しきい値をBとし、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって冷却バルブの開度または開閉率Dを設定するようにしてもよい。
(C−B)/(A−B)=D ……(1)
或いは、内部帰還型スクリューの帰還穴流入口近傍における高分子材料の材料圧力の上限しきい値をA’、下限しきい値をB’、圧力センサーで検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって冷却バルブの開度または開閉率D’を設定するようにしてもよい。
(C’−B’)/(A’−B’)=D’ ……(2)
【0016】
また、内部帰還型スクリューの回転数は、100〜3300min−1であることが好ましく、この範囲内であれば、高分子材料に応じて高速回転数を選定することで高せん断を行える。
また、材料加熱筒の内周面と内部帰還型スクリューの外周面との間隙は略円筒状に形成され、内部帰還型スクリューの外周面にはスクリュー羽根が螺旋状に形成されていることが好ましい。
高分子材料が循環して流動する材料加熱筒の内周面と内部帰還型スクリューの外周面との間隙において、内部帰還型スクリューを高速回転させることでスクリュー羽根によって高せん断できる。
また、高せん断部には、固体状の高分子材料を加熱して可塑化させるプレ加熱部が設けられ、該プレ加熱部から材料加熱筒内に可塑化された高分子材料を供給するようにしてもよい。
これにより、高せん断部の構造を高分子材料の高せん断に好適な形状に構成できる。
【0017】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューの駆動源のトルクを検出し、トルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする。
本発明による高せん断方法によれば、内部帰還型スクリューを高速回転させることで可塑化した高分子材料を高せん断する際、内部帰還型スクリューの駆動源のトルクが高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量もトルクの変化に応じて増減する。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、高分子材料の温度上昇に応じてトルクも上昇するから、トルクの変化に応じて冷却媒体の流量を変化させることで高分子材料の温度を低下させて粘度を高い状態に保持して高せん断加工を促進できる。
【0018】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューの駆動源のトルクを検出し、このトルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、内部帰還型スクリューの高速回転で検出された最大トルクに応じて冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで冷却媒体の最大流量を保持するようにしたことを特徴とする。
本発明による高せん断方法によれば、内部帰還型スクリューを高速回転させることで可塑化した高分子材料を高せん断する際、内部帰還型スクリューの駆動源のトルクが高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量もトルクの変化に応じて増減するが、トルクが最大になった時点で得られる冷却媒体の最大流量を所定の遅延時間の間だけ保持させることで高い冷却能力を維持できるため、短時間で高分子材料の温度を低下させることができる。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、最大流量の冷却媒体を遅延時間の間だけ保持することで高い冷却能力を維持できて高分子材料の温度を低下させるから、粘度を高い状態に保持して高せん断加工を促進できる。
【0019】
また、内部帰還型スクリューの駆動源のトルクの上限しきい値をA、下限しきい値をB、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって冷却媒体を供給する冷却バルブの開度または開閉率Dを設定して冷却媒体の流量を制御することが好ましい。
(C−B)/(A−B)=D ……(1)
駆動源のトルクの変化に応じて(1)式により冷却バルブの開度または開閉率Dを調整することで、材料加熱筒に供給する冷却媒体の流量を変化させることで高分子材料の温度を下降させることができる。
【0020】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出し、材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする。
本発明による高せん断方法によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、内部帰還型スクリューの帰還穴入口近傍における高分子材料の材料圧力が高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量も材料圧力の変化に応じて増減する。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、高分子材料の温度上昇に応じて高分子材料の材料圧力も上昇するから、材料圧力の変化に応じて冷却媒体の流量を変化させることで高分子材料の温度を低下させて粘度を高い状態に保持して高せん断加工を促進できる。
【0021】
本発明による高せん断方法は、高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に内部帰還型スクリューによる高分子材料移動方向前方側の高分子材料の材料圧力を検出し、材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、内部帰還型スクリューの高速回転で検出された材料圧力の最大値に応じて冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで冷却媒体の最大流量を保持するようにしたことを特徴とする。
本発明による高せん断方法によれば、可塑化した高分子材料を、内部帰還型スクリューを高速回転させることで高せん断する際、内部帰還型スクリューの帰還穴入口近傍における高分子材料の材料圧力が高せん断加工のスタート直後に急激に上昇して最大値になり、その後、急激に下降してなだらかに変化する定常状態になる。その際、材料加熱筒に供給する冷却媒体の流量も材料圧力の変化に応じて増減する。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、材料圧力が最大になった時点で得られる冷却媒体の最大流量を所定の遅延時間だけ保持させることで高い冷却能力を維持できるため、短時間で高分子材料の温度を低下させることができる。高せん断加工によって高分子材料の温度が急上昇すると粘度は低下するが、最大流量の冷却媒体を遅延時間の間だけ保持することで高い冷却能力を維持できて高分子材料の温度を低下させるから、粘度を高い状態に保持して高せん断加工を促進できる。
【0022】
また、材料圧力の上限しきい値をA’、下限しきい値をB’、検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって冷却媒体を供給する冷却バルブの開度または開閉率D’を設定することで冷却媒体の流量を制御することが好ましい。
(C’−B’)/(A’−B’)=D’ ……(2)
高分子材料の材料圧力の変化に応じて(2)式により冷却バルブの開度または開閉率Dを調整することで、材料加熱筒に供給する冷却媒体の流量を変化させることで高分子材料の温度を下降させることができる。
【発明の効果】
【0023】
本発明による高せん断装置および高せん断方法によれば、高分子材料を高せん断加工する際、高分子材料の温度変化に迅速に対応する駆動源のトルクまたは高分子材料の材料圧力の変化を検出して高分子材料の冷却能力を増減する。これによって、高分子材料の冷却能力を応答性良くさせて高分子材料の温度低下を急速に行うことができる。これによって高分子材料の粘度低下を抑えて高いせん断力を付与できて、高分子材料の内部構造をナノレベルで分散・混合することができる。
本発明による高せん断装置および高せん断方法によれば、高分子材料を高せん断加工する際、高分子材料の温度変化に迅速に対応する駆動源のトルクまたは高分子材料の材料圧力の変化を検出して高分子材料の冷却能力を増減すると共に、トルクまたは材料圧力が最大となった時点における高分子材料の最大の冷却能力を遅延時間だけ維持することで高分子材料の冷却能力を高く維持して高分子材料の温度低下を急速に行うことができる。これによって高分子材料の粘度低下を抑えて高いせん断力を付与できるため、短時間で高分子材料の内部構造をナノレベルで分散・混合することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態による高せん断装置の概略構成を示す一部破断平面図である。
【図2】高せん断ユニットの要部構成を示す一部破断平面図である。
【図3】高せん断装置の一部破断拡大平面図である。
【図4】図3に示す高せん断ユニットの拡大断面図である。
【図5】高せん断時におけるトルクと樹脂温度と前部及び後部樹脂圧を示すタイミングチャートである。
【図6】高せん断装置に用いられる冷却温度制御手段のブロック図である。
【図7】高せん断時におけるモータトルクと冷却バルブの開度とを示すタイミングチャートである。
【図8】本実施形態における高せん断方法を示すフロー図である。
【図9】高せん断時における冷却バルブ開度を設定するためのフローチャートである。
【図10】本実施形態による高せん断方法における遅延時間を設けた冷却バルブ開度とトルクと樹脂温度と前部及び後部樹脂圧とを示すタイミングチャートである。
【図11】変形例による高せん断方法における遅延時間を設けない冷却バルブ開度とトルクと樹脂温度と前部及び後部樹脂圧とを示すタイミングチャートである。
【図12】従来の高せん断部の概略構成を示す一部破断側面図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施形態による高せん断装置と高せん断方法について、図1乃至図10に基づいて説明する。
図1に示す本発明の実施形態による高せん断装置1は、高分子材料である高分子ブレンド系の樹脂を溶融状態にして高せん断応力を与えつつ混練することで、樹脂の内部構造をナノレベルまで分散して混合するものである。
本実施の形態による高せん断装置1は、例えばペレット形状をなす固体状の高分子ブレンド系の樹脂(以下、「固体状樹脂」という)を可塑化して溶融させる可塑化ユニット10(可塑化部)と、この可塑化ユニット10によって可塑化された溶融樹脂を注入部22から注入して溶融樹脂をナノ分散化させる高せん断ユニット20(高せん断部)とを備えている。
【0026】
高せん断装置1で使用対象とする高分子材料として、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、ポリマーブレンド/フィラー系の樹脂材料等のブレンド材料が挙げられる。非相溶性ポリマーブレンド系として、例えばポリフッ化ビニリデン(PVDF)とポリアミド11(PA11)の組み合わせや、ポリカーボネート(PC)とポリメチルメタクリレート(PMMA)の組み合わせがある。ポリマー/フィラー系としては、例えばポリ乳酸とカーボンナノチューブ(CNT)の組み合わせがあり、ポリマーブレンド/フィラー系として、例えばPVDFとポリアミド6とCNTとの組み合わせなどがある。
なお、本発明では高分子系ブレンド材料に限定されることなく、他のブレンド材料や、ブレンドしない単一の分子材料等を高せん断してナノ分散化することもできる。
【0027】
図1において、可塑化ユニット10は投入される固体状樹脂を混練して可塑化溶融するための可塑化スクリュー12の回転軸方向を略水平方向に向けて配置される。高せん断ユニット20は可塑化ユニット10より注入された溶融樹脂を高せん断するための図2に示す内部帰還型スクリュー23の回転軸方向を可塑化スクリュー12の回転軸方向に直交する略水平方向に向けて配置されている。そして、可塑化ユニット10は、射出ノズル15を高せん断ユニット20の注入部22に対して着脱可能な構成となっている。
【0028】
ここで、図1に示す高せん断装置1は、可塑化スクリュー12部分が破断した断面図となっており、後述するホッパー14及びホッパー台17は側面から見た図となっている。
なお、以下の説明では、可塑化ユニット10及び高せん断ユニット20における可塑化スクリュー12、内部帰還型スクリュー23のそれぞれの軸方向でスクリューの送り方向前方を「前方」、「前端」、「先端」とし、その反対側を「後方」、「後端」、「基端」として統一して用いる。また、後述する可塑化ユニット10の加熱筒11と高せん断ユニット20の加熱筒21においても同様に、それぞれに挿通されるスクリュー12、23の送り方向前方を「前方」、「前端」、「先端」とし、その反対側を「後方」、「後端」、「基端」として統一して用いる。
【0029】
図1に示す可塑化ユニット10は、略水平方向に配設した略中空円筒形状の加熱筒11(可塑化用加熱筒)内に略棒状の可塑化スクリュー12が挿通されている。可塑化スクリュー12は加熱筒11と略同軸に配置されており、加熱筒11内で中心軸線回りに回転可能かつ軸方向に往復移動可能とされている。可塑化スクリュー12の軸方向一端側をなす基端部12a側には、可塑化スクリュー12に回転及び軸方向への往復移動をさせるための駆動部13が連結されている。
加熱筒11における可塑化スクリュー12の基端部12aには固体状樹脂を供給するホッパー14が設けられ、可塑化スクリュー12の軸方向他端側をなす先端部12b側には射出ノズル15(射出部)が取り付けられている。
【0030】
可塑化ユニット10の加熱筒11は、外周面が複数のヒーター16、16、…によって覆われている。加熱筒11の肉厚部には温度センサー18が挿入されている(図3参照)。温度センサー18で随時測定する加熱筒11内の温度に基づいてヒーター16の温度を制御することで、加熱筒11は温度調節可能となっており、これにより加熱筒11内の固体状樹脂を溶融すると共に、可塑化スクリュー12で混練される溶融樹脂の温度を制御できる。
加熱筒11の基端部11aには、ホッパー14を支持するとともにホッパー14に供給された固体状樹脂を可塑化スクリュー12の基端部12a側に落とし込む挿通穴17aを有するホッパー台17が固定されている。
また、加熱筒11の先端部11bの内面に設けた射出ノズル15は、その流路(射出口15a)を加熱筒11の可塑化スクリュー12を挿通させた内空部(可塑化領域R)に連通させた状態で取り付けられている。なお、可塑化領域Rとは、加熱筒11と可塑化スクリュー12との間の空間であって、ホッパー14より供給された固体状樹脂が溶融されつつ前方に送られる領域である。
【0031】
また、可塑化スクリュー12の基端部12aは、駆動部13のスクリュー回転軸133に一直線上となるように連結されている。駆動部13は、可塑化スクリュー12を回転させる回転機構13Aと、可塑化スクリュー12をその軸方向へ往復移動させてスクリュー12内の溶融樹脂を射出ノズル15から射出させるための射出機構13Bとを備えている。
回転機構13Aは、固定部131上に固定された第1駆動モータ132と、その駆動モータ132の回転力が伝達されるスクリュー回転軸133とを備えている。そして、スクリュー回転軸133と可塑化スクリュー12の基端部12aとは、連結部材134によって一直線上に連結されている。
【0032】
射出機構13Bは、可塑化スクリュー12の軸方向に平行にねじ軸を配置させて固定部131に固定されたボールねじ135と、このボールねじ135に対して回転可能に螺合されたナット136と、ナット136に回転力を伝達するとともに固定部131と分離して配置された第2駆動モータ137とを備えている。
第2駆動モータ137の回転駆動によってナット136を回転させることで、ナット136に螺合するボールねじ135が往復移動する。これによって、ボールねじ135を固定支持する固定部131が、その固定部131上の第1駆動モータ132、スクリュー回転軸133と一体に往復移動することで、スクリュー回転軸133に連結された可塑化スクリュー12が加熱筒11内でその軸方向に往復移動することになる。つまり、可塑化スクリュー12は、回転と往復移動により加熱筒11内で可塑化した溶融樹脂を射出ノズル15から射出させる機能を有している。
【0033】
次に図2及び図3に基づいて高せん断ユニット20について説明する。高せん断ユニット20は、溶融樹脂の注入部22を有するとともに略水平方向に配した略中空円筒形状の加熱筒21(本発明の材料加熱筒に相当する)と、この加熱筒21内に挿通された状態で中心軸線回りに回転可能な略円柱形状の内部帰還型スクリュー23と、この内部帰還型スクリュー23の基端部23b側に連結されたシャフト25と、このシャフト25を介して内部帰還型スクリュー23を回転させるための駆動モータ24と、シャフト25をベアリング26を介して回転可能に支持する振止め支持部27と、内部帰還型スクリュー23の先端側に設けられた成形加工部をなすT−ダイ29を有する先端保持部28とを備えている。なお、加熱筒21と内部帰還型スクリュー23は同軸に形成されている。
また、加熱筒21の周方向後方側の略下側にスリット211が設けられている。その後方において、シャフト25の外周面には逆ねじ形状のねじ溝部251が形成されている。更にシャフト25には溶融樹脂をシャフト25と分離させて誘導するテーパ面212が設けられ、シャフト25の振止め支持部27に対して先端側にはシャフトテーパー面252が形成されている。これらにより、加熱筒21から後方に漏洩した溶融樹脂が、シャフト25の回転とともにスリット211から排出し、残った漏洩樹脂はねじ溝部251に案内されて後方へ送られる。更漏洩樹脂はテーパ面212から排出されたり、シャフトテーパー面252で冷却固化しつつ割れることになる。
【0034】
図2において、高せん断ユニット20の加熱筒21は、長手方向を略水平方向に向けた状態で保持され、外周面がヒーター38によって覆われている。ヒーター38を温度制御することで加熱筒21は温度調節可能となっている。加熱筒21は、基端部21b(図3で左側)が本体支持部30によって支持されており、先端部21aに先端保持部28が連結されている。
また、加熱筒21に設けられる注入部22には内部帰還スクリュー23を回転可能に収容する内空部即ち高せん断領域Kに連通する注入路22aが形成されている。注入路22aの外周側開口部には上述した射出ノズル15の射出口15aが係合して連通する構成となっている。高せん断領域Kは加熱筒21と内部帰還型スクリュー23との間の略円筒状の隙間である。
これにより、可塑化ユニット10の射出ノズル15から射出された溶融樹脂を注入部22の注入路22aを通して加熱筒21内の高せん断領域Kに流入させることができる。
【0035】
ここで、図4において、注入部22に形成される注入路22aの位置は、内部帰還型スクリュー23の後端寄りに設けられている帰還穴231の吐出口231b(後述する)よりも先端側の位置となっている。
そして、注入部22の注入路22aの途中には、加熱筒21の内空部に可塑化ユニット10からの溶融樹脂の流入量を調整するための開閉制御が可能な注入バルブ31が注入手段として設けられている。注入バルブ31は、予め設定された時間等に応じて溶融樹脂の注入量を制御することが可能な自動開閉式とされている。
【0036】
内部帰還型スクリュー23は、加熱筒21内に略同軸に挿通された状態で回転可能に設けられ、その基端部23bが駆動モータ24の回転軸に連結されたシャフト25と同軸に連結され、駆動モータ24の回転力が伝達されている。内部帰還型スクリュー23は駆動モータ24により、例えば100〜3300min−1の回転数で高速回転させて溶融樹脂を混練しつつ高せん断することができる。
内部帰還型スクリュー23は略円柱状に形成され、その外周面には螺旋状にスクリュー羽根23cが突出して形成されていて、内部帰還型スクリュー23が高速回転することで高せん断領域Kの溶融樹脂を高速でせん断しつつ前方に移送するようになっている。
内部帰還型スクリュー23の内部には、その回転中心である中心軸線に沿って帰還穴231が穿孔されており、帰還穴231は先端部23aに流入口231aが開口し、溶融樹脂の注入路22aよりも後側における内部帰還型スクリュー23の外周面に吐出口231bが開口している。帰還穴231は内部帰還型スクリュー23の中心軸線上を流入口231aから後方に延びて吐出口231a近傍の位置で滑らかに湾曲して中心軸線から外れて外周面に向けて略径方向外側に延びて吐出口231aに連通する流路を有している。
帰還穴231は流入口231aと吐出口231bとで高せん断領域Kに連通している。
【0037】
この帰還穴231において、流入口231aが高せん断中に帰還穴231内を流れる溶融樹脂の上流側となり、吐出口231bが下流側となる。つまり、高せん断領域Kに注入された溶融樹脂は、内部帰還型スクリュー23の回転とともに溝面23dに沿って先端側に送られ、先端部23aと先端保持部28との間隙S2において流入口231aより帰還穴231に流入して後方へ流れて吐出口231bより吐出され、再び内部帰還型スクリュー23の回転とともに先端側へ送られる循環がなされる。
【0038】
また、図4に示すように、内部帰還型スクリュー23は、スクリュー羽根23cの間の溝面23dが外周面として中心軸線に平行となる構成、すなわち加熱筒21の内面21cと内部帰還型スクリュー23の外周面の溝面23cとの間の隙間が中心軸線方向にわたって一定の略円筒状の間隔S1となっている。高せん断領域Kは間隙S1と間隙S2とで形成されている。
そのため、内部帰還型スクリュー23の外周面における溝面23dにコンプレッション形状(テーパー形状)を形成させた従来技術における可塑化併用の内部帰還型スクリューのように先端側のスクリュー外周側の隙間が小さくならないので、混練に必要な溶融樹脂の循環がスムーズとなり、高せん断効率を高めることができる。
【0039】
また、スクリュー形状の設計に幅が広がり高せん断を行うことができるとともに、溶融樹脂の材質、加工能力などの条件に合わせて適宜な形状の内部帰還型スクリュー23を使用することができる。
図4において、内部帰還型スクリュー23の基端部23bは、スクリュー羽根23cが形成されていない高せん断領域Kの範囲外の位置に設けられていて、スクリュー羽根23cと同一外径で形成された円柱状領域である。この基端部23bは加熱筒21の内面21cに対して液密に摺動可能となっている。
【0040】
また、図2に示すように、加熱筒21の肉厚部には、樹脂圧センサー33(圧力センサー)として、内部帰還型スクリュー23の軸方向における前部と後部の各樹脂圧を検出するための前部樹脂圧センサー33Aと後部樹脂圧センサー33Bが埋め込まれている。そのため、前部樹脂圧センサー33Aおよび後部樹脂圧センサー33Bのそれぞれの検知部は加熱筒21内の高せん断領域Kに露出して配置されている。
前部樹脂圧センサー33Aは内部帰還型スクリュー23の先端部23a付近(流入口231a付近)の樹脂圧(材料圧力)が検出可能な位置とされ、後部樹脂圧センサー33Bは帰還穴231の吐出口231b付近の樹脂圧(第2圧力)が検出可能な位置となっている。
【0041】
また、高せん断ユニット20には、ヒータ38の加熱温度、注入バルブ31及び排出バルブ32,加熱筒21等の温度を検出する温度センサー34、加熱筒21の冷却温度を制御する冷却バルブ40等を作動させる制御手段2が設けられている。
なお、本高せん断装置1は、可塑化ユニット10と高せん断ユニット20とを分離した構成を有しており、内部帰還型スクリューを搭載した高せん断加工機に樹脂を加熱させたり可塑化させたりして溶融させる機能をもたせる必要がなくなることから、高せん断の条件に合った最適な制御を行うことが可能な構成となっている。
【0042】
図3に示すように、加熱筒21に接続した先端保持部28には、加熱筒21の高せん断領域Kの間隙S2を通して連通する排出路29aが形成されている。先端保持部28における排出路29aの排出側には下方に向かうに従って開口断面が拡径する成形加工部をなすT−ダイ29が形成されている。先端保持部28もヒーター38(図2参照)によって温度調整可能となっている。
そして、排出路29aの途中には、高せん断領域Kから排出されるナノ分散樹脂の排出量を調整するための排出バルブ32が排出手段として設けられている。この排出バルブ32は、予め設定された高せん断混練時間等に応じて排出量を制御することが可能な自動開閉式とされ、上述した注入バルブ31の開閉動作に連動している。
つまり、上述した注入バルブ31と排出バルブ32とは、制御手段2からの出力信号により、任意のタイミングで溶融樹脂の注入と高せん断された溶融樹脂の排出とを制御可能な構成となっている。これにより、高せん断混練時間、排出時間、及び射出時間を任意に設定することができる。
【0043】
また、図2に示すように、加熱筒21及び先端保持部28には適宜な位置に温度センサー34(34A、34B、34C、34D)が設けられており、高せん断時の加熱筒21及び先端保持部28の温度が制御手段2に入力されて管理され、ヒーター38で温度調整できるようになっている。
さらに、図3に示すように、加熱筒21、本体保持部30、振止め支持部27には、それぞれ冷却流路35、36、37が埋設されている。これら冷却流路35、36、37は冷却媒体タンク39から循環する各管路を通して例えば水、空気、ガス等の冷却媒体が流通するものであり、加熱筒21の管路には冷却媒体の流量を制御するための冷却バルブ40が設けられている。
特に、加熱筒21内に埋設した第1冷却流路35A、35B(35)は、例えば内部帰還型スクリュー23の先端部23a近傍と帰還穴出口231b近傍に略リング状または螺旋状に配設されている。第1冷却流路35A、35Bは冷却バルブ40によって冷却媒体の流量を制御して加熱筒21の冷却温度の調整を行うものである。
【0044】
冷却バルブ40は例えば制御手段2によって制御される電磁弁であり、弁体の開度を大小制御することで冷却媒体の流量を調整する開閉弁であるが、これに代えてON、OFF切り換えによって弁体の開閉を切り換えて開閉率によって冷却媒体の流量を調整する開度調整弁を採用してもよい。
第1冷却流路35A、35B、その管路に設けた冷却バルブ40、冷却媒体タンク39は加熱筒21内における高せん断領域K内の高分子材料を冷却するための冷却手段41を構成する。
また、本体保持部30の第2冷却流路36は、加熱筒21の内部帰還型スクリュー23の基端部23bに対応する外側領域を冷却するために設けられている。振止め支持部27の第3冷却流路37は、振止め支持部27でシャフト25を冷却することで、シャフト25を通じて加熱筒21から伝達される熱や駆動モータ24から伝達される熱からベアリング26を保護する。
【0045】
次に本実施形態における加熱筒21内の溶融樹脂の冷却温度制御手段について図5及び図6を中心に説明する。
高せん断ユニット20において、内部帰還型スクリュー23を高速回転させて高せん断領域Kに供給された溶融樹脂を高せん断する場合、内部帰還型スクリュー23の高速回転によってせん断をかけたときの内部樹脂圧力が重要である。即ち、溶融樹脂は温度が高いと粘度が小さく温度が低下すると粘度が高くなる。一方で、溶融樹脂にせん断をかけるとせん断抵抗やせん断摩擦による発熱によって樹脂温度が急上昇する特性を有している。そのため、溶融樹脂に高せん断をかけると樹脂温度が急上昇するために粘度が低下してせん断力が低減し高いせん断応力を付与できない不具合が生じる。
特に内部帰還型スクリュー23によって高速回転をスタートさせた初期ではせん断抵抗とせん断摩擦が最も高く、しかも高速回転による高せん断時間は、本実施形態の場合、ほぼ300秒〜10秒、好ましくは約120秒〜10秒前後の短時間であるために、急上昇する樹脂温度をタイムリーに低下させて安定させる必要がある。高せん断ユニット20には加熱筒21や先端保持部28に温度センサー34A〜34Dが設けられているが、これらの温度センサー34A〜34Dで温度を検出して、冷却流路35A、35B内の冷却媒体の流量を制御するとしても、温度センサー34A〜34Dは熱伝導の応答性が悪く冷却が遅れるために短時間による高せん断に対応できない。
【0046】
図5は、高分子ブレンド樹脂材料として例えばポリカーボネート樹脂とアクリル樹脂を混合比8:2で混合したものを可塑化ユニット10で220℃〜240℃程度の温度で溶融し、この溶融樹脂を高せん断ユニット20に供給して1回の高せん断の工程でトルクや樹脂温度等を測定したグラフを示している。なお、樹脂温度は内部帰還型スクリュー23の先端部23aに対向する先端保持部28に設けた図2に示す温度センサー34Bで測定したものとする。
図5において、内部帰還型スクリュー23を例えば2500min−1で60秒間高速回転させると、内部帰還型スクリュー23を駆動させる駆動モータ24のトルクと前部樹脂圧P1は回転数の急上昇に応答性よく上昇する。一方で、高せん断領域K内の樹脂温度の測定はトルクや前部樹脂圧P1に遅れて250℃程度まで上昇する。
そのため、トルクまたは前部樹脂圧P1を用いて溶融樹脂の冷却制御を行うことが、応答性が良く好ましいといえる。
本実施形態では、駆動モータ24のトルクを検出して溶融樹脂の冷却温度制御を第1冷却流路35A、35Bの冷却媒体の流量制御を行うものとする。そのため、駆動モータ24のトルクを検出して第1冷却流路35A、35Bの冷却媒体の流量制御を行うことについて説明する。
【0047】
本実施形態による高せん断装置1では、図1及び図2に示す内部帰還型スクリュー23の駆動モータ24にそのトルクを検出するトルクセンサー44を設けている。図6は制御手段2に設けられた冷却温度設定手段45を示すブロック図である。冷却温度設定手段45に入力されるデータとして、トルク以外にトルクの上限しきい値Aと下限しきい値Bを設定するトルクしきい値設定手段46とが設けられている。
これら上限しきい値Aと下限しきい値Bは高せん断すべき材料や高速回転数等に応じて適宜設定される。また、高せん断すべき材料や高速回転数等に応じて、冷却バルブ40の高せん断初期の初期開度が上限しきい値Aと下限しきい値Bの間で予め設定される。
トルクセンサー44から入力される実測値のトルクCから内部帰還型スクリュー23の高速回転直後に発生するピークトルク(最大トルク)とその前後の変動するトルクをサンプリングするトルクサンプリング手段49が設けられている。また、検出されたピークトルク(以下、ピークのトルクCを符号Cpで示す)とその前後のトルクCに基づいて下式(1)により冷却バルブ40の最大開度Dとその前後の開度Dを演算する冷却バルブ開度演算手段51と、遅延タイマー50で設定された短時間だけ冷却バルブ40を最大開度に固定する冷却バルブ開度固定手段52とが設けられている。
【0048】
(C−B)/(A−B)×100=D(%) ……(1)
但し、A>C>B
冷却バルブ開度演算手段51で演算された冷却バルブ開度Dの信号は冷却バルブ40に出力される。
【0049】
ここで、遅延タイマー50は、トルクサンプリング手段49でピークトルクCpが検出されると、上記(1)式により最大開度D(以下、この最大開度を符号Dpで示す)が演算されると共にこの開度Dpに所定時間、例えば高せん断スタート時即ち冷却バルブ40の初期開度時から例えば数秒〜20秒程度の時間t、その後のトルクCの変化に関わらず冷却バルブ開度固定手段52によって固定保持する。これによって、図7に示すように、トルクが最大トルクCpから低下した後も所定の遅延時間tだけ冷却バルブ40が最大開度Dpに保持されるために高せん断領域Kの溶融樹脂の冷却処理を急速に進めることができる。
【0050】
基本的に、冷却バルブ40の開度Dは、高せん断スタート時の固定開度から樹脂温度が急上昇した後、急降下して想定温度に下がるまでの開度が最大開度Dpの遅延時間を介して急激に変動する前半を過渡期の冷却モードとし、これに続く開度の変化が小さく樹脂温度を安定した想定温度に保持する安定期の冷却モードとをとるように制御される。
なお、想定温度とは、トルクの変動が小さく樹脂温度の変化が小さい安定した定常状態の温度をいう(図5参照)。
これに対し、遅延時間tを設けることなく、トルクCの変動に応じて(1)式に基づいて冷却バルブ40の開度Dを変化させると、急上昇する樹脂温度の低下を急速に行うことができないために高せん断を短時間で行うことはできない。
なお、遅延タイマー50のカウントスタート時はピークトルクCp検出時または冷却バルブ40を最大開度Dpに設定した時でもよい。
また、遅延タイマー50と冷却バルブ開度固定手段52は遅延手段を構成する。冷却温度設定手段45において、トルクサンプリング手段49と冷却バルブ開度演算手段51は冷却温度制御手段を構成する。
【0051】
本実施の形態による高せん断装置1は上述の構成を備えており、次に高分子材料である高分子ブレンド系の樹脂についての高せん断方法を図8及び図9に示すフローチャートに沿って説明する。なお、高分子ブレンド系の樹脂として、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、ポリマーブレンド/フィラー系の固体状樹脂材料等を用いるものとするが、他の高分子材料を用いてもよい。
【0052】
先ず最初に高せん断処理の概略の工程について図8により説明する。
図1に示す高せん断装置1において、高分子ブレンド系の固体状樹脂としては上述したような2種以上の樹脂を混合した樹脂を使用する。加熱筒11内では、回転機構13Aの第1駆動モータ132を駆動させることで可塑化スクリュー12を適宜な低速で回転させる。加熱筒11はヒーター16によって予め適宜な温度に加熱させた状態にする。
この状態下で、固体状樹脂を可塑化ユニット10のホッパー14から加熱筒11内に所要量投入する(ステップS1)。加熱筒11内の可塑化領域Rで可塑化スクリュー12を回転させつつ、ヒータ16で固体状樹脂を加熱して可塑化する(ステップS2)。可塑化領域R内の樹脂を可塑化し混練することで溶融樹脂となり、可塑化ユニット10での樹脂の可塑化が完了となる(ステップS3)。
【0053】
次に、可塑化ユニット10内の溶融樹脂を高せん断ユニット20の加熱筒21内に注入する(ステップS4〜S7)。
具体的には、所望の性状の溶融樹脂が得られたタイミングで、制御手段2からの出力信号により高せん断ユニット20の注入バルブ31と排出バルブ32を開いて、高せん断ユニット20の注入路22aと排出路29aを開放する(ステップS4)。そして、第2駆動モータ137を駆動することでナット136を介してボールねじ135を固定部131と一体に前進移動させる。すると、固定部131上のスクリュー回転軸133が前進移動することで、可塑化スクリュー12が加熱筒11内でその軸方向に前進移動する。可塑化スクリュー12は、加熱筒11内で溶融樹脂を射出ノズル15から高せん断ユニット20の加熱筒21内へ射出させる。
【0054】
高せん断ユニット20では、加熱筒21内の内部帰還型スクリュー23を例えば400min−1で低速回転させる(ステップS5)。このとき、注入前の高せん断ユニット20の加熱筒21内の高せん断領域Kは空の状態であるため、溶融樹脂を注入することで内部の空気が排出路29aから排出され、高せん断ユニット20の加熱筒21内が溶融樹脂で次第に満たされる(ステップS6)。
そして、溶融樹脂の注入が完了すると(ステップ7)、制御手段2により注入バルブ31と排出バルブ32を閉じて各流路22a、29aが閉塞される。なお、注入完了の判断タイミングは、樹脂圧センサー33A、33Bによって検出される前部樹脂圧P1、後部樹脂圧P2の圧力値によって判断することができる。具体的には、前部樹脂圧P1と後部樹脂圧P2が安定した状態から上昇を開始した時点を検知して注入を完了する。
【0055】
注入バルブ31と排出バルブ32を閉じた段階で(ステップS8)、高せん断ユニット20で高せん断が行われる(ステップS9)。可塑化ユニット10では、注入バルブ31と排出バルブ32を閉じることで、高せん断ユニット20での高せん断に並行して、新たな固体状樹脂が供給されて可塑化が行なわれる処理をステップS1〜S3で繰り返す。
高せん断ユニット20では、加熱筒21内の内部帰還型スクリュー23を高速回転させる。高速回転数は投入される樹脂材料によって決定される。本実施形態では、上述した低速回転より高速回転である400超〜3300min−1、例えば2500min−1で回転させ、高せん断領域K中の溶融樹脂に対して設定時間、例えば60秒高せん断を行うことで溶融樹脂をナノ分散化させ、ナノ分散樹脂が形成される。
【0056】
高せん断領域K内に注入された溶融樹脂は、図4に示すように、内部帰還型スクリュー23の外周面側ではこのスクリュー23の高速回転とともに主に溝面23d上で先端側へ送られる。そして、内部帰還型スクリュー23の先端部23aで間隙S2から流入口231aより帰還穴231内を後方へ流れ、吐出口231bより内部帰還型スクリュー23の外周面に流出して溝面23d上に帰還し、再び先端側に送られるといった循環流動を高速で所定時間繰り返す。
これによって、溶融樹脂が混練されると共に高せん断応力が付与される。この循環により溶融樹脂はナノ分散化され、内部構造をナノレベルで分散及び混合される。
【0057】
次に、設定された高せん断加工時間に到達したとき(ステップS10)には、内部帰還型スクリュー23の回転速度を高速回転から中速回転に切り替える(ステップS11)。中速回転とは上述した低速回転より大きく高速回転より小さい回転数領域であり、例えば、400超〜1000min−1である。そして、注入バルブ31と排出バルブ32とを開けて(ステップS12)、高せん断された高せん断領域K内のナノ分散樹脂が内部帰還型スクリュー23の回転とともに先端側の排出路29aから排出され(ステップ13)、T−ダイ29から排出された溶融樹脂を高分子ブレンド押出し物として得ることができる。
【0058】
予め設定した排出時間に到達し(ステップS14)、高せん断ユニット20の加熱筒21内で製造したナノ分散樹脂が全て排出された状態に至ると、再びステップS5に戻る。ここでは、内部帰還型スクリュー23の高速回転と並行して、可塑化ユニット10で新たな溶融樹脂が製造され、処理が完了している(ステップS1〜S3)。
そのため、高せん断ユニット20の内部帰還型スクリュー23を中速回転から低速回転に戻して回転させつつ(ステップ5)、可塑化ユニット10より溶融樹脂を射出ノズル15より射出する(ステップS6)。
このようにして、同様の処理を繰り返すことにより順次、樹脂を高せん断して内部構造をナノレベルで分散・混合することができる。
【0059】
次に、本高せん断装置1において、本実施形態による高せん断時における樹脂の冷却方法について、図9に示すフローシートに基づいて説明する。
図9において、高せん断の開始に先立って、制御手段2において、予め内部帰還型スクリュー23の駆動モータ24のトルクにおける上限しきい値Aと下限しきい値Bを設定する(ステップS21)。これらトルクのしきい値A,Bは高せん断される材料に応じて予め行われた実験に基づいて設定され、内部帰還型スクリュー23の高速回転によって発生する駆動モータ24の実測トルクCに対してA>C>Bの関係にある。また、高せん断開始初期における、加熱筒21内の冷却流路35A、35Bに冷却媒体を供給するための冷却バルブ40の初期開度Dも設定する(ステップS21)。
【0060】
そして、内部帰還型スクリュー23を例えば2500min−1で高速回転させることで高せん断加工をスタートさせる(ステップS22)。なお、可塑化ユニット10から高せん断ユニット20の加熱筒21内に溶融樹脂を注入する際の内部帰還型スクリュー23の回転数は例えば400min−1の低速であり、溶融樹脂の温度は可塑化ユニット10での温度とほぼ同一であるから、高せん断開始時の樹脂温度は低く粘度が高い状態である。
この状態から、内部帰還型スクリュー23を高速回転させると、例えば2500min−1で高速回転を開始する。図10に示すように、高速回転開始直後は比較的樹脂温度が低いから、駆動モータ24のトルクが急激に上昇し、大きなせん断抵抗により大きなせん断発熱が発生して樹脂温度も急上昇する。トルクの急上昇に応答して高せん断領域K内における前部樹脂圧P1も急上昇する。
【0061】
高せん断加工のスタート時に、冷却バルブ40は固定の初期開度に設定されると共に、トルクセンサー44で検出された駆動モータ24のトルクCが冷却温度設定手段45のトルクサンプリング手段49に入力され、ピークトルクがサンプリングされる(ステップS23)。更に、遅延タイマー50に信号が出力されて遅延タイマー50のカウントが開始される(ステップS23)。トルクCはトルクサンプリング手段49から冷却バルブ開度演算手段51に入力され、(1)式により冷却バルブ40の開度Dが演算されて冷却バルブ40に出力され、冷却バルブ40の開度Dが制御される。
【0062】
そして、検出されるトルクCの変動により、トルクサンプリング手段49によってピークトルクCpが検出されると(ステップS24)、冷却バルブ開度演算手段51では下記(1)式によりピークトルクCpに応じた冷却バルブ40の開度Dが最大開度Dpとして演算され、この開度Dpに冷却バルブ40が制御される。
(C−B)/(A−B)×100=D(%) ……(1)
しかも、遅延タイマー50でカウントする遅延時間tの間、冷却バルブ開度固定手段52によって冷却バルブ開度演算手段51からの出力信号は最大開度Dpに固定される(ステップS25)。
トルクサンプリング手段49では、ピークトルクCpの検出後に、トルクセンサー44から入力されるその後のトルクCのサンプリングをスタートさせる(ステップS25)。
【0063】
高せん断ユニット20において、高せん断領域K内の樹脂温度が急上昇するとせん断抵抗が小さくなるので、内部帰還型スクリュー23の高速回転によるせん断抵抗が低下してトルクも急速に低下する。そのため、トルクセンサー44で検出されるトルクCも最大トルクCpに達した後、急激に低下する。
しかし、図7及び図10に示すように、遅延時間tの間、トルクCの変化に関わらず冷却バルブ40は最大開度Dpに保持されるから、冷却流路35A,35Bへ供給される冷却媒体の流量は最大値に保持され、加熱筒21の冷却を促進し、溶融樹脂の温度が低下する。そのため、図10において樹脂温度は250℃まで上昇することなく約242℃程度をピークとして急速に低下して想定温度へ短時間で近づく。
なお、溶融樹脂の想定温度とは、高分子ブレンド樹脂が溶融状態を維持しつつせん断抵抗を大きく保持できる定常状態の温度をいい、例えば230℃である。冷却による樹脂温度の急速な低下によって溶融樹脂のせん断抵抗が増大するから、高速回転する内部帰還型スクリュー23によって高いせん断応力が続けて得られる。
【0064】
そして、遅延タイマー50による遅延時間の経過後(ステップS26)、冷却バルブ開度固定手段52による冷却バルブ40の最大開度Dpでの固定が解除される。そのため、トルクセンサー44でその後に検出されたトルクCに基づいて、冷却バルブ開度演算手段51において(1)式によって冷却バルブ40の開度Dが設定され、冷却バルブ40はその時々のトルクCに応じた開度Dに設定される(ステップS27)。これにより、遅延時間を経過した後、冷却バルブ40の開度Dがトルク変化に応じて急激に小さくなり、冷却流路35A,35Bへ供給される冷却媒体の流量も低減する。樹脂温度も安定した温度まで低下する。
こうして、トルクは比較的安定した値に保持されるから、冷却バルブ40の開度Dも安定した状態に維持され、溶融樹脂の温度もなだらかで安定した想定温度230℃付近に保持される。そして、高せん断加工が終了する(ステップS28)。
【0065】
これに対し、冷却バルブ40の最大開度Dpでの遅延時間の設定をなくしたことを除いて、図10に示す1回の高せん断方法と同じ条件で高せん断した場合について説明する。
遅延時間を設けない場合において、内部帰還型スクリュー23の回転数、トルクや樹脂温度、前部樹脂圧P1、後部樹脂圧P2等の各測定データを図に示すと図11のようになった。
図11において、冷却バルブ40はピークトルクCpにおいて最大開度Dpに到達するものの、その後の急激なトルク低下に応じて(1)式によって冷却バルブ40の開度Dが小さくなるため、樹脂温度は、図10に示す実施形態の場合と比較して樹脂の冷却能力が若干劣り、250℃程度まで上昇して温度低下に転じた。
そのため、本実施形態と比較して溶融樹脂が250℃近くの高温に保持されることになり、内部帰還型スクリュー23を実施形態と同じ時間だけ高速回転させると、溶融樹脂の温度低下が遅れて高せん断加工が本実施形態の場合より遅れることになり、本実施形態と比較して得られる製品品質は若干劣るものであった。
【0066】
上述のように本実施形態による高せん断装置1および高せん断方法によれば、高せん断ユニット20において、高せん断加工時に内部帰還型スクリュー23の駆動モータ24のトルクに応じて加熱筒21内の溶融樹脂を冷却するための冷却バルブ40の開度を設定すると共に、高せん断スタート時の最大トルクに応じた冷却バルブ40の最大開度を遅延時間の間保持することで、急速に樹脂温度を低下させることができて、せん断抵抗を高く制御できるから、短時間で高せん断加工を高効率に行うことができて高分子材料の内部構造をナノレベルで連続して分散及び混合できる。
そのため、従来の高せん断装置では得られない高精度でナノレベルに分散された製品を短時間で製造できる。
【0067】
以上、本実施形態による高せん断装置1および高せん断方法の実施の形態について説明したが、本発明は上述の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である
例えば、上述の実施の形態では、駆動モータ24のトルクに基づいて冷却バルブ40の開度Dを(1)式によって設定することで樹脂温度を制御するようにしたが、トルクに代えて、高せん断ユニット20における高せん断領域K内の前部樹脂圧P1を用いて冷却バルブ40の開度を、遅延時間tを用いて制御して溶融樹脂の温度を制御するようにしてもよい。
この場合、冷却バルブ40の開度D‘が下記(2)式によって設定される。即ち、前部樹脂圧P1の上限しきい値をA’、下限しきい値をB’、圧力センサー33Aで検知される前部樹脂圧P1をC’(A’>C’>B’)として、下式(2)によって冷却バルブ40の開度または開閉率D’を設定する。
(C’−B’)/(A’−B’)=D’ ……(2)
【0068】
また、上述の実施形態では、冷却温度設定手段45に遅延タイマー50と冷却バルブ開度固定手段52を有する遅延手段によって、トルクまたは前部樹脂圧P1をピーク値の時点で所定の遅延時間tだけ、トルクまたは前部樹脂圧P1のピーク値に対応する冷却バルブ40の開度または開閉率D、D‘を最も大きな値に保持するようにして加熱筒21内の溶融樹脂の温度を急激に低下させるようにしたが、遅延手段は必ずしも設けなくてもよい。
この場合、図11に示すように、冷却バルブ40の開度または開閉率D、D‘はトルクまたは前部樹脂圧P1の増減変動に応じて遅延することなくタイムリーに増減変動するように制御される。このような変形例の場合には、溶融樹脂の温度は冷却温度設定手段45による冷却温度制御に遅延時間tを設けた場合よりも最大温度が約250℃と若干大きくなり、冷却手段41による溶融樹脂温度の冷却能力が若干低下するが、溶融樹脂の温度変化に対応した冷却処理によって高せん断力を確保することはできる。
そのため、このような遅延手段を持たない高せん断装置と、遅延時間tの冷却バルブ40による最大開度または開閉率D、D‘による冷却能力の保持を行わない高せん断方法も本発明に含まれるものとする。
【0069】
また、可塑化ユニット10において、加熱される材料としては、本実施の形態では固体状樹脂を採用しているが、その性状は粉体、流体、粒子からなる材料であってもよく、使用対象となる材料系としては、例えば非相溶性ポリマーブレンド系、ポリマー/フィラー系、さらにはポリマーブレンド/フィラー系の材料が挙げられる。また、他の材料を用いてもよい。
【0070】
また、本実施の形態では可塑化ユニット10は高せん断ユニット20に対して着脱可能であり、この可塑化ユニット10を使用して溶融樹脂を射出することで、その溶融樹脂を高せん断ユニット20の加熱筒21内(高せん断領域K)に注入しているが、このような形態に限定されることはない。
すなわち、可塑化ユニット10に代えて、可塑化ユニット10とは構成の異なる別の手段を用いて溶融樹脂を注入路22aから高せん断ユニット20の高せん断領域Kに供給する形態を用いてもよい。適宜な性状の溶融樹脂等の粘性を有する材料を高せん断部に注入して高せん断できればよい。
【0071】
また、高せん断ユニット20の加熱筒21、内部帰還型スクリュー23の形状、寸法などの構成は本実施の形態に限定されることはなく、任意に設定することができる。
さらに、高せん断ユニット20の樹脂圧センサー33、温度センサー34、冷却流路35A、35Bなどの位置、数量などについても任意に設定することができる。
【符号の説明】
【0072】
1 高せん断装置
2 制御手段
10 可塑化ユニット
11 加熱筒(可塑化用加熱筒)
12 可塑化スクリュー
20 高せん断ユニット(高せん断部)
21 高せん断ユニットの加熱筒(材料加熱筒)
22 注入部
23 内部帰還型スクリュー
23a 先端部
23b 基端部
231 帰還穴
231a 帰還穴流入口
231b 帰還穴吐出口
24 駆動モータ
29a 排出路
33A 前部樹脂圧センサー
33B 後部樹脂圧センサー
35 冷却流路
35A、35B 第1冷却流路
40 冷却バルブ
41 冷却手段
44 トルクセンサー
45 冷却温度設定手段
46 トルクしきい値設定手段
49 トルクサンプリング手段
50 遅延タイマー
51 冷却バルブ開度演算手段
52 冷却バルブ開度固定手段
K 高せん断領域
P1 前部樹脂圧(材料圧力)
【特許請求の範囲】
【請求項1】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、
該トルクセンサーで検出したトルクに応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、
を備えたことを特徴とする高せん断装置。
【請求項2】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、
該トルクセンサーで検出したトルクに応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、
前記内部帰還型スクリューのトルクが最大値から低下する際に前記冷却手段による冷却能力の変化を所定時間遅延させる遅延手段と
を備えたことを特徴とする高せん断装置。
【請求項3】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出する圧力センサーと、
該圧力センサーで検出した材料圧力に応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と
を備えたことを特徴とする高せん断装置。
【請求項4】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出する圧力センサーと、
該圧力センサーで検出した材料圧力に応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、
前記内部帰還型スクリューの材料圧力が最大値から低下する際に前記冷却手段による冷却能力の変化を所定時間遅延させる遅延手段と
を備えたことを特徴とする高せん断装置。
【請求項5】
前記冷却手段は、冷却媒体を前記材料加熱筒内に流通させる冷却流路と、該冷却流路に供給する冷却媒体の流量を調整する冷却バルブとを備えている請求項1乃至4のいずれかに記載された高せん断装置。
【請求項6】
前記駆動源のトルクの上限しきい値をA、下限しきい値をB、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって前記冷却バルブの開度または開閉率Dを設定するようにした請求項5に記載された高せん断装置。
(C−B)/(A−B)=D ……(1)
【請求項7】
前記冷却手段は、冷却媒体を前記材料加熱筒内に流通させる冷却流路と、該冷却流路に供給する冷却媒体の流量を調整する冷却バルブとを備えている請求項3または4に記載された高せん断装置。
【請求項8】
前記材料圧力の上限しきい値をA’、下限しきい値をB’、圧力センサーで検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって前記冷却バルブの開度または開閉率D’を設定するようにした請求項7に記載された高せん断装置。
(C’−B’)/(A’−B’)=D’ ……(2)
【請求項9】
前記内部帰還型スクリューの回転数は、100〜3300min−1であることを特徴とする請求項1乃至8のいずれかに記載された高せん断装置。
【請求項10】
前記材料加熱筒の内周面と前記内部帰還型スクリューの外周面との間隙は略円筒状に形成され、前記内部帰還型スクリューの外周面にはスクリュー羽根が螺旋状に形成されていることを特徴とする請求項1乃至9のいずれかに記載された高せん断装置。
【請求項11】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューの駆動源のトルクを検出し、
前記トルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする高せん断方法。
【請求項12】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューの駆動源のトルクを検出し、
前記トルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、
前記内部帰還型スクリューの高速回転で検出された最大トルクに応じて前記冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで前記冷却媒体の最大流量を保持するようにしたことを特徴とする高せん断方法。
【請求項13】
前記内部帰還型スクリューのトルクの上限しきい値をA、下限しきい値をB、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって冷却媒体を供給する冷却バルブの開度または開閉率Dを設定して冷却媒体の流量を制御するようにした請求項11または12に記載された高せん断方法。
(C−B)/(A−B)=D ……(1)
【請求項14】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出し、
前記材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする高せん断方法。
【請求項15】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出し、
前記材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、
前記内部帰還型スクリューの高速回転で検出された材料圧力の最大値に応じて前記冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで前記冷却媒体の最大流量を保持するようにしたことを特徴とする高せん断方法。
【請求項16】
前記材料圧力の上限しきい値をA’、下限しきい値をB’、圧力センサーで検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって前記冷却媒体を供給する冷却バルブの開度または開閉率D’を設定して冷却媒体の流量を制御するようにした請求項14または15に記載された高せん断方法。
(C’−B’)/(A’−B’)=D’ ……(2)
【請求項1】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、
該トルクセンサーで検出したトルクに応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、
を備えたことを特徴とする高せん断装置。
【請求項2】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサーと、
該トルクセンサーで検出したトルクに応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、
前記内部帰還型スクリューのトルクが最大値から低下する際に前記冷却手段による冷却能力の変化を所定時間遅延させる遅延手段と
を備えたことを特徴とする高せん断装置。
【請求項3】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出する圧力センサーと、
該圧力センサーで検出した材料圧力に応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と
を備えたことを特徴とする高せん断装置。
【請求項4】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断装置であって、
内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、前記内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、
前記材料加熱筒内の高分子材料の温度を低下させる冷却手段と、
前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出する圧力センサーと、
該圧力センサーで検出した材料圧力に応じて前記冷却手段によって高分子材料の温度を制御する冷却温度制御手段と、
前記内部帰還型スクリューの材料圧力が最大値から低下する際に前記冷却手段による冷却能力の変化を所定時間遅延させる遅延手段と
を備えたことを特徴とする高せん断装置。
【請求項5】
前記冷却手段は、冷却媒体を前記材料加熱筒内に流通させる冷却流路と、該冷却流路に供給する冷却媒体の流量を調整する冷却バルブとを備えている請求項1乃至4のいずれかに記載された高せん断装置。
【請求項6】
前記駆動源のトルクの上限しきい値をA、下限しきい値をB、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって前記冷却バルブの開度または開閉率Dを設定するようにした請求項5に記載された高せん断装置。
(C−B)/(A−B)=D ……(1)
【請求項7】
前記冷却手段は、冷却媒体を前記材料加熱筒内に流通させる冷却流路と、該冷却流路に供給する冷却媒体の流量を調整する冷却バルブとを備えている請求項3または4に記載された高せん断装置。
【請求項8】
前記材料圧力の上限しきい値をA’、下限しきい値をB’、圧力センサーで検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって前記冷却バルブの開度または開閉率D’を設定するようにした請求項7に記載された高せん断装置。
(C’−B’)/(A’−B’)=D’ ……(2)
【請求項9】
前記内部帰還型スクリューの回転数は、100〜3300min−1であることを特徴とする請求項1乃至8のいずれかに記載された高せん断装置。
【請求項10】
前記材料加熱筒の内周面と前記内部帰還型スクリューの外周面との間隙は略円筒状に形成され、前記内部帰還型スクリューの外周面にはスクリュー羽根が螺旋状に形成されていることを特徴とする請求項1乃至9のいずれかに記載された高せん断装置。
【請求項11】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューの駆動源のトルクを検出し、
前記トルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする高せん断方法。
【請求項12】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューの駆動源のトルクを検出し、
前記トルクの変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、
前記内部帰還型スクリューの高速回転で検出された最大トルクに応じて前記冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで前記冷却媒体の最大流量を保持するようにしたことを特徴とする高せん断方法。
【請求項13】
前記内部帰還型スクリューのトルクの上限しきい値をA、下限しきい値をB、トルクセンサーで検知されるトルクをC(A>C>B)として、下式(1)によって冷却媒体を供給する冷却バルブの開度または開閉率Dを設定して冷却媒体の流量を制御するようにした請求項11または12に記載された高せん断方法。
(C−B)/(A−B)=D ……(1)
【請求項14】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出し、
前記材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御するようにしたことを特徴とする高せん断方法。
【請求項15】
高せん断応力を付与しつつ混練することで高分子材料をナノレベルで分散及び混合するための高せん断方法であって、
材料加熱筒内に設けた内部帰還型スクリューを高速回転させることで可塑化された高分子材料を高せん断すると共に前記内部帰還型スクリューによる高分子材料移動方向前方側の材料圧力を検出し、
前記材料圧力の変化に応じて材料加熱筒に供給する冷却媒体の流量を調整することで高せん断される高分子材料の温度を制御し、
前記内部帰還型スクリューの高速回転で検出された材料圧力の最大値に応じて前記冷却媒体の流量を最大に設定すると共に、所定の遅延時間が経過するまで前記冷却媒体の最大流量を保持するようにしたことを特徴とする高せん断方法。
【請求項16】
前記材料圧力の上限しきい値をA’、下限しきい値をB’、圧力センサーで検知される材料圧力をC’(A’>C’>B’)として、下式(2)によって前記冷却媒体を供給する冷却バルブの開度または開閉率D’を設定して冷却媒体の流量を制御するようにした請求項14または15に記載された高せん断方法。
(C’−B’)/(A’−B’)=D’ ……(2)
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−235609(P2011−235609A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−111222(P2010−111222)
【出願日】平成22年5月13日(2010.5.13)
【出願人】(303024138)株式会社ニイガタマシンテクノ (78)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月13日(2010.5.13)
【出願人】(303024138)株式会社ニイガタマシンテクノ (78)
【Fターム(参考)】
[ Back to top ]