
高アスペクト比材料のポリマー封入物及びその製造方法
本発明の実施形態は、1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなる、顔料である。別の実施形態は前記顔料を含有する樹脂組成物である。他の実施形態は懸濁重合により上記顔料を製造する方法である。本発明の略球形ビーズを用いて、フローラインのない、着色、スパークル及び/又はメタリック調外観を有する樹脂組成物を製造することができる。

【発明の詳細な説明】
【技術分野】
【0001】
この発明は広義には、高アスペクト比材料をポリマーに封入してビーズとした顔料及びその製造方法に関する。具体的には、本発明は、高アスペクト比フレーク状粒子をポリマーに封入して略球形ビーズとした顔料であって、着色、スパークル及び/又はメタリック調もしくはメタル様外観を有するプラスチック製品を生成するのに有用な顔料及びその製造方法に関する。
【背景技術】
【0002】
現在の消費者製品の趨勢では、独特な色及び外観をもつプラスチックに対する需要が空前のものである。例えば、交換可能なプラスチックカバーをもつ携帯電話が一般に普及している。こうしたカバーは様々な色及び/又は特殊効果のものが販売されており、消費者が自分の好み通りに携帯電話の美的デザインを支配できる。例えばコンピュータ、ラップトップ、ステレオその他の家庭用及び/又は事務用機器、自動車内装などの用途に用いられるその他多くの射出成形プラスチック製品も、独特の色及び外観を有していると有利である。
【0003】
スパークル外観、メタリック調もしくはメタル様外観、真のメタル外観もしくは角度メタメリズム外観を有するプラスチック製品が望ましい例は多い。スパークルもしくはメタリック調外観をもつプラスチックを生成するには、プラスチック物品に自由金属フレークを、肉眼で個別のフレークを識別できる程度の充填量で導入すればよく、その結果スパークルなもしくはメタリック調外観をもつ物品が得られる。真のメタル外観をもつプラスチックは、自由金属フレークをもっと多い充填量で用いることにより生成できる。自由金属フレークを導入した製品の欠点として、自由フレークはアスペクト比が高く、そのため非均一な流れ方向のニットラインその他の区域で配向を変え、加工中に流れ場と整列する傾向があり、そのため仕上げ製品に視認し得るフローライン、ニットライン又はウエルドラインを生じる原因となる。このようなフローライン、ニットライン又はウエルドラインは製品に醜いすじをもたらす。したがって、自由金属フレークをプラスチック物品に導入することによっては効果的に達成できないスパークル、メタリック調及び/又はメタル外観のプラスチックへの需要が増大している。
【0004】
プラスチック用の好適な顔料及び添加剤の多く、例えば金属粒子は、平板様又はフレーク状粒子構造など、アスペクト比が高い。前述したように、加工中にこのような粒子は材料流れと平行に配向しがちである。場合によっては、この方向性は、例えば押出シート成形品や薄肉成形品の曲げ弾性率を向上するなど、利点となりうる。しかし、他の場合には、この方向性は不利であり、特に部品が複雑で、均一な表面外観が望まれる状況では不利である。このような条件下で、流れ場方向での局部的変動により色や反射率に許容範囲を超えたばらつきがもたらされるおそれがある。金属粒子又はフレークは、その反射率が高く、高指向性であるので、この配向問題を特に生じやすい。
【0005】
顔料粒子の幾何形状は、それにより生じる光学効果を決める上で重要である。多数のファセットが得られると所定の粒子配向についての反射率が最高になり、一方より球形の形状は流体力学的により等方性であり、フローラインを減らしたりなくしたりするのに役立つ。高アスペクト比の粒子は高いスパークル効率を与え、粒子をメタリック顔料として極めて有効なものとする。しかし、これらの粒子は目視上問題のあるフローラインの発生にも関与する。
【0006】
プラスチック製品への加工時に、高いアスペクト比を有する顔料及び添加剤が光学的に異方性かつ流動力学的に等方性であることを確実にする適切な方法は現在のところ存在しない。立方体及び八面体はこれら2つの条件を満たすように見えるが、実際、現行技術は、フレーク状材料をほぼ立方体材料で封入することにより、フレーク状材料の方向性問題を解決しようとしてきた。立方体形材料はフレーク状材料よりは流れにより誘導される配向に敏感でなく、そのためフローラインの発生を少なくするが、この方法ではフローラインはなくならない。さらに、複雑な幾何形状(即ち球形及び小平板以外)の粒子を製造するのは簡単なことではなく、最終製品に不必要な充填材質量を導入する。その結果、フローラインをなくす多数の加工解決策の研究に多大な努力が払われてきた。逐次ゲート処理、複雑な金型温度プロファイルの使用、金型の撹拌が、フローラインの発生を著しく低減することが確認された。しかし、これらの方法ではすべて、非常に特殊な装置を用いる必要があり、経済性、実用性ともに極端に低いものとなっている。或いは、アルミニウムビーズの使用も可能な解決策として研究されている。しかし、アルミニウムビーズにはファセット、つまり寸法調節可能な反射面が存在しないため、最終製品に反射性メタリック調を達成できない。
【0007】
特開平11−279434号に、光沢を有する多面体粒子の少なくとも一面に透明樹脂を被覆したメタリック顔料が記載されている。特開平11−021376号に、光沢粒子を含む架橋ポリマー粒子である複合スパークル剤、スパークル剤を含有する樹脂組成物及びこれを用いた樹脂成形品が記載されている。しかし、これら特許公開公報のいずれも、光沢粒子が複合材から剥離する問題に言及していない。さらに、いずれの公報も、すべての物性に対する架橋密度の重要性や、欠陥のない射出成形品を得る上で複合ビーズ粒子の寸法を限定する重要性を問題としていない。
【特許文献1】特開平11−279434号公報
【特許文献2】特開平11−021376号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
したがって、複雑な流れ場における高アスペクト比を有する材料(例えば平板状/フレーク状顔料及び添加剤)の角度分布が、プラスチック製品への加工時に、光学的に異方性かつ流動力学的に等方性に留まることを確実にするシステム及び方法が必要とされている。また、現存のシステム及び方法より価格、特殊性ともに低いこのようなシステム及び方法が必要とされている。さらに、フローラインの発生をほぼなくすこのようなシステム及び方法が必要とされている。またさらに、高アスペクト比材料を架橋又は架橋性ポリマーに封入するこのようなシステム及び方法が必要とされている。またさらに、現在可能なよりも高い収率でフレーク状粒子封入ビーズを生成するこのようなシステム及び方法が必要とされている。またさらに、封入された高アスペクト比材料をプラスチック射出成形又は押出品に顔料として使用して、実質的にフローラインがなく、スパークル及び/又はメタリック調外観を有するプラスチック物品を生成するこのようなシステム及び方法が必要とされている。また、コンパウンディング及び/又は成形操作中に高アスペクト比材料が封入ビーズから剥離する問題に対処することも必要とされている。最後に、染料を配合して着色、スパークル及び/又はメタリック調外観を有する製品を製造できるようにするこのようなシステム及び方法が必要とされている。
【課題を解決するための手段】
【0009】
したがって、現存するシステム及び方法の上述した欠点を克服する本発明の実施形態は、高アスペクト比材料をポリマーに封入して略球形ビーズを形成してなる顔料、及びその製造方法に関する。これらの顔料ビーズは、着色、スパークル及び/又はメタリック調外観を有するプラスチック製品を製造するのに使用できる。本発明の実施形態は、複雑な流れ場における高アスペクト比を有する材料(例えば平板状/フレーク状顔料及び添加剤)の角度分布が、プラスチック製品への加工時に、光学的に異方性かつ流動力学的に等方性に留まることを確実にするシステム及び方法を含む。幾つかの実施形態において、本発明のシステム及び方法は、現存のシステム及び方法より価格、特殊性ともに低くなりうる。本発明の実施形態において、システム及び方法はフローラインの発生をほぼなくすことができる。また、本発明の実施形態は、高アスペクト比材料を架橋又は架橋性ポリマーに封入してビーズを形成し、現在可能なよりも高いビーズ収率を達成することができる。さらに、本発明の実施形態は、封入された高アスペクト比材料をプラスチック射出成形又は押出品に顔料として使用して、実質的にフローラインがなく、着色、スパークル及び/又はメタリック調外観を有するプラスチック物品を生成する。本発明の実施形態は、コンパウンディング及び/又は成形操作中に高アスペクト比材料が封入ビーズから剥離するのを最小限に抑えるのに採用できる特定の加工条件に関する。最後に、本発明の実施形態は、染料即ち着色顔料を配合して着色、スパークル及び/又はメタリック調外観を有する製品の製造を可能にする。
【0010】
本発明の実施形態は、1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなる、顔料を含む。本発明の実施形態は前記顔料を製造する方法も含む。
【0011】
本発明の実施形態は、プラスチックマトリックス材料及び顔料を含有する樹脂組成物であって、顔料が1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなる、樹脂組成物を含む。
【0012】
本発明の実施形態は、前記組成物から作製された成形品も含む。
【0013】
本発明の他の特徴、観点及び利点は、添付の図面を参照する以下の説明を続ける中から当業者に容易に理解できるものになるであろう。なお、添付の図面は本発明の幾つかの好適な実施形態を図解したもので、複数の図面を通して同じ参照番号は同じ部品を示す。
【0014】
本発明のシステム及び方法を以下に図面を参照して説明する。
【発明を実施するための最良の形態】
【0015】
本発明の理解を促がす目的で、以下に図1〜5に示す通りの本発明の好適な実施形態及びその記述に用いる特定の用語について説明する。ここに用いる用語は説明を目的としたもので、限定を目的としたものではない。ここに開示する特定の構造的及び機能的記述は限定的と解釈するべきではなく、単に当業者に本発明を様々な形態で利用することを教示するための代表的な基礎として特許請求の範囲の基礎として解釈すべきものである。開示するシステム及び方法の変更や改変、また本発明の原理のさらなる応用も、当業者に通常の知識で想起できるものであれば、本発明の要旨の範囲内に入ると考えられる。
【0016】
この出願の明細書及び特許請求の範囲の数値は、特にポリマー組成物に関係する場合、異なる特性のいくつかの個別のポリマーを含有するある組成についての平均値を反映する。さらに、数値は同数の有効数字に還元したとき同じである数値と、値を求めるために本出願で使用した測定方法の実験誤差より小さい量だけ表記値から異なる数値とを包含すると解釈すべきである。
【0017】
本発明の実施形態は、高アスペクト比材料をポリマー内に封入することにより形成した略球形ビーズを含む。これらのビーズは、種々のプロセス(例えば、射出成形、押出、シート成形、スピンコーティングや溶液キャスティングなどの溶液からの加工技術)に使用して、着色、スパークル及び/又はメタリック調外観を有するプラスチック製品を形成することができる。
【0018】
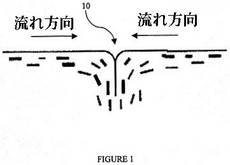
図1を参照すると、射出成形したポリマー材料中の非封入(即ち自由)フレークの配向が線図にて示されている。ここに示す高アスペクト比のフレーク又は平板状粒子はニットライン10で流れ場と共に配向を変え、粒子自体をニットラインに揃え、ニットラインの視認性を高める傾向がある。この発明はこのようなニットライン/フローラインの視認性を小さくするかなくすことを目的とする。
【0019】
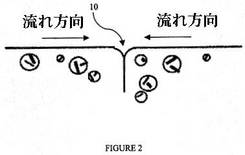
図2を参照すると、本発明の1実施形態が線図にて示されている。この実施形態では、ポリマー材料に封入されたフレークのランダムな配向が示されている。フレークが封入されると、フレークは流体力学的にほぼ等方性であり、これにより流れ方向にほぼ非感応性である。このため、ニットライン10の発生が少なくなるかなくなる。さらに、透明、半透明及び/又は着色の実質的に球形のポリマービーズ内に封入されたフレークはその極めて正反射即ち鏡面反射的な反射特性を保持する。この実施形態では、フレーク封入ビーズは光学的に異方性である(即ち所望の光学効果が保持される)が、流動力学的に等方性である(即ちニットライン及び高度に方向性及び/又は不均一な流れ方向の他の区域で優先的なフレーク配向が起こらない)。
【0020】
本発明は、高アスペクト比を有する材料(例えばフレーク又は平板状粒子)が略球形の液滴又はビーズに埋設、即ち封入された構成である。ここで、高アスペクト比を有する材料は、平均アスペクト比が種々の実施形態において各々約1.5:1超、約2:1超、約4:1超、約5:1超、約8:1超、約9:1超、約40:1超材料を含む。他の実施形態では、高アスペクト比を有する材料は、平均アスペクト比が種々の実施形態において各々約2:1〜約40:1、約5:1〜約40:1、約9:1〜約40:1である材料を含む。
【0021】
本発明に用いるのに適当な高アスペクト比を有する材料は、種々の実施形態において各々2以上のファセット(ファセット)、約2〜約100のファセット、約3〜約50のファセット、約4〜約10のファセット、4未満のファセット、約2〜約4のファセット、約2〜約3のファセットを有する材料を含む。
【0022】
本発明に用いる高アスペクト比を有する材料は、樹脂組成物に所望の着色、メタリック、スパークル及び/又はメタリック調外観を与えるならば、どのような材料でもよい。このような材料の具体例を挙げると、アルミニウム、金、銀、銅、ニッケル、チタン、ステンレス鋼、硫化ニッケル、硫化コバルト、硫化マンガン、金属酸化物、白雲母、黒雲母、合成雲母、二酸化チタン被覆雲母、金属被覆ガラスフレーク、Perylene Redなどの着色剤又は単独で非封入形態で樹脂組成物に使用した場合にフローラインを形成しやすいその他の適当な高アスペクト比材料があるが、これらに限らない。高アスペクト比材料の混合物も本発明の実施形態に包含される。例えば、高アスペクト比着色剤と高アスペクト比添加剤との混合物を使用してメタリック、スパークル及び/又はメタリック調外観を与えることができる。多くの実施形態で、高アスペクト比添加剤を1種のみ使用する。
【0023】
略球形ビーズは、平均アスペクト比が種々の実施形態において各々約2:1未満、約1.5:1未満、約1.2:1未満、約1.1:1未満、もしくは約1:1である。一般に、高アスペクト比材料を封入したビーズが平均アスペクト比約1:1を有し、それによりニットライン、フローラインなどの近くに優先的な配向もしくは揃いがほとんど又は全くないようにすることが望ましい。ここで用いる用語「ニットライン」、「フローライン」及び「ウエルドライン」は、すべて互換性のある用語として用いられ、高度に方向性及び/又は不均一な流れ方向の区域を意味する。さらにここで用いる用語「封入(又は単に封入)」、「フレーク封入」その他類似の表現は、フレークがビーズ内に完全に封入された状態と、フレークがビーズに表面積層された状態両方を包含する。ここに記載する方法で製造した材料には両方のビーズタイプが様々な程度に存在し得、どちらのビーズタイプがビーズ総数の大多数を占めるかによって、適当な加工条件(後述する)を適用して、視認し得るフローラインが実質的に存在しないプラスチック物品を実現することができる。
【0024】
略球形ビーズは、本明細書では、封入した顔料組成物とも表記する。封入顔料組成物中のビーズ又は粒子は、電話カバー、携帯電話、コンピュータ・ベゼル、キーボード、キーキャップ、マウス、テレビ・ベゼル、ステレオ、プリンター、その他の消費者向け及び事務用装置並びに自動車内装及び外装など普通の物体に色その他の視覚効果を付与するのに適当なサイズのものである。このような意味で、本発明の顔料中の粒子は、これらの物品の壁厚と比べて十分に小さく、物品中に分散させることができることが明らかである。
【0025】
略球形ビーズは、平均直径がその内部に封入された高アスペクト比粒子の平均長さに少なくとも等しいか僅かに大きいことが好ましい。これらのビーズは平均直径が、種々の実施形態において各々約10μm〜約300μm、約15μm〜約300μm、約20μm〜約300μm、約40μm〜約250μm、約80μm〜約200μm、又は約90μm〜約140μmである。当業者には明らかなように、これらの種々の実施形態において、ビーズ総数の平均ビーズ直径が特定した範囲から外れる原因とならなければ、上述した平均直径より小さいか大きい直径を有する個別のビーズが存在してもよい。ビーズ内に封入された高アスペクト比粒子は、最大寸法についての平均値が(その粒子が封入された)ビーズの平均直径と同じ範囲内に入るのが好ましく、さらに高アスペクト比粒子の最大寸法についての平均値が(その粒子が封入された)ビーズの平均直径に等しいかそれより僅かに小さいのが好ましい。例えば、1実施形態では、ビーズの平均直径が約100μmであるとして、ビーズ内に封入された高アスペクト比粒子は、最大寸法が約100μm又はそれより僅かに小さいフレークを含有してもよい。
【0026】
ポリマー封入ビーズ材料内に封入された高アスペクト比材料の平均量(即ち重量)は、代表的には、樹脂組成物中のビーズの特定の濃度について、所望の着色、メタリック、スパークル及び/又はメタリック調外観を達成するのに必要な量である。ここで、高アスペクト比材料の平均量は高アスペクト比材料の全重量をビーズの全重量で割ることで求めることができる。ポリマー封入ビーズ材料内に封入された高アスペクト比材料の平均量は、種々の実施形態において各々顔料ビーズの重量を基準にして、約25重量%未満、約0.1〜約25重量%、約1〜約20重量%、約2〜約15重量%、約5〜約10重量%、約10〜約15重量%、約0.1〜約5重量%又は約0.1〜約4重量%である。当業者に明らかなように、所定のビーズ数のポリマービーズ内に封入された高アスペクト比材料の平均量が上で特定した範囲から外れる原因とならなければ、これらの種々の実施形態の全ビーズ数において、内部に高アスペクト比材料が封入されていない個別のビーズが存在してもよく、また内部に25重量%を超える高アスペクト比材料が封入された個別のビーズが存在してもよい。
【0027】
高アスペクト比粒子を取り囲むポリマー材料(即ち封入用材料)は、プラスチック製品に所望の光学効果を達成するのに十分な程度の透明性及び/又は半透明性を有する材料であれば、どのような材料でもよい。このような材料の具体例には、熱硬化性樹脂、懸濁重合により調製したポリマー、又は熱可塑性ポリマーがあるが、これらに限らない。
【0028】
熱硬化性樹脂は、例えば、エポキシ、フェノール、アクリル、アルキッド、ポリエステル、ポリイミド、ポリウレタン、シリコーン、ビスマレイミド、シアネートエステル、ビニル及び/又はベンゾシクロブテン系樹脂を含む。熱硬化性樹脂組成物は、所望に応じて、種々の触媒、難燃剤、硬化剤、充填剤、補強剤その他の成分も含有することができる。種々の熱硬化性樹脂成分を単独で、熱硬化性樹脂同士組み合わせて、或いは他の熱可塑性樹脂と組み合わせて使用することができる。
【0029】
熱可塑性樹脂の例には、ポリエステル類、例えばポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)、ポリシクロヘキサンジメタノールテレフタレート(PCT)、ポリエチレン−コ−シクロヘキサンジメタノールテレフタレート(PETG)、液晶ポリエステル(LCP)など、ポリオレフィン類、例えばポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレン、ポリメチルペンテンなど、スチレン単量体に由来する構造単位を含む樹脂、例えばポリスチレン、スチレン−アクリロニトリル共重合体(SAN)、アクリロニトリル−スチレン−ブタジエン(ABS)及びアクリロニトリル−スチレン−アクリレート(ASA)、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ビスフェノールAポリカーボネート、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリアリーレート(PAR)、フェノール樹脂(ノボラック型など)、フェノキシ樹脂、フッ素樹脂などがあり、またさらに熱可塑性エラストマーも挙げられ、その例には、ポリスチレン型、ポリオレフィン型、ポリウレタン型、ポリエステル型、ポリアミド型、ポリブタジエン型、ポリイソプレン型、フッ素型、シロキサン型エラストマー、天然ゴム、合成ゴムなどがあるが、これらに限らず、またさらにこれらの物質の任意のものの共重合体又は変性物、これらの物質の2以上の組合せなどもある。共重合体の例には、ポリジメチルシロキサン−ポリカーボネート共重合体、ポリエステルカーボネート共重合体、エチレン−プロピレン共重合体、エチレン−プロピレン−ジエン変性共重合体(EPDM)などがあるが、これらに限らない。熱可塑性樹脂及びエラストマーは、所望に応じて、架橋性部位を導入する既知の手段を用いて、適切に変性することができる。特定の実施形態では、熱可塑性樹脂又はエラストマーはアリルもしくはオレフィン基を有してもよく、またアリルもしくはオレフィン基を有する単量体から製造してもよい。好ましくは、懸濁重合の場合、封入用材料は、ポリスチレン(PS)、ポリメチルメタクリレート(PMMA)、スチレン−アクリロニトリル共重合体(SAN)、メチルメタクリレート−スチレン−アクリロニトリル共重合体、アクリロニトリル−スチレン−アクリレート(ASA)樹脂又はこれらの組合せを含む。
【0030】
高アスペクト比粒子を取り囲むポリマー材料(即ち封入用材料)には、少なくとも1種の架橋剤を添加することができ、架橋剤の添加は、懸濁重合法を採用するとき特に重要である。実施形態によっては、架橋剤を組成物中で加工して最終的な押出又は成形品を形成する場合、架橋剤の添加が顔料ビーズに機械的強度及び/又は溶融安定性を付与することができる。架橋剤の具体例はジビニルベンゼンである。架橋剤の使用量は最終製品の物性に影響する。封入用材料に配合することのできる架橋剤の量は、最終製品に望まれる物性、熱可塑性キャリヤ樹脂の特性、使用するコンパウンディング条件(例えば押出中に全量スロート供給か、下流供給か)などの因子によって決められ、当業者であれば適切な実験で決めることができる。例えば、同量の架橋剤を添加する複数の実施形態で、下流供給方式を用いて押し出した組成物は全量スロート供給方式で製造した組成物より延性に劣ることがある。
【0031】
幾つかの実施形態で、成形品が架橋剤の添加量の増加につれて低延性になることがある。実施形態によっては、顔料ビーズ自体の充填量を増加するとやはり、結果として延性が低下することがある。最終成形品の延性は、部分的に、使用したキャリヤ樹脂の特性に依存する。
【0032】
封入ビーズ材料には他の添加剤を含ませることもできる。このような添加剤を添加する理由は種々である。このような添加剤は、所望の視覚効果を維持するのに役立ったり、最終製品に加工するときビーズがその略球形を保持するのに役立ったり、その両方に役立つ。他の添加剤を添加してビーズ収率を現在可能な収率より改良することもできる。例えば、連鎖移動剤を添加したり、遅延剤及び/又は禁止剤を添加したりして、ビーズ製造プロセスを改良することができる。さらに、着色したスパークル及び/又はメタリック調外観の製品を生成できるように染料を添加してもよい。適当な添加剤の具体例には、あらゆる適当な着色剤、Solvent Blue35、Solvent Blue36、Disperse Violet26、Solvent Green3、Anaplast OrangeLFP、Perylene Red、Morplas Red36、熱安定剤、酸化防止剤、ブチル化ヒドロキシトルエン(BHT)、ラジカル掃去剤、ビニル系単量体、充填剤(例えば二酸化チタン、カーボンブラック及び/又はグラファイト)、耐衝撃性改良剤、紫外線吸収剤及び/又は難燃剤などがあるが、これらに限らない。
【0033】
高アスペクト比材料をポリマーに封入してなる顔料ビーズを用いて、着色、スパークル、メタリック調、メタル様、真にメタル及び/又は角度メタメリズム外観を有するプラスチック製品を生成することができる。このような製品は、顔料ビーズをプラスチック母材(マトリックス)に分散することにより生成することができる。適当なプラスチックマトリックス材料には、封入されていない高アスペクト比材料のみを含有する場合に視認し得るフローラインを発生しやすい材料が挙げられる。特定の実施形態では、適当なプラスチックマトリックス材料は、高アスペクト比材料を封入するためのプラスチック及びエラストマー材料として上述したものすべてを包含するが、これらに限らない。顔料ビーズのほかに、プラスチックマトリックスは添加剤、例えば染料もしくは他の適当な着色剤、熱安定剤、酸化防止剤、ラジカル掃去剤、充填剤(例えば二酸化チタン、カーボンブラック及び/又はグラファイト)、耐衝撃性改良剤、紫外線吸収剤及び/又は難燃剤などを、このような添加剤が存在しても、所望の着色、スパークル、メタリック調、真にメタル又は角度メタメリズム外観が保持されるならば、含有してもよい。ある実施形態では、プラスチックマトリックスは、封入形態で添加された高アスペクト比材料に加えて、非封入状態の高アスペクト比材料を含有してもよい。封入状態の材料を含有する組成物中に存在する非封入状態の材料のすべて又は少なくとも一部は、加工中に封入状態の材料の剥離が起こる結果か、封入状態の材料が非封入状態の材料で汚染される結果か、或いは非封入状態の材料を組成物に故意に添加する結果である。封入状態の材料を含有する組成物中に存在する非封入状態の高アスペクト比材料の量は、この組成物から得られる成形品にフローライン、ニットラインもしくはウエルドラインが存在するのをほぼなくすか、封入状態の高アスペクト比材料を含有しない組成物と比較して少なくとも減らすような量である。
【0034】
本発明の封入顔料組成物を組み込んだ物品が、例えばノート型コンピュターカバー、TVベゼルその他の大形品のように大きなサイズのものである場合、大形及び/又は薄肉用途に特有の視覚効果の最大限の改善を達成するためにプロセスをさらに微調整、制御する必要があることがある。特に、薄肉(<1.5mm)及び/又は大形部品に関して、射出成形の際に部品を充填するのに46インチより大きな層流が必要とされる場合、より大きなビーズは部品全体に均等に分散されるのではなく、溶融前線に集合することが認められた。これは結果として、成形品のこれらの区域が残りの部分より暗色となるという受け入れがたい視覚欠陥となる。この問題は、ビーズ粒子が大きくなればなるほど極端になり、より薄肉の壁断面で軽減される。溶融前線でのビーズサイズ偏析から生じる欠陥のほかに、より低い架橋密度では、即ちジビニルベンゼン濃度がビーズ形成反応において100部当たり約0.2部より低い場合、より大きなビーズが不均一な高いアルミニウム含量の斑点としてより受け入れがたいものとなる。この問題は、関連する顔料/樹脂パッケージが暗色になればなるほど極端になる。これらの欠陥がより低い架橋密度ではより受け入れがたいものとなる理由は、これらのビーズがより軟質であり、したがって射出成形時に樹脂の流れ方向に引き延ばされるからである。長い層流部品にあっては、樹脂速度がより小形の用途の場合より著しく高くなりうるため、このビーズ延伸現象はさらに極端になる。低い架橋密度は許容できる物性、特に延性衝撃を達成するのに望ましい。ビーズ寸法が小さければ小さいほど、射出成形品の全体的美観は良好になる。
【0035】
物性を維持しかつプロセスからの収率を良好な範囲に維持しながら、これらの問題両方を解決するために、ビーズを寸法150μm以下とし、ビーズ並びに使用する熱可塑性樹脂を形成するのに用いる界面活性剤及び単量体比両方について架橋密度を最適化する。例えば、92:8のスチレン/アクリロニトリル単量体比及びPVA界面活性剤系を用いることにより、100部当たり0.2部(0.2pph)のDVBの架橋密度が所定の樹脂についてビーズ安定性と全体的物性との理想的な妥協点を与える。架橋密度は、架橋剤(この場合DVB)の初期量に対する相対値で、絶対値ではない。異なる単量体比を用いると架橋密度の変更が必要になる。例えば、85:15のスチレン/アクリロニトリル比及びPVA界面活性剤系を用いると、同等なフローライン及び物理的性能のためには100部当たり0.25部程度の架橋密度が必要である。さらに、92:8のスチレン/アクリロニトリル単量体比を用いても、PVA/KI界面活性剤系であると、PVA界面活性剤系で作製された100部当たり0.2部の材料と同等の結果を得るのに、100部当たり0.3部程度のDVBが必要である。同様に、ビーズ及び界面活性剤組成と関連した因子の効果として、より高い加工温度を必要とする樹脂にビーズを配合すると、今度は高い架橋密度のビーズが必要となる。例えば、275℃で混練した樹脂に対して最適化した架橋密度を有するビーズは、310℃で混練した樹脂に用いるのに十分に安定ではなく、その結果成形品にフローラインが発生することになる。したがって、すべての可能性ある熱可塑性樹脂をカバーするために、広い範囲の架橋密度が必要とされる。この目的を達成するのに重要なこれらの2面は、ビーズを製造するのに用いる懸濁重合反応内でのプロセス最適化(即ち、架橋剤の適当量及び顔料の量に対する封入用材料の量の選択)と、これらの大きな粒子を除去するための単離ビーズの反応後篩い分け/スクリーニングである。本明細書及び特許請求の範囲で用いる用語「最大直径」は呼称スクリーン寸法を指す。つまり、最大直径150μmの粒子は150μmスクリーン又はふるいを通過した粒子である。完全に対称ではないが、1方向では上記スクリーン/ふるいを通過する粒子は、別の方向では直径が150μmより大きくても、この定義に含まれる、と理解すべきである。
【0036】
高アスペクト比材料をこのようなプラスチックマトリックス内に分散してなる顔料の添加量は、代表的には、それから生成する最終的なプラスチック物品に所望の着色、スパークル、メタリック調、メタル様、真のメタル及び/又は角度メタメリズム外観を達成するのに必要な量である。例えば、このような顔料の添加量は、種々の実施形態で各々約0.05〜約10重量%、約0.05〜約5重量%、約0.05〜約4重量%、約0.05〜約3重量%又は約0.1〜約3重量%の範囲の値となる。
【0037】
実施形態によっては、ビーズのポリマー封入用材料が、ビーズを含有させるプラスチックマトリックスの屈折率とほぼ合致することがある。例えば、ビーズのポリマー封入用材料とビーズを含有させるプラスチックマトリックスとの屈折率の差が約0.01未満であることがあり、この場合(プラスチックマトリックス自体が実質的に透明で、他の着色材料が添加されていなければ)実質的に透明な最終製品を生成する。或いは、ビーズのポリマー封入用材料とビーズを含有させるプラスチックマトリックスとの屈折率の差が約0.01〜約0.05の範囲にあるか、もしくは約0.05を超えることがあり、この場合種々の度合の半透明性を有する最終製品を生成する。
【0038】
高アスペクト比材料の封入、所望に応じてポリマー封入用材料のさらなる架橋は、様々な方法で、例えばスプレードライ法、Wurster法或いは現場懸濁重合により達成することができる。懸濁重合を利用する実施形態では、本発明の方法は、高アスペクト比粒子をモノマー又はポリマーの少なくとも1種及び架橋剤に分散して懸濁混合物を形成し、懸濁混合物を懸濁剤を含有する水性混合物に添加し、水性反応混合物を加熱、混合して、ビーズの形成を促し、こうしてビーズのほとんどが1以上の高アスペクト比粒子を封入し、ビーズの形成後、水性反応混合物を奪活し、得られたビーズを集める工程を含む。この方法はさらに、前記懸濁混合物を水性反応混合物に添加する前に、懸濁混合物を超音波処理することにより、1以上の高アスペクト比粒子を懸濁混合物に懸濁する工程を含む。この方法はさらに、重力沈降又は遠心分離を利用してビーズを幾つかのバッチに分離し、その後ビーズを乾燥する工程を含む。
【0039】
懸濁重合の場合、ジビニルベンゼンのような架橋剤の使用により、架橋剤が特定の樹脂へのコンパウンディング作業中に粒子及び封入顔料の溶融及び分散を防止するので、製品に優れた粒子安定性を付与できる。その上、顔料封入をもっとも効率よくするためには、顔料が懸濁混合物(懸濁相)と水性相との間で、重合の進行中顔料がほぼ懸濁相に滞在するように分配するのが望ましい。本明細書及び特許請求の範囲で用いる表現「ほぼ滞在する」とは、顔料の95%以上が懸濁相に滞在することを意味する。より好ましくは、顔料の99%より多くが懸濁相に滞在する。より多い量が水性相に滞在すると封入顔料の収率が低くなり、最終製品に非封入状態の顔料が存在する可能性があり、射出成形用途に用いたときフローラインが発生する。例えば疎水性を高める顔料粒子の表面改質を利用して、所定の顔料についての分配比を高くすることができる。
【0040】
本発明の実施形態で用いられる重力沈降は、(a)ビーズから懸濁重合法により生じたマイクロエマルジョンを除去し、(b)ビーズを濾過し、(c)ビーズを塩溶液(例えば5〜20重量%の塩化カリウム)に再スラリー化して初期体積を有する分離系を形成し、(d)例えば振盪により、分離系を混合し、(e)分離系を静置して平衡に達しさせ、(f)分離系から有用なビーズの画分を除去し、(g)分離系から得た有用なビーズの画分を濾過し、(h)有用なビーズの濾過画分を洗浄して過剰なスラリー溶液を除去し、(i)適当な量の脱イオン化水を分離系に残っているビーズ及びスラリー溶液に添加して、分離系の体積を初期体積に戻し、(j)ビーズのすべてが分離系から除去されるまで、必要に応じて工程(d)〜(i)を繰り返す工程を含む。必要なら、得られたビーズの第1画分を廃棄してもよい。この画分は、最終製品にフローラインを発生する原因となる自由(即ち封入されていない)高アスペクト比粒子も含有することがあるからである。
【0041】
1実施形態では、直径約100μm未満のアルミニウムフレークをポリマーに封入する。この封入は、アルミニウムフレークの存在下で単量体を懸濁重合することで達成できる。架橋剤を添加して、封入ビーズを最終の押出又は射出成形品に加工する際に、封入ビーズに機械的強度と溶融安定性を付与することができる。フレークに表面官能化を行って、封入用ポリマーの成長が表面促進プロセスとなるようにすることもできる。懸濁重合の場合、親水性表面を有するフレークに表面官能化が必要なこともある。
【0042】
有機単量体と相溶性のよい親水性表面を有するフレークのような高アスペクト比材料を製造するために、このような材料をオレイン酸のような相溶化剤で処理する必要があることもある。非封入状態の高アスペクト比材料は、有機媒体中での挙動に関して2つのカテゴリー、即ち有機相溶性と有機非相溶性とに分類することができる。材料の挙動は、トルエン/水のような2相混合物を調製し、その混合物に当該材料を添加することにより調べることができる。もしも材料が混合液の有機部分に留まれば、その材料は有機相溶性(即ち疎水性)である。もしも材料が混合液の水性層に留まれば、その材料は有機非相溶性(即ち親水性)である。この試験で、材料がこれら2つの相のいずれかを好むこと、つまり疎水性もしくは親水性であることがはっきりする。より高い封入効率のためには、有機相溶性(即ち疎水性)材料を用いるのが望ましい。したがって、材料が非相溶性であることが分かった場合には、表面処理/変性を行ってその材料を有機相溶性にすることができる。
【0043】
このような材料を有機相溶性にするのに、材料の表面に結合しうる有機分子を用いることがある。結合が実現されたら、有機層は材料を有機相溶性とするのに十分な疎水性となるはずである。一般に、このような分子は、しばしば表面改質剤と呼ばれるが、長いアルキル鎖と極性末端基、例えばチオール、スルホン酸、ホスホン酸、カルボン酸、カルボキシレート、アミン及び/又は四級アンモニウム塩とからなる。表面改質剤はポリマーであってもよく、例えばスルホン化ポリスチレン、アミノ基を有するポリスチレン及びスルホン化EPDMとすることができる。極性末端基の性質は表面の性質に依存する。基材に応じて、通常の末端基を選択して、イオン性、共有性又は非共有性いずれかとしうる相互作用を達成することができる。表面改質剤は、末端基及び疎水性部分のほかに、他の反応性基を含有することもできる。このような反応性基を用いてさらなる反応を行うことができる。上記の如き材料を有機相溶性にする過程は、材料又は表面改質剤が濡れているか、例えば単純な蒸留もしくは共沸蒸留などの既知の方法で除去することのできる有機成分を含有するときにも、使用することができる。[0047]フレーク状粒子は多数市販されており、例えばアルミニウムフレークが得られる。多くの場合、これらのフレーク状粒子は、鉱油のようなキャリヤ剤に含有されている。種々の実施形態において、フレークを入手したまま使用してもよいし、フレークを適当な溶剤で洗うことによりキャリヤ剤を除去してもよい。いずれの場合も、フレークを直接反応物質の水懸濁液に添加してもよいし、フレークを室温での超音波処理によりまず単量体に懸濁し、次いで懸濁剤としてポリビニルアルコール(PVA)を含有する水溶液に添加してもよい。
【実施例】
【0044】
実施例1
オレイン酸を用いて被覆ガラス顔料を相溶化する(即ち有機単量体と相溶性にする)ことができる。1実施形態では、約11.4gの被覆ガラスフレーク(30μm)、約50mlのトルエン及び表面改質剤として約2.85gのオレイン酸(フレークに対して20重量%、純度90%、Aldrich製)を、Dean−Starkトラップ及び攪拌機を備えた丸底フラスコに入れた。混合物を共沸条件下で約2時間撹拌した。次いでフレークの相溶性を、前述したように、水及びトルエンを添加することにより試験した。表面処理フレークのほとんどがトルエン中に留まり、一方非表面処理フレークはごく僅かだけがトルエン中に留まったことで実証されるように、これらの処理済みフレークの表面が疎水性になっていることが確認された。
【0045】
実施例2
約11.4gの被覆ガラスフレーク(30〜90μm)、約50mlのスチレン及び約2.85gのオレイン酸(フレークに対して20重量%、純度90%、Aldrich製)を、凝縮器及び攪拌機を備えた丸底フラスコに入れた。不均質な溶液を約80℃で約2時間撹拌した。この後得られた混合物を懸濁重合に用いた。得られたビーズは、表面処理されていないガラスフレークを用いて製造したビーズより多量の封入ガラスフレークを含有した。 実施例1及び実施例2の両方で、フレークと単量体を相溶性にするためにカルボン酸末端基を有する表面改質剤を使用した。また、アルミニウムフレークをビニル安息香酸及び4,4”−アゾビス(4−シアノ吉草酸)で変性した。ビニル安息香酸及び4,4”−アゾビス(4−シアノ吉草酸)は、各々ラジカル重合において単量体及び開始剤として使用できるので、反応性の表面改質剤として分類される。
【0046】
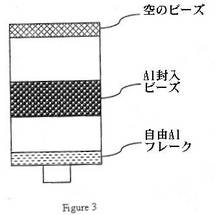
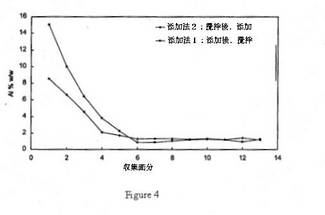
ビーズは、一旦形成したら、重力沈降(重力分離、勾配沈降、勾配分離などともいう)により、異なる密度のビーズの種々のバッチに分離することができる。ビーズは、遠心分離もしくは他の適当な方法で分離することもできる。本発明の実施形態で採用した重力沈降プロセスの全般を以下に説明する。ビーズからマイクロエマルジョン(即ち白水)を除去した後、ビーズを濾過した。濾過はブフナーロート及び濾紙を用いて行った。その後、湿潤ビーズを初期体積の約5〜20重量%塩化カリウム又は塩化ナトリウム溶液に再スラリー化した。ある特定の実施形態では、湿潤ビーズを15重量%塩化カリウム又は塩化ナトリウム溶液に再スラリー化し、次いで4Lの分離ロートに移した。必要ならもしくは必要なときに、時折、0.1重量%TritonX−100水溶液を2、3滴添加してビーズの濡れを改善した。次いでスラリーを振盪し、その後、系が平衡になるまで約15〜30分間静置した。図3に示すように、空のビーズはスラリーの液面に浮かび、フレーク封入ビーズは浮かぶがスラリー中の空ビーズより下に留まり、自由フレークはスラリーの底に沈む傾向があった。有用なビーズの第1画分(体積約250ml)を除去/抜き出し、濾過し、脱イオン化水で洗い、過剰な塩化カリウム又は塩化ナトリウムを除去した。このビーズの第1画分は、必要なら、通常廃棄した。この画分はしばしば、最終製品にフローライン発生の原因となる自由アルミニウムフレークをある程度含有するからである。これは、単量体としてスチレンのみを用いる場合特にそうである。次に、脱イオン化水を分離ロートに添加してロート内の体積をほぼ初期体積に戻し、スラリーを希釈し、その密度を下げた。スラリーの密度を変えることにより、異なる量のアルミニウムフレーク含量を有するビーズを各パス毎に集めることができた。これは写真で確認でき、その結果を図4のグラフに示す。この結果、特定のアルミニウム含量を有するビーズを所定の製品に使用することが可能になり、したがって、最終製品を形成するために組み合わせるビーズを変えることによって、異なる視覚/光学効果を生むことが可能になった。振盪後、ロート内にビーズがほとんど全く残らなくなるまで、静置、除去/抜き出し、濾過、洗浄及び希釈過程を繰り返した。代表的には約12〜15回の希釈を要した。次にビーズを約50〜60℃の真空オーブンで約48時間以上乾燥した。300μmのステンレス鋼ふるいで篩い分けした後、ビーズはコンパウンディング、押出及び/又は射出成形などのプロセスに用いるのに適当な状態にあった。
【0047】
実施例3
この実施形態では、普通のポリマー加工技術を用いてプラスチック射出成形又は押出品に新規な特殊効果を創造した。本実施形態では、アルミニウムフレークをポリスチレンに封入した。この反応系は、懸濁媒体としてポリビニルアルコール(PVA、分子量124000〜186000、加水分解度87−89%)の約1〜2重量%水溶液を使用した。この実施形態で、単量体のスチレンを(単量体を基準にして)約1〜2重量%のジビニルベンゼン(架橋剤)と混合し、混合物を次に超音波処理した。超音波処理後、(単量体を基準にして)約0.3重量%の過酸化ベンゾイル(開始剤)OLE LINK3をスチレン混合物に添加し、得られた混合物を短時間振盪した。スチレン単量体及び開始剤を含有するOLE LINK3単量体系を、撹拌せずに、水性懸濁剤(PVAを水に溶解した溶液)に添加し、これは約10〜20重量%の懸濁媒体/剤を含有した。アルミニウムフレークを直接反応物質の水への懸濁液に添加するか、アルミニウムフレークをまず純粋な単量体に室温での超音波処理により懸濁してから、PVA水溶液に添加した。次に反応混合物を約300rpmで撹拌し、約80℃に約1時間加熱し、次いで約85℃にさらに約2時間加熱した。次に反応混合物を(例えば冷却するか希釈することにより)奪活し、マイクロエマルジョンを除去し、得られたビーズを濾過(例えば前述した通りの重力沈降又は遠心分離による)によって集め、水で洗った。
【0048】
金属フレークを架橋ポリマー球に封入してなる生成物ビーズは、この後、慣例のポリマー加工技術(例えば、押出、射出成形、シート成形、或いはスピンコーティングもしくは溶液キャスティングなどの溶液からの加工技術)により目的の樹脂系(即ちプラスチックマトリックス)に配合することができる。この実施形態では、多面アルミニウムフレーク/粒子を略球形のポリマービーズに封入してなる顔料粒子が得られる。この略球形は、ビーズをプラスチック製品に加工する際に、粒子を流れ場に比較的敏感でなくする。略球形は、埋設されたフレーク/粒子の多面性と相まって、理論的には、視認し得るフローラインがほとんどなく、使用した封入アルミニウム顔料の濃度に応じて、スパークル、メタリック調もしくは真のメタル外観を有する部品をもたらすはずである。
【0049】
実施例3の製造方法を用いてスチレン及びジビニルベンゼンだけを単量体として用いた場合、封入方法は100%有効ではなかった。アルミニウムフレークの大部分は、ビーズ内に完全に封入されるのではなく、ポリマービーズに単に表面積層されたに過ぎず、光学顕微鏡観察により多くのビーズが空であることが明らかであった。さらに、(成形前に)すべての組成物成分をスロート供給する方式の押出コンパウンディングにより組成物を加工するとき、ポリスチレンのプラスチックマトリックスにビーズを練り込んだ最終成形品には、フローラインが何本か認められた。これらの表面積層フレークのいくつかが、押出及び/又は射出成形時に高剪断条件下で封入材料ビーズから剥離し、視認し得るフローラインの原因となったことが確認された。
【0050】
完全に封入されたフレークではなく、表面積層されたフレークがプラスチックマトリックス中に存在すると、組成物成分の全スロート供給方式での押出コンパウンディングの結果として、その後成形された成形品にフローラインが発生するおそれがある。本発明はいかなる意味でも理論に依存しないが、フローラインの発生は、通常、押出と関連する高剪断条件下で積層フレークがビーズの表面からはがれて自由フレークを形成する結果であると考えられる。封入された高アスペクト比材料をプラスチックマトリックス中に含有する組成物中に存在することが許容される自由(即ち非封入)高アスペクト比材料の量は、種々の実施形態で各々、組成物の全重量を基準にして、約1重量%未満、約0.5重量%未満、約0.2重量%未満、約0.1重量%未満、約0.05重量%未満、約0.01重量%未満又は約0.005重量%未満である。封入された高アスペクト比材料を含有する組成物中の非封入高アスペクト比材料についてのこれらの範囲限界は、非封入材料の全部もしくは少なくとも一部の存在が封入材料の剥離の結果であるか、又は非封入材料による封入材料の汚染の結果である場合に、或いは非封入材料の全部もしくは少なくとも一部が故意に組成物に添加された場合に成り立つ。一般に、組成物に同等の重量%量で存在する場合、小さな直径の自由フレークは、大きな直径の自由フレークより一層目立ったフローラインを生じることが観察された。
【0051】
積層フレークがビーズの表面からはがれるのを阻止する一つの方法として、顔料ビーズ材料を成形前にプラスチックマトリックスに添加し、その後成形時にコンパウンディングする方法がある。この方法では代表的には、フレークがビーズ表面に積層したままに留まる結果となり、顔料ビーズをプラスチックマトリックス全体によく分散できれば、審美的に良好な成形品となる。いくつかの実施形態では、顔料ビーズをプラスチックマトリックスに簡単にはよく分散できない場合、プラスチックマトリックス樹脂の全部もしくは少なくとも一部を粉末の形態で使用することにより分散を改善することができる。粉末はより大きな表面積を有し、したがって成形時に顔料の混合と分散を促進するからである。この問題のもう一つの解決策は、タイプIIの樹脂ビーズが剥離を促進する高剪断条件にさらされる時間の長さを短くすることである。1実施形態では、顔料ビーズの全部もしくは少なくとも一部を押出コンパウンディング機に供給スロートに続く何番目かのバレルセグメントにある供給入口で供給し、プラスチックマトリックス樹脂を含有する残りのブレンド成分の全部もしくは少なくとも一部を予めスロート供給しておく(所謂、「下流供給」)。この結果、顔料ビーズは高剪断環境を短時間だけ経験することになり、これにより剥離が減少し、したがって受け入れがたいフローラインがなくなるか、すべての成分をスロート供給することにより製造した同様の組成物と比較して、受け入れがたいフローラインが減少する。
【0052】
実施例4
封入アルミニウムフレークをジビニルベンゼンで架橋したポリスチレンからなるビーズとして製造した。これらの組成物各々におけるビーズは、熱重量分析(TGA)で測定して、平均で約3.9重量%のアルミニウムフレークを含有した。顔料ビーズ及びポリスチレンマトリックス樹脂を含有する3つの異なる組成物を製造した。これらの組成物は各々、0.3重量%のアルミニウムフレーク(7.6重量%のビーズ)、0.7重量%のアルミニウムフレーク(17.9重量%のビーズ)及び1.2重量%のアルミニウムフレーク(30.8重量%のビーズ)を含有した。ポリスチレンマトリックス樹脂の一部を粉末の形態とした。これらの組成物各々を別々に、成形品を製造する成形機に直接添加した。これらの封入ビーズからこうして作製された成形品にはフローラインが見られなかった。比較のために、非封入状態のアルミニウムフレークを用いて同様の3種の組成物を製造し、これらの組成物各々を、成形品を製造する成形機に直接添加した。こうして非封入アルミニウムフレークを含有する組成物から作製された成形品にはフローラインが見られた。
【0053】
実施例5
封入アルミニウムフレークの3つの異なる組成物を、ジビニルベンゼンで架橋したポリスチレン(PS)からなるビーズとして製造した。次にビーズ組成物をポリスチレンマトリックス樹脂とともに押出した。この場合、ブレンド成分の少なくとも一部をスロート供給し、ブレンド成分の少なくとも一部を8バレル押出機の第5バレルに位置する側部フィーダから下流供給した。表1に、本実施例で使用したブレンド組成物及び加工条件を示す。比較のために、すべてのブレンド成分をスロート供給することにより同様の組成物(5−D)を製造し、また非封入アルミニウムフレーク全量を組成物に下流供給することにより同様の組成物(5−E)を製造した。この実施例のすべての成分は、組成物全体の重量に基づく重量%で表示する。組成物5−A、5−B及び5−Cから成形した成形品はすべて、視認し得るフローラインが組成物5−D及び5−Eから成形した成形品よりはるかに少なかった。
【0054】
【表1】
【0055】
デザインの融通性を高めるため、また広い範囲のマトリックス樹脂と適合するように封入用材料の屈折率を変える可能性を改善するために、2種以上の単量体の使用を可能にするプロセスが得られれば非常に望ましい。したがって、いくつかの実施形態では、ポリマービーズは、所望に応じて架橋剤を含む様々な比率の複数の単量体の組合せからなる。フリーラジカル懸濁重合に使用できる単量体であればいずれも使用でき、具体的には、例えばスチレンを、アクリロニトリル、メチルメタクリレート(MMA)、ブタジエン及び他のビニルもしくはオレフィン系単量体の少なくとも1種と組み合わせて使用する。
【0056】
実施例6
この実施形態では、約20〜49重量%の範囲の高い固形分含量(即ち高い単量体/水比)から、バッチ当たりより多量のビーズを得た。本実施形態における水中のPVA濃度は約0.25重量%〜約4重量%の範囲であった。また懸濁重合の初期段階で異なる温度プロファイルを使用した。さらに、単量体/フレーク混合物をPVA水溶液に添加する方法を変えることにより、ビーズ内の最終アルミニウムフレーク分布が影響を受けることを見いだした。本実施形態では、予め超音波処理した単量体/フレーク混合物を(前の実施例で使用した非乱流、無撹拌PVA水溶液にではなく)撹拌したPVA水溶液に添加することにより、ビーズにはるかに均一な全体的アルミニウムフレーク分布をもたらすことを見いだした。
【0057】
本実施形態を行うのに、6枚ブレードのRushton攪拌機を備えた6Lジャケット付き反応釜を使用した。この反応器で、59gのPVA(即ち加水分解度約87〜89%、MW=124000〜186000)及び2250gの脱イオン化水の水溶液を40℃に保ち、約100rpmで撹拌し、窒素で約60分間パージした。約1128gのスチレン、約373gのアクリロニトリル、約23gのジビニルベンゼン及び約28gのアルミニウムフレークをメスフラスコ内で合わせ、超音波浴に入れ、時折振盪しながら約10分間超音波処理した。超音波処理後、約4.5gの過酸化ベンゾイル(ラジカル開始剤)を混合物に添加した。
【0058】
次に、単量体/フレーク/開始剤混合物を2つの方法のいずれかでPVA水溶液に添加した。(1)単量体/フレーク/開始剤混合物を非乱流、無撹拌PVA水溶液に、2相系が得られるように添加した。単量体/フレーク/開始剤混合物の添加が完了したら、撹拌を約250rpmで開始した。(2)PVA水溶液を約250rpmで撹拌しながら、単量体/フレーク/開始剤混合物を撹拌PVA水溶液に添加した。
【0059】
いずれの方法でも、単量体/フレーク/開始剤混合物を添加し終わったら、系を約40℃で約15分間平衡になるよう保持し、次いで温度を約30分以内に約70℃まで上げた。約70℃に約90分間保持した後、温度を約75℃に上げ、約120分間保持した。次いで、温度を約80℃に上げ、約300rpmで撹拌しながら約150分間保持した。最後に、温度を約85℃に上げ、約350rpmで撹拌しながら約120分間保持した。ビーズの回収、単離及び分離を、先の実施例に記載したのと同様の方法で行った。
【0060】
添加方法(1)を使用した場合、代表的には直径が約300μm未満のビーズが1バッチ当たり約700g得られた。これは、使用した単量体を基準にして約47%の収率である。これらのビーズの平均直径は約100±50μmであった。これらのビーズのアルミニウム含量は、熱重量分析(TGA)で測定して、約15〜約1重量%の範囲にあった。
【0061】
添加方法(2)を使用した場合、代表的には直径が約300μm未満のビーズが1バッチ当たり約900g得られた。これは、使用した単量体を基準にして約60%の収率である。これらのビーズの平均直径は約100±50μmであった。これらのビーズのアルミニウム含量は、TGAで測定して、約8.5〜約1.2重量%の範囲にあった。本実施例の2つの方法で得られたアルミニウムフレーク分布を図6に示す。
【0062】
この方法で生成したビーズを透明なABSと配合し、フローラインに敏感な部品に成形した。得られた結果は良好であった。得られた部品は、高剪断加工条件(即ち、ブレンド成分のすべてをスロート供給する)を使用しても、フローラインを発生しなかった。このことは、本プロセス(実施例6)から生成するビーズが表面積層フレークや自由フレークをほとんど含まないことを示唆している。さらに、実施例4、5及び6は、フローラインのない外観を有する最終製品を実現する上で、ビーズの形態とコンパウンディング/加工条件との関係が重要であることを実証している。
【0063】
実施例7
この実施形態では、種々の染料をアルミニウムフレークとともに、架橋ポリマービーズに添加して、マトリックス樹脂に着色視覚効果を生成した。本実施形態で使用した染料のいくつかを図7に示す。本実施形態では、フレークが小さな着色ビーズに封入されたものが得られた。本実施例では、染料の分子構造が反応収率に与える影響を無視した。
【0064】
本実施形態では、染料を、超音波処理前に実施例6のアルミニウムフレーク及び単量体の混合物に添加した。理想的には、染料が単量体溶液に可溶であるべきで、染料が、懸濁重合反応に用いた水性相によりも有機/単量体相に著しく可溶であるのが好ましい。染料の溶解、それに続く超音波処理の後、混合物を水性相に普通の方法で添加し、単量体に関する適当な撹拌及び温度プロファイルを使用した(即ち実施例6に記載したプロファイル)。次に、前述した標準的重力沈降法を用いて、最終ビーズの単離を行った。
【0065】
染料の添加量を変えることにより、最終効果の色と強さを変えた。染料の添加量が多いほど、よりはっきりした色のビーズが生成し、一方染料の添加量が少ないほど、弱い色のビーズが生成した。さらに、マトリックス樹脂に着色ビーズを多量に添加すると、着色、スパークルマトリックスとなり、それはスパークル外観の点で無色のビーズを含有する樹脂と有意な差がなかった。しかし、ビーズの添加量が少ないところでは、着色ビーズが、周囲の樹脂マトリックスの色から解離された状態(即ち光学的に分離された状態)に留まり、アルミニウムフレークが着色されたように見えるフローラインのないスパークル効果を呈した。
【0066】
これらのビーズを生成した後、40gの着色ビーズを500gの透明なアクリロニトリル−ブタジエン−スチレン(ABS)プラスチックに配合混練し、射出成形した。これらのビーズから、視認し得るフローラインがほぼない着色スパークル製品が得られた。
【0067】
実施例8
この実施形態では、特定の染料をアルミニウムフレークとともに、架橋ポリマービーズに導入した。これらの特定の染料からのビーズ収率は、染料なしで製造した実施形態より良好であった。染料なしでスチレンとアクリロニトリルを共重合した場合の代表的なビーズ収率は50〜60%の範囲にある。このような収率は、原料コスト、不純物からの生成物の分離、副生物処分のコストなどの理由から、工業的な大量生産プロセスにとって許容可能な代表的な収率を下回っている。ある種のアントラキノン誘導染料が存在すると、スチレン−アクリロニトリル(SAN)ビーズの約90%を上回る収率が得られることを見いだした。懸濁重合の収率の驚異的な上昇に加えて、本方法では望ましくない副生物であるマイクロエマルジョンの量も減少した。
【0068】
この実施形態では、Solvent Blue 35又は好ましくはSolvent Blue 36を、超音波処理前にアルミニウムフレーク及び単量体の混合物に添加した。Solvent Blue 35及びSolvent Blue 36の化学構造を図5に示す。染料の溶解、それに続く超音波処理の後、混合物を水性相に普通の方法で添加し、単量体に関する適当な撹拌及び温度プロファイルを使用した。
【0069】
例えば、約1125gのスチレン、約375gのアクリロニトリル、約22.5gのジビニルベンゼン、約28.5gのアルミニウムフレーク及び約900mgのSolvent Blue 36の混合物を製造し、約15分間超音波処理した。次いで約4.5gの過酸化ベンゾイルをこの混合物に添加し、得られた混合物を、約59gのポリビニルアルコールを約2250mlの水に溶解し、窒素置換した溶液に添加した。次に実施例6に詳述した標準的撹拌(約250〜280rpm)及び温度プロファイルを実施した。ビーズの回収、単離及び分離を、先の実施例に記載したのと同様の方法で行った。
【0070】
混合物の色は、単量体溶液をPVA水溶液に添加した後数分で変化し始めた。約3時間後、反応溶液が非常に濃厚になったので、約200mlの水を添加し、次いで撹拌を約350rpmに上げた。反応を停止し、生成物を先の実施例に概略を示したのと同様の方法で単離した。この実施例の最終ビーズは色がはっきりと紫色で、収率90%(単量体を基準)が得られた。
【0071】
別の例では、上記より少量の染料を使用した(約238mgのSolvent Blue 36)。この例では収率約78%で、ビーズは僅かに紫色の色相しかもたなかった。
【0072】
約238〜900mgのSolvent Blue 36を用いて、収率約78〜90%が得られた。その後のアセトン洗浄/スラリー化により、紫の着色がほとんど又は全くないビーズが得られた。
【0073】
異なる量の染料を導入したビーズをABS又は共単量体としてメチルメタクリレートを含有するABSと配合混練し、成形してフローラインに敏感な部品とした。視認し得るフローラインはなくなった。活性な染料の量を増加すると、収率への良い効果が増加し、より強い色のビーズとなった。染料の添加量がSANビーズにもたらす変色が有意でない程十分低いと(例えば約240mg)、80%程度の収率となった。ビーズ単離後、ビーズを若干膨潤させる溶剤(即ちアセトン)で洗ってビーズマトリックスから有意な量の染料を除去した。これは、本質的に無色のビーズを以前に可能だった収率よりはるかに高い収率で生成する方法を提供する。また、これらのビーズを重合プロセスから回収したとき、ビーズは小さな気泡を含有したが、ビーズのアセトン洗浄後には、ビーズが気泡なしになったことも確かめた。このような気泡は、先の実施例で生成したビーズにはいずれにも見られなかった。
【0074】
染料の添加量を変えることにより、またビーズに施す洗浄の量を変えることにより、最終効果の色と強さを変えることができた。染料の添加量が多いほど、またビーズの洗浄量が少ないほど、よりはっきりした色のビーズが生成し、一方染料の添加量が少ないほど、またビーズの洗浄量が多いほど、薄い色のビーズが生成した。
【0075】
実施例9
この実施形態では、上述した反応の改変法を用い、反応を1L及び6Lガラス反応器から40L鋼反応器にスケールアップした。反応器に、1.2kgのPVAを24.5Lの水に溶解したPVA水溶液を仕込み、75℃、400rpmで撹拌した。反応器に連結した原料タンクに、9.3kgのスチレンを加え、撹拌を950rpmに設定する。これに28.54gのジビニルベンゼンを加え、次いで1186gのアルミニウムフレークを添加した。これを20分間撹拌した後、797gのアクリロニトリルと30gの過酸化ベンゾイルを添加した。この混合物を10分間撹拌し、次いで2つのタンク間の弁を開放することにより反応器に添加した。次に反応混合物を400rpmで4時間撹拌する。このとき、1050gのPVAを2Lの水に溶解した溶液を10分間にわたって添加する。75℃、400rpmでの撹拌をさらに4時間続け、次いで温度を82℃に上げ、さらに3時間撹拌する。標準法を用いて、得られたビーズをマイクロエマルジョンから分離し、次いで洗い、乾燥する。
【0076】
反応中に添加した追加のPVAバッチが、1L及び6Lのスケールでの前述した通りのプロセスをスケールアップするだけに比べて、プロセスを著しく改善する。追加のPVAは、完了後に反応器で必要とされる洗浄の量を少なくし、ビーズの凝集を少なくし、ビーズの収率を上げる。
【0077】
実施例10
この実施形態では、40L鋼反応器での反応に、別の界面活性剤系を使用する。反応器に、1.53kgのPVA及び1.4gのヨウ化カリウムを24.2Lの水に溶解した水溶液を仕込み、75℃、400rpmで撹拌した。反応器に連結した原料タンクに、9.2kgのスチレンを加え、撹拌を950rpmに設定する。これに28.54gのジビニルベンゼンを加え、次いで1186gのアルミニウムフレークを添加した。これを20分間撹拌した後、797gのアクリロニトリルと78.9gの過酸化ベンゾイルを添加した。この混合物を10分間撹拌し、次いで2つのタンク間の弁を開放することにより反応器に添加した。次に反応混合物を450rpmで2時間撹拌し、次いで75℃、400rpmでさらに6時間撹拌する。最後に温度を82℃に上げ、さらに3時間撹拌する。標準法を用いて、得られたビーズをマイクロエマルジョンから分離し、次いで洗い、乾燥する。
【0078】
改変した界面活性剤系の使用により、反応中にPVAを追加する工程の必要がなくなる。これにより、生成するビーズの寸法の制御も改良され、1つの反応バッチからはるかに小さい寸法分布が得られる。このアプローチにより、収率がさらに高くなり、また後で除去しなければならない小さなマイクロエマルジョン粒子の量が少なくなる。
【0079】
このプロセスから単離したビーズは、そのままの形態では押出機の供給スロートを効率よく通過しないので、配合前に余分な工程を必要とする。この問題は、0.2重量%の微細硫酸バリウムをビーズに添加することにより解決できる。
【0080】
実施例11
一連の実験を行った。具体的には、2種類の異なる界面活性剤系、即ちPVA及びPVA/KIを使用し、ジビニルベンゼン架橋剤の含量を100部当たり0.1〜0.3部(pph)の範囲で変え、得られたビーズをふるいサイズ106、150、180、212及び250μmでふるい分けした。次にこれらのビーズをLEXAN EXLを主成分とする樹脂にビーズ添加量9%で配合混練し、上述した視覚的欠陥がよく起こるノート型コンピュータカバーを成形した。
【0081】
得られた部品を視覚的に評価し、各処方について視覚的欠陥を比較し、合格不合格判定した。PVA系について、0.2〜0.3pphのDVB範囲のビーズにほとんど差がなかった。したがって、0.2pphのDVBがこの範囲内で最良の樹脂物性を呈することが知られているので、0.2pphのDVBが好ましい。PVA/KI系について、名目架橋密度が0.2pphのDVBであるビーズは、同じLEXAN EXLグレード樹脂に配合混練したとき、十分に安定でなかった。PVA/KI条件下で製造した0.3pphのDVBを含むビーズは、PVA条件下で製造した0.2pphのDVBを含むビーズと同等の全体性能を示すことが確認された。
【0082】
ビーズを106μmにふるい分けすると、大きな粒子の出現及び溶融前線への集中の両方に関して最良の結果が得られた。粒子サイズ212μm及び250μmでは、溶融前線に関して受け入れがたい欠陥を生じ、大きな斑点も観察された。180μm及び150μmは両方とも、溶融前線性能については良好であったが、≦180μmでふるい分けしたビーズでは大きな斑点が目視上受け入れがたかった。
【0083】
上述したように、本発明のシステム及び方法は、ユーザーが高アスペクト比材料をポリマーに封入して略球形ビーズを形成するのを可能にする。次にこれらのビーズを用いて、スパークル及び/又はメタリック調外観を有するプラスチック製品を生成することができる。図8は、2つの成形品を比較して示し、この場合、成形品は各々ポリスチレンマトリックスを含有し、片方の成形品は自由金属フレークを用いて製造し、他方の成形品はジビニルベンゼンで架橋されたポリスチレンに封入されたアルミニウムフレークを用いて製造した。各組成物は、ブレンド成分を成形機で混合することにより製造した。有利なことに、これらのシステム及び方法で得られるプラスチック製品は、目で見てフローラインをもたず、本発明以前には簡単に或いは経済的に得ることができなかったものである。
【0084】
本発明の種々の実施形態を、本発明が満たす種々の必要を成就するものとして説明した。これらの実施形態は、本発明の種々の実施形態の原理を具体的に説明するものにすぎない。反応条件は装置毎に変わり、したがって上述したプロセスに応じた調節が良好なビーズを生成する上で必要である。当業者には、本発明の要旨から逸脱することなく、多数の他の変更例や改変例が明らかである。したがって、本発明は、すべての適当な変更例及びその変種を特許請求の範囲に入るものとして包含する。
【図面の簡単な説明】
【0085】
【図1】ニットラインに垂直な方向に見た射出成形品の断面を示す線図であり、非封入異方性粒子の配向を示す。
【図2】ニットラインに垂直な方向に見た射出成形品の断面を示す線図であり、封入された異方性粒子のランダム配向を示す。
【図3】ビーズを重力沈降により分離する方法を説明する線図である(この実施形態の液体媒体は、0.1%Triton−X界面活性剤溶液を3〜6滴含有する5〜20重量%濃度の塩化カリウム溶液を含有する)。
【図4】本発明の2つの方法で得られたアルミニウムフレークの分布を示すグラフである。
【図5】本発明の実施形態に添加することのできる種々の添加剤の化学構造を示す図である。
【技術分野】
【0001】
この発明は広義には、高アスペクト比材料をポリマーに封入してビーズとした顔料及びその製造方法に関する。具体的には、本発明は、高アスペクト比フレーク状粒子をポリマーに封入して略球形ビーズとした顔料であって、着色、スパークル及び/又はメタリック調もしくはメタル様外観を有するプラスチック製品を生成するのに有用な顔料及びその製造方法に関する。
【背景技術】
【0002】
現在の消費者製品の趨勢では、独特な色及び外観をもつプラスチックに対する需要が空前のものである。例えば、交換可能なプラスチックカバーをもつ携帯電話が一般に普及している。こうしたカバーは様々な色及び/又は特殊効果のものが販売されており、消費者が自分の好み通りに携帯電話の美的デザインを支配できる。例えばコンピュータ、ラップトップ、ステレオその他の家庭用及び/又は事務用機器、自動車内装などの用途に用いられるその他多くの射出成形プラスチック製品も、独特の色及び外観を有していると有利である。
【0003】
スパークル外観、メタリック調もしくはメタル様外観、真のメタル外観もしくは角度メタメリズム外観を有するプラスチック製品が望ましい例は多い。スパークルもしくはメタリック調外観をもつプラスチックを生成するには、プラスチック物品に自由金属フレークを、肉眼で個別のフレークを識別できる程度の充填量で導入すればよく、その結果スパークルなもしくはメタリック調外観をもつ物品が得られる。真のメタル外観をもつプラスチックは、自由金属フレークをもっと多い充填量で用いることにより生成できる。自由金属フレークを導入した製品の欠点として、自由フレークはアスペクト比が高く、そのため非均一な流れ方向のニットラインその他の区域で配向を変え、加工中に流れ場と整列する傾向があり、そのため仕上げ製品に視認し得るフローライン、ニットライン又はウエルドラインを生じる原因となる。このようなフローライン、ニットライン又はウエルドラインは製品に醜いすじをもたらす。したがって、自由金属フレークをプラスチック物品に導入することによっては効果的に達成できないスパークル、メタリック調及び/又はメタル外観のプラスチックへの需要が増大している。
【0004】
プラスチック用の好適な顔料及び添加剤の多く、例えば金属粒子は、平板様又はフレーク状粒子構造など、アスペクト比が高い。前述したように、加工中にこのような粒子は材料流れと平行に配向しがちである。場合によっては、この方向性は、例えば押出シート成形品や薄肉成形品の曲げ弾性率を向上するなど、利点となりうる。しかし、他の場合には、この方向性は不利であり、特に部品が複雑で、均一な表面外観が望まれる状況では不利である。このような条件下で、流れ場方向での局部的変動により色や反射率に許容範囲を超えたばらつきがもたらされるおそれがある。金属粒子又はフレークは、その反射率が高く、高指向性であるので、この配向問題を特に生じやすい。
【0005】
顔料粒子の幾何形状は、それにより生じる光学効果を決める上で重要である。多数のファセットが得られると所定の粒子配向についての反射率が最高になり、一方より球形の形状は流体力学的により等方性であり、フローラインを減らしたりなくしたりするのに役立つ。高アスペクト比の粒子は高いスパークル効率を与え、粒子をメタリック顔料として極めて有効なものとする。しかし、これらの粒子は目視上問題のあるフローラインの発生にも関与する。
【0006】
プラスチック製品への加工時に、高いアスペクト比を有する顔料及び添加剤が光学的に異方性かつ流動力学的に等方性であることを確実にする適切な方法は現在のところ存在しない。立方体及び八面体はこれら2つの条件を満たすように見えるが、実際、現行技術は、フレーク状材料をほぼ立方体材料で封入することにより、フレーク状材料の方向性問題を解決しようとしてきた。立方体形材料はフレーク状材料よりは流れにより誘導される配向に敏感でなく、そのためフローラインの発生を少なくするが、この方法ではフローラインはなくならない。さらに、複雑な幾何形状(即ち球形及び小平板以外)の粒子を製造するのは簡単なことではなく、最終製品に不必要な充填材質量を導入する。その結果、フローラインをなくす多数の加工解決策の研究に多大な努力が払われてきた。逐次ゲート処理、複雑な金型温度プロファイルの使用、金型の撹拌が、フローラインの発生を著しく低減することが確認された。しかし、これらの方法ではすべて、非常に特殊な装置を用いる必要があり、経済性、実用性ともに極端に低いものとなっている。或いは、アルミニウムビーズの使用も可能な解決策として研究されている。しかし、アルミニウムビーズにはファセット、つまり寸法調節可能な反射面が存在しないため、最終製品に反射性メタリック調を達成できない。
【0007】
特開平11−279434号に、光沢を有する多面体粒子の少なくとも一面に透明樹脂を被覆したメタリック顔料が記載されている。特開平11−021376号に、光沢粒子を含む架橋ポリマー粒子である複合スパークル剤、スパークル剤を含有する樹脂組成物及びこれを用いた樹脂成形品が記載されている。しかし、これら特許公開公報のいずれも、光沢粒子が複合材から剥離する問題に言及していない。さらに、いずれの公報も、すべての物性に対する架橋密度の重要性や、欠陥のない射出成形品を得る上で複合ビーズ粒子の寸法を限定する重要性を問題としていない。
【特許文献1】特開平11−279434号公報
【特許文献2】特開平11−021376号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
したがって、複雑な流れ場における高アスペクト比を有する材料(例えば平板状/フレーク状顔料及び添加剤)の角度分布が、プラスチック製品への加工時に、光学的に異方性かつ流動力学的に等方性に留まることを確実にするシステム及び方法が必要とされている。また、現存のシステム及び方法より価格、特殊性ともに低いこのようなシステム及び方法が必要とされている。さらに、フローラインの発生をほぼなくすこのようなシステム及び方法が必要とされている。またさらに、高アスペクト比材料を架橋又は架橋性ポリマーに封入するこのようなシステム及び方法が必要とされている。またさらに、現在可能なよりも高い収率でフレーク状粒子封入ビーズを生成するこのようなシステム及び方法が必要とされている。またさらに、封入された高アスペクト比材料をプラスチック射出成形又は押出品に顔料として使用して、実質的にフローラインがなく、スパークル及び/又はメタリック調外観を有するプラスチック物品を生成するこのようなシステム及び方法が必要とされている。また、コンパウンディング及び/又は成形操作中に高アスペクト比材料が封入ビーズから剥離する問題に対処することも必要とされている。最後に、染料を配合して着色、スパークル及び/又はメタリック調外観を有する製品を製造できるようにするこのようなシステム及び方法が必要とされている。
【課題を解決するための手段】
【0009】
したがって、現存するシステム及び方法の上述した欠点を克服する本発明の実施形態は、高アスペクト比材料をポリマーに封入して略球形ビーズを形成してなる顔料、及びその製造方法に関する。これらの顔料ビーズは、着色、スパークル及び/又はメタリック調外観を有するプラスチック製品を製造するのに使用できる。本発明の実施形態は、複雑な流れ場における高アスペクト比を有する材料(例えば平板状/フレーク状顔料及び添加剤)の角度分布が、プラスチック製品への加工時に、光学的に異方性かつ流動力学的に等方性に留まることを確実にするシステム及び方法を含む。幾つかの実施形態において、本発明のシステム及び方法は、現存のシステム及び方法より価格、特殊性ともに低くなりうる。本発明の実施形態において、システム及び方法はフローラインの発生をほぼなくすことができる。また、本発明の実施形態は、高アスペクト比材料を架橋又は架橋性ポリマーに封入してビーズを形成し、現在可能なよりも高いビーズ収率を達成することができる。さらに、本発明の実施形態は、封入された高アスペクト比材料をプラスチック射出成形又は押出品に顔料として使用して、実質的にフローラインがなく、着色、スパークル及び/又はメタリック調外観を有するプラスチック物品を生成する。本発明の実施形態は、コンパウンディング及び/又は成形操作中に高アスペクト比材料が封入ビーズから剥離するのを最小限に抑えるのに採用できる特定の加工条件に関する。最後に、本発明の実施形態は、染料即ち着色顔料を配合して着色、スパークル及び/又はメタリック調外観を有する製品の製造を可能にする。
【0010】
本発明の実施形態は、1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなる、顔料を含む。本発明の実施形態は前記顔料を製造する方法も含む。
【0011】
本発明の実施形態は、プラスチックマトリックス材料及び顔料を含有する樹脂組成物であって、顔料が1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなる、樹脂組成物を含む。
【0012】
本発明の実施形態は、前記組成物から作製された成形品も含む。
【0013】
本発明の他の特徴、観点及び利点は、添付の図面を参照する以下の説明を続ける中から当業者に容易に理解できるものになるであろう。なお、添付の図面は本発明の幾つかの好適な実施形態を図解したもので、複数の図面を通して同じ参照番号は同じ部品を示す。
【0014】
本発明のシステム及び方法を以下に図面を参照して説明する。
【発明を実施するための最良の形態】
【0015】
本発明の理解を促がす目的で、以下に図1〜5に示す通りの本発明の好適な実施形態及びその記述に用いる特定の用語について説明する。ここに用いる用語は説明を目的としたもので、限定を目的としたものではない。ここに開示する特定の構造的及び機能的記述は限定的と解釈するべきではなく、単に当業者に本発明を様々な形態で利用することを教示するための代表的な基礎として特許請求の範囲の基礎として解釈すべきものである。開示するシステム及び方法の変更や改変、また本発明の原理のさらなる応用も、当業者に通常の知識で想起できるものであれば、本発明の要旨の範囲内に入ると考えられる。
【0016】
この出願の明細書及び特許請求の範囲の数値は、特にポリマー組成物に関係する場合、異なる特性のいくつかの個別のポリマーを含有するある組成についての平均値を反映する。さらに、数値は同数の有効数字に還元したとき同じである数値と、値を求めるために本出願で使用した測定方法の実験誤差より小さい量だけ表記値から異なる数値とを包含すると解釈すべきである。
【0017】
本発明の実施形態は、高アスペクト比材料をポリマー内に封入することにより形成した略球形ビーズを含む。これらのビーズは、種々のプロセス(例えば、射出成形、押出、シート成形、スピンコーティングや溶液キャスティングなどの溶液からの加工技術)に使用して、着色、スパークル及び/又はメタリック調外観を有するプラスチック製品を形成することができる。
【0018】
図1を参照すると、射出成形したポリマー材料中の非封入(即ち自由)フレークの配向が線図にて示されている。ここに示す高アスペクト比のフレーク又は平板状粒子はニットライン10で流れ場と共に配向を変え、粒子自体をニットラインに揃え、ニットラインの視認性を高める傾向がある。この発明はこのようなニットライン/フローラインの視認性を小さくするかなくすことを目的とする。
【0019】
図2を参照すると、本発明の1実施形態が線図にて示されている。この実施形態では、ポリマー材料に封入されたフレークのランダムな配向が示されている。フレークが封入されると、フレークは流体力学的にほぼ等方性であり、これにより流れ方向にほぼ非感応性である。このため、ニットライン10の発生が少なくなるかなくなる。さらに、透明、半透明及び/又は着色の実質的に球形のポリマービーズ内に封入されたフレークはその極めて正反射即ち鏡面反射的な反射特性を保持する。この実施形態では、フレーク封入ビーズは光学的に異方性である(即ち所望の光学効果が保持される)が、流動力学的に等方性である(即ちニットライン及び高度に方向性及び/又は不均一な流れ方向の他の区域で優先的なフレーク配向が起こらない)。
【0020】
本発明は、高アスペクト比を有する材料(例えばフレーク又は平板状粒子)が略球形の液滴又はビーズに埋設、即ち封入された構成である。ここで、高アスペクト比を有する材料は、平均アスペクト比が種々の実施形態において各々約1.5:1超、約2:1超、約4:1超、約5:1超、約8:1超、約9:1超、約40:1超材料を含む。他の実施形態では、高アスペクト比を有する材料は、平均アスペクト比が種々の実施形態において各々約2:1〜約40:1、約5:1〜約40:1、約9:1〜約40:1である材料を含む。
【0021】
本発明に用いるのに適当な高アスペクト比を有する材料は、種々の実施形態において各々2以上のファセット(ファセット)、約2〜約100のファセット、約3〜約50のファセット、約4〜約10のファセット、4未満のファセット、約2〜約4のファセット、約2〜約3のファセットを有する材料を含む。
【0022】
本発明に用いる高アスペクト比を有する材料は、樹脂組成物に所望の着色、メタリック、スパークル及び/又はメタリック調外観を与えるならば、どのような材料でもよい。このような材料の具体例を挙げると、アルミニウム、金、銀、銅、ニッケル、チタン、ステンレス鋼、硫化ニッケル、硫化コバルト、硫化マンガン、金属酸化物、白雲母、黒雲母、合成雲母、二酸化チタン被覆雲母、金属被覆ガラスフレーク、Perylene Redなどの着色剤又は単独で非封入形態で樹脂組成物に使用した場合にフローラインを形成しやすいその他の適当な高アスペクト比材料があるが、これらに限らない。高アスペクト比材料の混合物も本発明の実施形態に包含される。例えば、高アスペクト比着色剤と高アスペクト比添加剤との混合物を使用してメタリック、スパークル及び/又はメタリック調外観を与えることができる。多くの実施形態で、高アスペクト比添加剤を1種のみ使用する。
【0023】
略球形ビーズは、平均アスペクト比が種々の実施形態において各々約2:1未満、約1.5:1未満、約1.2:1未満、約1.1:1未満、もしくは約1:1である。一般に、高アスペクト比材料を封入したビーズが平均アスペクト比約1:1を有し、それによりニットライン、フローラインなどの近くに優先的な配向もしくは揃いがほとんど又は全くないようにすることが望ましい。ここで用いる用語「ニットライン」、「フローライン」及び「ウエルドライン」は、すべて互換性のある用語として用いられ、高度に方向性及び/又は不均一な流れ方向の区域を意味する。さらにここで用いる用語「封入(又は単に封入)」、「フレーク封入」その他類似の表現は、フレークがビーズ内に完全に封入された状態と、フレークがビーズに表面積層された状態両方を包含する。ここに記載する方法で製造した材料には両方のビーズタイプが様々な程度に存在し得、どちらのビーズタイプがビーズ総数の大多数を占めるかによって、適当な加工条件(後述する)を適用して、視認し得るフローラインが実質的に存在しないプラスチック物品を実現することができる。
【0024】
略球形ビーズは、本明細書では、封入した顔料組成物とも表記する。封入顔料組成物中のビーズ又は粒子は、電話カバー、携帯電話、コンピュータ・ベゼル、キーボード、キーキャップ、マウス、テレビ・ベゼル、ステレオ、プリンター、その他の消費者向け及び事務用装置並びに自動車内装及び外装など普通の物体に色その他の視覚効果を付与するのに適当なサイズのものである。このような意味で、本発明の顔料中の粒子は、これらの物品の壁厚と比べて十分に小さく、物品中に分散させることができることが明らかである。
【0025】
略球形ビーズは、平均直径がその内部に封入された高アスペクト比粒子の平均長さに少なくとも等しいか僅かに大きいことが好ましい。これらのビーズは平均直径が、種々の実施形態において各々約10μm〜約300μm、約15μm〜約300μm、約20μm〜約300μm、約40μm〜約250μm、約80μm〜約200μm、又は約90μm〜約140μmである。当業者には明らかなように、これらの種々の実施形態において、ビーズ総数の平均ビーズ直径が特定した範囲から外れる原因とならなければ、上述した平均直径より小さいか大きい直径を有する個別のビーズが存在してもよい。ビーズ内に封入された高アスペクト比粒子は、最大寸法についての平均値が(その粒子が封入された)ビーズの平均直径と同じ範囲内に入るのが好ましく、さらに高アスペクト比粒子の最大寸法についての平均値が(その粒子が封入された)ビーズの平均直径に等しいかそれより僅かに小さいのが好ましい。例えば、1実施形態では、ビーズの平均直径が約100μmであるとして、ビーズ内に封入された高アスペクト比粒子は、最大寸法が約100μm又はそれより僅かに小さいフレークを含有してもよい。
【0026】
ポリマー封入ビーズ材料内に封入された高アスペクト比材料の平均量(即ち重量)は、代表的には、樹脂組成物中のビーズの特定の濃度について、所望の着色、メタリック、スパークル及び/又はメタリック調外観を達成するのに必要な量である。ここで、高アスペクト比材料の平均量は高アスペクト比材料の全重量をビーズの全重量で割ることで求めることができる。ポリマー封入ビーズ材料内に封入された高アスペクト比材料の平均量は、種々の実施形態において各々顔料ビーズの重量を基準にして、約25重量%未満、約0.1〜約25重量%、約1〜約20重量%、約2〜約15重量%、約5〜約10重量%、約10〜約15重量%、約0.1〜約5重量%又は約0.1〜約4重量%である。当業者に明らかなように、所定のビーズ数のポリマービーズ内に封入された高アスペクト比材料の平均量が上で特定した範囲から外れる原因とならなければ、これらの種々の実施形態の全ビーズ数において、内部に高アスペクト比材料が封入されていない個別のビーズが存在してもよく、また内部に25重量%を超える高アスペクト比材料が封入された個別のビーズが存在してもよい。
【0027】
高アスペクト比粒子を取り囲むポリマー材料(即ち封入用材料)は、プラスチック製品に所望の光学効果を達成するのに十分な程度の透明性及び/又は半透明性を有する材料であれば、どのような材料でもよい。このような材料の具体例には、熱硬化性樹脂、懸濁重合により調製したポリマー、又は熱可塑性ポリマーがあるが、これらに限らない。
【0028】
熱硬化性樹脂は、例えば、エポキシ、フェノール、アクリル、アルキッド、ポリエステル、ポリイミド、ポリウレタン、シリコーン、ビスマレイミド、シアネートエステル、ビニル及び/又はベンゾシクロブテン系樹脂を含む。熱硬化性樹脂組成物は、所望に応じて、種々の触媒、難燃剤、硬化剤、充填剤、補強剤その他の成分も含有することができる。種々の熱硬化性樹脂成分を単独で、熱硬化性樹脂同士組み合わせて、或いは他の熱可塑性樹脂と組み合わせて使用することができる。
【0029】
熱可塑性樹脂の例には、ポリエステル類、例えばポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)、ポリシクロヘキサンジメタノールテレフタレート(PCT)、ポリエチレン−コ−シクロヘキサンジメタノールテレフタレート(PETG)、液晶ポリエステル(LCP)など、ポリオレフィン類、例えばポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレン、ポリメチルペンテンなど、スチレン単量体に由来する構造単位を含む樹脂、例えばポリスチレン、スチレン−アクリロニトリル共重合体(SAN)、アクリロニトリル−スチレン−ブタジエン(ABS)及びアクリロニトリル−スチレン−アクリレート(ASA)、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ビスフェノールAポリカーボネート、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリアリーレート(PAR)、フェノール樹脂(ノボラック型など)、フェノキシ樹脂、フッ素樹脂などがあり、またさらに熱可塑性エラストマーも挙げられ、その例には、ポリスチレン型、ポリオレフィン型、ポリウレタン型、ポリエステル型、ポリアミド型、ポリブタジエン型、ポリイソプレン型、フッ素型、シロキサン型エラストマー、天然ゴム、合成ゴムなどがあるが、これらに限らず、またさらにこれらの物質の任意のものの共重合体又は変性物、これらの物質の2以上の組合せなどもある。共重合体の例には、ポリジメチルシロキサン−ポリカーボネート共重合体、ポリエステルカーボネート共重合体、エチレン−プロピレン共重合体、エチレン−プロピレン−ジエン変性共重合体(EPDM)などがあるが、これらに限らない。熱可塑性樹脂及びエラストマーは、所望に応じて、架橋性部位を導入する既知の手段を用いて、適切に変性することができる。特定の実施形態では、熱可塑性樹脂又はエラストマーはアリルもしくはオレフィン基を有してもよく、またアリルもしくはオレフィン基を有する単量体から製造してもよい。好ましくは、懸濁重合の場合、封入用材料は、ポリスチレン(PS)、ポリメチルメタクリレート(PMMA)、スチレン−アクリロニトリル共重合体(SAN)、メチルメタクリレート−スチレン−アクリロニトリル共重合体、アクリロニトリル−スチレン−アクリレート(ASA)樹脂又はこれらの組合せを含む。
【0030】
高アスペクト比粒子を取り囲むポリマー材料(即ち封入用材料)には、少なくとも1種の架橋剤を添加することができ、架橋剤の添加は、懸濁重合法を採用するとき特に重要である。実施形態によっては、架橋剤を組成物中で加工して最終的な押出又は成形品を形成する場合、架橋剤の添加が顔料ビーズに機械的強度及び/又は溶融安定性を付与することができる。架橋剤の具体例はジビニルベンゼンである。架橋剤の使用量は最終製品の物性に影響する。封入用材料に配合することのできる架橋剤の量は、最終製品に望まれる物性、熱可塑性キャリヤ樹脂の特性、使用するコンパウンディング条件(例えば押出中に全量スロート供給か、下流供給か)などの因子によって決められ、当業者であれば適切な実験で決めることができる。例えば、同量の架橋剤を添加する複数の実施形態で、下流供給方式を用いて押し出した組成物は全量スロート供給方式で製造した組成物より延性に劣ることがある。
【0031】
幾つかの実施形態で、成形品が架橋剤の添加量の増加につれて低延性になることがある。実施形態によっては、顔料ビーズ自体の充填量を増加するとやはり、結果として延性が低下することがある。最終成形品の延性は、部分的に、使用したキャリヤ樹脂の特性に依存する。
【0032】
封入ビーズ材料には他の添加剤を含ませることもできる。このような添加剤を添加する理由は種々である。このような添加剤は、所望の視覚効果を維持するのに役立ったり、最終製品に加工するときビーズがその略球形を保持するのに役立ったり、その両方に役立つ。他の添加剤を添加してビーズ収率を現在可能な収率より改良することもできる。例えば、連鎖移動剤を添加したり、遅延剤及び/又は禁止剤を添加したりして、ビーズ製造プロセスを改良することができる。さらに、着色したスパークル及び/又はメタリック調外観の製品を生成できるように染料を添加してもよい。適当な添加剤の具体例には、あらゆる適当な着色剤、Solvent Blue35、Solvent Blue36、Disperse Violet26、Solvent Green3、Anaplast OrangeLFP、Perylene Red、Morplas Red36、熱安定剤、酸化防止剤、ブチル化ヒドロキシトルエン(BHT)、ラジカル掃去剤、ビニル系単量体、充填剤(例えば二酸化チタン、カーボンブラック及び/又はグラファイト)、耐衝撃性改良剤、紫外線吸収剤及び/又は難燃剤などがあるが、これらに限らない。
【0033】
高アスペクト比材料をポリマーに封入してなる顔料ビーズを用いて、着色、スパークル、メタリック調、メタル様、真にメタル及び/又は角度メタメリズム外観を有するプラスチック製品を生成することができる。このような製品は、顔料ビーズをプラスチック母材(マトリックス)に分散することにより生成することができる。適当なプラスチックマトリックス材料には、封入されていない高アスペクト比材料のみを含有する場合に視認し得るフローラインを発生しやすい材料が挙げられる。特定の実施形態では、適当なプラスチックマトリックス材料は、高アスペクト比材料を封入するためのプラスチック及びエラストマー材料として上述したものすべてを包含するが、これらに限らない。顔料ビーズのほかに、プラスチックマトリックスは添加剤、例えば染料もしくは他の適当な着色剤、熱安定剤、酸化防止剤、ラジカル掃去剤、充填剤(例えば二酸化チタン、カーボンブラック及び/又はグラファイト)、耐衝撃性改良剤、紫外線吸収剤及び/又は難燃剤などを、このような添加剤が存在しても、所望の着色、スパークル、メタリック調、真にメタル又は角度メタメリズム外観が保持されるならば、含有してもよい。ある実施形態では、プラスチックマトリックスは、封入形態で添加された高アスペクト比材料に加えて、非封入状態の高アスペクト比材料を含有してもよい。封入状態の材料を含有する組成物中に存在する非封入状態の材料のすべて又は少なくとも一部は、加工中に封入状態の材料の剥離が起こる結果か、封入状態の材料が非封入状態の材料で汚染される結果か、或いは非封入状態の材料を組成物に故意に添加する結果である。封入状態の材料を含有する組成物中に存在する非封入状態の高アスペクト比材料の量は、この組成物から得られる成形品にフローライン、ニットラインもしくはウエルドラインが存在するのをほぼなくすか、封入状態の高アスペクト比材料を含有しない組成物と比較して少なくとも減らすような量である。
【0034】
本発明の封入顔料組成物を組み込んだ物品が、例えばノート型コンピュターカバー、TVベゼルその他の大形品のように大きなサイズのものである場合、大形及び/又は薄肉用途に特有の視覚効果の最大限の改善を達成するためにプロセスをさらに微調整、制御する必要があることがある。特に、薄肉(<1.5mm)及び/又は大形部品に関して、射出成形の際に部品を充填するのに46インチより大きな層流が必要とされる場合、より大きなビーズは部品全体に均等に分散されるのではなく、溶融前線に集合することが認められた。これは結果として、成形品のこれらの区域が残りの部分より暗色となるという受け入れがたい視覚欠陥となる。この問題は、ビーズ粒子が大きくなればなるほど極端になり、より薄肉の壁断面で軽減される。溶融前線でのビーズサイズ偏析から生じる欠陥のほかに、より低い架橋密度では、即ちジビニルベンゼン濃度がビーズ形成反応において100部当たり約0.2部より低い場合、より大きなビーズが不均一な高いアルミニウム含量の斑点としてより受け入れがたいものとなる。この問題は、関連する顔料/樹脂パッケージが暗色になればなるほど極端になる。これらの欠陥がより低い架橋密度ではより受け入れがたいものとなる理由は、これらのビーズがより軟質であり、したがって射出成形時に樹脂の流れ方向に引き延ばされるからである。長い層流部品にあっては、樹脂速度がより小形の用途の場合より著しく高くなりうるため、このビーズ延伸現象はさらに極端になる。低い架橋密度は許容できる物性、特に延性衝撃を達成するのに望ましい。ビーズ寸法が小さければ小さいほど、射出成形品の全体的美観は良好になる。
【0035】
物性を維持しかつプロセスからの収率を良好な範囲に維持しながら、これらの問題両方を解決するために、ビーズを寸法150μm以下とし、ビーズ並びに使用する熱可塑性樹脂を形成するのに用いる界面活性剤及び単量体比両方について架橋密度を最適化する。例えば、92:8のスチレン/アクリロニトリル単量体比及びPVA界面活性剤系を用いることにより、100部当たり0.2部(0.2pph)のDVBの架橋密度が所定の樹脂についてビーズ安定性と全体的物性との理想的な妥協点を与える。架橋密度は、架橋剤(この場合DVB)の初期量に対する相対値で、絶対値ではない。異なる単量体比を用いると架橋密度の変更が必要になる。例えば、85:15のスチレン/アクリロニトリル比及びPVA界面活性剤系を用いると、同等なフローライン及び物理的性能のためには100部当たり0.25部程度の架橋密度が必要である。さらに、92:8のスチレン/アクリロニトリル単量体比を用いても、PVA/KI界面活性剤系であると、PVA界面活性剤系で作製された100部当たり0.2部の材料と同等の結果を得るのに、100部当たり0.3部程度のDVBが必要である。同様に、ビーズ及び界面活性剤組成と関連した因子の効果として、より高い加工温度を必要とする樹脂にビーズを配合すると、今度は高い架橋密度のビーズが必要となる。例えば、275℃で混練した樹脂に対して最適化した架橋密度を有するビーズは、310℃で混練した樹脂に用いるのに十分に安定ではなく、その結果成形品にフローラインが発生することになる。したがって、すべての可能性ある熱可塑性樹脂をカバーするために、広い範囲の架橋密度が必要とされる。この目的を達成するのに重要なこれらの2面は、ビーズを製造するのに用いる懸濁重合反応内でのプロセス最適化(即ち、架橋剤の適当量及び顔料の量に対する封入用材料の量の選択)と、これらの大きな粒子を除去するための単離ビーズの反応後篩い分け/スクリーニングである。本明細書及び特許請求の範囲で用いる用語「最大直径」は呼称スクリーン寸法を指す。つまり、最大直径150μmの粒子は150μmスクリーン又はふるいを通過した粒子である。完全に対称ではないが、1方向では上記スクリーン/ふるいを通過する粒子は、別の方向では直径が150μmより大きくても、この定義に含まれる、と理解すべきである。
【0036】
高アスペクト比材料をこのようなプラスチックマトリックス内に分散してなる顔料の添加量は、代表的には、それから生成する最終的なプラスチック物品に所望の着色、スパークル、メタリック調、メタル様、真のメタル及び/又は角度メタメリズム外観を達成するのに必要な量である。例えば、このような顔料の添加量は、種々の実施形態で各々約0.05〜約10重量%、約0.05〜約5重量%、約0.05〜約4重量%、約0.05〜約3重量%又は約0.1〜約3重量%の範囲の値となる。
【0037】
実施形態によっては、ビーズのポリマー封入用材料が、ビーズを含有させるプラスチックマトリックスの屈折率とほぼ合致することがある。例えば、ビーズのポリマー封入用材料とビーズを含有させるプラスチックマトリックスとの屈折率の差が約0.01未満であることがあり、この場合(プラスチックマトリックス自体が実質的に透明で、他の着色材料が添加されていなければ)実質的に透明な最終製品を生成する。或いは、ビーズのポリマー封入用材料とビーズを含有させるプラスチックマトリックスとの屈折率の差が約0.01〜約0.05の範囲にあるか、もしくは約0.05を超えることがあり、この場合種々の度合の半透明性を有する最終製品を生成する。
【0038】
高アスペクト比材料の封入、所望に応じてポリマー封入用材料のさらなる架橋は、様々な方法で、例えばスプレードライ法、Wurster法或いは現場懸濁重合により達成することができる。懸濁重合を利用する実施形態では、本発明の方法は、高アスペクト比粒子をモノマー又はポリマーの少なくとも1種及び架橋剤に分散して懸濁混合物を形成し、懸濁混合物を懸濁剤を含有する水性混合物に添加し、水性反応混合物を加熱、混合して、ビーズの形成を促し、こうしてビーズのほとんどが1以上の高アスペクト比粒子を封入し、ビーズの形成後、水性反応混合物を奪活し、得られたビーズを集める工程を含む。この方法はさらに、前記懸濁混合物を水性反応混合物に添加する前に、懸濁混合物を超音波処理することにより、1以上の高アスペクト比粒子を懸濁混合物に懸濁する工程を含む。この方法はさらに、重力沈降又は遠心分離を利用してビーズを幾つかのバッチに分離し、その後ビーズを乾燥する工程を含む。
【0039】
懸濁重合の場合、ジビニルベンゼンのような架橋剤の使用により、架橋剤が特定の樹脂へのコンパウンディング作業中に粒子及び封入顔料の溶融及び分散を防止するので、製品に優れた粒子安定性を付与できる。その上、顔料封入をもっとも効率よくするためには、顔料が懸濁混合物(懸濁相)と水性相との間で、重合の進行中顔料がほぼ懸濁相に滞在するように分配するのが望ましい。本明細書及び特許請求の範囲で用いる表現「ほぼ滞在する」とは、顔料の95%以上が懸濁相に滞在することを意味する。より好ましくは、顔料の99%より多くが懸濁相に滞在する。より多い量が水性相に滞在すると封入顔料の収率が低くなり、最終製品に非封入状態の顔料が存在する可能性があり、射出成形用途に用いたときフローラインが発生する。例えば疎水性を高める顔料粒子の表面改質を利用して、所定の顔料についての分配比を高くすることができる。
【0040】
本発明の実施形態で用いられる重力沈降は、(a)ビーズから懸濁重合法により生じたマイクロエマルジョンを除去し、(b)ビーズを濾過し、(c)ビーズを塩溶液(例えば5〜20重量%の塩化カリウム)に再スラリー化して初期体積を有する分離系を形成し、(d)例えば振盪により、分離系を混合し、(e)分離系を静置して平衡に達しさせ、(f)分離系から有用なビーズの画分を除去し、(g)分離系から得た有用なビーズの画分を濾過し、(h)有用なビーズの濾過画分を洗浄して過剰なスラリー溶液を除去し、(i)適当な量の脱イオン化水を分離系に残っているビーズ及びスラリー溶液に添加して、分離系の体積を初期体積に戻し、(j)ビーズのすべてが分離系から除去されるまで、必要に応じて工程(d)〜(i)を繰り返す工程を含む。必要なら、得られたビーズの第1画分を廃棄してもよい。この画分は、最終製品にフローラインを発生する原因となる自由(即ち封入されていない)高アスペクト比粒子も含有することがあるからである。
【0041】
1実施形態では、直径約100μm未満のアルミニウムフレークをポリマーに封入する。この封入は、アルミニウムフレークの存在下で単量体を懸濁重合することで達成できる。架橋剤を添加して、封入ビーズを最終の押出又は射出成形品に加工する際に、封入ビーズに機械的強度と溶融安定性を付与することができる。フレークに表面官能化を行って、封入用ポリマーの成長が表面促進プロセスとなるようにすることもできる。懸濁重合の場合、親水性表面を有するフレークに表面官能化が必要なこともある。
【0042】
有機単量体と相溶性のよい親水性表面を有するフレークのような高アスペクト比材料を製造するために、このような材料をオレイン酸のような相溶化剤で処理する必要があることもある。非封入状態の高アスペクト比材料は、有機媒体中での挙動に関して2つのカテゴリー、即ち有機相溶性と有機非相溶性とに分類することができる。材料の挙動は、トルエン/水のような2相混合物を調製し、その混合物に当該材料を添加することにより調べることができる。もしも材料が混合液の有機部分に留まれば、その材料は有機相溶性(即ち疎水性)である。もしも材料が混合液の水性層に留まれば、その材料は有機非相溶性(即ち親水性)である。この試験で、材料がこれら2つの相のいずれかを好むこと、つまり疎水性もしくは親水性であることがはっきりする。より高い封入効率のためには、有機相溶性(即ち疎水性)材料を用いるのが望ましい。したがって、材料が非相溶性であることが分かった場合には、表面処理/変性を行ってその材料を有機相溶性にすることができる。
【0043】
このような材料を有機相溶性にするのに、材料の表面に結合しうる有機分子を用いることがある。結合が実現されたら、有機層は材料を有機相溶性とするのに十分な疎水性となるはずである。一般に、このような分子は、しばしば表面改質剤と呼ばれるが、長いアルキル鎖と極性末端基、例えばチオール、スルホン酸、ホスホン酸、カルボン酸、カルボキシレート、アミン及び/又は四級アンモニウム塩とからなる。表面改質剤はポリマーであってもよく、例えばスルホン化ポリスチレン、アミノ基を有するポリスチレン及びスルホン化EPDMとすることができる。極性末端基の性質は表面の性質に依存する。基材に応じて、通常の末端基を選択して、イオン性、共有性又は非共有性いずれかとしうる相互作用を達成することができる。表面改質剤は、末端基及び疎水性部分のほかに、他の反応性基を含有することもできる。このような反応性基を用いてさらなる反応を行うことができる。上記の如き材料を有機相溶性にする過程は、材料又は表面改質剤が濡れているか、例えば単純な蒸留もしくは共沸蒸留などの既知の方法で除去することのできる有機成分を含有するときにも、使用することができる。[0047]フレーク状粒子は多数市販されており、例えばアルミニウムフレークが得られる。多くの場合、これらのフレーク状粒子は、鉱油のようなキャリヤ剤に含有されている。種々の実施形態において、フレークを入手したまま使用してもよいし、フレークを適当な溶剤で洗うことによりキャリヤ剤を除去してもよい。いずれの場合も、フレークを直接反応物質の水懸濁液に添加してもよいし、フレークを室温での超音波処理によりまず単量体に懸濁し、次いで懸濁剤としてポリビニルアルコール(PVA)を含有する水溶液に添加してもよい。
【実施例】
【0044】
実施例1
オレイン酸を用いて被覆ガラス顔料を相溶化する(即ち有機単量体と相溶性にする)ことができる。1実施形態では、約11.4gの被覆ガラスフレーク(30μm)、約50mlのトルエン及び表面改質剤として約2.85gのオレイン酸(フレークに対して20重量%、純度90%、Aldrich製)を、Dean−Starkトラップ及び攪拌機を備えた丸底フラスコに入れた。混合物を共沸条件下で約2時間撹拌した。次いでフレークの相溶性を、前述したように、水及びトルエンを添加することにより試験した。表面処理フレークのほとんどがトルエン中に留まり、一方非表面処理フレークはごく僅かだけがトルエン中に留まったことで実証されるように、これらの処理済みフレークの表面が疎水性になっていることが確認された。
【0045】
実施例2
約11.4gの被覆ガラスフレーク(30〜90μm)、約50mlのスチレン及び約2.85gのオレイン酸(フレークに対して20重量%、純度90%、Aldrich製)を、凝縮器及び攪拌機を備えた丸底フラスコに入れた。不均質な溶液を約80℃で約2時間撹拌した。この後得られた混合物を懸濁重合に用いた。得られたビーズは、表面処理されていないガラスフレークを用いて製造したビーズより多量の封入ガラスフレークを含有した。 実施例1及び実施例2の両方で、フレークと単量体を相溶性にするためにカルボン酸末端基を有する表面改質剤を使用した。また、アルミニウムフレークをビニル安息香酸及び4,4”−アゾビス(4−シアノ吉草酸)で変性した。ビニル安息香酸及び4,4”−アゾビス(4−シアノ吉草酸)は、各々ラジカル重合において単量体及び開始剤として使用できるので、反応性の表面改質剤として分類される。
【0046】
ビーズは、一旦形成したら、重力沈降(重力分離、勾配沈降、勾配分離などともいう)により、異なる密度のビーズの種々のバッチに分離することができる。ビーズは、遠心分離もしくは他の適当な方法で分離することもできる。本発明の実施形態で採用した重力沈降プロセスの全般を以下に説明する。ビーズからマイクロエマルジョン(即ち白水)を除去した後、ビーズを濾過した。濾過はブフナーロート及び濾紙を用いて行った。その後、湿潤ビーズを初期体積の約5〜20重量%塩化カリウム又は塩化ナトリウム溶液に再スラリー化した。ある特定の実施形態では、湿潤ビーズを15重量%塩化カリウム又は塩化ナトリウム溶液に再スラリー化し、次いで4Lの分離ロートに移した。必要ならもしくは必要なときに、時折、0.1重量%TritonX−100水溶液を2、3滴添加してビーズの濡れを改善した。次いでスラリーを振盪し、その後、系が平衡になるまで約15〜30分間静置した。図3に示すように、空のビーズはスラリーの液面に浮かび、フレーク封入ビーズは浮かぶがスラリー中の空ビーズより下に留まり、自由フレークはスラリーの底に沈む傾向があった。有用なビーズの第1画分(体積約250ml)を除去/抜き出し、濾過し、脱イオン化水で洗い、過剰な塩化カリウム又は塩化ナトリウムを除去した。このビーズの第1画分は、必要なら、通常廃棄した。この画分はしばしば、最終製品にフローライン発生の原因となる自由アルミニウムフレークをある程度含有するからである。これは、単量体としてスチレンのみを用いる場合特にそうである。次に、脱イオン化水を分離ロートに添加してロート内の体積をほぼ初期体積に戻し、スラリーを希釈し、その密度を下げた。スラリーの密度を変えることにより、異なる量のアルミニウムフレーク含量を有するビーズを各パス毎に集めることができた。これは写真で確認でき、その結果を図4のグラフに示す。この結果、特定のアルミニウム含量を有するビーズを所定の製品に使用することが可能になり、したがって、最終製品を形成するために組み合わせるビーズを変えることによって、異なる視覚/光学効果を生むことが可能になった。振盪後、ロート内にビーズがほとんど全く残らなくなるまで、静置、除去/抜き出し、濾過、洗浄及び希釈過程を繰り返した。代表的には約12〜15回の希釈を要した。次にビーズを約50〜60℃の真空オーブンで約48時間以上乾燥した。300μmのステンレス鋼ふるいで篩い分けした後、ビーズはコンパウンディング、押出及び/又は射出成形などのプロセスに用いるのに適当な状態にあった。
【0047】
実施例3
この実施形態では、普通のポリマー加工技術を用いてプラスチック射出成形又は押出品に新規な特殊効果を創造した。本実施形態では、アルミニウムフレークをポリスチレンに封入した。この反応系は、懸濁媒体としてポリビニルアルコール(PVA、分子量124000〜186000、加水分解度87−89%)の約1〜2重量%水溶液を使用した。この実施形態で、単量体のスチレンを(単量体を基準にして)約1〜2重量%のジビニルベンゼン(架橋剤)と混合し、混合物を次に超音波処理した。超音波処理後、(単量体を基準にして)約0.3重量%の過酸化ベンゾイル(開始剤)OLE LINK3をスチレン混合物に添加し、得られた混合物を短時間振盪した。スチレン単量体及び開始剤を含有するOLE LINK3単量体系を、撹拌せずに、水性懸濁剤(PVAを水に溶解した溶液)に添加し、これは約10〜20重量%の懸濁媒体/剤を含有した。アルミニウムフレークを直接反応物質の水への懸濁液に添加するか、アルミニウムフレークをまず純粋な単量体に室温での超音波処理により懸濁してから、PVA水溶液に添加した。次に反応混合物を約300rpmで撹拌し、約80℃に約1時間加熱し、次いで約85℃にさらに約2時間加熱した。次に反応混合物を(例えば冷却するか希釈することにより)奪活し、マイクロエマルジョンを除去し、得られたビーズを濾過(例えば前述した通りの重力沈降又は遠心分離による)によって集め、水で洗った。
【0048】
金属フレークを架橋ポリマー球に封入してなる生成物ビーズは、この後、慣例のポリマー加工技術(例えば、押出、射出成形、シート成形、或いはスピンコーティングもしくは溶液キャスティングなどの溶液からの加工技術)により目的の樹脂系(即ちプラスチックマトリックス)に配合することができる。この実施形態では、多面アルミニウムフレーク/粒子を略球形のポリマービーズに封入してなる顔料粒子が得られる。この略球形は、ビーズをプラスチック製品に加工する際に、粒子を流れ場に比較的敏感でなくする。略球形は、埋設されたフレーク/粒子の多面性と相まって、理論的には、視認し得るフローラインがほとんどなく、使用した封入アルミニウム顔料の濃度に応じて、スパークル、メタリック調もしくは真のメタル外観を有する部品をもたらすはずである。
【0049】
実施例3の製造方法を用いてスチレン及びジビニルベンゼンだけを単量体として用いた場合、封入方法は100%有効ではなかった。アルミニウムフレークの大部分は、ビーズ内に完全に封入されるのではなく、ポリマービーズに単に表面積層されたに過ぎず、光学顕微鏡観察により多くのビーズが空であることが明らかであった。さらに、(成形前に)すべての組成物成分をスロート供給する方式の押出コンパウンディングにより組成物を加工するとき、ポリスチレンのプラスチックマトリックスにビーズを練り込んだ最終成形品には、フローラインが何本か認められた。これらの表面積層フレークのいくつかが、押出及び/又は射出成形時に高剪断条件下で封入材料ビーズから剥離し、視認し得るフローラインの原因となったことが確認された。
【0050】
完全に封入されたフレークではなく、表面積層されたフレークがプラスチックマトリックス中に存在すると、組成物成分の全スロート供給方式での押出コンパウンディングの結果として、その後成形された成形品にフローラインが発生するおそれがある。本発明はいかなる意味でも理論に依存しないが、フローラインの発生は、通常、押出と関連する高剪断条件下で積層フレークがビーズの表面からはがれて自由フレークを形成する結果であると考えられる。封入された高アスペクト比材料をプラスチックマトリックス中に含有する組成物中に存在することが許容される自由(即ち非封入)高アスペクト比材料の量は、種々の実施形態で各々、組成物の全重量を基準にして、約1重量%未満、約0.5重量%未満、約0.2重量%未満、約0.1重量%未満、約0.05重量%未満、約0.01重量%未満又は約0.005重量%未満である。封入された高アスペクト比材料を含有する組成物中の非封入高アスペクト比材料についてのこれらの範囲限界は、非封入材料の全部もしくは少なくとも一部の存在が封入材料の剥離の結果であるか、又は非封入材料による封入材料の汚染の結果である場合に、或いは非封入材料の全部もしくは少なくとも一部が故意に組成物に添加された場合に成り立つ。一般に、組成物に同等の重量%量で存在する場合、小さな直径の自由フレークは、大きな直径の自由フレークより一層目立ったフローラインを生じることが観察された。
【0051】
積層フレークがビーズの表面からはがれるのを阻止する一つの方法として、顔料ビーズ材料を成形前にプラスチックマトリックスに添加し、その後成形時にコンパウンディングする方法がある。この方法では代表的には、フレークがビーズ表面に積層したままに留まる結果となり、顔料ビーズをプラスチックマトリックス全体によく分散できれば、審美的に良好な成形品となる。いくつかの実施形態では、顔料ビーズをプラスチックマトリックスに簡単にはよく分散できない場合、プラスチックマトリックス樹脂の全部もしくは少なくとも一部を粉末の形態で使用することにより分散を改善することができる。粉末はより大きな表面積を有し、したがって成形時に顔料の混合と分散を促進するからである。この問題のもう一つの解決策は、タイプIIの樹脂ビーズが剥離を促進する高剪断条件にさらされる時間の長さを短くすることである。1実施形態では、顔料ビーズの全部もしくは少なくとも一部を押出コンパウンディング機に供給スロートに続く何番目かのバレルセグメントにある供給入口で供給し、プラスチックマトリックス樹脂を含有する残りのブレンド成分の全部もしくは少なくとも一部を予めスロート供給しておく(所謂、「下流供給」)。この結果、顔料ビーズは高剪断環境を短時間だけ経験することになり、これにより剥離が減少し、したがって受け入れがたいフローラインがなくなるか、すべての成分をスロート供給することにより製造した同様の組成物と比較して、受け入れがたいフローラインが減少する。
【0052】
実施例4
封入アルミニウムフレークをジビニルベンゼンで架橋したポリスチレンからなるビーズとして製造した。これらの組成物各々におけるビーズは、熱重量分析(TGA)で測定して、平均で約3.9重量%のアルミニウムフレークを含有した。顔料ビーズ及びポリスチレンマトリックス樹脂を含有する3つの異なる組成物を製造した。これらの組成物は各々、0.3重量%のアルミニウムフレーク(7.6重量%のビーズ)、0.7重量%のアルミニウムフレーク(17.9重量%のビーズ)及び1.2重量%のアルミニウムフレーク(30.8重量%のビーズ)を含有した。ポリスチレンマトリックス樹脂の一部を粉末の形態とした。これらの組成物各々を別々に、成形品を製造する成形機に直接添加した。これらの封入ビーズからこうして作製された成形品にはフローラインが見られなかった。比較のために、非封入状態のアルミニウムフレークを用いて同様の3種の組成物を製造し、これらの組成物各々を、成形品を製造する成形機に直接添加した。こうして非封入アルミニウムフレークを含有する組成物から作製された成形品にはフローラインが見られた。
【0053】
実施例5
封入アルミニウムフレークの3つの異なる組成物を、ジビニルベンゼンで架橋したポリスチレン(PS)からなるビーズとして製造した。次にビーズ組成物をポリスチレンマトリックス樹脂とともに押出した。この場合、ブレンド成分の少なくとも一部をスロート供給し、ブレンド成分の少なくとも一部を8バレル押出機の第5バレルに位置する側部フィーダから下流供給した。表1に、本実施例で使用したブレンド組成物及び加工条件を示す。比較のために、すべてのブレンド成分をスロート供給することにより同様の組成物(5−D)を製造し、また非封入アルミニウムフレーク全量を組成物に下流供給することにより同様の組成物(5−E)を製造した。この実施例のすべての成分は、組成物全体の重量に基づく重量%で表示する。組成物5−A、5−B及び5−Cから成形した成形品はすべて、視認し得るフローラインが組成物5−D及び5−Eから成形した成形品よりはるかに少なかった。
【0054】
【表1】
【0055】
デザインの融通性を高めるため、また広い範囲のマトリックス樹脂と適合するように封入用材料の屈折率を変える可能性を改善するために、2種以上の単量体の使用を可能にするプロセスが得られれば非常に望ましい。したがって、いくつかの実施形態では、ポリマービーズは、所望に応じて架橋剤を含む様々な比率の複数の単量体の組合せからなる。フリーラジカル懸濁重合に使用できる単量体であればいずれも使用でき、具体的には、例えばスチレンを、アクリロニトリル、メチルメタクリレート(MMA)、ブタジエン及び他のビニルもしくはオレフィン系単量体の少なくとも1種と組み合わせて使用する。
【0056】
実施例6
この実施形態では、約20〜49重量%の範囲の高い固形分含量(即ち高い単量体/水比)から、バッチ当たりより多量のビーズを得た。本実施形態における水中のPVA濃度は約0.25重量%〜約4重量%の範囲であった。また懸濁重合の初期段階で異なる温度プロファイルを使用した。さらに、単量体/フレーク混合物をPVA水溶液に添加する方法を変えることにより、ビーズ内の最終アルミニウムフレーク分布が影響を受けることを見いだした。本実施形態では、予め超音波処理した単量体/フレーク混合物を(前の実施例で使用した非乱流、無撹拌PVA水溶液にではなく)撹拌したPVA水溶液に添加することにより、ビーズにはるかに均一な全体的アルミニウムフレーク分布をもたらすことを見いだした。
【0057】
本実施形態を行うのに、6枚ブレードのRushton攪拌機を備えた6Lジャケット付き反応釜を使用した。この反応器で、59gのPVA(即ち加水分解度約87〜89%、MW=124000〜186000)及び2250gの脱イオン化水の水溶液を40℃に保ち、約100rpmで撹拌し、窒素で約60分間パージした。約1128gのスチレン、約373gのアクリロニトリル、約23gのジビニルベンゼン及び約28gのアルミニウムフレークをメスフラスコ内で合わせ、超音波浴に入れ、時折振盪しながら約10分間超音波処理した。超音波処理後、約4.5gの過酸化ベンゾイル(ラジカル開始剤)を混合物に添加した。
【0058】
次に、単量体/フレーク/開始剤混合物を2つの方法のいずれかでPVA水溶液に添加した。(1)単量体/フレーク/開始剤混合物を非乱流、無撹拌PVA水溶液に、2相系が得られるように添加した。単量体/フレーク/開始剤混合物の添加が完了したら、撹拌を約250rpmで開始した。(2)PVA水溶液を約250rpmで撹拌しながら、単量体/フレーク/開始剤混合物を撹拌PVA水溶液に添加した。
【0059】
いずれの方法でも、単量体/フレーク/開始剤混合物を添加し終わったら、系を約40℃で約15分間平衡になるよう保持し、次いで温度を約30分以内に約70℃まで上げた。約70℃に約90分間保持した後、温度を約75℃に上げ、約120分間保持した。次いで、温度を約80℃に上げ、約300rpmで撹拌しながら約150分間保持した。最後に、温度を約85℃に上げ、約350rpmで撹拌しながら約120分間保持した。ビーズの回収、単離及び分離を、先の実施例に記載したのと同様の方法で行った。
【0060】
添加方法(1)を使用した場合、代表的には直径が約300μm未満のビーズが1バッチ当たり約700g得られた。これは、使用した単量体を基準にして約47%の収率である。これらのビーズの平均直径は約100±50μmであった。これらのビーズのアルミニウム含量は、熱重量分析(TGA)で測定して、約15〜約1重量%の範囲にあった。
【0061】
添加方法(2)を使用した場合、代表的には直径が約300μm未満のビーズが1バッチ当たり約900g得られた。これは、使用した単量体を基準にして約60%の収率である。これらのビーズの平均直径は約100±50μmであった。これらのビーズのアルミニウム含量は、TGAで測定して、約8.5〜約1.2重量%の範囲にあった。本実施例の2つの方法で得られたアルミニウムフレーク分布を図6に示す。
【0062】
この方法で生成したビーズを透明なABSと配合し、フローラインに敏感な部品に成形した。得られた結果は良好であった。得られた部品は、高剪断加工条件(即ち、ブレンド成分のすべてをスロート供給する)を使用しても、フローラインを発生しなかった。このことは、本プロセス(実施例6)から生成するビーズが表面積層フレークや自由フレークをほとんど含まないことを示唆している。さらに、実施例4、5及び6は、フローラインのない外観を有する最終製品を実現する上で、ビーズの形態とコンパウンディング/加工条件との関係が重要であることを実証している。
【0063】
実施例7
この実施形態では、種々の染料をアルミニウムフレークとともに、架橋ポリマービーズに添加して、マトリックス樹脂に着色視覚効果を生成した。本実施形態で使用した染料のいくつかを図7に示す。本実施形態では、フレークが小さな着色ビーズに封入されたものが得られた。本実施例では、染料の分子構造が反応収率に与える影響を無視した。
【0064】
本実施形態では、染料を、超音波処理前に実施例6のアルミニウムフレーク及び単量体の混合物に添加した。理想的には、染料が単量体溶液に可溶であるべきで、染料が、懸濁重合反応に用いた水性相によりも有機/単量体相に著しく可溶であるのが好ましい。染料の溶解、それに続く超音波処理の後、混合物を水性相に普通の方法で添加し、単量体に関する適当な撹拌及び温度プロファイルを使用した(即ち実施例6に記載したプロファイル)。次に、前述した標準的重力沈降法を用いて、最終ビーズの単離を行った。
【0065】
染料の添加量を変えることにより、最終効果の色と強さを変えた。染料の添加量が多いほど、よりはっきりした色のビーズが生成し、一方染料の添加量が少ないほど、弱い色のビーズが生成した。さらに、マトリックス樹脂に着色ビーズを多量に添加すると、着色、スパークルマトリックスとなり、それはスパークル外観の点で無色のビーズを含有する樹脂と有意な差がなかった。しかし、ビーズの添加量が少ないところでは、着色ビーズが、周囲の樹脂マトリックスの色から解離された状態(即ち光学的に分離された状態)に留まり、アルミニウムフレークが着色されたように見えるフローラインのないスパークル効果を呈した。
【0066】
これらのビーズを生成した後、40gの着色ビーズを500gの透明なアクリロニトリル−ブタジエン−スチレン(ABS)プラスチックに配合混練し、射出成形した。これらのビーズから、視認し得るフローラインがほぼない着色スパークル製品が得られた。
【0067】
実施例8
この実施形態では、特定の染料をアルミニウムフレークとともに、架橋ポリマービーズに導入した。これらの特定の染料からのビーズ収率は、染料なしで製造した実施形態より良好であった。染料なしでスチレンとアクリロニトリルを共重合した場合の代表的なビーズ収率は50〜60%の範囲にある。このような収率は、原料コスト、不純物からの生成物の分離、副生物処分のコストなどの理由から、工業的な大量生産プロセスにとって許容可能な代表的な収率を下回っている。ある種のアントラキノン誘導染料が存在すると、スチレン−アクリロニトリル(SAN)ビーズの約90%を上回る収率が得られることを見いだした。懸濁重合の収率の驚異的な上昇に加えて、本方法では望ましくない副生物であるマイクロエマルジョンの量も減少した。
【0068】
この実施形態では、Solvent Blue 35又は好ましくはSolvent Blue 36を、超音波処理前にアルミニウムフレーク及び単量体の混合物に添加した。Solvent Blue 35及びSolvent Blue 36の化学構造を図5に示す。染料の溶解、それに続く超音波処理の後、混合物を水性相に普通の方法で添加し、単量体に関する適当な撹拌及び温度プロファイルを使用した。
【0069】
例えば、約1125gのスチレン、約375gのアクリロニトリル、約22.5gのジビニルベンゼン、約28.5gのアルミニウムフレーク及び約900mgのSolvent Blue 36の混合物を製造し、約15分間超音波処理した。次いで約4.5gの過酸化ベンゾイルをこの混合物に添加し、得られた混合物を、約59gのポリビニルアルコールを約2250mlの水に溶解し、窒素置換した溶液に添加した。次に実施例6に詳述した標準的撹拌(約250〜280rpm)及び温度プロファイルを実施した。ビーズの回収、単離及び分離を、先の実施例に記載したのと同様の方法で行った。
【0070】
混合物の色は、単量体溶液をPVA水溶液に添加した後数分で変化し始めた。約3時間後、反応溶液が非常に濃厚になったので、約200mlの水を添加し、次いで撹拌を約350rpmに上げた。反応を停止し、生成物を先の実施例に概略を示したのと同様の方法で単離した。この実施例の最終ビーズは色がはっきりと紫色で、収率90%(単量体を基準)が得られた。
【0071】
別の例では、上記より少量の染料を使用した(約238mgのSolvent Blue 36)。この例では収率約78%で、ビーズは僅かに紫色の色相しかもたなかった。
【0072】
約238〜900mgのSolvent Blue 36を用いて、収率約78〜90%が得られた。その後のアセトン洗浄/スラリー化により、紫の着色がほとんど又は全くないビーズが得られた。
【0073】
異なる量の染料を導入したビーズをABS又は共単量体としてメチルメタクリレートを含有するABSと配合混練し、成形してフローラインに敏感な部品とした。視認し得るフローラインはなくなった。活性な染料の量を増加すると、収率への良い効果が増加し、より強い色のビーズとなった。染料の添加量がSANビーズにもたらす変色が有意でない程十分低いと(例えば約240mg)、80%程度の収率となった。ビーズ単離後、ビーズを若干膨潤させる溶剤(即ちアセトン)で洗ってビーズマトリックスから有意な量の染料を除去した。これは、本質的に無色のビーズを以前に可能だった収率よりはるかに高い収率で生成する方法を提供する。また、これらのビーズを重合プロセスから回収したとき、ビーズは小さな気泡を含有したが、ビーズのアセトン洗浄後には、ビーズが気泡なしになったことも確かめた。このような気泡は、先の実施例で生成したビーズにはいずれにも見られなかった。
【0074】
染料の添加量を変えることにより、またビーズに施す洗浄の量を変えることにより、最終効果の色と強さを変えることができた。染料の添加量が多いほど、またビーズの洗浄量が少ないほど、よりはっきりした色のビーズが生成し、一方染料の添加量が少ないほど、またビーズの洗浄量が多いほど、薄い色のビーズが生成した。
【0075】
実施例9
この実施形態では、上述した反応の改変法を用い、反応を1L及び6Lガラス反応器から40L鋼反応器にスケールアップした。反応器に、1.2kgのPVAを24.5Lの水に溶解したPVA水溶液を仕込み、75℃、400rpmで撹拌した。反応器に連結した原料タンクに、9.3kgのスチレンを加え、撹拌を950rpmに設定する。これに28.54gのジビニルベンゼンを加え、次いで1186gのアルミニウムフレークを添加した。これを20分間撹拌した後、797gのアクリロニトリルと30gの過酸化ベンゾイルを添加した。この混合物を10分間撹拌し、次いで2つのタンク間の弁を開放することにより反応器に添加した。次に反応混合物を400rpmで4時間撹拌する。このとき、1050gのPVAを2Lの水に溶解した溶液を10分間にわたって添加する。75℃、400rpmでの撹拌をさらに4時間続け、次いで温度を82℃に上げ、さらに3時間撹拌する。標準法を用いて、得られたビーズをマイクロエマルジョンから分離し、次いで洗い、乾燥する。
【0076】
反応中に添加した追加のPVAバッチが、1L及び6Lのスケールでの前述した通りのプロセスをスケールアップするだけに比べて、プロセスを著しく改善する。追加のPVAは、完了後に反応器で必要とされる洗浄の量を少なくし、ビーズの凝集を少なくし、ビーズの収率を上げる。
【0077】
実施例10
この実施形態では、40L鋼反応器での反応に、別の界面活性剤系を使用する。反応器に、1.53kgのPVA及び1.4gのヨウ化カリウムを24.2Lの水に溶解した水溶液を仕込み、75℃、400rpmで撹拌した。反応器に連結した原料タンクに、9.2kgのスチレンを加え、撹拌を950rpmに設定する。これに28.54gのジビニルベンゼンを加え、次いで1186gのアルミニウムフレークを添加した。これを20分間撹拌した後、797gのアクリロニトリルと78.9gの過酸化ベンゾイルを添加した。この混合物を10分間撹拌し、次いで2つのタンク間の弁を開放することにより反応器に添加した。次に反応混合物を450rpmで2時間撹拌し、次いで75℃、400rpmでさらに6時間撹拌する。最後に温度を82℃に上げ、さらに3時間撹拌する。標準法を用いて、得られたビーズをマイクロエマルジョンから分離し、次いで洗い、乾燥する。
【0078】
改変した界面活性剤系の使用により、反応中にPVAを追加する工程の必要がなくなる。これにより、生成するビーズの寸法の制御も改良され、1つの反応バッチからはるかに小さい寸法分布が得られる。このアプローチにより、収率がさらに高くなり、また後で除去しなければならない小さなマイクロエマルジョン粒子の量が少なくなる。
【0079】
このプロセスから単離したビーズは、そのままの形態では押出機の供給スロートを効率よく通過しないので、配合前に余分な工程を必要とする。この問題は、0.2重量%の微細硫酸バリウムをビーズに添加することにより解決できる。
【0080】
実施例11
一連の実験を行った。具体的には、2種類の異なる界面活性剤系、即ちPVA及びPVA/KIを使用し、ジビニルベンゼン架橋剤の含量を100部当たり0.1〜0.3部(pph)の範囲で変え、得られたビーズをふるいサイズ106、150、180、212及び250μmでふるい分けした。次にこれらのビーズをLEXAN EXLを主成分とする樹脂にビーズ添加量9%で配合混練し、上述した視覚的欠陥がよく起こるノート型コンピュータカバーを成形した。
【0081】
得られた部品を視覚的に評価し、各処方について視覚的欠陥を比較し、合格不合格判定した。PVA系について、0.2〜0.3pphのDVB範囲のビーズにほとんど差がなかった。したがって、0.2pphのDVBがこの範囲内で最良の樹脂物性を呈することが知られているので、0.2pphのDVBが好ましい。PVA/KI系について、名目架橋密度が0.2pphのDVBであるビーズは、同じLEXAN EXLグレード樹脂に配合混練したとき、十分に安定でなかった。PVA/KI条件下で製造した0.3pphのDVBを含むビーズは、PVA条件下で製造した0.2pphのDVBを含むビーズと同等の全体性能を示すことが確認された。
【0082】
ビーズを106μmにふるい分けすると、大きな粒子の出現及び溶融前線への集中の両方に関して最良の結果が得られた。粒子サイズ212μm及び250μmでは、溶融前線に関して受け入れがたい欠陥を生じ、大きな斑点も観察された。180μm及び150μmは両方とも、溶融前線性能については良好であったが、≦180μmでふるい分けしたビーズでは大きな斑点が目視上受け入れがたかった。
【0083】
上述したように、本発明のシステム及び方法は、ユーザーが高アスペクト比材料をポリマーに封入して略球形ビーズを形成するのを可能にする。次にこれらのビーズを用いて、スパークル及び/又はメタリック調外観を有するプラスチック製品を生成することができる。図8は、2つの成形品を比較して示し、この場合、成形品は各々ポリスチレンマトリックスを含有し、片方の成形品は自由金属フレークを用いて製造し、他方の成形品はジビニルベンゼンで架橋されたポリスチレンに封入されたアルミニウムフレークを用いて製造した。各組成物は、ブレンド成分を成形機で混合することにより製造した。有利なことに、これらのシステム及び方法で得られるプラスチック製品は、目で見てフローラインをもたず、本発明以前には簡単に或いは経済的に得ることができなかったものである。
【0084】
本発明の種々の実施形態を、本発明が満たす種々の必要を成就するものとして説明した。これらの実施形態は、本発明の種々の実施形態の原理を具体的に説明するものにすぎない。反応条件は装置毎に変わり、したがって上述したプロセスに応じた調節が良好なビーズを生成する上で必要である。当業者には、本発明の要旨から逸脱することなく、多数の他の変更例や改変例が明らかである。したがって、本発明は、すべての適当な変更例及びその変種を特許請求の範囲に入るものとして包含する。
【図面の簡単な説明】
【0085】
【図1】ニットラインに垂直な方向に見た射出成形品の断面を示す線図であり、非封入異方性粒子の配向を示す。
【図2】ニットラインに垂直な方向に見た射出成形品の断面を示す線図であり、封入された異方性粒子のランダム配向を示す。
【図3】ビーズを重力沈降により分離する方法を説明する線図である(この実施形態の液体媒体は、0.1%Triton−X界面活性剤溶液を3〜6滴含有する5〜20重量%濃度の塩化カリウム溶液を含有する)。
【図4】本発明の2つの方法で得られたアルミニウムフレークの分布を示すグラフである。
【図5】本発明の実施形態に添加することのできる種々の添加剤の化学構造を示す図である。
【特許請求の範囲】
【請求項1】
1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなり、略球形ビーズの平均直径が10μm〜300μmである、封入顔料組成物。
【請求項2】
前記高アスペクト比粒子が、アルミニウム、金、銀、銅、ニッケル、チタン、ステンレス鋼、硫化ニッケル、硫化コバルト、硫化マンガン、金属酸化物、白雲母、黒雲母、合成雲母、二酸化チタン被覆雲母、金属被覆ガラスフレーク又は着色剤の1種類以上を含む、請求項1記載の封入顔料組成物。
【請求項3】
前記封入用材料が、スチレン、α−メチルスチレン、p−メチルスチレン、アクリロニトリル、アルキルアクリレート、アルキルメタクリレート、メチルメタクリレート、ジビニルベンゼン及びこれらの混合物からなる群から選択される1種以上のモノマーから誘導された構造単位を有するポリマーを含む、請求項1又は請求項2記載の封入顔料組成物。
【請求項4】
前記封入用材料が、ポリスチレン、ポリメチルメタクリレート、スチレン−アクリロニトリル共重合体、メチルメタクリレート−スチレン−アクリロニトリル共重合体又はアクリロニトリル−スチレン−アクリレート共重合体の1種以上を含む、請求項1又は請求項2記載の封入顔料組成物。
【請求項5】
当該封入顔料組成物がさらに1種以上の添加剤を含む、請求項1乃至請求項4のいずれか1項記載の封入顔料組成物。
【請求項6】
前記1種以上の添加剤が、着色剤、熱安定剤、酸化防止剤、ブチル化ヒドロキシトルエン、ラジカル掃去剤、ビニル系モノマー、充填材、耐衝撃性改良剤、紫外線吸収剤又は難燃剤の1種類以上を含む、請求項5記載の封入顔料組成物。
【請求項7】
前記着色剤が、Solvent Blue 35、Solvent Blue 36、Disperse Violet 26、Solvent Green 3、Anaplast Orange LFP、Morplas Red 36又はPerylene Redの1種類以上を含む、請求項6記載の封入顔料組成物。
【請求項8】
前記封入用材料が透明である、請求項1乃至請求項7のいずれか1項記載の封入顔料組成物。
【請求項9】
前記封入用材料が半透明である、請求項1乃至請求項7のいずれか1項記載の封入顔料組成物。
【請求項10】
前記略球形ビーズの平均アスペクト比が1:1〜2:1である、請求項1乃至請求項9のいずれか1項記載の封入顔料組成物。
【請求項11】
前記高アスペクト比粒子の平均アスペクト比が1.5:1超である、請求項1乃至請求項10のいずれか1項記載の封入顔料組成物。
【請求項12】
前記高アスペクト比粒子の平均アスペクト比が1.5:1〜40:1である、請求項1乃至請求項10のいずれか1項記載の封入顔料組成物。
【請求項13】
前記略球形ビーズの平均直径が75〜125μmである、請求項1乃至請求項12のいずれか1項記載の封入顔料組成物。
【請求項14】
前記略球形ビーズの最大直径が150μmである、請求項13記載の封入顔料組成物。
【請求項15】
前記封入用材料に封入された高アスペクト比粒子の平均重量割合が顔料ビーズの重量を基準にして0.1〜25重量%である、請求項1乃至請求項14のいずれか1項記載の封入顔料組成物。
【請求項16】
前記高アスペクト比粒子が2〜100のファセットを有する、請求項1乃至請求項15のいずれか1項記載の封入顔料組成物。
【請求項17】
前記封入用材料が架橋している、請求項1乃至請求項16のいずれか1項記載の封入顔料組成物。
【請求項18】
架橋密度が100部当たり0.15〜0.8部の架橋剤である、請求項17記載の封入顔料組成物。
【請求項19】
架橋密度が100部当たり0.2部の架橋剤である、請求項18記載の封入顔料組成物。
【請求項20】
1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比アルミニウムフレークを封入したものからなり、封入用材料が、スチレンである少なくとも1種のモノマーから誘導された構造単位を有するポリマーを含有し、フレークの平均アスペクト比が1.5:1〜40:1であり、当該封入顔料組成物がフレークを0.1〜25重量%含有する、封入顔料組成物。
【請求項21】
プラスチックマトリックス材料と請求項1乃至請求項20のいずれか1項記載の封入顔料組成物とを含む樹脂組成物。
【請求項22】
前記プラスチックマトリックス材料が、熱可塑性樹脂、ポリエステル、ポリオレフィン、ポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテン;スチレンモノマーから誘導された構造単位を有する樹脂、ポリスチレン、スチレン−アクリロニトリル共重合体、アクリロニトリル−スチレン−ブタジエン、アクリロニトリル−スチレン−アクリレート;ポリアミド;ポリカーボネート;ビスフェノールAポリカーボネート;ポリフェニレンエーテル;ポリイミド;ポリアミドイミド;ポリエーテルイミド;ポリスルホン;ポリエーテルスルホン;ポリケトン;ポリエーテルケトン;ポリエーテルエーテルケトン;ポリアリーレート;フェノキシ樹脂;フッ素樹脂;熱可塑性エラストマー;ポリスチレン、ポリオレフィン、ポリウレタン、ポリエステル、ポリアミド、ポリブタジエン、ポリイソプレン、含フッ素モノマーから誘導された熱可塑性エラストマー;天然ゴム、合成ゴム、これらの物質のコポリマー又は変性物及びこれらの物質の2以上の組合せからなる群から選択される1種以上を含む、請求項21記載の樹脂組成物。
【請求項23】
前記プラスチックマトリックス材料がアクリロニトリル−スチレン−ブタジエン共重合体を含有する、請求項21記載の樹脂組成物。
【請求項24】
前記プラスチックマトリックス材料がさらにポリカーボネートを含有する、請求項23記載の樹脂組成物。
【請求項25】
請求項21乃至請求項24のいずれか1項記載の樹脂組成物から形成された成形品。
【請求項26】
視認し得るフローラインが実質的に存在しない、請求項25記載の成形品。
【請求項27】
成形時に組成物をコンパウンディングする工程を含む方法で形成された、請求項25又は請求項26記載の成形品。
【請求項28】
1個以上の略球形ビーズを含む封入顔料組成物の懸濁重合による製造方法であって、略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなるものであり、当該方法が、
高アスペクト比粒子をモノマー又はポリマーの少なくとも1種及び架橋剤に分散して懸濁混合物を形成し、
懸濁混合物を懸濁剤を含有する水性混合物に添加し、
水性反応混合物を加熱、混合して、略球形ビーズの形成を促し、こうして略球形ビーズのほとんどが1以上の高アスペクト比粒子を、加工中に高アスペクト比粒子が剥離しないような程度まで封入し、
略球形ビーズの形成後、水性反応混合物を奪活し、
略球形ビーズを集める
工程を含む方法。
【請求項29】
さらに、懸濁混合物を水性反応混合物に添加する前に、懸濁混合物を超音波処理することによって、1以上の高アスペクト比粒子を懸濁混合物に懸濁する工程を含む、請求項28記載の方法。
【請求項30】
さらに、重力沈降及び遠心分離の少なくとも1つを利用して略球形ビーズを幾つかのバッチに分離する工程を含む、請求項29記載の方法。
【請求項31】
重力沈降が、
(a)略球形ビーズをスラリー溶液に再スラリー化して初期体積を有する分離系を形成し、
(b)分離系を混合し、
(c)分離系を静置して平衡に達しさせ、
(d)分離系から有用な略球形ビーズの画分を除去し、
(e)分離系から得た有用な略球形ビーズの画分を濾過し、
(f)有用な略球形ビーズの濾過画分を洗浄して過剰なスラリー溶液を除去し、
(g)適当な量の脱イオン化水を分離系に残っている略球形ビーズ及びスラリー溶液に添加して、分離系の体積を初期体積に戻し、
(h)略球形ビーズのすべてが分離系から除去されるまで、必要に応じて工程(b)〜(g)を繰り返す、
工程を含む、請求項30記載の方法。
【請求項32】
さらに、略球形ビーズを乾燥する工程を含む、請求項31記載の方法。
【請求項33】
さらに、略球形ビーズを樹脂組成物に使用する工程を含む、請求項32記載の方法。
【請求項34】
前記顔料が、着色剤、Solvent Blue 35、Solvent Blue 36、Disperse Violet 26、Solvent Green 3、Anaplast Orange LFP、Morplas Red 36及びPerylene Redからなる群から選択される1種類以上を含む、請求項28乃至請求項33のいずれか1項記載の方法。
【請求項35】
前記顔料がSolvent Blue 35及びSolvent Blue 36からなる群から選択される、請求項34記載の方法。
【請求項36】
前記高アスペクト比粒子が、アルミニウム、金、銀、銅、ニッケル、チタン、ステンレス鋼、硫化ニッケル、硫化コバルト、硫化マンガン、金属酸化物、白雲母、黒雲母、合成雲母、二酸化チタン被覆雲母、金属被覆ガラスフレーク又は着色剤の1種類以上を含む、請求項28乃至請求項35のいずれか1項記載の方法。
【請求項37】
前記懸濁混合物がスチレン、メチルメタクリレート、スチレンアクリロニトリル、ジビニルベンゼン又は変性ビスフェノールAの1種以上を含む、請求項28乃至請求項36のいずれか1項記載の方法。
【請求項38】
架橋密度が100部当たり0.175〜0.25部の架橋剤である、請求項28乃至請求項37のいずれか1項記載の方法。
【請求項39】
架橋密度が100部当たり0.20部の架橋剤である、請求項28乃至請求項37のいずれか1項記載の方法。
【請求項40】
さらに、収集した略球形の生成ビーズをふるい分けして、略球形ビーズが平均直径75〜125μmである組成物を得る工程を含む、請求項28乃至請求項39のいずれか1項記載の方法。
【請求項41】
略球形ビーズをふるい分けして最大直径150μmとする、請求項28乃至請求項40のいずれか1項記載の方法。
【請求項42】
請求項28乃至請求項41のいずれか1項記載の方法で製造した封入顔料組成物を含有する樹脂組成物。
【請求項1】
1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなり、略球形ビーズの平均直径が10μm〜300μmである、封入顔料組成物。
【請求項2】
前記高アスペクト比粒子が、アルミニウム、金、銀、銅、ニッケル、チタン、ステンレス鋼、硫化ニッケル、硫化コバルト、硫化マンガン、金属酸化物、白雲母、黒雲母、合成雲母、二酸化チタン被覆雲母、金属被覆ガラスフレーク又は着色剤の1種類以上を含む、請求項1記載の封入顔料組成物。
【請求項3】
前記封入用材料が、スチレン、α−メチルスチレン、p−メチルスチレン、アクリロニトリル、アルキルアクリレート、アルキルメタクリレート、メチルメタクリレート、ジビニルベンゼン及びこれらの混合物からなる群から選択される1種以上のモノマーから誘導された構造単位を有するポリマーを含む、請求項1又は請求項2記載の封入顔料組成物。
【請求項4】
前記封入用材料が、ポリスチレン、ポリメチルメタクリレート、スチレン−アクリロニトリル共重合体、メチルメタクリレート−スチレン−アクリロニトリル共重合体又はアクリロニトリル−スチレン−アクリレート共重合体の1種以上を含む、請求項1又は請求項2記載の封入顔料組成物。
【請求項5】
当該封入顔料組成物がさらに1種以上の添加剤を含む、請求項1乃至請求項4のいずれか1項記載の封入顔料組成物。
【請求項6】
前記1種以上の添加剤が、着色剤、熱安定剤、酸化防止剤、ブチル化ヒドロキシトルエン、ラジカル掃去剤、ビニル系モノマー、充填材、耐衝撃性改良剤、紫外線吸収剤又は難燃剤の1種類以上を含む、請求項5記載の封入顔料組成物。
【請求項7】
前記着色剤が、Solvent Blue 35、Solvent Blue 36、Disperse Violet 26、Solvent Green 3、Anaplast Orange LFP、Morplas Red 36又はPerylene Redの1種類以上を含む、請求項6記載の封入顔料組成物。
【請求項8】
前記封入用材料が透明である、請求項1乃至請求項7のいずれか1項記載の封入顔料組成物。
【請求項9】
前記封入用材料が半透明である、請求項1乃至請求項7のいずれか1項記載の封入顔料組成物。
【請求項10】
前記略球形ビーズの平均アスペクト比が1:1〜2:1である、請求項1乃至請求項9のいずれか1項記載の封入顔料組成物。
【請求項11】
前記高アスペクト比粒子の平均アスペクト比が1.5:1超である、請求項1乃至請求項10のいずれか1項記載の封入顔料組成物。
【請求項12】
前記高アスペクト比粒子の平均アスペクト比が1.5:1〜40:1である、請求項1乃至請求項10のいずれか1項記載の封入顔料組成物。
【請求項13】
前記略球形ビーズの平均直径が75〜125μmである、請求項1乃至請求項12のいずれか1項記載の封入顔料組成物。
【請求項14】
前記略球形ビーズの最大直径が150μmである、請求項13記載の封入顔料組成物。
【請求項15】
前記封入用材料に封入された高アスペクト比粒子の平均重量割合が顔料ビーズの重量を基準にして0.1〜25重量%である、請求項1乃至請求項14のいずれか1項記載の封入顔料組成物。
【請求項16】
前記高アスペクト比粒子が2〜100のファセットを有する、請求項1乃至請求項15のいずれか1項記載の封入顔料組成物。
【請求項17】
前記封入用材料が架橋している、請求項1乃至請求項16のいずれか1項記載の封入顔料組成物。
【請求項18】
架橋密度が100部当たり0.15〜0.8部の架橋剤である、請求項17記載の封入顔料組成物。
【請求項19】
架橋密度が100部当たり0.2部の架橋剤である、請求項18記載の封入顔料組成物。
【請求項20】
1個以上の略球形ビーズを含む封入顔料組成物であって、各々の略球形ビーズが封入用材料に1個以上の高アスペクト比アルミニウムフレークを封入したものからなり、封入用材料が、スチレンである少なくとも1種のモノマーから誘導された構造単位を有するポリマーを含有し、フレークの平均アスペクト比が1.5:1〜40:1であり、当該封入顔料組成物がフレークを0.1〜25重量%含有する、封入顔料組成物。
【請求項21】
プラスチックマトリックス材料と請求項1乃至請求項20のいずれか1項記載の封入顔料組成物とを含む樹脂組成物。
【請求項22】
前記プラスチックマトリックス材料が、熱可塑性樹脂、ポリエステル、ポリオレフィン、ポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテン;スチレンモノマーから誘導された構造単位を有する樹脂、ポリスチレン、スチレン−アクリロニトリル共重合体、アクリロニトリル−スチレン−ブタジエン、アクリロニトリル−スチレン−アクリレート;ポリアミド;ポリカーボネート;ビスフェノールAポリカーボネート;ポリフェニレンエーテル;ポリイミド;ポリアミドイミド;ポリエーテルイミド;ポリスルホン;ポリエーテルスルホン;ポリケトン;ポリエーテルケトン;ポリエーテルエーテルケトン;ポリアリーレート;フェノキシ樹脂;フッ素樹脂;熱可塑性エラストマー;ポリスチレン、ポリオレフィン、ポリウレタン、ポリエステル、ポリアミド、ポリブタジエン、ポリイソプレン、含フッ素モノマーから誘導された熱可塑性エラストマー;天然ゴム、合成ゴム、これらの物質のコポリマー又は変性物及びこれらの物質の2以上の組合せからなる群から選択される1種以上を含む、請求項21記載の樹脂組成物。
【請求項23】
前記プラスチックマトリックス材料がアクリロニトリル−スチレン−ブタジエン共重合体を含有する、請求項21記載の樹脂組成物。
【請求項24】
前記プラスチックマトリックス材料がさらにポリカーボネートを含有する、請求項23記載の樹脂組成物。
【請求項25】
請求項21乃至請求項24のいずれか1項記載の樹脂組成物から形成された成形品。
【請求項26】
視認し得るフローラインが実質的に存在しない、請求項25記載の成形品。
【請求項27】
成形時に組成物をコンパウンディングする工程を含む方法で形成された、請求項25又は請求項26記載の成形品。
【請求項28】
1個以上の略球形ビーズを含む封入顔料組成物の懸濁重合による製造方法であって、略球形ビーズが封入用材料に1個以上の高アスペクト比粒子を封入したものからなるものであり、当該方法が、
高アスペクト比粒子をモノマー又はポリマーの少なくとも1種及び架橋剤に分散して懸濁混合物を形成し、
懸濁混合物を懸濁剤を含有する水性混合物に添加し、
水性反応混合物を加熱、混合して、略球形ビーズの形成を促し、こうして略球形ビーズのほとんどが1以上の高アスペクト比粒子を、加工中に高アスペクト比粒子が剥離しないような程度まで封入し、
略球形ビーズの形成後、水性反応混合物を奪活し、
略球形ビーズを集める
工程を含む方法。
【請求項29】
さらに、懸濁混合物を水性反応混合物に添加する前に、懸濁混合物を超音波処理することによって、1以上の高アスペクト比粒子を懸濁混合物に懸濁する工程を含む、請求項28記載の方法。
【請求項30】
さらに、重力沈降及び遠心分離の少なくとも1つを利用して略球形ビーズを幾つかのバッチに分離する工程を含む、請求項29記載の方法。
【請求項31】
重力沈降が、
(a)略球形ビーズをスラリー溶液に再スラリー化して初期体積を有する分離系を形成し、
(b)分離系を混合し、
(c)分離系を静置して平衡に達しさせ、
(d)分離系から有用な略球形ビーズの画分を除去し、
(e)分離系から得た有用な略球形ビーズの画分を濾過し、
(f)有用な略球形ビーズの濾過画分を洗浄して過剰なスラリー溶液を除去し、
(g)適当な量の脱イオン化水を分離系に残っている略球形ビーズ及びスラリー溶液に添加して、分離系の体積を初期体積に戻し、
(h)略球形ビーズのすべてが分離系から除去されるまで、必要に応じて工程(b)〜(g)を繰り返す、
工程を含む、請求項30記載の方法。
【請求項32】
さらに、略球形ビーズを乾燥する工程を含む、請求項31記載の方法。
【請求項33】
さらに、略球形ビーズを樹脂組成物に使用する工程を含む、請求項32記載の方法。
【請求項34】
前記顔料が、着色剤、Solvent Blue 35、Solvent Blue 36、Disperse Violet 26、Solvent Green 3、Anaplast Orange LFP、Morplas Red 36及びPerylene Redからなる群から選択される1種類以上を含む、請求項28乃至請求項33のいずれか1項記載の方法。
【請求項35】
前記顔料がSolvent Blue 35及びSolvent Blue 36からなる群から選択される、請求項34記載の方法。
【請求項36】
前記高アスペクト比粒子が、アルミニウム、金、銀、銅、ニッケル、チタン、ステンレス鋼、硫化ニッケル、硫化コバルト、硫化マンガン、金属酸化物、白雲母、黒雲母、合成雲母、二酸化チタン被覆雲母、金属被覆ガラスフレーク又は着色剤の1種類以上を含む、請求項28乃至請求項35のいずれか1項記載の方法。
【請求項37】
前記懸濁混合物がスチレン、メチルメタクリレート、スチレンアクリロニトリル、ジビニルベンゼン又は変性ビスフェノールAの1種以上を含む、請求項28乃至請求項36のいずれか1項記載の方法。
【請求項38】
架橋密度が100部当たり0.175〜0.25部の架橋剤である、請求項28乃至請求項37のいずれか1項記載の方法。
【請求項39】
架橋密度が100部当たり0.20部の架橋剤である、請求項28乃至請求項37のいずれか1項記載の方法。
【請求項40】
さらに、収集した略球形の生成ビーズをふるい分けして、略球形ビーズが平均直径75〜125μmである組成物を得る工程を含む、請求項28乃至請求項39のいずれか1項記載の方法。
【請求項41】
略球形ビーズをふるい分けして最大直径150μmとする、請求項28乃至請求項40のいずれか1項記載の方法。
【請求項42】
請求項28乃至請求項41のいずれか1項記載の方法で製造した封入顔料組成物を含有する樹脂組成物。
【図1】

【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公表番号】特表2006−517602(P2006−517602A)
【公表日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願番号】特願2006−501101(P2006−501101)
【出願日】平成16年1月22日(2004.1.22)
【国際出願番号】PCT/US2004/001727
【国際公開番号】WO2004/065475
【国際公開日】平成16年8月5日(2004.8.5)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
【公表日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願日】平成16年1月22日(2004.1.22)
【国際出願番号】PCT/US2004/001727
【国際公開番号】WO2004/065475
【国際公開日】平成16年8月5日(2004.8.5)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
[ Back to top ]