
高エネルギビームによる異種材料の重ね接合方法及び重ね接合部材
【課題】融点の異なる異種材料同士を重ね合わせた状態で高エネルギビームを高融点材料の側に照射し、高融点材料側からの伝熱によって低融点材料のみを溶融させて接合する異種材料の重ね接合において、異種材料の重ね接合面における広い領域を接合に好適な温度範囲に加熱することができ、接合面積を広くして、継手強度を向上させることができる異種材料の重ね接合方法と、このような方法によって接合した異種材料の重ね接合部材を提供する。
【解決手段】接合界面3において、金属間化合物が生成することなく材料の拡散が生じる接合好適温度範囲に加熱される領域が広くなるように、例えば高融点材料1に対する高エネルギビームBの照射方向が接合面3に対して0〜30°の範囲で傾けることによって、接合部の温度分布をコントロールする。
【解決手段】接合界面3において、金属間化合物が生成することなく材料の拡散が生じる接合好適温度範囲に加熱される領域が広くなるように、例えば高融点材料1に対する高エネルギビームBの照射方向が接合面3に対して0〜30°の範囲で傾けることによって、接合部の温度分布をコントロールする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異種材料、例えばスチール材とマグネシウム材のように、互いに異なる融点を有する異種材料同士の接合技術に係わり、電子ビームやレーザビームのような高エネルギビームを高融点側の材料に、当該高融点材料が溶融しない範囲内の条件で照射して、高融点材料を溶融させることなく、当該高融点材料側からの伝熱によって低融点材料のみを溶融させて接合する異種材料の重ね接合方法と、このような接合方法を適用した異種材料同士の重ね接合部材に関するものである。
【背景技術】
【0002】
異種材を接合するに際して、同種材料の溶接と同様に両方の材料を溶融させてしまうと、材料の組合せによっては脆弱な金属間化合物が生成し、十分な継手強度が得られないことがある。
このような場合には、溶接条件をコントロールすることにより、接合界面において一方の母材(低融点側)のみを溶融させ、材料の拡散を利用して接合することによって金属間化合物層の厚さを薄くすることができ、両材料を溶融させたときよりも単位面積当たりの接合強度を高くすることができる。
【0003】
従来、高エネルギビームを用いて異種材料を重ね接合する際には、脆い金属間化合物の生成を抑制するために、接合界面において高融点材料が溶融しない入熱条件で高エネルギビームを高融点側材料の表面に垂直に照射し、高融点材料側からの伝熱によって低融点材料側のみを溶融させ、接合界面において材料間に相互拡散を生じさせて接合する工法が採られていた(例えば、非特許文献1参照)。
【非特許文献1】「溶接学会全国大会講演概要」、社団法人日本溶接学会、2003年4月、第72集、p.152
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、効率良く材料を拡散させるためには、接合界面の温度条件を適切に制御することが重要であるが、このように一方の材料のみを溶融させるような接合方法を用いて接合を行う場合、良好な拡散を生じさせ、高い接合強度が得られる状態を作ることができる適切な温度範囲が狭く、適正に接合された幅寸法を確保することができないことから、十分な接合強度を得ることが極めて難しいという問題点があった。
【0005】
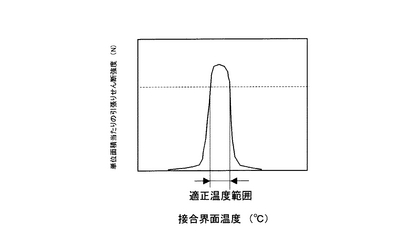
すなわち、拡散を利用した接合では接合界面における材料温度が重要であることは言うまでもなく、界面温度が低いと拡散が生じず、逆に高すぎると金属間化合物層が厚く生成することによって、図2に示すようにいずれの場合も接合強度が得られないことになる。 したがって、接合界面において、金属間化合物の生成を抑えながら、十分な拡散を生じさせることができる接合好適温度範囲に加熱される領域をできるだけ広くすることが望ましいことになる。
【0006】
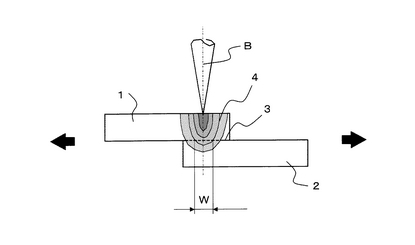
重ね接合では、上記した非特許文献1にも記載されている通り、通常、図3に示すように、高融点材料1の表面に対して垂直方向からレーザのような高エネルギビームBを照射し、材料界面3での拡散を利用して接合を行っているが、この場合、接合時の材料内では、レーザ照射位置近傍が最も高く照射位置から離れるほど低くなるような温度分布となる。
レーザのような高エネルギビームは、照射条件を精密にコントロールすることが可能であるため、このように一方の材料のみを溶融させるような接合方法には適しているが、図3に示したように材料上面からビームBを照射した場合は、接合界面3で拡散に適した温度となるように高エネルギビームBの照射条件をコントロールしたとしても、等温線4が縦に長いU字形の温度分布となる関係から、接合界面3において適正温度範囲に加熱される領域が狭く、広い接合幅Wを得ることが難しいため、高強度の接合状態を得ることができないことになる。
【0007】
また、仮に、高エネルギビームBによる入熱量を図3に示した条件よりも下げた場合には、接合界面3における温度はさらに低下し、図4に示すように適正に拡散が生じる温度範囲に加熱される領域がさらに狭くなるか、あるいは無くなってしまい、広い接合幅Wを得ることがさらに困難なものとなる。
逆に入熱量を上げた場合には、接合界面4における温度が上昇し、図5に示すように中央部の温度が高くなり過ぎて、当該部位の単位面積あたりの強度が低下する。適正に拡散が生じる温度範囲は、外側に移動することになるが、この部位の面積は増加しないため、この場合も接合強度を上げることはできない。
【0008】
本発明は、拡散を利用した高エネルギビームによる従来の異材重ね接合における上記課題に鑑みてなされたものであって、接合界面における広い領域を接合に好適な温度範囲に加熱することができ、適正に接合される面積を広くして、継手強度を向上させることができる異種材料の重ね接合方法と、このような方法によって接合した異種材料の重ね接合部材を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明者らは、上記目的を達成するために、高エネルギビームの照射条件や照射位置、照射方向などを種々に変化させた場合の接合界面への伝熱状況や最高到達温度、温度分布などについて、実際の溶接やコンピュータを用いたシミュレーションを繰り返すことによって鋭意調査検討した結果、高エネルギビームは、エネルギ集中度が高く、上記したように加熱された部分の等温線がビーム軸方向に伸びたU字状の温度分布となることに着目し、当該高エネルギビームを材料表面に垂直(接合面に垂直)に照射する代わりに、接合面に平行あるいは平行に近い角度に傾斜させた方向から照射するようになすことによって、接合界面のより広い領域を接合に好適な所望の温度範囲、すなわち金属間化合物が生成することなく、十分な拡散を生じさせることができる温度範囲に加熱することができるようになり、重ね継手強度を向上させること可能なことを見出し、本発明を完成するに到った。
【0010】
本発明は上記知見に基づくものであって、本発明の異種材料の重ね接合方法においては、融点の異なる異種材料同士を重ね合わせた状態で高融点材料の側に高エネルギビームを照射し、高融点材料を溶融させることなく高融点材料側からの伝熱によって低融点材料のみを溶融させてこれら両材料を接合するに際して、例えば、高融点材料に対する高エネルギビームの照射方向を重ね接合面に対して0〜30°の範囲となるように傾けることによって、接合界面において、金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲に加熱される領域が広くなるように接合部の温度分布をコントロールするようにしている。
【0011】
また、本発明の異種材料の重ね接合部材は、本発明の上記接合方法を適用して接合されていることを特徴としている。
【発明の効果】
【0012】
本発明によれば、融点が相違する異種材料の重ね接合において、互いに重ね合わせた高融点材料及び低融点材料のうちの高融点材料の側に、電子ビームやレーザビームのような高エネルギビームを高融点材料が溶融しない程度の条件で照射し、高融点材料を溶融させることなく高融点材料側からの伝熱によって低融点材料のみを溶融させて両材料を接合するに際して、例えば、高融点材料に対する高エネルギビームの照射方向を重ね合わせ面(接合面)と平行となる側に傾けることによって、金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲に加熱される接合界面上の領域が広くなるように温度分布を制御することとしたため、接合界面のより広い範囲を接合に好適な温度範囲に加熱することができるようになり、単位面積当たりの強度が高い接合部の幅を広げることができ、継手強度を向上させることができるという極めて優れた効果がもたらされる。
【0013】
また、本発明の異種材料の重ね接合部材は、例えば鋼とアルミニウム合金、鋼とマグネシウム合金といった異種材料からなる重ね継手を本発明の上記方法によって接合したものであるから、材料同士が十分に相互拡散した広い接合部を有し、部材強度に優れたものとすることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明による異種材料の重ね接合方法及び重ね接合部材について、詳細かつ具体的に説明する。
【0015】
本発明の異種材料の重ね接合方法は、電子ビームやレーザビームのような高エネルギビームを融点の異なる異種材料継手における高融点側材料に、この高融点材料が溶融しない程度の条件で照射し、高融点材料の側からの伝熱により低融点母材のみを溶融させて、これら両材料を互いに接合するに際して、接合界面における適正温度加熱領域、すなわち金属間化合物が生成することなく、十分な拡散が生じる温度範囲に加熱される接合界面上の領域が広くなるように接合部の温度分布をコントロールするものであるが、接合界面における適正温度加熱領域を増すための温度分布のコントロール方法としては、例えば高融点材料側への高エネルギビームの照射方向を接合面、すなわち材料表面と平行となる側に傾ける方法を採用することができる。
【0016】
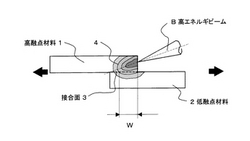
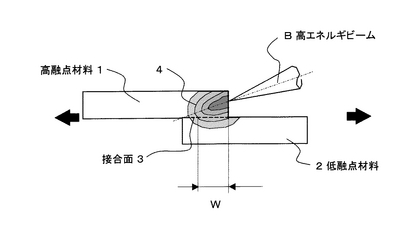
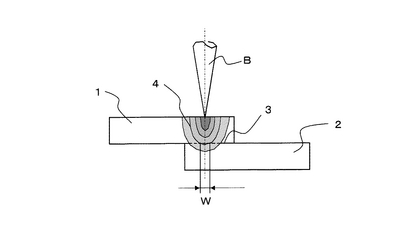
すなわち、図1に示すように、高エネルギビームBを高融点材料1の表面に対して垂直をなす方向から、低融点材料2の側に傾け、接合面3に対して平行に近い方向から照射するようになすことによって、接合面4がビームBの軸方向に長いU字形となる等温線4の曲率の大きい先端部ではなく、曲率の小さな側面部分に交差するようになることから、接合面4における適正温度に加熱される領域を大きくすることができ、接合幅Wをより広いものとすることができ、継手強度が向上することになる。
このとき、上記高エネルギビームBの照射角度としては、接合面4に対して0〜30°の範囲(接合面に垂直な位置を基準にすれば、当該垂直方向から60〜90°の範囲)とすることが望ましい。すなわち、照射角度が接合面に対して30°を超えた場合には、等温線4の形状の関係から、接合幅Wを十分に広くすることができなくなる。一方、レーザ装置が被接合材料自体と干渉することになるので、照射角度を0°未満とすることは難しい。
【0017】
なお、図1においては、高エネルギビームBを高融点材料1の端面に照射する例を示したが、高エネルギビームBの高融点材料1に対する照射位置について、必ずしも端面とは限らず、高エネルギビームBの出力やパワー密度、高融点材料1の板厚によっては、高融点材料1の表面に照射したり、図1とは反対方向、つまり高融点材料1の側から照射したりするようにしてもよい。
【0018】
また、本発明の重ね接合方法において、拡散を効率よく生じさせるためには、接合界面に適切な圧力を加え、両材料を密着させた状態で高エネルギビームを照射することが望ましい。
すなわち、本発明においては、高エネルギビームを傾けて照射するようにしていることから、両被接合材料を挟み込むようにして接合界面に垂直方向に力をかけることができる押さえ治具を容易に配置することができるようになり、これによって拡散がより生じやすくなり、継手強度をより確実に向上させることができる。
【0019】
また、本発明の重ね接合方法においては、上記したように、高エネルギビームの照射角度と共に、照射位置についても、接合界面において被接合材料同士が高い強度で接合されるような温度となるように制御することが望ましい。
【0020】
本発明の重ね接合部材は、異種材料を上記方法によって接合したものであって、接合される異種材料の組合せとしては、高融点材料が鉄鋼系材料、低融点材料がマグネシウム若しくはマグネシウム合金、又はアルミニウム若しくはアルミニウム合金とする組合せとすることができ、接合界面において高融点材料を溶融させることなく、高融点材料側からの伝熱によって低融点材料のみを溶融させることができ、材料の相互拡散を利用して金属間化合物層の生成を抑制しながら両材料を接合することができるため、異材重ね継手の強度を向上させることができる。
【実施例】
【0021】
以下、本発明を実施例に基づいて具体的に説明するが、本発明は、これら実施例によって何ら限定されるものではない。
【0022】
(実施例)
高融点材料1として、JIS G3141にSPCCとして規定される板厚1.0mmの冷間圧延鋼板を使用すると共に、低融点材料2として、JIS H4000にA5052として規定される板厚1.0mmのアルミニウム合金板材を使用し、これらを図1に示すように40mmだけラップさせた状態に重ね、レーザビーム(高エネルギビーム)Bを接合面3に対して垂直な方向から70°だけ寝かせた状態(接合面3との角度は20°)で、高融点材料1の端面における上面から0.3mmの位置に照射し、図の奥行き方向に連続的に移動させることによって、高融点材料1と低融点材料2を接合した。
このとき、レーザビームBとしてはシングルビームYAGレーザを用い、接合界面3において高融点材料(鋼材)1の側が溶融せずに低融点材料(アルミニウム合金)2のみが溶融するよう、接合界面における低融点材料(アルミニウム合金)2の温度が700℃〜750℃となる温度分布となるように、ビーム出力1.5kW、速度2.5m/minで連続照射した。
【0023】
ここで、レーザビームBを高融点材料1の側から照射するのは、接合界面3において高融点材料1を溶融しない範囲で高温に加熱し、高融点材料1からの伝熱で低融点材料2のみを溶融させることによって接合界面3において溶融していない高融点材料1の温度が高い状態で、溶融した低融点材料2が接触するため、材料の拡散を生じやすくすることができることによる。
【0024】
この結果、得られた重ね継手における接合幅Wは、約2.0mmとなり、図1中の矢印方向に荷重を付加して引張り試験を実施したところ、2000Nの引張りせん断強度が得られることが確認された。
【0025】
(比較例)
上記実施例と同様に、板厚1.0mmの鋼板SPCC(高融点材料1)と、アルミニウム合金板材A5052(低融点材料2)を使用し、これらを同様に重ねた状態で、図3に示すように、高融点材料1の表面に対して垂直方向から、そのラップ中央部にレーザビームBを同様のビーム出力、速度で連続照射することによって、高融点材料1と低融点材料2を接合した。
【0026】
この結果、得られた重ね継手における接合幅Wは、約1.0mmに過ぎなく、同様の引張り試験においても、1000Nの引張りせん断強度しか得られなかった。
【0027】
このように、レーザビームBを接合界面3に対して垂直方向から傾けた方向から照射することによって接合した発明例の場合には、接合界面3において接合に適した温度範囲、すなわち金属間化合物層の生成を抑制しつつ、十分な拡散が生じる温度範囲に加熱される領域を垂直方向から照射した場合よりも広げることができ、接合幅W及び継手強度を垂直照射の場合の2倍程度に向上させることができることが確認された。
【図面の簡単な説明】
【0028】
【図1】本発明の異材重ね接合方法の要領と接合部の温度分布を説明する断面図である。
【図2】接合界面の温度と接合強度の関係を示すグラフである。
【図3】従来の異材重ね接合方法の要領と接合部の温度分布を説明する断面図である。
【図4】図3に示した方法に較べて入熱量を少なくした場合における接合部の温度分布を説明する断面図である。
【図5】図3に示した方法に較べて入熱量を多くした場合における接合部の温度分布を説明する断面図である。
【符号の説明】
【0029】
1 高融点材料
2 低融点材料
3 接合面
B 高エネルギビーム
【技術分野】
【0001】
本発明は、異種材料、例えばスチール材とマグネシウム材のように、互いに異なる融点を有する異種材料同士の接合技術に係わり、電子ビームやレーザビームのような高エネルギビームを高融点側の材料に、当該高融点材料が溶融しない範囲内の条件で照射して、高融点材料を溶融させることなく、当該高融点材料側からの伝熱によって低融点材料のみを溶融させて接合する異種材料の重ね接合方法と、このような接合方法を適用した異種材料同士の重ね接合部材に関するものである。
【背景技術】
【0002】
異種材を接合するに際して、同種材料の溶接と同様に両方の材料を溶融させてしまうと、材料の組合せによっては脆弱な金属間化合物が生成し、十分な継手強度が得られないことがある。
このような場合には、溶接条件をコントロールすることにより、接合界面において一方の母材(低融点側)のみを溶融させ、材料の拡散を利用して接合することによって金属間化合物層の厚さを薄くすることができ、両材料を溶融させたときよりも単位面積当たりの接合強度を高くすることができる。
【0003】
従来、高エネルギビームを用いて異種材料を重ね接合する際には、脆い金属間化合物の生成を抑制するために、接合界面において高融点材料が溶融しない入熱条件で高エネルギビームを高融点側材料の表面に垂直に照射し、高融点材料側からの伝熱によって低融点材料側のみを溶融させ、接合界面において材料間に相互拡散を生じさせて接合する工法が採られていた(例えば、非特許文献1参照)。
【非特許文献1】「溶接学会全国大会講演概要」、社団法人日本溶接学会、2003年4月、第72集、p.152
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、効率良く材料を拡散させるためには、接合界面の温度条件を適切に制御することが重要であるが、このように一方の材料のみを溶融させるような接合方法を用いて接合を行う場合、良好な拡散を生じさせ、高い接合強度が得られる状態を作ることができる適切な温度範囲が狭く、適正に接合された幅寸法を確保することができないことから、十分な接合強度を得ることが極めて難しいという問題点があった。
【0005】
すなわち、拡散を利用した接合では接合界面における材料温度が重要であることは言うまでもなく、界面温度が低いと拡散が生じず、逆に高すぎると金属間化合物層が厚く生成することによって、図2に示すようにいずれの場合も接合強度が得られないことになる。 したがって、接合界面において、金属間化合物の生成を抑えながら、十分な拡散を生じさせることができる接合好適温度範囲に加熱される領域をできるだけ広くすることが望ましいことになる。
【0006】
重ね接合では、上記した非特許文献1にも記載されている通り、通常、図3に示すように、高融点材料1の表面に対して垂直方向からレーザのような高エネルギビームBを照射し、材料界面3での拡散を利用して接合を行っているが、この場合、接合時の材料内では、レーザ照射位置近傍が最も高く照射位置から離れるほど低くなるような温度分布となる。
レーザのような高エネルギビームは、照射条件を精密にコントロールすることが可能であるため、このように一方の材料のみを溶融させるような接合方法には適しているが、図3に示したように材料上面からビームBを照射した場合は、接合界面3で拡散に適した温度となるように高エネルギビームBの照射条件をコントロールしたとしても、等温線4が縦に長いU字形の温度分布となる関係から、接合界面3において適正温度範囲に加熱される領域が狭く、広い接合幅Wを得ることが難しいため、高強度の接合状態を得ることができないことになる。
【0007】
また、仮に、高エネルギビームBによる入熱量を図3に示した条件よりも下げた場合には、接合界面3における温度はさらに低下し、図4に示すように適正に拡散が生じる温度範囲に加熱される領域がさらに狭くなるか、あるいは無くなってしまい、広い接合幅Wを得ることがさらに困難なものとなる。
逆に入熱量を上げた場合には、接合界面4における温度が上昇し、図5に示すように中央部の温度が高くなり過ぎて、当該部位の単位面積あたりの強度が低下する。適正に拡散が生じる温度範囲は、外側に移動することになるが、この部位の面積は増加しないため、この場合も接合強度を上げることはできない。
【0008】
本発明は、拡散を利用した高エネルギビームによる従来の異材重ね接合における上記課題に鑑みてなされたものであって、接合界面における広い領域を接合に好適な温度範囲に加熱することができ、適正に接合される面積を広くして、継手強度を向上させることができる異種材料の重ね接合方法と、このような方法によって接合した異種材料の重ね接合部材を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明者らは、上記目的を達成するために、高エネルギビームの照射条件や照射位置、照射方向などを種々に変化させた場合の接合界面への伝熱状況や最高到達温度、温度分布などについて、実際の溶接やコンピュータを用いたシミュレーションを繰り返すことによって鋭意調査検討した結果、高エネルギビームは、エネルギ集中度が高く、上記したように加熱された部分の等温線がビーム軸方向に伸びたU字状の温度分布となることに着目し、当該高エネルギビームを材料表面に垂直(接合面に垂直)に照射する代わりに、接合面に平行あるいは平行に近い角度に傾斜させた方向から照射するようになすことによって、接合界面のより広い領域を接合に好適な所望の温度範囲、すなわち金属間化合物が生成することなく、十分な拡散を生じさせることができる温度範囲に加熱することができるようになり、重ね継手強度を向上させること可能なことを見出し、本発明を完成するに到った。
【0010】
本発明は上記知見に基づくものであって、本発明の異種材料の重ね接合方法においては、融点の異なる異種材料同士を重ね合わせた状態で高融点材料の側に高エネルギビームを照射し、高融点材料を溶融させることなく高融点材料側からの伝熱によって低融点材料のみを溶融させてこれら両材料を接合するに際して、例えば、高融点材料に対する高エネルギビームの照射方向を重ね接合面に対して0〜30°の範囲となるように傾けることによって、接合界面において、金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲に加熱される領域が広くなるように接合部の温度分布をコントロールするようにしている。
【0011】
また、本発明の異種材料の重ね接合部材は、本発明の上記接合方法を適用して接合されていることを特徴としている。
【発明の効果】
【0012】
本発明によれば、融点が相違する異種材料の重ね接合において、互いに重ね合わせた高融点材料及び低融点材料のうちの高融点材料の側に、電子ビームやレーザビームのような高エネルギビームを高融点材料が溶融しない程度の条件で照射し、高融点材料を溶融させることなく高融点材料側からの伝熱によって低融点材料のみを溶融させて両材料を接合するに際して、例えば、高融点材料に対する高エネルギビームの照射方向を重ね合わせ面(接合面)と平行となる側に傾けることによって、金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲に加熱される接合界面上の領域が広くなるように温度分布を制御することとしたため、接合界面のより広い範囲を接合に好適な温度範囲に加熱することができるようになり、単位面積当たりの強度が高い接合部の幅を広げることができ、継手強度を向上させることができるという極めて優れた効果がもたらされる。
【0013】
また、本発明の異種材料の重ね接合部材は、例えば鋼とアルミニウム合金、鋼とマグネシウム合金といった異種材料からなる重ね継手を本発明の上記方法によって接合したものであるから、材料同士が十分に相互拡散した広い接合部を有し、部材強度に優れたものとすることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明による異種材料の重ね接合方法及び重ね接合部材について、詳細かつ具体的に説明する。
【0015】
本発明の異種材料の重ね接合方法は、電子ビームやレーザビームのような高エネルギビームを融点の異なる異種材料継手における高融点側材料に、この高融点材料が溶融しない程度の条件で照射し、高融点材料の側からの伝熱により低融点母材のみを溶融させて、これら両材料を互いに接合するに際して、接合界面における適正温度加熱領域、すなわち金属間化合物が生成することなく、十分な拡散が生じる温度範囲に加熱される接合界面上の領域が広くなるように接合部の温度分布をコントロールするものであるが、接合界面における適正温度加熱領域を増すための温度分布のコントロール方法としては、例えば高融点材料側への高エネルギビームの照射方向を接合面、すなわち材料表面と平行となる側に傾ける方法を採用することができる。
【0016】
すなわち、図1に示すように、高エネルギビームBを高融点材料1の表面に対して垂直をなす方向から、低融点材料2の側に傾け、接合面3に対して平行に近い方向から照射するようになすことによって、接合面4がビームBの軸方向に長いU字形となる等温線4の曲率の大きい先端部ではなく、曲率の小さな側面部分に交差するようになることから、接合面4における適正温度に加熱される領域を大きくすることができ、接合幅Wをより広いものとすることができ、継手強度が向上することになる。
このとき、上記高エネルギビームBの照射角度としては、接合面4に対して0〜30°の範囲(接合面に垂直な位置を基準にすれば、当該垂直方向から60〜90°の範囲)とすることが望ましい。すなわち、照射角度が接合面に対して30°を超えた場合には、等温線4の形状の関係から、接合幅Wを十分に広くすることができなくなる。一方、レーザ装置が被接合材料自体と干渉することになるので、照射角度を0°未満とすることは難しい。
【0017】
なお、図1においては、高エネルギビームBを高融点材料1の端面に照射する例を示したが、高エネルギビームBの高融点材料1に対する照射位置について、必ずしも端面とは限らず、高エネルギビームBの出力やパワー密度、高融点材料1の板厚によっては、高融点材料1の表面に照射したり、図1とは反対方向、つまり高融点材料1の側から照射したりするようにしてもよい。
【0018】
また、本発明の重ね接合方法において、拡散を効率よく生じさせるためには、接合界面に適切な圧力を加え、両材料を密着させた状態で高エネルギビームを照射することが望ましい。
すなわち、本発明においては、高エネルギビームを傾けて照射するようにしていることから、両被接合材料を挟み込むようにして接合界面に垂直方向に力をかけることができる押さえ治具を容易に配置することができるようになり、これによって拡散がより生じやすくなり、継手強度をより確実に向上させることができる。
【0019】
また、本発明の重ね接合方法においては、上記したように、高エネルギビームの照射角度と共に、照射位置についても、接合界面において被接合材料同士が高い強度で接合されるような温度となるように制御することが望ましい。
【0020】
本発明の重ね接合部材は、異種材料を上記方法によって接合したものであって、接合される異種材料の組合せとしては、高融点材料が鉄鋼系材料、低融点材料がマグネシウム若しくはマグネシウム合金、又はアルミニウム若しくはアルミニウム合金とする組合せとすることができ、接合界面において高融点材料を溶融させることなく、高融点材料側からの伝熱によって低融点材料のみを溶融させることができ、材料の相互拡散を利用して金属間化合物層の生成を抑制しながら両材料を接合することができるため、異材重ね継手の強度を向上させることができる。
【実施例】
【0021】
以下、本発明を実施例に基づいて具体的に説明するが、本発明は、これら実施例によって何ら限定されるものではない。
【0022】
(実施例)
高融点材料1として、JIS G3141にSPCCとして規定される板厚1.0mmの冷間圧延鋼板を使用すると共に、低融点材料2として、JIS H4000にA5052として規定される板厚1.0mmのアルミニウム合金板材を使用し、これらを図1に示すように40mmだけラップさせた状態に重ね、レーザビーム(高エネルギビーム)Bを接合面3に対して垂直な方向から70°だけ寝かせた状態(接合面3との角度は20°)で、高融点材料1の端面における上面から0.3mmの位置に照射し、図の奥行き方向に連続的に移動させることによって、高融点材料1と低融点材料2を接合した。
このとき、レーザビームBとしてはシングルビームYAGレーザを用い、接合界面3において高融点材料(鋼材)1の側が溶融せずに低融点材料(アルミニウム合金)2のみが溶融するよう、接合界面における低融点材料(アルミニウム合金)2の温度が700℃〜750℃となる温度分布となるように、ビーム出力1.5kW、速度2.5m/minで連続照射した。
【0023】
ここで、レーザビームBを高融点材料1の側から照射するのは、接合界面3において高融点材料1を溶融しない範囲で高温に加熱し、高融点材料1からの伝熱で低融点材料2のみを溶融させることによって接合界面3において溶融していない高融点材料1の温度が高い状態で、溶融した低融点材料2が接触するため、材料の拡散を生じやすくすることができることによる。
【0024】
この結果、得られた重ね継手における接合幅Wは、約2.0mmとなり、図1中の矢印方向に荷重を付加して引張り試験を実施したところ、2000Nの引張りせん断強度が得られることが確認された。
【0025】
(比較例)
上記実施例と同様に、板厚1.0mmの鋼板SPCC(高融点材料1)と、アルミニウム合金板材A5052(低融点材料2)を使用し、これらを同様に重ねた状態で、図3に示すように、高融点材料1の表面に対して垂直方向から、そのラップ中央部にレーザビームBを同様のビーム出力、速度で連続照射することによって、高融点材料1と低融点材料2を接合した。
【0026】
この結果、得られた重ね継手における接合幅Wは、約1.0mmに過ぎなく、同様の引張り試験においても、1000Nの引張りせん断強度しか得られなかった。
【0027】
このように、レーザビームBを接合界面3に対して垂直方向から傾けた方向から照射することによって接合した発明例の場合には、接合界面3において接合に適した温度範囲、すなわち金属間化合物層の生成を抑制しつつ、十分な拡散が生じる温度範囲に加熱される領域を垂直方向から照射した場合よりも広げることができ、接合幅W及び継手強度を垂直照射の場合の2倍程度に向上させることができることが確認された。
【図面の簡単な説明】
【0028】
【図1】本発明の異材重ね接合方法の要領と接合部の温度分布を説明する断面図である。
【図2】接合界面の温度と接合強度の関係を示すグラフである。
【図3】従来の異材重ね接合方法の要領と接合部の温度分布を説明する断面図である。
【図4】図3に示した方法に較べて入熱量を少なくした場合における接合部の温度分布を説明する断面図である。
【図5】図3に示した方法に較べて入熱量を多くした場合における接合部の温度分布を説明する断面図である。
【符号の説明】
【0029】
1 高融点材料
2 低融点材料
3 接合面
B 高エネルギビーム
【特許請求の範囲】
【請求項1】
互いに融点の異なる高融点材料と低融点材料を重ね合わせた状態で高エネルギビームを高融点材料の側に照射し、高融点材料側からの伝熱によって低融点材料のみを溶融させて高融点材料に接合する異種材料の重ね接合において、金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲に加熱される接合界面上の領域が広くなるように、接合部における温度分布をコントロールすることを特徴とする異種材料の重ね接合方法。
【請求項2】
高融点材料に対する高エネルギビームの照射方向を接合面に対して傾けることによって、又は平行にすることによって接合部における温度分布をコントロールすることを特徴とする請求項1に記載の重ね接合方法。
【請求項3】
高エネルギビームの照射方向を接合面に対して0〜30°の範囲で傾けることを特徴とする請求項2に記載の重ね接合方法。
【請求項4】
両材料の接合界面に圧力を加えた状態で高エネルギビームを照射することを特徴とする請求項3に記載の重ね接合方法。
【請求項5】
接合界面において金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲となるように高エネルギビームの照射位置をコントロールすることを特徴とする請求項1〜4のいずれか1つの項に記載の重ね接合方法。
【請求項6】
請求項1〜5のいずれか1つの項に記載の接合方法によって接合されていることを特徴とする異種材料の重ね接合部材。
【請求項7】
高融点材料が鉄鋼系材料であり、低融点材料がマグネシウム合金又はアルミニウム合金であることを特徴とする請求項6に記載の重ね接合部材。
【請求項1】
互いに融点の異なる高融点材料と低融点材料を重ね合わせた状態で高エネルギビームを高融点材料の側に照射し、高融点材料側からの伝熱によって低融点材料のみを溶融させて高融点材料に接合する異種材料の重ね接合において、金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲に加熱される接合界面上の領域が広くなるように、接合部における温度分布をコントロールすることを特徴とする異種材料の重ね接合方法。
【請求項2】
高融点材料に対する高エネルギビームの照射方向を接合面に対して傾けることによって、又は平行にすることによって接合部における温度分布をコントロールすることを特徴とする請求項1に記載の重ね接合方法。
【請求項3】
高エネルギビームの照射方向を接合面に対して0〜30°の範囲で傾けることを特徴とする請求項2に記載の重ね接合方法。
【請求項4】
両材料の接合界面に圧力を加えた状態で高エネルギビームを照射することを特徴とする請求項3に記載の重ね接合方法。
【請求項5】
接合界面において金属間化合物の生成を抑制しつつ材料を拡散させるに十分な温度範囲となるように高エネルギビームの照射位置をコントロールすることを特徴とする請求項1〜4のいずれか1つの項に記載の重ね接合方法。
【請求項6】
請求項1〜5のいずれか1つの項に記載の接合方法によって接合されていることを特徴とする異種材料の重ね接合部材。
【請求項7】
高融点材料が鉄鋼系材料であり、低融点材料がマグネシウム合金又はアルミニウム合金であることを特徴とする請求項6に記載の重ね接合部材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−35285(P2006−35285A)
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願番号】特願2004−221051(P2004−221051)
【出願日】平成16年7月29日(2004.7.29)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願日】平成16年7月29日(2004.7.29)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]