
高処理量AMHSのためのモジュール式ターミナル
本発明は、容器を第1の輸送システムと第2の輸送システムの間で輸送するための装置に関する。1つの実施形態では、第1の輸送システムは、天井ベースコンベヤ(20a,20b)を含み、第2の輸送システムは、床ベースコンベヤ(30)を有する。本発明による装置は、共通の垂直方向平面(150)の周辺で、輸送システムのうちの1つ(20a,20b)の区画と整列して実質的に水平方向に延びる格納棚(104a〜104d)を有する。輸送システム(20a,20b,30)は、半導体製造設備内の格納能力を追加するために、最も上の格納棚(104a)の真上又は最も下の格納棚(104d)の真下に配置される。垂直モジュール(102a,102b)は、容器(2)を輸送システム(20a,20b)と少なくとも1つの格納棚(104a,104b)との間で輸送する。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は、本出願人に譲渡された、2005年7月8日に米国特許商標局に出願の「高処理量AMHSのためのモジュール式ターミナル」という名称の米国特許仮出願第60/697、785号、及び2005年6月16日に米国特許商標局に出願の「高速AMHSのための統合ターミナル」という名称の米国特許仮出願第60/681、389号に対して35U.S.C.§119(e)の下で優先権を請求するものであり、両米国特許出願の全体を本明細書に援用する。
【0002】
本発明は、全体的に、とりわけ、容器の格納、仕分け、識別、及び輸送システム間の容器の輸送のためのモジュール式ターミナル又は移送モジュールを含む。より具体的には、本発明は、天井ベース輸送システムと床ベース輸送システムとの間で容器を移動させるための装置を提供する。
【背景技術】
【0003】
「前開き統合ポッド(FOUP:Front Opening Unified Pods)」及び「標準機械的インタフェース(SMIF:Standard Mechanical Interface)」ポッド等の容器2を半導体製造設備(fab)の処理ツール10及び搭載ポート12まで配送することは高価である。処理ツール間でFOUP及びSMIFポッドを配送する1つの方法は、「自動材料取扱システム(AMHS:Automated Material Handling System)」である。
【0004】
AMHS又は輸送システムは、半導体製造設備(fab)内の半導体ウェーハ又はフラットパネルの容器又はカセット(本明細書では全て容器と呼ぶ)を移動させる。半導体製造設備(fab)内の容器移動は、各ツールベイ(例えば、図1のベイB1、B2)内において(ベイ内AMHS、一般的に、容器をベイ内で移動させ、容器をツール位置まで配送する輸送システムを含む)、及びツールベイ間(ベイ間AMHS、一般的に、処理ツールのベイを接続する主要通路に沿って容器を移動させる輸送システムを含む)において行われる。半導体製造設備(fab)は、多くの場合、容器を格納するための貯蔵器を含む。容器を処理ツールから処理ツールまでできるだけ多く直接配送することにより、AMHS内の通行の遅れを軽減することが望ましい。AMHSの任意の部分の不十分な処理機能は、不十分な構成要素が他の部分に直列に接続されているので、AMHSの他の部分に潜在機能よりも低い処理量を持たせる場合がある。
【0005】
容器は、多くの場合、処理段階が完了した後に貯蔵器まで配送され、次に、後で取りり出され除去され、ツールの準備が整うと別のツールまで配送される。従来の貯蔵器の限られた処理量は、容器を配送して貯蔵器から除去するシステムの処理機能全体を制限する。すなわち、AMHSの全体の処理機能は、貯蔵器処理量に制限される。例えば、特定の貯蔵器に対するピークベイ間輸送処理量は、時間当たり700個の容器又はAMHS移動である。この貯蔵器が、双方向輸送のための2つのAMHSによってアクセスされる場合、その特定の貯蔵器に対する時間当たり1400個の容器移動の可能なピークベイ間移動速度を理論的には達成することができる。この貯蔵器が、時間当たり700個の容器移動のピーク機能を有するベイ内AMHS又は他の輸送システムを有する別のツールベイに更に接続される場合、貯蔵器に対するピーク移動速度は、時間当たり2100個の容器移動まで達することができるであろう。従来の貯蔵器は、平均して20秒毎に1つの容器移動をなし得るだけであり、貯蔵器のピーク処理量を半導体製造設備(fab)によって要求される場合があるものを遥かに下回る時間当たり180個の容器移動に制限する。
【0006】
ベイの処理量だけを考慮し、貯蔵器がベイ内への容器流れだけを取扱うとしても、ピーク要件は、時間当たり1400個の移動(ベイ間から時間当たり700個の移動、ベイ内まで時間当たり700個の移動)になる可能性があると考えられる。この状況により、ベイ内の高い潜在的処理量は、貯蔵器によって大幅に制限されるであろう。
【0007】
「Asyst Technologies、Inc.」は、様々な高処理量システムを製造しており、これには、「Asyst Technologies、Inc.」に譲渡された、「直接搭載ツール」という名称の米国特許出願第11/064、880号に開示された「直接ツール搭載」システムが含まれ、この内容を本明細書に援用する。「直接ツール搭載」システムはまた、従来の貯蔵器とのこの種の処理量不釣り合いを作り出す場合がある。「直接ツール搭載」システムは、床ベース容器輸送システム(例えば、処理ツール搭載高さに等しいか又はそれよりも低い高さ位置で容器を輸送する容器輸送システム)である。こ等のシステムは、容器が、最初に貯蔵器に格納されることなくツールに直接配送されたとしても(異なる容器配送優先順位)、垂直輸送処理を必要とする。非常に高い処理量貯蔵器及び垂直容器輸送システムの組合せが、「直接搭載」システムの処理量の可能性を十分に利用するのに必要である。従来の貯蔵器の限界は、AMHS自体も限られた処理量(高処理量ではない)を有するので、一部のAMHSにおいては容易に明らかではない場合がある。
【0008】
AMHS又は輸送システムの1つのタイプは、オーバーヘッド輸送(OHT)システムである。従来のOHTシステムでは、OHT車両は、とりわけ、FOUPを製造設備床面から約900mmの高さで搭載ポートの移動プレート上に降ろす。OHTシステムは、FOUPをこれらの搭載ポートまで配送するのに高性能の天井据え付けトラック及びケーブル巻き上げ車両を用いる。水平方向移動、ケーブル巻き上げ延長、及び一方向作動の組合せは、処理ツール間でFOUPを迅速に輸送するように調整すべきである。OHTシステム内の最適効率のために、OHT車両は、処理ツールが搭載又は取出しの必要がある時に直ちに利用可能であるべきである。これは、常に可能であるとは限らない。
【0009】
半導体製造設備(fab)を通して容器を移動させる車両を用いる他の非コンベヤAMHS又は輸送システム(例えば、自動搬送車(AGV)システム、軌道搬送車(RGV)システム、オーバーヘッドシャトル(OHS)システム)は、空車両並びに配送している搭載された車両の移動及び利用可能性を管理するAMHSスケジュールシステムを必要とする。このスケジュールシステムに対する重い負担は、空車両が積み込み位置に誘導され、かつ非生産的空車両移動に起因する付加的な通行渋滞が生じるので、多くの場合、容器積み込み遅延をもたらす。同様の遅延は、OHT車両で起こる。OHT車両は、容器積み込み又は積み下ろし段階を完了するのに例えば15秒かかる場合があり、この積み込み/積み下ろし時間中に、容器通行は、AMHSのその位置で遮断される。これらの因子が組み合わされて、多くの場合、車両ベースベイ内AMHSを時間当たり例えば100〜200個の移動に制限する。これは、従来の貯蔵器機能との大きな不一致を示さない。しかしながら、多くのツールベイは、従来の貯蔵器/OHTアーキテクチャで満たせない遙かに高い処理量を要求する。
【0010】
Asystの「直接ツール搭載」システムは、高処理量ベイ内ツール配送機能に対するAMHS解決法を提供する。「直接ツール搭載」システムは、処理量に対するいくつかの利点、すなわち、高処理量コンベヤAMHSのツールへの直接の延長、及び個々の搭載ポートコンベヤ搭載/取出し機構に起因した高さ位置に平行なコンベヤインタフェースを提供する。どの与えられた時点でも、多くの容器は、相互の干渉なしにコンベヤ上に積み下ろすか又はコンベヤから積み込んでいる処理中であると考えられる。その処理量の可能性を十分に利用するために、AMHSは、変化する半導体製造設備(fab)構成に適合する柔軟な構成でベイ間AMHSに効率的に接続する高処理量貯蔵器及び垂直輸送システムの組合せを必要とする。
【発明の開示】
【発明が解決しようとする課題】
【0011】
従って、半導体製造設備(fab)内の改良型高処理量容器輸送システム及び格納機能に対する必要性が存在する。本発明は、そ等のシステムを提供する。
【課題を解決するための手段】
【0012】
本発明の1つの側面は、設備床面から異なる高さに位置するAMHS又は他の輸送システムの間で容器を移動させるためのモジュール式ターミナル又は移送装置を提供することである。1つの実施形態では、モジュール式ターミナルは、天井ベース輸送システムと床ベース輸送システムとの間で容器を移送するための少なくとも1つの垂直モジュールを含む。別の実施形態では、モジュール式ターミナルはまた、一時的に容器を格納するための天井ベース輸送システムの区域の真下に整列した少なくとも1つの格納棚を含む。これらの格納棚は、任意的であり、受動的格納棚(容器を移動させることはできない)及び/又は能動的格納棚(容器を移動させることができる)のいずれかを有する。
【0013】
本発明の別の側面は、ベイ間AMHS又は輸送システムの容器流れを最適化するモジュール式ターミナルを提供することである。かかるモジュール式ターミナルは、ベイ間AMHS又は輸送システムからベイ内AMHS又は輸送システムへの極端に高い移送速度を可能にする。1つの実施形態では、本発明は、垂直モジュールが利用可能になるまで一時的にモジュール式ターミナルの下流に容器を格納するための一時停止用ループを含む。本発明はまた、輸送システムと一時停止用ループの間で容器を移送するためのレーンジャンパを有していてもよい。モジュール式ターミナルはまた、仕分け及び計量機能を有していてもよい。
【0014】
本発明の更に別の側面は、高優先度容器の迅速配送を支援するモジュール式ターミナルを提供することである。1つの実施形態では、各垂直モジュールハウジングは、天井ベース輸送システム上を移動する優先容器が妨げられることなしにモジュール式ターミナルによって通行することができるように、天井ベース輸送システムに隣接して位置する。別の実施形態では、システム内のレーンジャンパは、迅速にAMHSから容器を取出し、天井ベースAMHS上の通行渋滞を最小にする。
【0015】
本発明の別の側面は、多重床面半導体製造設備(fab)内の床面間容器輸送を支援するモジュール式ターミナルを提供することである。例えば、製造設備は、各々が独立したAMHS又は輸送システムを有する第1の製造床面及び第1の床面の上方に位置する第2の製造床面を含んでいてもよい。第1の床面である天井を通過する単一の垂直モジュールは、容器を完全に異なる床面上に位置する2つの独立輸送システム間で移送することができる。
【0016】
本発明の更に別の側面は、設置が容易で低維持コストを有するモジュール式ターミナルを提供することである。モジュール式ターミナルは、任意の既存のAMHS又は輸送システムに適用することができる。1つの実施形態では、モジュール式ターミナルは、既存のAMHSに隣接して(例えば、OHTトラックに隣接して)そのAMHSと干渉することなしに設置することができる。更に、追加の垂直モジュールをモジュール式ターミナルに追加することができる。別の実施形態では、モジュール式ターミナルは、既存のAMHSの一部分を囲むが、容器が妨げられることなしにモジュール式ターミナルを通過することを可能にする通過ゾーンを含む。
【発明を実施するための最良の形態】
【0017】
例示的目的だけのために、本発明は、FOUPの輸送に関連して本明細書に以下に説明する。本発明の様々な実施形態はまた、SMIFポッド、レチクル容器、フラットパネルディスプレイ輸送装置、又は任意その他の容器又は処理ツールを処理するためのシステムに用いられ且つ/又は適合される。容器は、制限するわけではないが、任意の大きさの半導体基板(例えば、50mm〜500mmのウェーハ)を含む物品を支持するための任意の構造体として定義される。単なる例示として、容器は、物品にアクセス可能な開放容積(例えば、FPD輸送)又は機械的に開放可能なドアを有する容器(例えば、底開放SMIFポッド及びFOUP)を有する構造体を含む。搭載ポートは、容器を取扱う任意のインタフェース機器として定義される。
【0018】
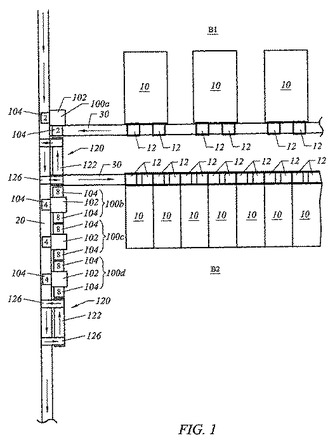
本発明を、様々な実施形態の説明を容易にするために、コンベヤに関連して以下に説明する。本発明はまた、もちろん、OHT車両、オーバーヘッドシャトル(OHS)、RGV又はAGV等のその他のAMHS又はその他の輸送システムと共に作動させてもよい。図1は、天井ベースのベイ間コンベヤ20と、床ベースのベイ内コンベヤ30と、多数のモジュール式ターミナル100とを含むAMHSを示している。
【0019】
図1は、2つのベイ内コンベヤ30を示し、各ベイ内コンベヤ30は、容器をそれぞれのツールベイ(例えば、ツールベイB1、B2)内の搭載ポート12間を輸送する。矢印は、ベイ内コンベヤが容器を輸送する方向を指示している。しかしながら、各ベイ内コンベヤが双方向コンベヤを含むことも本発明の範囲内にある。図1に示す構成は、単に例示に過ぎない。他の構成も本発明に包含される。天井ベースコンベヤ20は、容器2を搭載ポート12の搭載高さよりも高い高さ位置で輸送する任意のタイプのコンベヤに関連したコンベヤである。床ベースコンベヤ30は、容器2を搭載ポート12の搭載高さと等しい高さ位置及びそれよりも低い高さ位置で輸送する任意のタイプのコンベヤに関連したコンベヤである。
【0020】
図1は、各モジュール式ターミナル100が、構成に関わらず、容器2を天井ベースAMHS又は輸送システムと床ベースAMHS又は輸送システムとの間で輸送するための垂直モジュール102を有することを示している。用語AMHSと輸送システムとは、本明細書において置換可能である。モジュール式ターミナル100はまた、モジュール式ターミナル100に格納機能を追加するように垂直方向に積み重ねられた格納棚(垂直方向積み重ね格納棚)104を有するのがよい。図1において、格納棚104の各セットは、その特定の箇所における垂直方向積み重ね格納棚104の総数を表す数字(例えば、2、4、8)のラベルが付けられている。例えば、モジュール式ターミナル100bは、3セットの格納棚を有し、そのうちの2セットの棚104は各々、8つの棚を有し、1セットの格納棚104は、4つの棚を有する。後に説明するように、モジュール式ターミナル100は、任意の数の格納棚104(棚なしを含む)と、任意の数の垂直モジュール102を有する。
【0021】
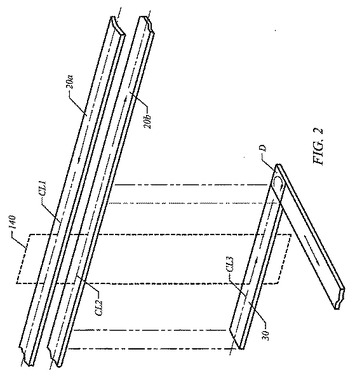
図2は、天井ベースコンベヤ20の1つの実施形態を示している。この実施形態では、天井ベースコンベヤ20は、上側コンベヤ20aと、下側コンベヤ20bとを有している。2つのコンベヤ20a、20bは、各コンベヤ20a、20bの長手方向中心線CL1、CL2が共通の垂直方向平面140の周辺で水平方向と実質的に一致する又は整列するように、垂直方向に積み重ねられる。この実施形態では、各天井ベースコンベヤ20a、20bは、容器2を単一の(図2の右矢印及び左矢印によって指示する)方向に移動させる。各コンベヤ20a、20bは、床ベースのベイ内コンベヤ30と共に、水平方向と実質的に一致し又は整列し、例えば、中心線CL1、CL2、CL3は、共通の垂直方向平面の周辺で水平方向と実質的に一致し又は整列する。図2は、上側のベイ間コンベヤ20a、下側のベイ間コンベヤ20b、及びベイ内コンベヤ30の間の空間的関係の1つの実施形態だけを示す。他の構成も本発明の範囲内にある。図2は、床ベースコンベヤ30が、コンベヤのセグメント間で容器を90°回転させるための方向決定器Dを含むことを示している。方向決定器Dの1つの例は、「Asyst Technologies、Inc.」に譲渡され且つ「統合輸送担体及び方向決定器を有する輸送システム」という名称の米国特許第6、308、818号に開示され、その全体を本明細書に援用する。
【0022】
後でより詳細に説明するように、垂直モジュール102は、コンベヤ(ベイ間コンベヤ又はベイ内コンベヤのいずれか)まで水平方向に延びる移送機構を有し、この移送機構は、例えば容器2の底面又は上部ハンドルのところで容器2に係合し、容器2をコンベヤから持上げ、容器2をコンベヤの上に配置し、容器2を垂直モジュール102の中に、その外に又はその中で移動させる。移送機構が(例えば、θ軸を中心に)回転することができない場合、移送機構は、ベイ間コンベヤとベイ内コンベヤの間に位置する格納棚/箇所104(例えば、図4の実施形態)又は垂直モジュール102の反対側の箇所にある格納棚/箇所104(例えば、図9の実施形態)だけに容器2を格納することに制限される。容器2を垂直モジュール102の側方に格納するために(例えば、図1において数字符号8を付したモジュール式ターミナル100bの格納棚104)、移送機構は、2つの異なる軸線を中心とするθ軸回転移動又は直線移動を必要とする。これは、モジュール式ターミナル100の格納密度を大いに増大させる。しかしながら、ベイ間コンベヤ20に対して垂直モジュール102の反対側の任意の格納箇所は、非常に望ましいというほどではなく、その理由は、かかる格納箇所が、垂直モジュール102への有用な接近を妨げ、ツールベイ内の有用なツール空間を減少させるからである。
【0023】
図1は、広範囲のベイ内処理量要求を満たすことができる能力を有するモジュール式の拡張可能な構造を示している。モジュール式ターミナル100は、単一の垂直モジュール102及び最小数の格納棚/箇所104だけで構成されている。垂直モジュール102はまた、いかなる格納棚104もなしに構成され、且つ、単にコンベヤ間輸送(例えば、天井ベースコンベヤと床ベースコンベヤとの間)に用いられるのがよい。θ軸回転移動、垂直方向移動及び水平方向移動を行う移送機構を有する単一の垂直モジュール102(格納棚を有していてもよいし有していなくてもよい)は、ベイ間コンベヤ20の真下にある床ベースのベイ内コンベヤ30(図2参照)の区域をなくしてもよい。
【0024】
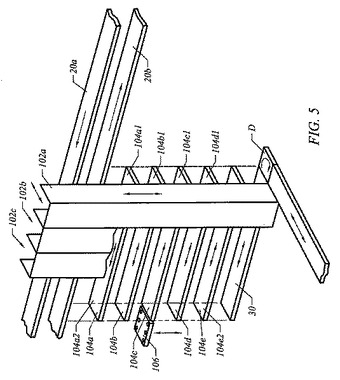
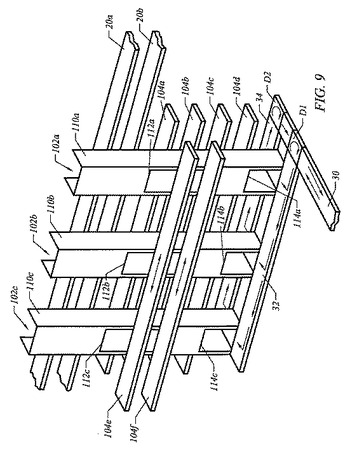
垂直モジュール102内の移送機構は、容器2を多くの方向に移動させることができる。例えば、図5の実施形態では、移送機構は、上側のベイ間コンベヤ20aのレベルまで上昇し、把持器又は他の装置をそれが容器2に係合するように外方に延ばし、把持器を上方に上昇させ、容器2をベイ間コンベヤ20から持上げ、容器2を垂直モジュール102内に移動させ、望ましい格納棚104又は床ベースコンベヤ30のレベルまで下降し、容器2を格納棚104又は床ベースコンベヤ30の上に直接配置する。図5の実施形態では、各格納棚104は、容器2を格納棚のいずれかの方向(矢印によって示す)に移動させるためのコンベヤを有する。図9の実施形態では、移送機構は、容器2を上側コンベヤ20a(又は下側コンベヤ20b)から取出し、容器2を垂直モジュール102内に移動させる。次に、移送機構は、容器2を例えば格納棚104eまで下降させ、容器2を格納棚104eの上に置く。容器の多くの他の移動も本発明の範囲内にある。
【0025】
図1はまた、一時停止用ループ120の実施形態を示している。一時的な格納領域を構成する各一時停止用ループ120は、モジュール式ターミナル100の上流又は下流のいずれかに位置決めされるのがよい。一時停止用ループ120は、コンベヤに沿った任意の箇所に位置決めされてもよい。例えば、一時停止用ループは、上側のベイ間コンベヤ20aだけに隣接して位置決めされてもよいし、上側のベイ間コンベヤ20a及び下側のベイ間コンベヤ20bの両方に隣接して位置決めされてもよい。容器2がモジュール式ターミナル100に到達したときに垂直モジュール102を利用できない場合、AMHSは、容器2をコンベヤから一時停止用ループ120に迅速に移送するのがよい。容器をコンベヤから移動させることにより、垂直モジュール102が容器を受入れる準備ができるまで、ベイ間コンベヤ20を停止させることを回避する。次に、コンベヤ上の他の容器は、一時停止用ループ120を通り、これらの目的地に向かって移動し続ける。容器のための垂直モジュール102の準備ができたら、容器を、AMHSの流れを中断させることなしにコンベヤ上に戻す。
【0026】
方向決定器又はレーンジャンパ126等の装置(図13〜15により詳細に示す)は、容器2をベイ間コンベヤ20と一時停止用ループ120との間で移送する。一時停止用ループ120は、到着した容器2を一時的にバッファに格納するためのコンベヤ122を一般的に含む。容器をバッファに格納するための技術で知られているその他の機構も本発明の範囲内にある。レーンジャンパ126は、一般的に、容器2を2つのコンベヤ間(例えば、一時停止用ループ122とベイ間コンベヤ20との間)で移送する任意の機構又はその他のAMHSを有する。例えば、天井ベースコンベヤ20上を移動する容器2を簡単に停止させ、把持し、ベイ間コンベヤ20から持上げ、次いで、一時停止用ループ122の上に移動させる。容器2をコンベヤ間で移送するための機構は、例えば、単一の又は多部品のアーム又は直線スライドを有するのがよい。容器を下方から持上げる別の機構を用いてもよく、それにより、横方向移送機構の設計においてより多くの変形例を可能にする。容器を移送するための技術で知られているその他のロボット機構も本発明の範囲内にある。
【0027】
上記説明は、垂直方向積み重ね格納棚ベイ間コンベヤ20(例えば、上側のベイ間コンベヤ20a及び下部ベイ間コンベヤ20b)に向けられており、その理由は、コンベヤ20が従来の平面的なベイ間コンベヤで生じる遅延を排除するからである。しかしながら、容器の移動が一方向である場合、ベイ間コンベヤ20は、容器を最も効率的に配送する。多数の平行なベイ間コンベヤ20はまた、ベイ間AMHSの処理量を増大させる。各ベイ間方向が容器を任意の2つのベイの間で効率的に移送する少なくとも1つのコンベヤを有することが好ましい(図4の実施形態参照)。従来の平面型のベイ間コンベヤ構造は、ツールベイから遠くに位置するコンベヤ上を移動する容器が、ツールベイに近いコンベヤに交差することなしに、ツールベイに入ることを許さない。コンベヤ流れを迂回させる位置又はコンベヤ流れが別のコンベヤと交差する位置は、方向決定器を必要とし、ベイ間の処理量は、通行の中断によって減少する。もちろん、このことは、コンベヤが垂直モジュール102の両側に配置されている場合(図10B参照)には該当しない。
【0028】
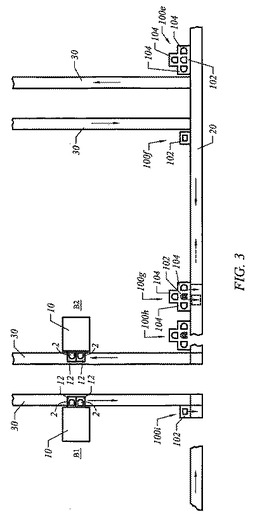
図3は、製造設備内の容器の全体的な処理量を改良するために本発明の様々な構成要素を使用する別のAMHSを示している。AMHSは、天井ベースコンベヤ20と、複数の床ベースコンベヤ30と、ツールベイB1、B2を有している。いくつかのモジュール式ターミナル100は、天井ベースコンベヤ20に沿って配置されている。モジュール式ターミナル100及びAMHSのその他の構成要素の位置は、例示の目的のためだけのものである。図3は、容器2が、モジュール式ターミナル100を有するAMHS内に格納されることを示している。
【0029】
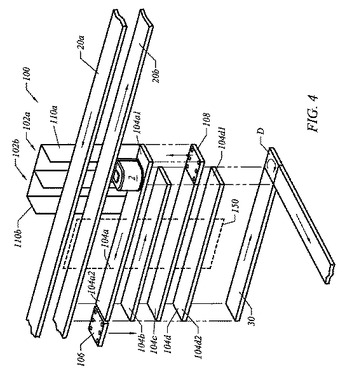
図4〜図7は、とりわけ、容器2の垂直方向移送、格納、及びバッファへの格納を提供するモジュール式ターミナル100の様々な組合せを示している。また、垂直モジュール100は、格納棚を有していなくてもよい。図4は、いくつかの空間節約機能を提供するモジュール式ターミナル100の1つの実施形態を示している。この実施形態では、モジュール式ターミナル100は、第1の垂直モジュール102aと、第2の垂直モジュール102bと、4つの格納棚104a〜104dと、第1の移送プラットホーム106と、第2の移送プラットホーム108とを有している。図4は、ベイ間コンベヤ20a、20b及び格納棚104a〜104dが各々、垂直方向平面150と整列するように水平方向に延びていることを示している。もちろん、モジュール式ターミナル100は、他の構成を有していてもよい。
【0030】
図4は、各垂直モジュール102がハウジングを110有すること、及び、ハウジング110が上側のベイ間コンベヤ20aといちばん上の格納棚104aとの間に延びることが示されている。各垂直モジュール102のハウジング110は、同じベイ間コンベヤ20又は格納棚104の間を延びる必要はなく、互いに隣接している必要はない。実際、モジュール式ターミナル100は、単一の垂直モジュール102を有していてもよい。更に、モジュール式ターミナル100は、任意の数の格納棚104を有し、格納棚104を有しなくてもよい。移送機構(図4に図示せず)は、容器2をコンベヤと格納棚104との間で移動させるために、各ハウジング110内を移動する。
【0031】
図4に示す各格納棚104は、容器2を格納棚に沿う任意の箇所の間を移動させるためのコンベヤを有している。例えば、格納棚104aは、容器2を第1の端部104a1と第2の端部104a2との間で移動させる。最も上の格納棚104aは、他の格納棚104b〜104dと同様、一方向コンベヤであってもよいし、双方向コンベヤであってもよい。
【0032】
図4に示すモジュール式ターミナル100は、最初、容器を上側コンベヤ20a又は下側コンベヤ20bのいずれかから最も上の格納棚104aに移動させる。容器2を最も上の格納棚104aの上に置いた後、容器2を別の格納棚(例えば、図4の格納棚104a、104b、104c、104d)に移送プラットホーム106又は移送プラットホーム106、108の組合せのいずれかによって移動させられる。最後に、移送プラットホーム106は、容器2を床ベースコンベヤ30まで下降させる。
【0033】
単一のモジュール式ターミナル100内の2つ以上の垂直モジュール102は、モジュール式ターミナル100の効率を向上させる。複数の移送機構が平行に作動しているので、例えば、容器をベイ間コンベヤ20から大きい処理量で取出すことができる。拡張可能で平行な構造により、容器を天井ベースコンベヤ20から取出すのにかかる平均時間を短縮する。移送プラットホーム106、108は、好ましくは、各格納棚104の端部と一列に位置決めされ、ベイ間コンベヤ20の真下に配置される。移送プラットホームは、他の箇所に配置されてもよい。また、最も上の格納棚104a(最も高い高さ位置)にだけ搭載するのに十分に長い垂直モジュール102a、102bを有するにより、各垂直モジュール102の短縮されたフレーム110の下の床における通行を可能にし、例えば、オペレータは、垂直モジュールの下を、自分の頭をフレームにぶつけることなしに歩くことができる。
【0034】
各垂直モジュール102はまた、任意の数の格納棚104a〜104dに直接アクセスしてもよい。垂直モジュール102は、例えば、容器2を天井ベースコンベヤ20と床ベースコンベヤ30との間で直接移動させてもよい。別の実施形態では、全長にわたる垂直モジュール102が、各格納棚104の横に取付けられ、列をなすプラットホーム106、108に置き換えられる。図4に示す垂直モジュール102は、プラットホーム106が、全ての格納棚104a〜104dにアクセスすることができ、プラットホーム108が最も上の格納棚104aにアクセスすることができないことを示している。2つの移送プラットホームは、各格納棚104が先入れ先出し(FIFO)システムとして作動しないように構成されている。例えば、格納棚104の上に格納された容器は、第1の端部104d1から移送プラットホーム108に出てもよいし、第2の端部104d2から移送プラットホーム106に出てもよい。各移送プラットホーム106、108は、好ましくは、容器2を各移送プラットホーム106、108と格納棚104との間で移動させるために、双方向コンベヤを有している。
【0035】
図5は、複数の垂直モジュール102a〜102cと連結された天井ベースの上側コンベヤ20a及び天井ベースの下側コンベヤ20bと、選択的なプラットホーム106とを示している。各垂直モジュール102a〜102cは、図5に示すように天井ベースコンベヤ20に近い側に配置されてもよいし、図4と同様に天井ベースコンベヤ20から遠い側に配置されてもよいし、天井ベースコンベヤ20の両側に配置されてもよい。1つの実施形態では、作動方法は、バッファを有する先入れ先出し(FIFO)方法を有し、真のランダムアクセス格納ではない。作動時、垂直モジュール102は、容器2をベイ間コンベヤ20a、20bの一方から垂直方向積み重ね格納棚104a〜104cの1つに移送する。次に、格納棚104は、容器2をプラットホーム106に向かって格納棚の端部まで移動させる(図5の矢印参照)。次に、容器2をプラットホーム106の上に置いた後、床ベースコンベヤ30まで移送する。
【0036】
垂直モジュール102が床ベースコンベヤ30まで延びている場合には、容器2を格納棚104から床ベースコンベヤ30までプラットホーム106又は垂直モジュール102のいずれかによって移送するのがよい。例えば、垂直モジュール102aは、天井ベースコンベヤ20と床ベースコンベヤ30との間を延びるのがよい。垂直モジュール102bは、天井ベースコンベヤ20から格納棚104cまで延びていてもよい。更に、垂直モジュール102cは、天井ベースコンベヤ20から最も上の格納棚104aにだけ延びていてもよい。垂直モジュール102の他の構成も本発明の範囲内にある。垂直モジュール102はまた、格納棚104のいずれかの端部に位置決めされてもよい。例えば、垂直モジュール102は、プラットホーム106に置き換えられてもよい。垂直モジュール102はまた、格納棚104の他方の端部に配置されてもよい。各垂直モジュール102内の移送機構は、容器2を垂直モジュール102と格納棚104との間で移送するための短いコンベヤ部分又は移送機構(例えば、容器取扱ロボット)を有するのがよい。ベイ間コンベヤ20又は追加の格納棚104(図9の構成参照)を各垂直モジュール102のいずれかの側に配置すること(図10Bの構成参照)も本発明の範囲内にある。
【0037】
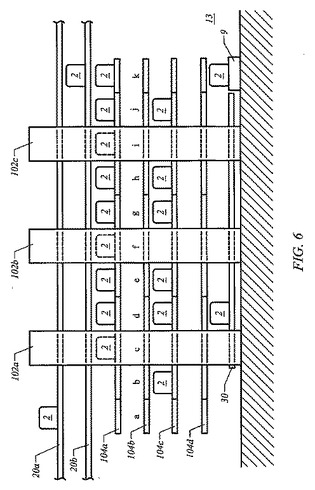
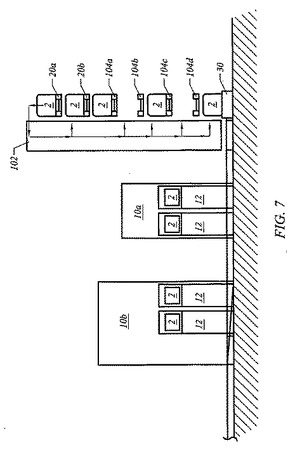
図6〜図7は、格納コンベヤ104の端部に位置する垂直モジュール102を用いないランダムアクセス容器格納システムを示している。垂直モジュール102a〜102cは、ベイ間コンベヤ20a、20bを格納棚104a〜104d並びに床ベースコンベヤ30と接続する。容器2は、格納棚104b、104dを除く全ての格納棚104のレベルに示されている。格納棚104a〜104dに沿う個々の格納位置は、文字a〜kによって識別されている。床ベースのベイ内コンベヤ30は、図2に示すコンベヤと同じであるが、その実施形態に制限されない。ツールベイは、通路空間13として図6に示す通路空間を必要とする。処理ツール10a、10bを図7に示す。各格納棚104は、格納棚104の上に格納された容器2が、床ベースコンベヤ30への最終的な配送のために垂直モジュール102a、102b、102cのいずれかまで横方向に移動することができるように、一定の最小数の開放空間を必要とする。図6の実施形態の格納システムは、各垂直モジュール102の間に等しい数の格納箇所を有し、例えば、各垂直モジュール102の間に2つの格納箇所が示され、各格納棚104の端部が追加の容器格納のために垂直モジュール102を超えて延びている。格納システムはまた、それよりも多い又はそれよりも少ない容器を格納するその他の構成を有していてもよい。
【0038】
各垂直モジュール102間の等しい数の格納箇所(例えば、位置d及び位置e)と、各垂直モジュール102を超えて延びる格納位箇所(例えば、位置j及び位置k)とを有するモジュール式ターミナル100のために、格納棚104当たりの格納箇所の最大数(Mとして定められる)は、単なる例示として、次のように決定される。
M=T−E=N*(X+1)
ここで、Nは、格納システム内の垂直モジュールの数であり、Xは、各垂直モジュール間又は格納コンベヤ区域の端部に配置される容器格納箇所の数であり、T=N*(X+1)+Xは、格納コンベヤレベル当たりの容器格納箇所の総数であり、Eは、格納コンベヤレベル当たりの空のままの容器格納箇所の最小数である。
【0039】
格納箇所の最大数を計算するための他の式も本発明の範囲内にある。最大格納密度、最大格納数又は処理量のために、垂直モジュール102及びこれらの間隔の数を変更することによって、このタイプのモジュール式ターミナル100を最適化するのがよい。
【0040】
図6で示していることは、格納棚104aが、任意の容器2を格納棚104aから取出すことを依然として可能にするように容器2が占めている最大数の格納箇所を有していることである。例えば、位置kに格納された容器2を格納棚104aから取出す必要がある場合、9つの容器全てを左方向に2つの箇所ずらして、位置kに格納されていた容器2を位置iまで移動させる必要がある。垂直モジュール102cは、位置iにアクセス可能であり、従って、容器2を格納棚104から別の格納棚104、天井ベースコンベヤ20、又は床ベースコンベヤ30に移動させることができる。容器2を垂直モジュールにアクセス可能な箇所に置くために、格納棚104a上に格納されている全ての容器2を常に移動させなければならないわけではない。例えば、位置eに格納された容器2を格納棚104aから取出す必要がある場合、位置eに格納されている容器2を垂直モジュール102aにアクセス可能な位置cまで移動させるために、位置c、d、eに格納されている容器だけを、左方向に2つの箇所だけずらさなければならないに過ぎない。位置f〜kに格納されている残りの容器2をずらす必要は全くない。
【0041】
格納棚104cは、容器2が占め格納箇所の最大数よりも少ない格納箇所を有し、容器2は、最も効率的な箇所に格納されている。例えば、格納棚104cの上に格納されている容器2のいずれも、他の容器2を移動させる必要なしに回収されるのがよい。このタイプのモジュール式ターミナル100の最適な作動により、容器2を、概略的には、他の容器2の最小の移動で容器2の回収を可能にする箇所にだけ位置決めするのがよい。1つの実施形態では、次に、垂直モジュール102が受入れた容器2を、最も少ない容器を有する格納棚104の上に下ろす。別の実施形態では、モジュール式ターミナル100は、格納棚104へのアクセスがない間、特定の格納棚104上の容器2を、格納棚104c上に示すような容器2の配置等の「最適」箇所まで絶えずずらす。
【0042】
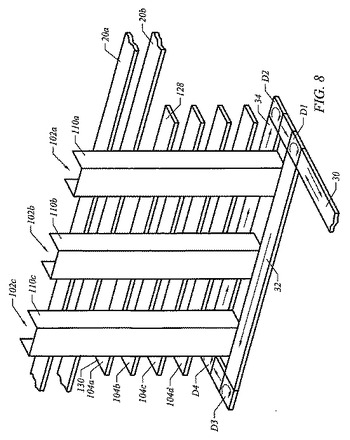
図8〜図9は、ベイ内コンベヤの双方向区域を支持する床ベースコンベヤ30の様々な構成と、モジュール式ターミナル100がこのタイプのコンベヤを使用する方法とを示している。図8は、ツールベイから床ベースの双方向コンベヤ30上に出た容器2が方向決定器D1で方向を変え、出口側コンベヤ区域32全体を移動し、方向決定器D3で方向を変え、次に、方向決定器D4まで移動することを示している。1つの実施形態では、次に、容器2は、垂直モジュール102が利用可能になるまで待ち、利用可能になったら、方向決定器D4から、ベイ間コンベヤ20又は格納棚104への移送のために利用可能な垂直モジュール102まで移動する。出てくる容器2はまた、待ち行列を出口側コンベヤ区域32に形成し、垂直モジュール102の作動との最適な同期を可能にする。
【0043】
垂直モジュール102からツールベイに入る容器は、入口側コンベヤ区域34に沿って移動し、方向決定器D2で方向を変え、次に、方向決定器D1のところで床ベースの双方向コンベヤ30に係合する。入口側コンベヤ区域34は、方向決定器D2に従って、容器のための入力待ち行列として用いられてもよい。ベイ内AMHSは、床ベースコンベヤ30上の連続移動方向を制御する。ベイ内AMHSは、双方向コンベヤ方向を「入口」方向に変更し、次に、入口待ち行列の全ての容器2を移動させてもよい。その後、ベイ内AMHSは、双方向コンベヤ方向を「出口」方向に切り換え、処理ツール又は他の貯蔵器のところで待っている全ての容器2を移動させる。各方向のための時間制限を有する時間間隔方式又は待ち行列方式に基づいて双方向コンベヤ30の作動を切り換えることは、同様に本発明の範囲内にある。
【0044】
図9は、出口側コンベヤ区域がD1、D2を介して入口区域に接続されていないことを除いて、図8と類似のシステムを示している。その代わりに、垂直モジュール102の各々は、出口側コンベヤ区域32及び入口側コンベヤ区域34の両方にアクセス可能な機構を有している。図8に示すように、出口側の容器2は、出口側コンベヤ区域32上に待ち行列を作り、入口側コンベヤ区域34の周りのループではなく、垂直モジュール移送機構によって直接取出される。入口側コンベヤ34及び出口側コンベヤ32の両方にアクセス可能な垂直モジュール内に移送機構を有することによりまた、格納棚104e、104fとして示すより多くの格納コンベヤが垂直モジュール102の出口側コンベヤの側に積み重ねられることを可能にする。明確にすることだけのために、加えられた格納コンベヤ区域の2つを図示しているけれども、入口側の格納コンベヤの各々の反対側に1つずつ(例えば、格納棚104a〜104d)設け、ベイ間コンベヤ20a、20bの各々の反対側に1つずつ設けてもよい(図示せず)。
【0045】
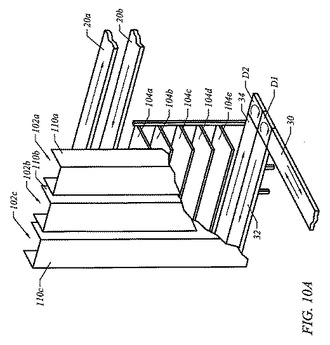
上述したように、床ベースコンベヤ30を支持する床ベースコンベヤ又はその他の輸送システム(例えば、AGV、RGV、その他)の構成は、図8及び図9に示すような積み重ねコンベヤ格納システムに制限されない。例えば、図10Aは、5つの格納棚104a〜104eを示し、各格納棚104a〜104eが、ベイ間コンベヤ20a、20bの下に配置されている。各垂直モジュール102a、102b、102cは、格納棚104a〜104e及び入口側コンベヤ区域34の異なる段にアクセスする。容器2を、単なる例示として、天井ベースコンベヤ20、格納棚104、及び入口側コンベヤ区域34の間で、伸長張機構又はロボットアーム組立体によって移動させてもよい。この伸長機構/組立体は、当該技術で知られており、本明細書において更なる説明を必要としない。1つの実施形態では、各垂直モジュール102はまた、容器2をその真下に位置する出口側コンベヤ区域32から取入れてもよい。
【0046】
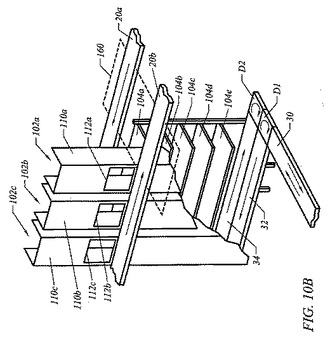
上述したベイ間コンベヤ20は、垂直方向に一列に重ねられたコンベヤであった。ベイ間コンベヤ20が、垂直方向に一列でなく重ねられた格納棚コンベヤ及び/又は設備の床面から実質的に同じ高さで互いに隣接したコンベヤを含むその他の構成を有することも本発明の範囲内にある。例えば、図10Aに示す2つのベイ間コンベヤ20は、垂直方向に重ねられている(図10A参照)。変形例として、2つのベイ間コンベヤ20は、設備の床面から実質的に同じ高さ位置に配置されると共に、垂直モジュール102が2つのベイ間コンベヤ20の間に位置するように間隔をおいて配置されてもよい(図10B参照)。図10Bは、ベイ間コンベヤ20a、20bが共通の水平方向平面160の周辺で垂直方向に整列していることを示している。2つのベイ間コンベヤは、同じ高さ位置に配置される必要はない。
【0047】
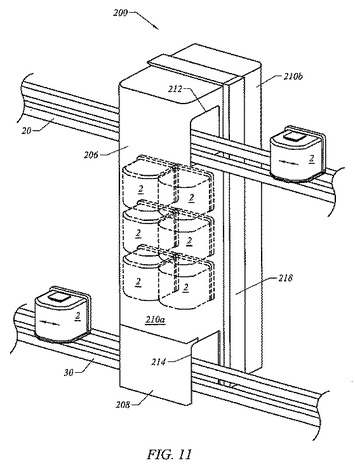
図11は、本発明の別の実施形態のモジュール式ターミナル200を示している。上述した実施形態と同様、モジュール式ターミナル200は、AMHSシステムに沿って任意の箇所に配置される。更に、図11に示すAMHSシステムは、天井ベースコンベヤ20及び床ベースコンベヤ30を有している。これらの2つのコンベヤは、ベイ間コンベヤであってもよいし、ベイ内コンベヤであってもよい。
【0048】
モジュール式ターミナル200は、上部通過ゾーン206と、下部通過ゾーン208と、格納室210とを有している。上部通過ゾーン206は、上側コンベヤ20が妨げられることなしにモジュール式ターミナル200を通過することを可能にする。下部通過ゾーン208は、下側コンベヤ30が妨げられることなしにモジュール式ターミナル200を通過することを可能にする。従って、それぞれのコンベヤの上を移動する容器2は、妨げられることなしにモジュール式ターミナル200を通過する。
【0049】
図11は、モジュール式ターミナル200が2つの格納室210a、210bを有することを示している。この実施形態では、各格納室210は、複数の格納棚(図示せず)を有し、各格納棚は、2つの容器2を並べて格納する。モジュール式ターミナル200は、1つだけの格納棚を有していてもよいし、2つよりも多い格納棚を有していてもよい。モジュール式ターミナル200の移送機構が、単一の容器を輸送すること又は複数の容器を同時に輸送することも同様に、本発明の範囲及び精神の範囲内にある。格納室210は、その他の構成(例えば、より多い/より少ない棚を有する構成、各々が2つよりも多い容器を格納する構成等)を有していてもよい。2つの格納室210a、210bは、モジュール式ターミナル200の格納能力を増大させる。モジュール式ターミナル200はまた、1つだけの格納室210を有していてもよい。2つの格納棚を有するモジュール式ターミナル200の実施形態では、移送機構が2つの容器を同時に移動させてもよいし、互いに独立に移動させる2つの移送機構を有していてもよい。
【0050】
図11は、モジュール式ターミナル200の上部通過ゾーン206を通過する単一のベイ間コンベヤ20を示している。しかしながら、AMHSシステムは、垂直方向に積み重ねられた複数のベイ間コンベヤ20(図4の実施形態と類似した)を有していてもよく、各ベイ間コンベヤは、モジュール式ターミナル200に通過ゾーン206を追加することによって、モジュール式ターミナル200を同じ仕方で通過するのがよい。
【0051】
全てのAMHSシステムが、2つのコンベヤを有するわけではない。例えば、従来の製造設備は、1つだけの天井ベースコンベヤ20を有する場合がある。この場合、モジュール式ターミナル200は、上部通過ゾーン206及び1つ又はそれよりも多くの格納室210を有しているだけである。モジュール式ターミナル200が格納室210を1つしか有していない場合、製造設備内で現在空いている空間を利用するために、格納室210は、天井ベースコンベヤ20の真下(例えば、格納室210a)に配置されることが好ましい。
【0052】
図4〜図11に示すモジュール式ターミナルは各々、独立した真にモジュール式のシステムである。例えば、図8に示す各垂直モジュール102a、102b、102cはそれ自体、容器2を特定の垂直モジュール102内で移動させるための垂直移送機構を有している。各垂直モジュール102が、例えば、1時間当たり70個の容器を移動させる移送速度を有する場合、図8に示すシステムの1時間当たりの容器移動総数は、1時間当たり210個の容器移動数である。4つの垂直モジュールを追加することによって、システムの能力は、1時間当たり280個の容器移動数まで増大する。従って、垂直モジュール102をシステムに追加することは、個々の垂直モジュール102a、102b、及び102cの移送速度に影響を与えない。
【0053】
2つ以上の垂直モジュール102を有するターミナルモジュール100は、柔軟な制御システムを可能にする。例えば、単一の制御システムが、モジュール式ターミナル100内の全ての垂直モジュール102を作動させる。変形例として、モジュール式ターミナル100内の各垂直モジュール102がそれ自体、制御システムを有していてもよい。このプラグ&プレイ制御環境は、追加の垂直モジュール102を単一のモジュール式ターミナル100に追加することを可能にし、モジュール式ターミナル100の容易な設置、高速起動時間、及び簡単な処理量拡張を提供する。
【0054】
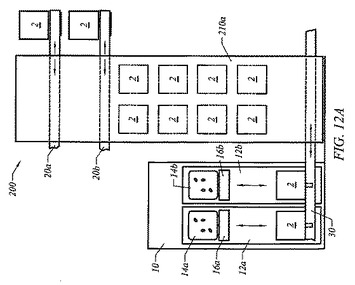
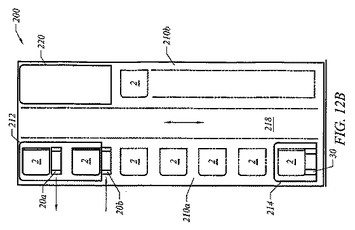
図12A及び図12Bは、「直接搭載」ツールに関して図11に示すモジュール式ターミナル200を示している。図12Aは、格納室210a内の各格納棚が2つの容器を格納することを示している。格納室210a内の各格納棚は、1つの容器だけを格納してもよいし、3つ以上の容器を格納してもよい。この実施形態では、格納室210a内に格納された容器2は、天井ベースコンベヤ20bの下に位置する(図12B参照)。移送装置(図示せず)は、天井ベースコンベヤ20a、20bと、格納室21b内の格納棚と、床ベースコンベヤ30との間の移動ゾーン218(図12B参照)内において、容器2を移動させる。上述したように、モジュール式ターミナル200は、格納室を含む必要は全くない。モジュール式ターミナル200は、垂直モジュール(例えば、図12Bの移動ゾーン218)だけを有していてもよい。作動時、容器2を天井ベースコンベヤ20又は格納棚のいずれかから床ベースコンベヤ30まで下方に移動させる。次に、床ベースコンベヤ30によって、容器2を搭載ポート12a、12b及びいくつかのその他の箇所のいずれかに移動させる。
【0055】
図12Bは、天井ベースコンベヤ20a、20b又は床ベースコンベヤ30の3つのコンベヤの各々の上を移動する容器2が、妨げられることなしにモジュール式ターミナル200を通過することを示している。通過ゾーン212により、床ベースコンベヤの上を移動する容器が、妨げられることなしにモジュール式ターミナル200を通過することを可能にする。通過ゾーン214により、天井ベースコンベヤの上を移動する容器が、妨げられることなしにモジュール式ターミナル200を通過することを可能にする。図12Bはまた、モジュール式ターミナル200が第2の格納室210bを有してもよいことを示している。
【0056】
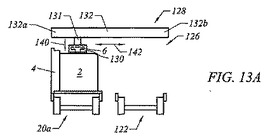
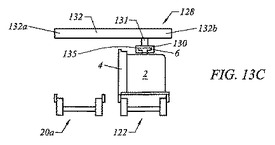
図13A〜図13Cは、FOUP2を天井ベースコンベヤ20aと一時停止用ループコンベヤ122との間で移送するためのレーンジャンパ126の1つの実施形態を示している。この実施形態では、レーンジャンパ126は、直線輸送機構128を有し、この直線輸送機構128は、把持器機構130と、直線レール又はトラック132とを有している。図13Aに示すように、把持器機構130は、剛性体131と、把持器装置135とを有している。直線トラック132は、第1の端部132aと、第2の端部132bとを有している。駆動機構(図示せず)は、剛性体131を直線トラック132に沿ってその第1の端部132aと第2の端部132bとの間を移動させる。直線トラック132は、それが天井ベースコンベヤ20a及びループコンベヤ122の両方の上に着座した容器又はFOUP2に係合できる限り、任意の長さであってよい。直線輸送機構128は、容器を天井ベースコンベヤ20aとループコンベヤ122との間で移動させることに制限されない。直線輸送機構128はまた、容器を、例えば、2つの床ベースコンベヤ及び2つの天井ベースコンベヤ等の間で移動させてもよい。両コンベヤはまた、製造床面から同じ高さ位置に配置される必要はない(図13A〜13C参照)。
【0057】
図13Aは、把持器機構130が、矢印140によって指示する垂直方向及び矢印142によって指示する水平方向に沿って移動することができることを示している。図13Aは、把持器装置135がFOUPの上部ハンドル6に係合することを示している。把持器130が、限定するわけではないが、FOUPの側面ハンドル又は下部支持プレート等のFOUPのその他の部分に係合することも本発明の範囲内にある。
【0058】
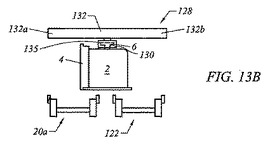
作動時、FOUP2を天井ベースコンベヤ20a上で静止させると、把持器装置135は、FOUPの上部ハンドル6と整列し、垂直方向に下降して(矢印140)、FOUPの上部ハンドル6に係合し且つ保持する。次に、把持器機構130は、FOUP2を天井ベースコンベヤ20aから持上げる。次に、FOUP2をコンベヤ122に向かって水平に移動し(図13B参照)、それを下のコンベヤ122と整列させる。次に、把持器機構130は、FOUP2がコンベヤ122の上に着座するまで把持器装置135を下降させる。
【0059】
把持器135は、能動的把持機構又は受動的把持機構のいずれかを有するのがよい。能動的把持機構は、例えば、FOUPの上部ハンドル6を保持し又は把持するロボット機構を有するのがよい。受動的把持器装置135は、いくつかの方法で作動する。例えば、把持器装置135は、天井ベースコンベヤ20aの上方の「グリップ位置」に移動し、FOUP2のハンドル6が受動的把持器装置135に係合するまで、天井ベースコンベヤ20aに沿って移動するFOUP2を待つ。係合した時点で、把持器装置135は、FOUP2を天井ベースコンベヤ20aから垂直方向に持上げる。変形例では、把持器装置135は、コンベヤに沿って移動するFOUP2を待ち、静止する。次に、把持器装置135は、FOUP2に側方から接近し、FOUPハンドル6に係合し、次に、FOUP2をコンベヤから持上げる。各タイプの把持機構が、当該技術で知られており、従って、かかる機構の更なる説明を必要としない。
【0060】
図13A〜図13Cは、FOUP2を天井ベースコンベヤ20aと一時停止用ループコンベヤ122との間で移動させるためのレーンジャンパ128の1つの実施形態を示している。コンベヤ20a、122の構成は、単に例示目的である。コンベヤ20a、122は、半導体製造設備の床面から異なる高さ位置で遠く離れて配置されるのがよく、例えば、コンベヤ20aは、天井ベースコンベヤを有し、コンベヤ122は、床ベースコンベヤを有する。レーンジャンパ128は、FOUP2を任意の2つのコンベヤ間で移動させてもよい。レーンジャンパ128(及び、本明細書に説明するレーンジャンパの他の実施形態)は、FOUPを天井ベースコンベヤ20aとループコンベヤ122の間で移動させることに制限されない。レーンジャンパは、FOUP2を任意の2つの輸送システム間で移動させてもよい。コンベヤ20a、122がFOUP2の幅よりも遠くに分離される場合、レーンジャンパ128は、いずれかのコンベヤ上の通行を妨げることなしに、FOUP2を天井ベースコンベヤ20aとループコンベヤ122との間に一時的に維持するのがよい。この特徴は、FOUP2をループコンベヤ122上に置く余地がないときでさえも、レーンジャンパ128がFOUP2を天井ベースコンベヤ20aから直ちに取出すことを可能にする。FOUP2は、ループコンベヤ122上の利用可能な空間ができるまで、天井ベースコンベヤ20aとループコンベヤ122の間に一時的に配置されたままである。
【0061】
把持器130は、受動的把持器又は能動的把持器のいずれかを有する。図13Aは、FOUPのハンドル6に係合した把持器130を示している。図13Bは、FOUP2を天井ベースコンベヤ20aから持上げるために、把持器130が上昇させられていること(矢印140によって示す)、及び、FOUP2をループコンベヤ122に向かって移動させ始めていることを示している。この実施形態では、把持器130は、トラック132に沿って水平方向に移動する(矢印142によって示す)。図13Cは、FOUP2をループコンベヤ122上に位置決めするために、レーンジャンパ128が把持器130を下降されたことを示している。
【0062】
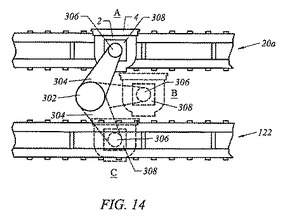
図14は、レーンジャンパ300の別の実施形態を示している。この実施形態では、レーンジャンパ300は、FOUP2を天井ベースコンベヤ20aとコンベヤ122との間で移動させるために、図13A〜13Cに示すような直線機構ではなく、回転アームリンクを有している。レーンジャンパ300は、中心ハブ302と、アーム304と、自在継手306と、把持器308とを有している。アーム304は、自在継手206をハブ302に接続している。把持器306は、自在継手306に回転可能に接続されている。図13Aに示すレーンジャンパ126と同様、把持器306は、FOUPハンドル6に係合する。把持器306はまた、FOUP2の他の部分に係合し又は保持することができる。
【0063】
中心ハブ302及び/又は自在継手208は、FOUP2をコンベヤから上昇させ及び/又はそれをコンベヤ上に位置決めするために、垂直方向に移動することができるのがよい。図14に示すように、作動時、把持器308は、コンベヤ20a上に着座したFOUP2の上部ハンドル6に係合する(位置Aによって示す)。位置Aのところで、FOUP2を天井ベースコンベヤ20aから持上げ、位置Cまで回転させる(FOUPの完全な移動を示すために、中間位置Bを示す、)。次に、FOUP2をコンベヤ122の上に下降させる。FOUP2を位置Aから位置Cまで移動させるとき、自在継手306の回転は、位置A、B、Cに示すようにFOUPの整列を維持するように中心ハブ302の回転と調整されることが好ましく、例えば、FOUPのドア4は、絶えず同じ方向に面している。コンベヤ20a、122は、任意の距離だけ分離される。しかしながら、図14に示すように、天井ベースコンベヤ20aとコンベヤ122の間の距離は、FOUP2がいずれのコンベヤ上の通行を妨げることなしに位置Bに留まることを可能にする最小距離であり、例えば、FOUPの幅よりも僅かに大きい距離である。
【0064】
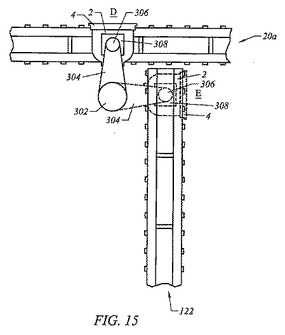
図15は、レーンジャンパ300がFOUP2を天井ベースコンベヤ20aとそれに対して垂直である一時停止用ループコンベヤ122との間で移送する方法を示している。更に、レーンジャンパ300は、FOUP2をその他のコンベヤ間で移送してもよい。図15は、FOUP2が、FOUPドア4がコンベヤレールと実質的に平行であるように天井ベースコンベヤ20a上の位置Dに配置されるように構成されていることを示している。コンベヤ122上の位置Eに配置されたFOUP2のFOUPドア4はまた、コンベヤ122のコンベヤレールに対して平行である。言い換えれば、FOUP2は、位置Dから位置Eまでの移送中、実質的に90度回転させられている。各コンベヤが図15に示す位置と同様の位置に配置されるとき、図15に示すレーンジャンパ300の自在継手306は、FOUP2を天井ベースコンベヤ20aと一時停止用ループコンベヤ122との間で移送する間、アーム304に対して静止したままであるのがよく、回転する必要はない。アーム304が、例えば位置Dから位置Eまで、90度回転するときにアーム304がFOUP2をコンベヤの上に単なる垂直方向移動によって位置決めすることができるように、コンベヤ20a、122が位置決めされていれば、非回転自在継手306は、固定アーム長を有していてもよい。自在継手306は、例えば、アーム304が90度よりも多い又はそれよりも少ない回転を必要とする場合、回転する必要がある。
【0065】
図13〜図15に示すレーンジャンパの様々な実施形態は、様々な方法で支持される。例えば、レーンジャンパは、天井ベースフレームから支持されてもよいし、床ベースフレームに支持されてもよい。いずれかの支持方法が、天井ベースコンベヤ及び床ベースコンベヤの両方に関連して使用されてもよいし、コンベヤ構造自体に応じて使用されてもよい。
【0066】
上述したコンベヤと搭載ポートの間のFOUP輸送の機構及び方法は、説明目的だけのものであり、本発明は、それによって制限されないことを認識すべきである。FOUP輸送の方法及びシステムの好ましい実施形態を説明したけれども、システムのある一定の利点が達成されたことは、当業者に明らかであろう。本発明の範囲及び精神の範囲内で、本発明の様々な修正、適応、及び変形実施形態を実施することができることも認識すべきである。例えば、コンベヤの使用は、半導体製造設備内で示されたが、上述した本発明の概念の多くは、他の非半導体生産用途に関連して用いるのに等しく適用可能であると考えられることが明らかである。
【図面の簡単な説明】
【0067】
【図1】本発明の1つの実施形態を使用するAMHSの概略図である。
【図2】ベイ間コンベヤとベイ内コンベヤの間の物理的関係の1つの実施形態を例示する斜視図である。
【図3】本発明の1つの実施形態によるベイ間からベイ内接合部を有するAMHSの平面図である。
【図4】本発明の実施形態の斜視図である。
【図5】本発明の別の実施形態の斜視図である。
【図6】本発明によるランダムアクセス容器格納システムの実施形態の概略図である。
【図7】ツールベイに関する格納システムを示す、図6に示す実施形態の側面図である。
【図8】本発明の更に別の実施形態の斜視図である。
【図9】本発明の更に別の実施形態の斜視図である。
【図10A】本発明の別の実施形態の斜視図を提供する。
【図10B】本発明の別の実施形態の斜視図を提供する。
【図11】本発明の更に別の実施形態の斜視図である。
【図12】図12Aは、本発明の別の実施形態の正面図であり、図12Bは、本発明の別の実施形態の側面図である。
【図13A】本発明によるレーンジャンパの1つの実施形態を示す図である。
【図13B】本発明によるレーンジャンパの1つの実施形態を示す図である。
【図13C】本発明によるレーンジャンパの1つの実施形態を示す図である。
【図14】本発明によるレーンジャンパの別の実施形態を示す図である。
【図15】コンベヤシステムの別の実施形態で作動中の図14に示すレーンジャンパを示す図である。
【技術分野】
【0001】
本出願は、本出願人に譲渡された、2005年7月8日に米国特許商標局に出願の「高処理量AMHSのためのモジュール式ターミナル」という名称の米国特許仮出願第60/697、785号、及び2005年6月16日に米国特許商標局に出願の「高速AMHSのための統合ターミナル」という名称の米国特許仮出願第60/681、389号に対して35U.S.C.§119(e)の下で優先権を請求するものであり、両米国特許出願の全体を本明細書に援用する。
【0002】
本発明は、全体的に、とりわけ、容器の格納、仕分け、識別、及び輸送システム間の容器の輸送のためのモジュール式ターミナル又は移送モジュールを含む。より具体的には、本発明は、天井ベース輸送システムと床ベース輸送システムとの間で容器を移動させるための装置を提供する。
【背景技術】
【0003】
「前開き統合ポッド(FOUP:Front Opening Unified Pods)」及び「標準機械的インタフェース(SMIF:Standard Mechanical Interface)」ポッド等の容器2を半導体製造設備(fab)の処理ツール10及び搭載ポート12まで配送することは高価である。処理ツール間でFOUP及びSMIFポッドを配送する1つの方法は、「自動材料取扱システム(AMHS:Automated Material Handling System)」である。
【0004】
AMHS又は輸送システムは、半導体製造設備(fab)内の半導体ウェーハ又はフラットパネルの容器又はカセット(本明細書では全て容器と呼ぶ)を移動させる。半導体製造設備(fab)内の容器移動は、各ツールベイ(例えば、図1のベイB1、B2)内において(ベイ内AMHS、一般的に、容器をベイ内で移動させ、容器をツール位置まで配送する輸送システムを含む)、及びツールベイ間(ベイ間AMHS、一般的に、処理ツールのベイを接続する主要通路に沿って容器を移動させる輸送システムを含む)において行われる。半導体製造設備(fab)は、多くの場合、容器を格納するための貯蔵器を含む。容器を処理ツールから処理ツールまでできるだけ多く直接配送することにより、AMHS内の通行の遅れを軽減することが望ましい。AMHSの任意の部分の不十分な処理機能は、不十分な構成要素が他の部分に直列に接続されているので、AMHSの他の部分に潜在機能よりも低い処理量を持たせる場合がある。
【0005】
容器は、多くの場合、処理段階が完了した後に貯蔵器まで配送され、次に、後で取りり出され除去され、ツールの準備が整うと別のツールまで配送される。従来の貯蔵器の限られた処理量は、容器を配送して貯蔵器から除去するシステムの処理機能全体を制限する。すなわち、AMHSの全体の処理機能は、貯蔵器処理量に制限される。例えば、特定の貯蔵器に対するピークベイ間輸送処理量は、時間当たり700個の容器又はAMHS移動である。この貯蔵器が、双方向輸送のための2つのAMHSによってアクセスされる場合、その特定の貯蔵器に対する時間当たり1400個の容器移動の可能なピークベイ間移動速度を理論的には達成することができる。この貯蔵器が、時間当たり700個の容器移動のピーク機能を有するベイ内AMHS又は他の輸送システムを有する別のツールベイに更に接続される場合、貯蔵器に対するピーク移動速度は、時間当たり2100個の容器移動まで達することができるであろう。従来の貯蔵器は、平均して20秒毎に1つの容器移動をなし得るだけであり、貯蔵器のピーク処理量を半導体製造設備(fab)によって要求される場合があるものを遥かに下回る時間当たり180個の容器移動に制限する。
【0006】
ベイの処理量だけを考慮し、貯蔵器がベイ内への容器流れだけを取扱うとしても、ピーク要件は、時間当たり1400個の移動(ベイ間から時間当たり700個の移動、ベイ内まで時間当たり700個の移動)になる可能性があると考えられる。この状況により、ベイ内の高い潜在的処理量は、貯蔵器によって大幅に制限されるであろう。
【0007】
「Asyst Technologies、Inc.」は、様々な高処理量システムを製造しており、これには、「Asyst Technologies、Inc.」に譲渡された、「直接搭載ツール」という名称の米国特許出願第11/064、880号に開示された「直接ツール搭載」システムが含まれ、この内容を本明細書に援用する。「直接ツール搭載」システムはまた、従来の貯蔵器とのこの種の処理量不釣り合いを作り出す場合がある。「直接ツール搭載」システムは、床ベース容器輸送システム(例えば、処理ツール搭載高さに等しいか又はそれよりも低い高さ位置で容器を輸送する容器輸送システム)である。こ等のシステムは、容器が、最初に貯蔵器に格納されることなくツールに直接配送されたとしても(異なる容器配送優先順位)、垂直輸送処理を必要とする。非常に高い処理量貯蔵器及び垂直容器輸送システムの組合せが、「直接搭載」システムの処理量の可能性を十分に利用するのに必要である。従来の貯蔵器の限界は、AMHS自体も限られた処理量(高処理量ではない)を有するので、一部のAMHSにおいては容易に明らかではない場合がある。
【0008】
AMHS又は輸送システムの1つのタイプは、オーバーヘッド輸送(OHT)システムである。従来のOHTシステムでは、OHT車両は、とりわけ、FOUPを製造設備床面から約900mmの高さで搭載ポートの移動プレート上に降ろす。OHTシステムは、FOUPをこれらの搭載ポートまで配送するのに高性能の天井据え付けトラック及びケーブル巻き上げ車両を用いる。水平方向移動、ケーブル巻き上げ延長、及び一方向作動の組合せは、処理ツール間でFOUPを迅速に輸送するように調整すべきである。OHTシステム内の最適効率のために、OHT車両は、処理ツールが搭載又は取出しの必要がある時に直ちに利用可能であるべきである。これは、常に可能であるとは限らない。
【0009】
半導体製造設備(fab)を通して容器を移動させる車両を用いる他の非コンベヤAMHS又は輸送システム(例えば、自動搬送車(AGV)システム、軌道搬送車(RGV)システム、オーバーヘッドシャトル(OHS)システム)は、空車両並びに配送している搭載された車両の移動及び利用可能性を管理するAMHSスケジュールシステムを必要とする。このスケジュールシステムに対する重い負担は、空車両が積み込み位置に誘導され、かつ非生産的空車両移動に起因する付加的な通行渋滞が生じるので、多くの場合、容器積み込み遅延をもたらす。同様の遅延は、OHT車両で起こる。OHT車両は、容器積み込み又は積み下ろし段階を完了するのに例えば15秒かかる場合があり、この積み込み/積み下ろし時間中に、容器通行は、AMHSのその位置で遮断される。これらの因子が組み合わされて、多くの場合、車両ベースベイ内AMHSを時間当たり例えば100〜200個の移動に制限する。これは、従来の貯蔵器機能との大きな不一致を示さない。しかしながら、多くのツールベイは、従来の貯蔵器/OHTアーキテクチャで満たせない遙かに高い処理量を要求する。
【0010】
Asystの「直接ツール搭載」システムは、高処理量ベイ内ツール配送機能に対するAMHS解決法を提供する。「直接ツール搭載」システムは、処理量に対するいくつかの利点、すなわち、高処理量コンベヤAMHSのツールへの直接の延長、及び個々の搭載ポートコンベヤ搭載/取出し機構に起因した高さ位置に平行なコンベヤインタフェースを提供する。どの与えられた時点でも、多くの容器は、相互の干渉なしにコンベヤ上に積み下ろすか又はコンベヤから積み込んでいる処理中であると考えられる。その処理量の可能性を十分に利用するために、AMHSは、変化する半導体製造設備(fab)構成に適合する柔軟な構成でベイ間AMHSに効率的に接続する高処理量貯蔵器及び垂直輸送システムの組合せを必要とする。
【発明の開示】
【発明が解決しようとする課題】
【0011】
従って、半導体製造設備(fab)内の改良型高処理量容器輸送システム及び格納機能に対する必要性が存在する。本発明は、そ等のシステムを提供する。
【課題を解決するための手段】
【0012】
本発明の1つの側面は、設備床面から異なる高さに位置するAMHS又は他の輸送システムの間で容器を移動させるためのモジュール式ターミナル又は移送装置を提供することである。1つの実施形態では、モジュール式ターミナルは、天井ベース輸送システムと床ベース輸送システムとの間で容器を移送するための少なくとも1つの垂直モジュールを含む。別の実施形態では、モジュール式ターミナルはまた、一時的に容器を格納するための天井ベース輸送システムの区域の真下に整列した少なくとも1つの格納棚を含む。これらの格納棚は、任意的であり、受動的格納棚(容器を移動させることはできない)及び/又は能動的格納棚(容器を移動させることができる)のいずれかを有する。
【0013】
本発明の別の側面は、ベイ間AMHS又は輸送システムの容器流れを最適化するモジュール式ターミナルを提供することである。かかるモジュール式ターミナルは、ベイ間AMHS又は輸送システムからベイ内AMHS又は輸送システムへの極端に高い移送速度を可能にする。1つの実施形態では、本発明は、垂直モジュールが利用可能になるまで一時的にモジュール式ターミナルの下流に容器を格納するための一時停止用ループを含む。本発明はまた、輸送システムと一時停止用ループの間で容器を移送するためのレーンジャンパを有していてもよい。モジュール式ターミナルはまた、仕分け及び計量機能を有していてもよい。
【0014】
本発明の更に別の側面は、高優先度容器の迅速配送を支援するモジュール式ターミナルを提供することである。1つの実施形態では、各垂直モジュールハウジングは、天井ベース輸送システム上を移動する優先容器が妨げられることなしにモジュール式ターミナルによって通行することができるように、天井ベース輸送システムに隣接して位置する。別の実施形態では、システム内のレーンジャンパは、迅速にAMHSから容器を取出し、天井ベースAMHS上の通行渋滞を最小にする。
【0015】
本発明の別の側面は、多重床面半導体製造設備(fab)内の床面間容器輸送を支援するモジュール式ターミナルを提供することである。例えば、製造設備は、各々が独立したAMHS又は輸送システムを有する第1の製造床面及び第1の床面の上方に位置する第2の製造床面を含んでいてもよい。第1の床面である天井を通過する単一の垂直モジュールは、容器を完全に異なる床面上に位置する2つの独立輸送システム間で移送することができる。
【0016】
本発明の更に別の側面は、設置が容易で低維持コストを有するモジュール式ターミナルを提供することである。モジュール式ターミナルは、任意の既存のAMHS又は輸送システムに適用することができる。1つの実施形態では、モジュール式ターミナルは、既存のAMHSに隣接して(例えば、OHTトラックに隣接して)そのAMHSと干渉することなしに設置することができる。更に、追加の垂直モジュールをモジュール式ターミナルに追加することができる。別の実施形態では、モジュール式ターミナルは、既存のAMHSの一部分を囲むが、容器が妨げられることなしにモジュール式ターミナルを通過することを可能にする通過ゾーンを含む。
【発明を実施するための最良の形態】
【0017】
例示的目的だけのために、本発明は、FOUPの輸送に関連して本明細書に以下に説明する。本発明の様々な実施形態はまた、SMIFポッド、レチクル容器、フラットパネルディスプレイ輸送装置、又は任意その他の容器又は処理ツールを処理するためのシステムに用いられ且つ/又は適合される。容器は、制限するわけではないが、任意の大きさの半導体基板(例えば、50mm〜500mmのウェーハ)を含む物品を支持するための任意の構造体として定義される。単なる例示として、容器は、物品にアクセス可能な開放容積(例えば、FPD輸送)又は機械的に開放可能なドアを有する容器(例えば、底開放SMIFポッド及びFOUP)を有する構造体を含む。搭載ポートは、容器を取扱う任意のインタフェース機器として定義される。
【0018】
本発明を、様々な実施形態の説明を容易にするために、コンベヤに関連して以下に説明する。本発明はまた、もちろん、OHT車両、オーバーヘッドシャトル(OHS)、RGV又はAGV等のその他のAMHS又はその他の輸送システムと共に作動させてもよい。図1は、天井ベースのベイ間コンベヤ20と、床ベースのベイ内コンベヤ30と、多数のモジュール式ターミナル100とを含むAMHSを示している。
【0019】
図1は、2つのベイ内コンベヤ30を示し、各ベイ内コンベヤ30は、容器をそれぞれのツールベイ(例えば、ツールベイB1、B2)内の搭載ポート12間を輸送する。矢印は、ベイ内コンベヤが容器を輸送する方向を指示している。しかしながら、各ベイ内コンベヤが双方向コンベヤを含むことも本発明の範囲内にある。図1に示す構成は、単に例示に過ぎない。他の構成も本発明に包含される。天井ベースコンベヤ20は、容器2を搭載ポート12の搭載高さよりも高い高さ位置で輸送する任意のタイプのコンベヤに関連したコンベヤである。床ベースコンベヤ30は、容器2を搭載ポート12の搭載高さと等しい高さ位置及びそれよりも低い高さ位置で輸送する任意のタイプのコンベヤに関連したコンベヤである。
【0020】
図1は、各モジュール式ターミナル100が、構成に関わらず、容器2を天井ベースAMHS又は輸送システムと床ベースAMHS又は輸送システムとの間で輸送するための垂直モジュール102を有することを示している。用語AMHSと輸送システムとは、本明細書において置換可能である。モジュール式ターミナル100はまた、モジュール式ターミナル100に格納機能を追加するように垂直方向に積み重ねられた格納棚(垂直方向積み重ね格納棚)104を有するのがよい。図1において、格納棚104の各セットは、その特定の箇所における垂直方向積み重ね格納棚104の総数を表す数字(例えば、2、4、8)のラベルが付けられている。例えば、モジュール式ターミナル100bは、3セットの格納棚を有し、そのうちの2セットの棚104は各々、8つの棚を有し、1セットの格納棚104は、4つの棚を有する。後に説明するように、モジュール式ターミナル100は、任意の数の格納棚104(棚なしを含む)と、任意の数の垂直モジュール102を有する。
【0021】
図2は、天井ベースコンベヤ20の1つの実施形態を示している。この実施形態では、天井ベースコンベヤ20は、上側コンベヤ20aと、下側コンベヤ20bとを有している。2つのコンベヤ20a、20bは、各コンベヤ20a、20bの長手方向中心線CL1、CL2が共通の垂直方向平面140の周辺で水平方向と実質的に一致する又は整列するように、垂直方向に積み重ねられる。この実施形態では、各天井ベースコンベヤ20a、20bは、容器2を単一の(図2の右矢印及び左矢印によって指示する)方向に移動させる。各コンベヤ20a、20bは、床ベースのベイ内コンベヤ30と共に、水平方向と実質的に一致し又は整列し、例えば、中心線CL1、CL2、CL3は、共通の垂直方向平面の周辺で水平方向と実質的に一致し又は整列する。図2は、上側のベイ間コンベヤ20a、下側のベイ間コンベヤ20b、及びベイ内コンベヤ30の間の空間的関係の1つの実施形態だけを示す。他の構成も本発明の範囲内にある。図2は、床ベースコンベヤ30が、コンベヤのセグメント間で容器を90°回転させるための方向決定器Dを含むことを示している。方向決定器Dの1つの例は、「Asyst Technologies、Inc.」に譲渡され且つ「統合輸送担体及び方向決定器を有する輸送システム」という名称の米国特許第6、308、818号に開示され、その全体を本明細書に援用する。
【0022】
後でより詳細に説明するように、垂直モジュール102は、コンベヤ(ベイ間コンベヤ又はベイ内コンベヤのいずれか)まで水平方向に延びる移送機構を有し、この移送機構は、例えば容器2の底面又は上部ハンドルのところで容器2に係合し、容器2をコンベヤから持上げ、容器2をコンベヤの上に配置し、容器2を垂直モジュール102の中に、その外に又はその中で移動させる。移送機構が(例えば、θ軸を中心に)回転することができない場合、移送機構は、ベイ間コンベヤとベイ内コンベヤの間に位置する格納棚/箇所104(例えば、図4の実施形態)又は垂直モジュール102の反対側の箇所にある格納棚/箇所104(例えば、図9の実施形態)だけに容器2を格納することに制限される。容器2を垂直モジュール102の側方に格納するために(例えば、図1において数字符号8を付したモジュール式ターミナル100bの格納棚104)、移送機構は、2つの異なる軸線を中心とするθ軸回転移動又は直線移動を必要とする。これは、モジュール式ターミナル100の格納密度を大いに増大させる。しかしながら、ベイ間コンベヤ20に対して垂直モジュール102の反対側の任意の格納箇所は、非常に望ましいというほどではなく、その理由は、かかる格納箇所が、垂直モジュール102への有用な接近を妨げ、ツールベイ内の有用なツール空間を減少させるからである。
【0023】
図1は、広範囲のベイ内処理量要求を満たすことができる能力を有するモジュール式の拡張可能な構造を示している。モジュール式ターミナル100は、単一の垂直モジュール102及び最小数の格納棚/箇所104だけで構成されている。垂直モジュール102はまた、いかなる格納棚104もなしに構成され、且つ、単にコンベヤ間輸送(例えば、天井ベースコンベヤと床ベースコンベヤとの間)に用いられるのがよい。θ軸回転移動、垂直方向移動及び水平方向移動を行う移送機構を有する単一の垂直モジュール102(格納棚を有していてもよいし有していなくてもよい)は、ベイ間コンベヤ20の真下にある床ベースのベイ内コンベヤ30(図2参照)の区域をなくしてもよい。
【0024】
垂直モジュール102内の移送機構は、容器2を多くの方向に移動させることができる。例えば、図5の実施形態では、移送機構は、上側のベイ間コンベヤ20aのレベルまで上昇し、把持器又は他の装置をそれが容器2に係合するように外方に延ばし、把持器を上方に上昇させ、容器2をベイ間コンベヤ20から持上げ、容器2を垂直モジュール102内に移動させ、望ましい格納棚104又は床ベースコンベヤ30のレベルまで下降し、容器2を格納棚104又は床ベースコンベヤ30の上に直接配置する。図5の実施形態では、各格納棚104は、容器2を格納棚のいずれかの方向(矢印によって示す)に移動させるためのコンベヤを有する。図9の実施形態では、移送機構は、容器2を上側コンベヤ20a(又は下側コンベヤ20b)から取出し、容器2を垂直モジュール102内に移動させる。次に、移送機構は、容器2を例えば格納棚104eまで下降させ、容器2を格納棚104eの上に置く。容器の多くの他の移動も本発明の範囲内にある。
【0025】
図1はまた、一時停止用ループ120の実施形態を示している。一時的な格納領域を構成する各一時停止用ループ120は、モジュール式ターミナル100の上流又は下流のいずれかに位置決めされるのがよい。一時停止用ループ120は、コンベヤに沿った任意の箇所に位置決めされてもよい。例えば、一時停止用ループは、上側のベイ間コンベヤ20aだけに隣接して位置決めされてもよいし、上側のベイ間コンベヤ20a及び下側のベイ間コンベヤ20bの両方に隣接して位置決めされてもよい。容器2がモジュール式ターミナル100に到達したときに垂直モジュール102を利用できない場合、AMHSは、容器2をコンベヤから一時停止用ループ120に迅速に移送するのがよい。容器をコンベヤから移動させることにより、垂直モジュール102が容器を受入れる準備ができるまで、ベイ間コンベヤ20を停止させることを回避する。次に、コンベヤ上の他の容器は、一時停止用ループ120を通り、これらの目的地に向かって移動し続ける。容器のための垂直モジュール102の準備ができたら、容器を、AMHSの流れを中断させることなしにコンベヤ上に戻す。
【0026】
方向決定器又はレーンジャンパ126等の装置(図13〜15により詳細に示す)は、容器2をベイ間コンベヤ20と一時停止用ループ120との間で移送する。一時停止用ループ120は、到着した容器2を一時的にバッファに格納するためのコンベヤ122を一般的に含む。容器をバッファに格納するための技術で知られているその他の機構も本発明の範囲内にある。レーンジャンパ126は、一般的に、容器2を2つのコンベヤ間(例えば、一時停止用ループ122とベイ間コンベヤ20との間)で移送する任意の機構又はその他のAMHSを有する。例えば、天井ベースコンベヤ20上を移動する容器2を簡単に停止させ、把持し、ベイ間コンベヤ20から持上げ、次いで、一時停止用ループ122の上に移動させる。容器2をコンベヤ間で移送するための機構は、例えば、単一の又は多部品のアーム又は直線スライドを有するのがよい。容器を下方から持上げる別の機構を用いてもよく、それにより、横方向移送機構の設計においてより多くの変形例を可能にする。容器を移送するための技術で知られているその他のロボット機構も本発明の範囲内にある。
【0027】
上記説明は、垂直方向積み重ね格納棚ベイ間コンベヤ20(例えば、上側のベイ間コンベヤ20a及び下部ベイ間コンベヤ20b)に向けられており、その理由は、コンベヤ20が従来の平面的なベイ間コンベヤで生じる遅延を排除するからである。しかしながら、容器の移動が一方向である場合、ベイ間コンベヤ20は、容器を最も効率的に配送する。多数の平行なベイ間コンベヤ20はまた、ベイ間AMHSの処理量を増大させる。各ベイ間方向が容器を任意の2つのベイの間で効率的に移送する少なくとも1つのコンベヤを有することが好ましい(図4の実施形態参照)。従来の平面型のベイ間コンベヤ構造は、ツールベイから遠くに位置するコンベヤ上を移動する容器が、ツールベイに近いコンベヤに交差することなしに、ツールベイに入ることを許さない。コンベヤ流れを迂回させる位置又はコンベヤ流れが別のコンベヤと交差する位置は、方向決定器を必要とし、ベイ間の処理量は、通行の中断によって減少する。もちろん、このことは、コンベヤが垂直モジュール102の両側に配置されている場合(図10B参照)には該当しない。
【0028】
図3は、製造設備内の容器の全体的な処理量を改良するために本発明の様々な構成要素を使用する別のAMHSを示している。AMHSは、天井ベースコンベヤ20と、複数の床ベースコンベヤ30と、ツールベイB1、B2を有している。いくつかのモジュール式ターミナル100は、天井ベースコンベヤ20に沿って配置されている。モジュール式ターミナル100及びAMHSのその他の構成要素の位置は、例示の目的のためだけのものである。図3は、容器2が、モジュール式ターミナル100を有するAMHS内に格納されることを示している。
【0029】
図4〜図7は、とりわけ、容器2の垂直方向移送、格納、及びバッファへの格納を提供するモジュール式ターミナル100の様々な組合せを示している。また、垂直モジュール100は、格納棚を有していなくてもよい。図4は、いくつかの空間節約機能を提供するモジュール式ターミナル100の1つの実施形態を示している。この実施形態では、モジュール式ターミナル100は、第1の垂直モジュール102aと、第2の垂直モジュール102bと、4つの格納棚104a〜104dと、第1の移送プラットホーム106と、第2の移送プラットホーム108とを有している。図4は、ベイ間コンベヤ20a、20b及び格納棚104a〜104dが各々、垂直方向平面150と整列するように水平方向に延びていることを示している。もちろん、モジュール式ターミナル100は、他の構成を有していてもよい。
【0030】
図4は、各垂直モジュール102がハウジングを110有すること、及び、ハウジング110が上側のベイ間コンベヤ20aといちばん上の格納棚104aとの間に延びることが示されている。各垂直モジュール102のハウジング110は、同じベイ間コンベヤ20又は格納棚104の間を延びる必要はなく、互いに隣接している必要はない。実際、モジュール式ターミナル100は、単一の垂直モジュール102を有していてもよい。更に、モジュール式ターミナル100は、任意の数の格納棚104を有し、格納棚104を有しなくてもよい。移送機構(図4に図示せず)は、容器2をコンベヤと格納棚104との間で移動させるために、各ハウジング110内を移動する。
【0031】
図4に示す各格納棚104は、容器2を格納棚に沿う任意の箇所の間を移動させるためのコンベヤを有している。例えば、格納棚104aは、容器2を第1の端部104a1と第2の端部104a2との間で移動させる。最も上の格納棚104aは、他の格納棚104b〜104dと同様、一方向コンベヤであってもよいし、双方向コンベヤであってもよい。
【0032】
図4に示すモジュール式ターミナル100は、最初、容器を上側コンベヤ20a又は下側コンベヤ20bのいずれかから最も上の格納棚104aに移動させる。容器2を最も上の格納棚104aの上に置いた後、容器2を別の格納棚(例えば、図4の格納棚104a、104b、104c、104d)に移送プラットホーム106又は移送プラットホーム106、108の組合せのいずれかによって移動させられる。最後に、移送プラットホーム106は、容器2を床ベースコンベヤ30まで下降させる。
【0033】
単一のモジュール式ターミナル100内の2つ以上の垂直モジュール102は、モジュール式ターミナル100の効率を向上させる。複数の移送機構が平行に作動しているので、例えば、容器をベイ間コンベヤ20から大きい処理量で取出すことができる。拡張可能で平行な構造により、容器を天井ベースコンベヤ20から取出すのにかかる平均時間を短縮する。移送プラットホーム106、108は、好ましくは、各格納棚104の端部と一列に位置決めされ、ベイ間コンベヤ20の真下に配置される。移送プラットホームは、他の箇所に配置されてもよい。また、最も上の格納棚104a(最も高い高さ位置)にだけ搭載するのに十分に長い垂直モジュール102a、102bを有するにより、各垂直モジュール102の短縮されたフレーム110の下の床における通行を可能にし、例えば、オペレータは、垂直モジュールの下を、自分の頭をフレームにぶつけることなしに歩くことができる。
【0034】
各垂直モジュール102はまた、任意の数の格納棚104a〜104dに直接アクセスしてもよい。垂直モジュール102は、例えば、容器2を天井ベースコンベヤ20と床ベースコンベヤ30との間で直接移動させてもよい。別の実施形態では、全長にわたる垂直モジュール102が、各格納棚104の横に取付けられ、列をなすプラットホーム106、108に置き換えられる。図4に示す垂直モジュール102は、プラットホーム106が、全ての格納棚104a〜104dにアクセスすることができ、プラットホーム108が最も上の格納棚104aにアクセスすることができないことを示している。2つの移送プラットホームは、各格納棚104が先入れ先出し(FIFO)システムとして作動しないように構成されている。例えば、格納棚104の上に格納された容器は、第1の端部104d1から移送プラットホーム108に出てもよいし、第2の端部104d2から移送プラットホーム106に出てもよい。各移送プラットホーム106、108は、好ましくは、容器2を各移送プラットホーム106、108と格納棚104との間で移動させるために、双方向コンベヤを有している。
【0035】
図5は、複数の垂直モジュール102a〜102cと連結された天井ベースの上側コンベヤ20a及び天井ベースの下側コンベヤ20bと、選択的なプラットホーム106とを示している。各垂直モジュール102a〜102cは、図5に示すように天井ベースコンベヤ20に近い側に配置されてもよいし、図4と同様に天井ベースコンベヤ20から遠い側に配置されてもよいし、天井ベースコンベヤ20の両側に配置されてもよい。1つの実施形態では、作動方法は、バッファを有する先入れ先出し(FIFO)方法を有し、真のランダムアクセス格納ではない。作動時、垂直モジュール102は、容器2をベイ間コンベヤ20a、20bの一方から垂直方向積み重ね格納棚104a〜104cの1つに移送する。次に、格納棚104は、容器2をプラットホーム106に向かって格納棚の端部まで移動させる(図5の矢印参照)。次に、容器2をプラットホーム106の上に置いた後、床ベースコンベヤ30まで移送する。
【0036】
垂直モジュール102が床ベースコンベヤ30まで延びている場合には、容器2を格納棚104から床ベースコンベヤ30までプラットホーム106又は垂直モジュール102のいずれかによって移送するのがよい。例えば、垂直モジュール102aは、天井ベースコンベヤ20と床ベースコンベヤ30との間を延びるのがよい。垂直モジュール102bは、天井ベースコンベヤ20から格納棚104cまで延びていてもよい。更に、垂直モジュール102cは、天井ベースコンベヤ20から最も上の格納棚104aにだけ延びていてもよい。垂直モジュール102の他の構成も本発明の範囲内にある。垂直モジュール102はまた、格納棚104のいずれかの端部に位置決めされてもよい。例えば、垂直モジュール102は、プラットホーム106に置き換えられてもよい。垂直モジュール102はまた、格納棚104の他方の端部に配置されてもよい。各垂直モジュール102内の移送機構は、容器2を垂直モジュール102と格納棚104との間で移送するための短いコンベヤ部分又は移送機構(例えば、容器取扱ロボット)を有するのがよい。ベイ間コンベヤ20又は追加の格納棚104(図9の構成参照)を各垂直モジュール102のいずれかの側に配置すること(図10Bの構成参照)も本発明の範囲内にある。
【0037】
図6〜図7は、格納コンベヤ104の端部に位置する垂直モジュール102を用いないランダムアクセス容器格納システムを示している。垂直モジュール102a〜102cは、ベイ間コンベヤ20a、20bを格納棚104a〜104d並びに床ベースコンベヤ30と接続する。容器2は、格納棚104b、104dを除く全ての格納棚104のレベルに示されている。格納棚104a〜104dに沿う個々の格納位置は、文字a〜kによって識別されている。床ベースのベイ内コンベヤ30は、図2に示すコンベヤと同じであるが、その実施形態に制限されない。ツールベイは、通路空間13として図6に示す通路空間を必要とする。処理ツール10a、10bを図7に示す。各格納棚104は、格納棚104の上に格納された容器2が、床ベースコンベヤ30への最終的な配送のために垂直モジュール102a、102b、102cのいずれかまで横方向に移動することができるように、一定の最小数の開放空間を必要とする。図6の実施形態の格納システムは、各垂直モジュール102の間に等しい数の格納箇所を有し、例えば、各垂直モジュール102の間に2つの格納箇所が示され、各格納棚104の端部が追加の容器格納のために垂直モジュール102を超えて延びている。格納システムはまた、それよりも多い又はそれよりも少ない容器を格納するその他の構成を有していてもよい。
【0038】
各垂直モジュール102間の等しい数の格納箇所(例えば、位置d及び位置e)と、各垂直モジュール102を超えて延びる格納位箇所(例えば、位置j及び位置k)とを有するモジュール式ターミナル100のために、格納棚104当たりの格納箇所の最大数(Mとして定められる)は、単なる例示として、次のように決定される。
M=T−E=N*(X+1)
ここで、Nは、格納システム内の垂直モジュールの数であり、Xは、各垂直モジュール間又は格納コンベヤ区域の端部に配置される容器格納箇所の数であり、T=N*(X+1)+Xは、格納コンベヤレベル当たりの容器格納箇所の総数であり、Eは、格納コンベヤレベル当たりの空のままの容器格納箇所の最小数である。
【0039】
格納箇所の最大数を計算するための他の式も本発明の範囲内にある。最大格納密度、最大格納数又は処理量のために、垂直モジュール102及びこれらの間隔の数を変更することによって、このタイプのモジュール式ターミナル100を最適化するのがよい。
【0040】
図6で示していることは、格納棚104aが、任意の容器2を格納棚104aから取出すことを依然として可能にするように容器2が占めている最大数の格納箇所を有していることである。例えば、位置kに格納された容器2を格納棚104aから取出す必要がある場合、9つの容器全てを左方向に2つの箇所ずらして、位置kに格納されていた容器2を位置iまで移動させる必要がある。垂直モジュール102cは、位置iにアクセス可能であり、従って、容器2を格納棚104から別の格納棚104、天井ベースコンベヤ20、又は床ベースコンベヤ30に移動させることができる。容器2を垂直モジュールにアクセス可能な箇所に置くために、格納棚104a上に格納されている全ての容器2を常に移動させなければならないわけではない。例えば、位置eに格納された容器2を格納棚104aから取出す必要がある場合、位置eに格納されている容器2を垂直モジュール102aにアクセス可能な位置cまで移動させるために、位置c、d、eに格納されている容器だけを、左方向に2つの箇所だけずらさなければならないに過ぎない。位置f〜kに格納されている残りの容器2をずらす必要は全くない。
【0041】
格納棚104cは、容器2が占め格納箇所の最大数よりも少ない格納箇所を有し、容器2は、最も効率的な箇所に格納されている。例えば、格納棚104cの上に格納されている容器2のいずれも、他の容器2を移動させる必要なしに回収されるのがよい。このタイプのモジュール式ターミナル100の最適な作動により、容器2を、概略的には、他の容器2の最小の移動で容器2の回収を可能にする箇所にだけ位置決めするのがよい。1つの実施形態では、次に、垂直モジュール102が受入れた容器2を、最も少ない容器を有する格納棚104の上に下ろす。別の実施形態では、モジュール式ターミナル100は、格納棚104へのアクセスがない間、特定の格納棚104上の容器2を、格納棚104c上に示すような容器2の配置等の「最適」箇所まで絶えずずらす。
【0042】
図8〜図9は、ベイ内コンベヤの双方向区域を支持する床ベースコンベヤ30の様々な構成と、モジュール式ターミナル100がこのタイプのコンベヤを使用する方法とを示している。図8は、ツールベイから床ベースの双方向コンベヤ30上に出た容器2が方向決定器D1で方向を変え、出口側コンベヤ区域32全体を移動し、方向決定器D3で方向を変え、次に、方向決定器D4まで移動することを示している。1つの実施形態では、次に、容器2は、垂直モジュール102が利用可能になるまで待ち、利用可能になったら、方向決定器D4から、ベイ間コンベヤ20又は格納棚104への移送のために利用可能な垂直モジュール102まで移動する。出てくる容器2はまた、待ち行列を出口側コンベヤ区域32に形成し、垂直モジュール102の作動との最適な同期を可能にする。
【0043】
垂直モジュール102からツールベイに入る容器は、入口側コンベヤ区域34に沿って移動し、方向決定器D2で方向を変え、次に、方向決定器D1のところで床ベースの双方向コンベヤ30に係合する。入口側コンベヤ区域34は、方向決定器D2に従って、容器のための入力待ち行列として用いられてもよい。ベイ内AMHSは、床ベースコンベヤ30上の連続移動方向を制御する。ベイ内AMHSは、双方向コンベヤ方向を「入口」方向に変更し、次に、入口待ち行列の全ての容器2を移動させてもよい。その後、ベイ内AMHSは、双方向コンベヤ方向を「出口」方向に切り換え、処理ツール又は他の貯蔵器のところで待っている全ての容器2を移動させる。各方向のための時間制限を有する時間間隔方式又は待ち行列方式に基づいて双方向コンベヤ30の作動を切り換えることは、同様に本発明の範囲内にある。
【0044】
図9は、出口側コンベヤ区域がD1、D2を介して入口区域に接続されていないことを除いて、図8と類似のシステムを示している。その代わりに、垂直モジュール102の各々は、出口側コンベヤ区域32及び入口側コンベヤ区域34の両方にアクセス可能な機構を有している。図8に示すように、出口側の容器2は、出口側コンベヤ区域32上に待ち行列を作り、入口側コンベヤ区域34の周りのループではなく、垂直モジュール移送機構によって直接取出される。入口側コンベヤ34及び出口側コンベヤ32の両方にアクセス可能な垂直モジュール内に移送機構を有することによりまた、格納棚104e、104fとして示すより多くの格納コンベヤが垂直モジュール102の出口側コンベヤの側に積み重ねられることを可能にする。明確にすることだけのために、加えられた格納コンベヤ区域の2つを図示しているけれども、入口側の格納コンベヤの各々の反対側に1つずつ(例えば、格納棚104a〜104d)設け、ベイ間コンベヤ20a、20bの各々の反対側に1つずつ設けてもよい(図示せず)。
【0045】
上述したように、床ベースコンベヤ30を支持する床ベースコンベヤ又はその他の輸送システム(例えば、AGV、RGV、その他)の構成は、図8及び図9に示すような積み重ねコンベヤ格納システムに制限されない。例えば、図10Aは、5つの格納棚104a〜104eを示し、各格納棚104a〜104eが、ベイ間コンベヤ20a、20bの下に配置されている。各垂直モジュール102a、102b、102cは、格納棚104a〜104e及び入口側コンベヤ区域34の異なる段にアクセスする。容器2を、単なる例示として、天井ベースコンベヤ20、格納棚104、及び入口側コンベヤ区域34の間で、伸長張機構又はロボットアーム組立体によって移動させてもよい。この伸長機構/組立体は、当該技術で知られており、本明細書において更なる説明を必要としない。1つの実施形態では、各垂直モジュール102はまた、容器2をその真下に位置する出口側コンベヤ区域32から取入れてもよい。
【0046】
上述したベイ間コンベヤ20は、垂直方向に一列に重ねられたコンベヤであった。ベイ間コンベヤ20が、垂直方向に一列でなく重ねられた格納棚コンベヤ及び/又は設備の床面から実質的に同じ高さで互いに隣接したコンベヤを含むその他の構成を有することも本発明の範囲内にある。例えば、図10Aに示す2つのベイ間コンベヤ20は、垂直方向に重ねられている(図10A参照)。変形例として、2つのベイ間コンベヤ20は、設備の床面から実質的に同じ高さ位置に配置されると共に、垂直モジュール102が2つのベイ間コンベヤ20の間に位置するように間隔をおいて配置されてもよい(図10B参照)。図10Bは、ベイ間コンベヤ20a、20bが共通の水平方向平面160の周辺で垂直方向に整列していることを示している。2つのベイ間コンベヤは、同じ高さ位置に配置される必要はない。
【0047】
図11は、本発明の別の実施形態のモジュール式ターミナル200を示している。上述した実施形態と同様、モジュール式ターミナル200は、AMHSシステムに沿って任意の箇所に配置される。更に、図11に示すAMHSシステムは、天井ベースコンベヤ20及び床ベースコンベヤ30を有している。これらの2つのコンベヤは、ベイ間コンベヤであってもよいし、ベイ内コンベヤであってもよい。
【0048】
モジュール式ターミナル200は、上部通過ゾーン206と、下部通過ゾーン208と、格納室210とを有している。上部通過ゾーン206は、上側コンベヤ20が妨げられることなしにモジュール式ターミナル200を通過することを可能にする。下部通過ゾーン208は、下側コンベヤ30が妨げられることなしにモジュール式ターミナル200を通過することを可能にする。従って、それぞれのコンベヤの上を移動する容器2は、妨げられることなしにモジュール式ターミナル200を通過する。
【0049】
図11は、モジュール式ターミナル200が2つの格納室210a、210bを有することを示している。この実施形態では、各格納室210は、複数の格納棚(図示せず)を有し、各格納棚は、2つの容器2を並べて格納する。モジュール式ターミナル200は、1つだけの格納棚を有していてもよいし、2つよりも多い格納棚を有していてもよい。モジュール式ターミナル200の移送機構が、単一の容器を輸送すること又は複数の容器を同時に輸送することも同様に、本発明の範囲及び精神の範囲内にある。格納室210は、その他の構成(例えば、より多い/より少ない棚を有する構成、各々が2つよりも多い容器を格納する構成等)を有していてもよい。2つの格納室210a、210bは、モジュール式ターミナル200の格納能力を増大させる。モジュール式ターミナル200はまた、1つだけの格納室210を有していてもよい。2つの格納棚を有するモジュール式ターミナル200の実施形態では、移送機構が2つの容器を同時に移動させてもよいし、互いに独立に移動させる2つの移送機構を有していてもよい。
【0050】
図11は、モジュール式ターミナル200の上部通過ゾーン206を通過する単一のベイ間コンベヤ20を示している。しかしながら、AMHSシステムは、垂直方向に積み重ねられた複数のベイ間コンベヤ20(図4の実施形態と類似した)を有していてもよく、各ベイ間コンベヤは、モジュール式ターミナル200に通過ゾーン206を追加することによって、モジュール式ターミナル200を同じ仕方で通過するのがよい。
【0051】
全てのAMHSシステムが、2つのコンベヤを有するわけではない。例えば、従来の製造設備は、1つだけの天井ベースコンベヤ20を有する場合がある。この場合、モジュール式ターミナル200は、上部通過ゾーン206及び1つ又はそれよりも多くの格納室210を有しているだけである。モジュール式ターミナル200が格納室210を1つしか有していない場合、製造設備内で現在空いている空間を利用するために、格納室210は、天井ベースコンベヤ20の真下(例えば、格納室210a)に配置されることが好ましい。
【0052】
図4〜図11に示すモジュール式ターミナルは各々、独立した真にモジュール式のシステムである。例えば、図8に示す各垂直モジュール102a、102b、102cはそれ自体、容器2を特定の垂直モジュール102内で移動させるための垂直移送機構を有している。各垂直モジュール102が、例えば、1時間当たり70個の容器を移動させる移送速度を有する場合、図8に示すシステムの1時間当たりの容器移動総数は、1時間当たり210個の容器移動数である。4つの垂直モジュールを追加することによって、システムの能力は、1時間当たり280個の容器移動数まで増大する。従って、垂直モジュール102をシステムに追加することは、個々の垂直モジュール102a、102b、及び102cの移送速度に影響を与えない。
【0053】
2つ以上の垂直モジュール102を有するターミナルモジュール100は、柔軟な制御システムを可能にする。例えば、単一の制御システムが、モジュール式ターミナル100内の全ての垂直モジュール102を作動させる。変形例として、モジュール式ターミナル100内の各垂直モジュール102がそれ自体、制御システムを有していてもよい。このプラグ&プレイ制御環境は、追加の垂直モジュール102を単一のモジュール式ターミナル100に追加することを可能にし、モジュール式ターミナル100の容易な設置、高速起動時間、及び簡単な処理量拡張を提供する。
【0054】
図12A及び図12Bは、「直接搭載」ツールに関して図11に示すモジュール式ターミナル200を示している。図12Aは、格納室210a内の各格納棚が2つの容器を格納することを示している。格納室210a内の各格納棚は、1つの容器だけを格納してもよいし、3つ以上の容器を格納してもよい。この実施形態では、格納室210a内に格納された容器2は、天井ベースコンベヤ20bの下に位置する(図12B参照)。移送装置(図示せず)は、天井ベースコンベヤ20a、20bと、格納室21b内の格納棚と、床ベースコンベヤ30との間の移動ゾーン218(図12B参照)内において、容器2を移動させる。上述したように、モジュール式ターミナル200は、格納室を含む必要は全くない。モジュール式ターミナル200は、垂直モジュール(例えば、図12Bの移動ゾーン218)だけを有していてもよい。作動時、容器2を天井ベースコンベヤ20又は格納棚のいずれかから床ベースコンベヤ30まで下方に移動させる。次に、床ベースコンベヤ30によって、容器2を搭載ポート12a、12b及びいくつかのその他の箇所のいずれかに移動させる。
【0055】
図12Bは、天井ベースコンベヤ20a、20b又は床ベースコンベヤ30の3つのコンベヤの各々の上を移動する容器2が、妨げられることなしにモジュール式ターミナル200を通過することを示している。通過ゾーン212により、床ベースコンベヤの上を移動する容器が、妨げられることなしにモジュール式ターミナル200を通過することを可能にする。通過ゾーン214により、天井ベースコンベヤの上を移動する容器が、妨げられることなしにモジュール式ターミナル200を通過することを可能にする。図12Bはまた、モジュール式ターミナル200が第2の格納室210bを有してもよいことを示している。
【0056】
図13A〜図13Cは、FOUP2を天井ベースコンベヤ20aと一時停止用ループコンベヤ122との間で移送するためのレーンジャンパ126の1つの実施形態を示している。この実施形態では、レーンジャンパ126は、直線輸送機構128を有し、この直線輸送機構128は、把持器機構130と、直線レール又はトラック132とを有している。図13Aに示すように、把持器機構130は、剛性体131と、把持器装置135とを有している。直線トラック132は、第1の端部132aと、第2の端部132bとを有している。駆動機構(図示せず)は、剛性体131を直線トラック132に沿ってその第1の端部132aと第2の端部132bとの間を移動させる。直線トラック132は、それが天井ベースコンベヤ20a及びループコンベヤ122の両方の上に着座した容器又はFOUP2に係合できる限り、任意の長さであってよい。直線輸送機構128は、容器を天井ベースコンベヤ20aとループコンベヤ122との間で移動させることに制限されない。直線輸送機構128はまた、容器を、例えば、2つの床ベースコンベヤ及び2つの天井ベースコンベヤ等の間で移動させてもよい。両コンベヤはまた、製造床面から同じ高さ位置に配置される必要はない(図13A〜13C参照)。
【0057】
図13Aは、把持器機構130が、矢印140によって指示する垂直方向及び矢印142によって指示する水平方向に沿って移動することができることを示している。図13Aは、把持器装置135がFOUPの上部ハンドル6に係合することを示している。把持器130が、限定するわけではないが、FOUPの側面ハンドル又は下部支持プレート等のFOUPのその他の部分に係合することも本発明の範囲内にある。
【0058】
作動時、FOUP2を天井ベースコンベヤ20a上で静止させると、把持器装置135は、FOUPの上部ハンドル6と整列し、垂直方向に下降して(矢印140)、FOUPの上部ハンドル6に係合し且つ保持する。次に、把持器機構130は、FOUP2を天井ベースコンベヤ20aから持上げる。次に、FOUP2をコンベヤ122に向かって水平に移動し(図13B参照)、それを下のコンベヤ122と整列させる。次に、把持器機構130は、FOUP2がコンベヤ122の上に着座するまで把持器装置135を下降させる。
【0059】
把持器135は、能動的把持機構又は受動的把持機構のいずれかを有するのがよい。能動的把持機構は、例えば、FOUPの上部ハンドル6を保持し又は把持するロボット機構を有するのがよい。受動的把持器装置135は、いくつかの方法で作動する。例えば、把持器装置135は、天井ベースコンベヤ20aの上方の「グリップ位置」に移動し、FOUP2のハンドル6が受動的把持器装置135に係合するまで、天井ベースコンベヤ20aに沿って移動するFOUP2を待つ。係合した時点で、把持器装置135は、FOUP2を天井ベースコンベヤ20aから垂直方向に持上げる。変形例では、把持器装置135は、コンベヤに沿って移動するFOUP2を待ち、静止する。次に、把持器装置135は、FOUP2に側方から接近し、FOUPハンドル6に係合し、次に、FOUP2をコンベヤから持上げる。各タイプの把持機構が、当該技術で知られており、従って、かかる機構の更なる説明を必要としない。
【0060】
図13A〜図13Cは、FOUP2を天井ベースコンベヤ20aと一時停止用ループコンベヤ122との間で移動させるためのレーンジャンパ128の1つの実施形態を示している。コンベヤ20a、122の構成は、単に例示目的である。コンベヤ20a、122は、半導体製造設備の床面から異なる高さ位置で遠く離れて配置されるのがよく、例えば、コンベヤ20aは、天井ベースコンベヤを有し、コンベヤ122は、床ベースコンベヤを有する。レーンジャンパ128は、FOUP2を任意の2つのコンベヤ間で移動させてもよい。レーンジャンパ128(及び、本明細書に説明するレーンジャンパの他の実施形態)は、FOUPを天井ベースコンベヤ20aとループコンベヤ122の間で移動させることに制限されない。レーンジャンパは、FOUP2を任意の2つの輸送システム間で移動させてもよい。コンベヤ20a、122がFOUP2の幅よりも遠くに分離される場合、レーンジャンパ128は、いずれかのコンベヤ上の通行を妨げることなしに、FOUP2を天井ベースコンベヤ20aとループコンベヤ122との間に一時的に維持するのがよい。この特徴は、FOUP2をループコンベヤ122上に置く余地がないときでさえも、レーンジャンパ128がFOUP2を天井ベースコンベヤ20aから直ちに取出すことを可能にする。FOUP2は、ループコンベヤ122上の利用可能な空間ができるまで、天井ベースコンベヤ20aとループコンベヤ122の間に一時的に配置されたままである。
【0061】
把持器130は、受動的把持器又は能動的把持器のいずれかを有する。図13Aは、FOUPのハンドル6に係合した把持器130を示している。図13Bは、FOUP2を天井ベースコンベヤ20aから持上げるために、把持器130が上昇させられていること(矢印140によって示す)、及び、FOUP2をループコンベヤ122に向かって移動させ始めていることを示している。この実施形態では、把持器130は、トラック132に沿って水平方向に移動する(矢印142によって示す)。図13Cは、FOUP2をループコンベヤ122上に位置決めするために、レーンジャンパ128が把持器130を下降されたことを示している。
【0062】
図14は、レーンジャンパ300の別の実施形態を示している。この実施形態では、レーンジャンパ300は、FOUP2を天井ベースコンベヤ20aとコンベヤ122との間で移動させるために、図13A〜13Cに示すような直線機構ではなく、回転アームリンクを有している。レーンジャンパ300は、中心ハブ302と、アーム304と、自在継手306と、把持器308とを有している。アーム304は、自在継手206をハブ302に接続している。把持器306は、自在継手306に回転可能に接続されている。図13Aに示すレーンジャンパ126と同様、把持器306は、FOUPハンドル6に係合する。把持器306はまた、FOUP2の他の部分に係合し又は保持することができる。
【0063】
中心ハブ302及び/又は自在継手208は、FOUP2をコンベヤから上昇させ及び/又はそれをコンベヤ上に位置決めするために、垂直方向に移動することができるのがよい。図14に示すように、作動時、把持器308は、コンベヤ20a上に着座したFOUP2の上部ハンドル6に係合する(位置Aによって示す)。位置Aのところで、FOUP2を天井ベースコンベヤ20aから持上げ、位置Cまで回転させる(FOUPの完全な移動を示すために、中間位置Bを示す、)。次に、FOUP2をコンベヤ122の上に下降させる。FOUP2を位置Aから位置Cまで移動させるとき、自在継手306の回転は、位置A、B、Cに示すようにFOUPの整列を維持するように中心ハブ302の回転と調整されることが好ましく、例えば、FOUPのドア4は、絶えず同じ方向に面している。コンベヤ20a、122は、任意の距離だけ分離される。しかしながら、図14に示すように、天井ベースコンベヤ20aとコンベヤ122の間の距離は、FOUP2がいずれのコンベヤ上の通行を妨げることなしに位置Bに留まることを可能にする最小距離であり、例えば、FOUPの幅よりも僅かに大きい距離である。
【0064】
図15は、レーンジャンパ300がFOUP2を天井ベースコンベヤ20aとそれに対して垂直である一時停止用ループコンベヤ122との間で移送する方法を示している。更に、レーンジャンパ300は、FOUP2をその他のコンベヤ間で移送してもよい。図15は、FOUP2が、FOUPドア4がコンベヤレールと実質的に平行であるように天井ベースコンベヤ20a上の位置Dに配置されるように構成されていることを示している。コンベヤ122上の位置Eに配置されたFOUP2のFOUPドア4はまた、コンベヤ122のコンベヤレールに対して平行である。言い換えれば、FOUP2は、位置Dから位置Eまでの移送中、実質的に90度回転させられている。各コンベヤが図15に示す位置と同様の位置に配置されるとき、図15に示すレーンジャンパ300の自在継手306は、FOUP2を天井ベースコンベヤ20aと一時停止用ループコンベヤ122との間で移送する間、アーム304に対して静止したままであるのがよく、回転する必要はない。アーム304が、例えば位置Dから位置Eまで、90度回転するときにアーム304がFOUP2をコンベヤの上に単なる垂直方向移動によって位置決めすることができるように、コンベヤ20a、122が位置決めされていれば、非回転自在継手306は、固定アーム長を有していてもよい。自在継手306は、例えば、アーム304が90度よりも多い又はそれよりも少ない回転を必要とする場合、回転する必要がある。
【0065】
図13〜図15に示すレーンジャンパの様々な実施形態は、様々な方法で支持される。例えば、レーンジャンパは、天井ベースフレームから支持されてもよいし、床ベースフレームに支持されてもよい。いずれかの支持方法が、天井ベースコンベヤ及び床ベースコンベヤの両方に関連して使用されてもよいし、コンベヤ構造自体に応じて使用されてもよい。
【0066】
上述したコンベヤと搭載ポートの間のFOUP輸送の機構及び方法は、説明目的だけのものであり、本発明は、それによって制限されないことを認識すべきである。FOUP輸送の方法及びシステムの好ましい実施形態を説明したけれども、システムのある一定の利点が達成されたことは、当業者に明らかであろう。本発明の範囲及び精神の範囲内で、本発明の様々な修正、適応、及び変形実施形態を実施することができることも認識すべきである。例えば、コンベヤの使用は、半導体製造設備内で示されたが、上述した本発明の概念の多くは、他の非半導体生産用途に関連して用いるのに等しく適用可能であると考えられることが明らかである。
【図面の簡単な説明】
【0067】
【図1】本発明の1つの実施形態を使用するAMHSの概略図である。
【図2】ベイ間コンベヤとベイ内コンベヤの間の物理的関係の1つの実施形態を例示する斜視図である。
【図3】本発明の1つの実施形態によるベイ間からベイ内接合部を有するAMHSの平面図である。
【図4】本発明の実施形態の斜視図である。
【図5】本発明の別の実施形態の斜視図である。
【図6】本発明によるランダムアクセス容器格納システムの実施形態の概略図である。
【図7】ツールベイに関する格納システムを示す、図6に示す実施形態の側面図である。
【図8】本発明の更に別の実施形態の斜視図である。
【図9】本発明の更に別の実施形態の斜視図である。
【図10A】本発明の別の実施形態の斜視図を提供する。
【図10B】本発明の別の実施形態の斜視図を提供する。
【図11】本発明の更に別の実施形態の斜視図である。
【図12】図12Aは、本発明の別の実施形態の正面図であり、図12Bは、本発明の別の実施形態の側面図である。
【図13A】本発明によるレーンジャンパの1つの実施形態を示す図である。
【図13B】本発明によるレーンジャンパの1つの実施形態を示す図である。
【図13C】本発明によるレーンジャンパの1つの実施形態を示す図である。
【図14】本発明によるレーンジャンパの別の実施形態を示す図である。
【図15】コンベヤシステムの別の実施形態で作動中の図14に示すレーンジャンパを示す図である。
【特許請求の範囲】
【請求項1】
天井ベース輸送システムと床ベース輸送システムとの間で、容器を格納すると共に輸送するための装置であって、
垂直方向に積み重ねられた複数の垂直方向積み重ね格納棚を有し、その各々は、第1の端部と第2の端部とを有し、共通の垂直方向平面の周辺で最も上の格納棚の真上に位置する天井ベース輸送システムの一部分と整列するように実質的に水平方向に延び、
更に、移送モジュールを有し、この移送モジュールは、垂直方向に配向されたハウジングと、容器を前記垂直方向に配向されたハウジング内で前記天井ベース輸送システムと前記最も上の格納棚との間で移動させるための移送機構と、を有し、
更に、前記複数の垂直方向積み重ね格納棚の各々の第1の端部及び前記床ベース輸送システムに隣接して、容器を垂直方向に移動させるための第1のプラットホームと、
前記最も上の格納棚を除く前記複数の垂直方向積み重ね格納棚の各々の前記第2の端部に隣接して、容器を垂直方向に移動させるための第2のプラットホームと、を有する装置。
【請求項2】
前記複数の垂直方向積み重ね格納棚の各々は、コンベヤを有する、請求項1に記載の装置。
【請求項3】
前記天井ベース輸送システムは、共通の垂直方向平面の周辺で互いに整列するように実質的に水平方向に延びる上側輸送システム及び下側輸送システムを有する、請求項1に記載の装置。
【請求項4】
更に、少なくとも1つの容器を前記移送モジュールの上流側で格納するための一時停止用ループを有する、請求項1に記載の装置。
【請求項5】
更に、容器を前記天井ベース輸送システムと前記一時停止用ループの間で輸送するためのレーンジャンパを更に有する、請求項4に記載の装置。
【請求項6】
前記コンベヤの各々は、双方向コンベヤを有する、請求項2に記載の装置。
【請求項7】
更に、第2の移送モジュールを有し、この第2の移送モジュールは、垂直方向に配向された第2のハウジングと、容器を垂直方向に配向された前記第2のハウジング内で前記天井ベース輸送システムと前記最も上の格納棚の間で移動させるための第2の移送機構と、を有する請求項1に記載の装置。
【請求項8】
前記移送機構は、容器を前記上側輸送システム、前記下側輸送システム、及び前記最も上の格納棚の間で移動させる、請求項3に記載の装置。
【請求項9】
天井ベース輸送システムと床ベース輸送システムの間で、容器を格納すると共に輸送するための装置であって、
垂直方向に積み重ねられた複数の垂直方向積み重ね格納棚を有し、その各々は、第1の端部及び第2の端部を有し、最も上の格納棚の真上に位置する天井ベース輸送システムの区画と整列するように実質的に水平方向に延び、
更に、移送モジュールを有し、
前記移送モジュールは、前記天井ベースの輸送システム、前記複数の垂直方向積み重ね格納棚の各々、及び前記床ベースの輸送システムと隣接して延びるようように垂直方向に差し向けられたハウジングと、容器を前記ハウジング内で前記天井ベースの輸送システム、前記床ベースの輸送システム、及び前記複数の格納棚の各々の間で移動させるための移送機構と、を有する、装置。
【請求項10】
更に、第2の移送モジュールを有し、
前記第2の移送モジュールは、前記天井ベースの輸送システムと前記複数の格納棚の少なくとも1つとに隣接して延びるように垂直方向に差し向けられた第2のハウジングと、容器を前記第2のハウジング内で移動させるための第2の移送機構と、を有する請求項9に記載の装置。
【請求項11】
更に、容器を前記複数の垂直方向積み重ね格納棚の各々の第2の端部の間で垂直方向に移動させるためのプラットホームを有する、請求項9に記載の装置。
【請求項12】
前記複数の垂直方向積み重ね格納棚の各々は、コンベヤを有する、請求項9に記載の装置。
【請求項13】
更に、前記移送モジュールの上流側の少なくとも1つの容器を格納するための一時停止用ループを有する、請求項9に記載の装置。
【請求項14】
更に、容器を前記天井ベースの輸送システムと前記一時停止用ループとの間で移送するためのレーンジャンパを有する、請求項13に記載の装置。
【請求項15】
垂直方向に差し向けられた前記ハウジングは、前記複数の垂直方向積み重ね格納棚の各々の第1の端部に隣接して延びる、請求項9に記載の装置。
【請求項16】
更に、垂直方向に積み重ねられた第2の複数の垂直方向積み重ね格納棚を有する、請求項9に記載の装置。
【請求項17】
前記第2の複数の垂直方向積み重ね格納棚の各々は、コンベヤを有する、請求項16に記載の装置。
【請求項18】
垂直方向に差し向けられた前記ハウジングは、前記第1の複数の垂直方向積み重ね格納棚と前記第2の複数の垂直方向積み重ね格納棚との間に配置される、請求項16に記載の装置。
【請求項19】
前記移送機構は、容器を前記天井ベースの輸送システム、前記第1の複数の垂直方向積み重ね格納棚棚、前記第2の複数の垂直方向積み重ね格納棚棚、及び前記床ベースの輸送システムの間で移動させる、請求項18に記載の装置。
【請求項20】
複数のツールベイを有し、且つ、その各々が第1の処理ツール及び第2の処理ツールを有する製造設備におけるシステムであって、
容器を前記ツールベイ内の1の処理ツールと第2の処理ツールの間で輸送するための床ベースのベイ内輸送システムと、
前記床ベースのベイ内輸送システムが容器を前記第1の処理ツールと前記第2の処理ツールとの間で移動させる方向と実質的に垂直な方向に沿って容器を移動させるための天井ベースのベイ間輸送システムと、
容器を前記床ベースのベイ内輸送システムと前記天井ベースのベイ間輸送システムとの間で移動させるように構成された垂直輸送モジュールと、を有するシステム。
【請求項21】
前記床ベースの輸送システムは、コンベヤを有する、請求項20に記載のシステム。
【請求項22】
前記床ベースの輸送システムは、軌道搬送車を有する、請求項20に記載のシステム。
【請求項23】
前記床ベースの輸送システムは、自動搬送車を有する、請求項20に記載のシステム。
【請求項24】
前記天井ベースの輸送システムは、コンベヤを有する、請求項20に記載のシステム。
【請求項25】
前記天井ベースの輸送システムは、オーバーヘッド輸送車両を有する、請求項20に記載のシステム。
【請求項26】
前記天井ベースの輸送システムは、オーバーヘッド輸送シャトルを有する、請求項20に記載のシステム。
【請求項27】
更に、容器を前記床ベースのベイ内輸送システムと前記天井ベースのベイ間輸送システムの間で移動するように構成された第2の垂直輸送モジュールを有する、請求項20に記載のシステム。
【請求項28】
(i)複数のツールベイを有し、その各々が第1の処理ツール及び第2の処理ツールを有し、(ii)更に、容器を前記ツールベイの前記第1の処理ツールと前記第2の処理ツールの間で輸送するための床ベースのベイ内輸送システムと、(iii)前記床ベースのベイ内輸送システムが容器を前記第1の処理ツールと前記第2の処理ツールの間で移動させる方向と実質的に垂直な方向に沿って容器を移動させるための天井ベースのベイ間輸送システムと、を有する製造設備における装置であって、
容器を前記床ベースのベイ内輸送システムと前記天井ベースのベイ間輸送システムとの間で移動させるように構成された垂直輸送モジュールを有する、装置。
【請求項29】
容器を格納すると共に、容器を容器輸送システムへ及びそこから移動させるための装置であって、
垂直方向に積み重ねられた複数の垂直方向積み重ね格納棚を有し、その各々は、第1の端部及び第2の端部を有し、
更に、移送モジュールを有し、前記移送モジュールは、前記容器輸送システム及び前記複数の格納棚の少なくとも1つと隣接して延びるようように垂直方向に差し向けられたハウジングと、容器を前記ハウジング内で前記容器輸送システムと複数の格納棚の前記少なくとも1つとの間で移動させるための移送機構と、を有する、装置。
【請求項30】
前記複数の垂直方向積み重ね格納棚は、最も上の前記格納棚の真上に位置する前記容器輸送システムの区域と共に、共通の垂直方向平面の周辺で整列して実質的に水平方向に延びる、請求項29に記載の装置。
【請求項31】
前記複数の垂直方向積み重ね格納棚は、最も下の前記格納棚の真下に位置する前記容器輸送システムの区域と共に、共通の垂直方向平面の周辺で整列して実質的に水平方向に延びる、請求項29に記載の装置。
【請求項32】
製造床面を有する製造設備内で、容器を第1の容器輸送システムと第2の容器輸送システムの間で移送するためのシステムであって、
第1の端部及び第2の端部を有し、第1の容器輸送システム又は第2の容器輸送システムのいずれかよりも製造床面から高い高さ位置に配置される直線トラックと、
把持器機構と、
前記把持器機構を前記直線トラックの前記第1の端部と前記第2の端部の間で水平方向に移動させると共に、前記把持器機構を第1の高さ位置と第2の高さ位置の間で垂直方向に移動させるための駆動機構と、有するシステム。
【請求項33】
前記容器は、上部ハンドル、1対の側面ハンドル、及び下部プレートを有する、請求項32に記載のシステム。
【請求項34】
前記把持器機構は、前記容器の上部ハンドルを把持する、請求項33に記載のシステム。
【請求項35】
前記把持器機構は、前記容器の少なくとも一方の側面ハンドルを把持する、請求項33に記載のシステム。
【請求項36】
前記把持器機構は、前記容器の下部プレートを把持する、請求項33に記載のシステム。
【請求項37】
前記把持器機構装置は、受動的把持機構を有する、請求項32に記載のシステム。
【請求項38】
前記把持器機構装置は、能動的把持機構を有する、請求項32に記載のシステム。
【請求項39】
前記把持器機構は、剛性本体と、把持装置と、を有し、
前記剛性本体は、近位端部及び遠位端部を有し、前記剛性本体の近位端部は、前記直線トラックに沿って移動するように構成され、
前記把持装置は、前記剛性本体の遠位端部に配置され、前記容器を保持する、請求項32に記載のシステム。
【請求項40】
前記把持装置は、前記容器を回転させる、請求項39に記載のシステム。
【請求項1】
天井ベース輸送システムと床ベース輸送システムとの間で、容器を格納すると共に輸送するための装置であって、
垂直方向に積み重ねられた複数の垂直方向積み重ね格納棚を有し、その各々は、第1の端部と第2の端部とを有し、共通の垂直方向平面の周辺で最も上の格納棚の真上に位置する天井ベース輸送システムの一部分と整列するように実質的に水平方向に延び、
更に、移送モジュールを有し、この移送モジュールは、垂直方向に配向されたハウジングと、容器を前記垂直方向に配向されたハウジング内で前記天井ベース輸送システムと前記最も上の格納棚との間で移動させるための移送機構と、を有し、
更に、前記複数の垂直方向積み重ね格納棚の各々の第1の端部及び前記床ベース輸送システムに隣接して、容器を垂直方向に移動させるための第1のプラットホームと、
前記最も上の格納棚を除く前記複数の垂直方向積み重ね格納棚の各々の前記第2の端部に隣接して、容器を垂直方向に移動させるための第2のプラットホームと、を有する装置。
【請求項2】
前記複数の垂直方向積み重ね格納棚の各々は、コンベヤを有する、請求項1に記載の装置。
【請求項3】
前記天井ベース輸送システムは、共通の垂直方向平面の周辺で互いに整列するように実質的に水平方向に延びる上側輸送システム及び下側輸送システムを有する、請求項1に記載の装置。
【請求項4】
更に、少なくとも1つの容器を前記移送モジュールの上流側で格納するための一時停止用ループを有する、請求項1に記載の装置。
【請求項5】
更に、容器を前記天井ベース輸送システムと前記一時停止用ループの間で輸送するためのレーンジャンパを更に有する、請求項4に記載の装置。
【請求項6】
前記コンベヤの各々は、双方向コンベヤを有する、請求項2に記載の装置。
【請求項7】
更に、第2の移送モジュールを有し、この第2の移送モジュールは、垂直方向に配向された第2のハウジングと、容器を垂直方向に配向された前記第2のハウジング内で前記天井ベース輸送システムと前記最も上の格納棚の間で移動させるための第2の移送機構と、を有する請求項1に記載の装置。
【請求項8】
前記移送機構は、容器を前記上側輸送システム、前記下側輸送システム、及び前記最も上の格納棚の間で移動させる、請求項3に記載の装置。
【請求項9】
天井ベース輸送システムと床ベース輸送システムの間で、容器を格納すると共に輸送するための装置であって、
垂直方向に積み重ねられた複数の垂直方向積み重ね格納棚を有し、その各々は、第1の端部及び第2の端部を有し、最も上の格納棚の真上に位置する天井ベース輸送システムの区画と整列するように実質的に水平方向に延び、
更に、移送モジュールを有し、
前記移送モジュールは、前記天井ベースの輸送システム、前記複数の垂直方向積み重ね格納棚の各々、及び前記床ベースの輸送システムと隣接して延びるようように垂直方向に差し向けられたハウジングと、容器を前記ハウジング内で前記天井ベースの輸送システム、前記床ベースの輸送システム、及び前記複数の格納棚の各々の間で移動させるための移送機構と、を有する、装置。
【請求項10】
更に、第2の移送モジュールを有し、
前記第2の移送モジュールは、前記天井ベースの輸送システムと前記複数の格納棚の少なくとも1つとに隣接して延びるように垂直方向に差し向けられた第2のハウジングと、容器を前記第2のハウジング内で移動させるための第2の移送機構と、を有する請求項9に記載の装置。
【請求項11】
更に、容器を前記複数の垂直方向積み重ね格納棚の各々の第2の端部の間で垂直方向に移動させるためのプラットホームを有する、請求項9に記載の装置。
【請求項12】
前記複数の垂直方向積み重ね格納棚の各々は、コンベヤを有する、請求項9に記載の装置。
【請求項13】
更に、前記移送モジュールの上流側の少なくとも1つの容器を格納するための一時停止用ループを有する、請求項9に記載の装置。
【請求項14】
更に、容器を前記天井ベースの輸送システムと前記一時停止用ループとの間で移送するためのレーンジャンパを有する、請求項13に記載の装置。
【請求項15】
垂直方向に差し向けられた前記ハウジングは、前記複数の垂直方向積み重ね格納棚の各々の第1の端部に隣接して延びる、請求項9に記載の装置。
【請求項16】
更に、垂直方向に積み重ねられた第2の複数の垂直方向積み重ね格納棚を有する、請求項9に記載の装置。
【請求項17】
前記第2の複数の垂直方向積み重ね格納棚の各々は、コンベヤを有する、請求項16に記載の装置。
【請求項18】
垂直方向に差し向けられた前記ハウジングは、前記第1の複数の垂直方向積み重ね格納棚と前記第2の複数の垂直方向積み重ね格納棚との間に配置される、請求項16に記載の装置。
【請求項19】
前記移送機構は、容器を前記天井ベースの輸送システム、前記第1の複数の垂直方向積み重ね格納棚棚、前記第2の複数の垂直方向積み重ね格納棚棚、及び前記床ベースの輸送システムの間で移動させる、請求項18に記載の装置。
【請求項20】
複数のツールベイを有し、且つ、その各々が第1の処理ツール及び第2の処理ツールを有する製造設備におけるシステムであって、
容器を前記ツールベイ内の1の処理ツールと第2の処理ツールの間で輸送するための床ベースのベイ内輸送システムと、
前記床ベースのベイ内輸送システムが容器を前記第1の処理ツールと前記第2の処理ツールとの間で移動させる方向と実質的に垂直な方向に沿って容器を移動させるための天井ベースのベイ間輸送システムと、
容器を前記床ベースのベイ内輸送システムと前記天井ベースのベイ間輸送システムとの間で移動させるように構成された垂直輸送モジュールと、を有するシステム。
【請求項21】
前記床ベースの輸送システムは、コンベヤを有する、請求項20に記載のシステム。
【請求項22】
前記床ベースの輸送システムは、軌道搬送車を有する、請求項20に記載のシステム。
【請求項23】
前記床ベースの輸送システムは、自動搬送車を有する、請求項20に記載のシステム。
【請求項24】
前記天井ベースの輸送システムは、コンベヤを有する、請求項20に記載のシステム。
【請求項25】
前記天井ベースの輸送システムは、オーバーヘッド輸送車両を有する、請求項20に記載のシステム。
【請求項26】
前記天井ベースの輸送システムは、オーバーヘッド輸送シャトルを有する、請求項20に記載のシステム。
【請求項27】
更に、容器を前記床ベースのベイ内輸送システムと前記天井ベースのベイ間輸送システムの間で移動するように構成された第2の垂直輸送モジュールを有する、請求項20に記載のシステム。
【請求項28】
(i)複数のツールベイを有し、その各々が第1の処理ツール及び第2の処理ツールを有し、(ii)更に、容器を前記ツールベイの前記第1の処理ツールと前記第2の処理ツールの間で輸送するための床ベースのベイ内輸送システムと、(iii)前記床ベースのベイ内輸送システムが容器を前記第1の処理ツールと前記第2の処理ツールの間で移動させる方向と実質的に垂直な方向に沿って容器を移動させるための天井ベースのベイ間輸送システムと、を有する製造設備における装置であって、
容器を前記床ベースのベイ内輸送システムと前記天井ベースのベイ間輸送システムとの間で移動させるように構成された垂直輸送モジュールを有する、装置。
【請求項29】
容器を格納すると共に、容器を容器輸送システムへ及びそこから移動させるための装置であって、
垂直方向に積み重ねられた複数の垂直方向積み重ね格納棚を有し、その各々は、第1の端部及び第2の端部を有し、
更に、移送モジュールを有し、前記移送モジュールは、前記容器輸送システム及び前記複数の格納棚の少なくとも1つと隣接して延びるようように垂直方向に差し向けられたハウジングと、容器を前記ハウジング内で前記容器輸送システムと複数の格納棚の前記少なくとも1つとの間で移動させるための移送機構と、を有する、装置。
【請求項30】
前記複数の垂直方向積み重ね格納棚は、最も上の前記格納棚の真上に位置する前記容器輸送システムの区域と共に、共通の垂直方向平面の周辺で整列して実質的に水平方向に延びる、請求項29に記載の装置。
【請求項31】
前記複数の垂直方向積み重ね格納棚は、最も下の前記格納棚の真下に位置する前記容器輸送システムの区域と共に、共通の垂直方向平面の周辺で整列して実質的に水平方向に延びる、請求項29に記載の装置。
【請求項32】
製造床面を有する製造設備内で、容器を第1の容器輸送システムと第2の容器輸送システムの間で移送するためのシステムであって、
第1の端部及び第2の端部を有し、第1の容器輸送システム又は第2の容器輸送システムのいずれかよりも製造床面から高い高さ位置に配置される直線トラックと、
把持器機構と、
前記把持器機構を前記直線トラックの前記第1の端部と前記第2の端部の間で水平方向に移動させると共に、前記把持器機構を第1の高さ位置と第2の高さ位置の間で垂直方向に移動させるための駆動機構と、有するシステム。
【請求項33】
前記容器は、上部ハンドル、1対の側面ハンドル、及び下部プレートを有する、請求項32に記載のシステム。
【請求項34】
前記把持器機構は、前記容器の上部ハンドルを把持する、請求項33に記載のシステム。
【請求項35】
前記把持器機構は、前記容器の少なくとも一方の側面ハンドルを把持する、請求項33に記載のシステム。
【請求項36】
前記把持器機構は、前記容器の下部プレートを把持する、請求項33に記載のシステム。
【請求項37】
前記把持器機構装置は、受動的把持機構を有する、請求項32に記載のシステム。
【請求項38】
前記把持器機構装置は、能動的把持機構を有する、請求項32に記載のシステム。
【請求項39】
前記把持器機構は、剛性本体と、把持装置と、を有し、
前記剛性本体は、近位端部及び遠位端部を有し、前記剛性本体の近位端部は、前記直線トラックに沿って移動するように構成され、
前記把持装置は、前記剛性本体の遠位端部に配置され、前記容器を保持する、請求項32に記載のシステム。
【請求項40】
前記把持装置は、前記容器を回転させる、請求項39に記載のシステム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図11】
【図12A】
【図12B】
【図13A】
【図13B】
【図13C】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図11】
【図12A】
【図12B】
【図13A】
【図13B】
【図13C】
【図14】
【図15】
【公表番号】特表2008−540299(P2008−540299A)
【公表日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願番号】特願2008−512381(P2008−512381)
【出願日】平成18年5月15日(2006.5.15)
【国際出願番号】PCT/US2006/018568
【国際公開番号】WO2006/124683
【国際公開日】平成18年11月23日(2006.11.23)
【出願人】(306029419)アシスト テクノロジーズ インコーポレイテッド (12)
【氏名又は名称原語表記】Asyst Technologies,Inc.
【住所又は居所原語表記】46897 Bayside Parkway,Fremont,California 94538,U.S.A.
【Fターム(参考)】
【公表日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願日】平成18年5月15日(2006.5.15)
【国際出願番号】PCT/US2006/018568
【国際公開番号】WO2006/124683
【国際公開日】平成18年11月23日(2006.11.23)
【出願人】(306029419)アシスト テクノロジーズ インコーポレイテッド (12)
【氏名又は名称原語表記】Asyst Technologies,Inc.
【住所又は居所原語表記】46897 Bayside Parkway,Fremont,California 94538,U.S.A.
【Fターム(参考)】
[ Back to top ]