
高出力リチウム電池の積層方法
本発明は、高出力リチウム電池の積層方法に関し、本発明の目的は、不良率を低めて、開路電圧(Open Circuit Voltage, OCV)の降下問題を最小化する高出力リチウム電池の積層方法を提供することにある。本発明による高出力リチウム電池の積層方法は、 陰極板100と、分離膜300と、陽極板200とからなるリチウム電池の製造時、前記陰極板100と分離膜300と陽極板200とを積層する方法において、分離膜300に付着した陰極板100を製造するa)段階と、分離膜300に付着した陽極板200を製造するb)段階と、前記分離膜300に付着した陽極板200と、前記分離膜300に付着した陰極板100とを交互に多数積層するc)段階と、を含んでなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不良率を低めて、開路電圧(Open Circuit Voltage, OCV)の降下問題を最小化する高出力リチウム電池の積層方法に関する。
【0002】
通常的に、1次電池とは異なって、充電及び放電が可能な二次電池は、デジタルカメラ、セルラーフォン、ノートブックコンピューター、ハイブリッドカーなど、先端分野の開発で活発な研究が進行中である。二次電池には、ニッケル−カドミウム電池、ニッケル−メタルハイドライド電池、ニッケル−水素電池、リチウム二次電池が挙げられる。この中で、リチウム二次電池は、作動電圧が3.6V以上で、携帯電子機器の電源に使用されるか、または数個を直列連結して高出力のハイブリッドカーに使用されるが、ニッケル−カドミウム電池やニッケル−メタルハイドライド電池に比べて、作動電圧が3倍も高く、単位重量当たりエネルギー密度の特性も優れており、使用が急速に増加している趨勢である。
【背景技術】
【0003】
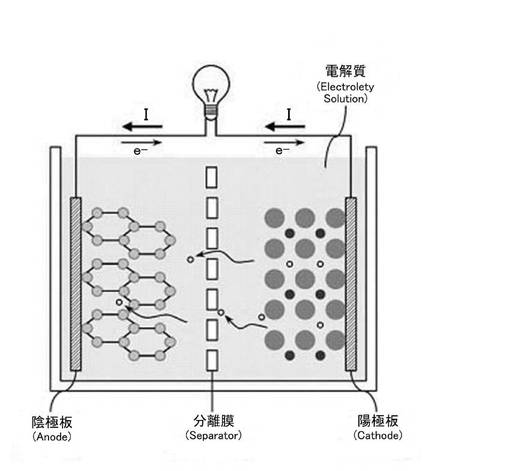
図1は、一般のリチウム電池の作動原理モデルである。陰極(cathode)には、主にコバルト酸リチウムを、陽極(anode)は、炭素材料を利用することが一般的であり、両方とも層状構造の物質であって、充放電反応は、陰極と陽極間のリチウムイオンの移動により行われる。反応式は、下記の反応式のようである。
陰極反応:Li1−xCoO2+xLi++xe−⇔LiCoO2
陽極反応:LixC⇔C+xLi++xe−
電池反応:Li1−xCoO2+LixC⇔LiCoO2+C
【0004】
分離膜としては、ポリエチレン(polyethylene)またはポリプロピレン(polypropylene)の微多孔質膜が主に使用されている。電解質溶液とは、有機溶媒にイオン源の溶質を溶解させたものであるが、リチウム電池用電解質溶液は、図1に示したように、リチウムイオンを円滑に且つ幅広くさせなければならないという点で、他の電池の電解質溶液とはその意味が少し違う。リチウム電池用有機溶媒としては、一般にプロピレンカーボネート(propylene carbonate)、エチレンカーボネート(etylene carbonate)などが利用されており、溶質としてはリン酸リチウムなどが使用されている。
【0005】
リチウム電池は、基本的に上述のような材質からなる陽極板、分離膜、陰極板が順に積層される形態からなる。この際、一定な規格で作られる陽極板、分離膜、陰極板が積層される時、ほんの少しでも整列(alignment)が乱れると、電池製造が完了した後、検収段階で不良が発生する可能性があり、または検収後に充放電をする過程で開路電圧の降下が発生するという問題点がある。
【0006】
リチウム電池を製造する過程で上記のような整列問題を解決しようとする開発及び研究が絶えずなされてきた。大韓民国登録特許第0365824号(‘リチウムイオン二次電池’、以下‘先行技術1’という)には、分離膜を電極板にポケッティング方式で一体化して、これを積層して製造する技術が開示されており、日本特開2002−520803号(‘リチウム二次電池’以下、‘先行技術2’という)には、負電極材料と正電極材料に孔パターンが形成されて、これを通過する高分子材料で固定されることにより電極を整列する方法が開示されている。
【0007】
ところが、先行技術1によると、ポケット形式で形成された分離膜の中に電極板がずれて位置する可能性があって、電極の整列誤差問題を解決することが難しい。また、先行技術2は、電極板に孔が形成され、整列誤差を解決することはできるが、このような孔により、化学反応が起こる面積が消失され、電池の性能が低下するという問題点がある。
【発明の概要】
【発明が解決しようとする課題】
【0008】
したがって、本発明は、上記のような従来技術の問題点を解決するために案出されたもので、本発明の目的は、電池製造時、陽極板、分離膜、陰極板の整列が正確になされるようにすることにより、電池の不良率を低めて、開路電圧の降下を最小化する高出力リチウム電池の積層方法を提供することにある。
【課題を解決するための手段】
【0009】
上記のような目的を達成するための本発明の高出力リチウム電池の積層方法は、陰極板100と、分離膜300と、陽極板200とからなるリチウム電池の製造時、前記陰極板100と分離膜300と陽極板200とを積層する方法において、a)前記分離膜300に付着した陰極板100を製造する段階と、b)前記分離膜300に付着した陽極板200を製造する段階と、c)前記分離膜300に付着した陽極板200と、前記分離膜300に付着した陰極板100とを交互に積層して、スタックセル(Stack cell)を形成する段階と、を含んでなることを特徴とする。
【0010】
また、前記a)段階は、a−1)所定の規格(dimension:大きさ)で切断されて、両側面の一部に第1滑物質110がコーティングされた第1金属膜120からなる前記陰極板100において、前記陰極板100の一側面の、前記第1滑物質110がコーティングされていない部分に接着物質を付着させる段階と、a−2)接着物質が付着した前記陰極板100を前記分離膜300上に所定の間隔で配置して付着させる段階と、a−3)前記陰極板100が付着した分離膜300を所定の規格で切断する段階と、を含んでなることを特徴とする。ここで、前記第1金属膜120は、銅であることを特徴とする。
【0011】
また、前記b)段階は、b−1)所定の規格で切断されて、両側面の一部に第2滑物質210がコーティングされた第2金属膜220からなる前記陽極板200において、前記陽極板200の一側面の、前記第2滑物質210がコーティングされていない部分に接着物質を付着させる段階と、b−2)接着物質が付着した前記陽極板200を前記分離膜300上に所定の間隔で配置して付着させる段階と、b−3)前記陽極板200が付着した分離膜300を所定の規格で切断する段階と、を含んでなることを特徴とする。 ここで、前記第2金属膜220は、アルミニウムであることを特徴とする。
【0012】
また、前記c)段階は、c−1)前記陰極板100の第1滑物質がコーティングされていない面と、前記分離膜300に付着した陰極板100の第1滑物質110がコーティングされていない面と、前記分離膜300に付着した陽極板200の第2滑物質がコーティングされていない面に接着物質を付着させる段階と、c−2)最下層に、接着物質が付着した前記陰極板100が置かれて、その上に、前記分離膜300に付着した陽極板200と前記分離膜300に付着した陰極板100とを交互に多数積層する段階と、を含んでなることを特徴とする。
【0013】
ここで、前記接着物質は、接着剤またはテープを含む接着手段であることを特徴とする。
【0014】
さらに、前記a−3)段階及びb−3)段階の切断工程は、ヒートカッティング(heat cutting)を使用することを特徴とする。
【発明の効果】
【0015】
本発明によると、電池製造時、陽極板、分離膜、陰極板の整列が正確になされる効果があり、したがって、リチウム電池の不良率が最小化される効果がある。また、このように電池の構成品が正確に整列されて積層されることにより、開路電圧の降下が最小化される効果がある。
【図面の簡単な説明】
【0016】
【図1】一般的なリチウム電池の作動原理モデルである。
【図2】本発明による陰極板の製造段階である。
【図3】本発明による陽極板の製造段階である。
【図4】本発明によるリチウム電池の積層段階である。
【図5】本発明により製造されたリチウム電池の断面図である。
【発明を実施するための形態】
【0017】
以下、上記のような構成を有する本発明による高出力リチウム電池の積層方法を、添付の図面を参考して詳細に説明する。
【0018】
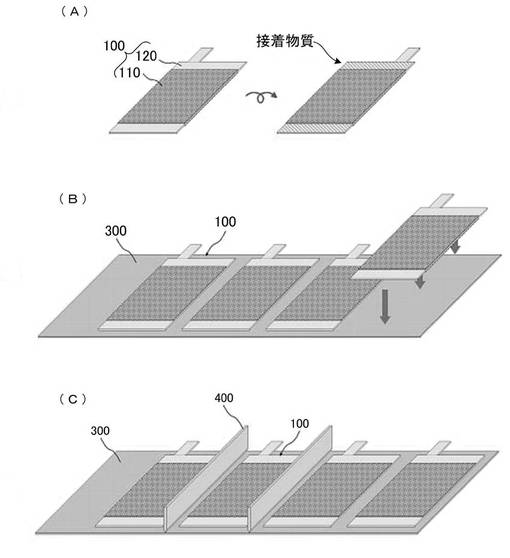
図2は、本発明による陰極板の製造段階である。陰極板100は、所定の規格で切断された第1金属膜120の両側面に第1滑物質110がコーティングされてなされる。この際、前記第1滑物質110は、前記第1金属膜120の全体にコーティングされるのではなく、図2(A)に示されたように、縁の一部を残してコーティングされる。また、前記第1金属膜120は、銅からなることが好ましい。
【0019】
前記陰極板100の一側面の、前記第1滑物質110がコーティングされていない縁部分は、図2(A)で斜線の領域で表示されている。この領域には、図2(A)に示されたように接着物質を付着させるが、前記接着物質を付着する段階では、膠、のりのような接着剤を塗布してもよく、テープなどのような接着手段を付着してもよい。
【0020】
このように一側面の縁に接着物質が付着した前記陰極板100を、図2(B)に示されたように、所定の間隔をおいて前記分離膜300上に配置して付着させる。その後、前記陰極板100が付着した前記分離膜300は、カッター400により所定の間隔で切断される。この際、前記カッター400は、ヒートカッティング(heat cutting)を使用するカッティング手段であることが好ましい。
【0021】
本発明では、上述のような段階を経て、前記分離膜300に付着した陰極板100を予め製造しておく。
【0022】
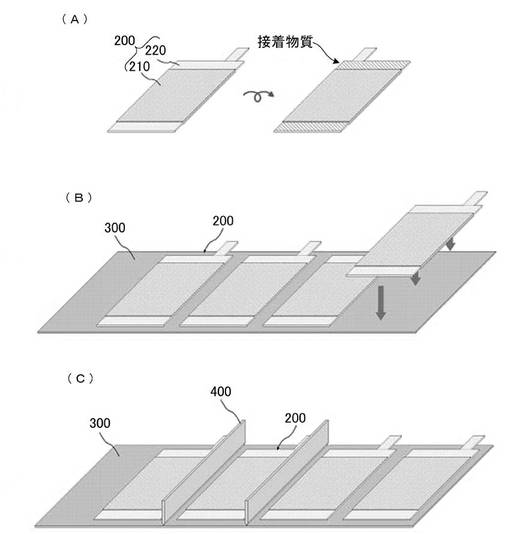
図3は、本発明による陽極板の製造段階であって、陰極板の製造段階とほぼ同様である。陽極板200は、所定の規格で切断された第2金属膜220の両側面に第2滑物質210がコーティングされてなされる。この際、前記第2滑物質210は同様に、前記第2金属膜220の全体にコーティングされるのではなく、図3(A)に示されたように、縁の一部を残してコーティングされる。また、前記第2金属膜220は、アルミニウムからなることが好ましい。
【0023】
前記陽極板200の一側面の、前記第2滑物質210がコーティングされていない縁部分は、図3(A)で斜線の領域で表示されている。この領域には、図3(A)に示されたように接着物質を付着させるが、前記接着物質を付着する段階では、陰極板の製造段階と同様に、膠、のりのような接着剤を塗布してもよく、テープなどのような接着手段を付着してもよい。
【0024】
このように一側面の縁に接着物質が付着した前記陽極板200を、図3(B)に示されたように、所定の間隔をおいて前記分離膜300上に配置して付着させる。その後、前記陽極板200が付着した前記分離膜300は、カッター400により所定の間隔で切断される。この際、前記カッター400は、ヒートカッティング(heat cutting)を使用するカッティング手段であることが好ましい。
【0025】
本発明では、上述のような段階を経て、前記分離膜300に付着した陽極板200を予め製造しておく。
【0026】
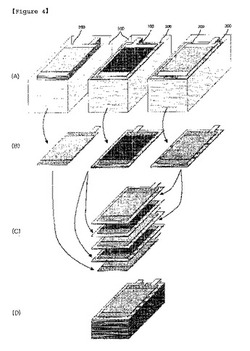
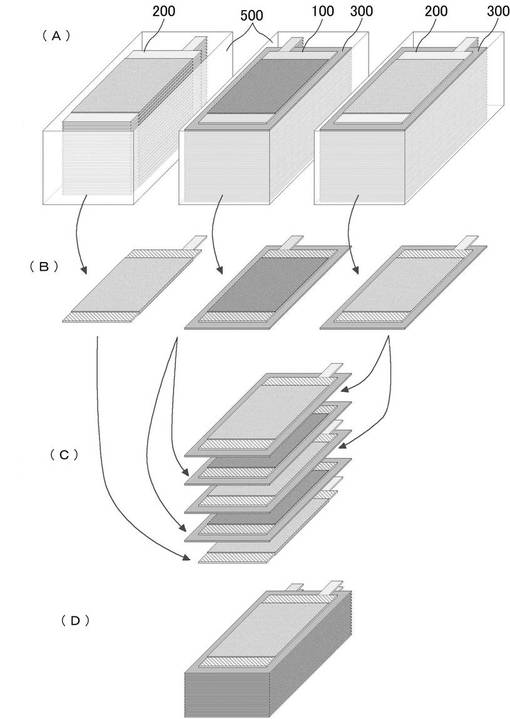
図4は、本発明によるリチウム電池の積層段階である。図2で説明したような段階を経て製造された陰極板100が付着した分離膜300と、図3で説明したような段階を経て製造された陽極板200が付着した分離膜300は、それぞれ図4(A)に示されたように積層されてカートリッジ500に保管される。また、分離膜300に付着されなかった陰極板100もカートリッジ500に入れられて別に保管される。
【0027】
その後、前記陰極板100、前記分離膜300に付着した陽極板200及び前記分離膜300に付着した陰極板100において、それぞれ滑物質110、210がコーティングされていない領域に接着物質を付着させる。接着物質を付着させる部分は、図4(B)で斜線の領域で表示されている。
【0028】
最後に、図4(C)に示されたように、接着物質が付着した前記陰極板100を最下層に配置した後、その上に、接着物質が付着した前記分離膜300に付着した陽極板200と、接着物質が付着した前記分離膜300に付着した陰極板100とを交互に多数個積層する。このように積層することにより、図4(D)のようにリチウム電池のスタックセル(stack cell)の製造が完成される。
【0029】
図5は、このように製造したリチウム電池のスタックセルの断面図である。本発明によると、陰極板100及び陽極板200が同一な規格で製作された後、同様に同一な規格の分離膜300の同一な位置に接着されて、このように分離膜に付着した極板100、200を交互に積層することによりスタックセルを製造する。したがって、分離膜300を整列するだけで極板100、200は自動に整列されて、これにより、整列に誤差が生じて発生する様々な問題点を根本的に排除することができる。
【0030】
本発明は、上述の実施例に限らず、適用範囲が多様であり、請求の範囲で請求する本発明の要旨を逸脱することなく、 本発明の属する分野で通常の知識を有する者なら誰でも多様な変形実施が可能であることはもちろんである。
【符号の説明】
【0031】
100 陰極板
200 陽極板
110 第1滑物質
210 第2滑物質
120 第1金属膜
220 第2金属膜
300 分離膜
【技術分野】
【0001】
本発明は、不良率を低めて、開路電圧(Open Circuit Voltage, OCV)の降下問題を最小化する高出力リチウム電池の積層方法に関する。
【0002】
通常的に、1次電池とは異なって、充電及び放電が可能な二次電池は、デジタルカメラ、セルラーフォン、ノートブックコンピューター、ハイブリッドカーなど、先端分野の開発で活発な研究が進行中である。二次電池には、ニッケル−カドミウム電池、ニッケル−メタルハイドライド電池、ニッケル−水素電池、リチウム二次電池が挙げられる。この中で、リチウム二次電池は、作動電圧が3.6V以上で、携帯電子機器の電源に使用されるか、または数個を直列連結して高出力のハイブリッドカーに使用されるが、ニッケル−カドミウム電池やニッケル−メタルハイドライド電池に比べて、作動電圧が3倍も高く、単位重量当たりエネルギー密度の特性も優れており、使用が急速に増加している趨勢である。
【背景技術】
【0003】
図1は、一般のリチウム電池の作動原理モデルである。陰極(cathode)には、主にコバルト酸リチウムを、陽極(anode)は、炭素材料を利用することが一般的であり、両方とも層状構造の物質であって、充放電反応は、陰極と陽極間のリチウムイオンの移動により行われる。反応式は、下記の反応式のようである。
陰極反応:Li1−xCoO2+xLi++xe−⇔LiCoO2
陽極反応:LixC⇔C+xLi++xe−
電池反応:Li1−xCoO2+LixC⇔LiCoO2+C
【0004】
分離膜としては、ポリエチレン(polyethylene)またはポリプロピレン(polypropylene)の微多孔質膜が主に使用されている。電解質溶液とは、有機溶媒にイオン源の溶質を溶解させたものであるが、リチウム電池用電解質溶液は、図1に示したように、リチウムイオンを円滑に且つ幅広くさせなければならないという点で、他の電池の電解質溶液とはその意味が少し違う。リチウム電池用有機溶媒としては、一般にプロピレンカーボネート(propylene carbonate)、エチレンカーボネート(etylene carbonate)などが利用されており、溶質としてはリン酸リチウムなどが使用されている。
【0005】
リチウム電池は、基本的に上述のような材質からなる陽極板、分離膜、陰極板が順に積層される形態からなる。この際、一定な規格で作られる陽極板、分離膜、陰極板が積層される時、ほんの少しでも整列(alignment)が乱れると、電池製造が完了した後、検収段階で不良が発生する可能性があり、または検収後に充放電をする過程で開路電圧の降下が発生するという問題点がある。
【0006】
リチウム電池を製造する過程で上記のような整列問題を解決しようとする開発及び研究が絶えずなされてきた。大韓民国登録特許第0365824号(‘リチウムイオン二次電池’、以下‘先行技術1’という)には、分離膜を電極板にポケッティング方式で一体化して、これを積層して製造する技術が開示されており、日本特開2002−520803号(‘リチウム二次電池’以下、‘先行技術2’という)には、負電極材料と正電極材料に孔パターンが形成されて、これを通過する高分子材料で固定されることにより電極を整列する方法が開示されている。
【0007】
ところが、先行技術1によると、ポケット形式で形成された分離膜の中に電極板がずれて位置する可能性があって、電極の整列誤差問題を解決することが難しい。また、先行技術2は、電極板に孔が形成され、整列誤差を解決することはできるが、このような孔により、化学反応が起こる面積が消失され、電池の性能が低下するという問題点がある。
【発明の概要】
【発明が解決しようとする課題】
【0008】
したがって、本発明は、上記のような従来技術の問題点を解決するために案出されたもので、本発明の目的は、電池製造時、陽極板、分離膜、陰極板の整列が正確になされるようにすることにより、電池の不良率を低めて、開路電圧の降下を最小化する高出力リチウム電池の積層方法を提供することにある。
【課題を解決するための手段】
【0009】
上記のような目的を達成するための本発明の高出力リチウム電池の積層方法は、陰極板100と、分離膜300と、陽極板200とからなるリチウム電池の製造時、前記陰極板100と分離膜300と陽極板200とを積層する方法において、a)前記分離膜300に付着した陰極板100を製造する段階と、b)前記分離膜300に付着した陽極板200を製造する段階と、c)前記分離膜300に付着した陽極板200と、前記分離膜300に付着した陰極板100とを交互に積層して、スタックセル(Stack cell)を形成する段階と、を含んでなることを特徴とする。
【0010】
また、前記a)段階は、a−1)所定の規格(dimension:大きさ)で切断されて、両側面の一部に第1滑物質110がコーティングされた第1金属膜120からなる前記陰極板100において、前記陰極板100の一側面の、前記第1滑物質110がコーティングされていない部分に接着物質を付着させる段階と、a−2)接着物質が付着した前記陰極板100を前記分離膜300上に所定の間隔で配置して付着させる段階と、a−3)前記陰極板100が付着した分離膜300を所定の規格で切断する段階と、を含んでなることを特徴とする。ここで、前記第1金属膜120は、銅であることを特徴とする。
【0011】
また、前記b)段階は、b−1)所定の規格で切断されて、両側面の一部に第2滑物質210がコーティングされた第2金属膜220からなる前記陽極板200において、前記陽極板200の一側面の、前記第2滑物質210がコーティングされていない部分に接着物質を付着させる段階と、b−2)接着物質が付着した前記陽極板200を前記分離膜300上に所定の間隔で配置して付着させる段階と、b−3)前記陽極板200が付着した分離膜300を所定の規格で切断する段階と、を含んでなることを特徴とする。 ここで、前記第2金属膜220は、アルミニウムであることを特徴とする。
【0012】
また、前記c)段階は、c−1)前記陰極板100の第1滑物質がコーティングされていない面と、前記分離膜300に付着した陰極板100の第1滑物質110がコーティングされていない面と、前記分離膜300に付着した陽極板200の第2滑物質がコーティングされていない面に接着物質を付着させる段階と、c−2)最下層に、接着物質が付着した前記陰極板100が置かれて、その上に、前記分離膜300に付着した陽極板200と前記分離膜300に付着した陰極板100とを交互に多数積層する段階と、を含んでなることを特徴とする。
【0013】
ここで、前記接着物質は、接着剤またはテープを含む接着手段であることを特徴とする。
【0014】
さらに、前記a−3)段階及びb−3)段階の切断工程は、ヒートカッティング(heat cutting)を使用することを特徴とする。
【発明の効果】
【0015】
本発明によると、電池製造時、陽極板、分離膜、陰極板の整列が正確になされる効果があり、したがって、リチウム電池の不良率が最小化される効果がある。また、このように電池の構成品が正確に整列されて積層されることにより、開路電圧の降下が最小化される効果がある。
【図面の簡単な説明】
【0016】
【図1】一般的なリチウム電池の作動原理モデルである。
【図2】本発明による陰極板の製造段階である。
【図3】本発明による陽極板の製造段階である。
【図4】本発明によるリチウム電池の積層段階である。
【図5】本発明により製造されたリチウム電池の断面図である。
【発明を実施するための形態】
【0017】
以下、上記のような構成を有する本発明による高出力リチウム電池の積層方法を、添付の図面を参考して詳細に説明する。
【0018】
図2は、本発明による陰極板の製造段階である。陰極板100は、所定の規格で切断された第1金属膜120の両側面に第1滑物質110がコーティングされてなされる。この際、前記第1滑物質110は、前記第1金属膜120の全体にコーティングされるのではなく、図2(A)に示されたように、縁の一部を残してコーティングされる。また、前記第1金属膜120は、銅からなることが好ましい。
【0019】
前記陰極板100の一側面の、前記第1滑物質110がコーティングされていない縁部分は、図2(A)で斜線の領域で表示されている。この領域には、図2(A)に示されたように接着物質を付着させるが、前記接着物質を付着する段階では、膠、のりのような接着剤を塗布してもよく、テープなどのような接着手段を付着してもよい。
【0020】
このように一側面の縁に接着物質が付着した前記陰極板100を、図2(B)に示されたように、所定の間隔をおいて前記分離膜300上に配置して付着させる。その後、前記陰極板100が付着した前記分離膜300は、カッター400により所定の間隔で切断される。この際、前記カッター400は、ヒートカッティング(heat cutting)を使用するカッティング手段であることが好ましい。
【0021】
本発明では、上述のような段階を経て、前記分離膜300に付着した陰極板100を予め製造しておく。
【0022】
図3は、本発明による陽極板の製造段階であって、陰極板の製造段階とほぼ同様である。陽極板200は、所定の規格で切断された第2金属膜220の両側面に第2滑物質210がコーティングされてなされる。この際、前記第2滑物質210は同様に、前記第2金属膜220の全体にコーティングされるのではなく、図3(A)に示されたように、縁の一部を残してコーティングされる。また、前記第2金属膜220は、アルミニウムからなることが好ましい。
【0023】
前記陽極板200の一側面の、前記第2滑物質210がコーティングされていない縁部分は、図3(A)で斜線の領域で表示されている。この領域には、図3(A)に示されたように接着物質を付着させるが、前記接着物質を付着する段階では、陰極板の製造段階と同様に、膠、のりのような接着剤を塗布してもよく、テープなどのような接着手段を付着してもよい。
【0024】
このように一側面の縁に接着物質が付着した前記陽極板200を、図3(B)に示されたように、所定の間隔をおいて前記分離膜300上に配置して付着させる。その後、前記陽極板200が付着した前記分離膜300は、カッター400により所定の間隔で切断される。この際、前記カッター400は、ヒートカッティング(heat cutting)を使用するカッティング手段であることが好ましい。
【0025】
本発明では、上述のような段階を経て、前記分離膜300に付着した陽極板200を予め製造しておく。
【0026】
図4は、本発明によるリチウム電池の積層段階である。図2で説明したような段階を経て製造された陰極板100が付着した分離膜300と、図3で説明したような段階を経て製造された陽極板200が付着した分離膜300は、それぞれ図4(A)に示されたように積層されてカートリッジ500に保管される。また、分離膜300に付着されなかった陰極板100もカートリッジ500に入れられて別に保管される。
【0027】
その後、前記陰極板100、前記分離膜300に付着した陽極板200及び前記分離膜300に付着した陰極板100において、それぞれ滑物質110、210がコーティングされていない領域に接着物質を付着させる。接着物質を付着させる部分は、図4(B)で斜線の領域で表示されている。
【0028】
最後に、図4(C)に示されたように、接着物質が付着した前記陰極板100を最下層に配置した後、その上に、接着物質が付着した前記分離膜300に付着した陽極板200と、接着物質が付着した前記分離膜300に付着した陰極板100とを交互に多数個積層する。このように積層することにより、図4(D)のようにリチウム電池のスタックセル(stack cell)の製造が完成される。
【0029】
図5は、このように製造したリチウム電池のスタックセルの断面図である。本発明によると、陰極板100及び陽極板200が同一な規格で製作された後、同様に同一な規格の分離膜300の同一な位置に接着されて、このように分離膜に付着した極板100、200を交互に積層することによりスタックセルを製造する。したがって、分離膜300を整列するだけで極板100、200は自動に整列されて、これにより、整列に誤差が生じて発生する様々な問題点を根本的に排除することができる。
【0030】
本発明は、上述の実施例に限らず、適用範囲が多様であり、請求の範囲で請求する本発明の要旨を逸脱することなく、 本発明の属する分野で通常の知識を有する者なら誰でも多様な変形実施が可能であることはもちろんである。
【符号の説明】
【0031】
100 陰極板
200 陽極板
110 第1滑物質
210 第2滑物質
120 第1金属膜
220 第2金属膜
300 分離膜
【特許請求の範囲】
【請求項1】
陰極板100と、分離膜300と、陽極板200とからなるリチウム電池の製造時、前記陰極板100と、分離膜300と、陽極板200とを積層する方法において、
a)前記分離膜300に付着した陰極板100を製造する段階と、
b)前記分離膜300に付着した陽極板200を製造する段階と、
c)前記分離膜300に付着した陽極板200と、前記分離膜300に付着した陰極板100とを交互に積層して、スタックセル(Stack cell)を形成する段階と、
を含んでなることを特徴とする、高出力リチウム電池の積層方法。
【請求項2】
前記a)段階は、
a−1)所定の規格で切断されて、両側面の一部に第1滑物質110がコーティングされた第1金属膜120からなる前記陰極板100において、前記陰極板100の一側面の、前記第1滑物質110がコーティングされていない部分に接着物質を付着させる段階と、
a−2)接着物質が付着した前記陰極板100を前記分離膜300上に所定の間隔で配置して付着させる段階と、
a−3)前記陰極板100が付着した分離膜300を所定の規格で切断する段階と、
を含んでなることを特徴とする、請求項1に記載の高出力リチウム電池の積層方法。
【請求項3】
前記第1金属膜120は、銅であることを特徴とする、請求項2に記載の高出力リチウム電池の積層方法。
【請求項4】
前記b)段階は、
b−1)所定の規格で切断されて、両側面の一部に第2滑物質210がコーティングされた第2金属膜220からなる前記陽極板200において、前記陽極板200の一側面の、前記第2滑物質210がコーティングされていない部分に接着物質を付着させる段階と、
b−2)接着物質が付着した前記陽極板200を前記分離膜300上に所定の間隔で配置して付着させる段階と、
b−3)前記陽極板200が付着した分離膜300を所定の規格で切断する段階と、
を含んでなることを特徴とする、請求項1に記載の高出力リチウム電池の積層方法。
【請求項5】
前記第2金属膜220は、アルミニウムであることを特徴とする、請求項4に記載の高出力リチウム電池の積層方法。
【請求項6】
前記c)段階は、
c−1)前記陰極板100の第1滑物質がコーティングされていない面と、前記分離膜300に付着した陰極板100の第1滑物質110がコーティングされていない面と、前記分離膜300に付着した陽極板200の第2滑物質がコーティングされていない面に接着物質を付着させる段階と、
c−2)最下層に、接着物質が付着した前記陰極板100が置かれて、その上に、前記分離膜300に付着した陽極板200と前記分離膜300に付着した陰極板100とを交互に多数積層する段階と、
を含んでなることを特徴とする、請求項1に記載の高出力リチウム電池の積層方法。
【請求項7】
前記接着物質は、接着剤またはテープを含む接着手段であることを特徴とする、請求項2乃至6のいずれかに記載の高出力リチウム電池の積層方法。
【請求項8】
前記a−3)段階及びb−3)段階の切断工程において、ヒートカッティング(heat cutting)を使用することを特徴とする、請求項2乃至5のいずれかに記載の高出力リチウム電池の積層方法。
【請求項1】
陰極板100と、分離膜300と、陽極板200とからなるリチウム電池の製造時、前記陰極板100と、分離膜300と、陽極板200とを積層する方法において、
a)前記分離膜300に付着した陰極板100を製造する段階と、
b)前記分離膜300に付着した陽極板200を製造する段階と、
c)前記分離膜300に付着した陽極板200と、前記分離膜300に付着した陰極板100とを交互に積層して、スタックセル(Stack cell)を形成する段階と、
を含んでなることを特徴とする、高出力リチウム電池の積層方法。
【請求項2】
前記a)段階は、
a−1)所定の規格で切断されて、両側面の一部に第1滑物質110がコーティングされた第1金属膜120からなる前記陰極板100において、前記陰極板100の一側面の、前記第1滑物質110がコーティングされていない部分に接着物質を付着させる段階と、
a−2)接着物質が付着した前記陰極板100を前記分離膜300上に所定の間隔で配置して付着させる段階と、
a−3)前記陰極板100が付着した分離膜300を所定の規格で切断する段階と、
を含んでなることを特徴とする、請求項1に記載の高出力リチウム電池の積層方法。
【請求項3】
前記第1金属膜120は、銅であることを特徴とする、請求項2に記載の高出力リチウム電池の積層方法。
【請求項4】
前記b)段階は、
b−1)所定の規格で切断されて、両側面の一部に第2滑物質210がコーティングされた第2金属膜220からなる前記陽極板200において、前記陽極板200の一側面の、前記第2滑物質210がコーティングされていない部分に接着物質を付着させる段階と、
b−2)接着物質が付着した前記陽極板200を前記分離膜300上に所定の間隔で配置して付着させる段階と、
b−3)前記陽極板200が付着した分離膜300を所定の規格で切断する段階と、
を含んでなることを特徴とする、請求項1に記載の高出力リチウム電池の積層方法。
【請求項5】
前記第2金属膜220は、アルミニウムであることを特徴とする、請求項4に記載の高出力リチウム電池の積層方法。
【請求項6】
前記c)段階は、
c−1)前記陰極板100の第1滑物質がコーティングされていない面と、前記分離膜300に付着した陰極板100の第1滑物質110がコーティングされていない面と、前記分離膜300に付着した陽極板200の第2滑物質がコーティングされていない面に接着物質を付着させる段階と、
c−2)最下層に、接着物質が付着した前記陰極板100が置かれて、その上に、前記分離膜300に付着した陽極板200と前記分離膜300に付着した陰極板100とを交互に多数積層する段階と、
を含んでなることを特徴とする、請求項1に記載の高出力リチウム電池の積層方法。
【請求項7】
前記接着物質は、接着剤またはテープを含む接着手段であることを特徴とする、請求項2乃至6のいずれかに記載の高出力リチウム電池の積層方法。
【請求項8】
前記a−3)段階及びb−3)段階の切断工程において、ヒートカッティング(heat cutting)を使用することを特徴とする、請求項2乃至5のいずれかに記載の高出力リチウム電池の積層方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公表番号】特表2010−529617(P2010−529617A)
【公表日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願番号】特願2010−511103(P2010−511103)
【出願日】平成20年5月15日(2008.5.15)
【国際出願番号】PCT/KR2008/002717
【国際公開番号】WO2008/150070
【国際公開日】平成20年12月11日(2008.12.11)
【出願人】(308007044)エスケー エナジー カンパニー リミテッド (53)
【Fターム(参考)】
【公表日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願日】平成20年5月15日(2008.5.15)
【国際出願番号】PCT/KR2008/002717
【国際公開番号】WO2008/150070
【国際公開日】平成20年12月11日(2008.12.11)
【出願人】(308007044)エスケー エナジー カンパニー リミテッド (53)
【Fターム(参考)】
[ Back to top ]