
高分子品
【課題】機械的強度、じん性、及び延伸性に優れている高分子品を提供する。
【解決手段】本発明に係る高分子品は、高分子材料により形成されており、かつ高分子素材又は高分子成形体である。本発明に係る高分子品は、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である。
【解決手段】本発明に係る高分子品は、高分子材料により形成されており、かつ高分子素材又は高分子成形体である。本発明に係る高分子品は、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高分子材料の加熱及び圧縮により形成されており、かつ高分子素材又は高分子成形体である高分子品に関し、より詳細には、機械的強度、じん性及び延伸性、並びにさらに好ましくは耐熱性に優れている高分子品、及び該高分子品の製造方法に関する。
【背景技術】
【0002】
ポリエチレン及びポリプロピレンは、汎用プラスチックと呼ばれている。ポリエチレン及びポリプリピレンは、非常に安価であり、成形性が良好であり、比重が1.0以下であって軽量である。このため、汎用プラスチックは、家電製品、パソコン等の情報機器及びOA機器等の筐体、並びに自動車の内装品等に広く用いられている。
【0003】
しかしながら、汎用プラスチックは、機械的強度が低かったり、じん性が低かったり、延伸性が低かったりする。このため、例えば、汎用プラスチックを金属材料の代替材料として用いることは、一般に困難である。
【0004】
汎用プラスチックのじん性及び延伸性を高める方法としては、汎用プラスチックにゴム材料を配合する方法が一般的である。しかし、この方法では、機械的強度が著しく低下するという問題がある。また、汎用プラスチックにゴム系材料を配合し、十分に分散させることが困難であるという問題もある。
【0005】
他方、汎用プラスチックの機械的強度等の特性を高めて、金属材料の代替材料として用いるには、汎用プラスチックの分子を配向させたり、結晶の割合を高めたりすることが考えられる。
【0006】
下記の特許文献1には、汎用プラスチックの機械的強度を高めるために、ポリエチレン及びポリプロピレンなどの高分子溶融液を、臨界伸長ひずみ速度以上のひずみ速度で伸長し、高分子溶融液を配向溶融液状態にする配向溶融液化工程と、高分子溶融液の配向溶融液状態を維持しつつ、冷却結晶化する急冷結晶化工程とを備える高分子配向結晶体の製造方法が開示されている。ここでは、高分子溶融液を得るために、高分子を該高分子の融点以上の温度に加熱している。この製造方法によれば、高分子の結晶化度を比較的高くすることができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】WO2007/026832A1
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に記載の製造方法では、得られる高分子配向結晶体の結晶化度が比較的高くなる結果、得られる高分子配向結晶体の機械的強度が高くなる。他方、高分子配向結晶体の用途によっては、機械的強度が高いだけでなく、じん性、延伸性及び耐熱性にも優れていることが望まれることがある。
【0009】
近年、新規な汎用プラスチック材料の開発が検討されている。機械的強度が高いだけでなく、じん性、延伸性及び耐熱性にも優れた汎用プラスチックの開発は、汎用プラスチックの利便性を高め、更に汎用プラスチックの用途を拡大させる。
【0010】
本発明の目的は、じん性及び延伸性に優れている高分子品及び該高分子品の製造方法を提供することである。
【0011】
本発明の他の目的は、じん性、延伸性及び耐熱性に優れた高分子品及びその製造方法を提供することである。
【課題を解決するための手段】
【0012】
本発明の広い局面によれば、高分子材料を加熱及び圧縮することにより形成されており、かつ高分子素材又は高分子成形体である高分子品であって、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である、高分子品が提供される。
【0013】
本発明のある特定の局面によれば、上記高分子品の融点は、前記高分子材料の融点+5℃以上である。従って、耐熱性に優れた高分子品を提供することができる。
【0014】
本発明に係る高分子品の他の特定の局面では、高分子品は、ポリオレフィン樹脂により形成されており、かつポリオレフィン素材又はポリオレフィン成形体である。
【0015】
本発明に係る高分子品の他の特定の局面では、高分子品は、ポリプロピレン樹脂により形成されており、かつポリプロピレン素材又はポリプロピレン成形体である。
【0016】
また、本発明の他の広い局面によれば、高分子材料を用いて、高分子素材又は高分子成形体である高分子品を製造する方法であって、上記高分子材料の融点(℃)をTmとしたときに、上記高分子材料を、(Tm−70)℃以上、(Tm)℃未満の温度に加熱する加熱工程と、上記加熱工程により加熱された上記高分子材料を冷却し、冷却過程で、該高分子材料を圧縮することにより、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である高分子品を得る圧縮工程とを備える、高分子品の製造方法が提供される。
【0017】
本発明の高分子品の製造方法のある特定の局面では、上記加熱工程において、上記高分子材料を(Tm−15)℃以上、(Tm−5)℃未満の温度に加熱し、前記圧縮工程において、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上、融点が該高分子材料の融点+5℃以上である高分子品を得る。従って、機械的強度、じん性、延伸性だけでなく耐熱性に優れた高分子品を提供することができる。
【0018】
本発明に係る高分子品の製造方法のある特定の局面では、上記高分子材料として、ポリオレィン樹脂を用いて、ポリオレィン素材又はポリオレィン成形体である高分子品を製造する。
【0019】
本発明に係る高分子品の製造方法の他の特定の局面では、上記高分子材料として、ポリプロピレン樹脂を用いて、ポリプロピレン素材又はポリプロピレン成形体である高分子品を製造する。
【0020】
本発明に係る高分子品の製造方法のさらに他の特定の局面では、上記圧縮工程において、圧縮前の上記高分子材料の厚みT1(mm)に対する圧縮後に得られる高分子品の厚みT2(mm)の差の比((T1−T2)/T1)(圧縮率)が0.5以上、0.98以下であるように、上記高分子材料が圧縮される。
【0021】
本発明に係る高分子品のさらに別の特定の局面では、上記圧縮工程中の冷却過程において、110℃以上の温度で、前記高分子材料を圧縮する。それによって、機械的強度、じん性及び延伸性をより一層高めることができる。
【0022】
また、本発明に係る高分子品のさらに他の特定の局面によれば、前記高分子材料として、高分子材料よりなる突出部付シートを用意し、該突出部付シートは、シート本体と、シート本体の片面に形成された突出部とを有し、前記加熱工程において、前記突出部付シートを加熱した後に前記該圧縮工程において前記突出部がつぶされかつ展延されて平坦なシート層部分を形成するように、前記突出部付シートを圧延し、前記高分子品として高分子シートを得る。この場合には、上記突出部付シートを用意した後に、加熱し、圧延するだけで、平坦な高分子シートを得ることができる。しかも、該高分子シートにおいて、結晶化度及び融点を元の高分子材料より効果的に高めることができる。よって、結晶性及び耐熱性に優れた高分子シートを容易にかつ安価に提供することができる。加えて、圧延工程において突出部を潰し、展延させる。そのため、隙間に流れ込むことにより、平坦な高分子シートが形成される。従って、バンクが生じない。それによって、均一な厚みの幅の広い高分子シートを安定に得ることができる。
【0023】
上記突出部付シートを用いて高分子シートを得る場合、好ましくは、前記高分子材料の融点をTmとしたときに、前記加熱工程において(Tm−20℃)〜Tm(℃)の範囲内の温度に前記突起付シートを加熱し、前記圧延に際し、(Tm−25℃)〜(Tm−10℃)の範囲内の温度で圧延を行う。この場合には、高分子シートの結晶化度及び融点をより効果的に高めることができる。
【0024】
前記突出部付シートとしては、好ましくは突出部として複数の突起が形成されており、該突起のシート本体表面からの高さをH、該突起の突出方向と直行する方向の寸法をDとしたときに、アスペクト比D/Hが0.5〜2の範囲にある突出部付シートを用いる。この場合には、圧延工程において、突起を潰し、突起と突起との隙間に展延させることができる。従って、平坦な高分子シートをより一層確実に得ることができる。
【0025】
好ましくは、前記突起が円柱状の形状を有し、前記Dが前記円柱状の形状の直径である。この場合には、圧延工程において、突起の外側に均一に展延され易い。そのため、平坦なシート層部分をより確実に形成することができる。
【0026】
本発明に係る高分子品は、好ましくは上記高分子品の製造方法により得られた高分子品である。本発明に係る高分子品は、より好ましくは上記高分子品の製造方法により得られた高分子品であり、上記高分子材料としてポリオレフィン樹脂が用いられており、ポリオレフィン素材又はポリオレフィン成形体である。上記ポリオレフィン樹脂としては、ポリプロピレン樹脂が用いられており、ポリプロピレン素材又はポリプロピレン成形体である。
【発明の効果】
【0027】
本発明に係る高分子品は、高分子材料により形成されており、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上であるので、機械的強度、じん性、及び延伸性に優れている。
【0028】
また、上記高分子品の融点が高分子材料の融点+5℃以上である場合には、高分子品の耐熱性も高めることができる。
【図面の簡単な説明】
【0029】
【図1】図1は、本発明の一実施形態に係る高分子品の製造方法における経過時間と高分子材料の温度との関係を説明するための図である。
【図2】図2は、プレス成形装置を用いて、高分子品を圧縮する工程を説明するための模式的な斜視図である。
【図3】図3(a)は、実施例5で用意した高分子シートの平面図であり、(b)は、該突出部付シートの形状を説明するための模式的正面図である。
【図4】図4は、本発明で用いられる突出部付シートの変形例を示す斜視図である。
【図5】図5は、本発明で用いられる突出部付シートの他の変形例を示す斜視図である。
【発明を実施するための形態】
【0030】
以下、本発明の詳細を説明する。
【0031】
(高分子品)
本発明に係る高分子品は、高分子材料を加熱及び圧縮することにより形成されているものである。本発明に係る高分子品は、高分子素材又は高分子成形体である。該高分子素材は、例えば、高分子成形体を得るための材料として用いることができる。
【0032】
本発明に係る高分子品の結晶化度は50%以上、90%未満である。高分子品の機械的強度をより一層高める観点からは、上記結晶化度は、好ましくは60%以上、好ましくは88%以下である。結晶化度が高いほど、高分子品の機械的強度が高くなる。
【0033】
結晶化度は、JIS K 7122に準拠して測定される。該結晶化度は、具体的には、高分子品を熱流束示差走査熱量測定装置の容器に入れ、高分子品を200℃まで加熱し、DSC曲線のピーク面積を求め、209mJ/mgで除し、100を乗することにより算出される。結晶化度の測定装置として、エスアイアイナノテクノロジー社製「DSC6220」等が用いられる。
【0034】
本発明に係る高分子品の23℃での破断時の引張ひずみは60%以上である。高分子品のじん性及び延伸性をより一層高める観点からは、上記破断時の引張ひずみは、好ましくは65%以上、好ましくは300%以下、より好ましくは250%以下である。引張ひずみが高いほど、高分子品のじん性及び延伸性が高くなる。上記引張ひずみは、引っ張る前の高分子品の引っ張る方向の寸法P1に対する引っ張った後の高分子品の引っ張った方向の寸法の差P2−P1の比((P2−P1)/P1×100)である。
【0035】
破断時の引張ひずみは、JIS K 7113に準拠して測定される。破断時の引張ひずみは、具体的には、高分子品を23℃で、つかみ具の試験速度が50mm/分で引張試験することにより測定される。引張ひずみの測定装置として、エー・アンド・ディ社製「テンシロン万能試験機 RTCシリーズ」等が用いられる。
【0036】
高分子品の剛性をより一層高める観点からは、本発明に係る高分子品の23℃での引張弾性率は、好ましくは1400MPa以上、好ましくは20000MPa以下である。高分子品のじん性をさらに一層高める観点からは、上記引張弾性率は、より好ましくは1500MPa以上、より好ましくは15000MPa以下である。
【0037】
(高分子材料)
前述したように、本発明に係る高分子品は、高分子材料を加熱及び圧縮することにより得られる。このような高分子材料の形態は特に限定されず、シート状、様々な形状の成形品、粒子状など任意の形状を有するものであってもよい。もっとも、加熱及び圧縮により結晶化度及び融点を高め、機械的強度を高めることができるものであるため、目的とする高分子品の形状に応じた形状の高分子材料を用いることが望ましい。例えば、シート状の本発明に係る高分子品を得る場合、シート状の高分子材料を用いることが望ましい。
【0038】
もっとも、本発明では、高分子シートを得るに当たり、最終的な高分子シートと同様にシート状の高分子材料を用いてもよいが、以下に述べる突出部付シートを用いることも望ましい。
【0039】
上記突出部付シートは、平坦なシート本体と、シート本体の片面に形成された突出部とを有する。
【0040】
この上記シート本体の厚みは、特に限定されるものではない。最終的に得ようとする高分子シートの厚みに応じて、シート本体の厚みを選択すればよい。もっとも、圧延工程において、一対のロール間で圧延するには、シート本体の厚みは5mm以下程度であることが好ましい。また、シート本体の厚みが薄すぎると、圧延に際し、シート本体が破損するおそれがある。従って、シート本体の厚みは0.05mm以上であることが望ましい。
【0041】
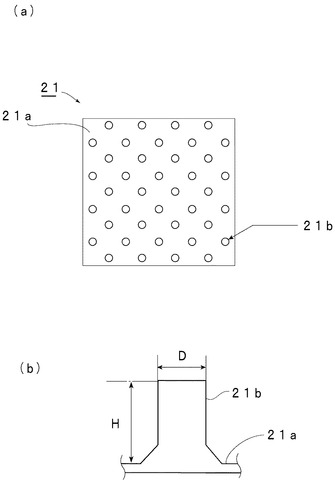
上記突出部の形状は特に限定されない。好ましくは、図3(a)及び(b)に示すように、複数の突起21bを有する突起付シート21が用いられる。突起付シート21では、平坦なシート本体21aの片面に、複数の突起21bが分散配置されている。突起は、円柱状、角柱状、円錐台状、角錐台状などの様々な形状を有していてもよい。好ましくは、突起の突出方向に沿って突起の突出方向と直交する方向が変化しない、例えば、円柱状または角柱状の突起が望ましい。それによって、圧延工程において、複数の突起を展延させた際に、展延された部分同士の脱着がより確実に行われ、平坦なシート層部分をより確実に形成することができる。より好ましくは、突起は円柱状の形状を有する。その場合には、ロールに接触されてつぶされた際に、突起が平面視で外周方向に均一に展延されやすい。従って、平坦なシート層をより確実に形成することができる。
【0042】
上記突起のシート本体表面からの高さをH、突起の該高さ方向と直交する方向の寸法をDとしたときに、アスペクト比D/Hは、0.5〜2の範囲にあることが必要である。アスペクト比D/Hが0.5より小さいと、結晶化度があがらない。2を超えると、圧延に際し、突起が均一につぶされ難くなり、物性がばらついてしまう。
【0043】
上記突起はシート本体の片面に複数設けられているが、この複数の突起は、圧延に際して複数の突起がつぶされ、展延され、平坦なシート層部分を形成するように設けられている。従って、複数の突起はシート本体の片面において、均一に分散配置されていることが望ましい。もっとも、複数の突起のピッチ及び複数の突起の数については、突起を構成している高分子材料の圧延工程におけるつぶされやすさ、圧延工程に際しての加熱温度、突起の形状及び寸法によっても異なるため、圧延工程においてつぶされて平坦なシート層を形成するようにピッチ及び数を選択すればよい。
【0044】
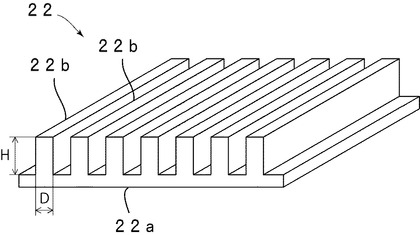
また、上記複数の突起としては、図4に示すように互いに間隔を隔てて配置されている複数本のリブ22bを用いてもよい。図4に示す突起付シート22では、平坦なシート本体22aの片面に複数本のリブ22bが平行に配置されている。なお、リブ22bの横断面形状は図4では矩形であるが、三角形、台形、リブの頂点が局面状の形状などの様々な形状に変形し得る。また、複数本のリブは互いに平行に配置される必要は必ずしもない。
【0045】
複数本のリブ22bを設けた構造においても、リブの幅をD、高さをHとしたとき、アスペクト比D/Hを0.5〜2の範囲とすることが望ましい。
【0046】
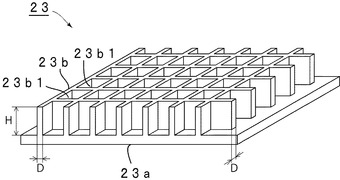
さらに、本発明において、上記突出部付シートの突出部としては、上述した突起に限らず、シート本体側とは反対側の面に開いた複数の開口部を有する突出部を用いてもよい。図5に示す突出部付シート23では、平坦なシート本体23aの片面に突出部23bが設けられている。この突出部23は、複数の開口部23b1を有する。開口部23b1は、矩形の開口形状を有し、突出部23bの上面からシート本体23aの上面に至るように設けられている。もっとも、開口部23b1の平面形状は矩形に限らず、他の形状であってもよい。従って、例えば六角形の開口形状を有する複数の開口部を有するハニカム形状の突出部を設けてもよい。突出部23bを設けた構造では、圧延工程において、開口部23b1内に周囲の突出部部分が展延し、平坦なシート部分を形成することとなる。この場合好ましくは、上記複数の開口部23b1を囲んでいる突出部壁の厚みをD、高さをHとしたとき、アスペクト比D/Hを0.5〜2の範囲とすることが望ましい。
【0047】
本発明に係る高分子品は、好ましくは、前記高分子材料の融点+5℃以上の融点を有する。この融点は、前述したDSC曲線のピーク温度を読み取ることにより求めることができる。本発明に係る高分子品では、融点が前記高分子材料の融点+5℃以上であることが好ましく、それによって、高分子品の耐熱性も高めることが可能となる。
【0048】
上記高分子を形成するために用いられる上記高分子材料は、熱可塑性樹脂であることが好ましい。上記高分子材料は、融点を有する。上記高分子材料の重量平均分子量は、一般に5000以上であり、好ましくは10000以上である。
【0049】
上記高分子材料の具体例としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、ポリアミド樹脂、ポリカーボネート樹脂、飽和ポリエステル樹脂、及びポリメタクリル酸エステル樹脂等が挙げられる。高分子材料は、1種のみが用いられてもよく、2種以上が併用されてもよい。軽量性、リサイクル性及び低コストのバランスに優れているので、ポリオレフィン樹脂が好ましく、ポリプロピレン樹脂又はポリエチレン樹脂がより好ましく、ポリプロピレン樹脂がより好ましい。特に、ポリプロピレン樹脂の使用により、得られる高分子品の機械的強度、じん性、延伸性、及び耐熱性が非常に良好になる。
【0050】
本発明に係る高分子品は、ポリオレフィン樹脂により形成されており、かつポリオレフィン素材又はポリオレフィン成形体であることが好ましい。本発明に係る高分子品は、ポリプロピレン樹脂又はポリエチレン樹脂により形成されており、ポリエチレン素材、ポリエチレン成形体、ポリプロピレン素材又はポリプロピレン成形体であることがより好ましい。本発明に係る高分子品は、ポリプロピレン樹脂により形成されており、かつポリプロピレン素材又はポリプロピレン成形体であることが更に好ましい。
【0051】
上記ポリエチレン樹脂としては、低密度ポリエチレンが好適に用いられる。上記ポリエチレン樹脂は、長鎖分岐状低密度ポリエチレンであることが好ましい。上記ポリエチレン樹脂は、1000〜4000気圧及び200〜300℃の環境下で、ラジカル重合により得られる長鎖分岐状低密度ポリエチレンであることが好ましい。長鎖分岐状低密度ポリエチレンの密度は0.918〜0.923g/cm3程度である。軽量であり、かつ成形性に優れているので、長鎖分岐状であるポリエチレン系樹脂が最も好ましい。ポリエチレン樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0052】
上記ポリエチレン樹脂としては、ホモポリエチレン及びエチレンと他のモノマーとの共重合体等が挙げられる。エチレンと他のモノマーとの共重合体の場合には、エチレンが主成分として用いられ、例えばエチレン−α−オレフィン共重合体を得るためのモノマーの合計100重量%中にエチレンが50重量%以上用いられる。なかでも、ランダムポリエチレンが好適に用いられる。
【0053】
上記エチレンと他のモノマーとの共重合体としては、例えば、エチレン−α−オレフィン共重合体等が挙げられる。エチレンと他のモノマーとの共重合体の共重合の形態は特に限定されない。エチレンと他のモノマーとの共重合体は、ブロック共重合体、ランダム共重合体及びランダムブロック共重合体等のいずれであってもよい。
【0054】
上記ポリプロピレン樹脂としては、ホモポリプロピレン及びプロピレンと他のモノマーとの共重合体等が挙げられる。プロピレンと他のモノマーとの共重合体の場合には、プロピレンが主成分として用いられ、例えばプロピレン−α−オレフィン共重合体を得るためのモノマーの合計100重量%中にプロピレンが50重量%以上用いられる。なかでも、ランダムポリプロピレンが好適に用いられる。ポリプロピレン樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0055】
上記プロピレンと他のモノマーとの共重合体としては、例えば、プロピレン−α−オレフィン共重合体等が挙げられる。プロピレンと他のモノマーとの共重合体の共重合の形態は特に限定されない。プロピレンと他のモノマーとの共重合体は、ブロック共重合体、ランダム共重合体及びランダムブロック共重合体等のいずれであってもよい。
【0056】
上記エチレン−α−オレフィン共重合体及び上記プロピレン−α−オレフィン共重合体におけるα−オレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン及び1−オクテン等が挙げられる。上記エチレン−α−オレフィン共重合体及び上記プロピレン−α−オレフィン共重合体を得るためのモノマーの合計100重量%中、α−オレフィンの含有量は、好ましくは1重量%以上、より好ましくは2重量%以上、好ましくは8重量%以下、より好ましくは5重量%以下である。α−オレフィンの含有量が上記上限以下であると、高分子品の外観をより一層良好にできる。α−オレフィンの含有量が上記下限以上であると、高分子品の機械的強度及び靭性がより一層高くなる。
【0057】
(高分子品の製造方法)
本発明に係る高分子品を得るための製造方法は特に限定されない。この製造方法として、例えば、射出成形法、押出成形後のロール法、圧延法、及びプレス法のいずれも適用可能である。
【0058】
本発明に係る高分子品の製造方法は、前述の高分子材料を用いて、高分子素材又は高分子成形体である高分子品を製造する方法である。本発明に係る高分子品の製造方法は、上記高分子材料の融点(℃)をTmとしたときに、上記高分子材料を、(Tm−70)℃以上、Tm未満の温度に加熱する加熱工程と、上記加熱工程により加熱された上記高分子材料を冷却し、冷却過程で、該高分子材料を圧縮することにより、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である高分子品を得る圧縮工程とを備える。
【0059】
好ましくは、上記加熱工程において、高分子材料を(Tm−15)℃以上、(Tm−5)℃未満の温度に加熱する。それによって、圧縮工程により、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上であり、融点が前記高分子材料の融点+5℃以上である、高分子品を得ることができる。従って、得られる高分子品の耐熱性も高めることができる。
【0060】
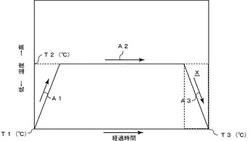
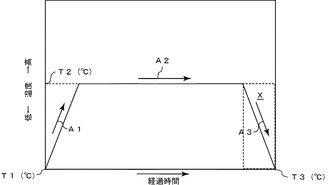
図1に高分子品を得る各工程における経過時間と高分子材料の温度との関係の一例を示す。先ず、図1に示す温度T1(℃)の高分子材料を、矢印A1で示すように、図1に示す温度T2(℃)まで加熱する(加熱工程)。温度T1は、一般に常温であり、23℃程度である。温度T2は、(Tm−70)℃以上、Tm未満、好ましくは、(Tm−15)℃以上、(Tm−5)℃未満である。加熱速度は、特に限定されないが、10〜120℃/分程度である。
【0061】
次に、矢印A2で示すように、加熱された高分子材料を、温度T2で一定時間保持してもよい。加熱された高分子材料を温度T2の温度に保持する時間の目安としては、30秒〜15分程度である。ただし、加熱の後に速やかに、加熱された高分子材料を冷却してもよい。例えば、加熱の後30秒経過する前に、高分子材料を冷却してもよい。
【0062】
その後、温度T2(℃)に加熱された高分子材料を、矢印A3で示すように、図1に示す温度T3(℃)まで冷却する。温度T3は、一般に常温であり、23℃程度である。冷却速度は、特に限定されないが、5〜100℃/分程度である。この冷却過程で、すなわち図1に示す破線で囲まれた領域Xの範囲内で、上記特定の温度に加熱された高分子材料を圧縮する(圧縮工程)。圧縮により、高分子材料の配向が揃い、結晶化度が高くなる。圧縮された高分子材料は、圧縮変形する。
【0063】
上記圧縮工程において、加熱された高分子材料を冷却し、冷却過程において110℃以上で、該高分子材料を圧縮することが好ましい。これにより、機械的強度、じん性及び延伸性により一層優れている高分子品を得ることができる。圧縮時の高分子材料の温度は、好ましくは(Tm−5)℃以下、より好ましくは(Tm−7.5)℃以下である。
【0064】
上記高分子材料の圧縮条件は特に限定されない。上記高分子材料を、プレス機の油圧の圧力で圧縮することが好ましい。圧縮は、1回行われてもよく、複数回にわけて行われてもよい。なお、本発明において、冷却過程で圧縮する場合には、冷却を一旦やめて圧縮する場合も含まれる。すなわち、冷却を一旦やめて圧縮し、その後冷却を再開してもよい。
【0065】
高分子品の機械的強度、じん性及び延伸性をより一層高める観点からは、圧縮前の高分子材料の厚みT1(mm)に対する圧縮後の高分子品の厚みT2(mm)の差の比((T2−T1)/T1)(以下、圧縮率ともいう)は、好ましくは0.5以上、好ましくは0.98以下である。圧縮工程において、上記圧縮率が0.5以上、0.98以下であるように、加熱された高分子材料を圧縮することが好ましい。高分子品の機械的強度、じん性及び延伸性をさらに一層高める観点からは、上記圧縮率は、より好ましくは0.66以上、より好ましくは0.95以下である。
【0066】
本発明に係る高分子品の製造方法の主な特徴は、高分子材料を(Tm−70)℃以上、Tm未満、好ましくは、(Tm−15)℃以上、(Tm−5)℃未満の温度に加熱すること、並びに冷却過程で、加熱された高分子材料を圧縮することである。それによって、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上、好ましくは融点が該高分子材料の融点+5℃以上である、高分子品を得ることができる。また、得られる高分子品の機械的強度、じん性、延伸性が良好になる。
【0067】
また、上記加熱工程において、加熱温度が(Tm−15)℃以上、(Tm−5)℃未満の好ましい温度範囲で加熱すれば、上記のように耐熱性においても優れた高分子品を提供することができる。
【0068】
さらに、得られた高分子品の透明性も高くなる。また、本発明に係る高分子品の製造方法により得られる高分子品は、該高分子品を曲げて元に戻した時に、曲げられていた部分が白色化しても透明に戻りやすい。
【0069】
本発明に係る高分子品を得るための製造方法の一例としては、具体的には、以下の製造方法が挙げられる。
【0070】
射出成形法を用いる場合は、高分子材料を加熱し、加熱された高分子材料を、固定型と該固定型に対して近接及び離間することが可能な可動型とを有する金型内に射出し、充填する。所定の時間が経過した後、加熱された高分子材料を冷却する。冷却過程で、該高分子材料を圧縮する。その後、十分に冷却し、高分子材料を固化させ、高分子品を得る。
【0071】
プレス法を用いる場合には、高分子材料を加熱し、所定の時間が経過した後、加熱された高分子材料を冷却する。冷却過程で、該高分子材料はプレス成形装置を用いて圧縮する。その後、十分に冷却し、高分子材料を固化させ、高分子品を得る。
【0072】
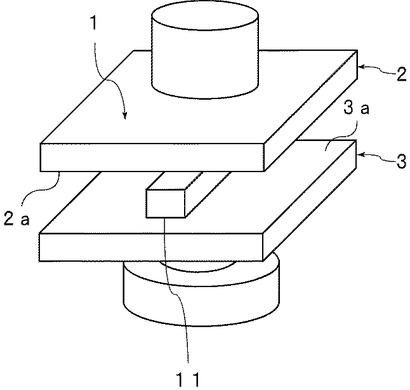
プレス法には、例えば、図2に示すプレス成形装置を用いることができる。図2に示すプレス成形装置1は、上側の第1の金型2と、下側の第2の金型3とを備える。第1の金型2の下面2aと、第2の金型3の上面3aとにより、加熱された高分子材料11を圧縮することができる。プレス成形装置1では、第2の金型3を上昇させ、加熱された高分子材料11を圧縮し、高分子材料11を所定の厚みにすることができる。また、プレス成形装置1では、高分子材料11を圧縮する際の圧力を任意に設定できる。
【0073】
なお、高分子材料に、例えば高分子品を得る際に従来用いられている他の成分が添加された組成物を用いて、高分子品を得てもよい。
【0074】
(突出部付シートを用いた高分子シートの製造方法)
1)予熱工程
前述した突出部付シートを高分子材料として用いた高分子シートの製造方法では、上記突出部付シートを圧延するに先立ち、加熱する。すなわち、加熱工程として、圧延に先立って予熱する。この加熱温度については、上記高分子材料の融点をTmとしたときに、Tm(℃)以下の温度に加熱することが望ましい。Tmを超える温度まで加熱すると、高分子材料が溶融し、突出部の形状保持が困難になり、所望の結晶化度が得られない。また、加熱工程における加熱温度が低すぎると、圧延に際し、複数の突起を確実につぶし、平坦なシート層を形成することができなくなることがある。従って、加熱温度は(Tm−20℃)以上であることが望ましい。
【0075】
なお、本明細書において、高分子材料及び高分子シートの融点及び結晶化度は、DSC測定により得られたピーク温度に基づき求められた値である。
【0076】
上記加熱の方法については、特に限定されず、突出部付シートを加熱ロールに接触させつつ搬送する方法、圧延に先立ち突出部付シートを加熱装置内を通過させる方法、高温の気体を吹き付ける方法などの適宜の方法を用いることができる。
【0077】
また、加熱工程における上記予熱温度は、圧延に際し後述のロールに接触される直前の温度をいうものとする。すなわち、圧延工程に供される直前の突起付シートの温度を上記特定の加熱温度範囲内とするように加熱すればよい。
【0078】
2)圧延工程
上記加熱工程に続いて、圧縮工程として突出部付シートを圧延し、高分子シートを得る。この圧延は、突出部がつぶされ、展延され、平坦なシート層部分を形成するように行う。具体的には、一対のロール間のクリアランスを、供給される突出部付シートの上記突出部を含む厚みよりも狭くしておき、突出部付シートを一対の圧延ロール間に供給しておき、圧延する。
【0079】
シート本体の厚みは、一対の圧延ロール間のクリアランスよりも小さくともよい。すなわち、本発明の製造方法では、圧延工程は、上記シート本体自体の厚みを薄くするものではなく、突出部をつぶし、平坦なシート層部分を形成するために行う。従って、上記圧延ロール間のクリアランスは、シート本体の厚みよりも大きくてよい。
【0080】
また、上記クリアランスの大きさは、突出部がつぶされて平坦なシート層部分を形成した場合の平坦なシート層部分と、上記シート本体の厚みとの和と同等または該和よりも若干小さくすればよい。それによって、平坦なシート層部分を確実に形成することができ、従って平坦な高分子シートを得ることができる。このようなクリアランスの大きさは、突出部の形状、寸法及び例えば複数の突起のピッチ、数等を考慮して設定することができる。すなわち、シート本体の単位面積をS0、上記単位面積S0辺りに存在する突出部の体積の合計をVとしたとき、圧延倍率にもよるが最大でt=V/S0の厚みのシート層部分が形成されることになる。従って、シート本体の厚みをt0とすると、上記クリアランスは、t0+tと等しい大きさ、またはt0+tよりも若干小さい大きさとすればよい。
【0081】
上記圧延に際しての温度は、上記突出部付シートが溶融しない温度であればよく、従って、Tm以下であればよい。好ましくは、(Tm−25℃)〜(Tm−10℃)の範囲内の温度で圧延を行うことが望ましい。この範囲内の温度で圧延を行うことで、上記突出部を確実に軟化させてつぶすことがで、平坦なシート層部分をより一層確実に形成することができる。
【0082】
上記圧延工程は、周知の高分子樹脂シートの圧延方法に従って、一対の圧延ロール間に上記突起付シートを供給することにより行い得る。本発明では、溶融樹脂をロールに接触させるものではなく、上記のように、予熱された、すなわち溶融していない突出部付シートをロールに接触させる。従って、バンクが生じない。よって、幅の広い高分子シートを得ようとする場合であっても、均一な厚みの幅の広いシートを確実にかつ安定に得るとことができる。
【0083】
しかも、本発明によれば、後述の実験例から明らかなように、上記突出部を圧延工程においてつぶし、展延することにより形成された平坦なシート層部分を有するため、得られた高分子シートの結晶化度及び融点を、元の高分子材料の結晶化度及び融点よりも大幅に高めることが可能となる。従って、結晶性及び耐熱性に優れた高分子シートを、安価な汎用の樹脂を用いて提供することが可能となる。
【0084】
なお、上記突出部付シートを用いて高分子シートを製造するに際しては、1枚の突出部付シートを用いてもよいが、複数枚の突出部付シートを積層してもよい。すなわち、複数枚の突出部付積層シートを加熱した後、圧延することにより高分子シートを得てもよい。その場合には、厚みの厚い平坦な高分子シートを安定に得ることができる。
【0085】
3)高分子シート
上記のように、突出部が圧延工程においてつぶされ、展延されることにより平坦なシート層部分が形成されている。従って、得られた高分子シートでは、融点及び結晶化度が、元の高分子材料である突起付シートよりも高められている。よって、高温で使用される用途や実装時に高温に晒される電子部品用樹脂材料として、本発明の高分子シートを好適に用いることができる。
【0086】
上記のようにして得られた高分子品は、特に限定されないが、例えば、パソコン等の情報機器、家電もしくはOA機器等の筐体、及び自動車の内装品等に用いられる。これら以外の用途に高分子品を用いてもよい。
【0087】
以下、本発明について、実施例および比較例を挙げて具体的に説明する。本発明は、以下の実施例のみに限定されない。
【0088】
(実施例1)
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚みT1:3.0mmの大きさに射出成形し、高分子材料として成形品を得た。
【0089】
得られた成形品を、オーブン内で常温(23℃)から150℃に加熱して、図2に示すプレス成形装置1の第2の金型3の上面3aに置いた。その後、150℃に加熱された高分子品を降温速度10℃/分で冷却しながら、高分子品の温度が145℃であるときに、第2の金型3を上昇させ、第1の金型の下面と第2の金型の上面とで圧縮前の高分子品を厚みT2が0.8mm(比(T1−T2)/T1)(圧縮率)=0.73)になるまで油圧の圧力で圧縮し、常温(23℃)まで冷却し、高分子品を得た。
【0090】
(実施例2)
圧縮前の成形品を、厚みT2が0.6mm(比(T1−T2)/T1)(圧縮率)=0.8)になるまで圧縮したこと以外は実施例1と同様にして、高分子品を得た。
【0091】
(実施例3)
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚みT2:3.0mmの大きさに射出成形し、高分子材料として成形品を得た。
【0092】
得られた成形品を、オーブン内で常温(23℃)から160℃に加熱して、図2に示すプレス成形装置1の第2の金型3の上面3aに置いた。その後、160℃に加熱された高分子品を降温速度10℃/分で冷却しながら、高分子品の温度が155℃であるときに、第2の金型3を上昇させ、第1の金型の下面と第2の金型の上面とで圧縮前の高分子品を厚みT1が0.6mm(比(T2−T1)/T1(圧縮率)=0.8)になるまで油圧の圧力で圧縮し、常温(23℃)まで冷却し、高分子品を得た。
【0093】
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚み0.75mmの大きさに射出成形し、高分子品を得た。
【0094】
(実施例4)
T1が0.8mm(比(T2−T1)/T1(圧縮率)=0.73)になるまで油圧の圧力で圧縮し、常温(23℃)まで冷却し、その他の条件は実施例3と同様に高分子品を得た。
【0095】
(比較例1)
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚み0.75mmの大きさに射出成形し、高分子品を得た。
【0096】
(評価)
(1)結晶化度、融点
結晶化度は、JIS K 7122に準拠して測定される。該結晶化度は、具体的には、高分子品を熱流束示差走査熱量測定装置の容器に入れ、高分子品を200℃まで加熱し、DSC曲線のピーク面積を求め、209mJ/mgで除し、100を乗することにより算出される。結晶化度の測定装置として、エスアイアイナノテクノロジー社製「DSC6220」等が用いられる。熱可塑性樹脂の融点は、DSC(示差走査熱量分析)により測定された融解ピークにより求められた融解点である。
【0097】
(2)破断時の引張ひずみ
JIS K7113に準拠して、得られた高分子品を23℃で試験速度が50mm/分で引張試験することにより、高分子品が破断したときの引張ひずみを測定した。引張ひずみの測定装置として、エー・アンド・ディ社製「テンシロン万能試験機 RTCシリーズ」を用いた。
【0098】
(3)引張弾性率
得られた高分子品を23℃で試験速度が50mm/分で引張試験することにより、引張弾性率を測定した。引張弾性率の測定装置として、エー・アンド・ディ社製「テンシロン万能試験機 RTCシリーズ」を用いた。
【0099】
【表1】

【0100】
なお、以下の実施例5,6及び比較例2〜8で得た高分子シートの結晶化度及び融点については、実施例1の評価の結晶化度及び融点測定方法と同様にして求めた。
【0101】
[突起付シートを用いた実施例5,6と、比較例2〜8]
(実施例5)
ポリプロピレン(日本ポリプロ社製、ポリプロピレン、グレードMA3H、融点170℃)を用い、プレス成形により、図3(a)に示す突起付シート11を得た。なお、この突起付シート11において、シート本体11aの厚みは0.1mmとした。また、図3(b)に示すように、突起11bの高さHは5mm、直径Dは4mm、アスペクト比D/Hは0.8とした。また、複数の突起11bのピッチは31.1mmとした。
【0102】
上記突起付シートを、厚み0.05mmの一対のポリイミドフィルム間に挟み、予熱温度を160℃とし、一対の圧延ロール間に供給し、圧延した。圧延温度は150℃、ライン速度は20m/分とした。上記のようにして、厚み0.5mm、幅300mmの高分子シートを得た。
【0103】
厚み精度は±2.7%であった。
【0104】
結晶化度は58%、融点は176.0℃であった。
【0105】
(実施例6)
予熱温度を155℃としたことを除いては、実施例5と同様にして厚み0.5mm、幅300mmの高分子シートを得た。
【0106】
厚み精度は±2.4%であった。
【0107】
結晶化度は56%、融点は174.0℃であった。
【0108】
(比較例2)
実施例5で用いたポリプロピレン(日本ポリプロ社製、ポリプロピレン、グレードMA3H、融点170℃)を射出成形によりシート成形し、厚み5mmの高分子シートを得た。
【0109】
結晶化度は47.7%。融点は167.7℃であった。
【0110】
(比較例3)
高さHは1mm、直径Dは4mm、アスペクト比D/Hは0.25以外は実施例1と同様にシート化し、厚み0.18mmのシートを得た。結晶化度は48.5%。融点は168.3℃であった。
【0111】
(比較例4)
高さHは10mm、直径Dは4mm、アスペクト比D/Hは2.5以外は実施例1と同様にシート化し、厚み0.9mmの透明性が不均一なシートを得た。透明度の異なる2点の評価を行った結果、結晶化度は50.0%、融点は167.1℃と結晶化度56.0%、融点は173.5℃あった。
【0112】
(比較例5)
予熱温度を140℃以外は実施例5と同様にして試作を行ったが、突起が不均一につぶれ、均一なシートにならなかった。
【0113】
(比較例6)
予熱温度を175℃として実施例5と同様に試作を行った。結晶化度は49%、融点は167.7℃であった。
【0114】
(比較例7)
圧延温度を135℃以外は実施例5と同様にして試作を行ったが、突起が不均一につぶれ、均一なシートにならなかった。
【0115】
(比較例8)
圧延温度を175℃として実施例5と同様に試作を行った。結晶化度は49%、融点は168.7℃であった。
【0116】
実施例5及び実施例6によれば、比較例2〜8の融点及び結晶化度すなわち元のポリプロピレンの融点及び結晶化度に比べ、融点及び結晶化度を大幅に高め得ることがわかる。
【符号の説明】
【0117】
1…プレス成形装置
2…第1の金型
2a…下面
3…第2の金型
3a…上面
11…高分子材料
21…突起付シート
21a…シート本体
21b…突起
22…突起付シート
22a…シート本体
22b…リブ
23…突出部付シート
23a…シート本体
23b…突出部
23b1…開口部
【技術分野】
【0001】
本発明は、高分子材料の加熱及び圧縮により形成されており、かつ高分子素材又は高分子成形体である高分子品に関し、より詳細には、機械的強度、じん性及び延伸性、並びにさらに好ましくは耐熱性に優れている高分子品、及び該高分子品の製造方法に関する。
【背景技術】
【0002】
ポリエチレン及びポリプロピレンは、汎用プラスチックと呼ばれている。ポリエチレン及びポリプリピレンは、非常に安価であり、成形性が良好であり、比重が1.0以下であって軽量である。このため、汎用プラスチックは、家電製品、パソコン等の情報機器及びOA機器等の筐体、並びに自動車の内装品等に広く用いられている。
【0003】
しかしながら、汎用プラスチックは、機械的強度が低かったり、じん性が低かったり、延伸性が低かったりする。このため、例えば、汎用プラスチックを金属材料の代替材料として用いることは、一般に困難である。
【0004】
汎用プラスチックのじん性及び延伸性を高める方法としては、汎用プラスチックにゴム材料を配合する方法が一般的である。しかし、この方法では、機械的強度が著しく低下するという問題がある。また、汎用プラスチックにゴム系材料を配合し、十分に分散させることが困難であるという問題もある。
【0005】
他方、汎用プラスチックの機械的強度等の特性を高めて、金属材料の代替材料として用いるには、汎用プラスチックの分子を配向させたり、結晶の割合を高めたりすることが考えられる。
【0006】
下記の特許文献1には、汎用プラスチックの機械的強度を高めるために、ポリエチレン及びポリプロピレンなどの高分子溶融液を、臨界伸長ひずみ速度以上のひずみ速度で伸長し、高分子溶融液を配向溶融液状態にする配向溶融液化工程と、高分子溶融液の配向溶融液状態を維持しつつ、冷却結晶化する急冷結晶化工程とを備える高分子配向結晶体の製造方法が開示されている。ここでは、高分子溶融液を得るために、高分子を該高分子の融点以上の温度に加熱している。この製造方法によれば、高分子の結晶化度を比較的高くすることができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】WO2007/026832A1
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に記載の製造方法では、得られる高分子配向結晶体の結晶化度が比較的高くなる結果、得られる高分子配向結晶体の機械的強度が高くなる。他方、高分子配向結晶体の用途によっては、機械的強度が高いだけでなく、じん性、延伸性及び耐熱性にも優れていることが望まれることがある。
【0009】
近年、新規な汎用プラスチック材料の開発が検討されている。機械的強度が高いだけでなく、じん性、延伸性及び耐熱性にも優れた汎用プラスチックの開発は、汎用プラスチックの利便性を高め、更に汎用プラスチックの用途を拡大させる。
【0010】
本発明の目的は、じん性及び延伸性に優れている高分子品及び該高分子品の製造方法を提供することである。
【0011】
本発明の他の目的は、じん性、延伸性及び耐熱性に優れた高分子品及びその製造方法を提供することである。
【課題を解決するための手段】
【0012】
本発明の広い局面によれば、高分子材料を加熱及び圧縮することにより形成されており、かつ高分子素材又は高分子成形体である高分子品であって、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である、高分子品が提供される。
【0013】
本発明のある特定の局面によれば、上記高分子品の融点は、前記高分子材料の融点+5℃以上である。従って、耐熱性に優れた高分子品を提供することができる。
【0014】
本発明に係る高分子品の他の特定の局面では、高分子品は、ポリオレフィン樹脂により形成されており、かつポリオレフィン素材又はポリオレフィン成形体である。
【0015】
本発明に係る高分子品の他の特定の局面では、高分子品は、ポリプロピレン樹脂により形成されており、かつポリプロピレン素材又はポリプロピレン成形体である。
【0016】
また、本発明の他の広い局面によれば、高分子材料を用いて、高分子素材又は高分子成形体である高分子品を製造する方法であって、上記高分子材料の融点(℃)をTmとしたときに、上記高分子材料を、(Tm−70)℃以上、(Tm)℃未満の温度に加熱する加熱工程と、上記加熱工程により加熱された上記高分子材料を冷却し、冷却過程で、該高分子材料を圧縮することにより、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である高分子品を得る圧縮工程とを備える、高分子品の製造方法が提供される。
【0017】
本発明の高分子品の製造方法のある特定の局面では、上記加熱工程において、上記高分子材料を(Tm−15)℃以上、(Tm−5)℃未満の温度に加熱し、前記圧縮工程において、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上、融点が該高分子材料の融点+5℃以上である高分子品を得る。従って、機械的強度、じん性、延伸性だけでなく耐熱性に優れた高分子品を提供することができる。
【0018】
本発明に係る高分子品の製造方法のある特定の局面では、上記高分子材料として、ポリオレィン樹脂を用いて、ポリオレィン素材又はポリオレィン成形体である高分子品を製造する。
【0019】
本発明に係る高分子品の製造方法の他の特定の局面では、上記高分子材料として、ポリプロピレン樹脂を用いて、ポリプロピレン素材又はポリプロピレン成形体である高分子品を製造する。
【0020】
本発明に係る高分子品の製造方法のさらに他の特定の局面では、上記圧縮工程において、圧縮前の上記高分子材料の厚みT1(mm)に対する圧縮後に得られる高分子品の厚みT2(mm)の差の比((T1−T2)/T1)(圧縮率)が0.5以上、0.98以下であるように、上記高分子材料が圧縮される。
【0021】
本発明に係る高分子品のさらに別の特定の局面では、上記圧縮工程中の冷却過程において、110℃以上の温度で、前記高分子材料を圧縮する。それによって、機械的強度、じん性及び延伸性をより一層高めることができる。
【0022】
また、本発明に係る高分子品のさらに他の特定の局面によれば、前記高分子材料として、高分子材料よりなる突出部付シートを用意し、該突出部付シートは、シート本体と、シート本体の片面に形成された突出部とを有し、前記加熱工程において、前記突出部付シートを加熱した後に前記該圧縮工程において前記突出部がつぶされかつ展延されて平坦なシート層部分を形成するように、前記突出部付シートを圧延し、前記高分子品として高分子シートを得る。この場合には、上記突出部付シートを用意した後に、加熱し、圧延するだけで、平坦な高分子シートを得ることができる。しかも、該高分子シートにおいて、結晶化度及び融点を元の高分子材料より効果的に高めることができる。よって、結晶性及び耐熱性に優れた高分子シートを容易にかつ安価に提供することができる。加えて、圧延工程において突出部を潰し、展延させる。そのため、隙間に流れ込むことにより、平坦な高分子シートが形成される。従って、バンクが生じない。それによって、均一な厚みの幅の広い高分子シートを安定に得ることができる。
【0023】
上記突出部付シートを用いて高分子シートを得る場合、好ましくは、前記高分子材料の融点をTmとしたときに、前記加熱工程において(Tm−20℃)〜Tm(℃)の範囲内の温度に前記突起付シートを加熱し、前記圧延に際し、(Tm−25℃)〜(Tm−10℃)の範囲内の温度で圧延を行う。この場合には、高分子シートの結晶化度及び融点をより効果的に高めることができる。
【0024】
前記突出部付シートとしては、好ましくは突出部として複数の突起が形成されており、該突起のシート本体表面からの高さをH、該突起の突出方向と直行する方向の寸法をDとしたときに、アスペクト比D/Hが0.5〜2の範囲にある突出部付シートを用いる。この場合には、圧延工程において、突起を潰し、突起と突起との隙間に展延させることができる。従って、平坦な高分子シートをより一層確実に得ることができる。
【0025】
好ましくは、前記突起が円柱状の形状を有し、前記Dが前記円柱状の形状の直径である。この場合には、圧延工程において、突起の外側に均一に展延され易い。そのため、平坦なシート層部分をより確実に形成することができる。
【0026】
本発明に係る高分子品は、好ましくは上記高分子品の製造方法により得られた高分子品である。本発明に係る高分子品は、より好ましくは上記高分子品の製造方法により得られた高分子品であり、上記高分子材料としてポリオレフィン樹脂が用いられており、ポリオレフィン素材又はポリオレフィン成形体である。上記ポリオレフィン樹脂としては、ポリプロピレン樹脂が用いられており、ポリプロピレン素材又はポリプロピレン成形体である。
【発明の効果】
【0027】
本発明に係る高分子品は、高分子材料により形成されており、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上であるので、機械的強度、じん性、及び延伸性に優れている。
【0028】
また、上記高分子品の融点が高分子材料の融点+5℃以上である場合には、高分子品の耐熱性も高めることができる。
【図面の簡単な説明】
【0029】
【図1】図1は、本発明の一実施形態に係る高分子品の製造方法における経過時間と高分子材料の温度との関係を説明するための図である。
【図2】図2は、プレス成形装置を用いて、高分子品を圧縮する工程を説明するための模式的な斜視図である。
【図3】図3(a)は、実施例5で用意した高分子シートの平面図であり、(b)は、該突出部付シートの形状を説明するための模式的正面図である。
【図4】図4は、本発明で用いられる突出部付シートの変形例を示す斜視図である。
【図5】図5は、本発明で用いられる突出部付シートの他の変形例を示す斜視図である。
【発明を実施するための形態】
【0030】
以下、本発明の詳細を説明する。
【0031】
(高分子品)
本発明に係る高分子品は、高分子材料を加熱及び圧縮することにより形成されているものである。本発明に係る高分子品は、高分子素材又は高分子成形体である。該高分子素材は、例えば、高分子成形体を得るための材料として用いることができる。
【0032】
本発明に係る高分子品の結晶化度は50%以上、90%未満である。高分子品の機械的強度をより一層高める観点からは、上記結晶化度は、好ましくは60%以上、好ましくは88%以下である。結晶化度が高いほど、高分子品の機械的強度が高くなる。
【0033】
結晶化度は、JIS K 7122に準拠して測定される。該結晶化度は、具体的には、高分子品を熱流束示差走査熱量測定装置の容器に入れ、高分子品を200℃まで加熱し、DSC曲線のピーク面積を求め、209mJ/mgで除し、100を乗することにより算出される。結晶化度の測定装置として、エスアイアイナノテクノロジー社製「DSC6220」等が用いられる。
【0034】
本発明に係る高分子品の23℃での破断時の引張ひずみは60%以上である。高分子品のじん性及び延伸性をより一層高める観点からは、上記破断時の引張ひずみは、好ましくは65%以上、好ましくは300%以下、より好ましくは250%以下である。引張ひずみが高いほど、高分子品のじん性及び延伸性が高くなる。上記引張ひずみは、引っ張る前の高分子品の引っ張る方向の寸法P1に対する引っ張った後の高分子品の引っ張った方向の寸法の差P2−P1の比((P2−P1)/P1×100)である。
【0035】
破断時の引張ひずみは、JIS K 7113に準拠して測定される。破断時の引張ひずみは、具体的には、高分子品を23℃で、つかみ具の試験速度が50mm/分で引張試験することにより測定される。引張ひずみの測定装置として、エー・アンド・ディ社製「テンシロン万能試験機 RTCシリーズ」等が用いられる。
【0036】
高分子品の剛性をより一層高める観点からは、本発明に係る高分子品の23℃での引張弾性率は、好ましくは1400MPa以上、好ましくは20000MPa以下である。高分子品のじん性をさらに一層高める観点からは、上記引張弾性率は、より好ましくは1500MPa以上、より好ましくは15000MPa以下である。
【0037】
(高分子材料)
前述したように、本発明に係る高分子品は、高分子材料を加熱及び圧縮することにより得られる。このような高分子材料の形態は特に限定されず、シート状、様々な形状の成形品、粒子状など任意の形状を有するものであってもよい。もっとも、加熱及び圧縮により結晶化度及び融点を高め、機械的強度を高めることができるものであるため、目的とする高分子品の形状に応じた形状の高分子材料を用いることが望ましい。例えば、シート状の本発明に係る高分子品を得る場合、シート状の高分子材料を用いることが望ましい。
【0038】
もっとも、本発明では、高分子シートを得るに当たり、最終的な高分子シートと同様にシート状の高分子材料を用いてもよいが、以下に述べる突出部付シートを用いることも望ましい。
【0039】
上記突出部付シートは、平坦なシート本体と、シート本体の片面に形成された突出部とを有する。
【0040】
この上記シート本体の厚みは、特に限定されるものではない。最終的に得ようとする高分子シートの厚みに応じて、シート本体の厚みを選択すればよい。もっとも、圧延工程において、一対のロール間で圧延するには、シート本体の厚みは5mm以下程度であることが好ましい。また、シート本体の厚みが薄すぎると、圧延に際し、シート本体が破損するおそれがある。従って、シート本体の厚みは0.05mm以上であることが望ましい。
【0041】
上記突出部の形状は特に限定されない。好ましくは、図3(a)及び(b)に示すように、複数の突起21bを有する突起付シート21が用いられる。突起付シート21では、平坦なシート本体21aの片面に、複数の突起21bが分散配置されている。突起は、円柱状、角柱状、円錐台状、角錐台状などの様々な形状を有していてもよい。好ましくは、突起の突出方向に沿って突起の突出方向と直交する方向が変化しない、例えば、円柱状または角柱状の突起が望ましい。それによって、圧延工程において、複数の突起を展延させた際に、展延された部分同士の脱着がより確実に行われ、平坦なシート層部分をより確実に形成することができる。より好ましくは、突起は円柱状の形状を有する。その場合には、ロールに接触されてつぶされた際に、突起が平面視で外周方向に均一に展延されやすい。従って、平坦なシート層をより確実に形成することができる。
【0042】
上記突起のシート本体表面からの高さをH、突起の該高さ方向と直交する方向の寸法をDとしたときに、アスペクト比D/Hは、0.5〜2の範囲にあることが必要である。アスペクト比D/Hが0.5より小さいと、結晶化度があがらない。2を超えると、圧延に際し、突起が均一につぶされ難くなり、物性がばらついてしまう。
【0043】
上記突起はシート本体の片面に複数設けられているが、この複数の突起は、圧延に際して複数の突起がつぶされ、展延され、平坦なシート層部分を形成するように設けられている。従って、複数の突起はシート本体の片面において、均一に分散配置されていることが望ましい。もっとも、複数の突起のピッチ及び複数の突起の数については、突起を構成している高分子材料の圧延工程におけるつぶされやすさ、圧延工程に際しての加熱温度、突起の形状及び寸法によっても異なるため、圧延工程においてつぶされて平坦なシート層を形成するようにピッチ及び数を選択すればよい。
【0044】
また、上記複数の突起としては、図4に示すように互いに間隔を隔てて配置されている複数本のリブ22bを用いてもよい。図4に示す突起付シート22では、平坦なシート本体22aの片面に複数本のリブ22bが平行に配置されている。なお、リブ22bの横断面形状は図4では矩形であるが、三角形、台形、リブの頂点が局面状の形状などの様々な形状に変形し得る。また、複数本のリブは互いに平行に配置される必要は必ずしもない。
【0045】
複数本のリブ22bを設けた構造においても、リブの幅をD、高さをHとしたとき、アスペクト比D/Hを0.5〜2の範囲とすることが望ましい。
【0046】
さらに、本発明において、上記突出部付シートの突出部としては、上述した突起に限らず、シート本体側とは反対側の面に開いた複数の開口部を有する突出部を用いてもよい。図5に示す突出部付シート23では、平坦なシート本体23aの片面に突出部23bが設けられている。この突出部23は、複数の開口部23b1を有する。開口部23b1は、矩形の開口形状を有し、突出部23bの上面からシート本体23aの上面に至るように設けられている。もっとも、開口部23b1の平面形状は矩形に限らず、他の形状であってもよい。従って、例えば六角形の開口形状を有する複数の開口部を有するハニカム形状の突出部を設けてもよい。突出部23bを設けた構造では、圧延工程において、開口部23b1内に周囲の突出部部分が展延し、平坦なシート部分を形成することとなる。この場合好ましくは、上記複数の開口部23b1を囲んでいる突出部壁の厚みをD、高さをHとしたとき、アスペクト比D/Hを0.5〜2の範囲とすることが望ましい。
【0047】
本発明に係る高分子品は、好ましくは、前記高分子材料の融点+5℃以上の融点を有する。この融点は、前述したDSC曲線のピーク温度を読み取ることにより求めることができる。本発明に係る高分子品では、融点が前記高分子材料の融点+5℃以上であることが好ましく、それによって、高分子品の耐熱性も高めることが可能となる。
【0048】
上記高分子を形成するために用いられる上記高分子材料は、熱可塑性樹脂であることが好ましい。上記高分子材料は、融点を有する。上記高分子材料の重量平均分子量は、一般に5000以上であり、好ましくは10000以上である。
【0049】
上記高分子材料の具体例としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、ポリアミド樹脂、ポリカーボネート樹脂、飽和ポリエステル樹脂、及びポリメタクリル酸エステル樹脂等が挙げられる。高分子材料は、1種のみが用いられてもよく、2種以上が併用されてもよい。軽量性、リサイクル性及び低コストのバランスに優れているので、ポリオレフィン樹脂が好ましく、ポリプロピレン樹脂又はポリエチレン樹脂がより好ましく、ポリプロピレン樹脂がより好ましい。特に、ポリプロピレン樹脂の使用により、得られる高分子品の機械的強度、じん性、延伸性、及び耐熱性が非常に良好になる。
【0050】
本発明に係る高分子品は、ポリオレフィン樹脂により形成されており、かつポリオレフィン素材又はポリオレフィン成形体であることが好ましい。本発明に係る高分子品は、ポリプロピレン樹脂又はポリエチレン樹脂により形成されており、ポリエチレン素材、ポリエチレン成形体、ポリプロピレン素材又はポリプロピレン成形体であることがより好ましい。本発明に係る高分子品は、ポリプロピレン樹脂により形成されており、かつポリプロピレン素材又はポリプロピレン成形体であることが更に好ましい。
【0051】
上記ポリエチレン樹脂としては、低密度ポリエチレンが好適に用いられる。上記ポリエチレン樹脂は、長鎖分岐状低密度ポリエチレンであることが好ましい。上記ポリエチレン樹脂は、1000〜4000気圧及び200〜300℃の環境下で、ラジカル重合により得られる長鎖分岐状低密度ポリエチレンであることが好ましい。長鎖分岐状低密度ポリエチレンの密度は0.918〜0.923g/cm3程度である。軽量であり、かつ成形性に優れているので、長鎖分岐状であるポリエチレン系樹脂が最も好ましい。ポリエチレン樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0052】
上記ポリエチレン樹脂としては、ホモポリエチレン及びエチレンと他のモノマーとの共重合体等が挙げられる。エチレンと他のモノマーとの共重合体の場合には、エチレンが主成分として用いられ、例えばエチレン−α−オレフィン共重合体を得るためのモノマーの合計100重量%中にエチレンが50重量%以上用いられる。なかでも、ランダムポリエチレンが好適に用いられる。
【0053】
上記エチレンと他のモノマーとの共重合体としては、例えば、エチレン−α−オレフィン共重合体等が挙げられる。エチレンと他のモノマーとの共重合体の共重合の形態は特に限定されない。エチレンと他のモノマーとの共重合体は、ブロック共重合体、ランダム共重合体及びランダムブロック共重合体等のいずれであってもよい。
【0054】
上記ポリプロピレン樹脂としては、ホモポリプロピレン及びプロピレンと他のモノマーとの共重合体等が挙げられる。プロピレンと他のモノマーとの共重合体の場合には、プロピレンが主成分として用いられ、例えばプロピレン−α−オレフィン共重合体を得るためのモノマーの合計100重量%中にプロピレンが50重量%以上用いられる。なかでも、ランダムポリプロピレンが好適に用いられる。ポリプロピレン樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0055】
上記プロピレンと他のモノマーとの共重合体としては、例えば、プロピレン−α−オレフィン共重合体等が挙げられる。プロピレンと他のモノマーとの共重合体の共重合の形態は特に限定されない。プロピレンと他のモノマーとの共重合体は、ブロック共重合体、ランダム共重合体及びランダムブロック共重合体等のいずれであってもよい。
【0056】
上記エチレン−α−オレフィン共重合体及び上記プロピレン−α−オレフィン共重合体におけるα−オレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン及び1−オクテン等が挙げられる。上記エチレン−α−オレフィン共重合体及び上記プロピレン−α−オレフィン共重合体を得るためのモノマーの合計100重量%中、α−オレフィンの含有量は、好ましくは1重量%以上、より好ましくは2重量%以上、好ましくは8重量%以下、より好ましくは5重量%以下である。α−オレフィンの含有量が上記上限以下であると、高分子品の外観をより一層良好にできる。α−オレフィンの含有量が上記下限以上であると、高分子品の機械的強度及び靭性がより一層高くなる。
【0057】
(高分子品の製造方法)
本発明に係る高分子品を得るための製造方法は特に限定されない。この製造方法として、例えば、射出成形法、押出成形後のロール法、圧延法、及びプレス法のいずれも適用可能である。
【0058】
本発明に係る高分子品の製造方法は、前述の高分子材料を用いて、高分子素材又は高分子成形体である高分子品を製造する方法である。本発明に係る高分子品の製造方法は、上記高分子材料の融点(℃)をTmとしたときに、上記高分子材料を、(Tm−70)℃以上、Tm未満の温度に加熱する加熱工程と、上記加熱工程により加熱された上記高分子材料を冷却し、冷却過程で、該高分子材料を圧縮することにより、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である高分子品を得る圧縮工程とを備える。
【0059】
好ましくは、上記加熱工程において、高分子材料を(Tm−15)℃以上、(Tm−5)℃未満の温度に加熱する。それによって、圧縮工程により、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上であり、融点が前記高分子材料の融点+5℃以上である、高分子品を得ることができる。従って、得られる高分子品の耐熱性も高めることができる。
【0060】
図1に高分子品を得る各工程における経過時間と高分子材料の温度との関係の一例を示す。先ず、図1に示す温度T1(℃)の高分子材料を、矢印A1で示すように、図1に示す温度T2(℃)まで加熱する(加熱工程)。温度T1は、一般に常温であり、23℃程度である。温度T2は、(Tm−70)℃以上、Tm未満、好ましくは、(Tm−15)℃以上、(Tm−5)℃未満である。加熱速度は、特に限定されないが、10〜120℃/分程度である。
【0061】
次に、矢印A2で示すように、加熱された高分子材料を、温度T2で一定時間保持してもよい。加熱された高分子材料を温度T2の温度に保持する時間の目安としては、30秒〜15分程度である。ただし、加熱の後に速やかに、加熱された高分子材料を冷却してもよい。例えば、加熱の後30秒経過する前に、高分子材料を冷却してもよい。
【0062】
その後、温度T2(℃)に加熱された高分子材料を、矢印A3で示すように、図1に示す温度T3(℃)まで冷却する。温度T3は、一般に常温であり、23℃程度である。冷却速度は、特に限定されないが、5〜100℃/分程度である。この冷却過程で、すなわち図1に示す破線で囲まれた領域Xの範囲内で、上記特定の温度に加熱された高分子材料を圧縮する(圧縮工程)。圧縮により、高分子材料の配向が揃い、結晶化度が高くなる。圧縮された高分子材料は、圧縮変形する。
【0063】
上記圧縮工程において、加熱された高分子材料を冷却し、冷却過程において110℃以上で、該高分子材料を圧縮することが好ましい。これにより、機械的強度、じん性及び延伸性により一層優れている高分子品を得ることができる。圧縮時の高分子材料の温度は、好ましくは(Tm−5)℃以下、より好ましくは(Tm−7.5)℃以下である。
【0064】
上記高分子材料の圧縮条件は特に限定されない。上記高分子材料を、プレス機の油圧の圧力で圧縮することが好ましい。圧縮は、1回行われてもよく、複数回にわけて行われてもよい。なお、本発明において、冷却過程で圧縮する場合には、冷却を一旦やめて圧縮する場合も含まれる。すなわち、冷却を一旦やめて圧縮し、その後冷却を再開してもよい。
【0065】
高分子品の機械的強度、じん性及び延伸性をより一層高める観点からは、圧縮前の高分子材料の厚みT1(mm)に対する圧縮後の高分子品の厚みT2(mm)の差の比((T2−T1)/T1)(以下、圧縮率ともいう)は、好ましくは0.5以上、好ましくは0.98以下である。圧縮工程において、上記圧縮率が0.5以上、0.98以下であるように、加熱された高分子材料を圧縮することが好ましい。高分子品の機械的強度、じん性及び延伸性をさらに一層高める観点からは、上記圧縮率は、より好ましくは0.66以上、より好ましくは0.95以下である。
【0066】
本発明に係る高分子品の製造方法の主な特徴は、高分子材料を(Tm−70)℃以上、Tm未満、好ましくは、(Tm−15)℃以上、(Tm−5)℃未満の温度に加熱すること、並びに冷却過程で、加熱された高分子材料を圧縮することである。それによって、結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上、好ましくは融点が該高分子材料の融点+5℃以上である、高分子品を得ることができる。また、得られる高分子品の機械的強度、じん性、延伸性が良好になる。
【0067】
また、上記加熱工程において、加熱温度が(Tm−15)℃以上、(Tm−5)℃未満の好ましい温度範囲で加熱すれば、上記のように耐熱性においても優れた高分子品を提供することができる。
【0068】
さらに、得られた高分子品の透明性も高くなる。また、本発明に係る高分子品の製造方法により得られる高分子品は、該高分子品を曲げて元に戻した時に、曲げられていた部分が白色化しても透明に戻りやすい。
【0069】
本発明に係る高分子品を得るための製造方法の一例としては、具体的には、以下の製造方法が挙げられる。
【0070】
射出成形法を用いる場合は、高分子材料を加熱し、加熱された高分子材料を、固定型と該固定型に対して近接及び離間することが可能な可動型とを有する金型内に射出し、充填する。所定の時間が経過した後、加熱された高分子材料を冷却する。冷却過程で、該高分子材料を圧縮する。その後、十分に冷却し、高分子材料を固化させ、高分子品を得る。
【0071】
プレス法を用いる場合には、高分子材料を加熱し、所定の時間が経過した後、加熱された高分子材料を冷却する。冷却過程で、該高分子材料はプレス成形装置を用いて圧縮する。その後、十分に冷却し、高分子材料を固化させ、高分子品を得る。
【0072】
プレス法には、例えば、図2に示すプレス成形装置を用いることができる。図2に示すプレス成形装置1は、上側の第1の金型2と、下側の第2の金型3とを備える。第1の金型2の下面2aと、第2の金型3の上面3aとにより、加熱された高分子材料11を圧縮することができる。プレス成形装置1では、第2の金型3を上昇させ、加熱された高分子材料11を圧縮し、高分子材料11を所定の厚みにすることができる。また、プレス成形装置1では、高分子材料11を圧縮する際の圧力を任意に設定できる。
【0073】
なお、高分子材料に、例えば高分子品を得る際に従来用いられている他の成分が添加された組成物を用いて、高分子品を得てもよい。
【0074】
(突出部付シートを用いた高分子シートの製造方法)
1)予熱工程
前述した突出部付シートを高分子材料として用いた高分子シートの製造方法では、上記突出部付シートを圧延するに先立ち、加熱する。すなわち、加熱工程として、圧延に先立って予熱する。この加熱温度については、上記高分子材料の融点をTmとしたときに、Tm(℃)以下の温度に加熱することが望ましい。Tmを超える温度まで加熱すると、高分子材料が溶融し、突出部の形状保持が困難になり、所望の結晶化度が得られない。また、加熱工程における加熱温度が低すぎると、圧延に際し、複数の突起を確実につぶし、平坦なシート層を形成することができなくなることがある。従って、加熱温度は(Tm−20℃)以上であることが望ましい。
【0075】
なお、本明細書において、高分子材料及び高分子シートの融点及び結晶化度は、DSC測定により得られたピーク温度に基づき求められた値である。
【0076】
上記加熱の方法については、特に限定されず、突出部付シートを加熱ロールに接触させつつ搬送する方法、圧延に先立ち突出部付シートを加熱装置内を通過させる方法、高温の気体を吹き付ける方法などの適宜の方法を用いることができる。
【0077】
また、加熱工程における上記予熱温度は、圧延に際し後述のロールに接触される直前の温度をいうものとする。すなわち、圧延工程に供される直前の突起付シートの温度を上記特定の加熱温度範囲内とするように加熱すればよい。
【0078】
2)圧延工程
上記加熱工程に続いて、圧縮工程として突出部付シートを圧延し、高分子シートを得る。この圧延は、突出部がつぶされ、展延され、平坦なシート層部分を形成するように行う。具体的には、一対のロール間のクリアランスを、供給される突出部付シートの上記突出部を含む厚みよりも狭くしておき、突出部付シートを一対の圧延ロール間に供給しておき、圧延する。
【0079】
シート本体の厚みは、一対の圧延ロール間のクリアランスよりも小さくともよい。すなわち、本発明の製造方法では、圧延工程は、上記シート本体自体の厚みを薄くするものではなく、突出部をつぶし、平坦なシート層部分を形成するために行う。従って、上記圧延ロール間のクリアランスは、シート本体の厚みよりも大きくてよい。
【0080】
また、上記クリアランスの大きさは、突出部がつぶされて平坦なシート層部分を形成した場合の平坦なシート層部分と、上記シート本体の厚みとの和と同等または該和よりも若干小さくすればよい。それによって、平坦なシート層部分を確実に形成することができ、従って平坦な高分子シートを得ることができる。このようなクリアランスの大きさは、突出部の形状、寸法及び例えば複数の突起のピッチ、数等を考慮して設定することができる。すなわち、シート本体の単位面積をS0、上記単位面積S0辺りに存在する突出部の体積の合計をVとしたとき、圧延倍率にもよるが最大でt=V/S0の厚みのシート層部分が形成されることになる。従って、シート本体の厚みをt0とすると、上記クリアランスは、t0+tと等しい大きさ、またはt0+tよりも若干小さい大きさとすればよい。
【0081】
上記圧延に際しての温度は、上記突出部付シートが溶融しない温度であればよく、従って、Tm以下であればよい。好ましくは、(Tm−25℃)〜(Tm−10℃)の範囲内の温度で圧延を行うことが望ましい。この範囲内の温度で圧延を行うことで、上記突出部を確実に軟化させてつぶすことがで、平坦なシート層部分をより一層確実に形成することができる。
【0082】
上記圧延工程は、周知の高分子樹脂シートの圧延方法に従って、一対の圧延ロール間に上記突起付シートを供給することにより行い得る。本発明では、溶融樹脂をロールに接触させるものではなく、上記のように、予熱された、すなわち溶融していない突出部付シートをロールに接触させる。従って、バンクが生じない。よって、幅の広い高分子シートを得ようとする場合であっても、均一な厚みの幅の広いシートを確実にかつ安定に得るとことができる。
【0083】
しかも、本発明によれば、後述の実験例から明らかなように、上記突出部を圧延工程においてつぶし、展延することにより形成された平坦なシート層部分を有するため、得られた高分子シートの結晶化度及び融点を、元の高分子材料の結晶化度及び融点よりも大幅に高めることが可能となる。従って、結晶性及び耐熱性に優れた高分子シートを、安価な汎用の樹脂を用いて提供することが可能となる。
【0084】
なお、上記突出部付シートを用いて高分子シートを製造するに際しては、1枚の突出部付シートを用いてもよいが、複数枚の突出部付シートを積層してもよい。すなわち、複数枚の突出部付積層シートを加熱した後、圧延することにより高分子シートを得てもよい。その場合には、厚みの厚い平坦な高分子シートを安定に得ることができる。
【0085】
3)高分子シート
上記のように、突出部が圧延工程においてつぶされ、展延されることにより平坦なシート層部分が形成されている。従って、得られた高分子シートでは、融点及び結晶化度が、元の高分子材料である突起付シートよりも高められている。よって、高温で使用される用途や実装時に高温に晒される電子部品用樹脂材料として、本発明の高分子シートを好適に用いることができる。
【0086】
上記のようにして得られた高分子品は、特に限定されないが、例えば、パソコン等の情報機器、家電もしくはOA機器等の筐体、及び自動車の内装品等に用いられる。これら以外の用途に高分子品を用いてもよい。
【0087】
以下、本発明について、実施例および比較例を挙げて具体的に説明する。本発明は、以下の実施例のみに限定されない。
【0088】
(実施例1)
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚みT1:3.0mmの大きさに射出成形し、高分子材料として成形品を得た。
【0089】
得られた成形品を、オーブン内で常温(23℃)から150℃に加熱して、図2に示すプレス成形装置1の第2の金型3の上面3aに置いた。その後、150℃に加熱された高分子品を降温速度10℃/分で冷却しながら、高分子品の温度が145℃であるときに、第2の金型3を上昇させ、第1の金型の下面と第2の金型の上面とで圧縮前の高分子品を厚みT2が0.8mm(比(T1−T2)/T1)(圧縮率)=0.73)になるまで油圧の圧力で圧縮し、常温(23℃)まで冷却し、高分子品を得た。
【0090】
(実施例2)
圧縮前の成形品を、厚みT2が0.6mm(比(T1−T2)/T1)(圧縮率)=0.8)になるまで圧縮したこと以外は実施例1と同様にして、高分子品を得た。
【0091】
(実施例3)
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚みT2:3.0mmの大きさに射出成形し、高分子材料として成形品を得た。
【0092】
得られた成形品を、オーブン内で常温(23℃)から160℃に加熱して、図2に示すプレス成形装置1の第2の金型3の上面3aに置いた。その後、160℃に加熱された高分子品を降温速度10℃/分で冷却しながら、高分子品の温度が155℃であるときに、第2の金型3を上昇させ、第1の金型の下面と第2の金型の上面とで圧縮前の高分子品を厚みT1が0.6mm(比(T2−T1)/T1(圧縮率)=0.8)になるまで油圧の圧力で圧縮し、常温(23℃)まで冷却し、高分子品を得た。
【0093】
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚み0.75mmの大きさに射出成形し、高分子品を得た。
【0094】
(実施例4)
T1が0.8mm(比(T2−T1)/T1(圧縮率)=0.73)になるまで油圧の圧力で圧縮し、常温(23℃)まで冷却し、その他の条件は実施例3と同様に高分子品を得た。
【0095】
(比較例1)
ポリプロピレン樹脂(日本ポリプロ社製ポリプロピレン樹脂グレードMA3H、融点170℃)を、縦8.0mm×横12.0mm×厚み0.75mmの大きさに射出成形し、高分子品を得た。
【0096】
(評価)
(1)結晶化度、融点
結晶化度は、JIS K 7122に準拠して測定される。該結晶化度は、具体的には、高分子品を熱流束示差走査熱量測定装置の容器に入れ、高分子品を200℃まで加熱し、DSC曲線のピーク面積を求め、209mJ/mgで除し、100を乗することにより算出される。結晶化度の測定装置として、エスアイアイナノテクノロジー社製「DSC6220」等が用いられる。熱可塑性樹脂の融点は、DSC(示差走査熱量分析)により測定された融解ピークにより求められた融解点である。
【0097】
(2)破断時の引張ひずみ
JIS K7113に準拠して、得られた高分子品を23℃で試験速度が50mm/分で引張試験することにより、高分子品が破断したときの引張ひずみを測定した。引張ひずみの測定装置として、エー・アンド・ディ社製「テンシロン万能試験機 RTCシリーズ」を用いた。
【0098】
(3)引張弾性率
得られた高分子品を23℃で試験速度が50mm/分で引張試験することにより、引張弾性率を測定した。引張弾性率の測定装置として、エー・アンド・ディ社製「テンシロン万能試験機 RTCシリーズ」を用いた。
【0099】
【表1】
【0100】
なお、以下の実施例5,6及び比較例2〜8で得た高分子シートの結晶化度及び融点については、実施例1の評価の結晶化度及び融点測定方法と同様にして求めた。
【0101】
[突起付シートを用いた実施例5,6と、比較例2〜8]
(実施例5)
ポリプロピレン(日本ポリプロ社製、ポリプロピレン、グレードMA3H、融点170℃)を用い、プレス成形により、図3(a)に示す突起付シート11を得た。なお、この突起付シート11において、シート本体11aの厚みは0.1mmとした。また、図3(b)に示すように、突起11bの高さHは5mm、直径Dは4mm、アスペクト比D/Hは0.8とした。また、複数の突起11bのピッチは31.1mmとした。
【0102】
上記突起付シートを、厚み0.05mmの一対のポリイミドフィルム間に挟み、予熱温度を160℃とし、一対の圧延ロール間に供給し、圧延した。圧延温度は150℃、ライン速度は20m/分とした。上記のようにして、厚み0.5mm、幅300mmの高分子シートを得た。
【0103】
厚み精度は±2.7%であった。
【0104】
結晶化度は58%、融点は176.0℃であった。
【0105】
(実施例6)
予熱温度を155℃としたことを除いては、実施例5と同様にして厚み0.5mm、幅300mmの高分子シートを得た。
【0106】
厚み精度は±2.4%であった。
【0107】
結晶化度は56%、融点は174.0℃であった。
【0108】
(比較例2)
実施例5で用いたポリプロピレン(日本ポリプロ社製、ポリプロピレン、グレードMA3H、融点170℃)を射出成形によりシート成形し、厚み5mmの高分子シートを得た。
【0109】
結晶化度は47.7%。融点は167.7℃であった。
【0110】
(比較例3)
高さHは1mm、直径Dは4mm、アスペクト比D/Hは0.25以外は実施例1と同様にシート化し、厚み0.18mmのシートを得た。結晶化度は48.5%。融点は168.3℃であった。
【0111】
(比較例4)
高さHは10mm、直径Dは4mm、アスペクト比D/Hは2.5以外は実施例1と同様にシート化し、厚み0.9mmの透明性が不均一なシートを得た。透明度の異なる2点の評価を行った結果、結晶化度は50.0%、融点は167.1℃と結晶化度56.0%、融点は173.5℃あった。
【0112】
(比較例5)
予熱温度を140℃以外は実施例5と同様にして試作を行ったが、突起が不均一につぶれ、均一なシートにならなかった。
【0113】
(比較例6)
予熱温度を175℃として実施例5と同様に試作を行った。結晶化度は49%、融点は167.7℃であった。
【0114】
(比較例7)
圧延温度を135℃以外は実施例5と同様にして試作を行ったが、突起が不均一につぶれ、均一なシートにならなかった。
【0115】
(比較例8)
圧延温度を175℃として実施例5と同様に試作を行った。結晶化度は49%、融点は168.7℃であった。
【0116】
実施例5及び実施例6によれば、比較例2〜8の融点及び結晶化度すなわち元のポリプロピレンの融点及び結晶化度に比べ、融点及び結晶化度を大幅に高め得ることがわかる。
【符号の説明】
【0117】
1…プレス成形装置
2…第1の金型
2a…下面
3…第2の金型
3a…上面
11…高分子材料
21…突起付シート
21a…シート本体
21b…突起
22…突起付シート
22a…シート本体
22b…リブ
23…突出部付シート
23a…シート本体
23b…突出部
23b1…開口部
【特許請求の範囲】
【請求項1】
高分子材料を加熱及び圧縮することにより形成されており、かつ高分子素材又は高分子成形体である高分子品であって、
結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である、高分子品。
【請求項2】
前記高分子品の融点が前記高分子材料の融点+5℃以上である、請求項1に記載の高分子品。
【請求項3】
ポリオレフィン樹脂により形成されており、かつポリオレフィン素材又はポリオレフィン成形体である、請求項1または2に記載の高分子品。
【請求項4】
ポリプロピレン樹脂により形成されており、かつポリプロピレン素材又はポリプロピレン成形体である、請求項3に記載の高分子品。
【請求項1】
高分子材料を加熱及び圧縮することにより形成されており、かつ高分子素材又は高分子成形体である高分子品であって、
結晶化度が50%以上、90%未満であり、破断時の引張ひずみが60%以上である、高分子品。
【請求項2】
前記高分子品の融点が前記高分子材料の融点+5℃以上である、請求項1に記載の高分子品。
【請求項3】
ポリオレフィン樹脂により形成されており、かつポリオレフィン素材又はポリオレフィン成形体である、請求項1または2に記載の高分子品。
【請求項4】
ポリプロピレン樹脂により形成されており、かつポリプロピレン素材又はポリプロピレン成形体である、請求項3に記載の高分子品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−140590(P2012−140590A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2011−225946(P2011−225946)
【出願日】平成23年10月13日(2011.10.13)
【分割の表示】特願2011−522341(P2011−522341)の分割
【原出願日】平成23年5月24日(2011.5.24)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成23年10月13日(2011.10.13)
【分割の表示】特願2011−522341(P2011−522341)の分割
【原出願日】平成23年5月24日(2011.5.24)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]