
高分子延伸フィルム、偏光子フィルム、光散乱フィルム、並びに、直線カッティングフィルム

【課題】搬送方向に対して横方向のみに一軸延伸され、横方向の分子の配向性に優れた高分子延伸フィルム等を提供する。
【解決手段】連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムであって、前記方法は、凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程とを含むものである高分子延伸フィルムが提供される。当該高分子延伸フィルムからなる偏光子フィルム、光散乱フィルム、及び直線カッティングフィルムも提供される。
【解決手段】連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムであって、前記方法は、凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程とを含むものである高分子延伸フィルムが提供される。当該高分子延伸フィルムからなる偏光子フィルム、光散乱フィルム、及び直線カッティングフィルムも提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は高分子延伸フィルム、偏光子フィルム、光散乱フィルム、並びに、直線カッティングフィルムに関し、さらに詳細には、搬送方向に対して横方向のみに一軸延伸され、横方向の分子の配向性に優れた高分子延伸フィルム、並びに、当該高分子延伸フィルムからなる偏光子フィルム、光散乱フィルム、及び直線カッティングフィルムに関する。
【背景技術】
【0002】
例えば、特許文献1に記載されているように、フィルムの両側をクリップで把持して搬送しながら、両側のクリップ間の距離を広げることで、フィルムを幅方向に引き延ばすフィルム延伸機が公知である。
【0003】
特許文献1に開示されたフィルム延伸機において、フィルムを把持する従来のクリップは、フィルムの載置面に対して先端が当接可能に揺動するフラッパを有し、フィルムの張力がフラッパを載置面に押圧する方向に作用するように、フラッパの載置面に対する当接角度が設定される。
【0004】
ここで一般に、フラッパの把持部分はフィルムを平面形状に把持できるように、平面で形成されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−104081号公報
【特許文献2】特開平4−230704号公報
【特許文献3】特開平5−11111号公報
【特許文献4】特開平5−11114号公報
【特許文献5】特開平5−288931号公報
【特許文献6】特開平5−288932号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
搬送方向に対して横方向にフィルムを延伸する際には、特許文献1に記載されているように、フィルムの両側をクリップで保持して搬送しながら、両側のクリップの距離を広げることで、フィルムを幅方向に引き延ばすフィルム延伸機が公知である。また、クリップの代わりに、テンターピンで固定する場合もある。
【0007】
フィルムを把持する従来のクリップは、フィルムの載置面に対して先端が当接可能に揺動するフラッパを有し、フィルムの張力がフラッパを把持部分に押圧する方向に作用するように、フラッパの把持部分の当接角度が設定される。一般に、フラッパの把持部分はフィルムを平面形状に把持できるように、平面で形成されている。
【0008】
フィルムは、応力が作用することで、分子配列が変化して、偏光特性などが付与されるので、これを制御することで所望の光学特性を得ることが延伸技術の目的である。しかし、単純にフィルムを搬送方向に対して横方向に延伸すると、その搬送方向に収縮しようとするので、クリップなどにより両端が固定されたフィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、横方向のみへの一軸延伸が実現できず、フィルムに望まざる特性を付与してしまう結果となる。
【0009】
また、横方向への延伸をする際には、いわゆるボーイングと呼ばれる現象が発生し、横方向に分子の配向方向の不均一化が起こる問題があった。
【0010】
このような問題点を解決するための技術が、例えば、特許文献2、3、4、5に開示されている。特許文献2、3、4、5に開示された技術は、横延伸工程で縦方向にも延伸されたフィルムを得た後に、フィルムの熱収縮を利用して縦方向への延伸を緩和させる方法である。しかし、この方法では、横延伸工程と緩和工程の二つの工程が必要となり、効率が悪いという課題があった。
【0011】
特許文献6では、フィルムの両端部を波形に賦形した状態を保ちながら、横方向に延伸する技術が開示されている。この方法であれば、横方向のみへの一軸延伸を可能とすることができ、且つ横方向へのボーイング現象を緩和することが可能となる。しかし、特許文献6には、波形に賦形する方法や延伸方法が記載されておらず、特にフィルムの生産に最も重要である連続的に延伸処理を施す手段やフィルムを連続的に波形に賦形する手段が全く開示されておらず、実用性に乏しいものであった。
【0012】
上記現状に鑑み、本発明は、搬送方向に対して横方向のみに一軸延伸され、横方向の分子の配向性に優れた高分子延伸フィルム等を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記した課題を解決するための本発明は、以下のとおりである。
【0014】
1.連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムであって、
前記方法は、
凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、
弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、
前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程と、
を含むものであることを特徴とする高分子延伸フィルム。
【0015】
2.前記方法は、高分子フィルムの一部領域又は全域を搬送方向に弛ませた状態で凹凸形状をした保持部材片を備えた保持部材で高分子フィルムの端部を保持して横方向の延伸を開始するものであることを特徴とする1に記載の高分子延伸フィルム。
【0016】
3.前記方法は、高分子フィルムの一方の面と他方の面とを互い違いに押圧することによって高分子フィルムの一部領域又は全域を弛ませた状態で横方向の延伸を開始するものであることを特徴とする上記1又は2に記載の高分子延伸フィルム。
【0017】
4.上記1〜3のいずれかに記載の高分子延伸フィルムからなる偏光子フィルム。
【0018】
5.上記1〜3のいずれかに記載の高分子延伸フィルムからなる光散乱フィルム。
【0019】
6.上記1〜3のいずれかに記載の高分子延伸フィルムからなる直線カッティングフィルム。
【発明の効果】
【0020】
本発明の高分子延伸フィルムは、横方向にのみ選択的に延伸され且つ横方向の各位置において均一に延伸されたものであるので、横方向の分子の配向性に極めて優れている。そのため、偏光子フィルム、光散乱フィルム、直線カッティングフィルム等として好適に用いられる。
【0021】
本発明の偏光子フィルムは、広幅であるとともに高い偏光度を有する。
【0022】
本発明の光散乱フィルムは、広幅であるとともに光散乱が全面で均一である。
【0023】
本発明の直線カッティングフィルムは、広幅であるとともに直線カッティング性が全面で均一である。
【図面の簡単な説明】
【0024】
【図1】(a)は第一の実施形態におけるクリップの側面図(破線は波状把持部材)、(b)はクリップとフィルムとの関係を示す説明図(b)である。
【図2】(a)は第二の実施形態におけるクリップの側面図(破線は波状把持部材)、(b)はクリップとフィルムとの関係を示す説明図(b)である。
【図3】本発明の高分子延伸フィルムの製造に使用可能なフィルム延伸機の一例を示す平面図である。
【図4】クリップと波状把持部材の正面図である。
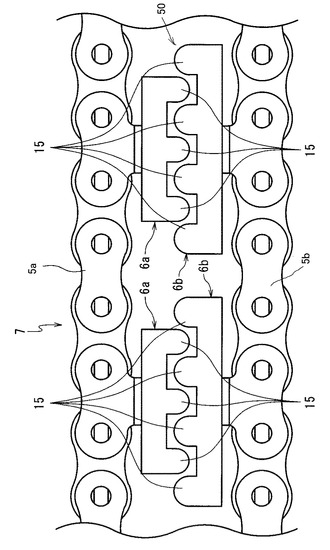
【図5】図3のフィーダチェインと波状把持部材の側面図である。
【図6】図3のフィーダチェインと波状把持部材の部分拡大側面図である。
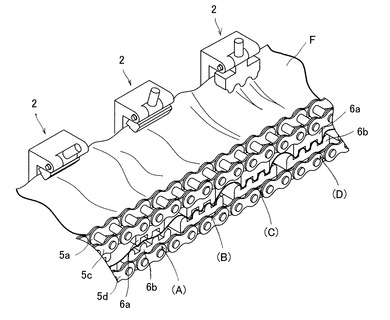
【図7】図3のフィルム延伸機の斜視図である。
【図8】フィルムを保持している状態におけるフィルム延伸機の断面斜視図である。
【図9】第一の実施形態におけるクリップの斜視図である。
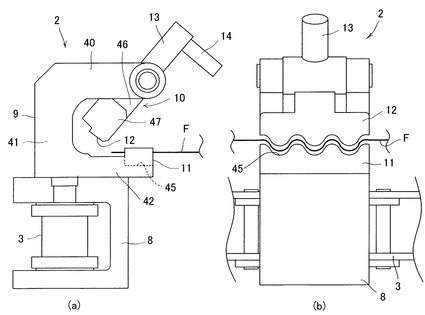
【図10】(a)は第一の実施形態におけるフィルムを保持する直前におけるクリップの正面図、(b)は第一の実施形態におけるフィルムを保持する直前におけるクリップの側面図である。
【図11】(a)は第一の実施形態におけるフィルムを保持した状態におけるクリップの正面図、(b)は第一の実施形態におけるフィルムを保持した状態におけるクリップの側面図である。
【図12】波状把持部材の斜視図である。
【図13】第一の実施形態における高分子フィルムの位置と、クリップ及び波状把持部材の姿勢との関係を示す説明図である。
【図14】第二の実施形態におけるクリップの斜視図である。
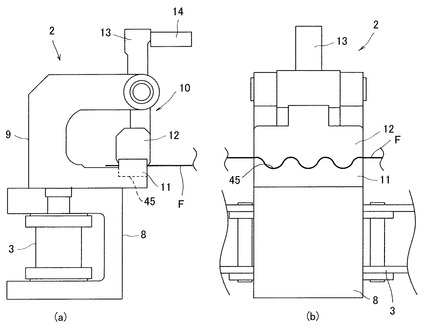
【図15】(a)は第二の実施形態における高分子フィルムを保持する直前におけるクリップの正面図、(b)は第二の実施形態における高分子フィルムを保持する直前におけるクリップの側面図である。
【図16】(a)は第二の実施形態における高分子フィルムを保持した状態におけるクリップの正面図、(b)は第二の実施形態における高分子フィルムを保持した状態におけるクリップの側面図である。
【図17】第二の実施形態における高分子フィルムの位置と、クリップ及び波状把持部材の姿勢との関係を示す説明図である。
【図18】第一の実施形態におけるクリップで高分子フィルムを保持する際における高分子フィルムの挙動を示す断面図である。
【図19】第二の実施形態におけるクリップで高分子フィルムを保持する際における高分子フィルムの挙動を示す断面図である。
【図20】凹凸形状が設けられた部材の変形例を示す正面図である。
【図21】凹凸形状が設けられた部材の他の変形例を示す斜視図である。
【図22】フィーダチェインと波状把持部材の変形例を示す側面図である。
【図23】高分子フィルムを波打たせる方法の変形例を示す概念図である。
【図24】高分子フィルムを波打たせる方法の他の変形例を示す概念図である。
【図25】高分子フィルムを波打たせる方法のさらに他の変形例を示す概念図である。
【発明を実施するための形態】
【0025】
本発明の1つの様相は、連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムに係るものであり、前記方法は、凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程とを含むものである。
【0026】
前記方法では、連続的に供給される高分子フィルムを予め弛ませてから(好ましくは波形に賦形してから)、弛んだ状態(好ましくは波形)を維持しながら搬送装置に把持することが可能となり、波形に賦形された高分子フィルムを横方向へ連続的に且つ円滑に延伸することが可能となる。かかる延伸を行なうことにより、横方向への延伸と同時に搬送方向へフィルムが延伸されることを防止し、横方向にのみ選択的に延伸されたフィルムを製造することができる。
【0027】
ここで「弛む」という状態は、搬送状態において特定間隔に存在する高分子フィルムの実際の長さが前記した特定間隔よりも長い状態を言う。高分子フィルムが過剰供給された状態であるとも言える。「弛む」状態の形状を外観すると、例えば波打った状態が考えられる。「波打った状態」は山・谷の形状や周期が不規則である状態であってもよいが、品質を均一にする目的から、山・谷の形状や周期が規則的であることが望ましい。「弛む」状態の形の中で推奨されるものとして、サインカーブの様な山と谷とが規則的に存在する状態の他、脈動状態の様に、山だけが存在する状態や谷だけが存在する状態が挙げられる。また微細振動状であってもよい。
【0028】
また「波形に賦形」とは、塑性変形させることなく波うち状(すなわち平面状ではない)にするという意味である。
【0029】
好ましい実施形態では、前記方法は、高分子フィルムの一部領域又は全域を搬送方向に弛ませた状態で凹凸形状をした保持部材片を備えた保持部材で高分子フィルムの端部を保持して横方向の延伸を開始するものである。
【0030】
好ましい実施形態では、前記方法は、高分子フィルムの一方の面と他方の面とを互い違いに押圧することによって高分子フィルムの一部領域又は全域を弛ませた状態で横方向の延伸を開始するものである。
【0031】
本発明で採用される上記高分子フィルムの原料樹脂としては、目的に応じて適宜、適切なものが選択される。具体例としては、ポリカーボネート系樹脂、ノルボルネン系樹脂、ポリオレフィン系樹脂、セルロース系樹脂、ウレタン系樹脂、スチレン系樹脂、ポリ塩化ビニル系樹脂、アクリロニトリル・スチレン系樹脂、ポリメタクリル酸メチル、ポリ酢酸ビニル、ポリ塩化ビニリデン系樹脂、アクリロニトリル・ブタジエン・スチレン系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、変性ポリフェニレンエーテル系樹脂、ポリブチレンテレフタレート系樹脂、ポリエチレンテレフタレート系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ナイロン系樹脂、ポリビニルアルコール系樹脂、ポリフェニレンスルフィド系樹脂、ポリスルホン系樹脂、ポリエーテルスルホン系樹脂、ポリエーテルエーテルケトン系樹脂、ポリアリレート系樹脂、液晶性樹脂、ポリアミドイミド系樹脂、ポリイミド系樹脂、ポリテトラフルオロエチレン系樹脂等が挙げられる。特に、ポリカーボネート系樹脂、ノルボルネン系樹脂、ポリオレフィン系樹脂、セルロース系樹脂、ウレタン系樹脂、スチレン系樹脂、ポリイミド系樹脂、ポリアミド系樹脂はフィルムにした際の光学特性や強度が良好であるために好ましい。
【0032】
上記の原料樹脂は、単独で、または2種以上を組み合わせて用いられる。また、上記の原料樹脂は、任意の適切なポリマー変性を行ってから用いることもできる。上記ポリマー変性の例としては、共重合、架橋、分子末端、立体規則性等の変性が挙げられる。
【0033】
本発明で採用される高分子フィルムは、種々の方法で成形・取得することができる。例えば、有機溶剤に樹脂を溶解して支持体上にキャストし、加熱により溶剤を乾燥してフィルム化するキャスティング法や、樹脂を溶融してTダイなどから押出してフィルム化する溶融押出し法により得ることができる。また、成形した高分子フィルムの片面又は両面にさらにグラビアコーターなどによって薄膜層を形成し、積層フィルムとしたものを採用することもできる。
【0034】
前記高分子フィルムには、本発明の目的を損なわない範囲で、可塑剤、安定剤、残存溶媒、帯電防止剤、紫外線吸収剤など、その他の成分を必要に応じて含有させることができる。また、表面粗さを小さくするため、レベリング剤を添加することもできる。これらは樹脂との相溶性の良いものが好ましい。
【0035】
前記高分子フィルムの厚みの範囲は、設計する位相差値や延伸性、位相差の発現性等に応じて選択できるが、10〜500μmのものが好ましく用いられる。より好ましくは、10〜200μmである。上記の範囲であれば、フィルムの十分な自己支持性が得られ、広範囲の加工性を得ることができる。
【0036】
次に、本発明の高分子延伸フィルムを製造する方法、並びに、製造するための装置の例について、図面を参照しながら以下に詳述する。しかし、本発明はこれらに限定されるものではない。
【0037】
本発明の高分子延伸フィルムは、特定の形状の保持部材2,55で高分子フィルムFを保持することにより、高分子フィルムFを波形に賦形した状態で搬送方向に対して横方向に延伸して製造することができる。本方法は、高分子フィルムFは横方向に延伸されつつ搬送方向への延伸を防止することができ、横方向にのみ選択的に延伸された高分子フィルムFを製造できることを基本的な考え方とするものである。
【0038】
更に、本方法の別の要点は、前記延伸操作を連続的に且つ円滑に実現するために、高分子フィルムFの供給工程、高分子フィルムFを搬送方向に沿って連続的に波形に賦形する工程、波形に賦形されたフィルムFの両端を搬送装置に把持する工程、高分子フィルムFを搬送しながら横方向に延伸する工程を連続的に実施することにある。
【0039】
本方法において、高分子フィルムFを波型に賦形した状態で搬送方向に対して横方向に延伸するための保持部材2の好ましい態様としては、保持部材2の上歯と下歯が咬合する凹凸の形状をしたクリップがあげられる。かかる構造のクリップを用いれば、高分子フィルムFを波型に賦形することが可能であり、且つその状態を維持しつつ、高分子フィルムFを搬送方向に対して横方向に延伸することが可能となる。高分子フィルムFを咬合する凹凸の形状の周期や大きさは、高分子フィルムFの物性や延伸倍率に従って任意に選択される。
【0040】
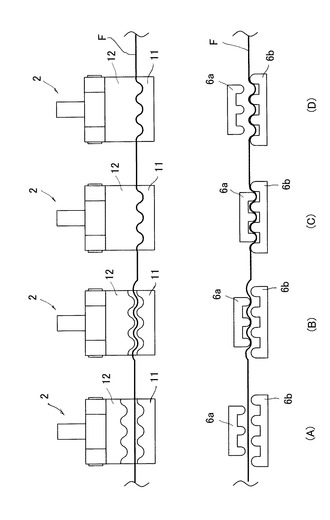
前記クリップ型の保持部材2の一例(第一の実施形態)を図1に示す。保持部材2のフィルムFを挟む面は、互いに咬合する波形の上歯部(保持部材片)12と下歯部(保持部材片)11からなる。かかるクリップで把持された高分子フィルムFは波型の形状を形成するため、本方法の目的を達成することが可能となる。
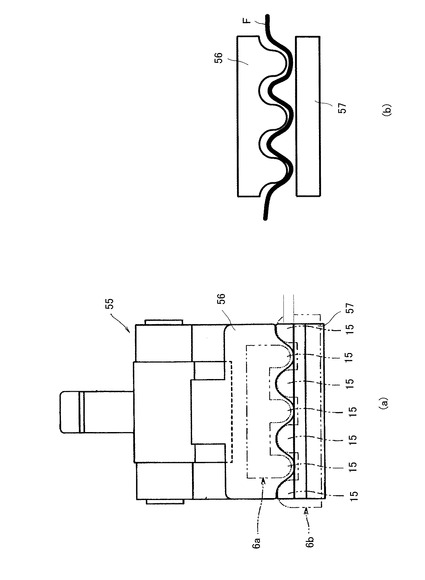
高分子フィルムFを波型に賦形した状態で搬送方向に対して横方向に延伸するための保持部材の別の好ましい態様としては、図2に示すように保持部材55の様に保持部材片56,57の片方が凹凸形状を有しており他方が平面状である構造のクリップがあげられる(第二の実施形態)。かかる構造のクリップは、高分子フィルムFを任意の高さや周期の波形に賦形して延伸することが可能となり好ましい。更に、前述のフィルムオーバーフィード装置等の高分子フィルムFを連続的に波形に賦形する装置を用いる場合には、賦形された高分子フィルムFの波形の周期や高さが一定でなくても、高分子フィルムF端部を確実に挟み込むことが可能であり、最も好ましい実施形態となる。
【0041】
保持部材55の高分子フィルムFを挟む面の上面は波型の凹凸形状をした上歯部(保持部材片)56である。これに対して下面は平面57である。かかるクリップを用いて、後述するフィルムオーバーフィード装置などで波形に賦形された高分子フィルムFを把持すると、高分子フィルムFは波形の形状を維持しながら横方向に延伸することが可能となる。
【0042】
次に、本発明の高分子延伸フィルムの製造に使用可能なフィルム延伸機1についてその概要を説明する。
【0043】
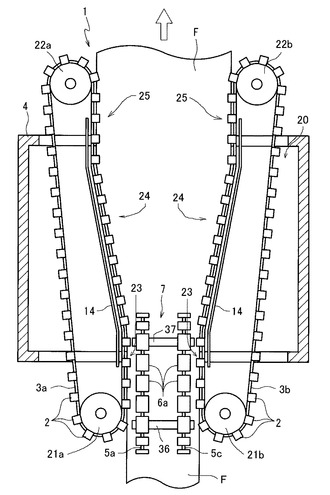
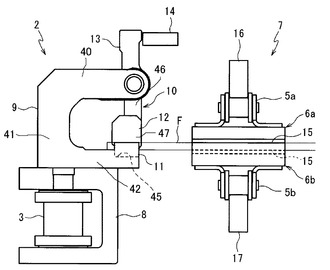
図3に示す様に、フィルム延伸機1は、高分子フィルムFの両側端を把持するクリップ2が等間隔で設けられたテンタチェイン3と、テンタチェイン3に把持された高分子フィルムFを熱風によって加熱する加熱炉4とを有し、高分子フィルムFを把持するテンタチェイン3の間隔を広げることで高分子フィルムFを幅方向に延伸するものである。また、フィルム延伸機1は、高分子フィルムFの表裏でそれぞれ、高分子フィルムFの搬送方向に平行で、高分子フィルムFの搬送面(水平面)に垂直な平面内をそれぞれ周回する2対のフィーダチェイン(無端部材)5と、フィーダチェイン5にクリップ2と等しい間隔で保持され、フィルムFを表裏から挟み込む波状把持部材6aおよび6bとを備えるフィルムオーバーフィード装置7を有する。
【0044】
本発明に用いる高分子フィルムFを搬送方向に沿って連続的に波形に賦形する装置は、高分子フィルムFを連続的に波形に賦形することができる装置であれば、その構造は特に限定されない。例えば、図3で示したようなフィルムオーバーフィード装置7は、高分子フィルムFに無理な摩擦や張力を与えることが無く、円滑に波形を賦形させることが可能であり、好ましい。
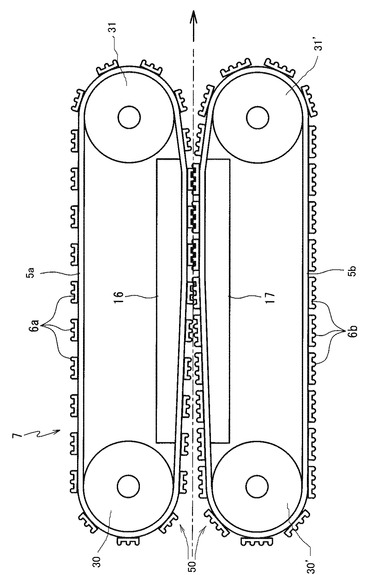
図5にフィルムオーバーフィード装置7を側面から見た図を示す。このフィルムオーバーフィード装置7では、高分子フィルムFの表裏両面に対向して配置され、前記高分子フィルムFの搬送方向に移動しながら前記高分子フィルムFを挟み込む波状把持部材(表側把持片と裏側把持片)6a,6bを有し、前記波状把持部材6は、前記高分子フィルムFの搬送方向に配列され、互いに突出する過給突起15を備えるものである。
【0045】
フィルムオーバーフィード装置7の波状把持部材(表側把持片と裏側把持片)6a,6bは、上下のフィーダチェイン5のコマにそれぞれ等間隔に固定されている。また、図5,6に示すように、波状把持部材(表側把持片と裏側把持片)6a,6bには、高分子フィルムFの搬送方向にクリップ2の下歯部11および上歯部12の波形の周期と同じピッチで互い違いに、高分子フィルムFの幅方向(搬送方向と直角)に延伸するようにフィルムFに向かって突出する過給突起15が形成されている。波状把持部材(表側把持片と裏側把持片)6a,6bは、上下のフィーダチェイン5がフィーダガイド16,17によって接近させられることで咬合するようになっている。
【0046】
ただし、波状把持部材(表側把持片と裏側把持片)6a,6bは、過給突起15を受け入れあうように再接近したときにも、互いに当接せず、高分子フィルムFの厚みよりも十分に大きな隙間を残すように咬合する。これにより、高分子フィルムFの中央部に過剰な圧縮応力を作用させて傷つけることがないようにしている。
なお過給突起15は、高分子フィルムFの面を搬送方向に間隔をあけて押圧することによってフィルムの全域をあらかじめ長手方向に弛ませるものである。
また、本発明に用いるフィルムオーバーフィード装置7においては、前記波状把持部材(表側把持片と裏側把持片)6a,6bは、前記高分子フィルムFの搬送面に直交する平面内を周回する環状の無端部材に等間隔に複数保持されていても良い。
波状把持部材6の互いに突出する過給突起15の凹凸の高さ、幅、形状、周期、上下の過給突起15が近づく早さ等は、高分子フィルムFを収縮させるために必要な長さ、高分子フィルムFの破損を避けるための最小曲げ半径等から自由に選択することが可能である。
【0047】
以上の構成からなるフィルム延伸機1は、クリップ2が高分子フィルムFを把持する前に、まず、フィルムオーバーフィード装置7の波状把持部材6a,6bが徐々に高分子フィルムFを上下面から挟み込んで行く。即ち過給突起15が、高分子フィルムFの面を徐々に押圧する。
クリップ2は、フィルムオーバーフィード装置7が波状把持部材6a,6bを接近させて高分子フィルムFを挟み込んでいる間に、高分子フィルムFの両側端を保持部材2で把持するようになっている。
【0048】
波状把持部材6で、高分子フィルムFを上下から挟み込む位置は任意であるが、高分子フィルムFの端部より内側で高分子フィルムFを挟み込む必要がある。即ち、高分子フィルムFの波形を維持しつつ、波形の高分子フィルムFの端部を搬送装置に保持させる必要があるためである。具体的な高分子フィルムFを挟み込む位置としては、高分子フィルムFの両端部に近すぎると保持部材(クリップ)2等と干渉してしまうため両端部から5mm以上内側を挟むことが好ましく、高分子フィルムFをクリップ2に確実に固定する観点から両端部から10mm以上内側を挟むことがより好ましい。一方、高分子フィルムFを上下から挟み込む位置が、フィルム両端部から離れすぎていると,保持部材(クリップ)2で挟み込む部分の波形が弱くなるし、高分子フィルムFの無駄が生じるので、両端部から20mm以内の位置であることが好ましい。
【0049】
高分子フィルムFを搬送しながら横方向に延伸する装置は、従来の延伸装置を特に制限無く使用することができる。テンター炉(加熱炉4)の中に二組のチェーンを通し、チェーンに前述の高分子フィルムFの両端部を固定する装置を取り付け、チェーンが移動するに従い二組のチェーンの間隔が拡幅するものが一般的であり、本発明にも適している。
テンター炉の温度、高分子フィルムFの延伸倍率、延伸ステップ等の条件は任意であり、高分子フィルムFの物性に合わせて最適値を選択することができる。
高分子フィルムFの種類は、任意のものを使用することができる。熱可塑性の樹脂は、加熱することで容易に延伸することができることから好ましい。具体的には、セルロース系樹脂、塩化ビニル系樹脂、ポリカーボネート系樹脂、アクリロニトリル系樹脂、スチレン系樹脂、オレフィン系樹脂、ポリサルフォン系樹脂、シクロオレフィン系樹脂、ノルボルネン系樹脂などが好ましい。
【0050】
次に、フィルム延伸機1の具体的構造について説明する。
図3,7に示す様に、フィルム延伸機1は、フィルム延伸部20と、加熱炉4と、フィルムオーバーフィード装置7によって構成されている。
またフィルム延伸部20は、二系統のテンタチェイン3a,3bを有し、当該テンタチェイン3a,3bにフィルムFの両側端を把持するクリップ2が等間隔で設けられている。
テンタチェイン3a,3bは、いずれも駆動側スプロケット21a,21bと従動側スプロケット22a,22bに懸架されている。
テンタチェイン3a,3bを懸架する4個のスプロケット21a,21b,22a,22bは、図3,7の様にいずれも同一平面に配置されている。図3,7を基準に説明すると、テンタチェイン3a,3bを懸架する4個のスプロケット21a,21b,22a,22bは、いずれも紙面に対して垂直方向に回転軸があり、4個のスプロケット21a,21b,22a,22bはいずれも紙面に対して平行な平面に配置されている。
【0051】
2系統のテンタチェイン3a,3bは、図3,7の様に一方の走行面を互いに対向して配置されている。そして2系統のテンタチェイン3a,3bの対向する走行面が延伸作用部27として機能する。
【0052】
2系統のテンタチェイン3a,3bの対向する走行面(延伸作用部27)は、導入側直線部23,傾斜部24,及び末端側直線部25によって構成されている。
そしてテンタチェイン3a,3bの走行面(延伸作用部27)は、導入側直線部23と末端側直線部25が、対向するテンタチェイン3a,3bの導入側直線部23及び末端側直線部25と平行である。また対向するテンタチェイン3a,3bの傾斜部24によってテーパー部が形成されている。
【0053】
テンタチェイン3a,3bには、クリップ(保持部材)2が等間隔で設けられており、当該クリップ2によってフィルムFの両側端が把持される。
クリップ2の形状については後記する。
【0054】
加熱炉4は、テンタチェイン3a,3bに把持されたフィルムFを熱風によって加熱するものである。
【0055】
次にフィルムオーバーフィード装置7について説明する。
フィルムオーバーフィード装置7は、2対(4系統)のフィーダチェイン5a,5b,5c,5dによって構成されている。
フィーダチェイン5a,5b,5c,5dは、図7の様にフィーダチェイン5a,5bが一組となっており、フィーダチェイン5c,5dがもう一つの組を形成している。
一組のフィーダチェイン5a,5bを懸架する4個のスプロケット30,31,32,33は、図3,7の様にいずれも同一平面に配置されている。ただし4個のスプロケット30,31,32,33が構成する平面は、前記したテンタチェイン3a,3bを懸架する4個のスプロケット21a,21b,22a,22bが構成する平面に対して直交する平面である。
【0056】
なお前記した4個のスプロケット30,31,32,33の内、スプロケット30,32は駆動側スプロケットであり、スプロケット31,33は従動側スプロケットである。
【0057】
また他方の対のフィーダチェイン5c,5dは、前記したフィーダチェイン5a,5bと平行に配されている。
また一方の対に含まれるスプロケット30,31,32,33と、他方の対に含まれるスプロケット30’,31’,32’,33’は、対応するスプロケット同士が共通の軸36,37,38,39で連通されている。従って各スプロケット30,31,32,33は同期的に回転し、フィーダチェイン5c,5dについても同期的に走行する。
【0058】
2対(4系統)のフィーダチェイン5a,5b,5c,5dの内、図7を基準として上側のフィーダチェイン5a,5cには、表側把持片6aが等間隔に複数取り付けられている。一方、図7を基準として下側のフィーダチェイン5b,5dには、裏側把持片6bが等間隔に複数取り付けられている。
上側のフィーダチェイン5a,5cに取り付けられた表側把持片6aと、下側のフィーダチェイン5b,5dに取り付けられた裏側把持片6bは、一対となって波状把持部材6を構成する。表側把持片6aと、裏側把持片6bの形状については後記する。
【0059】
前記した2対(4系統)のフィーダチェイン5a,5b,5c,5dは、いずれもフィルム延伸部20のテンタチェイン3a,3bで略囲まれる領域にある。
ただしフィルムオーバーフィード装置7のフィーダチェイン5a,5b,5c,5dの長さ(スプロケットの軸間距離)は、フィルム延伸部20のテンタチェイン3a,3bよりも短い。
そのためフィルムオーバーフィード装置7のフィーダチェイン5a,5b,5c,5dの始端部は、フィルム延伸部20のテンタチェイン3a,3bの始端部はよりも僅かに上流側にあり、フィーダチェイン5a,5b,5c,5dの終端部は、導入側直線部23の終端部にある。
【0060】
またフィルムオーバーフィード装置7のフィーダチェイン5a,5b,5c,5dと、テンタチェイン3a,3bは同期的に走行する。
【0061】
また加熱炉4は、フィルム延伸部20におけるテンタチェイン3a,3bの傾斜部24,の位置に設けられている。
【0062】
次に、テンタチェイン3a,3bに取り付けられたクリップ(保持部材)2について説明する。
【0063】
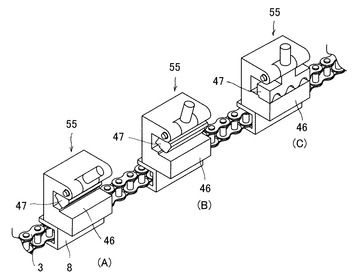
クリップ2は、図4,9,10,11の様にベース8を介してテンタチェイン3に取り付けられている。即ち公知の手段によってテンタチェイン3のピンにベース8が固定され、当該ベース8上にクリップ2が載置されている。
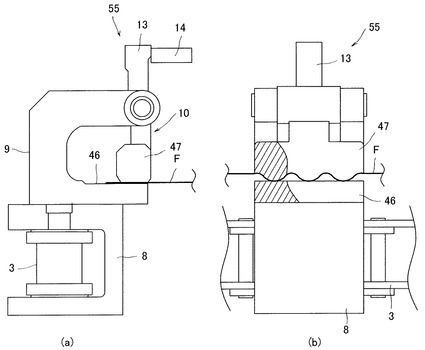
クリップ2は、図4,9,10,11の様に、高分子フィルムF側に開放した概略コの字型をなすフレーム9を有し、当該フレーム9にフラッパ10が取り付けられたものである。
即ちフレーム9は、上辺40と垂直辺41及び下辺42を有するコの字形状である。そしてフレーム9の下辺42の上面(内面)は、フィルム載置面45として機能するものであり、本実施形態では、波形(下歯部11)をしている。即ち保持部材片たるフィルム載置面45は、波形をしていて凸形部と凹形部の双方を備えている。またフィルム載置面45は、凸形部が一定の間隔をあけて設けられたものであるともいえる。
【0064】
またフラッパ10は、棹部46と押圧部47を有し、棹部46の中間部がフレーム9の上辺40に軸止めされており、フラッパ10は振り子の如く揺動する。フラッパ10の揺動方向は、フィルムFの幅方向である。即ちフラッパ10の押圧部47は、円弧軌跡を描いて移動する。そのため図10の様に揺動して棹部46が斜め姿勢にあるときには、押圧部47はフィルム載置面45から離れる。一方、棹部46が垂下姿勢であるときには押圧部47の下面がフィルム載置面45に近接してフィルム載置面45を押圧する。
ここで本実施形態のフラッパ10では、押圧部47の下面が波形(上歯部12)をしている。即ち保持部材片たる押圧部47についても波形をしていて凸形部と凹形部の双方を備えている。また押圧部47についても、凸形部が一定の間隔をあけて設けられたものであるともいえる。
そして棹部46が垂下姿勢となったとき、押圧部47の下面の波形形状(上歯部12)と、フィルム載置面45の波形形状(下歯部11)が合致する。
【0065】
前記した様にフラッパ10は、棹部46の中間部がフレーム9の上辺に軸止めされているから、棹部46の上端はフレーム9の上辺40よりも上に突出する。
そのため、棹部46の上端を横方向に押圧することによってフラッパ10を揺動させることができ、前記した様にフラッパ10の押圧部47をフィルム載置面45に近接・離反させることができる。
なお本実施形態では、テンタチェイン3a,3bの近傍に長尺状のクリップガイド14を設け、クリップガイド14に棹部の上端を接触させている。そしてクリップガイド14とフレーム9の位置関係が場所ごとに変わる様に設計されており、クリップガイド14で棹部46の上端を押圧してフラッパ10を揺動させている。
【0066】
図4には、高分子フィルムFを保持している状態のクリップ2と、波状把持部材6との詳細が示されている。クリップ2は、テンタチェイン3のコマに等間隔に取り付けられたベース8に固定され、高分子フィルムF側に開放した概略コの字型をなすフレーム9と、フレーム9の上辺先端に揺動可能に枢支されたフラッパ10とを有する。フラッパ10は、先端に、フレーム9の下辺先端に設けた下歯部11と咬合する上歯部12が設けられている。また、フラッパ10は、フレームの上方に延伸するアーム部13がクリップガイド14に案内されて揺動するようになっている。クリップ2は、フラッパ10の揺動によって、下歯部11と上歯部12とで高分子フィルムFの側端を把持または解放する。
【0067】
図9に示すように、クリップ2の下歯部11と上歯部12とは、高分子フィルムFの搬送方向に所定ピッチで周期的に上下する波形に咬合するようになっている。
【0068】
次に、フィーダチェイン5a,5b,5c,5dに取り付けられた表側把持片6a、及び裏側把持片6bについて説明する。
前記した様に4個のフィーダチェイン5a,5b,5c,5dは、2対に分かれて配置されており、それぞれ一対のフィーダチェイン(5a,5b)(5c,5d)は、上下に並べて配置されている。図5は、その内の一対のフィーダチェイン5a,5bを図示したものである。また図6は、図5の一部を拡大したものであり、表側把持片6aと裏側把持片6bによって構成される波状把持部材6を図示している。
本実施形態では、図5の様にフィーダチェイン5a,5b(又は5c,5d)の対向する走行面がフィード作用部50として機能する。
そして本実施形態では、上側に位置するフィーダチェイン5aで囲まれる領域であって、フィード作用部50側の走行路に、フィーダガイド16が設けられている。フィーダガイド16は、フィード作用部50側の走行路の略全域に渡る長さを持つ。そしてフィーダガイド16は、走行路の中間部分を外側(図を基準にすると下側)に張り出す形状となっている。より具体的には、フィーダガイド16はガイド面が緩やかに傾斜しており、走行路の終端近傍が外側に張り出している。
【0069】
また下部に位置するフィーダチェイン5bについても同様にフィーダガイド17が設けられている。フィーダガイド17はガイド面が緩やかに傾斜しており、走行路の終端近傍が外側に張り出している。
【0070】
そして本実施形態では、上部側のフィーダチェイン5aに表側把持片6aが取り付けられ、下側のフィーダチェイン5bに裏側把持片6bが取り付けられている。
フィーダチェイン5aに設けられた表側把持片6aは、図12の様に下面に過給突起15が3個形成されている。
過給突起15は、高分子フィルムF側に向かって突出するものであり、リブ状であって、峰に長さを持つ。即ち一つの過給突起15は、表側把持片6aの全幅に渡って延びる。過給突起15の峰の方向は、高分子フィルムFの幅方向に沿っている。
過給突起15が存在しない部位、即ち過給突起15の谷の部位は、平坦である。過給突起15の幅Wは、過給突起15同士の間隔wよりも小さい。
表側把持片6aは、過給突起15が、一定の間隔をあけて設けられたものであると言える。なお本実施形態では、推奨される構成として過給突起15の間隔を一定としたが、過給突起15の間隔は不規則であってもよい。後記する裏側把持片6bについても同様である。
なお表側把持片6aの下面をサインカーブの様な波打ち面としてもよい。
本実施形態では、上部側のフィーダチェイン5aに表側把持片6aが複数等間隔に設けられている。この点からも過給突起15が、一定の間隔をあけて設けられたものであると言える。
表側把持片6a同士の間隔は、前記したクリップ2の間隔と等しい。
【0071】
下側のフィーダチェイン5bに設けられた裏側把持片6bについても、過給突起15が設けられている。
裏側把持片6bについても、過給突起15が、一定の間隔をあけて設けられたものであると言える。
下側の裏側把持片6bに設けられた過給突起15の形状及び間隔は、先に説明した表側把持片6aと同一である。しかしながら、先に説明した表側把持片6aでは、過給突起15を3個有していたのに対し、下側の裏側把持片6bでは、過給突起15を4個有している。
本実施形態では、下側のフィーダチェイン5bに裏側把持片6bが複数等間隔に設けられている。
この点からも過給突起15が、一定の間隔をあけて設けられたものであると言える。
裏側把持片6b同士の間隔は、前記した表側把持片6aのそれと等しい。
【0072】
上側に位置するフィーダチェイン5aと、下部に位置するフィーダチェイン5bは同期的に走行し、両者が対向する走行面(フィード作用部)50においては、表側把持片6aと裏側把持片6bとの軸心が常に一致する。
ただし前記した様にフィーダチェイン5a,5bには、それぞれフィーダガイド16,17が設けられており、フィーダチェイン5a,5bの走行軌跡は、中央が外側に膨らんでいるから、表側把持片6aと裏側把持片6bとの相対距離は、フィーダチェイン5a,5bの走行位置によって変化する。
即ちフィーダガイド16,17は、いずれもフィーダチェイン5a,5bのフィード作用部50の終端部を外側に張り出すから、フィーダチェイン5a,5bのフィード作用部50の終端部に表側把持片6aと裏側把持片6bとが移動した時に両者の距離が最も近づく(図13 C列)。
これに対してフィード作用部50の始端部においては、図8のA列、図13のA列の様に表側把持片6aと裏側把持片6bとの間が開いている。
【0073】
従ってフィーダチェイン5a,5bが走行し、表側把持片6aと裏側把持片6bが周回してフィード作用部50(対向する走行面)側に至ると、表側把持片6aと裏側把持片6bが対向することとなり、以後、表側把持片6aと裏側把持片6bは対向姿勢のままでフィード作用部50を走行する。
【0074】
そしてフィード作用部50の始端部においては、図13のA列の様に、表側把持片6aと裏側把持片6bの間が大きく開いている。
具体的には、表側把持片6aの峰と裏側把持片6bの峰とは図13のA列の様に上下方向に離れている。そしてフィード作用部50を走行するに連れて両者の間隔が図13のB列の様に狭まり、表側把持片6aの峰と裏側把持片6bの峰とが咬みあう。
【0075】
そしてフィード作用部50を走行するにつれて両者の間隔がますます近づき、表側把持片6a及び裏側把持片6bが高分子フィルムFの表面を押圧する。ここで、表側把持片6a及び裏側把持片6bには、互い違いの位置に過給突起15があるから、例えば表側把持片6a側の過給突起15の先端が高分子フィルムFの表面を図面下側に押圧する際の反力が、対向する位置にある裏側把持片6bの過給突起15で保持される。
そのため高分子フィルムFは、全体的に上下することなく、波状把持部材6で挟まれた部位だけが波形に賦形される。
前記した様に表側把持片6a及び裏側把持片6bは、共に過給突起15が、一定の間隔をあけて設けられたものであると言えるから、高分子フィルムFの表裏面が搬送方向に間隔をあけて押圧されたと考えることもでき、その結果、波状把持部材6で挟まれた部位だけが弛んで波形に賦形される。
【0076】
また表側把持片6aと裏側把持片6bは、フィーダチェイン5a,5bの走行に伴って徐々に近接するので、高分子フィルムFは表側把持片6aと裏側把持片6bの間に徐々に挟み込まれることとなる。
【0077】
そして表側把持片6aと裏側把持片6bとが、フィード作用部50の終端部近傍に至った時に、表側把持片6aと裏側把持片6bとが最も近接する。
表側把持片6aと裏側把持片6bとが、フィード作用部50の終端部近傍に至ると、図8のC列、図13C列に示すように表側把持片6aと裏側把持片6bとが咬み合い姿勢となるが、表側把持片6aと裏側把持片6bとは接触しない。
より具体的に説明すると、表側把持片6aと裏側把持片6bとが最も近接しても、表側把持片6aの峰は、裏側把持片6bの谷と接触せず、表側把持片6aの谷は、裏側把持片6bの山と接触しない。
【0078】
また過給突起15の幅Wは、過給突起15同士の間隔wよりも小さいから、表側把持片6aの過給突起15と裏側把持片6bの過給突起15が入れ子状態になるものの、両者が接触することはない。
【0079】
テンタチェイン3とフィーダチェイン5とは、同じ周速で周回するようになっており、図3,図8に示すように、クリップ2と波状把持部材6a,6bとは、両者が高分子フィルムFを把持する時点で、高分子フィルムFの搬送方向に同じ位置になるように、等しい間隔で配設されている。また、波状把持部材6a,6bの過給突起15は、それぞれ、クリップ2の下歯部11および上歯部12の波形の頂点と対応して同じ数だけ設けられている。
【0080】
次に、フィルム延伸機1の作用について説明する。
【0081】
先ず、最初に、高分子フィルムFは、フィルムオーバーフィード装置7の波状把持部材6a,6bに挟み込まれ、過給突起15が互い違いに上下から圧接されるので、各過給突起15を頂点とする波形を形成する(図8,13のB列参照)。即ち弛む。このとき、フィルムFは、波打つ分だけ余分に長さが必要になるので、フィルムオーバーフィード装置7は、フィーダチェイン5の搬送速度(例えば15m/sec)よりも速い速度(例えば1.2倍の18m/sec)で上流側から高分子フィルムFを引き込むことになる。
フィルムオーバーフィード装置7の搬送速度は、前記した様にフィーダチェイン5の搬送速度よりも速いことが望ましく、適正な速度範囲は、フィーダチェイン5の搬送速度の1.05倍以上1.50倍以下である。
【0082】
フィルムオーバーフィード装置7が上流側から高分子フィルムFを引き込む際、高分子フィルムFが過給突起15を擦過することになるため、過給突起15は、高分子フィルムFとの摩擦が小さくなるような材質で形成することが望ましい。また、過給突起15をそれぞれ独立して回転可能なローラにしてもよい。
【0083】
また、波状把持部材6a,6bの間に挟み込んだ高分子フィルムFの長さが、クリップ2の下歯部11および上歯部12の咬合形状の長さと完全に一致することが理想的であるが、高分子フィルムFがクリップ2の把持形状よりも過剰に供給されていると、クリップ2によって高分子フィルムFにひだを形成してしまうおそれがある。本実施形態では、波状把持部材6a,6bの間に挟み込んだ高分子フィルムFの長さが、クリップ2の把持形状の長さよりも僅かに短くなるように調整されており、クリップ(保持部材)2は、高分子フィルムFを把持する際に、高分子フィルムFをさらに上流側から引き込む。しかしながら、クリップ2が高分子フィルムFを引き込む長さはごく僅かであるため、クリップガイド14に過剰な力が加わったり、高分子フィルムFを傷つけることはない。
【0084】
クリップ2が高分子フィルムFの両端を完全に保持する位置に至ると、図13のD列の様に波状把持部材6a,6b同士が離間し、波状把持部材6a,6bが高分子フィルムFを開放する。
【0085】
フィルム延伸機1は、フィルムオーバーフィード装置7の波状把持部材6a,6bが高分子フィルムFを解放した後も、クリップ(保持部材)2で高分子フィルムFを波打たせて把持して搬送する。即ちフィルム延伸機1は、高分子フィルムFの一部領域をあらかじめ長手方向に弛ませた状態で横方向の延伸を開始する。
フィルム延伸機1は、加熱炉4内でテンタチェイン3の間隔を広げることで、高分子フィルムFを幅方向に延伸する。
【0086】
フィルム延伸機1は、各クリップ(保持部材)2が高分子フィルムFを波打たせて保持するので、加熱炉4の中で高分子フィルムFを幅方向に(例えば1,2倍に)延伸したとき、高分子フィルムFの中央の有効部分を縦方向(搬送方向)に自由に収縮させることができ、縦方向に引っ張り応力が発生しない。これによって、高分子フィルムFの配向軸(分子鎖の向き)を幅方向に効率よく揃えることができる。なお、クリップ2で把持される高分子フィルムFの両側端近傍は、縦方向に応力が作用するので、後工程において切除される。
【0087】
図3以下に図示したフィルムオーバーフィード装置7では、高分子フィルムFの端部を保持するクリップ2を有し、当該クリップ2は、押圧部47側とフィルム載置面45の双方の表面が波形をしている。即ち先の実施形態における図9、10,11,13では、押圧部47側とフィルム載置面45の双方の表面が波形をしているクリップ(保持部材)2を例示した。
しかしながらクリップ2は、押圧部47側とフィルム載置面45の双方が波形のものに限定されるのではなく、前記した図2の様に、いずれか一方だけが波形や歯形等であり、他方が平板状であってもよい。
【0088】
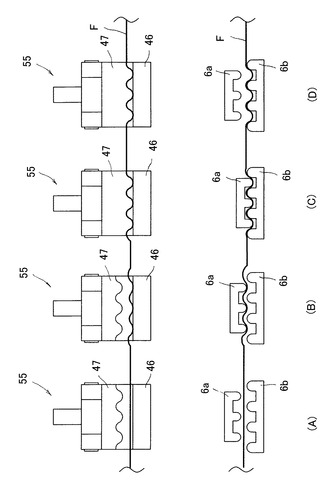
図14,15,16,17は、押圧部47側だけが波形であり、他方が(フィルム載置面53)が平板状のクリップ55を採用した場合の外観形状や動作を示したものである。即ち図14は図9に相当するクリップの斜視図であり、図15は、図10に相当するクリップの側面図及び平面図であり、図16は、図11に相当するクリップの側面図及び平面図であり、図17は、図13に相当する説明図である。
クリップ55は、一方の保持部材片だけに凸形部と凹形部の双方を備えている。クリップ55は、一方の保持部材片に凸形部が一定の間隔をあけて設けられたものであるともいえる。
【0089】
ただし、先の実施形態の図13では、クリップ2が波状把持部材6aおよび6bの動作と同期して、ゆっくりと閉じる様に図示したが、図17に示す実施形態では、波状把持部材6が完全に咬合うまで、クリップ2は全開状態であり、波状把持部材6が完全に咬合った後に、瞬間的な動作によって閉じ、高分子フィルムFを保持するものとして図示している。
【0090】
クリップ55に関する他の構成は、前述したクリップ2と同一であるから、同一の部材に同一の番号を付して重複した説明を省略する。
【0091】
図1,9,10,11,13に示した様な双方に波形を有するクリップ2と、図2,14,15,16,17の様な片側だけが波形であって、他方が平板状であるクリップ55とを比較すると、次の様な得失がある。
即ち前者の様に双方が波形である場合は、高分子フィルムFを広い面積で保持して延伸するので、フィルムFに掛かる引っ張り力がより均一となる。
一方、前者の様に双方が波形である場合は、クリップ2でフィルムFを保持する前に、フィルムFの波形が崩れた場合に、高分子フィルムFに皺が発生する懸念がある。
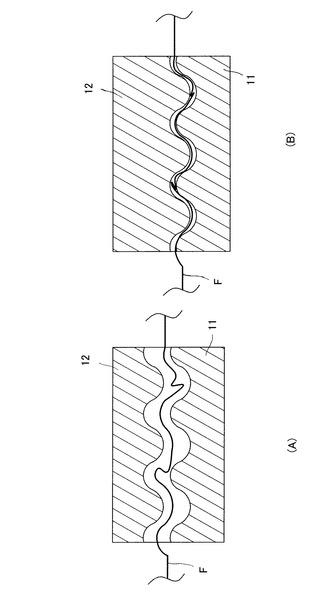
即ち先の実施形態では、クリップ2で高分子フィルムFを保持する前に、フィルムオーバーフィード装置7で高分子フィルムFを波形に賦形する。賦形された波形は、クリップ2と完全に一致することが理想であるが、高分子フィルムFの厚さや材質によって両者の形状が僅かに異なってしまう場合がある。例えばごくまれに、図18(a)の様に、高分子フィルムFの波形状の一部が崩れる場合があり、この様な状態で、双方に波形が設けられたクリップ2で高分子フィルムFを挟むと、図18(b)の様に波の一部が二重に挟まれ、高分子フィルムFに皺が生じてしまう。
【0092】
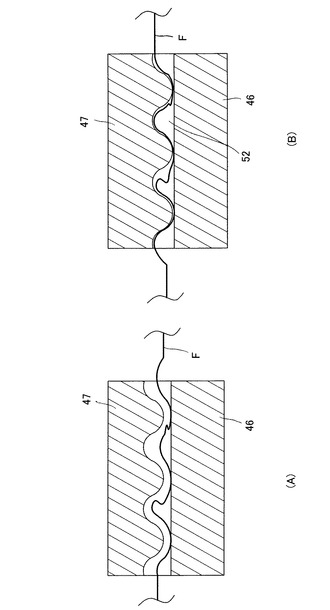
これに対して図2,14,15,16,17の様な片側だけが波形のクリップ2では、図19の様に押圧部47とフィルム載置面46との間に空隙52があるので、波形状の一部が崩れていても、当該部分が空隙52に逃げ、高分子フィルムFが二重に挟まれる事態が回避される。
【0093】
以上説明した実施形態では、高分子フィルムFを弛ませ、波打たせるための装置として、表側把持片6aと裏側把持片6bからなる波状把持部材6を採用し、これで高分子フィルムFを挟むことによって高分子フィルムFを波状に賦形した。
【0094】
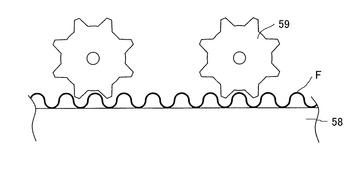
しかしながら本発明は、この構成に限定されるものではなく、例えば図20の様なラック58と歯車59に似た構造の凹凸形状が設けられた部材を利用し、ラック様部材と、歯車様部材の間に高分子フィルムFを挟む構成を採用してもよい。
【0095】
また図21の様な2個の歯車様部材(凹凸形状が設けられた部材)60の間で高分子フィルムFを挟む構成を採用してもよい。
図20,21の態様によっても、高分子フィルムFは双方の面が搬送方向に間隔をあけて押圧され、高分子フィルムFの一部領域又は全域が長手方向に弛む。
【0096】
また前述した実施形態では、フィルムオーバーフィード装置7は、波状把持部材(表側把持片と裏側把持片)6a,6bを有し、当該波状把持部材6a,6bで高分子フィルムFを挟む構成を採用したが、図22に示す様に、一つの突起だけを有するブロック61を設け、このブロック61で、高分子フィルムFは双方の面を押圧してもよい。図22の態様によっても、高分子フィルムFは双方の面が搬送方向に間隔をあけて押圧され、高分子フィルムFの一部領域又は全域が長手方向に弛む。
【0097】
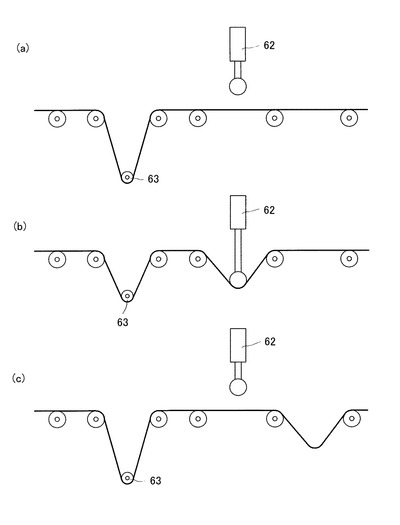
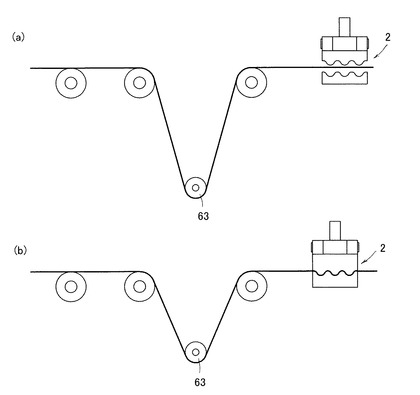
またチェーンによらず、シリンダー62によって高分子フィルムFの表面を押圧してもよい。図23は、シリンダー62によって高分子フィルムFの表面を押圧する構成を示している。
図23に示す構成では、高分子フィルムFの搬送経路にダンサーロール63が配され、シリンダー62の下部の高分子フィルムFは、搬送手段(図示せず)に対して搬送方向に自由度がある。即ち高分子フィルムFは、昇降自在に設けられたロール(ダンサーロール63)によって一定の張力が付与されている(図23(a))。ただしダンサーロール63は、昇降方向に自由度があるから、高分子フィルムFに外力を掛けて進行方向に引くと、図23(b)の様にダンサーロール63が上昇し、高分子フィルムFを下流側に繰り出す。
本実施形態では、図23(b)の様に、シリンダー62によって高分子フィルムFの表面を押圧すると、ダンサーロール63が上昇して高分子フィルムFが繰り出され、高分子フィルムFが弛む。シリンダー62は、一定の時間間隔で昇降し、高分子フィルムFは表面側が搬送方向に間隔をあけて押圧され、高分子フィルムFの一部領域又は全域が長手方向に弛む(図23(c))。
【0098】
またフィルムオーバーフィード装置7によらず、クリップ(保持部材)2で高分子フィルムFを挟むことによって波打たせてもよい。
クリップ(保持部材)2で高分子フィルムFを挟むことによって波打たせる場合には、図24に示すように高分子フィルムFの搬送経路にダンサーロール63を配し、高分子フィルムFに搬送方向に自由度を付与させることが望ましい。
【0099】
高分子フィルムFを波打たせる(弛ませる)ためのさらに他の方策として、高分子フィルムFを過剰に供給する方法が考えられる。例えば図25の様に送り装置75を複数配し、当該送り装置75でフィルムFを矢印方向に送る。そして各ロールの送り速度を下流に至る程遅くする。その結果、図25の様に高分子フィルムFは次第に波打つ。
【0100】
次に、本発明の偏光子フィルムについて説明する。本発明の偏光子フィルムは、本発明の高分子延伸フィルムからなるものである。
【0101】
本発明の偏光子フィルムは、用途や使用する高分子フィルムおよび条件などに応じて任意の適切な方法で製造され得る。代表的には、高分子フィルムを、膨潤、染色、架橋、延伸、水洗、および乾燥工程からなる一連の加工工程が採用される。
【0102】
前記加工工程のうち、延伸工程は、偏光子フィルムの主要特性である偏光度に大きく影響する工程であり、高い偏光度を得るためには高度な一軸延伸性が要求される。このため、一般的な偏光子フィルムは高度な一軸延伸性が達成できる縦一軸延伸により、高い延伸倍率である5倍〜7倍に延伸されることによって製造されることが多い。しかし、縦一軸延伸による偏光子フィルムは、高い偏光度が得られる一方で、高い延伸倍率のために広幅化が困難であった。そこで、広幅化を達成するために、従来の横延伸技術を用いて単純に高分子フィルムを搬送方向に対して横方向に延伸することが考えられる。しかし、高分子フィルムを横方向に延伸すると、同時にその搬送方向にも収縮しようとするので、クリップなどにより両端が固定された高分子フィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、高分子フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、結果的に、横方向のみへの高度な一軸延伸性が実現できない。
【0103】
そこで本発明では、上述した「弛ませた状態で横方向に延伸する」方法により高分子フィルムに対して横方向のみへの高度な一軸延伸性が達成できるため、広幅の偏光子フィルムを得ることができる。
【0104】
一般的に偏光子フィルムはその吸収軸方向が直交するように使用される。例えば液晶表示装置においては、従来は縦一軸延伸により製造された偏光子フィルムを任意のサイズに切り出し、それぞれの吸収軸方向が直交するように合せたのちに液晶パネルの両面に貼り合せて使用している。本発明の偏光子フィルムは、従来の縦一軸延伸によって製造された偏光子フィルムと液晶パネルを介してロールtoロールで合せて使用できるため、製造コストの低減にも大きく寄与する。
【0105】
本発明の偏光子フィルムの製造に用いる高分子フィルムとしては、二色性物質(例えば、ヨウ素、二色性染料)で染色できる高分子フィルムであれば特に制限されず各種の前記高分子フィルムを使用できる。例えば、ポリビニルアルコール系高分子フィルムは二色性物質での染色性に優れるために特に好ましく用いられる。
【0106】
本発明の偏光子フィルムの光線透過率としては30%〜50%が好ましく、41%〜50%がさらに好ましく、43%〜50%であることが最も好ましい。本発明の偏光子フィルムの偏光度としては97%以上であることが好ましく、98%以上であることがさらに好ましく、99%以上であることが最も好ましい。すなわち、41%未満の光線透過率、もしくは97%未満の偏光度の場合には液晶表示装置の輝度やコントラストが低く、表示品位が低下する。本発明の偏光子フィルムにおける偏光子の厚さとしては1〜50μmが好ましく、1〜40μmがさらに好ましく、8〜30μmであることが最も好ましい。
【0107】
次に、本発明の光散乱フィルムについて説明する。本発明の光散乱フィルムは、本発明の高分子延伸フィルムからなるものである。
【0108】
上記した偏光子フィルムの場合と同様に、生産性の観点から、広幅化が達成するために、従来の横延伸技術を用いて単純に高分子フィルムを搬送方向に対して横方向に延伸すると、その搬送方向にも収縮しようとするので、クリップなどにより両端が固定された高分子フィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、高分子フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、横方向のみへの高度な一軸延伸性が実現できない。このために高分子フィルムを保持しているクリップに近い部分とクリップから遠い中央部分の光散乱性が異なる光散乱フィルムとなる。
【0109】
そこで本発明では、上述した「弛ませた状態で横方向に延伸する」方法により高分子フィルムに対して高分子フィルムを横方向に延伸することで、横方向のみへの高度な一軸延伸性が達成できるため、広幅であり、光散乱が全面で均一な光散乱フィルムを得ることができる。
【0110】
本発明の光散乱フィルムの製造に用いる高分子フィルムとしては、光を散乱する機能を有する高分子フィルムであれば特に制限されないが、例えば、高分子フィルムの表面に物理的に凹凸をつける加工を施して得られた光散乱フィルム、高分子フィルムの表面に有機物質および無機物質の微粒子を含有する光拡散層をコーティングした光散乱フィルム、高分子フィルム中に光拡散成分として無機物質および有機物質の微粒子を分散した光散乱フィルムが挙げられる。
【0111】
本発明の光散乱フィルムにおける光拡散成分としては、目的に応じて適宜、適切なものが選択される。具体例としては、無機物質の微粒子としては、雲母、合成雲母、シリカ、アルミナ、酸化カルシウム、チタニア、酸化ジルコニウム、酸化亜鉛、フッ化マグネシウム、スメクタイト、合成スメクタイト、バーミキュライト、ITO(酸化インジウム/酸化錫)、ATO(酸化アンチモン/酸化錫)、酸化錫、酸化インジウム、酸化カドミウムおよび酸化アンチモンが挙げられる。一方、有機物質の微粒子としては、ポリメチルメタアクリレート、ポリアクリルニトリル、ポリエステル、シリコーン、ポリエチレン、エポキシ、メラミン・ホルムアルデヒド縮合物、ベンゾグアナミン・ホルムアルデヒド縮合物またはベンゾグアナミン・メラミン・ホルムアルデヒド縮合物などが挙げられる。上記の光拡散成分は、単独で、または2種以上を組み合わせて用いられる。
【0112】
光拡散成分として使用される微粒子の形状に長辺と短辺が存在する略楕円型および略扁平型の微粒子は、本発明の製造方法によって横方向に延伸されるに従って微粒子の高度な配向が進行するために特に良好な光散乱フィルムとなる。
また、有機物質からなる微粒子についても、上記した方法で高分子フィルムが横方向に延伸されるに従って、微粒子の形状が配向に沿って変形し、高度な配向性を有するに至るために特に良好な光散乱フィルムとなる。
【0113】
次に、本発明の直線カッティングフィルムについて説明する。本発明の直線カッティングフィルムは、本発明の高分子延伸フィルムからなるものである。
【0114】
上記した偏光子フィルムや光散乱フィルムの場合と同様に、従来の横延伸技術を用いて単純に高分子フィルムを搬送方向に対して横方向に延伸すると、その搬送方向にも収縮しようとするので、クリップなどにより両端が固定された高分子フィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、高分子フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、横方向のみへの高度な一軸延伸性が実現できない。このために、当該の高分子延伸フィルムは直線カッティング性に劣るものとなる。
【0115】
そこで本発明では、上述した「弛ませた状態で横方向に延伸する」方法により高分子フィルムに対して高分子フィルムを横方向に延伸することで、横方向のみへの高度な一軸延伸性が達成できるため、直線カッティング性が全面で均一な優れた直線カッティングフィルムを得ることができる。
【0116】
本発明の直線カッティングフィルムの製造に用いる高分子フィルムとしては特に制限されず、各種の高分子フィルムを使用できる。例えば、ポリエチレン系樹脂およびポリプロピレン系樹脂からなる高分子フィルムは加工性や酸素バリア性に優れるために特に好ましく用いられる。
【実施例】
【0117】
本発明について、実施例及び比較例をあげて具体的に説明するが、本実施例は本発明を限定するものではない。なお、各種物理物性や光学特性の測定方法は、以下の通りである。
【0118】
(1)偏光度
分光光度計[村上色彩技術研究所(株)製,機器名「DOT−3」]を用いて平行透過率(T0)および直交透過率(T90)を測定し、下記式:
偏光度(%)={(T0−T90)/(T0+T90)}1/2×100
により求めた。平行透過率(T0)は、偏光子2枚を互いの吸収軸が平行となるように重ね合わせた透過率を測定して求めた。また、直交透過率(T90)は、同じ偏光子2枚を互いの吸収軸が直交するように重ね合わせた透過率を測定して求めた。なお、これらの透過率は、JlSZ8701−1982の2度視野(C光源)により、視感度補正を行ったY値である。
【0119】
(2)光散乱の均一性
光フィルムの横方向50mm間隔にて測定したヘイズ値のプラスの変動率(下式参照)もしくはマイナスの変動率(下式参照)がそれぞれ3%以内であるものを「〇」、3%を越えるものを「×」と評価した。ヘイズについては、JIS K 7105に準じた積分球式ヘイズメーター[日本電色工業(株)製 機器名「300A」]を用いて測定した。
プラス側の変動率(%)=100×(最大値−全測定値の平均値)/(全測定値の平均値)
マイナス側の変動率(%)=100×(全測定値の平均値−最小値)/(全測定値の平均値)
【0120】
(3)直線カット性
フィルムの両端部、及び中央の三点から、横方向に300mm、搬送方向に180mmのサンプルを各2枚ずつ切り出し、横方向と正確に平行な線を、30mm間隔で引いた。次にこの線の上に新品のカッター刃を用いて端から50mmのところまで切れ目を入れ、短冊状にし、試験片とした。次に、試験片を測定者の正面に、横方向が真っ直ぐ前を向く方向に、平らな机の上に置いた。次に、右手で試験片の右端の短冊部分を持ち、左手はその隣の短冊部分を押さえた。短冊部分を持った右手を、ゆっくり、真っ直ぐに手前に引いた。この動作を右端から順に5回行った。
引裂はじめから200mmのところでの、予め横方向に引いた線からのずれた幅、すなわち、横方向に直線を引き、200mm裂いたときの直線からのズレ量の絶対値をL(mm)とし、直線カット性の指標とした。
両端部、及び中央の六点のうち、最も大きいLの値を選択し、当該Lの値が5.0mm以下のものを「○」、5.0mmを超えるものを「×」と評価した。
【0121】
〔実施例1〕
図2に示したクリップ2と図3に示したフィルム延伸機1、並びに、図4,5に示したフィルムオーバーフィード装置7を使用して、搬送方向に200%弛めた状態で厚み80μmのポリビニルアルコール系高分子フィルム(平均重合度2400、けん化度99.9モル%)の両端部を保持し、30±3℃に保持した5wt%ヨウ素化合物水溶液の染色浴にて染色を行った。続けて、60±3℃に保持した4wt%ホウ酸と3wt%ヨウ化カリウム配合の水溶液浴中で、架橋反応を行いながら、ポリビニルアルコール系高分子フィルムを搬送方向に対して横方向に450%となるように延伸した。得られた高分子延伸フィルムを40±1℃の空気循環式恒温オーブン内で10分間乾燥させて、厚み28μmの偏光子フィルムを得た。得られた偏光子フィルムの特性は、表1の通りであった。なお、表1の「弛み量」はフィルム搬送方向の弛み量を示し、例えば、搬送方向の長さが400mm、弛み量100%の場合、フィルムは400mm弛んでいる。また、表1の「延伸倍率」は原反幅に対する横延伸倍率を示し、例えば、原反幅500mm、延伸倍率100%の場合、延伸後幅は1000mmとなる。
【0122】
〔実施例2〕
フィルム弛み量を250%とし、横方向の延伸倍率を450%となるように延伸した以外は実施例1と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0123】
〔実施例3〕
フィルム弛み量を300%とし、横方向の延伸倍率を500%となるように延伸した以外は実施例1と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0124】
〔実施例4〕
図2に示したクリップ2と図3に示したフィルム延伸機1、並びに、図4,5に示したフィルムオーバーフィード装置7を使用して、搬送方向に30%弛めた状態で、ポリメチルメタアクリレートの微粒子(平均粒径8μm)3.0wt%が添加された厚み70μmのポリカーボネートフィルム(高分子フィルム)の両端部を保持し、140℃±1℃で搬送方向に対して横方向に35%延伸を行った。得られた光散乱フィルム(高分子延伸フィルム)の特性は、表2の通りであった。なお、表2の「弛み量」と「延伸倍率」は表1のものと同じ意味である。
【0125】
〔実施例5〕
シリカの微粒子(平均粒径4μm)4wt%が添加された厚み60μmのポリカーボネートフィルムフィルム(高分子フィルム)を使用し、弛み量を20%とし、横方向の延伸倍率を22%とした以外は実施例4と同様に横方向に延伸を行った。得られた光散乱フィルム(高分子延伸フィルム)の特性は、表2の通りであった。
【0126】
〔実施例6〕
図2に示したクリップ2と図3に示したフィルム延伸機1、並びに、図4,5に示したフィルムオーバーフィード装置7を使用して、搬送方向に40%弛めた状態で、厚み40μmのポリプロピレンフィルム(高分子フィルム)の両端部を保持し、140℃±1℃で搬送方向に対して横方向に45%延伸を行った。得られた直線カッティングフィルム(高分子延伸フィルム)の特性は、表3の通りであった。なお、表3の「弛み量」と「延伸倍率」は表1のものと同じ意味である。
【0127】
〔実施例7〕
フィルム弛み量を20%とし、横方向の延伸倍率を25%となるように延伸した以外は実施例6と同様に横方向に延伸を行った。得られた直線カッティングフィルムの特性は、表3の通りであった。
【0128】
〔比較例1〕
フィルム弛み量を0%とした以外は実施例1と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0129】
〔比較例2〕
フィルム弛み量を0%とした以外は実施例3と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0130】
〔比較例3〕
フィルム弛み量を0%とした以外は実施例4と同様に横方向に延伸を行った。得られた光散乱フィルムの特性は、表2の通りであった。
【0131】
〔比較例4〕
フィルム弛み量を0%とした以外は実施例5と同様に横方向に延伸を行った。得られた光散乱フィルムの特性は、表2の通りであった。
【0132】
〔比較例5〕
フィルム弛み量を0%とした以外は実施例6と同様に横方向に延伸を行った。得られた直線カッティングフィルムの特性は、表3の通りであった。
【0133】
〔比較例6〕
フィルム弛み量を0%とした以外は実施例7と同様に横方向に延伸を行った。得られた直線カッティングフィルムの特性は、表3の通りであった。
【0134】
【表1】

【0135】
【表2】
【0136】
【表3】
【符号の説明】
【0137】
2 クリップ(保持部材)
6 波状把持部材
6a 表側把持片
6b 裏側把持片
11 下歯部(保持部材片、波状把持部材)
12 上歯部(保持部材片)
55 保持部材
56 上歯部(保持部材片)
57 平面(保持部材片)
F 高分子フィルム
【技術分野】
【0001】
本発明は高分子延伸フィルム、偏光子フィルム、光散乱フィルム、並びに、直線カッティングフィルムに関し、さらに詳細には、搬送方向に対して横方向のみに一軸延伸され、横方向の分子の配向性に優れた高分子延伸フィルム、並びに、当該高分子延伸フィルムからなる偏光子フィルム、光散乱フィルム、及び直線カッティングフィルムに関する。
【背景技術】
【0002】
例えば、特許文献1に記載されているように、フィルムの両側をクリップで把持して搬送しながら、両側のクリップ間の距離を広げることで、フィルムを幅方向に引き延ばすフィルム延伸機が公知である。
【0003】
特許文献1に開示されたフィルム延伸機において、フィルムを把持する従来のクリップは、フィルムの載置面に対して先端が当接可能に揺動するフラッパを有し、フィルムの張力がフラッパを載置面に押圧する方向に作用するように、フラッパの載置面に対する当接角度が設定される。
【0004】
ここで一般に、フラッパの把持部分はフィルムを平面形状に把持できるように、平面で形成されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−104081号公報
【特許文献2】特開平4−230704号公報
【特許文献3】特開平5−11111号公報
【特許文献4】特開平5−11114号公報
【特許文献5】特開平5−288931号公報
【特許文献6】特開平5−288932号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
搬送方向に対して横方向にフィルムを延伸する際には、特許文献1に記載されているように、フィルムの両側をクリップで保持して搬送しながら、両側のクリップの距離を広げることで、フィルムを幅方向に引き延ばすフィルム延伸機が公知である。また、クリップの代わりに、テンターピンで固定する場合もある。
【0007】
フィルムを把持する従来のクリップは、フィルムの載置面に対して先端が当接可能に揺動するフラッパを有し、フィルムの張力がフラッパを把持部分に押圧する方向に作用するように、フラッパの把持部分の当接角度が設定される。一般に、フラッパの把持部分はフィルムを平面形状に把持できるように、平面で形成されている。
【0008】
フィルムは、応力が作用することで、分子配列が変化して、偏光特性などが付与されるので、これを制御することで所望の光学特性を得ることが延伸技術の目的である。しかし、単純にフィルムを搬送方向に対して横方向に延伸すると、その搬送方向に収縮しようとするので、クリップなどにより両端が固定されたフィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、横方向のみへの一軸延伸が実現できず、フィルムに望まざる特性を付与してしまう結果となる。
【0009】
また、横方向への延伸をする際には、いわゆるボーイングと呼ばれる現象が発生し、横方向に分子の配向方向の不均一化が起こる問題があった。
【0010】
このような問題点を解決するための技術が、例えば、特許文献2、3、4、5に開示されている。特許文献2、3、4、5に開示された技術は、横延伸工程で縦方向にも延伸されたフィルムを得た後に、フィルムの熱収縮を利用して縦方向への延伸を緩和させる方法である。しかし、この方法では、横延伸工程と緩和工程の二つの工程が必要となり、効率が悪いという課題があった。
【0011】
特許文献6では、フィルムの両端部を波形に賦形した状態を保ちながら、横方向に延伸する技術が開示されている。この方法であれば、横方向のみへの一軸延伸を可能とすることができ、且つ横方向へのボーイング現象を緩和することが可能となる。しかし、特許文献6には、波形に賦形する方法や延伸方法が記載されておらず、特にフィルムの生産に最も重要である連続的に延伸処理を施す手段やフィルムを連続的に波形に賦形する手段が全く開示されておらず、実用性に乏しいものであった。
【0012】
上記現状に鑑み、本発明は、搬送方向に対して横方向のみに一軸延伸され、横方向の分子の配向性に優れた高分子延伸フィルム等を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記した課題を解決するための本発明は、以下のとおりである。
【0014】
1.連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムであって、
前記方法は、
凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、
弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、
前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程と、
を含むものであることを特徴とする高分子延伸フィルム。
【0015】
2.前記方法は、高分子フィルムの一部領域又は全域を搬送方向に弛ませた状態で凹凸形状をした保持部材片を備えた保持部材で高分子フィルムの端部を保持して横方向の延伸を開始するものであることを特徴とする1に記載の高分子延伸フィルム。
【0016】
3.前記方法は、高分子フィルムの一方の面と他方の面とを互い違いに押圧することによって高分子フィルムの一部領域又は全域を弛ませた状態で横方向の延伸を開始するものであることを特徴とする上記1又は2に記載の高分子延伸フィルム。
【0017】
4.上記1〜3のいずれかに記載の高分子延伸フィルムからなる偏光子フィルム。
【0018】
5.上記1〜3のいずれかに記載の高分子延伸フィルムからなる光散乱フィルム。
【0019】
6.上記1〜3のいずれかに記載の高分子延伸フィルムからなる直線カッティングフィルム。
【発明の効果】
【0020】
本発明の高分子延伸フィルムは、横方向にのみ選択的に延伸され且つ横方向の各位置において均一に延伸されたものであるので、横方向の分子の配向性に極めて優れている。そのため、偏光子フィルム、光散乱フィルム、直線カッティングフィルム等として好適に用いられる。
【0021】
本発明の偏光子フィルムは、広幅であるとともに高い偏光度を有する。
【0022】
本発明の光散乱フィルムは、広幅であるとともに光散乱が全面で均一である。
【0023】
本発明の直線カッティングフィルムは、広幅であるとともに直線カッティング性が全面で均一である。
【図面の簡単な説明】
【0024】
【図1】(a)は第一の実施形態におけるクリップの側面図(破線は波状把持部材)、(b)はクリップとフィルムとの関係を示す説明図(b)である。
【図2】(a)は第二の実施形態におけるクリップの側面図(破線は波状把持部材)、(b)はクリップとフィルムとの関係を示す説明図(b)である。
【図3】本発明の高分子延伸フィルムの製造に使用可能なフィルム延伸機の一例を示す平面図である。
【図4】クリップと波状把持部材の正面図である。
【図5】図3のフィーダチェインと波状把持部材の側面図である。
【図6】図3のフィーダチェインと波状把持部材の部分拡大側面図である。
【図7】図3のフィルム延伸機の斜視図である。
【図8】フィルムを保持している状態におけるフィルム延伸機の断面斜視図である。
【図9】第一の実施形態におけるクリップの斜視図である。
【図10】(a)は第一の実施形態におけるフィルムを保持する直前におけるクリップの正面図、(b)は第一の実施形態におけるフィルムを保持する直前におけるクリップの側面図である。
【図11】(a)は第一の実施形態におけるフィルムを保持した状態におけるクリップの正面図、(b)は第一の実施形態におけるフィルムを保持した状態におけるクリップの側面図である。
【図12】波状把持部材の斜視図である。
【図13】第一の実施形態における高分子フィルムの位置と、クリップ及び波状把持部材の姿勢との関係を示す説明図である。
【図14】第二の実施形態におけるクリップの斜視図である。
【図15】(a)は第二の実施形態における高分子フィルムを保持する直前におけるクリップの正面図、(b)は第二の実施形態における高分子フィルムを保持する直前におけるクリップの側面図である。
【図16】(a)は第二の実施形態における高分子フィルムを保持した状態におけるクリップの正面図、(b)は第二の実施形態における高分子フィルムを保持した状態におけるクリップの側面図である。
【図17】第二の実施形態における高分子フィルムの位置と、クリップ及び波状把持部材の姿勢との関係を示す説明図である。
【図18】第一の実施形態におけるクリップで高分子フィルムを保持する際における高分子フィルムの挙動を示す断面図である。
【図19】第二の実施形態におけるクリップで高分子フィルムを保持する際における高分子フィルムの挙動を示す断面図である。
【図20】凹凸形状が設けられた部材の変形例を示す正面図である。
【図21】凹凸形状が設けられた部材の他の変形例を示す斜視図である。
【図22】フィーダチェインと波状把持部材の変形例を示す側面図である。
【図23】高分子フィルムを波打たせる方法の変形例を示す概念図である。
【図24】高分子フィルムを波打たせる方法の他の変形例を示す概念図である。
【図25】高分子フィルムを波打たせる方法のさらに他の変形例を示す概念図である。
【発明を実施するための形態】
【0025】
本発明の1つの様相は、連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムに係るものであり、前記方法は、凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程とを含むものである。
【0026】
前記方法では、連続的に供給される高分子フィルムを予め弛ませてから(好ましくは波形に賦形してから)、弛んだ状態(好ましくは波形)を維持しながら搬送装置に把持することが可能となり、波形に賦形された高分子フィルムを横方向へ連続的に且つ円滑に延伸することが可能となる。かかる延伸を行なうことにより、横方向への延伸と同時に搬送方向へフィルムが延伸されることを防止し、横方向にのみ選択的に延伸されたフィルムを製造することができる。
【0027】
ここで「弛む」という状態は、搬送状態において特定間隔に存在する高分子フィルムの実際の長さが前記した特定間隔よりも長い状態を言う。高分子フィルムが過剰供給された状態であるとも言える。「弛む」状態の形状を外観すると、例えば波打った状態が考えられる。「波打った状態」は山・谷の形状や周期が不規則である状態であってもよいが、品質を均一にする目的から、山・谷の形状や周期が規則的であることが望ましい。「弛む」状態の形の中で推奨されるものとして、サインカーブの様な山と谷とが規則的に存在する状態の他、脈動状態の様に、山だけが存在する状態や谷だけが存在する状態が挙げられる。また微細振動状であってもよい。
【0028】
また「波形に賦形」とは、塑性変形させることなく波うち状(すなわち平面状ではない)にするという意味である。
【0029】
好ましい実施形態では、前記方法は、高分子フィルムの一部領域又は全域を搬送方向に弛ませた状態で凹凸形状をした保持部材片を備えた保持部材で高分子フィルムの端部を保持して横方向の延伸を開始するものである。
【0030】
好ましい実施形態では、前記方法は、高分子フィルムの一方の面と他方の面とを互い違いに押圧することによって高分子フィルムの一部領域又は全域を弛ませた状態で横方向の延伸を開始するものである。
【0031】
本発明で採用される上記高分子フィルムの原料樹脂としては、目的に応じて適宜、適切なものが選択される。具体例としては、ポリカーボネート系樹脂、ノルボルネン系樹脂、ポリオレフィン系樹脂、セルロース系樹脂、ウレタン系樹脂、スチレン系樹脂、ポリ塩化ビニル系樹脂、アクリロニトリル・スチレン系樹脂、ポリメタクリル酸メチル、ポリ酢酸ビニル、ポリ塩化ビニリデン系樹脂、アクリロニトリル・ブタジエン・スチレン系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、変性ポリフェニレンエーテル系樹脂、ポリブチレンテレフタレート系樹脂、ポリエチレンテレフタレート系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ナイロン系樹脂、ポリビニルアルコール系樹脂、ポリフェニレンスルフィド系樹脂、ポリスルホン系樹脂、ポリエーテルスルホン系樹脂、ポリエーテルエーテルケトン系樹脂、ポリアリレート系樹脂、液晶性樹脂、ポリアミドイミド系樹脂、ポリイミド系樹脂、ポリテトラフルオロエチレン系樹脂等が挙げられる。特に、ポリカーボネート系樹脂、ノルボルネン系樹脂、ポリオレフィン系樹脂、セルロース系樹脂、ウレタン系樹脂、スチレン系樹脂、ポリイミド系樹脂、ポリアミド系樹脂はフィルムにした際の光学特性や強度が良好であるために好ましい。
【0032】
上記の原料樹脂は、単独で、または2種以上を組み合わせて用いられる。また、上記の原料樹脂は、任意の適切なポリマー変性を行ってから用いることもできる。上記ポリマー変性の例としては、共重合、架橋、分子末端、立体規則性等の変性が挙げられる。
【0033】
本発明で採用される高分子フィルムは、種々の方法で成形・取得することができる。例えば、有機溶剤に樹脂を溶解して支持体上にキャストし、加熱により溶剤を乾燥してフィルム化するキャスティング法や、樹脂を溶融してTダイなどから押出してフィルム化する溶融押出し法により得ることができる。また、成形した高分子フィルムの片面又は両面にさらにグラビアコーターなどによって薄膜層を形成し、積層フィルムとしたものを採用することもできる。
【0034】
前記高分子フィルムには、本発明の目的を損なわない範囲で、可塑剤、安定剤、残存溶媒、帯電防止剤、紫外線吸収剤など、その他の成分を必要に応じて含有させることができる。また、表面粗さを小さくするため、レベリング剤を添加することもできる。これらは樹脂との相溶性の良いものが好ましい。
【0035】
前記高分子フィルムの厚みの範囲は、設計する位相差値や延伸性、位相差の発現性等に応じて選択できるが、10〜500μmのものが好ましく用いられる。より好ましくは、10〜200μmである。上記の範囲であれば、フィルムの十分な自己支持性が得られ、広範囲の加工性を得ることができる。
【0036】
次に、本発明の高分子延伸フィルムを製造する方法、並びに、製造するための装置の例について、図面を参照しながら以下に詳述する。しかし、本発明はこれらに限定されるものではない。
【0037】
本発明の高分子延伸フィルムは、特定の形状の保持部材2,55で高分子フィルムFを保持することにより、高分子フィルムFを波形に賦形した状態で搬送方向に対して横方向に延伸して製造することができる。本方法は、高分子フィルムFは横方向に延伸されつつ搬送方向への延伸を防止することができ、横方向にのみ選択的に延伸された高分子フィルムFを製造できることを基本的な考え方とするものである。
【0038】
更に、本方法の別の要点は、前記延伸操作を連続的に且つ円滑に実現するために、高分子フィルムFの供給工程、高分子フィルムFを搬送方向に沿って連続的に波形に賦形する工程、波形に賦形されたフィルムFの両端を搬送装置に把持する工程、高分子フィルムFを搬送しながら横方向に延伸する工程を連続的に実施することにある。
【0039】
本方法において、高分子フィルムFを波型に賦形した状態で搬送方向に対して横方向に延伸するための保持部材2の好ましい態様としては、保持部材2の上歯と下歯が咬合する凹凸の形状をしたクリップがあげられる。かかる構造のクリップを用いれば、高分子フィルムFを波型に賦形することが可能であり、且つその状態を維持しつつ、高分子フィルムFを搬送方向に対して横方向に延伸することが可能となる。高分子フィルムFを咬合する凹凸の形状の周期や大きさは、高分子フィルムFの物性や延伸倍率に従って任意に選択される。
【0040】
前記クリップ型の保持部材2の一例(第一の実施形態)を図1に示す。保持部材2のフィルムFを挟む面は、互いに咬合する波形の上歯部(保持部材片)12と下歯部(保持部材片)11からなる。かかるクリップで把持された高分子フィルムFは波型の形状を形成するため、本方法の目的を達成することが可能となる。
高分子フィルムFを波型に賦形した状態で搬送方向に対して横方向に延伸するための保持部材の別の好ましい態様としては、図2に示すように保持部材55の様に保持部材片56,57の片方が凹凸形状を有しており他方が平面状である構造のクリップがあげられる(第二の実施形態)。かかる構造のクリップは、高分子フィルムFを任意の高さや周期の波形に賦形して延伸することが可能となり好ましい。更に、前述のフィルムオーバーフィード装置等の高分子フィルムFを連続的に波形に賦形する装置を用いる場合には、賦形された高分子フィルムFの波形の周期や高さが一定でなくても、高分子フィルムF端部を確実に挟み込むことが可能であり、最も好ましい実施形態となる。
【0041】
保持部材55の高分子フィルムFを挟む面の上面は波型の凹凸形状をした上歯部(保持部材片)56である。これに対して下面は平面57である。かかるクリップを用いて、後述するフィルムオーバーフィード装置などで波形に賦形された高分子フィルムFを把持すると、高分子フィルムFは波形の形状を維持しながら横方向に延伸することが可能となる。
【0042】
次に、本発明の高分子延伸フィルムの製造に使用可能なフィルム延伸機1についてその概要を説明する。
【0043】
図3に示す様に、フィルム延伸機1は、高分子フィルムFの両側端を把持するクリップ2が等間隔で設けられたテンタチェイン3と、テンタチェイン3に把持された高分子フィルムFを熱風によって加熱する加熱炉4とを有し、高分子フィルムFを把持するテンタチェイン3の間隔を広げることで高分子フィルムFを幅方向に延伸するものである。また、フィルム延伸機1は、高分子フィルムFの表裏でそれぞれ、高分子フィルムFの搬送方向に平行で、高分子フィルムFの搬送面(水平面)に垂直な平面内をそれぞれ周回する2対のフィーダチェイン(無端部材)5と、フィーダチェイン5にクリップ2と等しい間隔で保持され、フィルムFを表裏から挟み込む波状把持部材6aおよび6bとを備えるフィルムオーバーフィード装置7を有する。
【0044】
本発明に用いる高分子フィルムFを搬送方向に沿って連続的に波形に賦形する装置は、高分子フィルムFを連続的に波形に賦形することができる装置であれば、その構造は特に限定されない。例えば、図3で示したようなフィルムオーバーフィード装置7は、高分子フィルムFに無理な摩擦や張力を与えることが無く、円滑に波形を賦形させることが可能であり、好ましい。
図5にフィルムオーバーフィード装置7を側面から見た図を示す。このフィルムオーバーフィード装置7では、高分子フィルムFの表裏両面に対向して配置され、前記高分子フィルムFの搬送方向に移動しながら前記高分子フィルムFを挟み込む波状把持部材(表側把持片と裏側把持片)6a,6bを有し、前記波状把持部材6は、前記高分子フィルムFの搬送方向に配列され、互いに突出する過給突起15を備えるものである。
【0045】
フィルムオーバーフィード装置7の波状把持部材(表側把持片と裏側把持片)6a,6bは、上下のフィーダチェイン5のコマにそれぞれ等間隔に固定されている。また、図5,6に示すように、波状把持部材(表側把持片と裏側把持片)6a,6bには、高分子フィルムFの搬送方向にクリップ2の下歯部11および上歯部12の波形の周期と同じピッチで互い違いに、高分子フィルムFの幅方向(搬送方向と直角)に延伸するようにフィルムFに向かって突出する過給突起15が形成されている。波状把持部材(表側把持片と裏側把持片)6a,6bは、上下のフィーダチェイン5がフィーダガイド16,17によって接近させられることで咬合するようになっている。
【0046】
ただし、波状把持部材(表側把持片と裏側把持片)6a,6bは、過給突起15を受け入れあうように再接近したときにも、互いに当接せず、高分子フィルムFの厚みよりも十分に大きな隙間を残すように咬合する。これにより、高分子フィルムFの中央部に過剰な圧縮応力を作用させて傷つけることがないようにしている。
なお過給突起15は、高分子フィルムFの面を搬送方向に間隔をあけて押圧することによってフィルムの全域をあらかじめ長手方向に弛ませるものである。
また、本発明に用いるフィルムオーバーフィード装置7においては、前記波状把持部材(表側把持片と裏側把持片)6a,6bは、前記高分子フィルムFの搬送面に直交する平面内を周回する環状の無端部材に等間隔に複数保持されていても良い。
波状把持部材6の互いに突出する過給突起15の凹凸の高さ、幅、形状、周期、上下の過給突起15が近づく早さ等は、高分子フィルムFを収縮させるために必要な長さ、高分子フィルムFの破損を避けるための最小曲げ半径等から自由に選択することが可能である。
【0047】
以上の構成からなるフィルム延伸機1は、クリップ2が高分子フィルムFを把持する前に、まず、フィルムオーバーフィード装置7の波状把持部材6a,6bが徐々に高分子フィルムFを上下面から挟み込んで行く。即ち過給突起15が、高分子フィルムFの面を徐々に押圧する。
クリップ2は、フィルムオーバーフィード装置7が波状把持部材6a,6bを接近させて高分子フィルムFを挟み込んでいる間に、高分子フィルムFの両側端を保持部材2で把持するようになっている。
【0048】
波状把持部材6で、高分子フィルムFを上下から挟み込む位置は任意であるが、高分子フィルムFの端部より内側で高分子フィルムFを挟み込む必要がある。即ち、高分子フィルムFの波形を維持しつつ、波形の高分子フィルムFの端部を搬送装置に保持させる必要があるためである。具体的な高分子フィルムFを挟み込む位置としては、高分子フィルムFの両端部に近すぎると保持部材(クリップ)2等と干渉してしまうため両端部から5mm以上内側を挟むことが好ましく、高分子フィルムFをクリップ2に確実に固定する観点から両端部から10mm以上内側を挟むことがより好ましい。一方、高分子フィルムFを上下から挟み込む位置が、フィルム両端部から離れすぎていると,保持部材(クリップ)2で挟み込む部分の波形が弱くなるし、高分子フィルムFの無駄が生じるので、両端部から20mm以内の位置であることが好ましい。
【0049】
高分子フィルムFを搬送しながら横方向に延伸する装置は、従来の延伸装置を特に制限無く使用することができる。テンター炉(加熱炉4)の中に二組のチェーンを通し、チェーンに前述の高分子フィルムFの両端部を固定する装置を取り付け、チェーンが移動するに従い二組のチェーンの間隔が拡幅するものが一般的であり、本発明にも適している。
テンター炉の温度、高分子フィルムFの延伸倍率、延伸ステップ等の条件は任意であり、高分子フィルムFの物性に合わせて最適値を選択することができる。
高分子フィルムFの種類は、任意のものを使用することができる。熱可塑性の樹脂は、加熱することで容易に延伸することができることから好ましい。具体的には、セルロース系樹脂、塩化ビニル系樹脂、ポリカーボネート系樹脂、アクリロニトリル系樹脂、スチレン系樹脂、オレフィン系樹脂、ポリサルフォン系樹脂、シクロオレフィン系樹脂、ノルボルネン系樹脂などが好ましい。
【0050】
次に、フィルム延伸機1の具体的構造について説明する。
図3,7に示す様に、フィルム延伸機1は、フィルム延伸部20と、加熱炉4と、フィルムオーバーフィード装置7によって構成されている。
またフィルム延伸部20は、二系統のテンタチェイン3a,3bを有し、当該テンタチェイン3a,3bにフィルムFの両側端を把持するクリップ2が等間隔で設けられている。
テンタチェイン3a,3bは、いずれも駆動側スプロケット21a,21bと従動側スプロケット22a,22bに懸架されている。
テンタチェイン3a,3bを懸架する4個のスプロケット21a,21b,22a,22bは、図3,7の様にいずれも同一平面に配置されている。図3,7を基準に説明すると、テンタチェイン3a,3bを懸架する4個のスプロケット21a,21b,22a,22bは、いずれも紙面に対して垂直方向に回転軸があり、4個のスプロケット21a,21b,22a,22bはいずれも紙面に対して平行な平面に配置されている。
【0051】
2系統のテンタチェイン3a,3bは、図3,7の様に一方の走行面を互いに対向して配置されている。そして2系統のテンタチェイン3a,3bの対向する走行面が延伸作用部27として機能する。
【0052】
2系統のテンタチェイン3a,3bの対向する走行面(延伸作用部27)は、導入側直線部23,傾斜部24,及び末端側直線部25によって構成されている。
そしてテンタチェイン3a,3bの走行面(延伸作用部27)は、導入側直線部23と末端側直線部25が、対向するテンタチェイン3a,3bの導入側直線部23及び末端側直線部25と平行である。また対向するテンタチェイン3a,3bの傾斜部24によってテーパー部が形成されている。
【0053】
テンタチェイン3a,3bには、クリップ(保持部材)2が等間隔で設けられており、当該クリップ2によってフィルムFの両側端が把持される。
クリップ2の形状については後記する。
【0054】
加熱炉4は、テンタチェイン3a,3bに把持されたフィルムFを熱風によって加熱するものである。
【0055】
次にフィルムオーバーフィード装置7について説明する。
フィルムオーバーフィード装置7は、2対(4系統)のフィーダチェイン5a,5b,5c,5dによって構成されている。
フィーダチェイン5a,5b,5c,5dは、図7の様にフィーダチェイン5a,5bが一組となっており、フィーダチェイン5c,5dがもう一つの組を形成している。
一組のフィーダチェイン5a,5bを懸架する4個のスプロケット30,31,32,33は、図3,7の様にいずれも同一平面に配置されている。ただし4個のスプロケット30,31,32,33が構成する平面は、前記したテンタチェイン3a,3bを懸架する4個のスプロケット21a,21b,22a,22bが構成する平面に対して直交する平面である。
【0056】
なお前記した4個のスプロケット30,31,32,33の内、スプロケット30,32は駆動側スプロケットであり、スプロケット31,33は従動側スプロケットである。
【0057】
また他方の対のフィーダチェイン5c,5dは、前記したフィーダチェイン5a,5bと平行に配されている。
また一方の対に含まれるスプロケット30,31,32,33と、他方の対に含まれるスプロケット30’,31’,32’,33’は、対応するスプロケット同士が共通の軸36,37,38,39で連通されている。従って各スプロケット30,31,32,33は同期的に回転し、フィーダチェイン5c,5dについても同期的に走行する。
【0058】
2対(4系統)のフィーダチェイン5a,5b,5c,5dの内、図7を基準として上側のフィーダチェイン5a,5cには、表側把持片6aが等間隔に複数取り付けられている。一方、図7を基準として下側のフィーダチェイン5b,5dには、裏側把持片6bが等間隔に複数取り付けられている。
上側のフィーダチェイン5a,5cに取り付けられた表側把持片6aと、下側のフィーダチェイン5b,5dに取り付けられた裏側把持片6bは、一対となって波状把持部材6を構成する。表側把持片6aと、裏側把持片6bの形状については後記する。
【0059】
前記した2対(4系統)のフィーダチェイン5a,5b,5c,5dは、いずれもフィルム延伸部20のテンタチェイン3a,3bで略囲まれる領域にある。
ただしフィルムオーバーフィード装置7のフィーダチェイン5a,5b,5c,5dの長さ(スプロケットの軸間距離)は、フィルム延伸部20のテンタチェイン3a,3bよりも短い。
そのためフィルムオーバーフィード装置7のフィーダチェイン5a,5b,5c,5dの始端部は、フィルム延伸部20のテンタチェイン3a,3bの始端部はよりも僅かに上流側にあり、フィーダチェイン5a,5b,5c,5dの終端部は、導入側直線部23の終端部にある。
【0060】
またフィルムオーバーフィード装置7のフィーダチェイン5a,5b,5c,5dと、テンタチェイン3a,3bは同期的に走行する。
【0061】
また加熱炉4は、フィルム延伸部20におけるテンタチェイン3a,3bの傾斜部24,の位置に設けられている。
【0062】
次に、テンタチェイン3a,3bに取り付けられたクリップ(保持部材)2について説明する。
【0063】
クリップ2は、図4,9,10,11の様にベース8を介してテンタチェイン3に取り付けられている。即ち公知の手段によってテンタチェイン3のピンにベース8が固定され、当該ベース8上にクリップ2が載置されている。
クリップ2は、図4,9,10,11の様に、高分子フィルムF側に開放した概略コの字型をなすフレーム9を有し、当該フレーム9にフラッパ10が取り付けられたものである。
即ちフレーム9は、上辺40と垂直辺41及び下辺42を有するコの字形状である。そしてフレーム9の下辺42の上面(内面)は、フィルム載置面45として機能するものであり、本実施形態では、波形(下歯部11)をしている。即ち保持部材片たるフィルム載置面45は、波形をしていて凸形部と凹形部の双方を備えている。またフィルム載置面45は、凸形部が一定の間隔をあけて設けられたものであるともいえる。
【0064】
またフラッパ10は、棹部46と押圧部47を有し、棹部46の中間部がフレーム9の上辺40に軸止めされており、フラッパ10は振り子の如く揺動する。フラッパ10の揺動方向は、フィルムFの幅方向である。即ちフラッパ10の押圧部47は、円弧軌跡を描いて移動する。そのため図10の様に揺動して棹部46が斜め姿勢にあるときには、押圧部47はフィルム載置面45から離れる。一方、棹部46が垂下姿勢であるときには押圧部47の下面がフィルム載置面45に近接してフィルム載置面45を押圧する。
ここで本実施形態のフラッパ10では、押圧部47の下面が波形(上歯部12)をしている。即ち保持部材片たる押圧部47についても波形をしていて凸形部と凹形部の双方を備えている。また押圧部47についても、凸形部が一定の間隔をあけて設けられたものであるともいえる。
そして棹部46が垂下姿勢となったとき、押圧部47の下面の波形形状(上歯部12)と、フィルム載置面45の波形形状(下歯部11)が合致する。
【0065】
前記した様にフラッパ10は、棹部46の中間部がフレーム9の上辺に軸止めされているから、棹部46の上端はフレーム9の上辺40よりも上に突出する。
そのため、棹部46の上端を横方向に押圧することによってフラッパ10を揺動させることができ、前記した様にフラッパ10の押圧部47をフィルム載置面45に近接・離反させることができる。
なお本実施形態では、テンタチェイン3a,3bの近傍に長尺状のクリップガイド14を設け、クリップガイド14に棹部の上端を接触させている。そしてクリップガイド14とフレーム9の位置関係が場所ごとに変わる様に設計されており、クリップガイド14で棹部46の上端を押圧してフラッパ10を揺動させている。
【0066】
図4には、高分子フィルムFを保持している状態のクリップ2と、波状把持部材6との詳細が示されている。クリップ2は、テンタチェイン3のコマに等間隔に取り付けられたベース8に固定され、高分子フィルムF側に開放した概略コの字型をなすフレーム9と、フレーム9の上辺先端に揺動可能に枢支されたフラッパ10とを有する。フラッパ10は、先端に、フレーム9の下辺先端に設けた下歯部11と咬合する上歯部12が設けられている。また、フラッパ10は、フレームの上方に延伸するアーム部13がクリップガイド14に案内されて揺動するようになっている。クリップ2は、フラッパ10の揺動によって、下歯部11と上歯部12とで高分子フィルムFの側端を把持または解放する。
【0067】
図9に示すように、クリップ2の下歯部11と上歯部12とは、高分子フィルムFの搬送方向に所定ピッチで周期的に上下する波形に咬合するようになっている。
【0068】
次に、フィーダチェイン5a,5b,5c,5dに取り付けられた表側把持片6a、及び裏側把持片6bについて説明する。
前記した様に4個のフィーダチェイン5a,5b,5c,5dは、2対に分かれて配置されており、それぞれ一対のフィーダチェイン(5a,5b)(5c,5d)は、上下に並べて配置されている。図5は、その内の一対のフィーダチェイン5a,5bを図示したものである。また図6は、図5の一部を拡大したものであり、表側把持片6aと裏側把持片6bによって構成される波状把持部材6を図示している。
本実施形態では、図5の様にフィーダチェイン5a,5b(又は5c,5d)の対向する走行面がフィード作用部50として機能する。
そして本実施形態では、上側に位置するフィーダチェイン5aで囲まれる領域であって、フィード作用部50側の走行路に、フィーダガイド16が設けられている。フィーダガイド16は、フィード作用部50側の走行路の略全域に渡る長さを持つ。そしてフィーダガイド16は、走行路の中間部分を外側(図を基準にすると下側)に張り出す形状となっている。より具体的には、フィーダガイド16はガイド面が緩やかに傾斜しており、走行路の終端近傍が外側に張り出している。
【0069】
また下部に位置するフィーダチェイン5bについても同様にフィーダガイド17が設けられている。フィーダガイド17はガイド面が緩やかに傾斜しており、走行路の終端近傍が外側に張り出している。
【0070】
そして本実施形態では、上部側のフィーダチェイン5aに表側把持片6aが取り付けられ、下側のフィーダチェイン5bに裏側把持片6bが取り付けられている。
フィーダチェイン5aに設けられた表側把持片6aは、図12の様に下面に過給突起15が3個形成されている。
過給突起15は、高分子フィルムF側に向かって突出するものであり、リブ状であって、峰に長さを持つ。即ち一つの過給突起15は、表側把持片6aの全幅に渡って延びる。過給突起15の峰の方向は、高分子フィルムFの幅方向に沿っている。
過給突起15が存在しない部位、即ち過給突起15の谷の部位は、平坦である。過給突起15の幅Wは、過給突起15同士の間隔wよりも小さい。
表側把持片6aは、過給突起15が、一定の間隔をあけて設けられたものであると言える。なお本実施形態では、推奨される構成として過給突起15の間隔を一定としたが、過給突起15の間隔は不規則であってもよい。後記する裏側把持片6bについても同様である。
なお表側把持片6aの下面をサインカーブの様な波打ち面としてもよい。
本実施形態では、上部側のフィーダチェイン5aに表側把持片6aが複数等間隔に設けられている。この点からも過給突起15が、一定の間隔をあけて設けられたものであると言える。
表側把持片6a同士の間隔は、前記したクリップ2の間隔と等しい。
【0071】
下側のフィーダチェイン5bに設けられた裏側把持片6bについても、過給突起15が設けられている。
裏側把持片6bについても、過給突起15が、一定の間隔をあけて設けられたものであると言える。
下側の裏側把持片6bに設けられた過給突起15の形状及び間隔は、先に説明した表側把持片6aと同一である。しかしながら、先に説明した表側把持片6aでは、過給突起15を3個有していたのに対し、下側の裏側把持片6bでは、過給突起15を4個有している。
本実施形態では、下側のフィーダチェイン5bに裏側把持片6bが複数等間隔に設けられている。
この点からも過給突起15が、一定の間隔をあけて設けられたものであると言える。
裏側把持片6b同士の間隔は、前記した表側把持片6aのそれと等しい。
【0072】
上側に位置するフィーダチェイン5aと、下部に位置するフィーダチェイン5bは同期的に走行し、両者が対向する走行面(フィード作用部)50においては、表側把持片6aと裏側把持片6bとの軸心が常に一致する。
ただし前記した様にフィーダチェイン5a,5bには、それぞれフィーダガイド16,17が設けられており、フィーダチェイン5a,5bの走行軌跡は、中央が外側に膨らんでいるから、表側把持片6aと裏側把持片6bとの相対距離は、フィーダチェイン5a,5bの走行位置によって変化する。
即ちフィーダガイド16,17は、いずれもフィーダチェイン5a,5bのフィード作用部50の終端部を外側に張り出すから、フィーダチェイン5a,5bのフィード作用部50の終端部に表側把持片6aと裏側把持片6bとが移動した時に両者の距離が最も近づく(図13 C列)。
これに対してフィード作用部50の始端部においては、図8のA列、図13のA列の様に表側把持片6aと裏側把持片6bとの間が開いている。
【0073】
従ってフィーダチェイン5a,5bが走行し、表側把持片6aと裏側把持片6bが周回してフィード作用部50(対向する走行面)側に至ると、表側把持片6aと裏側把持片6bが対向することとなり、以後、表側把持片6aと裏側把持片6bは対向姿勢のままでフィード作用部50を走行する。
【0074】
そしてフィード作用部50の始端部においては、図13のA列の様に、表側把持片6aと裏側把持片6bの間が大きく開いている。
具体的には、表側把持片6aの峰と裏側把持片6bの峰とは図13のA列の様に上下方向に離れている。そしてフィード作用部50を走行するに連れて両者の間隔が図13のB列の様に狭まり、表側把持片6aの峰と裏側把持片6bの峰とが咬みあう。
【0075】
そしてフィード作用部50を走行するにつれて両者の間隔がますます近づき、表側把持片6a及び裏側把持片6bが高分子フィルムFの表面を押圧する。ここで、表側把持片6a及び裏側把持片6bには、互い違いの位置に過給突起15があるから、例えば表側把持片6a側の過給突起15の先端が高分子フィルムFの表面を図面下側に押圧する際の反力が、対向する位置にある裏側把持片6bの過給突起15で保持される。
そのため高分子フィルムFは、全体的に上下することなく、波状把持部材6で挟まれた部位だけが波形に賦形される。
前記した様に表側把持片6a及び裏側把持片6bは、共に過給突起15が、一定の間隔をあけて設けられたものであると言えるから、高分子フィルムFの表裏面が搬送方向に間隔をあけて押圧されたと考えることもでき、その結果、波状把持部材6で挟まれた部位だけが弛んで波形に賦形される。
【0076】
また表側把持片6aと裏側把持片6bは、フィーダチェイン5a,5bの走行に伴って徐々に近接するので、高分子フィルムFは表側把持片6aと裏側把持片6bの間に徐々に挟み込まれることとなる。
【0077】
そして表側把持片6aと裏側把持片6bとが、フィード作用部50の終端部近傍に至った時に、表側把持片6aと裏側把持片6bとが最も近接する。
表側把持片6aと裏側把持片6bとが、フィード作用部50の終端部近傍に至ると、図8のC列、図13C列に示すように表側把持片6aと裏側把持片6bとが咬み合い姿勢となるが、表側把持片6aと裏側把持片6bとは接触しない。
より具体的に説明すると、表側把持片6aと裏側把持片6bとが最も近接しても、表側把持片6aの峰は、裏側把持片6bの谷と接触せず、表側把持片6aの谷は、裏側把持片6bの山と接触しない。
【0078】
また過給突起15の幅Wは、過給突起15同士の間隔wよりも小さいから、表側把持片6aの過給突起15と裏側把持片6bの過給突起15が入れ子状態になるものの、両者が接触することはない。
【0079】
テンタチェイン3とフィーダチェイン5とは、同じ周速で周回するようになっており、図3,図8に示すように、クリップ2と波状把持部材6a,6bとは、両者が高分子フィルムFを把持する時点で、高分子フィルムFの搬送方向に同じ位置になるように、等しい間隔で配設されている。また、波状把持部材6a,6bの過給突起15は、それぞれ、クリップ2の下歯部11および上歯部12の波形の頂点と対応して同じ数だけ設けられている。
【0080】
次に、フィルム延伸機1の作用について説明する。
【0081】
先ず、最初に、高分子フィルムFは、フィルムオーバーフィード装置7の波状把持部材6a,6bに挟み込まれ、過給突起15が互い違いに上下から圧接されるので、各過給突起15を頂点とする波形を形成する(図8,13のB列参照)。即ち弛む。このとき、フィルムFは、波打つ分だけ余分に長さが必要になるので、フィルムオーバーフィード装置7は、フィーダチェイン5の搬送速度(例えば15m/sec)よりも速い速度(例えば1.2倍の18m/sec)で上流側から高分子フィルムFを引き込むことになる。
フィルムオーバーフィード装置7の搬送速度は、前記した様にフィーダチェイン5の搬送速度よりも速いことが望ましく、適正な速度範囲は、フィーダチェイン5の搬送速度の1.05倍以上1.50倍以下である。
【0082】
フィルムオーバーフィード装置7が上流側から高分子フィルムFを引き込む際、高分子フィルムFが過給突起15を擦過することになるため、過給突起15は、高分子フィルムFとの摩擦が小さくなるような材質で形成することが望ましい。また、過給突起15をそれぞれ独立して回転可能なローラにしてもよい。
【0083】
また、波状把持部材6a,6bの間に挟み込んだ高分子フィルムFの長さが、クリップ2の下歯部11および上歯部12の咬合形状の長さと完全に一致することが理想的であるが、高分子フィルムFがクリップ2の把持形状よりも過剰に供給されていると、クリップ2によって高分子フィルムFにひだを形成してしまうおそれがある。本実施形態では、波状把持部材6a,6bの間に挟み込んだ高分子フィルムFの長さが、クリップ2の把持形状の長さよりも僅かに短くなるように調整されており、クリップ(保持部材)2は、高分子フィルムFを把持する際に、高分子フィルムFをさらに上流側から引き込む。しかしながら、クリップ2が高分子フィルムFを引き込む長さはごく僅かであるため、クリップガイド14に過剰な力が加わったり、高分子フィルムFを傷つけることはない。
【0084】
クリップ2が高分子フィルムFの両端を完全に保持する位置に至ると、図13のD列の様に波状把持部材6a,6b同士が離間し、波状把持部材6a,6bが高分子フィルムFを開放する。
【0085】
フィルム延伸機1は、フィルムオーバーフィード装置7の波状把持部材6a,6bが高分子フィルムFを解放した後も、クリップ(保持部材)2で高分子フィルムFを波打たせて把持して搬送する。即ちフィルム延伸機1は、高分子フィルムFの一部領域をあらかじめ長手方向に弛ませた状態で横方向の延伸を開始する。
フィルム延伸機1は、加熱炉4内でテンタチェイン3の間隔を広げることで、高分子フィルムFを幅方向に延伸する。
【0086】
フィルム延伸機1は、各クリップ(保持部材)2が高分子フィルムFを波打たせて保持するので、加熱炉4の中で高分子フィルムFを幅方向に(例えば1,2倍に)延伸したとき、高分子フィルムFの中央の有効部分を縦方向(搬送方向)に自由に収縮させることができ、縦方向に引っ張り応力が発生しない。これによって、高分子フィルムFの配向軸(分子鎖の向き)を幅方向に効率よく揃えることができる。なお、クリップ2で把持される高分子フィルムFの両側端近傍は、縦方向に応力が作用するので、後工程において切除される。
【0087】
図3以下に図示したフィルムオーバーフィード装置7では、高分子フィルムFの端部を保持するクリップ2を有し、当該クリップ2は、押圧部47側とフィルム載置面45の双方の表面が波形をしている。即ち先の実施形態における図9、10,11,13では、押圧部47側とフィルム載置面45の双方の表面が波形をしているクリップ(保持部材)2を例示した。
しかしながらクリップ2は、押圧部47側とフィルム載置面45の双方が波形のものに限定されるのではなく、前記した図2の様に、いずれか一方だけが波形や歯形等であり、他方が平板状であってもよい。
【0088】
図14,15,16,17は、押圧部47側だけが波形であり、他方が(フィルム載置面53)が平板状のクリップ55を採用した場合の外観形状や動作を示したものである。即ち図14は図9に相当するクリップの斜視図であり、図15は、図10に相当するクリップの側面図及び平面図であり、図16は、図11に相当するクリップの側面図及び平面図であり、図17は、図13に相当する説明図である。
クリップ55は、一方の保持部材片だけに凸形部と凹形部の双方を備えている。クリップ55は、一方の保持部材片に凸形部が一定の間隔をあけて設けられたものであるともいえる。
【0089】
ただし、先の実施形態の図13では、クリップ2が波状把持部材6aおよび6bの動作と同期して、ゆっくりと閉じる様に図示したが、図17に示す実施形態では、波状把持部材6が完全に咬合うまで、クリップ2は全開状態であり、波状把持部材6が完全に咬合った後に、瞬間的な動作によって閉じ、高分子フィルムFを保持するものとして図示している。
【0090】
クリップ55に関する他の構成は、前述したクリップ2と同一であるから、同一の部材に同一の番号を付して重複した説明を省略する。
【0091】
図1,9,10,11,13に示した様な双方に波形を有するクリップ2と、図2,14,15,16,17の様な片側だけが波形であって、他方が平板状であるクリップ55とを比較すると、次の様な得失がある。
即ち前者の様に双方が波形である場合は、高分子フィルムFを広い面積で保持して延伸するので、フィルムFに掛かる引っ張り力がより均一となる。
一方、前者の様に双方が波形である場合は、クリップ2でフィルムFを保持する前に、フィルムFの波形が崩れた場合に、高分子フィルムFに皺が発生する懸念がある。
即ち先の実施形態では、クリップ2で高分子フィルムFを保持する前に、フィルムオーバーフィード装置7で高分子フィルムFを波形に賦形する。賦形された波形は、クリップ2と完全に一致することが理想であるが、高分子フィルムFの厚さや材質によって両者の形状が僅かに異なってしまう場合がある。例えばごくまれに、図18(a)の様に、高分子フィルムFの波形状の一部が崩れる場合があり、この様な状態で、双方に波形が設けられたクリップ2で高分子フィルムFを挟むと、図18(b)の様に波の一部が二重に挟まれ、高分子フィルムFに皺が生じてしまう。
【0092】
これに対して図2,14,15,16,17の様な片側だけが波形のクリップ2では、図19の様に押圧部47とフィルム載置面46との間に空隙52があるので、波形状の一部が崩れていても、当該部分が空隙52に逃げ、高分子フィルムFが二重に挟まれる事態が回避される。
【0093】
以上説明した実施形態では、高分子フィルムFを弛ませ、波打たせるための装置として、表側把持片6aと裏側把持片6bからなる波状把持部材6を採用し、これで高分子フィルムFを挟むことによって高分子フィルムFを波状に賦形した。
【0094】
しかしながら本発明は、この構成に限定されるものではなく、例えば図20の様なラック58と歯車59に似た構造の凹凸形状が設けられた部材を利用し、ラック様部材と、歯車様部材の間に高分子フィルムFを挟む構成を採用してもよい。
【0095】
また図21の様な2個の歯車様部材(凹凸形状が設けられた部材)60の間で高分子フィルムFを挟む構成を採用してもよい。
図20,21の態様によっても、高分子フィルムFは双方の面が搬送方向に間隔をあけて押圧され、高分子フィルムFの一部領域又は全域が長手方向に弛む。
【0096】
また前述した実施形態では、フィルムオーバーフィード装置7は、波状把持部材(表側把持片と裏側把持片)6a,6bを有し、当該波状把持部材6a,6bで高分子フィルムFを挟む構成を採用したが、図22に示す様に、一つの突起だけを有するブロック61を設け、このブロック61で、高分子フィルムFは双方の面を押圧してもよい。図22の態様によっても、高分子フィルムFは双方の面が搬送方向に間隔をあけて押圧され、高分子フィルムFの一部領域又は全域が長手方向に弛む。
【0097】
またチェーンによらず、シリンダー62によって高分子フィルムFの表面を押圧してもよい。図23は、シリンダー62によって高分子フィルムFの表面を押圧する構成を示している。
図23に示す構成では、高分子フィルムFの搬送経路にダンサーロール63が配され、シリンダー62の下部の高分子フィルムFは、搬送手段(図示せず)に対して搬送方向に自由度がある。即ち高分子フィルムFは、昇降自在に設けられたロール(ダンサーロール63)によって一定の張力が付与されている(図23(a))。ただしダンサーロール63は、昇降方向に自由度があるから、高分子フィルムFに外力を掛けて進行方向に引くと、図23(b)の様にダンサーロール63が上昇し、高分子フィルムFを下流側に繰り出す。
本実施形態では、図23(b)の様に、シリンダー62によって高分子フィルムFの表面を押圧すると、ダンサーロール63が上昇して高分子フィルムFが繰り出され、高分子フィルムFが弛む。シリンダー62は、一定の時間間隔で昇降し、高分子フィルムFは表面側が搬送方向に間隔をあけて押圧され、高分子フィルムFの一部領域又は全域が長手方向に弛む(図23(c))。
【0098】
またフィルムオーバーフィード装置7によらず、クリップ(保持部材)2で高分子フィルムFを挟むことによって波打たせてもよい。
クリップ(保持部材)2で高分子フィルムFを挟むことによって波打たせる場合には、図24に示すように高分子フィルムFの搬送経路にダンサーロール63を配し、高分子フィルムFに搬送方向に自由度を付与させることが望ましい。
【0099】
高分子フィルムFを波打たせる(弛ませる)ためのさらに他の方策として、高分子フィルムFを過剰に供給する方法が考えられる。例えば図25の様に送り装置75を複数配し、当該送り装置75でフィルムFを矢印方向に送る。そして各ロールの送り速度を下流に至る程遅くする。その結果、図25の様に高分子フィルムFは次第に波打つ。
【0100】
次に、本発明の偏光子フィルムについて説明する。本発明の偏光子フィルムは、本発明の高分子延伸フィルムからなるものである。
【0101】
本発明の偏光子フィルムは、用途や使用する高分子フィルムおよび条件などに応じて任意の適切な方法で製造され得る。代表的には、高分子フィルムを、膨潤、染色、架橋、延伸、水洗、および乾燥工程からなる一連の加工工程が採用される。
【0102】
前記加工工程のうち、延伸工程は、偏光子フィルムの主要特性である偏光度に大きく影響する工程であり、高い偏光度を得るためには高度な一軸延伸性が要求される。このため、一般的な偏光子フィルムは高度な一軸延伸性が達成できる縦一軸延伸により、高い延伸倍率である5倍〜7倍に延伸されることによって製造されることが多い。しかし、縦一軸延伸による偏光子フィルムは、高い偏光度が得られる一方で、高い延伸倍率のために広幅化が困難であった。そこで、広幅化を達成するために、従来の横延伸技術を用いて単純に高分子フィルムを搬送方向に対して横方向に延伸することが考えられる。しかし、高分子フィルムを横方向に延伸すると、同時にその搬送方向にも収縮しようとするので、クリップなどにより両端が固定された高分子フィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、高分子フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、結果的に、横方向のみへの高度な一軸延伸性が実現できない。
【0103】
そこで本発明では、上述した「弛ませた状態で横方向に延伸する」方法により高分子フィルムに対して横方向のみへの高度な一軸延伸性が達成できるため、広幅の偏光子フィルムを得ることができる。
【0104】
一般的に偏光子フィルムはその吸収軸方向が直交するように使用される。例えば液晶表示装置においては、従来は縦一軸延伸により製造された偏光子フィルムを任意のサイズに切り出し、それぞれの吸収軸方向が直交するように合せたのちに液晶パネルの両面に貼り合せて使用している。本発明の偏光子フィルムは、従来の縦一軸延伸によって製造された偏光子フィルムと液晶パネルを介してロールtoロールで合せて使用できるため、製造コストの低減にも大きく寄与する。
【0105】
本発明の偏光子フィルムの製造に用いる高分子フィルムとしては、二色性物質(例えば、ヨウ素、二色性染料)で染色できる高分子フィルムであれば特に制限されず各種の前記高分子フィルムを使用できる。例えば、ポリビニルアルコール系高分子フィルムは二色性物質での染色性に優れるために特に好ましく用いられる。
【0106】
本発明の偏光子フィルムの光線透過率としては30%〜50%が好ましく、41%〜50%がさらに好ましく、43%〜50%であることが最も好ましい。本発明の偏光子フィルムの偏光度としては97%以上であることが好ましく、98%以上であることがさらに好ましく、99%以上であることが最も好ましい。すなわち、41%未満の光線透過率、もしくは97%未満の偏光度の場合には液晶表示装置の輝度やコントラストが低く、表示品位が低下する。本発明の偏光子フィルムにおける偏光子の厚さとしては1〜50μmが好ましく、1〜40μmがさらに好ましく、8〜30μmであることが最も好ましい。
【0107】
次に、本発明の光散乱フィルムについて説明する。本発明の光散乱フィルムは、本発明の高分子延伸フィルムからなるものである。
【0108】
上記した偏光子フィルムの場合と同様に、生産性の観点から、広幅化が達成するために、従来の横延伸技術を用いて単純に高分子フィルムを搬送方向に対して横方向に延伸すると、その搬送方向にも収縮しようとするので、クリップなどにより両端が固定された高分子フィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、高分子フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、横方向のみへの高度な一軸延伸性が実現できない。このために高分子フィルムを保持しているクリップに近い部分とクリップから遠い中央部分の光散乱性が異なる光散乱フィルムとなる。
【0109】
そこで本発明では、上述した「弛ませた状態で横方向に延伸する」方法により高分子フィルムに対して高分子フィルムを横方向に延伸することで、横方向のみへの高度な一軸延伸性が達成できるため、広幅であり、光散乱が全面で均一な光散乱フィルムを得ることができる。
【0110】
本発明の光散乱フィルムの製造に用いる高分子フィルムとしては、光を散乱する機能を有する高分子フィルムであれば特に制限されないが、例えば、高分子フィルムの表面に物理的に凹凸をつける加工を施して得られた光散乱フィルム、高分子フィルムの表面に有機物質および無機物質の微粒子を含有する光拡散層をコーティングした光散乱フィルム、高分子フィルム中に光拡散成分として無機物質および有機物質の微粒子を分散した光散乱フィルムが挙げられる。
【0111】
本発明の光散乱フィルムにおける光拡散成分としては、目的に応じて適宜、適切なものが選択される。具体例としては、無機物質の微粒子としては、雲母、合成雲母、シリカ、アルミナ、酸化カルシウム、チタニア、酸化ジルコニウム、酸化亜鉛、フッ化マグネシウム、スメクタイト、合成スメクタイト、バーミキュライト、ITO(酸化インジウム/酸化錫)、ATO(酸化アンチモン/酸化錫)、酸化錫、酸化インジウム、酸化カドミウムおよび酸化アンチモンが挙げられる。一方、有機物質の微粒子としては、ポリメチルメタアクリレート、ポリアクリルニトリル、ポリエステル、シリコーン、ポリエチレン、エポキシ、メラミン・ホルムアルデヒド縮合物、ベンゾグアナミン・ホルムアルデヒド縮合物またはベンゾグアナミン・メラミン・ホルムアルデヒド縮合物などが挙げられる。上記の光拡散成分は、単独で、または2種以上を組み合わせて用いられる。
【0112】
光拡散成分として使用される微粒子の形状に長辺と短辺が存在する略楕円型および略扁平型の微粒子は、本発明の製造方法によって横方向に延伸されるに従って微粒子の高度な配向が進行するために特に良好な光散乱フィルムとなる。
また、有機物質からなる微粒子についても、上記した方法で高分子フィルムが横方向に延伸されるに従って、微粒子の形状が配向に沿って変形し、高度な配向性を有するに至るために特に良好な光散乱フィルムとなる。
【0113】
次に、本発明の直線カッティングフィルムについて説明する。本発明の直線カッティングフィルムは、本発明の高分子延伸フィルムからなるものである。
【0114】
上記した偏光子フィルムや光散乱フィルムの場合と同様に、従来の横延伸技術を用いて単純に高分子フィルムを搬送方向に対して横方向に延伸すると、その搬送方向にも収縮しようとするので、クリップなどにより両端が固定された高分子フィルムには搬送方向にも引っ張り応力が作用する。かかる搬送方向への応力が作用すると、高分子フィルムは横方向への延伸と同時に縦方向にも延伸されてしまうことになり、横方向のみへの高度な一軸延伸性が実現できない。このために、当該の高分子延伸フィルムは直線カッティング性に劣るものとなる。
【0115】
そこで本発明では、上述した「弛ませた状態で横方向に延伸する」方法により高分子フィルムに対して高分子フィルムを横方向に延伸することで、横方向のみへの高度な一軸延伸性が達成できるため、直線カッティング性が全面で均一な優れた直線カッティングフィルムを得ることができる。
【0116】
本発明の直線カッティングフィルムの製造に用いる高分子フィルムとしては特に制限されず、各種の高分子フィルムを使用できる。例えば、ポリエチレン系樹脂およびポリプロピレン系樹脂からなる高分子フィルムは加工性や酸素バリア性に優れるために特に好ましく用いられる。
【実施例】
【0117】
本発明について、実施例及び比較例をあげて具体的に説明するが、本実施例は本発明を限定するものではない。なお、各種物理物性や光学特性の測定方法は、以下の通りである。
【0118】
(1)偏光度
分光光度計[村上色彩技術研究所(株)製,機器名「DOT−3」]を用いて平行透過率(T0)および直交透過率(T90)を測定し、下記式:
偏光度(%)={(T0−T90)/(T0+T90)}1/2×100
により求めた。平行透過率(T0)は、偏光子2枚を互いの吸収軸が平行となるように重ね合わせた透過率を測定して求めた。また、直交透過率(T90)は、同じ偏光子2枚を互いの吸収軸が直交するように重ね合わせた透過率を測定して求めた。なお、これらの透過率は、JlSZ8701−1982の2度視野(C光源)により、視感度補正を行ったY値である。
【0119】
(2)光散乱の均一性
光フィルムの横方向50mm間隔にて測定したヘイズ値のプラスの変動率(下式参照)もしくはマイナスの変動率(下式参照)がそれぞれ3%以内であるものを「〇」、3%を越えるものを「×」と評価した。ヘイズについては、JIS K 7105に準じた積分球式ヘイズメーター[日本電色工業(株)製 機器名「300A」]を用いて測定した。
プラス側の変動率(%)=100×(最大値−全測定値の平均値)/(全測定値の平均値)
マイナス側の変動率(%)=100×(全測定値の平均値−最小値)/(全測定値の平均値)
【0120】
(3)直線カット性
フィルムの両端部、及び中央の三点から、横方向に300mm、搬送方向に180mmのサンプルを各2枚ずつ切り出し、横方向と正確に平行な線を、30mm間隔で引いた。次にこの線の上に新品のカッター刃を用いて端から50mmのところまで切れ目を入れ、短冊状にし、試験片とした。次に、試験片を測定者の正面に、横方向が真っ直ぐ前を向く方向に、平らな机の上に置いた。次に、右手で試験片の右端の短冊部分を持ち、左手はその隣の短冊部分を押さえた。短冊部分を持った右手を、ゆっくり、真っ直ぐに手前に引いた。この動作を右端から順に5回行った。
引裂はじめから200mmのところでの、予め横方向に引いた線からのずれた幅、すなわち、横方向に直線を引き、200mm裂いたときの直線からのズレ量の絶対値をL(mm)とし、直線カット性の指標とした。
両端部、及び中央の六点のうち、最も大きいLの値を選択し、当該Lの値が5.0mm以下のものを「○」、5.0mmを超えるものを「×」と評価した。
【0121】
〔実施例1〕
図2に示したクリップ2と図3に示したフィルム延伸機1、並びに、図4,5に示したフィルムオーバーフィード装置7を使用して、搬送方向に200%弛めた状態で厚み80μmのポリビニルアルコール系高分子フィルム(平均重合度2400、けん化度99.9モル%)の両端部を保持し、30±3℃に保持した5wt%ヨウ素化合物水溶液の染色浴にて染色を行った。続けて、60±3℃に保持した4wt%ホウ酸と3wt%ヨウ化カリウム配合の水溶液浴中で、架橋反応を行いながら、ポリビニルアルコール系高分子フィルムを搬送方向に対して横方向に450%となるように延伸した。得られた高分子延伸フィルムを40±1℃の空気循環式恒温オーブン内で10分間乾燥させて、厚み28μmの偏光子フィルムを得た。得られた偏光子フィルムの特性は、表1の通りであった。なお、表1の「弛み量」はフィルム搬送方向の弛み量を示し、例えば、搬送方向の長さが400mm、弛み量100%の場合、フィルムは400mm弛んでいる。また、表1の「延伸倍率」は原反幅に対する横延伸倍率を示し、例えば、原反幅500mm、延伸倍率100%の場合、延伸後幅は1000mmとなる。
【0122】
〔実施例2〕
フィルム弛み量を250%とし、横方向の延伸倍率を450%となるように延伸した以外は実施例1と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0123】
〔実施例3〕
フィルム弛み量を300%とし、横方向の延伸倍率を500%となるように延伸した以外は実施例1と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0124】
〔実施例4〕
図2に示したクリップ2と図3に示したフィルム延伸機1、並びに、図4,5に示したフィルムオーバーフィード装置7を使用して、搬送方向に30%弛めた状態で、ポリメチルメタアクリレートの微粒子(平均粒径8μm)3.0wt%が添加された厚み70μmのポリカーボネートフィルム(高分子フィルム)の両端部を保持し、140℃±1℃で搬送方向に対して横方向に35%延伸を行った。得られた光散乱フィルム(高分子延伸フィルム)の特性は、表2の通りであった。なお、表2の「弛み量」と「延伸倍率」は表1のものと同じ意味である。
【0125】
〔実施例5〕
シリカの微粒子(平均粒径4μm)4wt%が添加された厚み60μmのポリカーボネートフィルムフィルム(高分子フィルム)を使用し、弛み量を20%とし、横方向の延伸倍率を22%とした以外は実施例4と同様に横方向に延伸を行った。得られた光散乱フィルム(高分子延伸フィルム)の特性は、表2の通りであった。
【0126】
〔実施例6〕
図2に示したクリップ2と図3に示したフィルム延伸機1、並びに、図4,5に示したフィルムオーバーフィード装置7を使用して、搬送方向に40%弛めた状態で、厚み40μmのポリプロピレンフィルム(高分子フィルム)の両端部を保持し、140℃±1℃で搬送方向に対して横方向に45%延伸を行った。得られた直線カッティングフィルム(高分子延伸フィルム)の特性は、表3の通りであった。なお、表3の「弛み量」と「延伸倍率」は表1のものと同じ意味である。
【0127】
〔実施例7〕
フィルム弛み量を20%とし、横方向の延伸倍率を25%となるように延伸した以外は実施例6と同様に横方向に延伸を行った。得られた直線カッティングフィルムの特性は、表3の通りであった。
【0128】
〔比較例1〕
フィルム弛み量を0%とした以外は実施例1と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0129】
〔比較例2〕
フィルム弛み量を0%とした以外は実施例3と同様に横方向に延伸を行った。得られた偏光子フィルムの特性は、表1の通りであった。
【0130】
〔比較例3〕
フィルム弛み量を0%とした以外は実施例4と同様に横方向に延伸を行った。得られた光散乱フィルムの特性は、表2の通りであった。
【0131】
〔比較例4〕
フィルム弛み量を0%とした以外は実施例5と同様に横方向に延伸を行った。得られた光散乱フィルムの特性は、表2の通りであった。
【0132】
〔比較例5〕
フィルム弛み量を0%とした以外は実施例6と同様に横方向に延伸を行った。得られた直線カッティングフィルムの特性は、表3の通りであった。
【0133】
〔比較例6〕
フィルム弛み量を0%とした以外は実施例7と同様に横方向に延伸を行った。得られた直線カッティングフィルムの特性は、表3の通りであった。
【0134】
【表1】
【0135】
【表2】
【0136】
【表3】
【符号の説明】
【0137】
2 クリップ(保持部材)
6 波状把持部材
6a 表側把持片
6b 裏側把持片
11 下歯部(保持部材片、波状把持部材)
12 上歯部(保持部材片)
55 保持部材
56 上歯部(保持部材片)
57 平面(保持部材片)
F 高分子フィルム
【特許請求の範囲】
【請求項1】
連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムであって、
前記方法は、
凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、
弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、
前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程と、
を含むものであることを特徴とする高分子延伸フィルム。
【請求項2】
前記方法は、高分子フィルムの一部領域又は全域を搬送方向に弛ませた状態で凹凸形状をした保持部材片を備えた保持部材で高分子フィルムの端部を保持して横方向の延伸を開始するものであることを特徴とする請求項1に記載の高分子延伸フィルム。
【請求項3】
前記方法は、高分子フィルムの一方の面と他方の面とを互い違いに押圧することによって高分子フィルムの一部領域又は全域を弛ませた状態で横方向の延伸を開始するものであることを特徴とする請求項1又は2に記載の高分子延伸フィルム。
【請求項4】
請求項1〜3のいずれかに記載の高分子延伸フィルムからなる偏光子フィルム。
【請求項5】
請求項1〜3のいずれかに記載の高分子延伸フィルムからなる光散乱フィルム。
【請求項6】
請求項1〜3のいずれかに記載の高分子延伸フィルムからなる直線カッティングフィルム。
【請求項1】
連続的に供給される長尺状の高分子フィルムの両端を保持しながら搬送し、高分子フィルムを搬送しつつ搬送方向に対して横方向に延伸する方法によって得られる高分子延伸フィルムであって、
前記方法は、
凹凸形状が設けられた部材によって高分子フィルムの両端を弛ませる工程と、
弛んだ状態の高分子フィルムの両端を搬送装置に保持する保持工程と、
前記搬送装置によって高分子フィルムを搬送させながら搬送方向に対して横方向に拡幅することにより高分子フィルムを横方向に延伸する延伸工程と、
を含むものであることを特徴とする高分子延伸フィルム。
【請求項2】
前記方法は、高分子フィルムの一部領域又は全域を搬送方向に弛ませた状態で凹凸形状をした保持部材片を備えた保持部材で高分子フィルムの端部を保持して横方向の延伸を開始するものであることを特徴とする請求項1に記載の高分子延伸フィルム。
【請求項3】
前記方法は、高分子フィルムの一方の面と他方の面とを互い違いに押圧することによって高分子フィルムの一部領域又は全域を弛ませた状態で横方向の延伸を開始するものであることを特徴とする請求項1又は2に記載の高分子延伸フィルム。
【請求項4】
請求項1〜3のいずれかに記載の高分子延伸フィルムからなる偏光子フィルム。
【請求項5】
請求項1〜3のいずれかに記載の高分子延伸フィルムからなる光散乱フィルム。
【請求項6】
請求項1〜3のいずれかに記載の高分子延伸フィルムからなる直線カッティングフィルム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】

【図10】
【図11】
【図12】

【図13】
【図14】
【図15】

【図16】
【図17】
【図18】
【図19】
【図20】
【図21】

【図22】

【図23】
【図24】
【図25】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2011−16245(P2011−16245A)
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2009−160657(P2009−160657)
【出願日】平成21年7月7日(2009.7.7)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成21年7月7日(2009.7.7)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]