
高分子材料成形品及び機械部品
【課題】酸素,水蒸気等のガスが侵入しにくく寸法変化や劣化が生じにくい高分子材料成形品を提供する。また、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命な機械部品を提供する。
【解決手段】樹脂製プーリ10は、転がり軸受11と樹脂部12とからなる。樹脂部12は、高分子材料の射出成形により形成され、転がり軸受11の外輪2の外周面に一体的に取り付けられている。このような樹脂製プーリ10の樹脂部12の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜が被覆されている。
【解決手段】樹脂製プーリ10は、転がり軸受11と樹脂部12とからなる。樹脂部12は、高分子材料の射出成形により形成され、転がり軸受11の外輪2の外周面に一体的に取り付けられている。このような樹脂製プーリ10の樹脂部12の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜が被覆されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高分子材料を成形してなる高分子材料成形品、及び、少なくとも一部分が高分子材料で構成された機械部品に関する。
【背景技術】
【0002】
転がり軸受に組み込まれる樹脂製の保持器は、その使用温度,使用環境等によって、材料である樹脂の種類が決定される。従来、一般的に使用されている樹脂としては、ガラス繊維や炭素繊維で強化されたポリアミド66,ポリアミド46,ポリフェニレンサルファイド,ポリエーテルエーテルケトン等があげられる。これらの樹脂の中では、ガラス繊維で強化されたポリアミド66が、適度な耐熱性,強度特性,コストのバランスから、最も多く使用されている。
【0003】
ただし、ポリアミド66が十分に使用可能な温度環境であっても、ポリアミド66の化学構造中に存在するアミド結合に攻撃性を有する薬剤によって影響を受けるような環境下で転がり軸受が使用される場合には、ポリアミド66よりも耐薬品性に優れるポリフェニレンサルファイド,ポリエーテルエーテルケトン等が保持器の材料として使用されることがあった。しかしながら、ポリフェニレンサルファイドやポリエーテルエーテルケトンは高価であるため、これらの樹脂を保持器の材料として使用することは、転がり軸受全体のコストの上昇につながっていた。
【0004】
また、一般的にポリアミド66等のポリアミド系樹脂(特にガラス繊維強化品) は、靱性の向上や吸水寸法変化の抑制を目的として、一定量の水分を意図的に含有させる調湿処理が施されている。しかしながら、このポリアミド系樹脂中に吸収された水分は、転がり軸受の回転による遠心力や温度上昇で、保持器外へ排出されるため、それによって寸法変化が起こり、何らかの不具合が生じるおそれがあった。
【0005】
このような背景から、樹脂製の保持器の表面に、ガスバリア性を有する被膜を設けて、寸法変化の原因となる水分や劣化の原因となる酸素などの外的因子の侵入を抑制した、高信頼性で長寿命な転がり軸受が提案されている。ガスバリア性を有する被膜としては、例えばダイヤモンドライクカーボン,シリコン粒子の蒸着被膜のような無機材料製の被膜や、例えばエチレンビニル共重合体,ポリ塩化ビニリデンの被膜のような有機材料製の被膜があった。
【0006】
一方、自動車のエンジン補機類を駆動するベルトの案内用プーリとして、転がり軸受の外周に樹脂部を一体成形してなる樹脂製プーリが、従来から採用されている。この樹脂製プーリにおいては、ベルトを案内する樹脂部の外周部の成形精度、ベルトの張力に耐える強度特性、連続負荷使用による高温に対する耐熱性、及び耐塩化カルシウム性(耐薬品性)等が要求される。
【0007】
そこで、上記のような成形精度,強度特性,耐熱性,及び耐塩化カルシウム性を向上させるため、樹脂材料として、ガラス繊維を15〜40質量%程度配合した強化ポリアミド66、強化ポリアミド610、強化ポリアミド612、或いは、ポリフェニレンサルファイドとミネラルの複合材料や、ポリアミド6,ポリアミド66,ポリアミド11,ポリアミド12等のポリアミド樹脂を用いた樹脂製プーリが提案されている(例えば特許文献1,2を参照) 。
【0008】
また、特許文献3には、耐熱性,強度特性,及び耐塩化カルシウム性をバランス良く有する、ポリアミド66,ポリアミド612,及びガラス繊維からなるポリアミド樹脂組成物を用いた樹脂製プーリが提案され、実用化されている。
さらに、特許文献4には、耐熱性,強度特性,及び耐塩化カルシウム性のバランスをより一層向上させた、ポリアミド66,非晶性芳香族ポリアミド,低吸水性ポリアミド,及びガラス繊維からなるポリアミド樹脂組成物を用いた樹脂製プーリが提案され、実用化されている。
【0009】
しかしながら、上記のような耐熱性,強度特性,及び耐塩化カルシウム性を併せ持つ樹脂製プーリは、ポリアミド66以外に、高価な低吸水性ポリアミドを使用しているので、樹脂組成物が高コストであった。また、低吸水性ポリアミドを使用しているため耐塩化カルシウム性は向上しているものの、耐熱性及び強度特性は、ポリアミド66のみを使用したものよりも低かった。そのため、長期間にわたる使用によって、樹脂製プーリに何らかの不具合が発生するおそれがあった。
【0010】
このような背景から、樹脂製プーリの樹脂部の表面に、ガスバリア性を有する被膜を設けて、寸法変化の原因となる水分や劣化の原因となる酸素などの外的因子の侵入を抑制した、高信頼性で長寿命な樹脂製プーリが提案されている。ガスバリア性を有する被膜としては、例えばダイヤモンドライクカーボン,シリコン粒子の蒸着被膜のような無機材料製の被膜や、例えばエチレンビニル共重合体,ポリ塩化ビニリデンの被膜のような有機材料製の被膜があった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3506735号公報
【特許文献2】特許第2838037号公報
【特許文献3】特開2000−2317号公報
【特許文献4】特開2007−232106号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、上記のような無機材料製の被膜は、非常に優れたガスバリア性を有し且つ高温下でもガスバリア性が低下することはないが、柔軟性が低いために亀裂が生じやすく、そこから水分や酸素等の外的因子が侵入するおそれがあった。また、上記のような有機材料製の被膜は、柔軟性は高いものの耐熱性が低いため、低温下で使用される場合は非常に優れたガスバリア性を発揮するものの、高温下では被膜が徐々に劣化してガスバリア性が低下するおそれがあった。
そこで、本発明は上記のような従来技術が有する問題点を解決し、酸素,水蒸気等のガスが侵入しにくく寸法変化や劣化が生じにくい高分子材料成形品を提供することを課題とする。また、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命な機械部品を提供することを課題とする。
【課題を解決するための手段】
【0013】
前記課題を解決するため、本発明は次のような構成からなる。すなわち、本発明に係る請求項1の高分子材料成形品は、高分子材料を成形してなる高分子材料成形品において、粘土からなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする。
また、本発明に係る請求項2の高分子材料成形品は、高分子材料を成形してなる高分子材料成形品において、粘土と高分子物質とからなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする。
【0014】
さらに、本発明に係る請求項3の高分子材料成形品は、請求項2に記載の高分子材料成形品において、前記高分子物質が、デキストリン,澱粉,セルロース系樹脂,ゼラチン,寒天,小麦粉,グルテン,アルキド樹脂,ポリウレタン樹脂,エポキシ樹脂,フッ素樹脂,アクリル樹脂,メタクリル樹脂,フェノール樹脂,ポリアミド樹脂,ポリエステル樹脂,ポリイミド樹脂,ポリビニル樹脂,ポリエチレングリコール,ポリアクリルアマイド,ポリエチレンオキサイド,タンパク質,デオキシリボヌクレイン酸,リボヌクレイン酸,及びポリアミノ酸のうちの少なくとも1種であることを特徴とする。
【0015】
さらに、本発明に係る請求項4の高分子材料成形品は、請求項2又は請求項3に記載の高分子材料成形品において、前記粘土膜中の前記粘土の割合が60質量%以上95質量%未満であることを特徴とする。
さらに、本発明に係る請求項5の高分子材料成形品は、請求項1〜4のいずれか一項に記載の高分子材料成形品において、前記粘土が、雲母,バーミキュライト,モンモリロナイト,鉄モンモリロナイト,バイデライト,サポナイト,ヘクトライト,スチーブンサイト,及びノントロナイトのうちの少なくとも1種であることを特徴とする。
【0016】
さらに、本発明に係る請求項6の高分子材料成形品は、請求項1〜5のいずれか一項に記載の高分子材料成形品において、前記粘土膜が、複数の粘土粒子が配向してなる粘土層が積層した構造を有することを特徴とする。
さらに、本発明に係る請求項7の機械部品は、少なくとも一部分が高分子材料で構成された機械部品において、この高分子材料で構成された部分が、請求項1〜6のいずれか一項に記載の高分子材料成形品であることを特徴とする。
さらに、本発明に係る請求項8の機械部品は、請求項7に記載の機械部品において、転がり軸受,直動案内装置,ボールねじ,プーリ,又は電動パワーステアリング装置用ギヤであることを特徴とする。
【発明の効果】
【0017】
本発明の高分子材料成形品は、酸素,水蒸気等のガスの侵入を抑制するガスバリア性と柔軟性及び耐熱性とを有する粘土膜を備えているので、寸法変化や劣化が生じにくい。また、本発明の機械部品は、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命である。
【図面の簡単な説明】
【0018】
【図1】本発明に係る機械部品の第一実施形態である樹脂製プーリの構造を示す正面図である。
【図2】図1の樹脂製プーリのA−A断面図である。
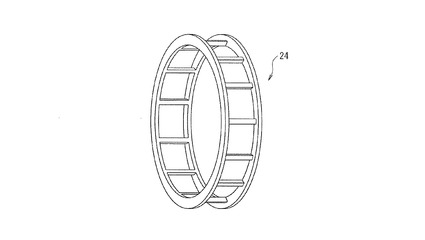
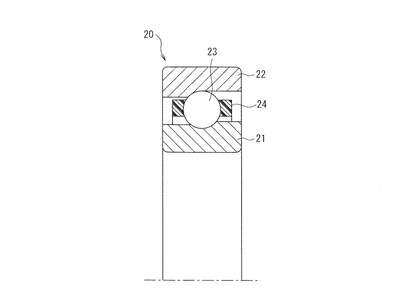
【図3】本発明に係る機械部品の第二実施形態である円筒ころ軸受の構造を示す部分縦断面図である。
【図4】図3の円筒ころ軸受に組み込まれる保持器の斜視図である。
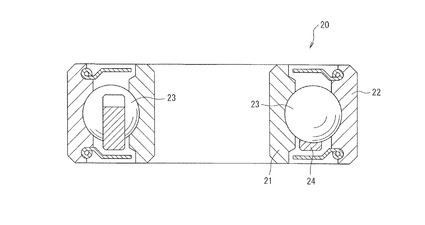
【図5】第二実施形態の変形例であるアンギュラ玉軸受の構造を示す部分縦断面図である。
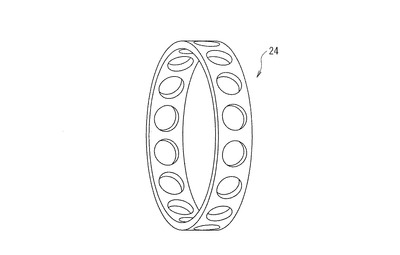
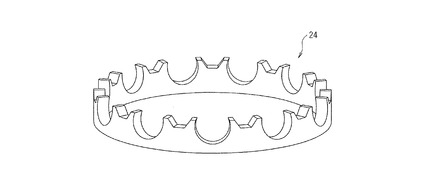
【図6】図5のアンギュラ玉軸受に組み込まれる保持器の斜視図である。
【図7】第二実施形態の別の変形例である深溝玉軸受の構造を示す縦断面図である。
【図8】図7の深溝玉軸受に組み込まれる冠形保持器の斜視図である。
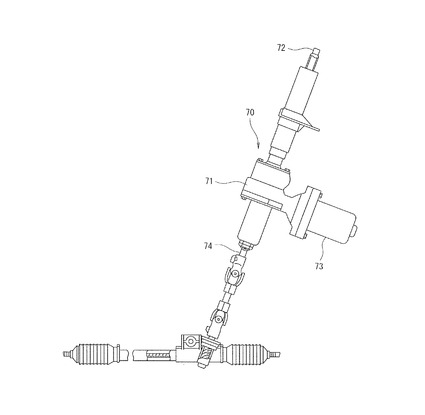
【図9】自動車の電動パワーステアリング装置の構成を示す図である。
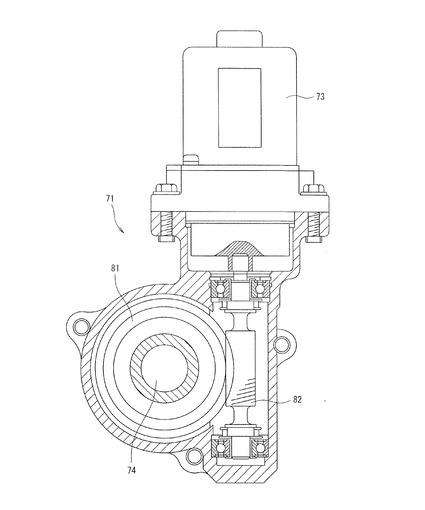
【図10】図9の電動パワーステアリング装置のハウジング部分の断面図である。
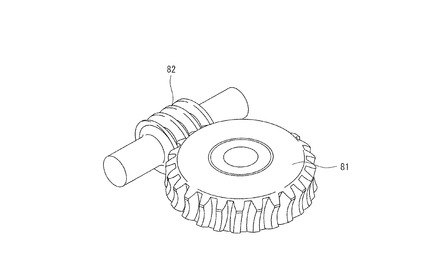
【図11】本発明に係る機械部品の第三実施形態である電動パワーステアリング装置用減速ギヤの構造を示す斜視図である。
【発明を実施するための形態】
【0019】
本発明に係る高分子材料成形品及び機械部品の実施の形態を、図面を参照しながら詳細に説明する。
本実施形態の高分子材料成形品は、高分子材料を成形してなる高分子材料成形品であって、その表面の少なくとも一部(好ましくは表面全体)に、ガスバリア性を有する粘土膜が被覆されたものである。この粘土膜は、粘土のみで構成されていてもよいし、粘土及び高分子物質で構成されていてもよい。
【0020】
粘土膜は、酸素,水蒸気等のガスの侵入を抑制するガスバリア性を有しているので、粘土膜が被覆された高分子材料成形品は、酸素による劣化や、吸水による寸法変化が生じにくい。また、水蒸気透過性も低いので、高分子材料成形品が含む水分量が低下しにくい。よって、水分量の変動による寸法変化も生じにくい。さらに、粘土膜は、融雪剤(塩化カルシウム)等の各種薬品に対する耐性が優れているので、粘土膜が被覆された高分子材料成形品は、薬品に起因する不具合が生じにくい。
【0021】
さらに、粘土膜は柔軟性を有しているので、粘土膜に損傷が生じにくくガスバリア性の低下が生じにくい。よって、粘土膜が被覆された高分子材料成形品は、長期間にわたって優れたガスバリア性が維持される。さらに、粘土膜は耐熱性を有しているので、粘土膜が被覆された高分子材料成形品は、高温下で使用されても粘土膜が劣化しにくくガスバリア性の低下が生じにくい。
【0022】
また、粘土膜が粘土のみで構成されていると、強固な粘土膜が形成されにくい場合があるが、粘土膜中に高分子物質を含有させると、高分子物質がバインダーの役割を果たすため、強固な粘土膜を形成することが容易となる。
ここで、粘土膜について、さらに詳細に説明する。粘土の種類は特に限定されるものではなく、天然粘土でも合成粘土でもよい。ただし、雲母,バーミキュライト,モンモリロナイト,鉄モンモリロナイト,バイデライト,サポナイト,ヘクトライト,スチーブンサイト,及びノントロナイトが好ましく、天然スメクタイト,合成スメクタイトがより好ましい。これらの粘土は、1種を単独で使用してもよいし、2種以上を併用してもよい。
【0023】
また、粘土とともに粘土膜を構成する高分子物質の種類は特に限定されるものではないが、主鎖又は側鎖に極性基を備えるなどして親水性を有する水溶性の高分子物質が好ましい。水溶性の高分子物質と粘土とは互いに親和性を有するため、例えば水中で両者を混合すると、容易に結合して複合化する。その結果、複合化された高分子物質同士が結合して、粘土膜の強度が向上するという効果が得られる。
【0024】
高分子物質の例としては、デキストリン,澱粉,セルロース系樹脂,ゼラチン,寒天,小麦粉,グルテン,アルキド樹脂,ポリウレタン樹脂,エポキシ樹脂,フッ素樹脂,アクリル樹脂,メタクリル樹脂,フェノール樹脂,ポリアミド樹脂,ポリエステル樹脂,ポリイミド樹脂,ポリビニル樹脂,ポリエチレングリコール,ポリアクリルアマイド,ポリエチレンオキサイド,タンパク質,デオキシリボヌクレイン酸,リボヌクレイン酸,及びポリアミノ酸があげられる。これらの高分子物質は、1種を単独で使用してもよいし、2種以上を併用してもよい。
【0025】
前記セルロース系樹脂としては、例えば、ニトロセルロース,酢酸セルロースがあげられる。また、前記ポリビニル樹脂としては、例えば、ポリエチレン,ポリプロピレン,ポリスチレン,ポリ塩化ビニル,ポリ酢酸ビニル,ポリビニルアルコール,ポリアクリロニトリルがあげられる。
粘土と高分子物質で構成される粘土膜においては、粘土膜中の粘土の割合は60質量%以上95質量%未満であることが好ましい。粘土の割合が60質量%未満であると、バインダーである高分子物質の割合が高いため、粘土膜が有機膜に近い性質を有することとなる。そのため、高温条件下ではガスバリア性が低下するという不都合が生じるおそれがある。一方、粘土の割合が95質量%以上であると、バインダーである高分子物質の割合が低いため、粘土膜が無機膜に近い性質を有することとなる。そのため、ピンホールやクラックが発生しやすくなり、強固な粘土膜が形成されにくい場合がある。
【0026】
さらに、粘土膜は、以下のような構造を有することが好ましい。すなわち、粘土膜は、複数の粘土粒子が配向してなる粘土層を備え、該粘土層の複数が積層した構造を有することが好ましい。なお、隣接する粘土層の層間には、複数の陽イオンが配されていることが好ましい。すなわち、粘土層を構成する粘土粒子と、該粘土層に隣接する別の粘土層を構成する粘土粒子との間に、陽イオンが配されていることが好ましい。そして、粘土膜を構成する全粘土粒子のうち、陽イオンを有する粘土粒子の割合が60〜95%であれば、粘土膜のガスバリア性と柔軟性がより優れたものとなる。
さらに、粘土膜の厚さは、特に限定されるものではないが、1μm以上50μm以下であることが好ましい。粘土膜の厚さが1μm未満であると、ガスバリア性が不十分となるおそれがあり、50μm超過であると、高分子材料成形品の形状に悪影響を及ぼすという不都合が生じるおそれがある。
【0027】
一方、高分子材料成形品を構成する高分子材料の種類は、特に限定されるものではないが、ポリアミド樹脂,ポリフェニレンサルファイド,ポリエーテルエーテルケトンがあげられる。ただし、高分子材料成形品のコストを考慮すると、ポリアミド樹脂が好ましい。ポリアミド樹脂としては、ポリアミド11,ポリアミド12,ポリアミド46,ポリアミド6,ポリアミド66,ポリアミド610,ポリアミド612等の脂肪族ポリアミド樹脂や、変性ポリアミド6T,ポリアミド9T等の芳香族ポリアミド樹脂があげられる。そして、これらのポリアミド樹脂の中でも、比較的安価なポリアミド66,ポリアミド46
がより好ましい。これらの高分子材料は、1種を単独で使用してもよいし、2種以上を併用してもよい。
【0028】
また、高分子材料として、樹脂と繊維強化材とからなる樹脂組成物を用いてもよい。そうすれば、高分子材料の耐熱性,強度特性が優れたものとなる。繊維強化材としては、ガラス繊維,炭素繊維等があげられる。ガラス繊維で強化されたポリアミド樹脂(特にポリアミド66)は、耐熱性,強度特性が優れるとともに安価であるため、最も好適である。さらに、高分子材料には、潤滑剤,熱安定剤,酸化防止剤,熱伝導性改良剤,可塑剤等の各種添加剤を配合してもよい。
【0029】
このような高分子材料を成形する方法は特に限定されるものではなく、慣用の樹脂成形方法を問題なく採用可能である。例えば、射出成形法等の溶融成形法や機械加工による成形法や焼結成形法があげられる。
このような粘土膜が被覆された高分子材料成形品は、寸法変化や酸素,薬品による劣化などの不具合が生じにくく、しかも、高温下で使用されても長期間にわたって前記不具合が生じにくいので、転がり軸受等の機械部品を構成する部材として好適である。高分子材料で構成された部材は、金属製部材と比較すると前記不具合が生じやすいため、機械部品の信頼性や寿命を低下させる傾向があるが、本実施形態の高分子材料成形品を備える機械部品は、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命である。
【0030】
本実施形態の高分子材料成形品を適用可能な機械部品は、特に限定されるものではないが、例えば、転がり軸受,直動案内装置,ボールねじ,プーリ,又は電動パワーステアリング装置用ギヤがあげられる。
ここで、粘土膜を被覆した高分子材料成形品の製造方法について説明する。粘土膜の被覆方法は特に限定されるものではなく、一般的な方法を問題なく採用可能であるが、例えば、(1)粘土(又は、粘土と高分子物質)を分散媒に均一に分散させてペースト状の粘土分散液を調整する分散液調整工程、(2)粘土分散液を高分子材料成形品の表面に薄膜状に被覆する被覆工程、(3)高分子材料成形品の表面に被覆された粘土分散液から分散媒を除去して粘土膜を形成する乾燥工程、を備える方法があげられる。
【0031】
次に、上記3つの工程について詳細に説明する。
(1)分散液調整工程について
分散媒としては、水、有機溶媒、又は水と有機溶媒との混合溶媒が好ましい。また、粘土分散液における粘土の濃度は、0.5質量%以上10質量%以下が好ましい。粘土の濃度が0.5質量%未満であると、乾燥に長時間を要する場合があり、10質量%超過であると、粘土が分散媒に分散しにくいため、粘土粒子が配向しにくく均一な粘土膜が得られないおそれがある。このような不都合がより生じにくくするためには、粘土の濃度を1質量%以上3質量%以下とすることがより好ましい。
【0032】
また、粘土とともに高分子物質を用いる場合には、粘土と高分子物質の合計量における高分子物質の割合は40質量%以下とすることが好ましく、5質量%以上20質量%以下とすることがより好ましい。高分子物質の割合が40質量%超過であると、粘土膜中に高分子物質が不均一に分散する場合がある。粘土膜中に高分子物質が偏在すると、粘土膜の均一性が低下するため、高分子物質を使用する効果が低下するおそれがある。ただし、粘土や分散媒の種類、あるいは、被覆工程や乾燥工程の内容によって、最適な高分子物質の割合が決まる。
【0033】
分散媒として使用される有機溶媒の種類は、特に限定されるものではないが、ベンゼン,トルエン等の芳香族炭化水素系溶剤や、テトラヒドロフラン等のエーテル系溶剤や、アセトン,メチルエチルケトン等のケトン系溶剤があげられる。さらに、ジメチルホルムアミド等のアミド系溶剤、酢酸エチル等のエステル系溶剤、アルコール系溶剤,ハロゲン化炭化水素系溶剤があげられる。これらの有機溶媒は、1種を単独で分散媒として使用してもよいし、2種以上を混合した混合溶媒を分散媒として使用してもよい。なお、粘土の有機化の状態によって、使用する有機溶媒を適宜選択するとよい。
【0034】
粘土分散液を調整する方法としては、粘土(又は、粘土と高分子物質)を分散媒に添加して、慣用の手段により分散させた後に、穏和な乾燥条件(例えば50℃に加熱)で分散媒をゆっくりと蒸発させて、粘土の濃度を所定値まで高める方法があげられる。あるいは、粘土(又は、粘土と高分子物質)をその濃度が所定値となるように分散媒に添加して、慣用の手段により分散させる方法があげられる。
【0035】
粘土(又は、粘土と高分子物質)を分散させる手段は、特に限定されるものではないが、振盪機,ペイントシェーカー,サンドミル,パールミル,ボールミル,アトライター,ロールミル,高速インペラー分散機,ジェットミル,高速衝撃ミル,超音波分散機等を用いて分散させる方法があげられる。得られた粘土分散液には凝集物や異物が含まれているおそれがあるので、高分子材料成形品の表面に被覆する前に、フィルター,こし網,金網等を用いて濾過したり、遠心分離法,沈殿法等の手段により、分離除去することが好ましい。
【0036】
(2)被覆工程について
粘土分散液を高分子材料成形品の表面に被覆する方法は、粘土分散液を均一の厚さの薄膜状に被覆することができるならば、特に限定されるものではないが、スプレーコーティング,エアドクターコーティング,ブレードコーティング,ディップコーティング,電着コーティング等があげられる。また、気泡が含まれないように、ヘラや刷毛等の道具を用いて手作業で塗布してもよい。
【0037】
このとき、高分子材料成形品の表面には、粘土分散液を被覆する前に、粘土膜の密着性を向上させる処理を施すことが好ましい。この処理としては、コロナ放電処理,プラズマ活性化処理,グロー放電処理,逆スパッタ処理,粗面化処理等の公知の表面活性化処理や、エチレンイミン系,アミン系,エポキシ系,ウレタン系,ポリエステル系等のプライマー剤を用いたプライマー処理があげられる。
【0038】
(3)乾燥工程について
乾燥方法は、高分子材料成形品の表面に被覆された粘土分散液中の分散媒を除去することができるならば、特に限定されるものではないが、加熱,減圧,気流等の環境下におくことにより乾燥することができる。例えば、強制対流型オーブン中で乾燥する場合は、温度は30℃以上100℃以下が好ましく、50℃以上70℃以下がより好ましい。加熱乾燥に際して乾燥温度が低いと、乾燥時間が長くなるおそれがあり、乾燥温度が高いと、急激な乾燥により粘土分散液中の液体の対流が促進され、粘土膜の均一性が低下するおそれがある。
【0039】
また、周囲に配した熱源から熱を供給することにより、開放系においても問題なく乾燥を行うことが可能である。さらに、赤外線等の熱線を照射することにより乾燥することも可能である。なお、粘土膜の厚さは、粘土分散液中の固形分(粘土又は粘土と高分子物質)の濃度や、粘土粒子を沈積させる条件などによって、任意の厚さに制御することができる。
【0040】
以下に、本実施形態の高分子材料成形品を適用した機械部品の実施形態を示す。
〔機械部品の第一実施形態〕
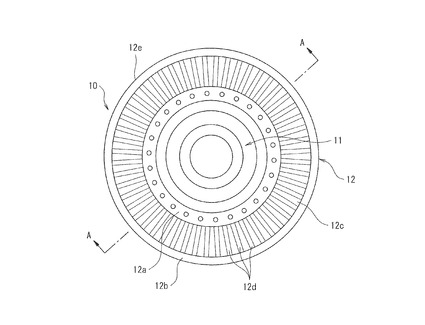
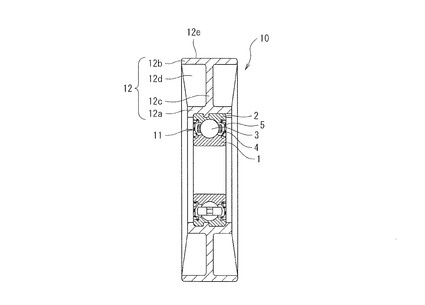
図1は、本発明に係る機械部品の一実施形態である樹脂製プーリの構造を示す正面図であり、図2は、図1の樹脂製プーリのA−A断面図である。
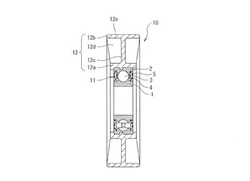
本実施形態の樹脂製プーリ10は、転がり軸受11と樹脂部12とからなる。この転がり軸受11は、内輪1と、外輪2と、前記両輪1,2の間に転動自在に配された複数の転動体3と、前記両輪1,2の間に転動体3を保持する保持器4と、前記両輪1,2の間の開口部を覆うシール装置5,5と、を備えている。なお、保持器4及びシール装置5は、備えていなくてもよい。また、シール装置5は、図2に示すような接触ゴムシールでもよいし、シールドのような非接触シールでもよい。
【0041】
また、樹脂部12は、高分子材料の射出成形により形成され、転がり軸受11の外輪2の外周面に一体的に取り付けられている(樹脂部12が、本発明の構成要件である高分子材料成形品に相当する)。具体的には、樹脂部12は、転がり軸受11の外輪2が嵌合される内径側円筒部12aと、外径側円筒部12bと、両円筒部12a,12bを連結する円板部12cと、樹脂部12を補強するために放射状に形成された複数のリブ12dと、からなる。そして、外径側円筒部12bの外周面12eが、図示しない駆動用ベルトのベルト案内面をなす。なお、外輪2の外周面には、樹脂部12の脱着を防止する凹溝が形成されている。
【0042】
樹脂部12を構成する高分子材料の種類は特に限定されるものではないが、樹脂製プーリにおいては、駆動時におけるベルトの振れに起因する振動の発生を抑制して騒音を低減するために、ベルトを案内する外径側円筒部12bの外周面12eの真円度(凹凸量) が良好であることが求められるとともに、ベルトの張力に耐える機械的強度と耐熱性が良好であることが求められる。そのため、樹脂部12を構成する高分子材料としては、ガラス繊維,炭素繊維等の充填材や各種添加剤(潤滑剤,熱安定剤,酸化防止剤,熱伝導性改良剤,可塑剤等)を樹脂に配合した樹脂組成物が好ましい。
【0043】
好ましい樹脂の例としては、ポリアミド樹脂,ポリフェニレンサルファイド,ポリエーテルエーテルケトンがあげられる。ポリアミド樹脂としては、ポリアミド11,ポリアミド12,ポリアミド46,ポリアミド6,ポリアミド66,ポリアミド610,ポリアミド612等の脂肪族ポリアミド樹脂や、変性ポリアミド6T,ポリアミド9T等の芳香族ポリアミド樹脂があげられる。
【0044】
そして、樹脂組成物のコスト,耐熱性,及び強度特性のバランスから判断すると、耐熱性と耐疲労性に優れるポリアミド66をベース樹脂としガラス繊維を強化材とする樹脂組成物が最も好適である。ガラス繊維の配合量は、樹脂組成物全体の25質量%以上55質量%以下が好ましい。ガラス繊維の配合量が25質量%未満であると、樹脂組成物の耐熱性や強度特性が不十分となるおそれがある。一方、55質量%超過であると、樹脂組成物の溶融粘度が高くなり、成形性が不十分となるおそれがある。
【0045】
また、ポリアミド66の分子量は、射出成形性を考慮すると、数平均分子量で13000以上30000以下が好ましく、耐疲労性及び高成形精度をさらに考慮すると、数平均分子量で18000以上26000以下がより好ましい。ポリアミド66の数平均分子量が13000未満であると、分子量が低すぎるため耐疲労性が低くなり、実用性が低くなる。一方、ポリアミド66の数平均分子量が30000超過であると、耐疲労性は優れているものの、樹脂製プーリに必要な衝撃強度等の機械的強度を達成するためにガラス繊維を25質量%以上55質量%以下含有させると、樹脂組成物の溶融粘度が高くなり、樹脂部12を射出成形法により高精度で製造することが困難となる。
【0046】
このような樹脂製プーリ10の樹脂部12の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜(図示せず)が被覆されている。なお、この粘土膜は、樹脂部12の表面全体に被覆することが最も好ましいが、樹脂部12の表面の一部分に被覆してもよい。
本実施形態の樹脂製プーリ10は、樹脂部12の表面に粘土膜が設けられているので、各種薬品(例えば塩化カルシウム)に対する耐性が優れている。そのため、樹脂部12を構成する樹脂組成物のベース樹脂として、耐薬品性にやや劣るポリアミド66等のポリアミド樹脂を使用したとしても、樹脂部12が薬品に侵されにくい。よって、例えば融雪剤(塩化カルシウム)に起因する不具合が抑制されるので、本実施形態の樹脂製プーリ10は、高信頼性で長寿命である。
【0047】
また、ポリアミド66等のポリアミド樹脂を繊維強化材で補強した樹脂組成物は、成形精度,強度特性,及び耐熱性が優れるとともに比較的安価であるので、樹脂部12を構成する樹脂組成物のベース樹脂としてポリアミド66等のポリアミド樹脂を使用すれば、本実施形態の樹脂製プーリ10は、安価且つ高信頼性で長寿命である。
さらに、粘土膜はガスバリア性を有しているので、樹脂の劣化の原因となる酸素等のガスを遮断することができる。また、粘土膜は水蒸気バリア性も有しているので、水蒸気が透過しにくく、水分(水蒸気) を遮断することができる。よって、樹脂部12の劣化や吸水による寸法変化に起因する樹脂製プーリ10の不具合の発生が抑制されるので、本実施形態の樹脂製プーリ10は高信頼性で長寿命である。
【0048】
このような樹脂製プーリ10は、例えば、自動車に搭載されるエンジン補機類の駆動用ベルトやその他のベルトのテンショナ用プーリ、又はアイドラプーリとして好適に使用することができる。
なお、この第一実施形態は本発明の一例を示したものであって、本発明は本実施形態に限定されるものではない。例えば、本実施形態においては、転がり軸受の例として深溝玉軸受をあげて説明したが、本発明は、他の種類の様々な転がり軸受に対して適用することができる。例えば、アンギュラ玉軸受,自動調心玉軸受,円筒ころ軸受,円すいころ軸受,針状ころ軸受,自動調心ころ軸受等のラジアル形の転がり軸受や、スラスト玉軸受,スラストころ軸受等のスラスト形の転がり軸受である。
【0049】
また、転がり軸受11の接触ゴムシールに使用されるゴムの種類は特に限定されるものではないが、ニトリルゴム,水素添加ニトリルゴム,アクリルゴム等を原料ゴムとし、それに各種充填材を配合したものを用いることができる。さらに、転がり軸受11内に充填される潤滑剤の種類は特に限定されるものではなく、一般的な潤滑油やグリースを用いることができるが、樹脂製プーリ10の使用温度を考慮して、ポリα−オレフィン油,アルキルジフェニルエーテル油等を基油、ジウレア等を増ちょう剤とし、酸化防止剤,摩耗防止剤等の添加剤が配合されたグリースが好ましい。
【0050】
〔第一実施形態の実施例〕
図1の樹脂製プーリとほぼ同様の構成の樹脂製プーリの樹脂部の表面に、粘土膜を形成したものを用意して、その耐塩化カルシウム性を評価した。
樹脂製プーリは、呼び番号6203DDL18の深溝玉軸受をコアとしたインサート成形により、深溝玉軸受の外輪の外周に樹脂部を一体形成してなるものである。この深溝玉軸受は、接触ゴムシールを備えるとともに、外輪の外周面に凹溝を有している。また、樹脂部を構成する高分子材料は、ガラス繊維を30質量%含有するポリアミド66(宇部興産株式会社製のUBEナイロン2020GU6)であり、ヨウ化銅系の熱安定剤を含有している。このポリアミド66の数平均分子量は20000である。
【0051】
粘土膜を構成する粘土としては、天然モンモリロナイト(クニミネ工業株式会社製のクニピアP)を使用した。粘土1.0gと蒸留水60cm3 とを回転子とともにプラスチック製密封容器に入れ、激しく振とうして均一な粘土分散液を得た。次に、この粘土分散液を強制送風式オーブン中で50℃に加熱してゆっくりと乾燥させ、粘土分散液をペースト状とした。
【0052】
そして、ペースト状の粘土分散液を樹脂製プーリの樹脂部の表面に、刷毛を用いて均一に塗布した。この樹脂製プーリをオーブン内に入れ、100℃の温度条件下で30分間加熱して、ペースト状の粘土分散液中に含まれる蒸留水を除去した。これにより、樹脂製プーリの樹脂部の表面に厚さ40μmの粘土膜が形成された。
上記のようにして製造した実施例の樹脂製プーリと、粘土膜を備えていないことを除いては実施例と全く同様の構成の比較例の樹脂製プーリとについて、耐塩化カルシウム性を評価した。試験方法は以下の通りである。
【0053】
まず、樹脂製プーリを80℃の熱水中に2時間浸潰して吸水させた後に、濃度50質量%の塩化カルシウム水溶液に5分間浸漬した。次に、1470Nのラジアル荷重を負荷した状態で、樹脂製プーリを恒温槽内に放置して、恒温槽内の温度を以下のように変化させた。すなわち、20℃から110℃まで30分かけて昇温した後に、110℃で2時間保持し、さらに30分かけて20℃まで降温した後、20℃で1時間保持した。
【0054】
そして、前記温度変化を1サイクルとして繰り返し、2サイクル毎に樹脂製プーリを前記塩化カルシウム水溶液に5分間浸漬した。樹脂部のクラックの発生の有無を2サイクル毎に確認しながら、10サイクルまで試験を行った。
その結果、実施例の樹脂製プーリは、10サイクルでも樹脂部にクラックが発生しなかったのに対し、比較例の樹脂製プーリは2サイクルでクラックが発生した。この結果から、粘土膜を樹脂部の表面に形成したことにより、樹脂部への水分(塩化カルシウム水溶液)の浸入が遮断されたため、耐塩化カルシウム性が向上したことが分かる。
【0055】
〔機械部品の第二実施形態〕
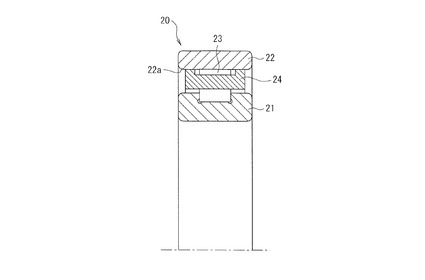
図3は、本発明に係る機械部品の別の実施形態である円筒ころ軸受の構造を示す部分縦断面図であり、図4は、図3の円筒ころ軸受に組み込まれる保持器の斜視図である。
第二実施形態の円筒ころ軸受20は、軌道面を有する内輪21と、内輪21の軌道面に対向する軌道面を有する外輪22と、前記両軌道面間に転動自在に配された複数の転動体(円筒ころ)23と、内輪21と外輪22との間に転動体23を保持する樹脂製の保持器24と、を備えている。この保持器24は、外輪22の内径面22a(保持器案内面)によって案内される外輪案内方式の保持器である。なお、図示はしていないが、ゴムシールやシールドのようなシール装置を備えていてもよい。また、内輪21と外輪22の間に形成される軸受内部空間には、潤滑油,グリース等の潤滑剤を配してもよい。
【0056】
保持器24は、高分子材料の射出成形により形成される(保持器24が、本発明の構成要件である高分子材料成形品に相当する)。保持器24を構成する高分子材料の種類は特に限定されるものではないが、保持器においては、寸法精度が良好であることが求められるとともに、機械的強度と耐熱性が良好であることが求められる。そのため、保持器24を構成する高分子材料としては、ガラス繊維,炭素繊維等の充填材や各種添加剤(潤滑剤,熱安定剤,酸化防止剤,熱伝導性改良剤,可塑剤等)を樹脂に配合した樹脂組成物が好ましい。
【0057】
好ましい樹脂の例としては、ポリアミド樹脂,ポリフェニレンサルファイド,ポリエーテルエーテルケトンがあげられる。ポリアミド樹脂としては、ポリアミド11,ポリアミド12,ポリアミド46,ポリアミド6,ポリアミド66,ポリアミド610,ポリアミド612等の脂肪族ポリアミド樹脂や、変性ポリアミド6T,ポリアミド9T等の芳香族ポリアミド樹脂があげられる。
【0058】
このような保持器24の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜(図示せず)が被覆されている。なお、この粘土膜は、保持器24の表面全体に被覆することが最も好ましいが、保持器24の表面の一部分に被覆してもよい。
本実施形態の円筒ころ軸受20は、保持器24の表面に粘土膜が設けられているので、各種薬品(例えば塩化カルシウム)に対する耐性が優れている。そのため、保持器24を構成する樹脂組成物のベース樹脂として、耐薬品性にやや劣るポリアミド66等のポリアミド樹脂を使用したとしても、保持器24が薬品に侵されにくい。よって、例えば融雪剤(塩化カルシウム)に起因する不具合が抑制されるので、本実施形態の円筒ころ軸受20は、高信頼性で長寿命である。
【0059】
また、ポリアミド66等のポリアミド樹脂を繊維強化材で補強した樹脂組成物は、成形精度,強度特性,及び耐熱性が優れるとともに比較的安価であるので、保持器24を構成する樹脂組成物のベース樹脂としてポリアミド66等のポリアミド樹脂を使用すれば、本実施形態の円筒ころ軸受20は、安価且つ高信頼性で長寿命である。
さらに、粘土膜はガスバリア性を有しているので、樹脂の劣化の原因となる酸素等のガスを遮断することができる。また、粘土膜は水蒸気バリア性も有しているので、水蒸気が透過しにくく、水分(水蒸気) を遮断することができる。よって、保持器24の劣化や吸水による寸法変化に起因する円筒ころ軸受20の不具合の発生が抑制されるので、本実施形態の円筒ころ軸受20は高信頼性で長寿命である。
【0060】
なお、この第二実施形態は本発明の一例を示したものであり、本発明は本実施形態に限定されるものではない。例えば、本実施形態においては、転がり軸受の例として円筒ころ軸受をあげて説明したが、本発明は、他の種類の様々な転がり軸受に対して適用することができる。例えば、深溝玉軸受,アンギュラ玉軸受,自動調心玉軸受,円すいころ軸受,針状ころ軸受,自動調心ころ軸受等のラジアル形の転がり軸受や、スラスト玉軸受,スラストころ軸受等のスラスト形の転がり軸受である。
【0061】
図5は、第二実施形態の変形例であるアンギュラ玉軸受の構造を示す部分縦断面図であり、図6は、図5のアンギュラ玉軸受に組み込まれる保持器の斜視図である。また、図7は、第二実施形態の別の変形例である深溝玉軸受の構造を示す縦断面図であり、図8は、図7の深溝玉軸受に組み込まれる冠形保持器の斜視図である。これらのアンギュラ玉軸受及び深溝玉軸受の構成は、第二実施形態の円筒ころ軸受20とほぼ同様であるので、その説明は省略する。なお、図5〜8においては、図3,4と同一又は相当する部分には、図3,4と同一の符号を付してある。
【0062】
〔第二実施形態の実施例〕
図8の保持器とほぼ同様の構成の樹脂製の冠形保持器の表面に、粘土膜を形成したものを用意して、その水蒸気バリア性を評価した。
評価に用いる冠形保持器は、呼び番号6203の深溝玉軸受に組み込まれる保持器であり、高分子材料の射出成形により形成されたものである。また、冠形保持器を構成する高分子材料は、ガラス繊維を25質量%含有するポリアミド66(BASF社製のウルトラミッドA3HG5)又はガラス繊維を30質量%含有するポリアミド46(ディーエスエムジャパンエンジニアリングプラスチックス株式会社製のスタニールTW241F6)である。前者の高分子材料はアミン系酸化防止剤を含有しており、後者の高分子材料は銅系の熱安定剤を含有している。
【0063】
粘土膜を構成する粘土としては、合成スメクタイトを使用した。粘土10.0gと蒸留水90.0gとを回転子とともにプラスチック製密封容器に入れ、激しく振とうして均一な粘土分散液を得た。次に、この粘土分散液を強制送風式オーブン中で50℃に加熱してゆっくりと乾燥させ、粘土分散液をペースト状とした。
そして、ペースト状の粘土分散液を冠形保持器の表面に、刷毛を用いて均一に塗布した。この冠形保持器をオーブン内に入れ、100℃の温度条件下で30分間加熱して、ペースト状の粘土分散液中に含まれる蒸留水を除去した。これにより、冠形保持器の表面に厚さ30μmの粘土膜が形成された。
【0064】
上記のようにして製造した実施例の冠形保持器と、粘土膜を備えていないことを除いては実施例と全く同様の構成の比較例の冠形保持器とについて、水蒸気バリア性を評価した。試験方法は以下の通りである。
まず、80℃の真空恒温槽内に冠形保持器を1週間保持し、絶乾状態とした。そして、絶乾状態の冠形保持器の質量を測定した。次に、この絶乾状態の冠形保持器を、温度120℃、相対湿度80%の高温高湿槽内に1週間保持し、吸湿させた。そして、吸湿させた冠形保持器の質量を測定し、下記式により吸湿率を算出した。なお、下記式における質量の単位は、いずれもgである。
吸湿率(%)=(吸湿後質量−絶乾質量)/絶乾質量×100
【0065】
【表1】

【0066】
結果を表1に示す。高分子材料がいずれの場合でも、実施例の方が比較例よりも吸湿率が低く、比較例の約15%程度の吸湿率であった。これらの結果から、粘土膜を冠形保持器の表面に形成したことにより、外部及び内部の水蒸気に対してバリヤ性が優れていることが分かる。すなわち、粘土膜により、外部の水蒸気の吸収が抑制されるとともに、内部に吸収された水分の外部への排出が抑制された。
【0067】
〔機械部品の第三実施形態〕
図9は、自動車の電動パワーステアリング装置の構成を示す図であり、図10は、図9の電動パワーステアリング装置のハウジング部分の断面図である。また、図11は、本発明に係る機械部品の一実施形態である電動パワーステアリング装置用減速ギヤ(ウォームホイール及びウォーム)の構造を示す斜視図である。
自動車の電動パワーステアリング装置70には、操舵補助出力発生用電動モータの出力をステアリングシャフトに伝達するため、図11のような電動パワーステアリング装置用減速ギヤ(ウォームホイール81及びウォーム82)が組み込まれている。電動パワーステアリング装置70のハウジング71内に備えられているウォームホイール81及びウォーム82は、入力軸72の回転に伴って生じた電動モータ73の回転駆動力を出力軸74に伝達する機能を有している。
【0068】
このウォームホイール81及びウォーム82は、高分子材料、例えばガラス繊維(含有量は30質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン1015GU6)で構成されている(ウォームホイール81及びウォーム82が、本発明の構成要件である高分子材料成形品に相当する)。そして、ウォームホイール81及びウォーム82の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜(図示せず)が被覆されている。なお、この粘土膜は、ウォームホイール81及びウォーム82の表面全体に被覆することが最も好ましいが、ウォームホイール81及びウォーム82の表面の一部分に被覆してもよい。
【0069】
本実施形態の電動パワーステアリング装置70は、ウォームホイール81及びウォーム82の表面に粘土膜が設けられているので、各種薬品(例えば塩化カルシウム)に対する耐性が優れている。そのため、ウォームホイール81及びウォーム82を構成する樹脂組成物のベース樹脂として、耐薬品性にやや劣るポリアミド66等のポリアミド樹脂を使用したとしても、ウォームホイール81及びウォーム82が薬品に侵されにくい。よって、例えば融雪剤(塩化カルシウム)に起因する不具合が抑制されるので、本実施形態の電動パワーステアリング装置70は、高信頼性で長寿命である。
【0070】
また、ポリアミド66等のポリアミド樹脂を繊維強化材で補強した樹脂組成物は、成形精度,強度特性,及び耐熱性が優れるとともに比較的安価であるので、ウォームホイール81及びウォーム82を構成する樹脂組成物のベース樹脂としてポリアミド66等のポリアミド樹脂を使用すれば、本実施形態の電動パワーステアリング装置70は、安価且つ高信頼性で長寿命である。
【0071】
さらに、粘土膜はガスバリア性を有しているので、樹脂の劣化の原因となる酸素等のガスを遮断することができる。また、粘土膜は水蒸気バリア性も有しているので、水蒸気が透過しにくく、水分(水蒸気) を遮断することができる。よって、ウォームホイール81及びウォーム82の劣化や吸水による寸法変化に起因する電動パワーステアリング装置70の不具合の発生が抑制されるので、本実施形態の電動パワーステアリング装置70は高信頼性で長寿命である。
【0072】
以上説明した第一〜第三実施形態は本発明の一例を示したものであり、本発明は上記の各実施形態に限定されるものではない。第一〜第三実施形態においては、機械部品の例として樹脂製プーリ,円筒ころ軸受,及び電動パワーステアリング装置用減速ギヤをあげて説明したが、本発明は、他の種々の機械部品に対して適用することができる。例えば、ボールねじ,直動ベアリング等の転動装置である。
【符号の説明】
【0073】
10 樹脂製プーリ
11 転がり軸受
12 樹脂部
20 円筒ころ軸受
24 保持器
70 電動パワーステアリング装置
81 ウォームホイール
82 ウォーム
【技術分野】
【0001】
本発明は、高分子材料を成形してなる高分子材料成形品、及び、少なくとも一部分が高分子材料で構成された機械部品に関する。
【背景技術】
【0002】
転がり軸受に組み込まれる樹脂製の保持器は、その使用温度,使用環境等によって、材料である樹脂の種類が決定される。従来、一般的に使用されている樹脂としては、ガラス繊維や炭素繊維で強化されたポリアミド66,ポリアミド46,ポリフェニレンサルファイド,ポリエーテルエーテルケトン等があげられる。これらの樹脂の中では、ガラス繊維で強化されたポリアミド66が、適度な耐熱性,強度特性,コストのバランスから、最も多く使用されている。
【0003】
ただし、ポリアミド66が十分に使用可能な温度環境であっても、ポリアミド66の化学構造中に存在するアミド結合に攻撃性を有する薬剤によって影響を受けるような環境下で転がり軸受が使用される場合には、ポリアミド66よりも耐薬品性に優れるポリフェニレンサルファイド,ポリエーテルエーテルケトン等が保持器の材料として使用されることがあった。しかしながら、ポリフェニレンサルファイドやポリエーテルエーテルケトンは高価であるため、これらの樹脂を保持器の材料として使用することは、転がり軸受全体のコストの上昇につながっていた。
【0004】
また、一般的にポリアミド66等のポリアミド系樹脂(特にガラス繊維強化品) は、靱性の向上や吸水寸法変化の抑制を目的として、一定量の水分を意図的に含有させる調湿処理が施されている。しかしながら、このポリアミド系樹脂中に吸収された水分は、転がり軸受の回転による遠心力や温度上昇で、保持器外へ排出されるため、それによって寸法変化が起こり、何らかの不具合が生じるおそれがあった。
【0005】
このような背景から、樹脂製の保持器の表面に、ガスバリア性を有する被膜を設けて、寸法変化の原因となる水分や劣化の原因となる酸素などの外的因子の侵入を抑制した、高信頼性で長寿命な転がり軸受が提案されている。ガスバリア性を有する被膜としては、例えばダイヤモンドライクカーボン,シリコン粒子の蒸着被膜のような無機材料製の被膜や、例えばエチレンビニル共重合体,ポリ塩化ビニリデンの被膜のような有機材料製の被膜があった。
【0006】
一方、自動車のエンジン補機類を駆動するベルトの案内用プーリとして、転がり軸受の外周に樹脂部を一体成形してなる樹脂製プーリが、従来から採用されている。この樹脂製プーリにおいては、ベルトを案内する樹脂部の外周部の成形精度、ベルトの張力に耐える強度特性、連続負荷使用による高温に対する耐熱性、及び耐塩化カルシウム性(耐薬品性)等が要求される。
【0007】
そこで、上記のような成形精度,強度特性,耐熱性,及び耐塩化カルシウム性を向上させるため、樹脂材料として、ガラス繊維を15〜40質量%程度配合した強化ポリアミド66、強化ポリアミド610、強化ポリアミド612、或いは、ポリフェニレンサルファイドとミネラルの複合材料や、ポリアミド6,ポリアミド66,ポリアミド11,ポリアミド12等のポリアミド樹脂を用いた樹脂製プーリが提案されている(例えば特許文献1,2を参照) 。
【0008】
また、特許文献3には、耐熱性,強度特性,及び耐塩化カルシウム性をバランス良く有する、ポリアミド66,ポリアミド612,及びガラス繊維からなるポリアミド樹脂組成物を用いた樹脂製プーリが提案され、実用化されている。
さらに、特許文献4には、耐熱性,強度特性,及び耐塩化カルシウム性のバランスをより一層向上させた、ポリアミド66,非晶性芳香族ポリアミド,低吸水性ポリアミド,及びガラス繊維からなるポリアミド樹脂組成物を用いた樹脂製プーリが提案され、実用化されている。
【0009】
しかしながら、上記のような耐熱性,強度特性,及び耐塩化カルシウム性を併せ持つ樹脂製プーリは、ポリアミド66以外に、高価な低吸水性ポリアミドを使用しているので、樹脂組成物が高コストであった。また、低吸水性ポリアミドを使用しているため耐塩化カルシウム性は向上しているものの、耐熱性及び強度特性は、ポリアミド66のみを使用したものよりも低かった。そのため、長期間にわたる使用によって、樹脂製プーリに何らかの不具合が発生するおそれがあった。
【0010】
このような背景から、樹脂製プーリの樹脂部の表面に、ガスバリア性を有する被膜を設けて、寸法変化の原因となる水分や劣化の原因となる酸素などの外的因子の侵入を抑制した、高信頼性で長寿命な樹脂製プーリが提案されている。ガスバリア性を有する被膜としては、例えばダイヤモンドライクカーボン,シリコン粒子の蒸着被膜のような無機材料製の被膜や、例えばエチレンビニル共重合体,ポリ塩化ビニリデンの被膜のような有機材料製の被膜があった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3506735号公報
【特許文献2】特許第2838037号公報
【特許文献3】特開2000−2317号公報
【特許文献4】特開2007−232106号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、上記のような無機材料製の被膜は、非常に優れたガスバリア性を有し且つ高温下でもガスバリア性が低下することはないが、柔軟性が低いために亀裂が生じやすく、そこから水分や酸素等の外的因子が侵入するおそれがあった。また、上記のような有機材料製の被膜は、柔軟性は高いものの耐熱性が低いため、低温下で使用される場合は非常に優れたガスバリア性を発揮するものの、高温下では被膜が徐々に劣化してガスバリア性が低下するおそれがあった。
そこで、本発明は上記のような従来技術が有する問題点を解決し、酸素,水蒸気等のガスが侵入しにくく寸法変化や劣化が生じにくい高分子材料成形品を提供することを課題とする。また、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命な機械部品を提供することを課題とする。
【課題を解決するための手段】
【0013】
前記課題を解決するため、本発明は次のような構成からなる。すなわち、本発明に係る請求項1の高分子材料成形品は、高分子材料を成形してなる高分子材料成形品において、粘土からなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする。
また、本発明に係る請求項2の高分子材料成形品は、高分子材料を成形してなる高分子材料成形品において、粘土と高分子物質とからなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする。
【0014】
さらに、本発明に係る請求項3の高分子材料成形品は、請求項2に記載の高分子材料成形品において、前記高分子物質が、デキストリン,澱粉,セルロース系樹脂,ゼラチン,寒天,小麦粉,グルテン,アルキド樹脂,ポリウレタン樹脂,エポキシ樹脂,フッ素樹脂,アクリル樹脂,メタクリル樹脂,フェノール樹脂,ポリアミド樹脂,ポリエステル樹脂,ポリイミド樹脂,ポリビニル樹脂,ポリエチレングリコール,ポリアクリルアマイド,ポリエチレンオキサイド,タンパク質,デオキシリボヌクレイン酸,リボヌクレイン酸,及びポリアミノ酸のうちの少なくとも1種であることを特徴とする。
【0015】
さらに、本発明に係る請求項4の高分子材料成形品は、請求項2又は請求項3に記載の高分子材料成形品において、前記粘土膜中の前記粘土の割合が60質量%以上95質量%未満であることを特徴とする。
さらに、本発明に係る請求項5の高分子材料成形品は、請求項1〜4のいずれか一項に記載の高分子材料成形品において、前記粘土が、雲母,バーミキュライト,モンモリロナイト,鉄モンモリロナイト,バイデライト,サポナイト,ヘクトライト,スチーブンサイト,及びノントロナイトのうちの少なくとも1種であることを特徴とする。
【0016】
さらに、本発明に係る請求項6の高分子材料成形品は、請求項1〜5のいずれか一項に記載の高分子材料成形品において、前記粘土膜が、複数の粘土粒子が配向してなる粘土層が積層した構造を有することを特徴とする。
さらに、本発明に係る請求項7の機械部品は、少なくとも一部分が高分子材料で構成された機械部品において、この高分子材料で構成された部分が、請求項1〜6のいずれか一項に記載の高分子材料成形品であることを特徴とする。
さらに、本発明に係る請求項8の機械部品は、請求項7に記載の機械部品において、転がり軸受,直動案内装置,ボールねじ,プーリ,又は電動パワーステアリング装置用ギヤであることを特徴とする。
【発明の効果】
【0017】
本発明の高分子材料成形品は、酸素,水蒸気等のガスの侵入を抑制するガスバリア性と柔軟性及び耐熱性とを有する粘土膜を備えているので、寸法変化や劣化が生じにくい。また、本発明の機械部品は、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命である。
【図面の簡単な説明】
【0018】
【図1】本発明に係る機械部品の第一実施形態である樹脂製プーリの構造を示す正面図である。
【図2】図1の樹脂製プーリのA−A断面図である。
【図3】本発明に係る機械部品の第二実施形態である円筒ころ軸受の構造を示す部分縦断面図である。
【図4】図3の円筒ころ軸受に組み込まれる保持器の斜視図である。
【図5】第二実施形態の変形例であるアンギュラ玉軸受の構造を示す部分縦断面図である。
【図6】図5のアンギュラ玉軸受に組み込まれる保持器の斜視図である。
【図7】第二実施形態の別の変形例である深溝玉軸受の構造を示す縦断面図である。
【図8】図7の深溝玉軸受に組み込まれる冠形保持器の斜視図である。
【図9】自動車の電動パワーステアリング装置の構成を示す図である。
【図10】図9の電動パワーステアリング装置のハウジング部分の断面図である。
【図11】本発明に係る機械部品の第三実施形態である電動パワーステアリング装置用減速ギヤの構造を示す斜視図である。
【発明を実施するための形態】
【0019】
本発明に係る高分子材料成形品及び機械部品の実施の形態を、図面を参照しながら詳細に説明する。
本実施形態の高分子材料成形品は、高分子材料を成形してなる高分子材料成形品であって、その表面の少なくとも一部(好ましくは表面全体)に、ガスバリア性を有する粘土膜が被覆されたものである。この粘土膜は、粘土のみで構成されていてもよいし、粘土及び高分子物質で構成されていてもよい。
【0020】
粘土膜は、酸素,水蒸気等のガスの侵入を抑制するガスバリア性を有しているので、粘土膜が被覆された高分子材料成形品は、酸素による劣化や、吸水による寸法変化が生じにくい。また、水蒸気透過性も低いので、高分子材料成形品が含む水分量が低下しにくい。よって、水分量の変動による寸法変化も生じにくい。さらに、粘土膜は、融雪剤(塩化カルシウム)等の各種薬品に対する耐性が優れているので、粘土膜が被覆された高分子材料成形品は、薬品に起因する不具合が生じにくい。
【0021】
さらに、粘土膜は柔軟性を有しているので、粘土膜に損傷が生じにくくガスバリア性の低下が生じにくい。よって、粘土膜が被覆された高分子材料成形品は、長期間にわたって優れたガスバリア性が維持される。さらに、粘土膜は耐熱性を有しているので、粘土膜が被覆された高分子材料成形品は、高温下で使用されても粘土膜が劣化しにくくガスバリア性の低下が生じにくい。
【0022】
また、粘土膜が粘土のみで構成されていると、強固な粘土膜が形成されにくい場合があるが、粘土膜中に高分子物質を含有させると、高分子物質がバインダーの役割を果たすため、強固な粘土膜を形成することが容易となる。
ここで、粘土膜について、さらに詳細に説明する。粘土の種類は特に限定されるものではなく、天然粘土でも合成粘土でもよい。ただし、雲母,バーミキュライト,モンモリロナイト,鉄モンモリロナイト,バイデライト,サポナイト,ヘクトライト,スチーブンサイト,及びノントロナイトが好ましく、天然スメクタイト,合成スメクタイトがより好ましい。これらの粘土は、1種を単独で使用してもよいし、2種以上を併用してもよい。
【0023】
また、粘土とともに粘土膜を構成する高分子物質の種類は特に限定されるものではないが、主鎖又は側鎖に極性基を備えるなどして親水性を有する水溶性の高分子物質が好ましい。水溶性の高分子物質と粘土とは互いに親和性を有するため、例えば水中で両者を混合すると、容易に結合して複合化する。その結果、複合化された高分子物質同士が結合して、粘土膜の強度が向上するという効果が得られる。
【0024】
高分子物質の例としては、デキストリン,澱粉,セルロース系樹脂,ゼラチン,寒天,小麦粉,グルテン,アルキド樹脂,ポリウレタン樹脂,エポキシ樹脂,フッ素樹脂,アクリル樹脂,メタクリル樹脂,フェノール樹脂,ポリアミド樹脂,ポリエステル樹脂,ポリイミド樹脂,ポリビニル樹脂,ポリエチレングリコール,ポリアクリルアマイド,ポリエチレンオキサイド,タンパク質,デオキシリボヌクレイン酸,リボヌクレイン酸,及びポリアミノ酸があげられる。これらの高分子物質は、1種を単独で使用してもよいし、2種以上を併用してもよい。
【0025】
前記セルロース系樹脂としては、例えば、ニトロセルロース,酢酸セルロースがあげられる。また、前記ポリビニル樹脂としては、例えば、ポリエチレン,ポリプロピレン,ポリスチレン,ポリ塩化ビニル,ポリ酢酸ビニル,ポリビニルアルコール,ポリアクリロニトリルがあげられる。
粘土と高分子物質で構成される粘土膜においては、粘土膜中の粘土の割合は60質量%以上95質量%未満であることが好ましい。粘土の割合が60質量%未満であると、バインダーである高分子物質の割合が高いため、粘土膜が有機膜に近い性質を有することとなる。そのため、高温条件下ではガスバリア性が低下するという不都合が生じるおそれがある。一方、粘土の割合が95質量%以上であると、バインダーである高分子物質の割合が低いため、粘土膜が無機膜に近い性質を有することとなる。そのため、ピンホールやクラックが発生しやすくなり、強固な粘土膜が形成されにくい場合がある。
【0026】
さらに、粘土膜は、以下のような構造を有することが好ましい。すなわち、粘土膜は、複数の粘土粒子が配向してなる粘土層を備え、該粘土層の複数が積層した構造を有することが好ましい。なお、隣接する粘土層の層間には、複数の陽イオンが配されていることが好ましい。すなわち、粘土層を構成する粘土粒子と、該粘土層に隣接する別の粘土層を構成する粘土粒子との間に、陽イオンが配されていることが好ましい。そして、粘土膜を構成する全粘土粒子のうち、陽イオンを有する粘土粒子の割合が60〜95%であれば、粘土膜のガスバリア性と柔軟性がより優れたものとなる。
さらに、粘土膜の厚さは、特に限定されるものではないが、1μm以上50μm以下であることが好ましい。粘土膜の厚さが1μm未満であると、ガスバリア性が不十分となるおそれがあり、50μm超過であると、高分子材料成形品の形状に悪影響を及ぼすという不都合が生じるおそれがある。
【0027】
一方、高分子材料成形品を構成する高分子材料の種類は、特に限定されるものではないが、ポリアミド樹脂,ポリフェニレンサルファイド,ポリエーテルエーテルケトンがあげられる。ただし、高分子材料成形品のコストを考慮すると、ポリアミド樹脂が好ましい。ポリアミド樹脂としては、ポリアミド11,ポリアミド12,ポリアミド46,ポリアミド6,ポリアミド66,ポリアミド610,ポリアミド612等の脂肪族ポリアミド樹脂や、変性ポリアミド6T,ポリアミド9T等の芳香族ポリアミド樹脂があげられる。そして、これらのポリアミド樹脂の中でも、比較的安価なポリアミド66,ポリアミド46
がより好ましい。これらの高分子材料は、1種を単独で使用してもよいし、2種以上を併用してもよい。
【0028】
また、高分子材料として、樹脂と繊維強化材とからなる樹脂組成物を用いてもよい。そうすれば、高分子材料の耐熱性,強度特性が優れたものとなる。繊維強化材としては、ガラス繊維,炭素繊維等があげられる。ガラス繊維で強化されたポリアミド樹脂(特にポリアミド66)は、耐熱性,強度特性が優れるとともに安価であるため、最も好適である。さらに、高分子材料には、潤滑剤,熱安定剤,酸化防止剤,熱伝導性改良剤,可塑剤等の各種添加剤を配合してもよい。
【0029】
このような高分子材料を成形する方法は特に限定されるものではなく、慣用の樹脂成形方法を問題なく採用可能である。例えば、射出成形法等の溶融成形法や機械加工による成形法や焼結成形法があげられる。
このような粘土膜が被覆された高分子材料成形品は、寸法変化や酸素,薬品による劣化などの不具合が生じにくく、しかも、高温下で使用されても長期間にわたって前記不具合が生じにくいので、転がり軸受等の機械部品を構成する部材として好適である。高分子材料で構成された部材は、金属製部材と比較すると前記不具合が生じやすいため、機械部品の信頼性や寿命を低下させる傾向があるが、本実施形態の高分子材料成形品を備える機械部品は、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命である。
【0030】
本実施形態の高分子材料成形品を適用可能な機械部品は、特に限定されるものではないが、例えば、転がり軸受,直動案内装置,ボールねじ,プーリ,又は電動パワーステアリング装置用ギヤがあげられる。
ここで、粘土膜を被覆した高分子材料成形品の製造方法について説明する。粘土膜の被覆方法は特に限定されるものではなく、一般的な方法を問題なく採用可能であるが、例えば、(1)粘土(又は、粘土と高分子物質)を分散媒に均一に分散させてペースト状の粘土分散液を調整する分散液調整工程、(2)粘土分散液を高分子材料成形品の表面に薄膜状に被覆する被覆工程、(3)高分子材料成形品の表面に被覆された粘土分散液から分散媒を除去して粘土膜を形成する乾燥工程、を備える方法があげられる。
【0031】
次に、上記3つの工程について詳細に説明する。
(1)分散液調整工程について
分散媒としては、水、有機溶媒、又は水と有機溶媒との混合溶媒が好ましい。また、粘土分散液における粘土の濃度は、0.5質量%以上10質量%以下が好ましい。粘土の濃度が0.5質量%未満であると、乾燥に長時間を要する場合があり、10質量%超過であると、粘土が分散媒に分散しにくいため、粘土粒子が配向しにくく均一な粘土膜が得られないおそれがある。このような不都合がより生じにくくするためには、粘土の濃度を1質量%以上3質量%以下とすることがより好ましい。
【0032】
また、粘土とともに高分子物質を用いる場合には、粘土と高分子物質の合計量における高分子物質の割合は40質量%以下とすることが好ましく、5質量%以上20質量%以下とすることがより好ましい。高分子物質の割合が40質量%超過であると、粘土膜中に高分子物質が不均一に分散する場合がある。粘土膜中に高分子物質が偏在すると、粘土膜の均一性が低下するため、高分子物質を使用する効果が低下するおそれがある。ただし、粘土や分散媒の種類、あるいは、被覆工程や乾燥工程の内容によって、最適な高分子物質の割合が決まる。
【0033】
分散媒として使用される有機溶媒の種類は、特に限定されるものではないが、ベンゼン,トルエン等の芳香族炭化水素系溶剤や、テトラヒドロフラン等のエーテル系溶剤や、アセトン,メチルエチルケトン等のケトン系溶剤があげられる。さらに、ジメチルホルムアミド等のアミド系溶剤、酢酸エチル等のエステル系溶剤、アルコール系溶剤,ハロゲン化炭化水素系溶剤があげられる。これらの有機溶媒は、1種を単独で分散媒として使用してもよいし、2種以上を混合した混合溶媒を分散媒として使用してもよい。なお、粘土の有機化の状態によって、使用する有機溶媒を適宜選択するとよい。
【0034】
粘土分散液を調整する方法としては、粘土(又は、粘土と高分子物質)を分散媒に添加して、慣用の手段により分散させた後に、穏和な乾燥条件(例えば50℃に加熱)で分散媒をゆっくりと蒸発させて、粘土の濃度を所定値まで高める方法があげられる。あるいは、粘土(又は、粘土と高分子物質)をその濃度が所定値となるように分散媒に添加して、慣用の手段により分散させる方法があげられる。
【0035】
粘土(又は、粘土と高分子物質)を分散させる手段は、特に限定されるものではないが、振盪機,ペイントシェーカー,サンドミル,パールミル,ボールミル,アトライター,ロールミル,高速インペラー分散機,ジェットミル,高速衝撃ミル,超音波分散機等を用いて分散させる方法があげられる。得られた粘土分散液には凝集物や異物が含まれているおそれがあるので、高分子材料成形品の表面に被覆する前に、フィルター,こし網,金網等を用いて濾過したり、遠心分離法,沈殿法等の手段により、分離除去することが好ましい。
【0036】
(2)被覆工程について
粘土分散液を高分子材料成形品の表面に被覆する方法は、粘土分散液を均一の厚さの薄膜状に被覆することができるならば、特に限定されるものではないが、スプレーコーティング,エアドクターコーティング,ブレードコーティング,ディップコーティング,電着コーティング等があげられる。また、気泡が含まれないように、ヘラや刷毛等の道具を用いて手作業で塗布してもよい。
【0037】
このとき、高分子材料成形品の表面には、粘土分散液を被覆する前に、粘土膜の密着性を向上させる処理を施すことが好ましい。この処理としては、コロナ放電処理,プラズマ活性化処理,グロー放電処理,逆スパッタ処理,粗面化処理等の公知の表面活性化処理や、エチレンイミン系,アミン系,エポキシ系,ウレタン系,ポリエステル系等のプライマー剤を用いたプライマー処理があげられる。
【0038】
(3)乾燥工程について
乾燥方法は、高分子材料成形品の表面に被覆された粘土分散液中の分散媒を除去することができるならば、特に限定されるものではないが、加熱,減圧,気流等の環境下におくことにより乾燥することができる。例えば、強制対流型オーブン中で乾燥する場合は、温度は30℃以上100℃以下が好ましく、50℃以上70℃以下がより好ましい。加熱乾燥に際して乾燥温度が低いと、乾燥時間が長くなるおそれがあり、乾燥温度が高いと、急激な乾燥により粘土分散液中の液体の対流が促進され、粘土膜の均一性が低下するおそれがある。
【0039】
また、周囲に配した熱源から熱を供給することにより、開放系においても問題なく乾燥を行うことが可能である。さらに、赤外線等の熱線を照射することにより乾燥することも可能である。なお、粘土膜の厚さは、粘土分散液中の固形分(粘土又は粘土と高分子物質)の濃度や、粘土粒子を沈積させる条件などによって、任意の厚さに制御することができる。
【0040】
以下に、本実施形態の高分子材料成形品を適用した機械部品の実施形態を示す。
〔機械部品の第一実施形態〕
図1は、本発明に係る機械部品の一実施形態である樹脂製プーリの構造を示す正面図であり、図2は、図1の樹脂製プーリのA−A断面図である。
本実施形態の樹脂製プーリ10は、転がり軸受11と樹脂部12とからなる。この転がり軸受11は、内輪1と、外輪2と、前記両輪1,2の間に転動自在に配された複数の転動体3と、前記両輪1,2の間に転動体3を保持する保持器4と、前記両輪1,2の間の開口部を覆うシール装置5,5と、を備えている。なお、保持器4及びシール装置5は、備えていなくてもよい。また、シール装置5は、図2に示すような接触ゴムシールでもよいし、シールドのような非接触シールでもよい。
【0041】
また、樹脂部12は、高分子材料の射出成形により形成され、転がり軸受11の外輪2の外周面に一体的に取り付けられている(樹脂部12が、本発明の構成要件である高分子材料成形品に相当する)。具体的には、樹脂部12は、転がり軸受11の外輪2が嵌合される内径側円筒部12aと、外径側円筒部12bと、両円筒部12a,12bを連結する円板部12cと、樹脂部12を補強するために放射状に形成された複数のリブ12dと、からなる。そして、外径側円筒部12bの外周面12eが、図示しない駆動用ベルトのベルト案内面をなす。なお、外輪2の外周面には、樹脂部12の脱着を防止する凹溝が形成されている。
【0042】
樹脂部12を構成する高分子材料の種類は特に限定されるものではないが、樹脂製プーリにおいては、駆動時におけるベルトの振れに起因する振動の発生を抑制して騒音を低減するために、ベルトを案内する外径側円筒部12bの外周面12eの真円度(凹凸量) が良好であることが求められるとともに、ベルトの張力に耐える機械的強度と耐熱性が良好であることが求められる。そのため、樹脂部12を構成する高分子材料としては、ガラス繊維,炭素繊維等の充填材や各種添加剤(潤滑剤,熱安定剤,酸化防止剤,熱伝導性改良剤,可塑剤等)を樹脂に配合した樹脂組成物が好ましい。
【0043】
好ましい樹脂の例としては、ポリアミド樹脂,ポリフェニレンサルファイド,ポリエーテルエーテルケトンがあげられる。ポリアミド樹脂としては、ポリアミド11,ポリアミド12,ポリアミド46,ポリアミド6,ポリアミド66,ポリアミド610,ポリアミド612等の脂肪族ポリアミド樹脂や、変性ポリアミド6T,ポリアミド9T等の芳香族ポリアミド樹脂があげられる。
【0044】
そして、樹脂組成物のコスト,耐熱性,及び強度特性のバランスから判断すると、耐熱性と耐疲労性に優れるポリアミド66をベース樹脂としガラス繊維を強化材とする樹脂組成物が最も好適である。ガラス繊維の配合量は、樹脂組成物全体の25質量%以上55質量%以下が好ましい。ガラス繊維の配合量が25質量%未満であると、樹脂組成物の耐熱性や強度特性が不十分となるおそれがある。一方、55質量%超過であると、樹脂組成物の溶融粘度が高くなり、成形性が不十分となるおそれがある。
【0045】
また、ポリアミド66の分子量は、射出成形性を考慮すると、数平均分子量で13000以上30000以下が好ましく、耐疲労性及び高成形精度をさらに考慮すると、数平均分子量で18000以上26000以下がより好ましい。ポリアミド66の数平均分子量が13000未満であると、分子量が低すぎるため耐疲労性が低くなり、実用性が低くなる。一方、ポリアミド66の数平均分子量が30000超過であると、耐疲労性は優れているものの、樹脂製プーリに必要な衝撃強度等の機械的強度を達成するためにガラス繊維を25質量%以上55質量%以下含有させると、樹脂組成物の溶融粘度が高くなり、樹脂部12を射出成形法により高精度で製造することが困難となる。
【0046】
このような樹脂製プーリ10の樹脂部12の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜(図示せず)が被覆されている。なお、この粘土膜は、樹脂部12の表面全体に被覆することが最も好ましいが、樹脂部12の表面の一部分に被覆してもよい。
本実施形態の樹脂製プーリ10は、樹脂部12の表面に粘土膜が設けられているので、各種薬品(例えば塩化カルシウム)に対する耐性が優れている。そのため、樹脂部12を構成する樹脂組成物のベース樹脂として、耐薬品性にやや劣るポリアミド66等のポリアミド樹脂を使用したとしても、樹脂部12が薬品に侵されにくい。よって、例えば融雪剤(塩化カルシウム)に起因する不具合が抑制されるので、本実施形態の樹脂製プーリ10は、高信頼性で長寿命である。
【0047】
また、ポリアミド66等のポリアミド樹脂を繊維強化材で補強した樹脂組成物は、成形精度,強度特性,及び耐熱性が優れるとともに比較的安価であるので、樹脂部12を構成する樹脂組成物のベース樹脂としてポリアミド66等のポリアミド樹脂を使用すれば、本実施形態の樹脂製プーリ10は、安価且つ高信頼性で長寿命である。
さらに、粘土膜はガスバリア性を有しているので、樹脂の劣化の原因となる酸素等のガスを遮断することができる。また、粘土膜は水蒸気バリア性も有しているので、水蒸気が透過しにくく、水分(水蒸気) を遮断することができる。よって、樹脂部12の劣化や吸水による寸法変化に起因する樹脂製プーリ10の不具合の発生が抑制されるので、本実施形態の樹脂製プーリ10は高信頼性で長寿命である。
【0048】
このような樹脂製プーリ10は、例えば、自動車に搭載されるエンジン補機類の駆動用ベルトやその他のベルトのテンショナ用プーリ、又はアイドラプーリとして好適に使用することができる。
なお、この第一実施形態は本発明の一例を示したものであって、本発明は本実施形態に限定されるものではない。例えば、本実施形態においては、転がり軸受の例として深溝玉軸受をあげて説明したが、本発明は、他の種類の様々な転がり軸受に対して適用することができる。例えば、アンギュラ玉軸受,自動調心玉軸受,円筒ころ軸受,円すいころ軸受,針状ころ軸受,自動調心ころ軸受等のラジアル形の転がり軸受や、スラスト玉軸受,スラストころ軸受等のスラスト形の転がり軸受である。
【0049】
また、転がり軸受11の接触ゴムシールに使用されるゴムの種類は特に限定されるものではないが、ニトリルゴム,水素添加ニトリルゴム,アクリルゴム等を原料ゴムとし、それに各種充填材を配合したものを用いることができる。さらに、転がり軸受11内に充填される潤滑剤の種類は特に限定されるものではなく、一般的な潤滑油やグリースを用いることができるが、樹脂製プーリ10の使用温度を考慮して、ポリα−オレフィン油,アルキルジフェニルエーテル油等を基油、ジウレア等を増ちょう剤とし、酸化防止剤,摩耗防止剤等の添加剤が配合されたグリースが好ましい。
【0050】
〔第一実施形態の実施例〕
図1の樹脂製プーリとほぼ同様の構成の樹脂製プーリの樹脂部の表面に、粘土膜を形成したものを用意して、その耐塩化カルシウム性を評価した。
樹脂製プーリは、呼び番号6203DDL18の深溝玉軸受をコアとしたインサート成形により、深溝玉軸受の外輪の外周に樹脂部を一体形成してなるものである。この深溝玉軸受は、接触ゴムシールを備えるとともに、外輪の外周面に凹溝を有している。また、樹脂部を構成する高分子材料は、ガラス繊維を30質量%含有するポリアミド66(宇部興産株式会社製のUBEナイロン2020GU6)であり、ヨウ化銅系の熱安定剤を含有している。このポリアミド66の数平均分子量は20000である。
【0051】
粘土膜を構成する粘土としては、天然モンモリロナイト(クニミネ工業株式会社製のクニピアP)を使用した。粘土1.0gと蒸留水60cm3 とを回転子とともにプラスチック製密封容器に入れ、激しく振とうして均一な粘土分散液を得た。次に、この粘土分散液を強制送風式オーブン中で50℃に加熱してゆっくりと乾燥させ、粘土分散液をペースト状とした。
【0052】
そして、ペースト状の粘土分散液を樹脂製プーリの樹脂部の表面に、刷毛を用いて均一に塗布した。この樹脂製プーリをオーブン内に入れ、100℃の温度条件下で30分間加熱して、ペースト状の粘土分散液中に含まれる蒸留水を除去した。これにより、樹脂製プーリの樹脂部の表面に厚さ40μmの粘土膜が形成された。
上記のようにして製造した実施例の樹脂製プーリと、粘土膜を備えていないことを除いては実施例と全く同様の構成の比較例の樹脂製プーリとについて、耐塩化カルシウム性を評価した。試験方法は以下の通りである。
【0053】
まず、樹脂製プーリを80℃の熱水中に2時間浸潰して吸水させた後に、濃度50質量%の塩化カルシウム水溶液に5分間浸漬した。次に、1470Nのラジアル荷重を負荷した状態で、樹脂製プーリを恒温槽内に放置して、恒温槽内の温度を以下のように変化させた。すなわち、20℃から110℃まで30分かけて昇温した後に、110℃で2時間保持し、さらに30分かけて20℃まで降温した後、20℃で1時間保持した。
【0054】
そして、前記温度変化を1サイクルとして繰り返し、2サイクル毎に樹脂製プーリを前記塩化カルシウム水溶液に5分間浸漬した。樹脂部のクラックの発生の有無を2サイクル毎に確認しながら、10サイクルまで試験を行った。
その結果、実施例の樹脂製プーリは、10サイクルでも樹脂部にクラックが発生しなかったのに対し、比較例の樹脂製プーリは2サイクルでクラックが発生した。この結果から、粘土膜を樹脂部の表面に形成したことにより、樹脂部への水分(塩化カルシウム水溶液)の浸入が遮断されたため、耐塩化カルシウム性が向上したことが分かる。
【0055】
〔機械部品の第二実施形態〕
図3は、本発明に係る機械部品の別の実施形態である円筒ころ軸受の構造を示す部分縦断面図であり、図4は、図3の円筒ころ軸受に組み込まれる保持器の斜視図である。
第二実施形態の円筒ころ軸受20は、軌道面を有する内輪21と、内輪21の軌道面に対向する軌道面を有する外輪22と、前記両軌道面間に転動自在に配された複数の転動体(円筒ころ)23と、内輪21と外輪22との間に転動体23を保持する樹脂製の保持器24と、を備えている。この保持器24は、外輪22の内径面22a(保持器案内面)によって案内される外輪案内方式の保持器である。なお、図示はしていないが、ゴムシールやシールドのようなシール装置を備えていてもよい。また、内輪21と外輪22の間に形成される軸受内部空間には、潤滑油,グリース等の潤滑剤を配してもよい。
【0056】
保持器24は、高分子材料の射出成形により形成される(保持器24が、本発明の構成要件である高分子材料成形品に相当する)。保持器24を構成する高分子材料の種類は特に限定されるものではないが、保持器においては、寸法精度が良好であることが求められるとともに、機械的強度と耐熱性が良好であることが求められる。そのため、保持器24を構成する高分子材料としては、ガラス繊維,炭素繊維等の充填材や各種添加剤(潤滑剤,熱安定剤,酸化防止剤,熱伝導性改良剤,可塑剤等)を樹脂に配合した樹脂組成物が好ましい。
【0057】
好ましい樹脂の例としては、ポリアミド樹脂,ポリフェニレンサルファイド,ポリエーテルエーテルケトンがあげられる。ポリアミド樹脂としては、ポリアミド11,ポリアミド12,ポリアミド46,ポリアミド6,ポリアミド66,ポリアミド610,ポリアミド612等の脂肪族ポリアミド樹脂や、変性ポリアミド6T,ポリアミド9T等の芳香族ポリアミド樹脂があげられる。
【0058】
このような保持器24の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜(図示せず)が被覆されている。なお、この粘土膜は、保持器24の表面全体に被覆することが最も好ましいが、保持器24の表面の一部分に被覆してもよい。
本実施形態の円筒ころ軸受20は、保持器24の表面に粘土膜が設けられているので、各種薬品(例えば塩化カルシウム)に対する耐性が優れている。そのため、保持器24を構成する樹脂組成物のベース樹脂として、耐薬品性にやや劣るポリアミド66等のポリアミド樹脂を使用したとしても、保持器24が薬品に侵されにくい。よって、例えば融雪剤(塩化カルシウム)に起因する不具合が抑制されるので、本実施形態の円筒ころ軸受20は、高信頼性で長寿命である。
【0059】
また、ポリアミド66等のポリアミド樹脂を繊維強化材で補強した樹脂組成物は、成形精度,強度特性,及び耐熱性が優れるとともに比較的安価であるので、保持器24を構成する樹脂組成物のベース樹脂としてポリアミド66等のポリアミド樹脂を使用すれば、本実施形態の円筒ころ軸受20は、安価且つ高信頼性で長寿命である。
さらに、粘土膜はガスバリア性を有しているので、樹脂の劣化の原因となる酸素等のガスを遮断することができる。また、粘土膜は水蒸気バリア性も有しているので、水蒸気が透過しにくく、水分(水蒸気) を遮断することができる。よって、保持器24の劣化や吸水による寸法変化に起因する円筒ころ軸受20の不具合の発生が抑制されるので、本実施形態の円筒ころ軸受20は高信頼性で長寿命である。
【0060】
なお、この第二実施形態は本発明の一例を示したものであり、本発明は本実施形態に限定されるものではない。例えば、本実施形態においては、転がり軸受の例として円筒ころ軸受をあげて説明したが、本発明は、他の種類の様々な転がり軸受に対して適用することができる。例えば、深溝玉軸受,アンギュラ玉軸受,自動調心玉軸受,円すいころ軸受,針状ころ軸受,自動調心ころ軸受等のラジアル形の転がり軸受や、スラスト玉軸受,スラストころ軸受等のスラスト形の転がり軸受である。
【0061】
図5は、第二実施形態の変形例であるアンギュラ玉軸受の構造を示す部分縦断面図であり、図6は、図5のアンギュラ玉軸受に組み込まれる保持器の斜視図である。また、図7は、第二実施形態の別の変形例である深溝玉軸受の構造を示す縦断面図であり、図8は、図7の深溝玉軸受に組み込まれる冠形保持器の斜視図である。これらのアンギュラ玉軸受及び深溝玉軸受の構成は、第二実施形態の円筒ころ軸受20とほぼ同様であるので、その説明は省略する。なお、図5〜8においては、図3,4と同一又は相当する部分には、図3,4と同一の符号を付してある。
【0062】
〔第二実施形態の実施例〕
図8の保持器とほぼ同様の構成の樹脂製の冠形保持器の表面に、粘土膜を形成したものを用意して、その水蒸気バリア性を評価した。
評価に用いる冠形保持器は、呼び番号6203の深溝玉軸受に組み込まれる保持器であり、高分子材料の射出成形により形成されたものである。また、冠形保持器を構成する高分子材料は、ガラス繊維を25質量%含有するポリアミド66(BASF社製のウルトラミッドA3HG5)又はガラス繊維を30質量%含有するポリアミド46(ディーエスエムジャパンエンジニアリングプラスチックス株式会社製のスタニールTW241F6)である。前者の高分子材料はアミン系酸化防止剤を含有しており、後者の高分子材料は銅系の熱安定剤を含有している。
【0063】
粘土膜を構成する粘土としては、合成スメクタイトを使用した。粘土10.0gと蒸留水90.0gとを回転子とともにプラスチック製密封容器に入れ、激しく振とうして均一な粘土分散液を得た。次に、この粘土分散液を強制送風式オーブン中で50℃に加熱してゆっくりと乾燥させ、粘土分散液をペースト状とした。
そして、ペースト状の粘土分散液を冠形保持器の表面に、刷毛を用いて均一に塗布した。この冠形保持器をオーブン内に入れ、100℃の温度条件下で30分間加熱して、ペースト状の粘土分散液中に含まれる蒸留水を除去した。これにより、冠形保持器の表面に厚さ30μmの粘土膜が形成された。
【0064】
上記のようにして製造した実施例の冠形保持器と、粘土膜を備えていないことを除いては実施例と全く同様の構成の比較例の冠形保持器とについて、水蒸気バリア性を評価した。試験方法は以下の通りである。
まず、80℃の真空恒温槽内に冠形保持器を1週間保持し、絶乾状態とした。そして、絶乾状態の冠形保持器の質量を測定した。次に、この絶乾状態の冠形保持器を、温度120℃、相対湿度80%の高温高湿槽内に1週間保持し、吸湿させた。そして、吸湿させた冠形保持器の質量を測定し、下記式により吸湿率を算出した。なお、下記式における質量の単位は、いずれもgである。
吸湿率(%)=(吸湿後質量−絶乾質量)/絶乾質量×100
【0065】
【表1】
【0066】
結果を表1に示す。高分子材料がいずれの場合でも、実施例の方が比較例よりも吸湿率が低く、比較例の約15%程度の吸湿率であった。これらの結果から、粘土膜を冠形保持器の表面に形成したことにより、外部及び内部の水蒸気に対してバリヤ性が優れていることが分かる。すなわち、粘土膜により、外部の水蒸気の吸収が抑制されるとともに、内部に吸収された水分の外部への排出が抑制された。
【0067】
〔機械部品の第三実施形態〕
図9は、自動車の電動パワーステアリング装置の構成を示す図であり、図10は、図9の電動パワーステアリング装置のハウジング部分の断面図である。また、図11は、本発明に係る機械部品の一実施形態である電動パワーステアリング装置用減速ギヤ(ウォームホイール及びウォーム)の構造を示す斜視図である。
自動車の電動パワーステアリング装置70には、操舵補助出力発生用電動モータの出力をステアリングシャフトに伝達するため、図11のような電動パワーステアリング装置用減速ギヤ(ウォームホイール81及びウォーム82)が組み込まれている。電動パワーステアリング装置70のハウジング71内に備えられているウォームホイール81及びウォーム82は、入力軸72の回転に伴って生じた電動モータ73の回転駆動力を出力軸74に伝達する機能を有している。
【0068】
このウォームホイール81及びウォーム82は、高分子材料、例えばガラス繊維(含有量は30質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン1015GU6)で構成されている(ウォームホイール81及びウォーム82が、本発明の構成要件である高分子材料成形品に相当する)。そして、ウォームホイール81及びウォーム82の表面には、酸素,水蒸気等のガスの侵入を抑制するガスバリア性に加えて、柔軟性及び耐熱性を有する粘土膜(図示せず)が被覆されている。なお、この粘土膜は、ウォームホイール81及びウォーム82の表面全体に被覆することが最も好ましいが、ウォームホイール81及びウォーム82の表面の一部分に被覆してもよい。
【0069】
本実施形態の電動パワーステアリング装置70は、ウォームホイール81及びウォーム82の表面に粘土膜が設けられているので、各種薬品(例えば塩化カルシウム)に対する耐性が優れている。そのため、ウォームホイール81及びウォーム82を構成する樹脂組成物のベース樹脂として、耐薬品性にやや劣るポリアミド66等のポリアミド樹脂を使用したとしても、ウォームホイール81及びウォーム82が薬品に侵されにくい。よって、例えば融雪剤(塩化カルシウム)に起因する不具合が抑制されるので、本実施形態の電動パワーステアリング装置70は、高信頼性で長寿命である。
【0070】
また、ポリアミド66等のポリアミド樹脂を繊維強化材で補強した樹脂組成物は、成形精度,強度特性,及び耐熱性が優れるとともに比較的安価であるので、ウォームホイール81及びウォーム82を構成する樹脂組成物のベース樹脂としてポリアミド66等のポリアミド樹脂を使用すれば、本実施形態の電動パワーステアリング装置70は、安価且つ高信頼性で長寿命である。
【0071】
さらに、粘土膜はガスバリア性を有しているので、樹脂の劣化の原因となる酸素等のガスを遮断することができる。また、粘土膜は水蒸気バリア性も有しているので、水蒸気が透過しにくく、水分(水蒸気) を遮断することができる。よって、ウォームホイール81及びウォーム82の劣化や吸水による寸法変化に起因する電動パワーステアリング装置70の不具合の発生が抑制されるので、本実施形態の電動パワーステアリング装置70は高信頼性で長寿命である。
【0072】
以上説明した第一〜第三実施形態は本発明の一例を示したものであり、本発明は上記の各実施形態に限定されるものではない。第一〜第三実施形態においては、機械部品の例として樹脂製プーリ,円筒ころ軸受,及び電動パワーステアリング装置用減速ギヤをあげて説明したが、本発明は、他の種々の機械部品に対して適用することができる。例えば、ボールねじ,直動ベアリング等の転動装置である。
【符号の説明】
【0073】
10 樹脂製プーリ
11 転がり軸受
12 樹脂部
20 円筒ころ軸受
24 保持器
70 電動パワーステアリング装置
81 ウォームホイール
82 ウォーム
【特許請求の範囲】
【請求項1】
高分子材料を成形してなる高分子材料成形品において、粘土からなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする高分子材料成形品。
【請求項2】
高分子材料を成形してなる高分子材料成形品において、粘土と高分子物質とからなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする高分子材料成形品。
【請求項3】
前記高分子物質が、デキストリン,澱粉,セルロース系樹脂,ゼラチン,寒天,小麦粉,グルテン,アルキド樹脂,ポリウレタン樹脂,エポキシ樹脂,フッ素樹脂,アクリル樹脂,メタクリル樹脂,フェノール樹脂,ポリアミド樹脂,ポリエステル樹脂,ポリイミド樹脂,ポリビニル樹脂,ポリエチレングリコール,ポリアクリルアマイド,ポリエチレンオキサイド,タンパク質,デオキシリボヌクレイン酸,リボヌクレイン酸,及びポリアミノ酸のうちの少なくとも1種であることを特徴とする請求項2に記載の高分子材料成形品。
【請求項4】
前記粘土膜中の前記粘土の割合が60質量%以上95質量%未満であることを特徴とする請求項2又は請求項3に記載の高分子材料成形品。
【請求項5】
前記粘土が、雲母,バーミキュライト,モンモリロナイト,鉄モンモリロナイト,バイデライト,サポナイト,ヘクトライト,スチーブンサイト,及びノントロナイトのうちの少なくとも1種であることを特徴とする請求項1〜4のいずれか一項に記載の高分子材料成形品。
【請求項6】
前記粘土膜が、複数の粘土粒子が配向してなる粘土層が積層した構造を有することを特徴とする請求項1〜5のいずれか一項に記載の高分子材料成形品。
【請求項7】
少なくとも一部分が高分子材料で構成された機械部品において、この高分子材料で構成された部分が、請求項1〜6のいずれか一項に記載の高分子材料成形品であることを特徴とする機械部品。
【請求項8】
転がり軸受,直動案内装置,ボールねじ,プーリ,又は電動パワーステアリング装置用ギヤであることを特徴とする請求項7に記載の機械部品。
【請求項1】
高分子材料を成形してなる高分子材料成形品において、粘土からなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする高分子材料成形品。
【請求項2】
高分子材料を成形してなる高分子材料成形品において、粘土と高分子物質とからなり且つガスバリア性を有する粘土膜を表面に被覆したことを特徴とする高分子材料成形品。
【請求項3】
前記高分子物質が、デキストリン,澱粉,セルロース系樹脂,ゼラチン,寒天,小麦粉,グルテン,アルキド樹脂,ポリウレタン樹脂,エポキシ樹脂,フッ素樹脂,アクリル樹脂,メタクリル樹脂,フェノール樹脂,ポリアミド樹脂,ポリエステル樹脂,ポリイミド樹脂,ポリビニル樹脂,ポリエチレングリコール,ポリアクリルアマイド,ポリエチレンオキサイド,タンパク質,デオキシリボヌクレイン酸,リボヌクレイン酸,及びポリアミノ酸のうちの少なくとも1種であることを特徴とする請求項2に記載の高分子材料成形品。
【請求項4】
前記粘土膜中の前記粘土の割合が60質量%以上95質量%未満であることを特徴とする請求項2又は請求項3に記載の高分子材料成形品。
【請求項5】
前記粘土が、雲母,バーミキュライト,モンモリロナイト,鉄モンモリロナイト,バイデライト,サポナイト,ヘクトライト,スチーブンサイト,及びノントロナイトのうちの少なくとも1種であることを特徴とする請求項1〜4のいずれか一項に記載の高分子材料成形品。
【請求項6】
前記粘土膜が、複数の粘土粒子が配向してなる粘土層が積層した構造を有することを特徴とする請求項1〜5のいずれか一項に記載の高分子材料成形品。
【請求項7】
少なくとも一部分が高分子材料で構成された機械部品において、この高分子材料で構成された部分が、請求項1〜6のいずれか一項に記載の高分子材料成形品であることを特徴とする機械部品。
【請求項8】
転がり軸受,直動案内装置,ボールねじ,プーリ,又は電動パワーステアリング装置用ギヤであることを特徴とする請求項7に記載の機械部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−41433(P2012−41433A)
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2010−183369(P2010−183369)
【出願日】平成22年8月18日(2010.8.18)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成22年8月18日(2010.8.18)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]