
高力シールボルト組立体
【課題】高力シールボルト組立体を提供すること。
【解決手段】高力シールボルト組立体は、ヘッドとシャフトとを有するボルトを含み、シャフトは、ねじ無しシャフト部とねじ部とを有する。ワッシャが、ボルトのヘッドの近傍に固定される。圧縮性ワッシャ・リテーナは、ねじ無しシャフト部と摩擦係合し、ヘッドに接触する。圧縮性ワッシャ・リテーナは、ワッシャ・リテーナの貫通孔内に内方に延びる可撓性脚部を有するリテーナ部を含む。可撓性脚部は屈曲して、リテーナ部をねじ無しシャフト部に摩擦係合させる。リテーナ部に均質に接続された圧縮性ワッシャ部は、ボルトのトルクが加えられたときにワッシャに接触するように、方向付けられる。圧縮性ワッシャ部は、ワッシャと接触してワッシャに流体シールを形成する少なくとも1つの隆起リングと、トルクが加えられたときに圧縮性ワッシャ部が軸方向に圧縮することを可能にする少なくとも1つの部分的キャビティとを含む。
【解決手段】高力シールボルト組立体は、ヘッドとシャフトとを有するボルトを含み、シャフトは、ねじ無しシャフト部とねじ部とを有する。ワッシャが、ボルトのヘッドの近傍に固定される。圧縮性ワッシャ・リテーナは、ねじ無しシャフト部と摩擦係合し、ヘッドに接触する。圧縮性ワッシャ・リテーナは、ワッシャ・リテーナの貫通孔内に内方に延びる可撓性脚部を有するリテーナ部を含む。可撓性脚部は屈曲して、リテーナ部をねじ無しシャフト部に摩擦係合させる。リテーナ部に均質に接続された圧縮性ワッシャ部は、ボルトのトルクが加えられたときにワッシャに接触するように、方向付けられる。圧縮性ワッシャ部は、ワッシャと接触してワッシャに流体シールを形成する少なくとも1つの隆起リングと、トルクが加えられたときに圧縮性ワッシャ部が軸方向に圧縮することを可能にする少なくとも1つの部分的キャビティとを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本開示は、加工物同士が異なる材料を含む場合に第1の加工物を第2の加工物に締結するのに用いられる、予め組み立てられたファスナ組立体を用いるための装置及び方法に関する。
【0002】
(関連出願の相互参照)
本出願は、2007年11月14日付で出願された米国仮特許出願第60/987,910号に基づく利益を主張する。上記の出願の開示全体は引用によりここに組み入れられる。
【背景技術】
【0003】
本項における記述は、本開示に関連する背景情報を与えるだけのものであり、従来技術を構成するとは限らない。
【0004】
締結部材は、カバーやトリム部品などのプラスチック又はポリマー部品を自動車車両組立体の金属構成部材又は部品に締結するといった用途を含め、異なる特性を持つ材料を互いに接合するのに広く用いられている。そのような1つの装置は、Van Boven他に付与された米国特許第5,807,052号に開示される。’052号特許は、プラスチック部品を介して車両金属部品と結合される金属ファスナからの荷重を受けるための組立体を定義する。’052号特許の装置の設計に関して、幾つかの欠点が存在する。それには、スリーブの設計にばねフランジを組み込まれていることが含まれ、これは、ファスナの組立中にフランジが撓むのに必要な遊びのあるばね機能を達成するために、追加の機械加工を必要とする。さらなる欠点は、ファスナ自体が、取り付けの前にファスナがスリーブ組立体から抜けることを防ぐ突出したシャンク・リブ部材を持つように、特別に機械加工されるか又は形成されねばならない点である。
【0005】
’052号特許の設計のさらなる欠点は、シャンク・リブ部材と係合する停止部を形成するために必要な、スリーブの内部の穴における機械加工又は形成の工程を含む。この機械加工又は形成の工程は、スリーブから材料を取り除き、且つスリーブの穴の内側で行われるので、一般にスリーブのコストを増大させる。スリーブに形成される下側又は第2のフランジは、フランジを形成するための追加の操作、又はフランジを形成するために材料を取り除く機械加工操作を必要とすることにより、さらにコストを増大させる。
【発明の開示】
【発明が解決しようとする課題】
【0006】
自動車車両のエンジン・ブロックと組み合わせて用いられるバルブ・カバーのようなプラスチック又はポリマー構成部材は、カバーのコスト及び重量を低減するが、カバーの長期にわたる熱サイクル及び/又は長期にわたる応力/ひずみが、カバーに用いられるプラスチック材料にクリープを生じさせ、それに続いてカバーとエンジン・ブロックとの間の接続を弛める場合がある。従って、この用途、並びに異なる材料が締結されるような更なる用途に関して、複雑さが低減されたファスナ組立体が保証される。
【課題を解決するための手段】
【0007】
本開示の1つの実施形態によれば、高力シールボルト組立体(power seal bolt assembly)は、ヘッドとシャフトとを有するボルトを含み、シャフトは、ねじ無しシャフト部とねじ部とを有する。ワッシャが、ボルトのヘッドの近傍に固定される。圧縮性ワッシャ・リテーナは、ねじ無しシャフト部と摩擦係合し、ヘッドと接触する。圧縮性ワッシャ・リテーナは、ワッシャ・リテーナの貫通孔内に内方に延びる可撓性脚部を有するリテーナ部を含む。可撓性脚部は屈曲して、リテーナ部をねじ無しシャフト部に摩擦係合させる。リテーナ部に均質に(homogeneously)接続された圧縮性ワッシャ部は、ボルトのトルクが加えられたときにワッシャに接触するように、方向付けられる。圧縮性ワッシャ部は、ワッシャと接触してワッシャに流体シールを形成する少なくとも1つの隆起したリングと、トルクが加えられたときに圧縮性ワッシャ部が軸方向に圧縮することを可能にする少なくとも1つの部分的キャビティとを含む。
【0008】
更なる適用可能な分野は、ここに提供される説明から明らかとなるであろう。説明及び具体的な実施例は例証のみを目的とすることを意図されており、本開示の範囲を限定することは意図されてはいないことが理解されるべきである。
【発明を実施するための最良の形態】
【0009】
ここに記載される図面は説明のみを目的とし、本開示の範囲をいかなる形においても限定することを意図するものではない。
【0010】
以下の説明は本質的に単なる例示であり、本開示、用途、又は使用を限定することを意図するものではない。図面の全体を通して、対応する参照番号は同一又は対応する部品及び特徴を示すものと理解されたい。
【0011】
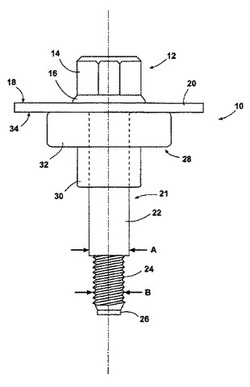
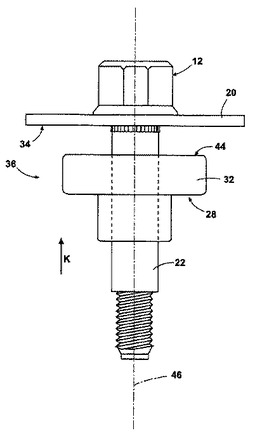
図1を参照すると、本開示の高力シールボルト組立体10は、ヘッド係合フランジ16に均質に接続されたヘッド14を有するボルト12を含むことができる。ヘッド係合フランジ16は、ワッシャ20の第1の外面18に当接することができる。ボルト12は、ねじ無しシャフト部22とねじ部24とクロススレッド防止端部(anti−cross−thread end)26とを有するシャフト21をさらに含む。ねじ無しシャフト部22はヘッド係合フランジ16から均質に延び、ねじ部24及びクロススレッド防止端部26はねじ無しシャフト部22から離れる方向に延びる。ねじ無しシャフト部22はシャフト直径「A」を有する。ねじ部24は、シャフト直径「A」より小さい直径を定めるねじ部外径「B」を有する。
【0012】
成形操作により作製できるポリマー材料の圧縮性ワッシャ・リテーナ28は、ねじ無しシャフト部22の上に摺動可能に嵌められる。圧縮性ワッシャ・リテーナ28は、ねじ無しシャフト部22に摺動可能に摩擦係合するように適合されているリテーナ部30を含む。圧縮性ワッシャ・リテーナ28は、リテーナ部30に均質に接続された圧縮性ワッシャ部32をさらに含む。圧縮性ワッシャ・リテーナ28は、圧縮性ワッシャ部32がワッシャ20の第2の内面34に接触するまで、ねじ無しシャフト部22上に摺動可能に配置される。圧縮性ワッシャ・リテーナ28は、その後、リテーナ部30とねじ無しシャフト部22との間の摩擦係合により、図1に示される位置で摩擦保持され、これについては図5−図7を参照してより詳細に説明することとする。
【0013】
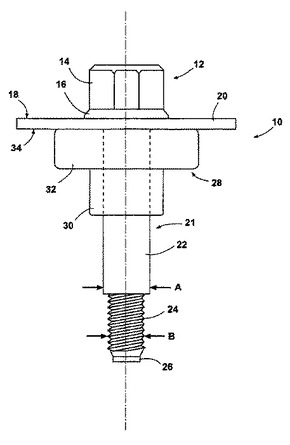
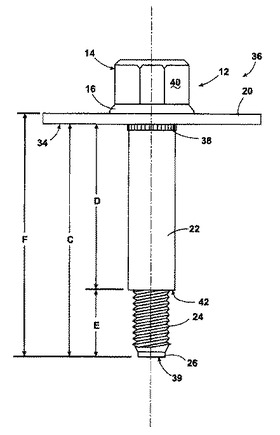
図2を参照し、また図1に戻ると、圧縮性ワッシャ・リテーナ28の取り付けに先立って、ボルト12のねじ無しシャフト部22の上にワッシャ20を摺動させることにより、ボルト−ワッシャ組立体36が形成される。ワッシャ20がヘッド係合フランジ16に係合した後で、ワッシャ20がヘッド係合フランジ16に接触して固定的に保持されるように、刻み目などの正の係合特徴(positive engagement feature)38が形成される。図示された組み立てられた状態において、ボルト−ワッシャ組立体36は、第2の内面34からクロススレッド防止端部26の自由端39までとして測定される作業ステム長さ「C」を有する。作業ステム長さ「C」は、ねじ無しシャフト部22のシャフト長さ「D」に、ねじ部24とクロススレッド防止端部26のねじ部長さ「E」を加えたものを含む。作業ステム長さ「C」、シャフト長さ「D」、及びねじ部長さ「E」の各々は、製造者の裁量により、ボルト12の種々の係合長さに適合するように変えることが可能である。合計ステム長さ「F」は、ヘッド係合フランジ16から自由端39までとして測定される。作業ステム長さ「C」は、ワッシャ20の厚さの分だけ合計ステム長さ「F」と異なる。幾つかの実施形態によれば、ヘッド14には、六角形などのヘッド14の幾何学的形状を定める複数の係合面40が設けられる。係合面40の数量は、ボルト12の取り付けに用いられる標準的な工具寸法に適合するように予め定められる。
【0014】
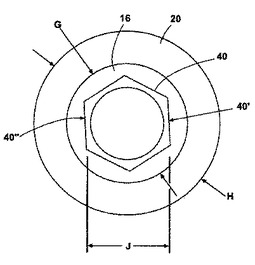
図3を参照すると、ヘッド係合フランジ16は、係合フランジ直径「G」を有し、ワッシャ20は、係合フランジ直径「G」より大きいワッシャ直径「H」を有する。平坦面から平坦面までの間隔寸法「J」は、例えば係合面40’と40’’の間のように、係合面40の対向する面同士の間で共通である。
【0015】
図4を参照すると、ボルト−ワッシャ組立体36の組立の後で、圧縮性ワッシャ・リテーナ28は、圧縮性ワッシャ部32の接触端44がワッシャ20の第2の内面34に接触するまで、取り付け方向「K」でねじ無しシャフト部22の上に摺動可能に配置される。圧縮性ワッシャ・リテーナ28及びねじ無しシャフト部22は、各々、ボルト12の長手方向軸線46に対して同軸に整列する。
【0016】
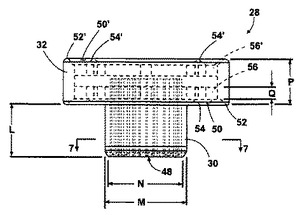
図5及び図6を参照すると、圧縮性ワッシャ・リテーナ28は、射出成形工程などの成形工程の間に圧縮性ワッシャ部32をリテーナ部30と共に成形することにより作製される。リテーナ部30は、2006年7月11日付で発行され、本開示の譲受人に譲渡され、その主題が引用によりここに組み入れられる米国特許第7,073,997号に開示されるリテーナから修正されている。
【0017】
リテーナ部30は、リテーナ長さ「L」と、リテーナ外径「M」と、リテーナ部30のリテーナ自由端48において測定されるリテーナ端直径「N」とを有する。円形のスロット50は、圧縮性ワッシャ部32の対向する両側又は両面上に形成され、且つ第1の隆起したリング52と第2の隆起したリング54の各々の間に位置決めされる。第1の外側の隆起リング52及び第2の内側の隆起したリング54は、圧縮性ワッシャ部32の反対側に形成される互いの実質的な鏡像として複製され、従って、図5に見られるように、圧縮性ワッシャ部32の上向きの面においては、第1の外側の隆起リング52’及び第2の内側の隆起リング54’として区別される。複数の部分的キャビティ56が、円形スロット50、50’により定められる面に形成される。図示された実施例においては、円形スロット50、50’により定められる面の各々に8つの部分的キャビティ56が形成されるが、この数量は製造者の裁量により、8つという数量より多く又は少なく変更されてもよい。部分的キャビティ56、56’は、部分的には、ボルト12(本図においては図示せず)にトルクを加えることによってボルト12からの軸方向の荷重が圧縮性ワッシャ部32に誘起されたときに、圧縮性ワッシャ部32が圧縮できるようにするために設けられる。
【0018】
圧縮性ワッシャ部32は、ワッシャ部長さ「P」を有する。部分的キャビティ56、56’の各々は、部分的キャビティ深さ「Q」を有する。円形スロット50、50’の深さも、圧縮性ワッシャ部32の更なる圧縮能力を与えるか、又は圧縮に抵抗するように、製造者により制御することが可能である。第1の外側の隆起リング52及び第2の内側の隆起リング54は、使用中に圧縮性ワッシャ部32が圧縮されているときには、流体又は気体のためのシールとしての流体シール機能も提供する。
【0019】
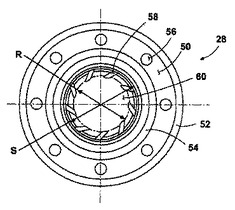
図1及び図6をより詳細に参照すると、複数の可撓性脚部58が圧縮性ワッシャ・リテーナ28の貫通孔60の中に延びている。可撓性脚部58の各々の自由端は、ねじ無しシャフト部22のシャフト直径「A」より小さい可撓性脚部接触円「R」を定める。この直径寸法の差が、圧縮性ワッシャ・リテーナ28がボルト12のねじ無しシャフト部22上に配置されたときに可撓性脚部58を外方に撓ませる。ねじ無しシャフト部22が受け入れられたときに可撓性脚部58の各々が撓むための遊びは、可撓性脚部接触円「R」とリテーナ部30の内壁直径「S」との間で与えられる遊びにより提供される。
【0020】
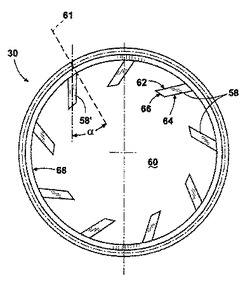
ここで図7を参照すると、8個という数量の可撓性脚部58が図示されているが、可撓性脚部58の数量は、製造者の裁量により、及びねじ無しシャフト部22のシャフト直径「A」が異なる実施形態に関して変更される場合には、必要な摩擦接触に合わせるために、8個より多く又は少なく変更することができる。例示的な可撓性脚部58’のような可撓性脚部58の各々は、リテーナ部30の内壁68に対して垂直方向の参照線61に対して脚部配向角度αを定める。可撓性脚部58の各々は、第1の脚部面62及び相対する第2の脚部面64を有し、その各々は他の可撓性脚部58に対して共通に方向付けられる。可撓性脚部58の各々の脚部自由端66は、リテーナ部30が成形されたままの状態においては、ボルト12のねじ無しシャフト部(図示せず)に面するように方向付けられる。可撓性脚部58の各々は均質に形成され、リテーナ部30が成形されたままの状態においては、内壁68から貫通孔60の中へ延びる。
【0021】
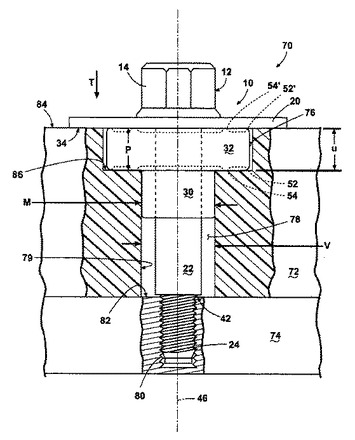
図8、及び再び図5を参照すると、高力シールボルト組立体10の取り付け完了形態(completed installation)70は、自動車エンジン用のバルブ・ヘッド・カバーなどのポリマー部材72をエンジン・ブロックのような金属部材74に解放可能に締結するために、高力シールボルト組立体10を利用する。取り付け完了形態70は、圧縮性ワッシャ部32がポリマー部材72の中に形成された座ぐり穴76に受け入れられるように高力シールボルト組立体10を挿入方向「T」に挿入することによって、提供される。同時に、リテーナ部30が、ポリマー部材72の貫通孔78内に摩擦受入れされる。貫通孔78の貫通孔直径「V」はリテーナ部30のリテーナ外径「M」より小さいので、リテーナ部30と貫通孔78により定められる内壁79との間に締まり嵌め又は摩擦嵌めが得られる。
【0022】
ボルト12のねじ部24は、金属部材74内に形成されたねじ穴80にねじ係合する。ねじ穴80は、図8に示される穴のような閉鎖穴であってもよく、又は製造者の裁量により貫通ねじ穴とすることもできる。ボルト12を、取り付け形態70を完成させるために回転させるので、ねじ穴80と係合しているねじ部24は、ねじ無しシャフト部22のシャフト端面42が金属部材74の接触面82と接触するまで、ボルト12を挿入方向「T」にさらに引っぱる。座ぐり穴76の座ぐり穴深さ「U」は、圧縮性ワッシャ部32のワッシャ部長さ「P」より小さい。座ぐり穴深さ「U」に比べて大きい圧縮性ワッシャ部32の厚さ即ち長さは、所定位置でボルト12にトルクが加えられたときに、圧縮性ワッシャ部32の圧縮を促進する。圧縮性ワッシャ部32の軸方向の圧縮は、ワッシャ20の第2の内面34がポリマー部材72の部材外面84に接触するまで続く。圧縮性ワッシャ部32の圧縮中に、第1の外側の隆起リング52及び第2の内側の隆起リング54、並びに第1の外側の隆起リング52’及び第2の内側の隆起リング54’は、各々、ワッシャ20の第2の内面34及び座ぐり穴76の座ぐり穴端面86と共に流体シールを形成する。ねじ無しシャフト部22のシャフト端面42と金属部材74の接触面82との間の接触はまた、ボルト12がポリマー部材72にかける圧縮力を制限する圧縮制限能力を高力シールボルト組立体10に対して作り出す。
【0023】
再び図4及び図8の各々を参照すると、図4に示されるように圧縮性ワッシャ・リテーナ28がねじ無しシャフト部22上に位置決めされた状態でボルト−ワッシャ組立体36をポリマー部材72内に受け入れることができるので、ねじ部24と金属部材72のねじ穴80とが係合する前に、リテーナ部30とポリマー部材72の内壁79との間の摩擦接触が高力シールボルト組立体10をポリマー部材72と摩擦係合した状態で保持することになる。このことは、取り付け施設へポリマー部材72を輸送し、その後ポリマー部材72を金属部材74に取り付けるために、高力シールボルト組立体10をポリマー部材72の1つ又はそれ以上の位置に予め装入する能力を提供する。さらにまた図7も参照すると、ボルト12は、この暫定期間中、及び図8の取り付け完了形態70が形成される前は、可撓性脚部58の各々との接触により摩擦保持される。
【0024】
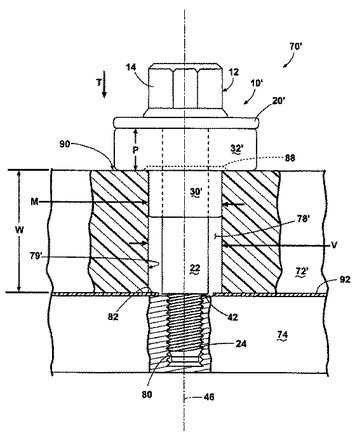
図9、及び再び図5及び図8を参照すると、高力シールボルト組立体10’の取り付け完了形態70’は、自動車エンジン用のバルブ・ヘッド・カバーなどのポリマー部材72’をエンジン・ブロックなどの金属部材74に解放可能に締結するために、高力シールボルト組立体10’を利用する。ポリマー部材72’はポリマー部材72から、全体の高さ「W」を減らし、座ぐり穴76をなくすように変更されている。圧縮性ワッシャ部32’は、圧縮性ワッシャ部32’がリテーナ部30’を別個に受け入れるように適合され、圧縮性ワッシャ部32’とリテーナ部30’が均質に接続される必要がなくなるように、圧縮性ワッシャ部32から変更されている。リテーナ部30’は、圧縮性ワッシャ部32’に部分的に受け入れられて摩擦係合する挿入部88を含んでもよい。取り付け完了形態70’は、圧縮性ワッシャ部分32’がポリマー部材72’の外側対向面90に直接接触するように高力シールボルト組立体10’を挿入方向「T」に挿入することにより、形成される。同時に、リテーナ部30’が、ポリマー部材72’の貫通孔78’内に摩擦受入れされる。貫通孔78’の貫通孔直径「V」はリテーナ部30’のリテーナ外径「M」より小さいので、リテーナ部30’と貫通孔78’により定められる内壁79’との間に締まり嵌め又は摩擦嵌めが得られる。
【0025】
ボルト12のねじ部24は、金属部材74内に形成されたねじ穴80にねじ係合する。ボルト12を、取り付け形態70’を完成させる回転させるので、ねじ穴80と係合しているねじ部24は、ねじ無しシャフト部22のシャフト端面42が金属部材74の接触面82と接触するまで、ボルト12を挿入方向「T」にさらに引っぱる。ねじ部24のねじ係合中に、圧縮性ワッシャ部32’のワッシャ部長さ「P」は圧縮性ワッシャ部32’の圧縮により減少し、ポリマー部材72’と金属部材74’との間に取り付けられたガスケット92もまた部分的に圧縮する。
【0026】
圧縮性ワッシャ部32’の圧縮中に、圧縮性ワッシャ部32’及びガスケット92の組み合わされた軸方向の圧縮は、ねじ無しシャフト部22のシャフト端面42が金属部材74の接触面82と接触するまで続く。図8をさらに参照すると、第1の外側の隆起リング52、52’及び第2の内側の隆起リング54、54’は、圧縮性ワッシャ部32’から完全になくしてもよく、又は、第1の外側の隆起リング52、52’及び第2の内側の隆起リング54、54’のうちの各々1つずつを用いてもよい。幾つかの実施形態においては、変更されたワッシャ20’の直径は、圧縮性ワッシャ部32’の直径と実質的に等しくすることができる。
【0027】
本開示の高力シールボルト組立体10、10’は、幾つかの利点を提供する。圧縮性ワッシャ部32をリテーナ部30と共に成形し、及び組み合わせ、又は摩擦係合させて、圧縮性ワッシャ・リテーナ28を形成することにより、ボルト12に対する保持能力と、圧縮性ワッシャ・リテーナ28とポリマー部材72との摩擦係合の両方を提供する一体成形された部品又は摩擦係合された組立体を用いることができるので、そのため、高力シールボルト組立体10をポリマー部材72に予め挿入し、それと共に出荷することが可能となる。圧縮性ワッシャ部32の圧縮可能な特徴を提供することにより、本開示の高力シールボルト組立体10に所定位置でトルクが加えられたときに、流体密シールを形成することも可能となる。加えて、ボルト12のねじ無しシャフト部22にシャフト端面42を組み入れることにより、高力シールボルト組立体10に対して圧縮制限能力もまた提供される。圧縮性ワッシャ部32の圧縮可能な特徴はまた、第1の加工物と第2の加工物との間の心ずれ及び構造の公差に対する補償を含む。また、ボルト12のねじ無しシャフト部22とねじ部24との合計の長さを制御することで、本開示の共通サイズの圧縮ワッシャ・リテーナ28を用いて、異なる厚さのポリマー部材72に適応することが可能である。
【図面の簡単な説明】
【0028】
【図1】本開示の高力シールボルト組立体の正面図である。
【図2】図1の高力シールボルト組立体のためのボルト−ワッシャ組立体の正面図である。
【図3】図2のボルト−ワッシャ組立体の平面図である。
【図4】部分的に組み立てられた図1の高力シールボルト組立体の正面図である。
【図5】本開示の圧縮性ワッシャ・リテーナの正面図である。
【図6】図5の圧縮性ワッシャ・リテーナ平面図である。
【図7】図5の圧縮性ワッシャ・リテーナのリテーナ部の断面7で切った断面平面図である。
【図8】本開示の高力シールボルト組立体の取り付け完了形態の部分断面図である。
【図9】本開示の高力シールボルト組立体の更なる実施形態の取り付け完了形態の部分断面図である。
【符号の説明】
【0029】
10:高力シールボルト組立体
12:ボルト
14:ヘッド
16:ヘッド係合フランジ
20:ワッシャ
21:シャフト
22:ねじ無しシャフト部
24:ねじ部
28:圧縮性ワッシャ・リテーナ
30:リテーナ部
32:圧縮性ワッシャ部
36:ボルト−ワッシャ組立体
50:円形スロット
52,54:隆起リング
56:部分的キャビティ
58:可撓性脚部
72:ポリマー部材
74:金属部材
【技術分野】
【0001】
本開示は、加工物同士が異なる材料を含む場合に第1の加工物を第2の加工物に締結するのに用いられる、予め組み立てられたファスナ組立体を用いるための装置及び方法に関する。
【0002】
(関連出願の相互参照)
本出願は、2007年11月14日付で出願された米国仮特許出願第60/987,910号に基づく利益を主張する。上記の出願の開示全体は引用によりここに組み入れられる。
【背景技術】
【0003】
本項における記述は、本開示に関連する背景情報を与えるだけのものであり、従来技術を構成するとは限らない。
【0004】
締結部材は、カバーやトリム部品などのプラスチック又はポリマー部品を自動車車両組立体の金属構成部材又は部品に締結するといった用途を含め、異なる特性を持つ材料を互いに接合するのに広く用いられている。そのような1つの装置は、Van Boven他に付与された米国特許第5,807,052号に開示される。’052号特許は、プラスチック部品を介して車両金属部品と結合される金属ファスナからの荷重を受けるための組立体を定義する。’052号特許の装置の設計に関して、幾つかの欠点が存在する。それには、スリーブの設計にばねフランジを組み込まれていることが含まれ、これは、ファスナの組立中にフランジが撓むのに必要な遊びのあるばね機能を達成するために、追加の機械加工を必要とする。さらなる欠点は、ファスナ自体が、取り付けの前にファスナがスリーブ組立体から抜けることを防ぐ突出したシャンク・リブ部材を持つように、特別に機械加工されるか又は形成されねばならない点である。
【0005】
’052号特許の設計のさらなる欠点は、シャンク・リブ部材と係合する停止部を形成するために必要な、スリーブの内部の穴における機械加工又は形成の工程を含む。この機械加工又は形成の工程は、スリーブから材料を取り除き、且つスリーブの穴の内側で行われるので、一般にスリーブのコストを増大させる。スリーブに形成される下側又は第2のフランジは、フランジを形成するための追加の操作、又はフランジを形成するために材料を取り除く機械加工操作を必要とすることにより、さらにコストを増大させる。
【発明の開示】
【発明が解決しようとする課題】
【0006】
自動車車両のエンジン・ブロックと組み合わせて用いられるバルブ・カバーのようなプラスチック又はポリマー構成部材は、カバーのコスト及び重量を低減するが、カバーの長期にわたる熱サイクル及び/又は長期にわたる応力/ひずみが、カバーに用いられるプラスチック材料にクリープを生じさせ、それに続いてカバーとエンジン・ブロックとの間の接続を弛める場合がある。従って、この用途、並びに異なる材料が締結されるような更なる用途に関して、複雑さが低減されたファスナ組立体が保証される。
【課題を解決するための手段】
【0007】
本開示の1つの実施形態によれば、高力シールボルト組立体(power seal bolt assembly)は、ヘッドとシャフトとを有するボルトを含み、シャフトは、ねじ無しシャフト部とねじ部とを有する。ワッシャが、ボルトのヘッドの近傍に固定される。圧縮性ワッシャ・リテーナは、ねじ無しシャフト部と摩擦係合し、ヘッドと接触する。圧縮性ワッシャ・リテーナは、ワッシャ・リテーナの貫通孔内に内方に延びる可撓性脚部を有するリテーナ部を含む。可撓性脚部は屈曲して、リテーナ部をねじ無しシャフト部に摩擦係合させる。リテーナ部に均質に(homogeneously)接続された圧縮性ワッシャ部は、ボルトのトルクが加えられたときにワッシャに接触するように、方向付けられる。圧縮性ワッシャ部は、ワッシャと接触してワッシャに流体シールを形成する少なくとも1つの隆起したリングと、トルクが加えられたときに圧縮性ワッシャ部が軸方向に圧縮することを可能にする少なくとも1つの部分的キャビティとを含む。
【0008】
更なる適用可能な分野は、ここに提供される説明から明らかとなるであろう。説明及び具体的な実施例は例証のみを目的とすることを意図されており、本開示の範囲を限定することは意図されてはいないことが理解されるべきである。
【発明を実施するための最良の形態】
【0009】
ここに記載される図面は説明のみを目的とし、本開示の範囲をいかなる形においても限定することを意図するものではない。
【0010】
以下の説明は本質的に単なる例示であり、本開示、用途、又は使用を限定することを意図するものではない。図面の全体を通して、対応する参照番号は同一又は対応する部品及び特徴を示すものと理解されたい。
【0011】
図1を参照すると、本開示の高力シールボルト組立体10は、ヘッド係合フランジ16に均質に接続されたヘッド14を有するボルト12を含むことができる。ヘッド係合フランジ16は、ワッシャ20の第1の外面18に当接することができる。ボルト12は、ねじ無しシャフト部22とねじ部24とクロススレッド防止端部(anti−cross−thread end)26とを有するシャフト21をさらに含む。ねじ無しシャフト部22はヘッド係合フランジ16から均質に延び、ねじ部24及びクロススレッド防止端部26はねじ無しシャフト部22から離れる方向に延びる。ねじ無しシャフト部22はシャフト直径「A」を有する。ねじ部24は、シャフト直径「A」より小さい直径を定めるねじ部外径「B」を有する。
【0012】
成形操作により作製できるポリマー材料の圧縮性ワッシャ・リテーナ28は、ねじ無しシャフト部22の上に摺動可能に嵌められる。圧縮性ワッシャ・リテーナ28は、ねじ無しシャフト部22に摺動可能に摩擦係合するように適合されているリテーナ部30を含む。圧縮性ワッシャ・リテーナ28は、リテーナ部30に均質に接続された圧縮性ワッシャ部32をさらに含む。圧縮性ワッシャ・リテーナ28は、圧縮性ワッシャ部32がワッシャ20の第2の内面34に接触するまで、ねじ無しシャフト部22上に摺動可能に配置される。圧縮性ワッシャ・リテーナ28は、その後、リテーナ部30とねじ無しシャフト部22との間の摩擦係合により、図1に示される位置で摩擦保持され、これについては図5−図7を参照してより詳細に説明することとする。
【0013】
図2を参照し、また図1に戻ると、圧縮性ワッシャ・リテーナ28の取り付けに先立って、ボルト12のねじ無しシャフト部22の上にワッシャ20を摺動させることにより、ボルト−ワッシャ組立体36が形成される。ワッシャ20がヘッド係合フランジ16に係合した後で、ワッシャ20がヘッド係合フランジ16に接触して固定的に保持されるように、刻み目などの正の係合特徴(positive engagement feature)38が形成される。図示された組み立てられた状態において、ボルト−ワッシャ組立体36は、第2の内面34からクロススレッド防止端部26の自由端39までとして測定される作業ステム長さ「C」を有する。作業ステム長さ「C」は、ねじ無しシャフト部22のシャフト長さ「D」に、ねじ部24とクロススレッド防止端部26のねじ部長さ「E」を加えたものを含む。作業ステム長さ「C」、シャフト長さ「D」、及びねじ部長さ「E」の各々は、製造者の裁量により、ボルト12の種々の係合長さに適合するように変えることが可能である。合計ステム長さ「F」は、ヘッド係合フランジ16から自由端39までとして測定される。作業ステム長さ「C」は、ワッシャ20の厚さの分だけ合計ステム長さ「F」と異なる。幾つかの実施形態によれば、ヘッド14には、六角形などのヘッド14の幾何学的形状を定める複数の係合面40が設けられる。係合面40の数量は、ボルト12の取り付けに用いられる標準的な工具寸法に適合するように予め定められる。
【0014】
図3を参照すると、ヘッド係合フランジ16は、係合フランジ直径「G」を有し、ワッシャ20は、係合フランジ直径「G」より大きいワッシャ直径「H」を有する。平坦面から平坦面までの間隔寸法「J」は、例えば係合面40’と40’’の間のように、係合面40の対向する面同士の間で共通である。
【0015】
図4を参照すると、ボルト−ワッシャ組立体36の組立の後で、圧縮性ワッシャ・リテーナ28は、圧縮性ワッシャ部32の接触端44がワッシャ20の第2の内面34に接触するまで、取り付け方向「K」でねじ無しシャフト部22の上に摺動可能に配置される。圧縮性ワッシャ・リテーナ28及びねじ無しシャフト部22は、各々、ボルト12の長手方向軸線46に対して同軸に整列する。
【0016】
図5及び図6を参照すると、圧縮性ワッシャ・リテーナ28は、射出成形工程などの成形工程の間に圧縮性ワッシャ部32をリテーナ部30と共に成形することにより作製される。リテーナ部30は、2006年7月11日付で発行され、本開示の譲受人に譲渡され、その主題が引用によりここに組み入れられる米国特許第7,073,997号に開示されるリテーナから修正されている。
【0017】
リテーナ部30は、リテーナ長さ「L」と、リテーナ外径「M」と、リテーナ部30のリテーナ自由端48において測定されるリテーナ端直径「N」とを有する。円形のスロット50は、圧縮性ワッシャ部32の対向する両側又は両面上に形成され、且つ第1の隆起したリング52と第2の隆起したリング54の各々の間に位置決めされる。第1の外側の隆起リング52及び第2の内側の隆起したリング54は、圧縮性ワッシャ部32の反対側に形成される互いの実質的な鏡像として複製され、従って、図5に見られるように、圧縮性ワッシャ部32の上向きの面においては、第1の外側の隆起リング52’及び第2の内側の隆起リング54’として区別される。複数の部分的キャビティ56が、円形スロット50、50’により定められる面に形成される。図示された実施例においては、円形スロット50、50’により定められる面の各々に8つの部分的キャビティ56が形成されるが、この数量は製造者の裁量により、8つという数量より多く又は少なく変更されてもよい。部分的キャビティ56、56’は、部分的には、ボルト12(本図においては図示せず)にトルクを加えることによってボルト12からの軸方向の荷重が圧縮性ワッシャ部32に誘起されたときに、圧縮性ワッシャ部32が圧縮できるようにするために設けられる。
【0018】
圧縮性ワッシャ部32は、ワッシャ部長さ「P」を有する。部分的キャビティ56、56’の各々は、部分的キャビティ深さ「Q」を有する。円形スロット50、50’の深さも、圧縮性ワッシャ部32の更なる圧縮能力を与えるか、又は圧縮に抵抗するように、製造者により制御することが可能である。第1の外側の隆起リング52及び第2の内側の隆起リング54は、使用中に圧縮性ワッシャ部32が圧縮されているときには、流体又は気体のためのシールとしての流体シール機能も提供する。
【0019】
図1及び図6をより詳細に参照すると、複数の可撓性脚部58が圧縮性ワッシャ・リテーナ28の貫通孔60の中に延びている。可撓性脚部58の各々の自由端は、ねじ無しシャフト部22のシャフト直径「A」より小さい可撓性脚部接触円「R」を定める。この直径寸法の差が、圧縮性ワッシャ・リテーナ28がボルト12のねじ無しシャフト部22上に配置されたときに可撓性脚部58を外方に撓ませる。ねじ無しシャフト部22が受け入れられたときに可撓性脚部58の各々が撓むための遊びは、可撓性脚部接触円「R」とリテーナ部30の内壁直径「S」との間で与えられる遊びにより提供される。
【0020】
ここで図7を参照すると、8個という数量の可撓性脚部58が図示されているが、可撓性脚部58の数量は、製造者の裁量により、及びねじ無しシャフト部22のシャフト直径「A」が異なる実施形態に関して変更される場合には、必要な摩擦接触に合わせるために、8個より多く又は少なく変更することができる。例示的な可撓性脚部58’のような可撓性脚部58の各々は、リテーナ部30の内壁68に対して垂直方向の参照線61に対して脚部配向角度αを定める。可撓性脚部58の各々は、第1の脚部面62及び相対する第2の脚部面64を有し、その各々は他の可撓性脚部58に対して共通に方向付けられる。可撓性脚部58の各々の脚部自由端66は、リテーナ部30が成形されたままの状態においては、ボルト12のねじ無しシャフト部(図示せず)に面するように方向付けられる。可撓性脚部58の各々は均質に形成され、リテーナ部30が成形されたままの状態においては、内壁68から貫通孔60の中へ延びる。
【0021】
図8、及び再び図5を参照すると、高力シールボルト組立体10の取り付け完了形態(completed installation)70は、自動車エンジン用のバルブ・ヘッド・カバーなどのポリマー部材72をエンジン・ブロックのような金属部材74に解放可能に締結するために、高力シールボルト組立体10を利用する。取り付け完了形態70は、圧縮性ワッシャ部32がポリマー部材72の中に形成された座ぐり穴76に受け入れられるように高力シールボルト組立体10を挿入方向「T」に挿入することによって、提供される。同時に、リテーナ部30が、ポリマー部材72の貫通孔78内に摩擦受入れされる。貫通孔78の貫通孔直径「V」はリテーナ部30のリテーナ外径「M」より小さいので、リテーナ部30と貫通孔78により定められる内壁79との間に締まり嵌め又は摩擦嵌めが得られる。
【0022】
ボルト12のねじ部24は、金属部材74内に形成されたねじ穴80にねじ係合する。ねじ穴80は、図8に示される穴のような閉鎖穴であってもよく、又は製造者の裁量により貫通ねじ穴とすることもできる。ボルト12を、取り付け形態70を完成させるために回転させるので、ねじ穴80と係合しているねじ部24は、ねじ無しシャフト部22のシャフト端面42が金属部材74の接触面82と接触するまで、ボルト12を挿入方向「T」にさらに引っぱる。座ぐり穴76の座ぐり穴深さ「U」は、圧縮性ワッシャ部32のワッシャ部長さ「P」より小さい。座ぐり穴深さ「U」に比べて大きい圧縮性ワッシャ部32の厚さ即ち長さは、所定位置でボルト12にトルクが加えられたときに、圧縮性ワッシャ部32の圧縮を促進する。圧縮性ワッシャ部32の軸方向の圧縮は、ワッシャ20の第2の内面34がポリマー部材72の部材外面84に接触するまで続く。圧縮性ワッシャ部32の圧縮中に、第1の外側の隆起リング52及び第2の内側の隆起リング54、並びに第1の外側の隆起リング52’及び第2の内側の隆起リング54’は、各々、ワッシャ20の第2の内面34及び座ぐり穴76の座ぐり穴端面86と共に流体シールを形成する。ねじ無しシャフト部22のシャフト端面42と金属部材74の接触面82との間の接触はまた、ボルト12がポリマー部材72にかける圧縮力を制限する圧縮制限能力を高力シールボルト組立体10に対して作り出す。
【0023】
再び図4及び図8の各々を参照すると、図4に示されるように圧縮性ワッシャ・リテーナ28がねじ無しシャフト部22上に位置決めされた状態でボルト−ワッシャ組立体36をポリマー部材72内に受け入れることができるので、ねじ部24と金属部材72のねじ穴80とが係合する前に、リテーナ部30とポリマー部材72の内壁79との間の摩擦接触が高力シールボルト組立体10をポリマー部材72と摩擦係合した状態で保持することになる。このことは、取り付け施設へポリマー部材72を輸送し、その後ポリマー部材72を金属部材74に取り付けるために、高力シールボルト組立体10をポリマー部材72の1つ又はそれ以上の位置に予め装入する能力を提供する。さらにまた図7も参照すると、ボルト12は、この暫定期間中、及び図8の取り付け完了形態70が形成される前は、可撓性脚部58の各々との接触により摩擦保持される。
【0024】
図9、及び再び図5及び図8を参照すると、高力シールボルト組立体10’の取り付け完了形態70’は、自動車エンジン用のバルブ・ヘッド・カバーなどのポリマー部材72’をエンジン・ブロックなどの金属部材74に解放可能に締結するために、高力シールボルト組立体10’を利用する。ポリマー部材72’はポリマー部材72から、全体の高さ「W」を減らし、座ぐり穴76をなくすように変更されている。圧縮性ワッシャ部32’は、圧縮性ワッシャ部32’がリテーナ部30’を別個に受け入れるように適合され、圧縮性ワッシャ部32’とリテーナ部30’が均質に接続される必要がなくなるように、圧縮性ワッシャ部32から変更されている。リテーナ部30’は、圧縮性ワッシャ部32’に部分的に受け入れられて摩擦係合する挿入部88を含んでもよい。取り付け完了形態70’は、圧縮性ワッシャ部分32’がポリマー部材72’の外側対向面90に直接接触するように高力シールボルト組立体10’を挿入方向「T」に挿入することにより、形成される。同時に、リテーナ部30’が、ポリマー部材72’の貫通孔78’内に摩擦受入れされる。貫通孔78’の貫通孔直径「V」はリテーナ部30’のリテーナ外径「M」より小さいので、リテーナ部30’と貫通孔78’により定められる内壁79’との間に締まり嵌め又は摩擦嵌めが得られる。
【0025】
ボルト12のねじ部24は、金属部材74内に形成されたねじ穴80にねじ係合する。ボルト12を、取り付け形態70’を完成させる回転させるので、ねじ穴80と係合しているねじ部24は、ねじ無しシャフト部22のシャフト端面42が金属部材74の接触面82と接触するまで、ボルト12を挿入方向「T」にさらに引っぱる。ねじ部24のねじ係合中に、圧縮性ワッシャ部32’のワッシャ部長さ「P」は圧縮性ワッシャ部32’の圧縮により減少し、ポリマー部材72’と金属部材74’との間に取り付けられたガスケット92もまた部分的に圧縮する。
【0026】
圧縮性ワッシャ部32’の圧縮中に、圧縮性ワッシャ部32’及びガスケット92の組み合わされた軸方向の圧縮は、ねじ無しシャフト部22のシャフト端面42が金属部材74の接触面82と接触するまで続く。図8をさらに参照すると、第1の外側の隆起リング52、52’及び第2の内側の隆起リング54、54’は、圧縮性ワッシャ部32’から完全になくしてもよく、又は、第1の外側の隆起リング52、52’及び第2の内側の隆起リング54、54’のうちの各々1つずつを用いてもよい。幾つかの実施形態においては、変更されたワッシャ20’の直径は、圧縮性ワッシャ部32’の直径と実質的に等しくすることができる。
【0027】
本開示の高力シールボルト組立体10、10’は、幾つかの利点を提供する。圧縮性ワッシャ部32をリテーナ部30と共に成形し、及び組み合わせ、又は摩擦係合させて、圧縮性ワッシャ・リテーナ28を形成することにより、ボルト12に対する保持能力と、圧縮性ワッシャ・リテーナ28とポリマー部材72との摩擦係合の両方を提供する一体成形された部品又は摩擦係合された組立体を用いることができるので、そのため、高力シールボルト組立体10をポリマー部材72に予め挿入し、それと共に出荷することが可能となる。圧縮性ワッシャ部32の圧縮可能な特徴を提供することにより、本開示の高力シールボルト組立体10に所定位置でトルクが加えられたときに、流体密シールを形成することも可能となる。加えて、ボルト12のねじ無しシャフト部22にシャフト端面42を組み入れることにより、高力シールボルト組立体10に対して圧縮制限能力もまた提供される。圧縮性ワッシャ部32の圧縮可能な特徴はまた、第1の加工物と第2の加工物との間の心ずれ及び構造の公差に対する補償を含む。また、ボルト12のねじ無しシャフト部22とねじ部24との合計の長さを制御することで、本開示の共通サイズの圧縮ワッシャ・リテーナ28を用いて、異なる厚さのポリマー部材72に適応することが可能である。
【図面の簡単な説明】
【0028】
【図1】本開示の高力シールボルト組立体の正面図である。
【図2】図1の高力シールボルト組立体のためのボルト−ワッシャ組立体の正面図である。
【図3】図2のボルト−ワッシャ組立体の平面図である。
【図4】部分的に組み立てられた図1の高力シールボルト組立体の正面図である。
【図5】本開示の圧縮性ワッシャ・リテーナの正面図である。
【図6】図5の圧縮性ワッシャ・リテーナ平面図である。
【図7】図5の圧縮性ワッシャ・リテーナのリテーナ部の断面7で切った断面平面図である。
【図8】本開示の高力シールボルト組立体の取り付け完了形態の部分断面図である。
【図9】本開示の高力シールボルト組立体の更なる実施形態の取り付け完了形態の部分断面図である。
【符号の説明】
【0029】
10:高力シールボルト組立体
12:ボルト
14:ヘッド
16:ヘッド係合フランジ
20:ワッシャ
21:シャフト
22:ねじ無しシャフト部
24:ねじ部
28:圧縮性ワッシャ・リテーナ
30:リテーナ部
32:圧縮性ワッシャ部
36:ボルト−ワッシャ組立体
50:円形スロット
52,54:隆起リング
56:部分的キャビティ
58:可撓性脚部
72:ポリマー部材
74:金属部材
【特許請求の範囲】
【請求項1】
ヘッドと、ヘッド係合フランジと、前記ヘッド係合フランジから延びると共に前記ヘッド係合フランジの近傍のねじ無しシャフト部とねじ部とを有するシャフトとを有するボルトと、
リテーナ部と圧縮性ワッシャ部とを含むポリマー製の圧縮性ワッシャ・リテーナと、
を備え、
前記リテーナ部は、前記圧縮性ワッシャ・リテーナの貫通孔の内方に延びる可撓性脚部を有し、前記可撓性脚部は、屈曲して前記リテーナ部を前記ねじ無しシャフト部に摩擦係合するように適合され、
前記圧縮性ワッシャ部は、前記リテーナ部と前記ヘッド係合フランジとの間に位置決めされ、前記ボルトにトルクが加えられたときに軸方向に圧縮するように適合されていることを特徴とする、高力シールボルト組立体。
【請求項2】
前記ボルトの前記ねじ無しシャフト部に摺動可能に受けられ、前記ヘッド係合フランジと接触するワッシャと、
前記ワッシャに接触するように適合された、前記圧縮性ワッシャ部の接触面と、
をさらに含むことを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項3】
前記ワッシャを取り付けた後で前記ねじ無しシャフト部に形成される正の係合特徴をさらに含み、前記正の係合特徴は前記ワッシャが外れることを防ぐことを特徴とする、請求項2に記載の高力シールボルト組立体。
【請求項4】
前記正の係合特徴が刻み目を含むことを特徴とする、請求項3に記載の高力シールボルト組立体。
【請求項5】
前記圧縮性ワッシャ部が、
少なくとも1つの隆起リングと、
前記ボルトに前記トルクが加えられたときに前記圧縮性ワッシャ部が軸方向に圧縮することを可能にする少なくとも1つの部分的キャビティと、
を含むことを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項6】
前記少なくとも1つの隆起リングは、前記ワッシャに接触して該ワッシャに流体シールを形成するように適合されることを特徴とする、請求項5に記載の高力シールボルト組立体。
【請求項7】
前記少なくとも1つの隆起リングが、スロットにより離間された第1の隆起リングと第2の隆起リングとを含むことを特徴とする、請求項5に記載の高力シールボルト組立体。
【請求項8】
前記少なくとも1つの部分的キャビティが、前記第1の隆起リングと前記第2の隆起リングとの間の前記スロット内に位置決めされることを特徴とする、請求項7に記載の高力シールボルト組立体。
【請求項9】
座ぐり穴を有するポリマー部材をさらに含み、前記圧縮性ワッシャ・リテーナが接続された前記ボルトは、前記圧縮性ワッシャ部が前記座ぐり穴に受け入れられるように前記ポリマー部材を貫通して挿入され、
前記ポリマー部材は前記座ぐり穴と同軸に整列した貫通孔を含み、前記ボルトの挿入の際に同時に、前記リテーナ部が前記貫通孔内に摩擦受入れされることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項10】
前記リテーナ部の外径より小さい直径を有する前記貫通孔により定められる内壁をさらに含み、それにより前記リテーナ部と前記内壁との間に摩擦嵌めが形成される、請求項9に記載の組立体。
【請求項11】
金属部材と、
前記ねじ無しシャフト部のシャフト端面と、
前記金属部材の接触面と、
をさらに含み、
前記ボルトの前記ねじ部は前記金属部材内に形成されるねじ穴とねじ係合し、
前記ボルトは回転可能であるので、前記ねじ穴とねじ係合した前記ねじ部は、前記ねじ無しシャフト部の前記シャフト端面が前記金属部材の前記接触面と接触するまで前記ボルトを挿入方向に引っぱるように作動し、記圧縮性ワッシャ部のさらなる圧縮を防ぐことを特徴とする、請求項9に記載の組立体。
【請求項12】
前記可撓性脚部の各々は、前記リテーナ部の内壁に対して垂直方向の参照線に対して脚部配向角度を定め、
前記可撓性脚部の各々は、その各々が他の可撓性脚部に対して共通に方向付けられる第1の脚部面及び相対する第2の脚部面を有し、
前記可撓性脚部は、前記リテーナ部の内壁に均質に接続され、前記貫通孔の中へ延びることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項13】
前記圧縮性ワッシャ部は、前記リテーナ部に均質に接続されることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項14】
前記可撓性脚部の各々は、前記リテーナ部の内壁に対して垂直方向の参照線に対して脚部配向角度を定めることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項15】
前記可撓性脚部の各々は、
その各々が他の可撓性脚部に対して共通に方向付けられる、第1の脚部面及び相対する第2の脚部面と、
前記ボルトの前記ねじ無しシャフト部に面するように方向付けられる脚部自由端と、
を含み、
前記可撓性脚部は前記リテーナ部の内壁に均質に接続され、前記貫通孔の中へ延びることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項1】
ヘッドと、ヘッド係合フランジと、前記ヘッド係合フランジから延びると共に前記ヘッド係合フランジの近傍のねじ無しシャフト部とねじ部とを有するシャフトとを有するボルトと、
リテーナ部と圧縮性ワッシャ部とを含むポリマー製の圧縮性ワッシャ・リテーナと、
を備え、
前記リテーナ部は、前記圧縮性ワッシャ・リテーナの貫通孔の内方に延びる可撓性脚部を有し、前記可撓性脚部は、屈曲して前記リテーナ部を前記ねじ無しシャフト部に摩擦係合するように適合され、
前記圧縮性ワッシャ部は、前記リテーナ部と前記ヘッド係合フランジとの間に位置決めされ、前記ボルトにトルクが加えられたときに軸方向に圧縮するように適合されていることを特徴とする、高力シールボルト組立体。
【請求項2】
前記ボルトの前記ねじ無しシャフト部に摺動可能に受けられ、前記ヘッド係合フランジと接触するワッシャと、
前記ワッシャに接触するように適合された、前記圧縮性ワッシャ部の接触面と、
をさらに含むことを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項3】
前記ワッシャを取り付けた後で前記ねじ無しシャフト部に形成される正の係合特徴をさらに含み、前記正の係合特徴は前記ワッシャが外れることを防ぐことを特徴とする、請求項2に記載の高力シールボルト組立体。
【請求項4】
前記正の係合特徴が刻み目を含むことを特徴とする、請求項3に記載の高力シールボルト組立体。
【請求項5】
前記圧縮性ワッシャ部が、
少なくとも1つの隆起リングと、
前記ボルトに前記トルクが加えられたときに前記圧縮性ワッシャ部が軸方向に圧縮することを可能にする少なくとも1つの部分的キャビティと、
を含むことを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項6】
前記少なくとも1つの隆起リングは、前記ワッシャに接触して該ワッシャに流体シールを形成するように適合されることを特徴とする、請求項5に記載の高力シールボルト組立体。
【請求項7】
前記少なくとも1つの隆起リングが、スロットにより離間された第1の隆起リングと第2の隆起リングとを含むことを特徴とする、請求項5に記載の高力シールボルト組立体。
【請求項8】
前記少なくとも1つの部分的キャビティが、前記第1の隆起リングと前記第2の隆起リングとの間の前記スロット内に位置決めされることを特徴とする、請求項7に記載の高力シールボルト組立体。
【請求項9】
座ぐり穴を有するポリマー部材をさらに含み、前記圧縮性ワッシャ・リテーナが接続された前記ボルトは、前記圧縮性ワッシャ部が前記座ぐり穴に受け入れられるように前記ポリマー部材を貫通して挿入され、
前記ポリマー部材は前記座ぐり穴と同軸に整列した貫通孔を含み、前記ボルトの挿入の際に同時に、前記リテーナ部が前記貫通孔内に摩擦受入れされることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項10】
前記リテーナ部の外径より小さい直径を有する前記貫通孔により定められる内壁をさらに含み、それにより前記リテーナ部と前記内壁との間に摩擦嵌めが形成される、請求項9に記載の組立体。
【請求項11】
金属部材と、
前記ねじ無しシャフト部のシャフト端面と、
前記金属部材の接触面と、
をさらに含み、
前記ボルトの前記ねじ部は前記金属部材内に形成されるねじ穴とねじ係合し、
前記ボルトは回転可能であるので、前記ねじ穴とねじ係合した前記ねじ部は、前記ねじ無しシャフト部の前記シャフト端面が前記金属部材の前記接触面と接触するまで前記ボルトを挿入方向に引っぱるように作動し、記圧縮性ワッシャ部のさらなる圧縮を防ぐことを特徴とする、請求項9に記載の組立体。
【請求項12】
前記可撓性脚部の各々は、前記リテーナ部の内壁に対して垂直方向の参照線に対して脚部配向角度を定め、
前記可撓性脚部の各々は、その各々が他の可撓性脚部に対して共通に方向付けられる第1の脚部面及び相対する第2の脚部面を有し、
前記可撓性脚部は、前記リテーナ部の内壁に均質に接続され、前記貫通孔の中へ延びることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項13】
前記圧縮性ワッシャ部は、前記リテーナ部に均質に接続されることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項14】
前記可撓性脚部の各々は、前記リテーナ部の内壁に対して垂直方向の参照線に対して脚部配向角度を定めることを特徴とする、請求項1に記載の高力シールボルト組立体。
【請求項15】
前記可撓性脚部の各々は、
その各々が他の可撓性脚部に対して共通に方向付けられる、第1の脚部面及び相対する第2の脚部面と、
前記ボルトの前記ねじ無しシャフト部に面するように方向付けられる脚部自由端と、
を含み、
前記可撓性脚部は前記リテーナ部の内壁に均質に接続され、前記貫通孔の中へ延びることを特徴とする、請求項1に記載の高力シールボルト組立体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−174710(P2009−174710A)
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【外国語出願】
【出願番号】特願2008−316222(P2008−316222)
【出願日】平成20年11月14日(2008.11.14)
【出願人】(504075577)ニューフレイ リミテッド ライアビリティ カンパニー (117)
【Fターム(参考)】
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願番号】特願2008−316222(P2008−316222)
【出願日】平成20年11月14日(2008.11.14)
【出願人】(504075577)ニューフレイ リミテッド ライアビリティ カンパニー (117)
【Fターム(参考)】
[ Back to top ]