
高効率フォトレジストコーティング
【課題】フォトレジストを浪費せず効率的に使用してコーティングの均一性を実現する。
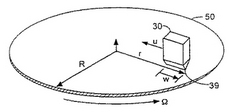
【解決手段】ウェハ50の全上面を覆う螺旋パターン状にフォトレジストのリボンを押し出し、半導体基板50を有機フォトレジストポリマーでコーティングする。ウェハ50を上側に向け水平方向に整列させ、チャックに組み付ける。押出ヘッド30を、ウェハの上面の上方にウェハ50の外縁に隣接させて位置決めし、押出スロット39を半径方向でウェハ50中心へ向かうよう整列させ、押出スロット39からフォトレジストを押し出させる。回転するウェハ50に対する押出ヘッド30の接線速度が一定になるように、ウェハ50の回転速度と押出ヘッド30の半径方向の速度を制御する。
【解決手段】ウェハ50の全上面を覆う螺旋パターン状にフォトレジストのリボンを押し出し、半導体基板50を有機フォトレジストポリマーでコーティングする。ウェハ50を上側に向け水平方向に整列させ、チャックに組み付ける。押出ヘッド30を、ウェハの上面の上方にウェハ50の外縁に隣接させて位置決めし、押出スロット39を半径方向でウェハ50中心へ向かうよう整列させ、押出スロット39からフォトレジストを押し出させる。回転するウェハ50に対する押出ヘッド30の接線速度が一定になるように、ウェハ50の回転速度と押出ヘッド30の半径方向の速度を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体基板をフォトレジストポリマーでコーティングするための改良された方法と装置に関する。特に、本発明は、より一様なフォトレジスト層を提供し、且つ高価なフォトレジスト溶液の使用においては現在の方法よりも遙かに効率的な半導体基板をコーティングするための方法と装置に関する。
【背景技術】
【0002】
集積回路を製作することには、マスク上の幾何学的形状を半導体ウェハの表面に転写することが含まれる。その後、半導体ウェハの幾何学的形状、或いは幾何学的形状の間の領域に対応する部分がエッチングで除去される。マスクから半導体ウェハへ形状を転写することには、通常リソグラフ処理が含まれる。この中には、プリポリマー溶液の溶液を半導体ウェハに塗布することが含まれるが、このプリポリマーは、例えば紫外線光、電子ビーム、X線に曝されたときに反応する照射感受性ポリマーを形成するように選ばれる。プリポリマー溶液内の溶媒は蒸発により除去され、次に、残ったポリマーフィルムがベークされる。このフィルムは所望の幾何学的パターンを持ったフォトマスクを通して照射、例えば、紫外線光に曝される。次に、ウェハを現像溶液内に浸漬して、感光性材料内の影像が現像される。照射感受性材料の性質によって異なるが、露光された領域又は露光されなかった領域が現像処理によって除去される。その後、ウェハはエッチング環境に入れられ、そこで照射感受性材料により保護されていない領域がエッチングにより取り除かれる。エッチング処理に対する抵抗性の故に、この照射感受性材料はフォトレジストとしても知られており、今後フォトレジストという用語を照射感受性ポリマー及びそのプリポリマーを表すのに用いることとする。
【0003】
フォトレジストフィルムに要求される厚さは、所望の溶液、欠陥保全、段差保証範囲によって異なる。フィルムは厚いほど、接着性が良く、反応性イオン腐食に対する保護性能が高く、欠陥保全性が改良される。しかし、フィルムを厚くするのは露光及び現像に長時間を要するので、良い解決策とはいえない。現在の半導体製造で使われているフォトレジストフィルムの厚さは通常0.5乃至4μmである。
【0004】
フォトレジスト層の厚さの均一性は、集積回路の製作においては重要な規準である。照射がマスクを通してコーティング上に集束される際に、コーティングの厚さにばらつきがあれば、表面に亘って0.25μm以下のライン幅に近づくライン幅寸法を持つ進化した回路のための、半導体ウェハ上に幾何学的パターンを確実に満足できるように再生するのに必要なシャープさを得るために必要とされる、ウェハの全表面に亘る正確な焦点合わせが妨げられることになる。フォトレジストフィルム厚さの均一性は、マスクパターンをフォトレジストに良好に転写し続けるために必要である。この均一性はウェハの表面を横切って一定の露光レベルを維持するために重要である。非均一性は、光学ステッパがフォトレジストフィルムの下のアライメントマークを感知しようとする際に、位置オーバレイエラーを引き起こす。非均一性は又、酸化物上に蒸着されたフォトレジストの反射特性を変化させる。
【0005】
マイクロエレクトロニックデバイスの微細な臨界寸法を実現するには、通常、フォトレジストコーティングの厚さが、10Å(3σ)以内の均一なものである必要がある。この臨界寸法が更に下がるにつれ、平坦で良好な一様性が要求されることになる。
【0006】
フォトレジストのプリポリマー溶液のコストは高いので、コーティング処理の効率を改善して基板にコートするのに必要なポリマー溶液の量を最小化する方法を考案することが望まれる。
【0007】
ウェハをコーティングするのに使用され又は提案されている方法には、浸漬コーティング、メニスカスコーティング、スプレイコーティング、パッチコーティング、バブルコーティング、化学蒸着、スピンコーティングがある。これらの方法の内、2、3の方法だけが半導体製造に要求される厚さと均一性とを備えたフォトレジストフィルムを作ることができる。これらの方法の内スピンコーティングだけが、チップ製造の要求に合った生産速度を有する。しかし、スピンコーティングの1つの大きな欠点は、ウェハ表面に塗布されるフォトレジストの90%かそれ以上を浪費しかねないということである。
【0008】
約100万ガロンのフォトレジストが数億ドルの費用を掛け毎年消費される。半導体デバイスの臨界寸法が小さくなるにつれ、新しく濃いUVフォトレジストが使用されるようになるであろう。これら新しいフォトレジストは、現在使用されているiラインフォトレジストより5倍以上高くなる恐れがある。従って、均一で欠陥のないコーティングをスピンコーティングに匹敵する速度で生産する一方で、フォトレジストをそれほど浪費しない新しいコーティングの方法が必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、ウェハの全表面に亘ってより良いコーティングの均一性を実現する、改良されたウェハコーティングのプロセス及び装置を提供することである。
【0010】
本発明のもう1つの目的は、フォトレジストを浪費せずより効率的に使用してコーティングの均一性を実現する、改良されたウェハコーティングのプロセス及び装置を提供することである。
【課題を解決するための手段】
【0011】
第1の態様において本発明は、フォトレジストのコーティングを上面と、中心と、外縁とを有する円形の半導体ウェハに塗布する方法において、フォトレジストのリボンを押し出す段階から成り、前記リボンは外側及び内側により境界の定められた幅を有し、前記リボンはウェハの全上面を覆う螺旋状に押し出されることを特徴とする方法を提供する。
【0012】
第2の態様において本発明は、フォトレジストのコーティングを上面と、中心と、直径と、外縁とを有する円形の半導体ウェハに塗布する方法において、ウェハの上面が水平に整列し且つ上を向くようにウェハをチャック上に取り付ける段階と、押出ヘッドをウェハの外縁に隣接しウェハ上面の上に配置する段階であって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成されており、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第1端はウェハの外縁に隣接して配置され、前記押出スロットの前記第2端はウェハの外縁の外側に配置される、そのような段階と、ウェハをその中心の周りに回転する段階と、フォトレジストのリボンを前記押出スロットから押し出す段階であって、前記リボンは外側及び内側により境界を定められた幅を有し、前記リボンの幅は実質的に前記スロットの長さに等しい、そのような段階と、フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドをウェハの外縁から半径方向内側へウェハの中心に向けフォトレジストがウェハの全上面を覆うまで動かす段階とから成る方法を提供する。
【0013】
第3の態様において本発明は、フォトレジストのコーティングを上面と、中心と、直径と、外縁とを有する円形の半導体ウェハに塗布する方法において、ウェハをチャック上に取り付ける段階と、押出ヘッドをウェハの中心でウェハ上面の上に配置する段階であって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成されており、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第2端はウェハの中心に配置され、前記押出スロットの前記第1端はウェハの中心とウェハの外縁との間に配置される、そのような段階と、ウェハをその中心の周りに回転する段階と、フォトレジストのリボンを前記押出スロットから押し出す段階であって、前記リボンは実質的に前記スロットの長さに等しい幅を有する、そのような段階と、フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドを半径方向外側へウェハの外縁に向け前記押出スロットの前記第2端がウェハの外縁に達するまで動かす段階とから成る方法を提供する。
【0014】
第4の態様において本発明は、フォトレジストのコーティングを上面と、中心と、直径と、外縁とを有する円形の半導体ウェハに塗布する装置において、ウェハの上面が水平に整列し且つ上を向くようにウェハを取り付けるための手段と、ウェハの外縁に隣接しウェハ上面の上に配置される押出ヘッドであって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成され、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第1端はウェハの外縁に隣接して配置され、前記押出スロットの前記第2端はウェハの外縁の外側に配置される、そのような押出ヘッドと、ウェハをその中心の周りに回転するための手段と、実質的に前記スロットの長さに等しい幅を有するフォトレジストのリボンを前記押出スロットから押し出すための手段と、フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドを半径方向内側へウェハの中心に向けフォトレジストがウェハの全上面を覆うまで動かすための手段とから成る装置を提供する。
【発明を実施するための最良の形態】
【0015】
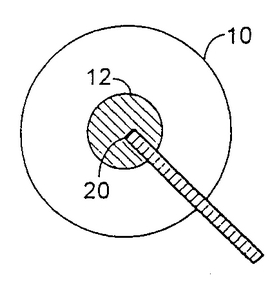
図1、2、3は、スピンコーティング処理においてフォトレジストをウェハ表面に分配するのに現在使用されている3つの基本的な方法を示す。図1に示す方法は「静的分配」と呼ばれる。静的分配では、フォトレジストは静止しているウェハ10の中心に直接分配され、フォトレジスト12の円形のプールができる。代わりに、ウェハ10の全表面がフォトレジストで溢れるようにしてもよい。多くの場合、静的分配の後ウェハ10をゆっくりと回転し、フォトレジスト12がウェハ10の表面に亘って拡がり始めるようにする。
【0016】
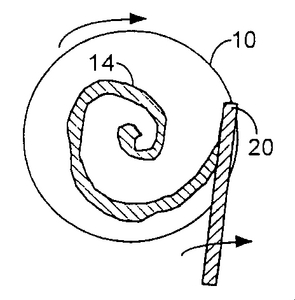
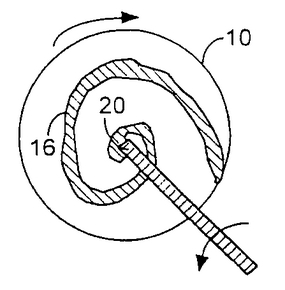
図2及び3に示す方法は「動的分配」と呼ばれるが、これはフォトレジスト14、16が分配される間、ウェハ10がゆっくりと回転するからである。図2に示す順半径方向分配の間、分配ノズル20は最初ウェハ10の中心に位置し、フォトレジスト14が分配されるに従って半径方向外向きに動く。図3に示す逆半径方向分配では、分配ノズルはウェハの外縁から始め半径方向内向きに動く。図2及び3では共に、分配ノズル20は、ゆっくりと回転するウェハ10上にフォトレジストを配置した後の行程の最後の位置に描かれている。順半径方向及び逆半径方向分配何れにおいても、フォトレジストの螺旋パターン14、16が形成される。螺旋14、16の幾何学的形状、即ち螺旋の回転の数及び螺旋に沿った単位長当たりのフォトレジストの体積はウェハ10の回転角、ウェハ10に対するノズル20の半径方向速度、分配の間のフォトレジストの体積流量によって決まる。動的分配では使用されるフォトレジストの量は少ないが、静的分配ではより均一なフィルムが形成される。
【0017】
フォトレジストがウェハ上に配置された後、遠心力を生じるように回転加速され、それによりフォトレジストがウェハの端部に向かって広げられる。ウェハは最終的高速回転まで加速される前に、数秒間中間速度で回転される。フォトレジストの塊がウェハの端部まで達するときには、フォトレジストの大部分は多数の小滴となって投げ飛ばされたようになっている。加速度は最終的フィルム厚さには影響を及ぼさないが、加速度が高いほど均一なフィルムを作れる傾向にあることが分かっている。
【0018】
ウェハは、一旦最終的高速まで回転が上げられると、フォトレジストが所望の厚さになるまで回し続けられる。フォトレジストは外向きに流れ続け同心波状にウェハから流出する。同時にフォトレジスト内の溶媒は、ウェハ表面上の高速対流により速やかに蒸発する。フォトレジスト内の溶媒成分が減少するにつれて次第にフォトレジストの粘性が増し、フォトレジストの外向きの流れが弱まりついには停止する。その後フォトレジストが薄くなるのは、殆ど全てが溶媒の蒸発によるものである。溶媒の大部分が蒸発する通常約30分後、回転が止められ、ウェハは高温でソフトベーキングに掛けられ、残りの溶媒をフォトレジストから蒸発させる。
【0019】
図1、2、3に示す何れの分配方法においても、フォトレジストはウェハ上に厚みのある液たまり或いはリボン状に分配されるので、何らかの手段、例えば低速回転で、フォトレジストがウェハ全面を覆い、薄い層になるまで広げなければならない。本発明の方法では、フォトレジストは薄い均一な層としてウェハの全表面に亘って塗布される。これにより低速回転の段階が省略でき、所望の最終厚さと均一性とを達成するのに必要な、フォトレジストをウェハ上へ配置する量が少なくなる。
【0020】
本発明の方法は、薄いフォトレジストのリボンをウェハの全表面に亘って分配するために、押出スロットコーティングを採用する。押出スロットコーティングは、プリメータードコーティング法のクラスのメンバーである。押出スロットコーティングを使えば、コーティング厚さはフォトレジストの分配速度で制御することができ、効率は100%近くにできて、厚さの均一性も非常によくなる。
【0021】
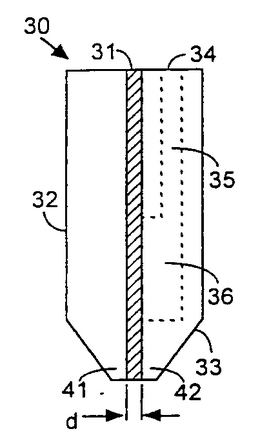
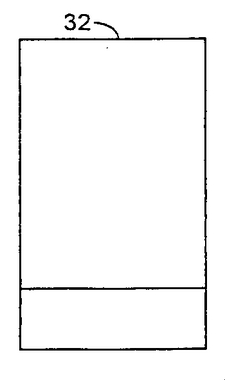
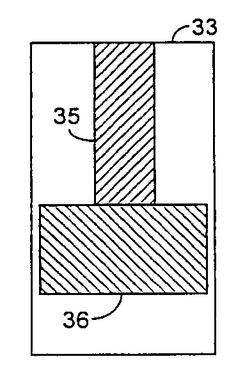
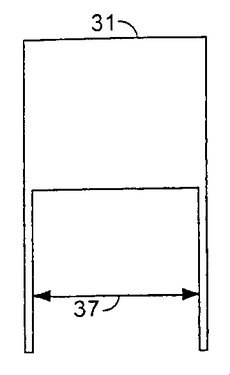
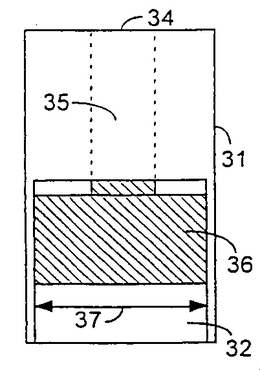
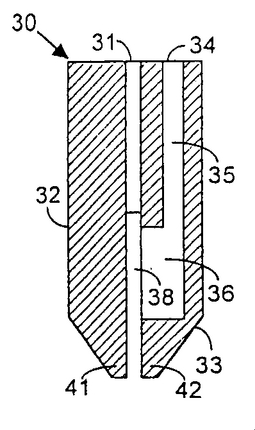
押出スロットコーティングでは、フォトレジストは狭いスロットを通してウェハ上に押し出される。図4−11は、本発明で用いる押出ヘッド30の実施例を示す。押出ヘッド30は押出し型と呼ぶこともできる。図4は、ステンレス鋼の前面板32とステンレス鋼の後面板33との間にステンレス鋼のU形状のシム31が挟まれた構造になっている押出ヘッド30の側面アッセンブリ図である。図5、6、7はそれぞれ、前面板32、後面板33、シム31の正面図である。図8は後面板33に対するシム31の正面図である。図4において、前面板32と後面板33は接地されており、両者の内側端部はシム31に面し、シム31との良好なシール性を確保し、押出しのための平滑な表面を形成するために研磨されている。フォトレジストは、後面板33の頂面のポート34を経由して押出ヘッド30に入る。ポート34はフォトレジストを、チューブ35を通してフローチャネル36(図4、6)に向かわせる。フローチャネル36の幅はシム31のU形状開口37(図7、8)と同じ幅である。
【0022】
図9は図4に示す押出ヘッド30の断面図である。シム31のU形状で作られる空間は、前面板32と後面板33の間に狭いギャップ38を残し、そこを通してフォトレジストを流すことができる。押出ヘッド30の基部では、ギャップ38が2つの狭い「リップ部」41、42の間を下向きに続いていて、前面板32と後面板33の内面に伸びている。
【0023】
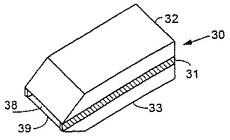
図10は図4に示す押出ヘッド30の斜視図である。ギャップ38はシム31のU形状37(図7、8)の開口部を横切って伸び、押出ヘッド30に押出スロット39を形成する。
【0024】
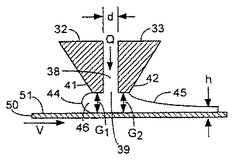
図11は押出ヘッド30のリップ部41、42の断面図であり、基板50が押出しリップ部41、42の下を動いているところを示す。フォトレジストはリップ部41、42の基部で、スロット39から基板50の上面51上に押し出される。前面板32と後面板33との間のギャップ38の幅はdで示されており、シム31の厚さに等しい(図4、9)。リップ部41、42と基板50との間のコーティングギャップはスロット39から出てくるコーティング液のビード46で満たされる。基板50が、コーティングギャップを一定に保ちながら、スロット39に対し直角方向に動かされると、液はビード46から引き出され薄いフィルムとなって基板50上に残る。押し出されるフィルムの幅w(図19、20)は押出スロット39の長さ、即ちシム31のU形状開口37(図7、8)にほぼ等しい。押し出されるフィルムの平均厚さhは

と表され、ここにvはコーティング速度、Qは液分配速度である。コーティングビード46のリーディングエッジ及びトレーリングエッジにおけるメニスカス44、45は押出ヘッドリップ部41、42のコーナーに固定的に形成される。押出ヘッドリップ部41、42のコーナーは、メニスカス44、45が固定的に形成され続けるようにするため、約50μm以下の曲率半径を有していなければならない。コーティングビード46内の毛管、粘性、入口圧力は、コーティングビード46内の安定性を維持するため、外部圧力と平衡していなければならない。薄いフィルムをコーティングする場合、又は高速でコーティングする場合には、コーティングビード46を安定させるため、コーティングビード46のリーディングエッジに僅かに負圧を掛けてもよい。押出ヘッドリップ部41、42は普通等長で(G1=G2)、押出ヘッド30は基板50に対し直角である。しかし、非常に薄いコーティングに関しては、場合によっては、リップの片方を他方より伸ばす(G1≠G2)か、又は押出ヘッド30を直角から基板50の方向に僅かに倒し、それによってコーティングスロット39を基板50に対して傾かせるようにするのがよいこともある。
【0025】
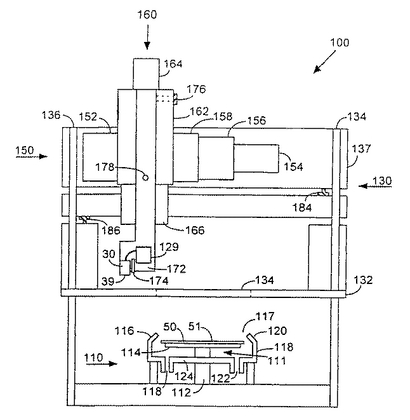
押出スピンコーティングアッセンブリー100を図12、13、14を参照しながら説明するが、図はそれぞれ、本発明による押出スピンコーティングアッセンブリー100の正面図、平面図、後面図である。図12、13、14に示す押出スピンコーティングアッセンブリー100の構成要素にはコーティングモジュール110と位置決めシステム130が含まれる。図12、13、14には示しておらず、図15を参照しながら制御システム210を説明するが、この中には位置決めコントローラー220とスピナーコントローラー280とが含まれる。
【0026】
コーティングモジュール110にはスピナーアッセンブリー111が含まれており、その中には更に垂直軸112に接続されたスピナーサーボモーター(図示せず、図15の参照番号113)が含まれている。垂直軸112はテフロン(登録商標)製の真空チャック114を支持している。スピナーアッセンブリー111はチャックエレベータサーボモーター(図示せず、図15の参照番号115)を使って垂直方向に動かすことができる。チャックエレベータサーボモーターにはエレベータモーターブレーキ(図示せず、図15の参照番号135)が装着されている。スピナーアッセンブリー111がその最も低い位置にあるときには、チャック114はキャッチカップ116(断面を図示している)に囲まれている。キャッチカップ116は円形のカップで、開口上面117を有している。カップの壁118の上部分120は内向きに傾斜していて、使用済みのフォトレジストをキャッチカップ116内に保持し易いようになっている。キャッチカップ116には3つの目的がある。キャッチカップ116は使用済みのフォトレジストを捕捉し、廃液ドレイン122から排出する。キャッチカップには排気口118が設けられており、これを通して蒸発した溶媒を取り除く。キャッチカップ116は回転するウェハ上の気流を方向付けして乱流の発生を防ぐ。排気口118と廃液ドレイン122は共にキャッチカップ116の底124に出る。使用済みのフォトレジスト及び排出された蒸気を取り除くための手段は、当業者にはよく知られているので図示しない。
【0027】
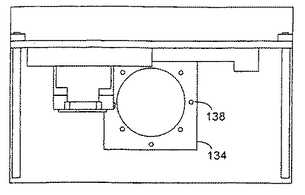
スピナーアッセンブリー111はセンタリング装置を有しており、これにはウェハをチャック114上にセンタリングさせるための8個のテフロン(登録商標)ピン138と、処理前後に固定されていないウェハを支持するための3つの垂直ピン(図示せず)とが含まれる。センタリングピン138はセンタリングソレノイド(図示せず、図15の参照番号119)により制御される。コーティングモジュール110上のセンサーはチャック114の垂直方向定位置(図示せず、図15の参照番号121)と、真空状態(オン/オフ)(図示せず、図15の参照番号123)と、センタリングピン位置(図示せず、図15の参照番号125)を表示する。コーティングモジュール110のこれらの特徴は、当業者にはよく知られているので図示しない。
【0028】
本発明での使用に適したコーティングモジュール110は、シリコンバレイグループ社から商業ベースで入手可能な90SEコーターモジュールである。90SEコーターモジュールは、これもシリコンバレイグループ社から商業ベースで入手可能な90SEウェハ処理シリーズの中の1構成要素である。
【0029】
位置決めシステム130は、コーティングモジュール110上に組み付けられているアルミニウム製のベースプレート132により支持されている。ベースプレート132には、コーティングモジュール110の上方に位置する中央切り欠き134が設けられている。ベースプレート上に組み付けられている第1及び第2垂直支持板134、136は横断支持材137を支持しており、その上には2軸位置決めシステム150が搭載されている。位置決めシステム150はx軸位置決めテーブル152とz軸位置決めテーブル162とを含んでいる。x軸位置決めテーブル152はx軸テーブルモーター154とx軸テーブルベース156とを含んでいる。同様に、z軸位置決めテーブル162はz軸テーブルモーター164とz軸テーブルベース166とを含んでいる。z軸位置決めテーブル162はz軸ブレーキ(図示せず、図15の参照番号133)も含んでいる。z軸位置決めテーブル162はx軸位置決めテーブル152の台車158上に搭載されている。x軸位置決めテーブル152は、水平面内を、チャック114に載せられているウェハ50の表面51に平行に動き、z軸位置決めテーブル162は、チャック114に載せられているウェハ50の表面51の面に直角な垂直方向に動く。本発明のx軸及びz軸位置決めテーブル152、162に使用するのに適した位置決めシステムは、5ピッチのボールスクリューにより駆動されるパーカーデーダルモーションテーブルである。
【0030】
押出ヘッド30はアルミニウム製の押出ヘッドサポート172の底部に取り付けられており、押出ヘッドサポート172はz軸位置決めテーブル162上に組み付けられている。z軸位置決めテーブル162は、押出ヘッド30を、ベースプレート132の上方の位置から、ベースプレート132の中央切り欠き134を通して下向きに、チャック114の上のウェハ50の近くまで動かすのに十分な運動範囲を有している。
【0031】
光学センサー174は押出ヘッドサポート172上に取り付けられている。光学センサー174は押出ヘッド30と、チャック114上に組み付けられているウェハ50との間のギャップを計測するために使用される。本発明の実施例に使用するのに適したセンサーは、フィルテックRC140L反射率補正光学変位センサーである。光学センサー174はウェハ50の表面に光を当て、反射光を計測し、計測した光の強さに比例する電圧を生成する。フィルテックセンサーのスポットサイズは6mmで、直流から100Hzまでの帯域幅を有している。フィルテックセンサーの電圧−距離曲線は通常非線形であるが、センサーとウェハとの間の距離が、例えば5.51乃至6.17mm(0.217乃至0.243インチ)の間にある場合は、線形領域を有する。光学センサー174は押出ヘッドサポート172上に配置されるので、計測は全て光学センサー174の線形範囲内に入る。
【0032】
フォトレジストの流れを制御するための手段には、フォトレジストポンプ(図示せず)とフォトレジスト遮蔽弁129とが含まれる。このような構成は当業者にはよく知られているので、図12、13、14にはこれを完全には示さない。しかし、押出スピンコーティングアッセンブリー100の制御システム210に関する以下の説明においては、フォトレジストポンプ(図示せず、図15の参照番号127)とフォトレジスト遮蔽弁129に言及する。
【0033】
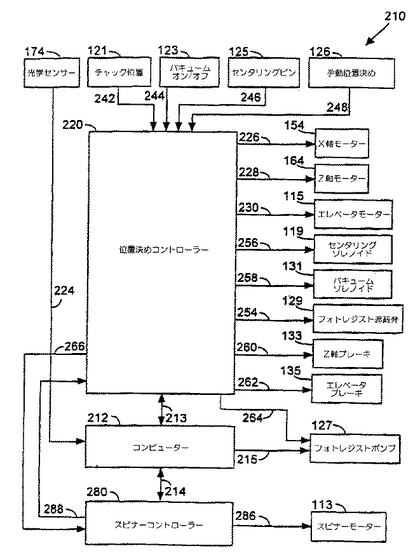
図15は、本発明による押出スピンコーティングアッセンブリー100を制御するのに適した制御システム210の実施例を表すブロック線図である。制御システム210は、コンピューター212と、位置決めコントローラー220と、スピナーコントローラー280とを含んでいる。コンピューター212は、位置決めコントローラー220と、スピナーコントローラー280と、フォトレジスト分配ポンプ127とに、セリアルインタフェース213、214、215を通してプログラムをダウンロードする。位置決めコントローラー220は、フォトレジスト分配ポンプ127にフォトレジストの流れを開始及び停止し、フォトレジスト遮蔽弁129を制御するためのコマンドを送る。位置決めコントローラー220は又、x軸モーター154を通してx軸位置決めテーブル152の位置を制御し、z軸モーター164を通してz軸位置決めテーブル162の位置を制御し、チャックエレベータサーボモータ115を制御する。位置決めコントローラー220は、光学センサー174の出力を受け取り、押出ヘッド30とウェハ50との間の距離を計算し、結果を使ってz軸モーター164を通してz軸位置決めテーブル162を制御する。
【0034】
制御システム210に使用するのに適しているコンピューターはIBM互換PCである。位置決めコントローラー220として使うのに適しているのはパーカーコンピュモーターAT6450サーボコントロラーであり、オプションでANIアナログ入力PCカードとAUXボードとを含んでいる。スピナーコントローラー280として使うのに適しているのはパシフィックサイエンティフィックSC755である。コンピューター212と、位置決めコントローラー220と、スピナーコントローラー280とは図15のブロック線図では別々に示されているが、パーカーコンピュモーターAT6450とパシフィックサイエンティフィックSC755の両コントローラーを含む実施例では、コンピュモーターAT6450はPCのマザーボードにプラグ接続されている。本発明は又、位置決めコントローラー220とスピナーコントローラー280の両方の機能が単一の連結されたコントローラーによって提供される実施例も配慮している。
【0035】
位置決めコントローラー220は、位置決めコントローラープロセッサーと複数の入出力装置を有する。入出力装置には、14ビットアナログデジタル(A/D)コンバータ、独立型デジタル入出力装置、サーボモーター出力装置が含まれる(プロセッサーと入出力装置は当業者に既知なので、個別には図示せず)。光センサーの出力端子174は、A/Dコンバータの入力端子224に接続される。位置決めコントローラー220の独立デジタル入力端子は光学的に孤立したインタフェースであり、このような端子には、チャック位置ホームセンサー121に接続されるチャック位置ホーム指示器入力端子242、バキュームチャック114上のバキュームオンオフセンサー123に接続されるバキュームオンオフ状態指示器入力端子244、センタリングピン位置センサー125に接続されるセンタリングピンインアウト位置指示器入力端子246、オペレータ手動位置スイッチ126に接続される一つ以上の手動位置コマンド入力端子248が含まれる。
【0036】
位置決めコントローラー220の出力端子には、X軸サーボモーター154に接続されるX軸サーボモーター出力端子226、Z軸サーボモーター164に接続されるZ軸サーボモーター出力端子228、エレベータサーボモーター115に接続されるエレベータサーボモーター出力端子230が含まれる。
【0037】
位置決めコントローラー220の独立デジタル出力端子には、フォトレジストバルブ129に接続されるフォトレジストバルブ出力端子254、センタリングピン138を制御するセンタリングソレノイド119に接続されるセンタリングソレノイド出力端子256、バキュームソレノイド131に接続されるバキュームソレノイド出力端子258、Z軸方向位置決めテーブル162のZ軸方向ブレーキ133に接続されるZ軸モーターブレーキ出力端子260、エレベータモーターブレーキ135に接続されるエレベータモーターブレーキ出力端子262、フォトレジスト分配ポンプ127に接続されるトリガ出力端子264、スピナーコントローラー280に接続されるロジカル出力端子266が含まれる。
【0038】
スピナーコントローラー280は、位置決めコントローラー220から受信された信号に応じて、コーティング及びスピンのサイクルを実行する。スピナーコントローラー280は、スピナーコントローラープロセッサー、サーボモーター出力装置、エンコーダを有する(プロセッサーとエンコーダは当業者には既知なので、個別には図示せず)。スピナーコントローラー280の出力端子には、スピナーモーター113に接続されるスピナーモーター出力端子286が含まれている。スピナーコントローラー280の出力には、位置決めコントローラーに接続される模擬エンコーダ信号288も含まれる。模擬エンコーダ信号288により、スピナーモーター113の速度の電子的ギアリングが可能になり、この電子的ギアリングで、位置決めコントローラー220が決める押出ヘッド30のX軸方向の位置を制御する。
【0039】
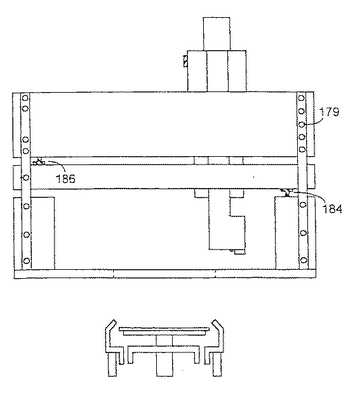
信頼性のあるコーティングを得るためには、チャック114に組み付けたウェハ50に対し、押出ヘッド30と位置決めテーブル152、162を整列させる必要がある。この整列を図12、13、14で述べる。まず最初の整列では、チャック114に組み付けたウェハ50の中心の真上を押出スロット39が通過するように押出スロット39の経路を調整する。この整列は、ウェハ50の中心部分をカバーするために必要である。ベースプレート132上で垂直支持板134、136を前後にスライドさせ、押出ヘッド30をウェハ50の中心の真上に位置させる。垂直支持板134、136の動きは、ベースプレート132で拘束される。垂直支持板134、136を所定の場所に固定する前に、各垂直支持板134、136の後部にある調整ボルトで、垂直支持板134、136の位置を微調整できるようになっている。
【0040】
二番目の整列では、ウェハ51に対するX軸の角度を調整する。この調整をすると、テーブル152のX軸方向位置が変っても、ウェハ50と押出ヘッド30の間のギャップは一定に維持される。ウェハ面51に対するX軸の角度は、横断支持材137の端部にある第一ピボット179周りにクロスサポート138を回転させるば変えられる。微調整/荒調整ボルト184、186が設けられ、微調整ボルト184を1回転させると、X軸とウェハ表面の角度調整が1.64x10-5ラジアンだけ調整される。ウェハ面51に対するX軸の角度は、光学センサー174でウェハ面51を走査することで決定可能である。走査中にZ軸を固定し、光学センサー174の測定出力値とX位置を記録する。本データのペアを線形回帰分析をすると、ウェハ面51とX軸と間の角度が得られる。
【0041】
三番目の整列では、押出ヘッド30の底部の端、即ち押出スロット39をX軸及びウェハ面51に対して平行になるまで調節する。この調節は、押出ヘッド30の幅全域に亘り一定の隙を維持するのに重要である。押出ヘッド30の底端部とX軸の間の角度は、ウェハ押し出し機の平行度調整ボルト176を使うことで調整できる。ウェハ押し出し機の平行度調整ボルト176は、Z軸位置テーブル162のベースにあるウェハ押し出し機の平行度調整ピボット178周りに、押出ヘッドサポート172を旋回させることになる。X軸と押出ヘッド30の間の角度は、線形可変差動変換(LVDT)センサーを使うことで測定できる。LVDTセンサーは、計測端を垂直上方に向けた状態で、ウェハ表面51に固定される。次に、押出ヘッド30のリップ41、42によりLVDTセンサーが基準位置へ移動するまで、押出ヘッド30を下降させる。X軸及びZ軸位置テ−ブル152、162の位置を記録した後、押出ヘッドのリップ41、42に沿った他の幾つかの位置で本手順を反復する。これらのデータの線形回帰分析し、X軸に対する押出ヘッド30の傾きを決定する。
【0042】
光学センサー174は2段階のプロセスにより更正できる。まず、押出ヘッド30とウェハ面51の間の数カ所で狭い隙間に精密なシムを入れて、光学センサー174の出力電圧を測定し、電圧オフセット(即ち、零隙バイアス)を決定する。間隙距離とセンサー電圧のデータを線形回帰分析し、電圧オフセット(即ち、隙が零の時のセンサー電圧)を計算する。次に、押出スロット39を選定した増分(例えばエンコーダ10カウントが12.7μm)だけ、光学センサー174の線形の範囲内で持ち上げてやり、センサーの電圧と押出スロット39の高さの関係を決定する。データのペアを線形回帰分析すると、センサー出力と押出スロット39のZ軸方向位置の関係を表す線の勾配が得られる。押出ヘッド30とウェハ面51の間の角度から誤差を生じさせないようにするために、光学センサー174の更正に先立ち、押出ヘッド30をX軸及びウェハ表面に対して整列させる必要がある。
【0043】
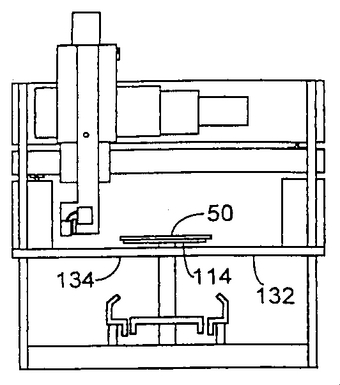
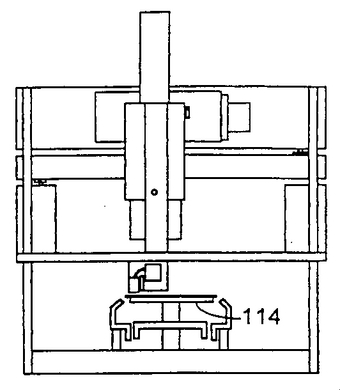
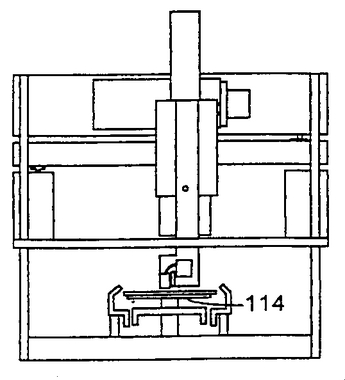
押出スピンコーティングを、図16−19に示す。上記の整列及び更正の手順は、使用装置の経験を基にして必要と決められた一連の作動に先だち又は定期的に行われる。図16では、バキュームチャック114がベースプレート132中のくり抜き部分134を通じて持ち上げられ、ウェハ50がチャック114上に置かれた状態を示す。センタリングピン138を使い、ウェハ50をチャック114の中心に合わせる(図13)。チャックバキューム(図示せず)をオンにして、ウェハ50を固定する。チャック114を下げると、ウェハ50がコーティング位置の中に入り込み、押出ヘッド30がウェハ50の端部の位置に下がり、図17のように、ウェハ50と押出ヘッドリップ41、42の間が所望ギャップとなる。次にチャック114を、所望コーティング速度である初期の回転速度で回転させる。フォトレジスト遮蔽バルブ129を開き、フォトレジストポンプ127を始動し、フォトレジストの分配を開始する。押出ヘッド30をウェハ50の半径方向に動かす。押出ヘッド30が、ウェハ50の中心方向に動くに連れ、チャック114の回転速度が増すので、ウェハ50に対する押出ヘッド30のコーティング速度を一定に保つために、回転速度の増加に比例した割合で押し出し速度を速める。押出ヘッド30のリーディングエッジが図18のようにウェハ50の中心に到達したら、ウェハ30の回転速度を一定に保ち、押出ヘッド30のトレーリングエッジがウェハ50の中心に達するのを待つ。ウェハ50全体がフォトレジストで覆われたら、フォトレジストポンプ127のスイッチを入れ、フォトレジストの分配を止め、フォトレジスト遮蔽バルブ129を閉じる。通常は、ウェハ50全体をフォトレジストで覆うため、押出ヘッド30のトレーリングエッジがウェハ50の中心に達するまで、押出ヘッド30の移動とフォトレジストの押出を継続する必要がある。フォトレジストポンプ127とフォトレジスト遮蔽バルブ129のスイッチを入れて、フォトレジストの分配が止まった時でも、既に残量として押出ヘッド30内に(押出ヘッド30への配管も含む)存在するフォトレジストは、流れ続けて、ウェハ50上に堆積することができる。この場合、ウェハ50全体が覆われる少し以前に、フォトレジストポンプ127とフォトレジスト遮蔽バルブ129のスイッチを入れ、この残りのフォトレジストでウェハ50全体を覆うようにさせてもよい。
【0044】
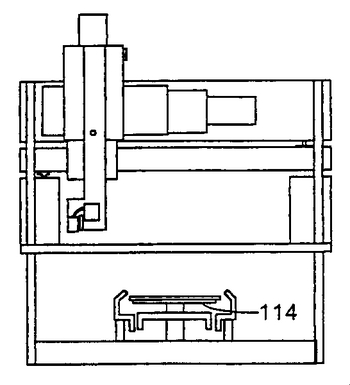
次にチャック114がウェハ50をキャッチカップ116の中に下がったら、押出ヘッド30を、図19に示すように、コーティングエリアから引き上げる。次にウェハ50を高速で回転させ、過剰のフォトレジストを除去し所望の一様なコーティングを得る。チャック114の回転を止め、ベースプレートの中央くり抜き部分を通じて引き上げる。バキュームを解除しウェハ50をチャック114から取り除く。
【0045】
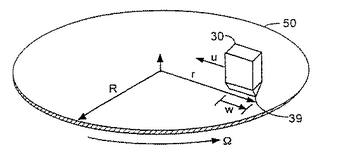
図20は、本発明による押出スピンコーティング運動のパラメータを示す図である。図20では、半径Rのウェハ50が中心周りに角速度Ωで回転している。押出ヘッド30は、押出スロット39をウェハ50の半径方向に整列させられ、ウェハ50の上に存在している。押出ヘッド39は幅がwで、ウェハ50に対してuの速度で半径方向に動いている。ウェハ50の中心と押出ヘッド30のトレーリングエッジとの間の距離はrである。
【0046】
図20の回転軸からの距離rにおける、ウェハ50の面上の任意の点の接線速度は以下の通りである。
v=Ωr
【0047】
押出ヘッド30のトレーリングエッジを回転軸からの距離rの所に位置させる場合、ウェハ50を1回転させる毎に、押出スロット39の長さ分だけ押出ヘッド30を内側に移動させると、螺旋押し出しパターンを作ることができる。この場合、ウェハ50の直径に沿った方向の押出ヘッド30の速度は、以下の通りである。
【0048】
Ωについて解き、代入した結果は
【0049】
半径方向内向きの運動はu=−dr/dtであるから、押出ヘッドの位置に関する微分方程式は以下の通りである。
【0050】
時刻t=0でr=roとする初期条件の下で、本方程式を積分すると、結果は、
【0051】
ウェハの回転速度は時間関数として以下のように表現でき下式を得る。
【0052】
ヘッド速度は時間関数で表すと、
【0053】
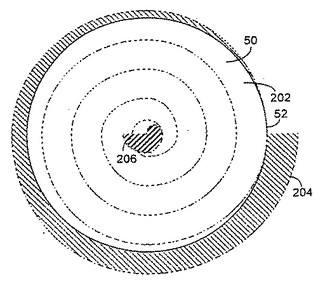
図21は、本発明の一態様による押出スピンコーティング螺旋パターン202を示す。螺旋パターン202は、押出ヘッド30をウェハ50の外縁52から出発させウェハ50の中心方向の内側に移動させた結果である。第一の影付き部分204は、ウェハ50の外縁部分で無駄になるフォトレジストを表しており、二番目の影付き部分206はウェハ50の中心部分に二重の厚みに押し出されたフォトレジストを表している。ウェハ50の外縁52の周りに不必要な重なり又は二重の厚みを作らずに、押し出し螺旋パターン202で外縁全体を覆うには、押出ヘッド30をウェハ50の外縁52を外して本プロセスを始めなければならない。これは、第一の影付き部分204を無駄なフォトレジストにする結果となる。同様に、押出ヘッド30のリーディングエッジがウェハ50の中心に達した後も、ウェハ50全体が覆われるまで、フォトレジストを押し出し続けなければならない。通常、ウェハ50の中心部分全てを覆うためには、押出ヘッド30のリーディングエッジがウェハ50の中心に達した後も、本プロセスを継続する必要がある。ウェハ50の中心の第二の影付き部分206の重なりは、押出ヘッド30が有限幅である以上、避けることができない。しかし、無駄な又は過剰なフォトレジストは比較的少ないから、押出スピンコーティングプロセスは効率の点で、先行技術によるスピンコーティングプロセスを遥かに上回る。
【0054】
図21は、ウェハを回転させ、押出ヘッドを半径方向内側へウェハ中心に向かって移動させつつ、押出ヘッドをウェハの外縁からスタートさせる押出スピンコーティング螺旋パターンを示す。本方法の方法と装置では替わりに、押出ヘッドをウェハの中心からスタートさせ、押出ヘッドを半径方向外側へウェハ外縁に向かって移動させてもよい。
【0055】
当業者は、本発明が上述実施例に限定されるものではないことを容易に理解できよう。異なる構成及び実施例は、本発明の範囲を逸脱することなく実現でき、請求の範囲に含まれることを意味する。
【図面の簡単な説明】
【0056】
【図1】スピンコーティング処理においてフォトレジストをウェハ表面に分配するために使われる静的分配法を示す。
【図2】スピンコーティング処理においてフォトレジストをウェハ表面に分配するために使われる順半径方向動的分配法を示す。
【図3】スピンコーティング処理においてフォトレジストをウェハ表面に分配するために使われる逆半径方向動的分配法を示す。
【図4】本発明による押出ヘッドの側面全体図である。
【図5】本発明による押出ヘッドの前面板の正面図である。
【図6】本発明による押出ヘッドの後面板の正面図である。
【図7】本発明による押出ヘッドのシムの正面図である。
【図8】後面板に対するシムの正面図である。
【図9】本発明による組み立てられた押出ヘッドの断面図である。
【図10】本発明による組み立てられた押出ヘッドの斜視図である。
【図11】押出ヘッドのリップ部の断面図であり、その下を基板が動いているところを示す。
【図12】本発明による押出スピンコーティングアッセンブリーの正面図である。
【図13】本発明による押出スピンコーティングアッセンブリーの平面図である。
【図14】本発明による押出スピンコーティングアッセンブリーの後面図である。
【図15】本発明による押出スピンコーティングアッセンブリーにおける制御システムの実施例のブロック線図である。
【図16】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図17】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図18】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図19】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図20】図20は、本発明による押出スピンコーティング動作のあるパラメータを示す線図である。
【図21】本発明による押出スピンコーティング螺旋パターンを示す。
【符号の説明】
【0057】
10 ウェハ
12、14、16 フォトレジスト
20 分配ノズル
30 押出ヘッド
31 シム
41、42 リップ部
38 ギャップ
【技術分野】
【0001】
本発明は、半導体基板をフォトレジストポリマーでコーティングするための改良された方法と装置に関する。特に、本発明は、より一様なフォトレジスト層を提供し、且つ高価なフォトレジスト溶液の使用においては現在の方法よりも遙かに効率的な半導体基板をコーティングするための方法と装置に関する。
【背景技術】
【0002】
集積回路を製作することには、マスク上の幾何学的形状を半導体ウェハの表面に転写することが含まれる。その後、半導体ウェハの幾何学的形状、或いは幾何学的形状の間の領域に対応する部分がエッチングで除去される。マスクから半導体ウェハへ形状を転写することには、通常リソグラフ処理が含まれる。この中には、プリポリマー溶液の溶液を半導体ウェハに塗布することが含まれるが、このプリポリマーは、例えば紫外線光、電子ビーム、X線に曝されたときに反応する照射感受性ポリマーを形成するように選ばれる。プリポリマー溶液内の溶媒は蒸発により除去され、次に、残ったポリマーフィルムがベークされる。このフィルムは所望の幾何学的パターンを持ったフォトマスクを通して照射、例えば、紫外線光に曝される。次に、ウェハを現像溶液内に浸漬して、感光性材料内の影像が現像される。照射感受性材料の性質によって異なるが、露光された領域又は露光されなかった領域が現像処理によって除去される。その後、ウェハはエッチング環境に入れられ、そこで照射感受性材料により保護されていない領域がエッチングにより取り除かれる。エッチング処理に対する抵抗性の故に、この照射感受性材料はフォトレジストとしても知られており、今後フォトレジストという用語を照射感受性ポリマー及びそのプリポリマーを表すのに用いることとする。
【0003】
フォトレジストフィルムに要求される厚さは、所望の溶液、欠陥保全、段差保証範囲によって異なる。フィルムは厚いほど、接着性が良く、反応性イオン腐食に対する保護性能が高く、欠陥保全性が改良される。しかし、フィルムを厚くするのは露光及び現像に長時間を要するので、良い解決策とはいえない。現在の半導体製造で使われているフォトレジストフィルムの厚さは通常0.5乃至4μmである。
【0004】
フォトレジスト層の厚さの均一性は、集積回路の製作においては重要な規準である。照射がマスクを通してコーティング上に集束される際に、コーティングの厚さにばらつきがあれば、表面に亘って0.25μm以下のライン幅に近づくライン幅寸法を持つ進化した回路のための、半導体ウェハ上に幾何学的パターンを確実に満足できるように再生するのに必要なシャープさを得るために必要とされる、ウェハの全表面に亘る正確な焦点合わせが妨げられることになる。フォトレジストフィルム厚さの均一性は、マスクパターンをフォトレジストに良好に転写し続けるために必要である。この均一性はウェハの表面を横切って一定の露光レベルを維持するために重要である。非均一性は、光学ステッパがフォトレジストフィルムの下のアライメントマークを感知しようとする際に、位置オーバレイエラーを引き起こす。非均一性は又、酸化物上に蒸着されたフォトレジストの反射特性を変化させる。
【0005】
マイクロエレクトロニックデバイスの微細な臨界寸法を実現するには、通常、フォトレジストコーティングの厚さが、10Å(3σ)以内の均一なものである必要がある。この臨界寸法が更に下がるにつれ、平坦で良好な一様性が要求されることになる。
【0006】
フォトレジストのプリポリマー溶液のコストは高いので、コーティング処理の効率を改善して基板にコートするのに必要なポリマー溶液の量を最小化する方法を考案することが望まれる。
【0007】
ウェハをコーティングするのに使用され又は提案されている方法には、浸漬コーティング、メニスカスコーティング、スプレイコーティング、パッチコーティング、バブルコーティング、化学蒸着、スピンコーティングがある。これらの方法の内、2、3の方法だけが半導体製造に要求される厚さと均一性とを備えたフォトレジストフィルムを作ることができる。これらの方法の内スピンコーティングだけが、チップ製造の要求に合った生産速度を有する。しかし、スピンコーティングの1つの大きな欠点は、ウェハ表面に塗布されるフォトレジストの90%かそれ以上を浪費しかねないということである。
【0008】
約100万ガロンのフォトレジストが数億ドルの費用を掛け毎年消費される。半導体デバイスの臨界寸法が小さくなるにつれ、新しく濃いUVフォトレジストが使用されるようになるであろう。これら新しいフォトレジストは、現在使用されているiラインフォトレジストより5倍以上高くなる恐れがある。従って、均一で欠陥のないコーティングをスピンコーティングに匹敵する速度で生産する一方で、フォトレジストをそれほど浪費しない新しいコーティングの方法が必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、ウェハの全表面に亘ってより良いコーティングの均一性を実現する、改良されたウェハコーティングのプロセス及び装置を提供することである。
【0010】
本発明のもう1つの目的は、フォトレジストを浪費せずより効率的に使用してコーティングの均一性を実現する、改良されたウェハコーティングのプロセス及び装置を提供することである。
【課題を解決するための手段】
【0011】
第1の態様において本発明は、フォトレジストのコーティングを上面と、中心と、外縁とを有する円形の半導体ウェハに塗布する方法において、フォトレジストのリボンを押し出す段階から成り、前記リボンは外側及び内側により境界の定められた幅を有し、前記リボンはウェハの全上面を覆う螺旋状に押し出されることを特徴とする方法を提供する。
【0012】
第2の態様において本発明は、フォトレジストのコーティングを上面と、中心と、直径と、外縁とを有する円形の半導体ウェハに塗布する方法において、ウェハの上面が水平に整列し且つ上を向くようにウェハをチャック上に取り付ける段階と、押出ヘッドをウェハの外縁に隣接しウェハ上面の上に配置する段階であって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成されており、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第1端はウェハの外縁に隣接して配置され、前記押出スロットの前記第2端はウェハの外縁の外側に配置される、そのような段階と、ウェハをその中心の周りに回転する段階と、フォトレジストのリボンを前記押出スロットから押し出す段階であって、前記リボンは外側及び内側により境界を定められた幅を有し、前記リボンの幅は実質的に前記スロットの長さに等しい、そのような段階と、フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドをウェハの外縁から半径方向内側へウェハの中心に向けフォトレジストがウェハの全上面を覆うまで動かす段階とから成る方法を提供する。
【0013】
第3の態様において本発明は、フォトレジストのコーティングを上面と、中心と、直径と、外縁とを有する円形の半導体ウェハに塗布する方法において、ウェハをチャック上に取り付ける段階と、押出ヘッドをウェハの中心でウェハ上面の上に配置する段階であって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成されており、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第2端はウェハの中心に配置され、前記押出スロットの前記第1端はウェハの中心とウェハの外縁との間に配置される、そのような段階と、ウェハをその中心の周りに回転する段階と、フォトレジストのリボンを前記押出スロットから押し出す段階であって、前記リボンは実質的に前記スロットの長さに等しい幅を有する、そのような段階と、フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドを半径方向外側へウェハの外縁に向け前記押出スロットの前記第2端がウェハの外縁に達するまで動かす段階とから成る方法を提供する。
【0014】
第4の態様において本発明は、フォトレジストのコーティングを上面と、中心と、直径と、外縁とを有する円形の半導体ウェハに塗布する装置において、ウェハの上面が水平に整列し且つ上を向くようにウェハを取り付けるための手段と、ウェハの外縁に隣接しウェハ上面の上に配置される押出ヘッドであって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成され、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第1端はウェハの外縁に隣接して配置され、前記押出スロットの前記第2端はウェハの外縁の外側に配置される、そのような押出ヘッドと、ウェハをその中心の周りに回転するための手段と、実質的に前記スロットの長さに等しい幅を有するフォトレジストのリボンを前記押出スロットから押し出すための手段と、フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドを半径方向内側へウェハの中心に向けフォトレジストがウェハの全上面を覆うまで動かすための手段とから成る装置を提供する。
【発明を実施するための最良の形態】
【0015】
図1、2、3は、スピンコーティング処理においてフォトレジストをウェハ表面に分配するのに現在使用されている3つの基本的な方法を示す。図1に示す方法は「静的分配」と呼ばれる。静的分配では、フォトレジストは静止しているウェハ10の中心に直接分配され、フォトレジスト12の円形のプールができる。代わりに、ウェハ10の全表面がフォトレジストで溢れるようにしてもよい。多くの場合、静的分配の後ウェハ10をゆっくりと回転し、フォトレジスト12がウェハ10の表面に亘って拡がり始めるようにする。
【0016】
図2及び3に示す方法は「動的分配」と呼ばれるが、これはフォトレジスト14、16が分配される間、ウェハ10がゆっくりと回転するからである。図2に示す順半径方向分配の間、分配ノズル20は最初ウェハ10の中心に位置し、フォトレジスト14が分配されるに従って半径方向外向きに動く。図3に示す逆半径方向分配では、分配ノズルはウェハの外縁から始め半径方向内向きに動く。図2及び3では共に、分配ノズル20は、ゆっくりと回転するウェハ10上にフォトレジストを配置した後の行程の最後の位置に描かれている。順半径方向及び逆半径方向分配何れにおいても、フォトレジストの螺旋パターン14、16が形成される。螺旋14、16の幾何学的形状、即ち螺旋の回転の数及び螺旋に沿った単位長当たりのフォトレジストの体積はウェハ10の回転角、ウェハ10に対するノズル20の半径方向速度、分配の間のフォトレジストの体積流量によって決まる。動的分配では使用されるフォトレジストの量は少ないが、静的分配ではより均一なフィルムが形成される。
【0017】
フォトレジストがウェハ上に配置された後、遠心力を生じるように回転加速され、それによりフォトレジストがウェハの端部に向かって広げられる。ウェハは最終的高速回転まで加速される前に、数秒間中間速度で回転される。フォトレジストの塊がウェハの端部まで達するときには、フォトレジストの大部分は多数の小滴となって投げ飛ばされたようになっている。加速度は最終的フィルム厚さには影響を及ぼさないが、加速度が高いほど均一なフィルムを作れる傾向にあることが分かっている。
【0018】
ウェハは、一旦最終的高速まで回転が上げられると、フォトレジストが所望の厚さになるまで回し続けられる。フォトレジストは外向きに流れ続け同心波状にウェハから流出する。同時にフォトレジスト内の溶媒は、ウェハ表面上の高速対流により速やかに蒸発する。フォトレジスト内の溶媒成分が減少するにつれて次第にフォトレジストの粘性が増し、フォトレジストの外向きの流れが弱まりついには停止する。その後フォトレジストが薄くなるのは、殆ど全てが溶媒の蒸発によるものである。溶媒の大部分が蒸発する通常約30分後、回転が止められ、ウェハは高温でソフトベーキングに掛けられ、残りの溶媒をフォトレジストから蒸発させる。
【0019】
図1、2、3に示す何れの分配方法においても、フォトレジストはウェハ上に厚みのある液たまり或いはリボン状に分配されるので、何らかの手段、例えば低速回転で、フォトレジストがウェハ全面を覆い、薄い層になるまで広げなければならない。本発明の方法では、フォトレジストは薄い均一な層としてウェハの全表面に亘って塗布される。これにより低速回転の段階が省略でき、所望の最終厚さと均一性とを達成するのに必要な、フォトレジストをウェハ上へ配置する量が少なくなる。
【0020】
本発明の方法は、薄いフォトレジストのリボンをウェハの全表面に亘って分配するために、押出スロットコーティングを採用する。押出スロットコーティングは、プリメータードコーティング法のクラスのメンバーである。押出スロットコーティングを使えば、コーティング厚さはフォトレジストの分配速度で制御することができ、効率は100%近くにできて、厚さの均一性も非常によくなる。
【0021】
押出スロットコーティングでは、フォトレジストは狭いスロットを通してウェハ上に押し出される。図4−11は、本発明で用いる押出ヘッド30の実施例を示す。押出ヘッド30は押出し型と呼ぶこともできる。図4は、ステンレス鋼の前面板32とステンレス鋼の後面板33との間にステンレス鋼のU形状のシム31が挟まれた構造になっている押出ヘッド30の側面アッセンブリ図である。図5、6、7はそれぞれ、前面板32、後面板33、シム31の正面図である。図8は後面板33に対するシム31の正面図である。図4において、前面板32と後面板33は接地されており、両者の内側端部はシム31に面し、シム31との良好なシール性を確保し、押出しのための平滑な表面を形成するために研磨されている。フォトレジストは、後面板33の頂面のポート34を経由して押出ヘッド30に入る。ポート34はフォトレジストを、チューブ35を通してフローチャネル36(図4、6)に向かわせる。フローチャネル36の幅はシム31のU形状開口37(図7、8)と同じ幅である。
【0022】
図9は図4に示す押出ヘッド30の断面図である。シム31のU形状で作られる空間は、前面板32と後面板33の間に狭いギャップ38を残し、そこを通してフォトレジストを流すことができる。押出ヘッド30の基部では、ギャップ38が2つの狭い「リップ部」41、42の間を下向きに続いていて、前面板32と後面板33の内面に伸びている。
【0023】
図10は図4に示す押出ヘッド30の斜視図である。ギャップ38はシム31のU形状37(図7、8)の開口部を横切って伸び、押出ヘッド30に押出スロット39を形成する。
【0024】
図11は押出ヘッド30のリップ部41、42の断面図であり、基板50が押出しリップ部41、42の下を動いているところを示す。フォトレジストはリップ部41、42の基部で、スロット39から基板50の上面51上に押し出される。前面板32と後面板33との間のギャップ38の幅はdで示されており、シム31の厚さに等しい(図4、9)。リップ部41、42と基板50との間のコーティングギャップはスロット39から出てくるコーティング液のビード46で満たされる。基板50が、コーティングギャップを一定に保ちながら、スロット39に対し直角方向に動かされると、液はビード46から引き出され薄いフィルムとなって基板50上に残る。押し出されるフィルムの幅w(図19、20)は押出スロット39の長さ、即ちシム31のU形状開口37(図7、8)にほぼ等しい。押し出されるフィルムの平均厚さhは
と表され、ここにvはコーティング速度、Qは液分配速度である。コーティングビード46のリーディングエッジ及びトレーリングエッジにおけるメニスカス44、45は押出ヘッドリップ部41、42のコーナーに固定的に形成される。押出ヘッドリップ部41、42のコーナーは、メニスカス44、45が固定的に形成され続けるようにするため、約50μm以下の曲率半径を有していなければならない。コーティングビード46内の毛管、粘性、入口圧力は、コーティングビード46内の安定性を維持するため、外部圧力と平衡していなければならない。薄いフィルムをコーティングする場合、又は高速でコーティングする場合には、コーティングビード46を安定させるため、コーティングビード46のリーディングエッジに僅かに負圧を掛けてもよい。押出ヘッドリップ部41、42は普通等長で(G1=G2)、押出ヘッド30は基板50に対し直角である。しかし、非常に薄いコーティングに関しては、場合によっては、リップの片方を他方より伸ばす(G1≠G2)か、又は押出ヘッド30を直角から基板50の方向に僅かに倒し、それによってコーティングスロット39を基板50に対して傾かせるようにするのがよいこともある。
【0025】
押出スピンコーティングアッセンブリー100を図12、13、14を参照しながら説明するが、図はそれぞれ、本発明による押出スピンコーティングアッセンブリー100の正面図、平面図、後面図である。図12、13、14に示す押出スピンコーティングアッセンブリー100の構成要素にはコーティングモジュール110と位置決めシステム130が含まれる。図12、13、14には示しておらず、図15を参照しながら制御システム210を説明するが、この中には位置決めコントローラー220とスピナーコントローラー280とが含まれる。
【0026】
コーティングモジュール110にはスピナーアッセンブリー111が含まれており、その中には更に垂直軸112に接続されたスピナーサーボモーター(図示せず、図15の参照番号113)が含まれている。垂直軸112はテフロン(登録商標)製の真空チャック114を支持している。スピナーアッセンブリー111はチャックエレベータサーボモーター(図示せず、図15の参照番号115)を使って垂直方向に動かすことができる。チャックエレベータサーボモーターにはエレベータモーターブレーキ(図示せず、図15の参照番号135)が装着されている。スピナーアッセンブリー111がその最も低い位置にあるときには、チャック114はキャッチカップ116(断面を図示している)に囲まれている。キャッチカップ116は円形のカップで、開口上面117を有している。カップの壁118の上部分120は内向きに傾斜していて、使用済みのフォトレジストをキャッチカップ116内に保持し易いようになっている。キャッチカップ116には3つの目的がある。キャッチカップ116は使用済みのフォトレジストを捕捉し、廃液ドレイン122から排出する。キャッチカップには排気口118が設けられており、これを通して蒸発した溶媒を取り除く。キャッチカップ116は回転するウェハ上の気流を方向付けして乱流の発生を防ぐ。排気口118と廃液ドレイン122は共にキャッチカップ116の底124に出る。使用済みのフォトレジスト及び排出された蒸気を取り除くための手段は、当業者にはよく知られているので図示しない。
【0027】
スピナーアッセンブリー111はセンタリング装置を有しており、これにはウェハをチャック114上にセンタリングさせるための8個のテフロン(登録商標)ピン138と、処理前後に固定されていないウェハを支持するための3つの垂直ピン(図示せず)とが含まれる。センタリングピン138はセンタリングソレノイド(図示せず、図15の参照番号119)により制御される。コーティングモジュール110上のセンサーはチャック114の垂直方向定位置(図示せず、図15の参照番号121)と、真空状態(オン/オフ)(図示せず、図15の参照番号123)と、センタリングピン位置(図示せず、図15の参照番号125)を表示する。コーティングモジュール110のこれらの特徴は、当業者にはよく知られているので図示しない。
【0028】
本発明での使用に適したコーティングモジュール110は、シリコンバレイグループ社から商業ベースで入手可能な90SEコーターモジュールである。90SEコーターモジュールは、これもシリコンバレイグループ社から商業ベースで入手可能な90SEウェハ処理シリーズの中の1構成要素である。
【0029】
位置決めシステム130は、コーティングモジュール110上に組み付けられているアルミニウム製のベースプレート132により支持されている。ベースプレート132には、コーティングモジュール110の上方に位置する中央切り欠き134が設けられている。ベースプレート上に組み付けられている第1及び第2垂直支持板134、136は横断支持材137を支持しており、その上には2軸位置決めシステム150が搭載されている。位置決めシステム150はx軸位置決めテーブル152とz軸位置決めテーブル162とを含んでいる。x軸位置決めテーブル152はx軸テーブルモーター154とx軸テーブルベース156とを含んでいる。同様に、z軸位置決めテーブル162はz軸テーブルモーター164とz軸テーブルベース166とを含んでいる。z軸位置決めテーブル162はz軸ブレーキ(図示せず、図15の参照番号133)も含んでいる。z軸位置決めテーブル162はx軸位置決めテーブル152の台車158上に搭載されている。x軸位置決めテーブル152は、水平面内を、チャック114に載せられているウェハ50の表面51に平行に動き、z軸位置決めテーブル162は、チャック114に載せられているウェハ50の表面51の面に直角な垂直方向に動く。本発明のx軸及びz軸位置決めテーブル152、162に使用するのに適した位置決めシステムは、5ピッチのボールスクリューにより駆動されるパーカーデーダルモーションテーブルである。
【0030】
押出ヘッド30はアルミニウム製の押出ヘッドサポート172の底部に取り付けられており、押出ヘッドサポート172はz軸位置決めテーブル162上に組み付けられている。z軸位置決めテーブル162は、押出ヘッド30を、ベースプレート132の上方の位置から、ベースプレート132の中央切り欠き134を通して下向きに、チャック114の上のウェハ50の近くまで動かすのに十分な運動範囲を有している。
【0031】
光学センサー174は押出ヘッドサポート172上に取り付けられている。光学センサー174は押出ヘッド30と、チャック114上に組み付けられているウェハ50との間のギャップを計測するために使用される。本発明の実施例に使用するのに適したセンサーは、フィルテックRC140L反射率補正光学変位センサーである。光学センサー174はウェハ50の表面に光を当て、反射光を計測し、計測した光の強さに比例する電圧を生成する。フィルテックセンサーのスポットサイズは6mmで、直流から100Hzまでの帯域幅を有している。フィルテックセンサーの電圧−距離曲線は通常非線形であるが、センサーとウェハとの間の距離が、例えば5.51乃至6.17mm(0.217乃至0.243インチ)の間にある場合は、線形領域を有する。光学センサー174は押出ヘッドサポート172上に配置されるので、計測は全て光学センサー174の線形範囲内に入る。
【0032】
フォトレジストの流れを制御するための手段には、フォトレジストポンプ(図示せず)とフォトレジスト遮蔽弁129とが含まれる。このような構成は当業者にはよく知られているので、図12、13、14にはこれを完全には示さない。しかし、押出スピンコーティングアッセンブリー100の制御システム210に関する以下の説明においては、フォトレジストポンプ(図示せず、図15の参照番号127)とフォトレジスト遮蔽弁129に言及する。
【0033】
図15は、本発明による押出スピンコーティングアッセンブリー100を制御するのに適した制御システム210の実施例を表すブロック線図である。制御システム210は、コンピューター212と、位置決めコントローラー220と、スピナーコントローラー280とを含んでいる。コンピューター212は、位置決めコントローラー220と、スピナーコントローラー280と、フォトレジスト分配ポンプ127とに、セリアルインタフェース213、214、215を通してプログラムをダウンロードする。位置決めコントローラー220は、フォトレジスト分配ポンプ127にフォトレジストの流れを開始及び停止し、フォトレジスト遮蔽弁129を制御するためのコマンドを送る。位置決めコントローラー220は又、x軸モーター154を通してx軸位置決めテーブル152の位置を制御し、z軸モーター164を通してz軸位置決めテーブル162の位置を制御し、チャックエレベータサーボモータ115を制御する。位置決めコントローラー220は、光学センサー174の出力を受け取り、押出ヘッド30とウェハ50との間の距離を計算し、結果を使ってz軸モーター164を通してz軸位置決めテーブル162を制御する。
【0034】
制御システム210に使用するのに適しているコンピューターはIBM互換PCである。位置決めコントローラー220として使うのに適しているのはパーカーコンピュモーターAT6450サーボコントロラーであり、オプションでANIアナログ入力PCカードとAUXボードとを含んでいる。スピナーコントローラー280として使うのに適しているのはパシフィックサイエンティフィックSC755である。コンピューター212と、位置決めコントローラー220と、スピナーコントローラー280とは図15のブロック線図では別々に示されているが、パーカーコンピュモーターAT6450とパシフィックサイエンティフィックSC755の両コントローラーを含む実施例では、コンピュモーターAT6450はPCのマザーボードにプラグ接続されている。本発明は又、位置決めコントローラー220とスピナーコントローラー280の両方の機能が単一の連結されたコントローラーによって提供される実施例も配慮している。
【0035】
位置決めコントローラー220は、位置決めコントローラープロセッサーと複数の入出力装置を有する。入出力装置には、14ビットアナログデジタル(A/D)コンバータ、独立型デジタル入出力装置、サーボモーター出力装置が含まれる(プロセッサーと入出力装置は当業者に既知なので、個別には図示せず)。光センサーの出力端子174は、A/Dコンバータの入力端子224に接続される。位置決めコントローラー220の独立デジタル入力端子は光学的に孤立したインタフェースであり、このような端子には、チャック位置ホームセンサー121に接続されるチャック位置ホーム指示器入力端子242、バキュームチャック114上のバキュームオンオフセンサー123に接続されるバキュームオンオフ状態指示器入力端子244、センタリングピン位置センサー125に接続されるセンタリングピンインアウト位置指示器入力端子246、オペレータ手動位置スイッチ126に接続される一つ以上の手動位置コマンド入力端子248が含まれる。
【0036】
位置決めコントローラー220の出力端子には、X軸サーボモーター154に接続されるX軸サーボモーター出力端子226、Z軸サーボモーター164に接続されるZ軸サーボモーター出力端子228、エレベータサーボモーター115に接続されるエレベータサーボモーター出力端子230が含まれる。
【0037】
位置決めコントローラー220の独立デジタル出力端子には、フォトレジストバルブ129に接続されるフォトレジストバルブ出力端子254、センタリングピン138を制御するセンタリングソレノイド119に接続されるセンタリングソレノイド出力端子256、バキュームソレノイド131に接続されるバキュームソレノイド出力端子258、Z軸方向位置決めテーブル162のZ軸方向ブレーキ133に接続されるZ軸モーターブレーキ出力端子260、エレベータモーターブレーキ135に接続されるエレベータモーターブレーキ出力端子262、フォトレジスト分配ポンプ127に接続されるトリガ出力端子264、スピナーコントローラー280に接続されるロジカル出力端子266が含まれる。
【0038】
スピナーコントローラー280は、位置決めコントローラー220から受信された信号に応じて、コーティング及びスピンのサイクルを実行する。スピナーコントローラー280は、スピナーコントローラープロセッサー、サーボモーター出力装置、エンコーダを有する(プロセッサーとエンコーダは当業者には既知なので、個別には図示せず)。スピナーコントローラー280の出力端子には、スピナーモーター113に接続されるスピナーモーター出力端子286が含まれている。スピナーコントローラー280の出力には、位置決めコントローラーに接続される模擬エンコーダ信号288も含まれる。模擬エンコーダ信号288により、スピナーモーター113の速度の電子的ギアリングが可能になり、この電子的ギアリングで、位置決めコントローラー220が決める押出ヘッド30のX軸方向の位置を制御する。
【0039】
信頼性のあるコーティングを得るためには、チャック114に組み付けたウェハ50に対し、押出ヘッド30と位置決めテーブル152、162を整列させる必要がある。この整列を図12、13、14で述べる。まず最初の整列では、チャック114に組み付けたウェハ50の中心の真上を押出スロット39が通過するように押出スロット39の経路を調整する。この整列は、ウェハ50の中心部分をカバーするために必要である。ベースプレート132上で垂直支持板134、136を前後にスライドさせ、押出ヘッド30をウェハ50の中心の真上に位置させる。垂直支持板134、136の動きは、ベースプレート132で拘束される。垂直支持板134、136を所定の場所に固定する前に、各垂直支持板134、136の後部にある調整ボルトで、垂直支持板134、136の位置を微調整できるようになっている。
【0040】
二番目の整列では、ウェハ51に対するX軸の角度を調整する。この調整をすると、テーブル152のX軸方向位置が変っても、ウェハ50と押出ヘッド30の間のギャップは一定に維持される。ウェハ面51に対するX軸の角度は、横断支持材137の端部にある第一ピボット179周りにクロスサポート138を回転させるば変えられる。微調整/荒調整ボルト184、186が設けられ、微調整ボルト184を1回転させると、X軸とウェハ表面の角度調整が1.64x10-5ラジアンだけ調整される。ウェハ面51に対するX軸の角度は、光学センサー174でウェハ面51を走査することで決定可能である。走査中にZ軸を固定し、光学センサー174の測定出力値とX位置を記録する。本データのペアを線形回帰分析をすると、ウェハ面51とX軸と間の角度が得られる。
【0041】
三番目の整列では、押出ヘッド30の底部の端、即ち押出スロット39をX軸及びウェハ面51に対して平行になるまで調節する。この調節は、押出ヘッド30の幅全域に亘り一定の隙を維持するのに重要である。押出ヘッド30の底端部とX軸の間の角度は、ウェハ押し出し機の平行度調整ボルト176を使うことで調整できる。ウェハ押し出し機の平行度調整ボルト176は、Z軸位置テーブル162のベースにあるウェハ押し出し機の平行度調整ピボット178周りに、押出ヘッドサポート172を旋回させることになる。X軸と押出ヘッド30の間の角度は、線形可変差動変換(LVDT)センサーを使うことで測定できる。LVDTセンサーは、計測端を垂直上方に向けた状態で、ウェハ表面51に固定される。次に、押出ヘッド30のリップ41、42によりLVDTセンサーが基準位置へ移動するまで、押出ヘッド30を下降させる。X軸及びZ軸位置テ−ブル152、162の位置を記録した後、押出ヘッドのリップ41、42に沿った他の幾つかの位置で本手順を反復する。これらのデータの線形回帰分析し、X軸に対する押出ヘッド30の傾きを決定する。
【0042】
光学センサー174は2段階のプロセスにより更正できる。まず、押出ヘッド30とウェハ面51の間の数カ所で狭い隙間に精密なシムを入れて、光学センサー174の出力電圧を測定し、電圧オフセット(即ち、零隙バイアス)を決定する。間隙距離とセンサー電圧のデータを線形回帰分析し、電圧オフセット(即ち、隙が零の時のセンサー電圧)を計算する。次に、押出スロット39を選定した増分(例えばエンコーダ10カウントが12.7μm)だけ、光学センサー174の線形の範囲内で持ち上げてやり、センサーの電圧と押出スロット39の高さの関係を決定する。データのペアを線形回帰分析すると、センサー出力と押出スロット39のZ軸方向位置の関係を表す線の勾配が得られる。押出ヘッド30とウェハ面51の間の角度から誤差を生じさせないようにするために、光学センサー174の更正に先立ち、押出ヘッド30をX軸及びウェハ表面に対して整列させる必要がある。
【0043】
押出スピンコーティングを、図16−19に示す。上記の整列及び更正の手順は、使用装置の経験を基にして必要と決められた一連の作動に先だち又は定期的に行われる。図16では、バキュームチャック114がベースプレート132中のくり抜き部分134を通じて持ち上げられ、ウェハ50がチャック114上に置かれた状態を示す。センタリングピン138を使い、ウェハ50をチャック114の中心に合わせる(図13)。チャックバキューム(図示せず)をオンにして、ウェハ50を固定する。チャック114を下げると、ウェハ50がコーティング位置の中に入り込み、押出ヘッド30がウェハ50の端部の位置に下がり、図17のように、ウェハ50と押出ヘッドリップ41、42の間が所望ギャップとなる。次にチャック114を、所望コーティング速度である初期の回転速度で回転させる。フォトレジスト遮蔽バルブ129を開き、フォトレジストポンプ127を始動し、フォトレジストの分配を開始する。押出ヘッド30をウェハ50の半径方向に動かす。押出ヘッド30が、ウェハ50の中心方向に動くに連れ、チャック114の回転速度が増すので、ウェハ50に対する押出ヘッド30のコーティング速度を一定に保つために、回転速度の増加に比例した割合で押し出し速度を速める。押出ヘッド30のリーディングエッジが図18のようにウェハ50の中心に到達したら、ウェハ30の回転速度を一定に保ち、押出ヘッド30のトレーリングエッジがウェハ50の中心に達するのを待つ。ウェハ50全体がフォトレジストで覆われたら、フォトレジストポンプ127のスイッチを入れ、フォトレジストの分配を止め、フォトレジスト遮蔽バルブ129を閉じる。通常は、ウェハ50全体をフォトレジストで覆うため、押出ヘッド30のトレーリングエッジがウェハ50の中心に達するまで、押出ヘッド30の移動とフォトレジストの押出を継続する必要がある。フォトレジストポンプ127とフォトレジスト遮蔽バルブ129のスイッチを入れて、フォトレジストの分配が止まった時でも、既に残量として押出ヘッド30内に(押出ヘッド30への配管も含む)存在するフォトレジストは、流れ続けて、ウェハ50上に堆積することができる。この場合、ウェハ50全体が覆われる少し以前に、フォトレジストポンプ127とフォトレジスト遮蔽バルブ129のスイッチを入れ、この残りのフォトレジストでウェハ50全体を覆うようにさせてもよい。
【0044】
次にチャック114がウェハ50をキャッチカップ116の中に下がったら、押出ヘッド30を、図19に示すように、コーティングエリアから引き上げる。次にウェハ50を高速で回転させ、過剰のフォトレジストを除去し所望の一様なコーティングを得る。チャック114の回転を止め、ベースプレートの中央くり抜き部分を通じて引き上げる。バキュームを解除しウェハ50をチャック114から取り除く。
【0045】
図20は、本発明による押出スピンコーティング運動のパラメータを示す図である。図20では、半径Rのウェハ50が中心周りに角速度Ωで回転している。押出ヘッド30は、押出スロット39をウェハ50の半径方向に整列させられ、ウェハ50の上に存在している。押出ヘッド39は幅がwで、ウェハ50に対してuの速度で半径方向に動いている。ウェハ50の中心と押出ヘッド30のトレーリングエッジとの間の距離はrである。
【0046】
図20の回転軸からの距離rにおける、ウェハ50の面上の任意の点の接線速度は以下の通りである。
v=Ωr
【0047】
押出ヘッド30のトレーリングエッジを回転軸からの距離rの所に位置させる場合、ウェハ50を1回転させる毎に、押出スロット39の長さ分だけ押出ヘッド30を内側に移動させると、螺旋押し出しパターンを作ることができる。この場合、ウェハ50の直径に沿った方向の押出ヘッド30の速度は、以下の通りである。
【0048】
Ωについて解き、代入した結果は
【0049】
半径方向内向きの運動はu=−dr/dtであるから、押出ヘッドの位置に関する微分方程式は以下の通りである。
【0050】
時刻t=0でr=roとする初期条件の下で、本方程式を積分すると、結果は、
【0051】
ウェハの回転速度は時間関数として以下のように表現でき下式を得る。
【0052】
ヘッド速度は時間関数で表すと、
【0053】
図21は、本発明の一態様による押出スピンコーティング螺旋パターン202を示す。螺旋パターン202は、押出ヘッド30をウェハ50の外縁52から出発させウェハ50の中心方向の内側に移動させた結果である。第一の影付き部分204は、ウェハ50の外縁部分で無駄になるフォトレジストを表しており、二番目の影付き部分206はウェハ50の中心部分に二重の厚みに押し出されたフォトレジストを表している。ウェハ50の外縁52の周りに不必要な重なり又は二重の厚みを作らずに、押し出し螺旋パターン202で外縁全体を覆うには、押出ヘッド30をウェハ50の外縁52を外して本プロセスを始めなければならない。これは、第一の影付き部分204を無駄なフォトレジストにする結果となる。同様に、押出ヘッド30のリーディングエッジがウェハ50の中心に達した後も、ウェハ50全体が覆われるまで、フォトレジストを押し出し続けなければならない。通常、ウェハ50の中心部分全てを覆うためには、押出ヘッド30のリーディングエッジがウェハ50の中心に達した後も、本プロセスを継続する必要がある。ウェハ50の中心の第二の影付き部分206の重なりは、押出ヘッド30が有限幅である以上、避けることができない。しかし、無駄な又は過剰なフォトレジストは比較的少ないから、押出スピンコーティングプロセスは効率の点で、先行技術によるスピンコーティングプロセスを遥かに上回る。
【0054】
図21は、ウェハを回転させ、押出ヘッドを半径方向内側へウェハ中心に向かって移動させつつ、押出ヘッドをウェハの外縁からスタートさせる押出スピンコーティング螺旋パターンを示す。本方法の方法と装置では替わりに、押出ヘッドをウェハの中心からスタートさせ、押出ヘッドを半径方向外側へウェハ外縁に向かって移動させてもよい。
【0055】
当業者は、本発明が上述実施例に限定されるものではないことを容易に理解できよう。異なる構成及び実施例は、本発明の範囲を逸脱することなく実現でき、請求の範囲に含まれることを意味する。
【図面の簡単な説明】
【0056】
【図1】スピンコーティング処理においてフォトレジストをウェハ表面に分配するために使われる静的分配法を示す。
【図2】スピンコーティング処理においてフォトレジストをウェハ表面に分配するために使われる順半径方向動的分配法を示す。
【図3】スピンコーティング処理においてフォトレジストをウェハ表面に分配するために使われる逆半径方向動的分配法を示す。
【図4】本発明による押出ヘッドの側面全体図である。
【図5】本発明による押出ヘッドの前面板の正面図である。
【図6】本発明による押出ヘッドの後面板の正面図である。
【図7】本発明による押出ヘッドのシムの正面図である。
【図8】後面板に対するシムの正面図である。
【図9】本発明による組み立てられた押出ヘッドの断面図である。
【図10】本発明による組み立てられた押出ヘッドの斜視図である。
【図11】押出ヘッドのリップ部の断面図であり、その下を基板が動いているところを示す。
【図12】本発明による押出スピンコーティングアッセンブリーの正面図である。
【図13】本発明による押出スピンコーティングアッセンブリーの平面図である。
【図14】本発明による押出スピンコーティングアッセンブリーの後面図である。
【図15】本発明による押出スピンコーティングアッセンブリーにおける制御システムの実施例のブロック線図である。
【図16】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図17】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図18】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図19】本発明による押出スピンコーティング処理の幾つかの段階の間の押出スピンコーティングアッセンブリーの構成を示す。
【図20】図20は、本発明による押出スピンコーティング動作のあるパラメータを示す線図である。
【図21】本発明による押出スピンコーティング螺旋パターンを示す。
【符号の説明】
【0057】
10 ウェハ
12、14、16 フォトレジスト
20 分配ノズル
30 押出ヘッド
31 シム
41、42 リップ部
38 ギャップ
【特許請求の範囲】
【請求項1】
上面と、中心と、直径と、外縁を有する円形状の半導体ウェハにフォトレジストのコーティングを塗布する装置において、
ウェハの上面が水平に整列し且つ上を向くようにウェハを取り付けるための手段と、
ウェハの外縁に隣接しウェハ上面の上に配置された押出ヘッドであって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成され、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第1端はウェハの外縁に隣接して配置され、前記押出スロットの前記第2端はウェハの外縁の外側に配置される、そのような押出ヘッドと、
ウェハをその中心の周りに回転するための手段と、
実質的に前記スロットの長さに等しい幅を有するフォトレジストのリボンを前記押出スロットから押し出すための手段と、
フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドを半径方向内側へウェハの中心に向けフォトレジストがウェハの全上面を覆うまで動かすための手段とから成る装置。
【請求項2】
ウェハをある回転速度で回転させ且つ押出ヘッドをある半径方向速度で移動させる手段であって、回転しているウェハに対し半径方向に移動する押出ヘッドが、一定の接線速度で移動する、そのような手段を含むことを特徴とする、上記請求項1に記載の装置。
【請求項3】
前記ウェハの上面の上方に所定の距離をおいて前記押出スロットを維持する手段を含むことを特徴とする、上記請求項1に記載の装置。
【請求項4】
前記ウェハの上面の上方に所定の距離をおいて前記押出スロットを維持する手段は、
前記押出スロットと前記ウェハの上面の間の距離を決定する手段と、
前記所定の距離を維持するため、前記押出スロットの位置を調整する手段と
から成ることを特徴とする、上記請求項3に記載の装置。
【請求項5】
前記押出スロットと前記ウェハの上面の間の距離を決定する手段は、光学センサーから成ることを特徴とする、上記請求項4に記載の装置。
【請求項6】
ウェハの中心から始まりウェハの外縁で終わるような螺旋パターンでフォトレジストリボンを押し出す手段を含むことを特徴とする、上記請求項1に記載の装置。
【請求項7】
前記押出スロットの幅が、前記半導体ウェハの直径の約1/10から約1/3であることを特徴とする、上記請求項1に記載の装置。
【請求項8】
基板上にコーティング材料のフィルムを塗布する装置において、
ウェハを水平に整列させて配置するウェハ取り付けモジュールと、
前記ウェハを中心周りに回転させる回転機構と、
コーティング材料を略一定の幅で分配する押出ヘッドと、押出ヘッドをウェハに対して半径方向に移動させる位置決め機構と、を有する分配モジュールと、
ウェハの回転速度を制御するスピナーコントローラーと、押出ヘッドの半径方向位置と運動を制御する位置決めコントローラーと、を有する制御モジュールと、
前記制御モジュールは、押出ヘッドがウェハを横切る際に略一定の接線速度を維持するようにウェハの回転速度と押出ヘッドの半径方向速度を制御することを特徴とする装置。
【請求項9】
前記制御モジュールとともに使用するコンピューターと、
押出ヘッドがウェハを横切る際に略一定の接線速度を維持するようにウェハの回転速度と押出ヘッドの半径方向速度を制御する手段を有する機械読み取り可能なプログラムとを更に含むことを特徴とする、上記請求項8に記載の装置。
【請求項10】
前記機械読み取り可能なプログラムは、更に、ウェハの回転毎に付着すべき略コーティングの幅だけ移動するように、ウェハの回転速度と押出ヘッドの半径方向速度を制御する手段を含むことを特徴とする、上記請求項9に記載の装置。
【請求項11】
前記分配モジュールは、更に、押出ヘッドを通過するコーティング材料の流れを制御する機構を含むことを特徴とする、上記請求項10に記載の装置。
【請求項12】
前記制御モジュールは、更に、ウェハ上において略一定のコーティング速度を与えるように回転するウェハへ向けて押出ヘッドを通過するコーティング材料の流れを制御する流れコントローラーを含むことを特徴とする、上記請求項11に記載の装置。
【請求項13】
前記機械読み取り可能なプログラムは、更に、回転するウェハから略一定の間隙距離をおいて押出ヘッドを位置決めする手段を含み、
前記間隙距離は、ウェハ上に付着すべきコーティング材料の厚さと相関していることを特徴とする、上記請求項9に記載の装置。
【請求項14】
前記押出ヘッドは、更に、コーティング材料を分配する押出スロットを有することを特徴とする、上記請求項8に記載の装置。
【請求項15】
前記押出スロットは、第1のリップと第2のリップの間に配置されたシムによって形成されていることを特徴とする、上記請求項14に記載の装置。
【請求項16】
前記第1のリップと第2のリップの延長部は、ウェハ表面から均等に隔置されていることを特徴とする、上記請求項15に記載の装置。
【請求項17】
前記ウェハへ向けて押出ヘッドを通過するコーティング材料の流れは、ウェハに対して略垂直であることを特徴とする、上記請求項14に記載の装置。
【請求項18】
前記ウェハへ向けて押出ヘッドを通過するコーティング材料の流れは、ウェハ上により薄いコーティング材料のフィルムを与えるように、前記垂直方向からウェハに向かって僅かな角度をなしていることを特徴とする、上記請求項14に記載の装置。
【請求項19】
前記第1のリップと第2のリップの延長部は、ウェハ表面上により薄いコーティング材料のフィルムを与えるように、ウェハ表面から不均等に隔置されていることを特徴とする、上記請求項15に記載の装置。
【請求項20】
前記コーティング材料は、フォトレジストから成ることを特徴とする、上記請求項8に記載の装置。
【請求項1】
上面と、中心と、直径と、外縁を有する円形状の半導体ウェハにフォトレジストのコーティングを塗布する装置において、
ウェハの上面が水平に整列し且つ上を向くようにウェハを取り付けるための手段と、
ウェハの外縁に隣接しウェハ上面の上に配置された押出ヘッドであって、前記押出ヘッドはフォトレジストを押出スロットの外に押し出すように構成され、前記押出スロットは第1端及び第2端により境界を定められた長さを有し、前記押出ヘッドは前記押出スロットがウェハに対し半径方向に整列するように配置され、前記押出スロットの前記第1端はウェハの外縁に隣接して配置され、前記押出スロットの前記第2端はウェハの外縁の外側に配置される、そのような押出ヘッドと、
ウェハをその中心の周りに回転するための手段と、
実質的に前記スロットの長さに等しい幅を有するフォトレジストのリボンを前記押出スロットから押し出すための手段と、
フォトレジストを前記押出スロットから押し出し、前記押出スロットをウェハに対し半径方向に整列するように維持しながら、前記押出ヘッドを半径方向内側へウェハの中心に向けフォトレジストがウェハの全上面を覆うまで動かすための手段とから成る装置。
【請求項2】
ウェハをある回転速度で回転させ且つ押出ヘッドをある半径方向速度で移動させる手段であって、回転しているウェハに対し半径方向に移動する押出ヘッドが、一定の接線速度で移動する、そのような手段を含むことを特徴とする、上記請求項1に記載の装置。
【請求項3】
前記ウェハの上面の上方に所定の距離をおいて前記押出スロットを維持する手段を含むことを特徴とする、上記請求項1に記載の装置。
【請求項4】
前記ウェハの上面の上方に所定の距離をおいて前記押出スロットを維持する手段は、
前記押出スロットと前記ウェハの上面の間の距離を決定する手段と、
前記所定の距離を維持するため、前記押出スロットの位置を調整する手段と
から成ることを特徴とする、上記請求項3に記載の装置。
【請求項5】
前記押出スロットと前記ウェハの上面の間の距離を決定する手段は、光学センサーから成ることを特徴とする、上記請求項4に記載の装置。
【請求項6】
ウェハの中心から始まりウェハの外縁で終わるような螺旋パターンでフォトレジストリボンを押し出す手段を含むことを特徴とする、上記請求項1に記載の装置。
【請求項7】
前記押出スロットの幅が、前記半導体ウェハの直径の約1/10から約1/3であることを特徴とする、上記請求項1に記載の装置。
【請求項8】
基板上にコーティング材料のフィルムを塗布する装置において、
ウェハを水平に整列させて配置するウェハ取り付けモジュールと、
前記ウェハを中心周りに回転させる回転機構と、
コーティング材料を略一定の幅で分配する押出ヘッドと、押出ヘッドをウェハに対して半径方向に移動させる位置決め機構と、を有する分配モジュールと、
ウェハの回転速度を制御するスピナーコントローラーと、押出ヘッドの半径方向位置と運動を制御する位置決めコントローラーと、を有する制御モジュールと、
前記制御モジュールは、押出ヘッドがウェハを横切る際に略一定の接線速度を維持するようにウェハの回転速度と押出ヘッドの半径方向速度を制御することを特徴とする装置。
【請求項9】
前記制御モジュールとともに使用するコンピューターと、
押出ヘッドがウェハを横切る際に略一定の接線速度を維持するようにウェハの回転速度と押出ヘッドの半径方向速度を制御する手段を有する機械読み取り可能なプログラムとを更に含むことを特徴とする、上記請求項8に記載の装置。
【請求項10】
前記機械読み取り可能なプログラムは、更に、ウェハの回転毎に付着すべき略コーティングの幅だけ移動するように、ウェハの回転速度と押出ヘッドの半径方向速度を制御する手段を含むことを特徴とする、上記請求項9に記載の装置。
【請求項11】
前記分配モジュールは、更に、押出ヘッドを通過するコーティング材料の流れを制御する機構を含むことを特徴とする、上記請求項10に記載の装置。
【請求項12】
前記制御モジュールは、更に、ウェハ上において略一定のコーティング速度を与えるように回転するウェハへ向けて押出ヘッドを通過するコーティング材料の流れを制御する流れコントローラーを含むことを特徴とする、上記請求項11に記載の装置。
【請求項13】
前記機械読み取り可能なプログラムは、更に、回転するウェハから略一定の間隙距離をおいて押出ヘッドを位置決めする手段を含み、
前記間隙距離は、ウェハ上に付着すべきコーティング材料の厚さと相関していることを特徴とする、上記請求項9に記載の装置。
【請求項14】
前記押出ヘッドは、更に、コーティング材料を分配する押出スロットを有することを特徴とする、上記請求項8に記載の装置。
【請求項15】
前記押出スロットは、第1のリップと第2のリップの間に配置されたシムによって形成されていることを特徴とする、上記請求項14に記載の装置。
【請求項16】
前記第1のリップと第2のリップの延長部は、ウェハ表面から均等に隔置されていることを特徴とする、上記請求項15に記載の装置。
【請求項17】
前記ウェハへ向けて押出ヘッドを通過するコーティング材料の流れは、ウェハに対して略垂直であることを特徴とする、上記請求項14に記載の装置。
【請求項18】
前記ウェハへ向けて押出ヘッドを通過するコーティング材料の流れは、ウェハ上により薄いコーティング材料のフィルムを与えるように、前記垂直方向からウェハに向かって僅かな角度をなしていることを特徴とする、上記請求項14に記載の装置。
【請求項19】
前記第1のリップと第2のリップの延長部は、ウェハ表面上により薄いコーティング材料のフィルムを与えるように、ウェハ表面から不均等に隔置されていることを特徴とする、上記請求項15に記載の装置。
【請求項20】
前記コーティング材料は、フォトレジストから成ることを特徴とする、上記請求項8に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2006−352144(P2006−352144A)
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願番号】特願2006−178439(P2006−178439)
【出願日】平成18年6月28日(2006.6.28)
【分割の表示】特願平11−504558の分割
【原出願日】平成10年6月10日(1998.6.10)
【出願人】(591177277)マサチューセッツ インスチテュート オブ テクノロジー (6)
【氏名又は名称原語表記】MASSACHUSETTS INSTITUTE OF TECHNOLOGY
【Fターム(参考)】
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願日】平成18年6月28日(2006.6.28)
【分割の表示】特願平11−504558の分割
【原出願日】平成10年6月10日(1998.6.10)
【出願人】(591177277)マサチューセッツ インスチテュート オブ テクノロジー (6)
【氏名又は名称原語表記】MASSACHUSETTS INSTITUTE OF TECHNOLOGY
【Fターム(参考)】
[ Back to top ]