
高効率ASHRAE濾過材
効率が増加した濾過材が提供される。この濾過材は、少なくとも一つの熔融吹き込み層からつくられ、塵埃が入る側と出て行く側とを有する中央の濾過層を含んでいる。第1の外側の層が該濾過材の塵埃が入る側に配置され、これは熔融吹き込み重合体繊維のウエッブからつくられ、また第2の外側の支持層または裏地層は濾過材の塵埃が出て行く側に配置されており、これはスパンボンド重合体の繊維ウエッブからつくられている。例示的な一具体化例においては、中央の濾過層は第1の上手側の熔融吹き込み層と第2の下手側の熔融吹き込み層とを含んでいる。第1の上手側の層は好ましくは第2の下手側の層の繊維よりも直径が大きい繊維からつくられている。本発明の濾過材は加熱、冷凍、および空調における濾過を含む用途に対するASHRAEフィルターをつくるのに特に有用である。

【発明の詳細な説明】
【関連出願の相互参照】
【0001】
本出願は「強化されたかたさと増大したした塵埃保持能力をもつ濾過材(Fiter Media With Enhanced Stiffhess and Increased Dust Holding Capacity)」と題する2002年4月30日出願の米国特許出願第10/135,797号の一部継続出願である。該特許出願は引用により明らかに本明細書に包含される。
【技術分野】
【0002】
本発明はASHRAE市場において使用される濾過材に関し、特に改善されたα値を有する高効率のフィルター媒体に関する。
【背景技術】
【0003】
空気フィルターの用途、例えば加熱、冷凍、および空調系に対しては通常紙の濾過材が使用されている。このような用途に対するフィルターおよび濾過材はAmerican Society of Heating, Refrigerating and Air−Conditioning Engineers,Inc.(ASHRAE)(米国熱・冷凍・空調工業会)によって承認され、大部分のものはASHRAEのフィルターまたは濾過材と呼ばれている。
【0004】
一般に紙の濾過材はフィルターをつくるのに使用される繊維の緻密なウエッブまたはマットを含んでおり、粒子状物質を含むガス流の中に向けて配置されている。これらのウエッブの緻密に詰められた細かい繊維により、細かい粒子を機械的に捕捉し或いは篩い分けるのに極めて適した細かい繊維間の細孔構造が与えられる。この濾過材は一般にガス流を透過し、しかも或る選ばれた大きさよりも大きい粒子の通過を阻止するのに十分に細かい細孔の大きさと適切な多孔度をもつようにつくられている。ガスが濾過材を通る際、濾過材の塵埃が入ってくる側は,拡散および遮断によって,選ばれた大きさの粒子をガス流から捕捉し保持するように作動する。
【0005】
最初、ASHRAEフィルターはガラス繊維またはガラス・マイクロ繊維(以後「ガラス繊維」と呼ぶ)からつくられた。しかしこれらのガラス繊維は発癌性物質の疑いをもたれており、従って空気フィルターにこれを使用することは望ましくない。ガラス繊維をベースにした濾過材の代わりにエレクトレットの熔融吹き込み(meltblown)繊維を用いる試みはあまり成功していない。熔融吹き込み繊維のウエッブは典型的には静電的に帯電させて高度の粒子状物質除去効率を与える必要がある。しかしフィルターの寿命の間における静電荷の安定性は時間が経つにつれて減少することが示されている。ひとたび電荷が消費されると、濾過性能は許容レベル以下に低下する可能性がある。
【0006】
ガラス繊維のマットの代替物として合成濾過材を使用することによって生じる他の問題は、これらの濾過材が捕捉された塵埃で詰まる傾向があることである。濾過材の多孔度を減少させると濾過材の濾過性能を改善することができるが、その効果によって濾過材を横切る空気の圧力降下が増加する。これに加えて、濾過材の多孔度が減少すると、多孔度が大きなフィルターに比べて速い速度で塵埃の粒子が濾過材の表面に蓄積し、それによって濾過材を横切る圧力降下が増加する速度がさらに速くなる。この現象はフィルターの寿命を短くする。
【0007】
ガラスをベースにしていない或る種の濾過材は又、それが自己支持性をもち得るのに十分な物理的な一体性に欠けている。濾過材の物理的な一体性はその坪量または厚さを増加させることにより改善することができるが、坪量または厚さを増加させると、濾過材を横切る圧力降下が悪化する。ガラスをベースにしない濾過材はそれ自体典型的には支持用の層に積層化されるか、或いは固定された枠に取り付けられている。しかし、通常の支持用の層または固定され枠は濾過過程に寄与せず、濾過材の製造コストを増加させるだけである。
【0008】
従って、標準的なガラスマットのASHRAEフィルターと同様な或いはそれよりも良好な濾過効率をもつ合成繊維濾過材が求められている。
【発明の開示】
【課題を解決するための手段】
【0009】
本発明の概要
本発明によれば、ASHRAEの濾過の用途、例えば加熱、冷凍、および空調の用途に特に有用な高効率の濾過材が提供される。
【0010】
一具体化例においては、本発明の濾過材は上手の外側にある粗い熔融吹き込み層、下手の外側にあるスパンボンド層、および該上手の外側の層と下手の外側の層との間にある濾過成分を有する多成分シートからつくられている。濾過成分は少なくとも一つの熔融吹き込み層からつくられ、さらに好ましくは第1の上手の熔融吹き込み層と第2の下手の熔融吹き込み層からつくられている。第1および第2の熔融吹き込み層はそれぞれ好ましくは直径が約0.5〜1.5μmの範囲の繊維からつくられ、第1の熔融吹き込み層をつくる繊維は第2の熔融吹き込み層をつくる繊維よりも大きな直径をもっているのが好ましい。例示的な一具体化例においては、第2の熔融吹き込み層は約0.65μmの直径をもつ繊維からつくられ、第1の熔融吹き込み層は約1μmの直径をもつ繊維からつくられる。
【0011】
一具体化例においては、上手の外側層は熔融吹き込みされたかたくて粗い重合体材料からつくられ、さらに好ましくは繊維が不規則に配向している重合体繊維の不織ウエッブからつくられる。上手の外側の層はウエッブの坪量が好ましくは約2g/m2であり、上手の外側の層をつくる繊維は好ましくは約5〜10μmの範囲の直径をもっている。
【0012】
他の具体化例においては、下手のスパンボンド外側層はウエッブの坪量が約10〜40g/m2であることができ、下手の外側層をつくる繊維は約10〜25μmの範囲の直径をもっていることができる。下手の外側層は任意に該下手の外側にあるスパンボンド層の塵埃が入ってくる側に該スパンボンド層に接着した熔融吹き込み層を含んでいることができる。
【0013】
例示的な一具体化例においては、本発明の濾過材は少なくとも約10、さらに好ましくは約16のα値をもち、塵埃保持能力は少なくとも約50g/m2である。濾過成分、上手の外側の層、および下手の外側の層はポリプロピレンからつくられることが好ましい。
【0014】
本発明は添付図面と組み合わせて以下に行われる詳細な説明によりさらに十分に理解されるであろう。添付図面において全図面を通じ同じ参照番号は同じ部材を示すものとする。
【0015】
発明の詳細な説明
ここで本発明の特徴および他の詳細点を特定的に説明し、それを特許請求の範囲において示すことにする。本発明の特定の具体化例は例示のために示されたものであって、本発明を限定するものではないと了解された。本発明の原理的な特徴は本発明の範囲を逸脱することなく種々の具体化例において使用することができる。
【0016】
一般に本発明によれば、粒子、空気に含まれた汚染物および/または油を保持する濾過材が提供される。この濾過材は、バッグ・フィルターまたは襞付きのパネルフィルターのような加熱用および空調用のダクトに使用されるフィルターを含むASHRAEの濾過の用途に特に有用である。本発明の濾過材はまた廉価であり、現在の濾過材に比べ濾過性能特性が増強され、かたさが増加し、取り扱いおよび加工性が改善されている。
【0017】
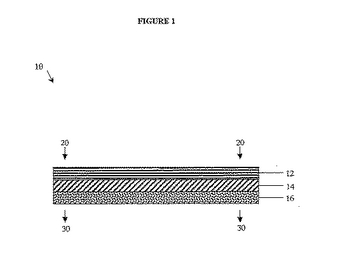
図1は濾過材10の塵埃が入ってくる側面20、例えば上手の側の上につくられた第1の外側の層12、中間の濾過層14、および濾過材10の塵埃が出て行く側30、例えば下手の側の上につくられた第2の外側の層16または裏地を有する濾過材10の一具体化例を示す。第1の外側の層は好ましくは重合体の熔融吹き込み繊維のウエッブからつくられ、濾過材10の塵埃保持能力を増加させ、該濾過材にかたさを与えるのに効果的である。第2の外側の支持層16は好ましくはスパンボンド重合体のウエッブ、或いはスパンボンド重合体の繊維のウエッブに接着された重合体の熔融吹き込み繊維のウエッブを有する二つの組み合わせられた層からつくられる。第2の外側の層は濾過材10に強度を与える効果があり、加工の際にフィルター10が裂けるのを防ぐことができる。中間の濾過成分14は濾過材10の主要な濾過成分としての作用をし、1枚、2枚またはそれ以上の繊維のウエッブの層からつくることができる。
【0018】
濾過材10の第1の外側の層12はかたくて粗い熔融吹き込み繊維のウエッブからつくることができ、これによって或る与えられた圧力降下に対して濾過材10にかたさを与え、濾過材10の塵埃保持能力を増加させるのに効果がある。例示した具体化例においては、第1の外側の層12はテクスチャー加工されて外側の層12の隣接した層、即ち中間の濾過層14への接着を容易にしている。第1の外側の層12をつくるのに使用される熔融吹き込み繊維は当業界に公知であり、一般に機械的手段によって繊維を絡み合わせることによってつくられた不規則に配向した繊維からつくられる不織布を含んでいる。熔融吹き込み繊維のウエッブは比較的広い繊維の直径の分布をもっている。繊維のウエッブをつくるのに使用される重合体の繊維の平均直径は一般に約1〜20μmの範囲にあることができる。意図された用途に依存して、さらに好適な重合体繊維の直径は約1〜15μm、もっと好ましくは約5〜7μmの範囲にある。第1の外側の層12の坪量は好ましくは約10〜150g/m2、さらに好ましくは約100g/m2である。使用する場合、第1の外側の層12は好ましくは空気透過度が0.5インチの水中において600立方フィート/分より大きい。
【0019】
上記に記載されたすべての繊維の直径はSEMによる分析を用いて得られた平均の繊維の直径の代表的な値であることは当業界の専門家には理解できるであろう。
【0020】
熔融吹き込みされた第1の外側の層12をつくるのに用いることができる適切な材料は、ポリオレフィン、例えばポリエチレン、ポリプロピレン、ポリイソブチレン、およびエチレン−α−オレフィン共重合体;アクリル重合体および共重合体、例えばポリアクリレート、ポリメチルメタクリレート、ポリエチルアクリレート;ハロゲン化ビニル重合体および共重合体、例えばポリ塩化ビニル;ポリビニルエーテル、例えばポリビニルメチルエーテル;ポリハロゲン化ビニリデン、例えばポリフッ化ビニリデンおよびポリ塩化ビニリデン;ポリアクリロニトリル;ポリビニルケトン:ポリビニルアミン;ポリビニル芳香族化合物、例えばポリスチレン;ポリビニルエステル、例えばポリ酢酸ビニル;ビニル単量体相互のおよびオレフィンとの共重合体、例えばエチレン−メタクリル酸メチル共重合体、アクリロニトリル−スチレン共重合体、ABS樹脂、およびエチレン−酢酸ビニル共重合体;天然および合成ゴム、例えばブタジエン−スチレン共重合体、ポリイソプレン、合成ポリイソプレン、ポリブタジエン、ブタジエン−アクリロニトリル共重合体、ポリクロロプレンゴム、ポリイソブチレンゴム、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、イソブチレン−イソプレン共重合体、およびポリウレタンゴム;ポリアミド、例えばナイロン66およびポリカプロラクタム;ポリエステル、例えばポリエチレンテレフタレート;ポリカーボネート:ポリイミド;ポリエーテル;フッ素重合体、例えばポリテトラフルオロエチレンおよび弗素化されたエチレンプロピレンが含まれる。なかでもポリプロピレンがより好適な重合体材料である。
【0021】
第2の外側の層16はスパンボンド繊維のウエッブからつくられることが好ましく、濾過材10の塵埃が出て行く側30の上に配置される。スパンボンド繊維のウエッブを使用すると、濾過材10に強度およびかたさがさらに付け加わる。第2の外側の層16は任意にスパンボンド繊維のウエッブに接着した熔融吹き込み繊維を有する2枚の組になった層からつくることができる。2枚の組になった層は非常に粗い繊維をスパンボンド繊維のウエッブの上に直接熔融吹き込みすることによってつくることができる。熔融吹き込み繊維は第1の外側の層12について述べた材料と同様なかたい重合体材料からつくることが好ましく、フィルター材料10にかたさを賦与する上で効果がある。熔融吹き込み繊維のウエッブの層はスパンボンド層に均一性を与え、軽い繊維で被覆されているかもしれない区域を除去する点でさらに有利である。スパンボンド繊維は軽い重合体材料からつくることができ、またフィルター材料10に強度を与える上で効果がある。
【0022】
スパンボンドのウエッブは典型的には強度/重量の比が比較的大きく、多孔度が大きいことが特徴であり、また良好な耐摩耗性をもっている。繊維の平均直径は約10〜25μmの範囲内にあり得る。第2の外側の層16の坪量は好ましくは約10〜40g/m2、さらに好ましくは約34g/m2である。しかし、第2の外側の層16の坪量は与えられた濾過の用途における強度の要求に依存して変えることができ、かなり重いスパンボンド層を使用することができる。製造時または使用時における所望の強度レベル、意図される濾過効率、および抵抗または圧力降下の許容レベルのような因子を考慮して当業界の専門家は容易に適切な坪量を決定することができる。一般にスパンボンド層は、主として構造的な機能を果たす粗い繊維の比較的薄い相であり、完成した濾過材の中での濾過または圧力降下には全くまたは殆ど寄与しないと考えられている。
【0023】
外側の層16をつくることができる適切なスパンボンド材料は当業界の専門家には公知である。例えばスパンボンド繊維は種々の重合体樹脂からつくることができ、その中にはこれだけに限定はされないが、ポリオレフィン、例えばポリエチレン、ポリプロピレン、ポリイソブチレン、およびエチレン−α−オレフィン共重合体;アクリル重合体および共重合体、例えばポリアクリレート、ポリメチルメタクリレート、ポリエチルアクリレート;ハロゲン化ビニル重合体および共重合体、例えばポリ塩化ビニル;ポリビニルエーテル、例えばポリビニルメチルエーテル;ポリハロゲン化ビニリデン、例えばポリフッ化ビニリデンおよびポリ塩化ビニリデン;ポリアクリロニトリル;ポリビニルケトン:ポリビニルアミン;ポリビニル芳香族化合物、例えばポリスチレン;ポリビニルエステル、例えばポリ酢酸ビニル;ビニル単量体相互のおよびオレフィンとの共重合体、例えばエチレン−メタクリル酸メチル共重合体、アクリロニトリル−スチレン共重合体、ABS樹脂、およびエチレン−酢酸ビニル共重合体;天然および合成ゴム、例えばブタジエン−スチレン共重合体、ポリイソプレン、合成ポリイソプレン、ポリブタジエン、ブタジエン−アクリロニトリル共重合体、ポリクロロプレンゴム、ポリイソブチレンゴム、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、イソブチレン−イソプレン共重合体、およびポリウレタンゴム;ポリアミド、例えばナイロン66およびポリカプロラクタム;ポリエステル、例えばポリエチレンテレフタレート;ポリカーボネート:ポリイミド;ポリエーテル;フッ素重合体、例えばポリテトラフルオロエチレンおよび弗素化されたエチレンプロピレンが含まれる。
【0024】
外側の層16に使用するのに適した市販のスパンボンド材料の一例は、Reemay Inc.製のポリプロピレン・スパンボンド材料であり、これはBBA不織布の1種であって坪量は約34g/m2(1オンス/平方ヤード)である。
【0025】
第1および第2の外側の層12、16の間に配置された濾過成分14は濾過を行うのに効果的であり、一つ、二つまたはそれ以上の繊維のウエッブの層からつくることができる。層14は粗い高度にかさ高の(loft)繊維から細かいマイクロ繊維の範囲に亙っていることができ、ウエッブの坪量は約1〜50g/m2、さらに好ましくは1〜20g/m2であり得る。この層の性質は製造法と重合体の種類に依存している。即ち、所望の性質をもった1種またはそれ以上の熔融吹き込み層をつくるために処理パラメータを調節することができる。
【0026】
濾過成分14をつくるのに使用される層の数および材料の種類は使用の際に要求される効率レベルルに基づいて決定することができる。高い効率レベルをもったフィルターは効率レベルの低いフィルターに比べフィルターを通るより多くの粒子を阻止するであろう。一般に、ASHRAE市場に使用されるフィルターは典型的には40〜45%、60〜65%、80〜85%または90〜95%のいずれかの効率レベルをもっている。当業界の専門家は、当業界に公知の種々の異なった層を用い所望の効率を達成することができることを容易に認識するであろう。
【0027】
本発明の濾過材10、40、50の濾過成分14をつくるのに使用される熔融吹き込み材料は第1の外側の層12について述べたものを含む種々の重合体材料からつくることができる。これらの繊維は繊維の直径分布が比較的広いことがことが好ましく、使用する重合体の繊維の直径は約0.5〜20μmの範囲にある。意図された用途に依存して、さらに好適な重合体繊維の直径は約0.5〜1.5μmの範囲にある。濾過成分14の全体の厚さは約20〜100ミル、好ましくは約50〜80ミルである。
【0028】
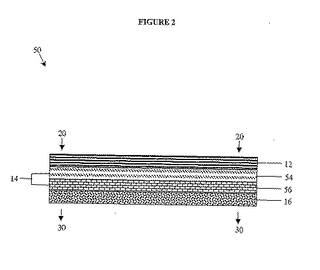
図2はASHRAEの濾過の用途に用いられる濾過材50の一つの例示的な具体化例を示す。この濾過材50は前述のように第1および第2の外側の層12、16、および二つの熔融吹き込み層54、56からつくられた濾過成分14を含んでいる。第1および第2の熔融吹き込み濾過成分54、56はそれぞれ直径が約0.5〜1.5μmの範囲の繊維を有し、濾過される空気流から粒子を捕捉し保持する効果をもっている。第1の上手にある熔融吹き込み層54は第2の下手にある熔融吹き込み層56に比べて大きな直径をもった繊維からつくられることが好ましい。例示的な一具体化例においては、第1の層54はウエッブの坪量が約10g/m2であって約1μmの直径の繊維からつくられ、第2の層56はウエッブの坪量が約2g/m2であって直径約0.65μmの繊維からつくられる。濾過成分14の第2の層56に直径約0.65μmの繊維を使用すると、繊維の直径が小さいと濾過材の濾過効率を著しく改善する点において特に有利である。その結果、本発明の濾過材は現在のガラス・マットの材料の性能レベルと同様な性能レベルをもっているが、ガラス繊維を使用する必要は全くない。
【0029】
図3は80〜85%または90〜95%の効率レベルを必要とする用途に使用される濾過材40の他の具体化例を示す。この濾過材40は前述のように第1および第2の外側の層12、16を含んでおり、濾過成分14は三つのの熔融吹き込み層44、46、48からつくられている。第1の熔融吹き込み濾過成分44は第1の外側の層12のすぐ下手に配置され、粗く高度にかさ高の熔融吹き込み重合体繊維のウエッブからつくられ、濾過される空気流から最も大きな粒子を捕捉して保持する予備フィルターの役目をする。第1の層44は空気流中の大きな粒子が第2および第3の濾過成分46、48の中の小さい空隙を塞ぐのを防いでいる。層44のウエッブ坪量は好ましくは約40〜120g/m2、さらに好ましくは約100g/m2である。第2の濾過成分46は直径が約1μmの繊維からつくられた熔融吹き込みウエッブであり、第1の層44で捕捉されなかった小さい粒子を保持する効果があり、従って濾過材40の塵埃保持能力を増加させている。層46のウエッブの坪量は好ましくは約3〜25g/m2、さらに好ましくは約10g/m2である。第3の濾過成分48は直径約0.65μmの非常に細かい繊維からつくられた熔融吹き込みウエッブである。層48のウエッブの坪量は好ましくは約1〜10g/m2、さらに好ましくは約2g/m2である。
【0030】
当業界の通常の専門家は、本発明の濾過材をつくるのに使用される各材料から成るさらに他の層を含ませることができ、またさらに他の材料を代替品とし、或いは上記の材料に付け加えて使用することもできることを理解できるであろう。さらに本発明の濾過材は、このような材料に通常使用して特殊な性質を賦与し、押し出しを容易にし、或いは材料の他の性能を改善する種々の添加物を任意に含んでいることができる。
【0031】
本発明の濾過材に有用な1種の適当な添加物は電荷安定添加物である。電荷安定添加物の例は脂肪酸から誘導される脂肪酸アミドである。「脂肪酸」という言葉は当業界の通常の専門家によって理解されており、油脂の加水分解で得られる飽和または不飽和の直鎖カルボン酸を含んでいる。適当な脂肪酸の例にはラウリン酸(ドデカン酸)、ミリスチン酸(テトラデカン酸)、パルミチン酸(ヘキサデカン酸)、ステアリン酸(オクタデカン酸)、オレイン酸((Z)−9−オクタデセン酸)、リノール酸((Z,Z)−9,12−オクタデカジエン酸)、リノレン酸((Z,Z,Z)−9,12,15−オクタデカトリエン酸)およびエレオステアリン酸((Z,E,E)−9,11,13−オクタデカトリエン酸)が含まれる。典型的には上記の酸からつくられるアミドは当業界に公知の方法で製造される1級アミドである。2級および3級の脂肪酸アミドも電荷安定添加物として適しているが、この場合にはアミドの窒素は1個またはそれ以上のアルキル基で置換されている。2級および3級脂肪酸アミドも当業界に公知の方法、例えば脂肪酸をエステル化した後適当なアルキルアミンを用いてアミド化反応を行わせる方法で製造することができる。アミドの窒素上のアルキル置換基は直鎖または分岐したアルキル基であることができ、約2〜20個、好ましくは約2〜14個、さらに好ましくは約2〜6個、最も好ましくは約2個の炭素原子をもっていることができる。好適具体化例においては、脂肪酸アミドは「ビス」アミドであり、この場合1個のアルキル鎖が二つの独立なアミド分子の2個の窒素を連結している。例えば、アルキレンビス−脂肪酸アミドはアルキレンビス−ステアリン酸アミド、アルキレンビス−パルミチン酸アミド、アルキレンビス−ミリスチン酸アミド、およびアルキレンビス−ラウリン酸アミドを含んでいる。典型的にはこのアルキル鎖による連結は約2〜8個、好ましくは2個の炭素原子を含んでいる。アルキル鎖の結合は分岐していることもまたしていないこともできる。好適なビス−脂肪酸アミドはエチレンビス−ステアリン酸アミドおよびエチレンビス−パルミチン酸アミド、例えばN,N’−エチレンビスステアリン酸アミドおよびN,N’−エチレンビス−パルミチン酸アミドである。
【0032】
本発明の濾過材10、40、50をつくるためには、当業界に公知の熔融吹き込み法およびスパンボンド法を使用することができる。
【0033】
本発明を制限しない実施例によれば、第1の外側の層12および濾過成分14をつくるのに使用される熔融吹き込み法は、熔融した熱可塑性重合体を熔融した糸またはフィラメントとして多数の細かい通常は円形のダイス型の毛管に通して高速のガス流の中に押し出すことによってつくられ、この場合高速のガス流は熔融した熱可塑性の重合体のフイラメントをその直径を減少させて細くする。細くするためのガス流の流速および圧力は連続した熔融吹き込みフィラメントかまたは不連続な繊維が生じるように調節することができる。空気に担持された生じた繊維はまだ十分に急冷されていない状態で高速の空気流によって運ばれ、捕集面の上に沈積し、不規則に分散し自発的に接合した熔融吹き込み繊維のウエッブを生じる。一具体化例においては、第1の外側の層12は、表面にパターンが付けられた捕集面に繊維を吹き付けることによってテクスチャー加工することができる。
【0034】
熔融吹き込み法(meltblown process)でつくられたウエッブの性質は処理パラメータ、例えば吹き込む空気の温度、速度および方向を調節することによって変えることができる。これらのパラメータは個々の繊維の長さ、直径、および物理的性質に影響を与える。他の重要な因子はオリフィスの幾何学的形状およびダイス型アセンブリーと捕集面との間の距離である。
【0035】
熔融吹き込み繊維を製造する方法の例はButin等の米国特許第3,849,241号明細書およびSchwarzの同第4,380,570号明細書に記載されている。
【0036】
第2の外側の層16をつくるのに使用されるスパンボンド重合体のウエッブは、1種またはそれ以上の熔融した熱可塑性重合体を繊維として紡糸口金の多数の毛管から押し出すことによってつくることができる。押し出された繊維を冷却しながら、引き出しまたは他の公知の延伸機構によって延伸してスパンボンド繊維をつくる。延伸されたスパンボンド繊維を次に形成面の上に不規則に沈積させ、即ち寝かせて横たえ、緩く絡み合った均一な繊維のウエッブをつくる。寝かせてつくった繊維のウエッブに対し次に接合工程、例えば熱接合またはニードルパンチを行い、得られる不織布繊維のウエッブに物理的一体性および寸法安定性を賦与する。
【0037】
スパンボンド不織ウエッブを製造する方法の例はAppel等の米国特許第4,340,563号明細書、Matsuki等の同第3,802,817号明細書、Hansen等の同第3,855,046号明細書、およびDorschener等の同第3,692,618号明細書に記載されている。
【0038】
スパンボンド層および熔融吹き込み層がつくられたら、これらの層を接合して本発明の濾過材10、40、50をつくる。当業界に公知のいくつかの方法、例えば超音波熔接法、超音波接合法、接着剤を用いる方法、或いは当業界の通常の専門家に公知の他の方法を用いて濾過材10、40、50をつくることができる。超音波接合は縁の熔接、幅全体の熔接、幅の一部の熔接、或いはこれらの組み合わせにより達成することができる。
【0039】
別法として、カレンダー掛け法によって層を一緒にプレスし、これによって各層を他の層に対して物理的に接着させる。この方法は、濾過材10、40、50の中に接合剤が混入せず、従って濾過材10、40、50の多孔度が影響を受けないという利点をもっている。
【0040】
濾過材10、40、50をつくった後またはその途中で、任意に繊維のウエッブに静電荷を賦与し、濾過材10、40、50の性能を強化することができる。重合体のウエッブに永久的な双極子を賦与してエレクトレット・濾過材をつくるには種々の方法が知られている。帯電はACまたはDCのコロナ放電ユニットまたはその組み合わせによって行われる。コロナ・ユニット、ACコロナ放電ユニットおよび/またはDCコロナ放電ユニットを繊維ウエッブの上方および/または下方に置き、繊維ウエッブにエレクトレットの性質を賦与することができる。その機器構成は繊維ウエッブのいずれかの側に中性の接地ロールが配置され、ウエッブの上方または下方のいずれかの側に活性電極が配置されるような形を含んでいる。或る具体化例においては、1種類だけのコロナ放電ユニット、例えばDCまたはACコロナ放電ユニットだけを繊維ウエッブの上方または下方に置くが、他の方法としてはウエッブの上方および下方に交互に配置する。他の具体化例においては、ACまたはDCコロナ放電ユニットを組み合わせて交互に使用する。ACまたはDCコロナ放電ユニットは陽イオンまたは陰イオンだけを生成するように制御することができる。放電の特定の特性は電極の形、極性、間隙の大きさ、およびガスまたはガス混合物によって決定される。
【0041】
繊維ウエッブの中でエレクトレットの性質をつくる方法の一例は米国特許第5,401,446号明細書に記載されている。この特許の内容は引用により本明細書に包含される。また帯電は他の方法、例えば摩擦による帯電法を用いて達成することもできる。典型的には繊維ウエッブに対して約1〜約30kV/cm(エネルギーの種類、例えばDC放電またはAC放電による)、好ましくは約10〜約30kV/cmの範囲で放電を行う。好適な範囲は約10〜約20kV/cmである。
【0042】
当業界の通常の専門家は、さらに他の処理法によっても本発明のエレクトレット・濾過材のフィルター効率および性質を最適化し得ることを容易に理解できるであろう。
【0043】
使用時においてフィルターの性能は異なった基準によって評価される。フィルターまたは濾過材は濾過すべき汚染物質がフィルターを横切る透過率が低いことによって特徴付けられることが望ましい。しかし同時にフィルターを横切って相対的に低い圧力降下、または抵抗が必ず存在する。透過率はしばしば下記式
Pen = C/C0
で定義される。ここでCはフィルターを通った後の粒子の濃度であり、C0はフィルターを通る前の粒子の濃度である、濾過効率は
100−%透過率
として定義される。効果的なフィルターは透過率およびフィルターを横切る圧力降下の両方に対しできるだけ低い値を維持することが望ましいから、透過率の対数対フィルターを横切る圧力降下の傾斜を表すアルファ(α)値によってフィルターの評価が行われる。この傾斜が大きいこと、即ちα値が高いことはフィルターの性能が良いことを意味する。αは下記式によって表される。
α=−100・log(C/C0)/DP
ここでDPはフィルターを横切る圧力降下である。この値は典型的には数mmH2Oである。フィルターの性能を評価するための標準的な試験は当業界に公知であり、200mg充填した後における透過率および抵抗(α値に関連している)に注目する。一つの共通な試験においては、完全に湿潤されるまでフィルター材料をイソプロピルアルコールでソーキングし、次いで少なくとも24時間放置して乾燥する。ソーキングはフィルター材料上の電荷を除去するのに効果がある。次いでフィルターの寿命の間フィルターの性能に対し最も悪い可能性を与える圧力降下および濾過効率を決定するために製品の試験を行う。
【0044】
フィルター材料の試験はTSI(R)モデル8110 Automated Filter Tester(TSI,Inc.製,米国ミネソタ州、St.Paul)を用い、0.5ミクロンのNaCl粒子を使用して試験する。またフィルター材料は0.3μのフタル酸ジオクチル(DOP)粒子を用いTSI(R)モデル8130 Automated Filter Testerで試験することもできる。装置のレーザー光度計によってフィルターの上手および下手で粒子の濃度を測定する。試験は自動的に行われ、各試験の結果として透過率(%)、流速、および圧力降下が出力される。測定された濾過効率および圧力降下を用いてフィルター材料のα値を決定することができ、この値をソーキングする前のフィルター材料のα値と比較することができる。
【0045】
本発明の濾過材は空気に担持される汚染物質に対し40〜45%、60〜65%、80〜85%、および90〜95%の濾過効率を与え、塵埃保持能力は約8.0g/m2である。このことは、同様な効率をもつが塵埃保持能力が約4.0〜7.0g/m2の現在の合成フィルター材料に比べて著しい改善である。
【0046】
本発明の濾過材は空気フィルターの広範な用途に広く使用することができ、ASHRAEフィルターに使用するのに特に適している。即ち例えば該濾過材はHVAC、HEPA、ULPAまたは同様なフィルターをつくるのに使用することができる。或る場合には、本発明の濾過材は他の濾過材、例えば市販の濾過材の作動を補強するために使用することができる。即ち本発明の濾過材は種々のフィルターの上手側、下手側、またはそれらの層の間に適用して、好適な濾過操作を得ることができる。
【0047】
下記実施例により本発明を例示する。
【実施例1】
【0048】
得られた4枚の層から成るエレクトレットの濾過材を上記のようにしてつくったが、この場合第1の外側の層(塵埃が入る側)は100g/m2の粗い繊維、即ち直径が約5〜7μmのかたいポリプロピレンの熔融吹き込み繊維でつくった。濾過成分は2枚の層からつくられており、第1の層(上手側)は10g/m2の粗い繊維で、直径が約1μmの高度にかさ高のポリプロピレンの熔融吹き込み繊維であり、第2の層(下手側)は2g/m2の細かい繊維で、直径が約0.65μmの細かいポリプロピレンの熔融吹き込み繊維であった。第2の外側の層(ガスが出て行く側)は34g/m2の粗いポリプロピレンのスパンボンド層からつくった。
(対照実施例1)
第1の対照実施例は繊維ウエッブの4枚の層からつくった。第1の外側の層(ガスが入る側)は8.5g/m2の軽量ポリプロピレンのスパンボンドからつくった。濾過成分は繊維ウエッブの2枚の層からつくられており、第1の層(上手側)は80g/m2の粗い繊維で、高度にかさ高のポリプロピレンの熔融吹き込み繊維であり、第2の層(下手側)は20g/m2の細かいポリプロピレンの熔融吹き込み繊維であった。第2の外側の層(ガスが出て行く側)はBBAの子会社であるReemay社製の42g/m2の中程度の坪量をもつポリプロピレンのTypar製品からつくった。
(対照実施例2)
第2の対照実施例は2枚のガラス繊維の層からつくった。第1の層はウエッブの坪量約15g/m2の裏地を有する軽量ポリエステルのスパンボンド層であった。第2の層はウエッブの坪量が約55〜60g/m2のウエッブを有するガラスの高度にかさ高の張った繊維層からつくった。
【0049】
下記の表には、実施例1に従ってつくられた本発明の濾過材の性質を対照実施例1および2に従ってつくられた現存の濾過材の性質と比較して示す。表1によれば、本発明に従ってつくられた濾過材特に直径約0.65μmの繊維からつくられた熔融吹き込み層を有する濾過材を用いることによりα値を増加させることができることが示されている。実施例1でつくられた濾過材の性能は対照実施例2に従ってつくられた現存のガラス・マット材料の性能と同様であり、対照実施例1に従ってつくられた従来法の合成濾過材より優れた利点を与える。
【0050】
【表1】
【0051】
当業界の通常の専門家は、通常行われる実験をこれ以上しないでも、上記に説明した本発明の特定の具体化例に対する多くの均等物を知り、或いは確かめることができるであろう。これらのおよび他のすべての均等物は本発明の特許請求の範囲の中に含まれるものである。本明細書に引用したすべての出版物および参考文献は、背景技術の項に挙たものを含め、その全文が引用により明白に本明細書に包含される。
【図面の簡単な説明】
【0052】
【図1】本発明の濾過材の断面図。
【図2】図1の濾過材の他の具体化例を示す図。
【図3】図1の濾過材の一具体化例を示す図。
【関連出願の相互参照】
【0001】
本出願は「強化されたかたさと増大したした塵埃保持能力をもつ濾過材(Fiter Media With Enhanced Stiffhess and Increased Dust Holding Capacity)」と題する2002年4月30日出願の米国特許出願第10/135,797号の一部継続出願である。該特許出願は引用により明らかに本明細書に包含される。
【技術分野】
【0002】
本発明はASHRAE市場において使用される濾過材に関し、特に改善されたα値を有する高効率のフィルター媒体に関する。
【背景技術】
【0003】
空気フィルターの用途、例えば加熱、冷凍、および空調系に対しては通常紙の濾過材が使用されている。このような用途に対するフィルターおよび濾過材はAmerican Society of Heating, Refrigerating and Air−Conditioning Engineers,Inc.(ASHRAE)(米国熱・冷凍・空調工業会)によって承認され、大部分のものはASHRAEのフィルターまたは濾過材と呼ばれている。
【0004】
一般に紙の濾過材はフィルターをつくるのに使用される繊維の緻密なウエッブまたはマットを含んでおり、粒子状物質を含むガス流の中に向けて配置されている。これらのウエッブの緻密に詰められた細かい繊維により、細かい粒子を機械的に捕捉し或いは篩い分けるのに極めて適した細かい繊維間の細孔構造が与えられる。この濾過材は一般にガス流を透過し、しかも或る選ばれた大きさよりも大きい粒子の通過を阻止するのに十分に細かい細孔の大きさと適切な多孔度をもつようにつくられている。ガスが濾過材を通る際、濾過材の塵埃が入ってくる側は,拡散および遮断によって,選ばれた大きさの粒子をガス流から捕捉し保持するように作動する。
【0005】
最初、ASHRAEフィルターはガラス繊維またはガラス・マイクロ繊維(以後「ガラス繊維」と呼ぶ)からつくられた。しかしこれらのガラス繊維は発癌性物質の疑いをもたれており、従って空気フィルターにこれを使用することは望ましくない。ガラス繊維をベースにした濾過材の代わりにエレクトレットの熔融吹き込み(meltblown)繊維を用いる試みはあまり成功していない。熔融吹き込み繊維のウエッブは典型的には静電的に帯電させて高度の粒子状物質除去効率を与える必要がある。しかしフィルターの寿命の間における静電荷の安定性は時間が経つにつれて減少することが示されている。ひとたび電荷が消費されると、濾過性能は許容レベル以下に低下する可能性がある。
【0006】
ガラス繊維のマットの代替物として合成濾過材を使用することによって生じる他の問題は、これらの濾過材が捕捉された塵埃で詰まる傾向があることである。濾過材の多孔度を減少させると濾過材の濾過性能を改善することができるが、その効果によって濾過材を横切る空気の圧力降下が増加する。これに加えて、濾過材の多孔度が減少すると、多孔度が大きなフィルターに比べて速い速度で塵埃の粒子が濾過材の表面に蓄積し、それによって濾過材を横切る圧力降下が増加する速度がさらに速くなる。この現象はフィルターの寿命を短くする。
【0007】
ガラスをベースにしていない或る種の濾過材は又、それが自己支持性をもち得るのに十分な物理的な一体性に欠けている。濾過材の物理的な一体性はその坪量または厚さを増加させることにより改善することができるが、坪量または厚さを増加させると、濾過材を横切る圧力降下が悪化する。ガラスをベースにしない濾過材はそれ自体典型的には支持用の層に積層化されるか、或いは固定された枠に取り付けられている。しかし、通常の支持用の層または固定され枠は濾過過程に寄与せず、濾過材の製造コストを増加させるだけである。
【0008】
従って、標準的なガラスマットのASHRAEフィルターと同様な或いはそれよりも良好な濾過効率をもつ合成繊維濾過材が求められている。
【発明の開示】
【課題を解決するための手段】
【0009】
本発明の概要
本発明によれば、ASHRAEの濾過の用途、例えば加熱、冷凍、および空調の用途に特に有用な高効率の濾過材が提供される。
【0010】
一具体化例においては、本発明の濾過材は上手の外側にある粗い熔融吹き込み層、下手の外側にあるスパンボンド層、および該上手の外側の層と下手の外側の層との間にある濾過成分を有する多成分シートからつくられている。濾過成分は少なくとも一つの熔融吹き込み層からつくられ、さらに好ましくは第1の上手の熔融吹き込み層と第2の下手の熔融吹き込み層からつくられている。第1および第2の熔融吹き込み層はそれぞれ好ましくは直径が約0.5〜1.5μmの範囲の繊維からつくられ、第1の熔融吹き込み層をつくる繊維は第2の熔融吹き込み層をつくる繊維よりも大きな直径をもっているのが好ましい。例示的な一具体化例においては、第2の熔融吹き込み層は約0.65μmの直径をもつ繊維からつくられ、第1の熔融吹き込み層は約1μmの直径をもつ繊維からつくられる。
【0011】
一具体化例においては、上手の外側層は熔融吹き込みされたかたくて粗い重合体材料からつくられ、さらに好ましくは繊維が不規則に配向している重合体繊維の不織ウエッブからつくられる。上手の外側の層はウエッブの坪量が好ましくは約2g/m2であり、上手の外側の層をつくる繊維は好ましくは約5〜10μmの範囲の直径をもっている。
【0012】
他の具体化例においては、下手のスパンボンド外側層はウエッブの坪量が約10〜40g/m2であることができ、下手の外側層をつくる繊維は約10〜25μmの範囲の直径をもっていることができる。下手の外側層は任意に該下手の外側にあるスパンボンド層の塵埃が入ってくる側に該スパンボンド層に接着した熔融吹き込み層を含んでいることができる。
【0013】
例示的な一具体化例においては、本発明の濾過材は少なくとも約10、さらに好ましくは約16のα値をもち、塵埃保持能力は少なくとも約50g/m2である。濾過成分、上手の外側の層、および下手の外側の層はポリプロピレンからつくられることが好ましい。
【0014】
本発明は添付図面と組み合わせて以下に行われる詳細な説明によりさらに十分に理解されるであろう。添付図面において全図面を通じ同じ参照番号は同じ部材を示すものとする。
【0015】
発明の詳細な説明
ここで本発明の特徴および他の詳細点を特定的に説明し、それを特許請求の範囲において示すことにする。本発明の特定の具体化例は例示のために示されたものであって、本発明を限定するものではないと了解された。本発明の原理的な特徴は本発明の範囲を逸脱することなく種々の具体化例において使用することができる。
【0016】
一般に本発明によれば、粒子、空気に含まれた汚染物および/または油を保持する濾過材が提供される。この濾過材は、バッグ・フィルターまたは襞付きのパネルフィルターのような加熱用および空調用のダクトに使用されるフィルターを含むASHRAEの濾過の用途に特に有用である。本発明の濾過材はまた廉価であり、現在の濾過材に比べ濾過性能特性が増強され、かたさが増加し、取り扱いおよび加工性が改善されている。
【0017】
図1は濾過材10の塵埃が入ってくる側面20、例えば上手の側の上につくられた第1の外側の層12、中間の濾過層14、および濾過材10の塵埃が出て行く側30、例えば下手の側の上につくられた第2の外側の層16または裏地を有する濾過材10の一具体化例を示す。第1の外側の層は好ましくは重合体の熔融吹き込み繊維のウエッブからつくられ、濾過材10の塵埃保持能力を増加させ、該濾過材にかたさを与えるのに効果的である。第2の外側の支持層16は好ましくはスパンボンド重合体のウエッブ、或いはスパンボンド重合体の繊維のウエッブに接着された重合体の熔融吹き込み繊維のウエッブを有する二つの組み合わせられた層からつくられる。第2の外側の層は濾過材10に強度を与える効果があり、加工の際にフィルター10が裂けるのを防ぐことができる。中間の濾過成分14は濾過材10の主要な濾過成分としての作用をし、1枚、2枚またはそれ以上の繊維のウエッブの層からつくることができる。
【0018】
濾過材10の第1の外側の層12はかたくて粗い熔融吹き込み繊維のウエッブからつくることができ、これによって或る与えられた圧力降下に対して濾過材10にかたさを与え、濾過材10の塵埃保持能力を増加させるのに効果がある。例示した具体化例においては、第1の外側の層12はテクスチャー加工されて外側の層12の隣接した層、即ち中間の濾過層14への接着を容易にしている。第1の外側の層12をつくるのに使用される熔融吹き込み繊維は当業界に公知であり、一般に機械的手段によって繊維を絡み合わせることによってつくられた不規則に配向した繊維からつくられる不織布を含んでいる。熔融吹き込み繊維のウエッブは比較的広い繊維の直径の分布をもっている。繊維のウエッブをつくるのに使用される重合体の繊維の平均直径は一般に約1〜20μmの範囲にあることができる。意図された用途に依存して、さらに好適な重合体繊維の直径は約1〜15μm、もっと好ましくは約5〜7μmの範囲にある。第1の外側の層12の坪量は好ましくは約10〜150g/m2、さらに好ましくは約100g/m2である。使用する場合、第1の外側の層12は好ましくは空気透過度が0.5インチの水中において600立方フィート/分より大きい。
【0019】
上記に記載されたすべての繊維の直径はSEMによる分析を用いて得られた平均の繊維の直径の代表的な値であることは当業界の専門家には理解できるであろう。
【0020】
熔融吹き込みされた第1の外側の層12をつくるのに用いることができる適切な材料は、ポリオレフィン、例えばポリエチレン、ポリプロピレン、ポリイソブチレン、およびエチレン−α−オレフィン共重合体;アクリル重合体および共重合体、例えばポリアクリレート、ポリメチルメタクリレート、ポリエチルアクリレート;ハロゲン化ビニル重合体および共重合体、例えばポリ塩化ビニル;ポリビニルエーテル、例えばポリビニルメチルエーテル;ポリハロゲン化ビニリデン、例えばポリフッ化ビニリデンおよびポリ塩化ビニリデン;ポリアクリロニトリル;ポリビニルケトン:ポリビニルアミン;ポリビニル芳香族化合物、例えばポリスチレン;ポリビニルエステル、例えばポリ酢酸ビニル;ビニル単量体相互のおよびオレフィンとの共重合体、例えばエチレン−メタクリル酸メチル共重合体、アクリロニトリル−スチレン共重合体、ABS樹脂、およびエチレン−酢酸ビニル共重合体;天然および合成ゴム、例えばブタジエン−スチレン共重合体、ポリイソプレン、合成ポリイソプレン、ポリブタジエン、ブタジエン−アクリロニトリル共重合体、ポリクロロプレンゴム、ポリイソブチレンゴム、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、イソブチレン−イソプレン共重合体、およびポリウレタンゴム;ポリアミド、例えばナイロン66およびポリカプロラクタム;ポリエステル、例えばポリエチレンテレフタレート;ポリカーボネート:ポリイミド;ポリエーテル;フッ素重合体、例えばポリテトラフルオロエチレンおよび弗素化されたエチレンプロピレンが含まれる。なかでもポリプロピレンがより好適な重合体材料である。
【0021】
第2の外側の層16はスパンボンド繊維のウエッブからつくられることが好ましく、濾過材10の塵埃が出て行く側30の上に配置される。スパンボンド繊維のウエッブを使用すると、濾過材10に強度およびかたさがさらに付け加わる。第2の外側の層16は任意にスパンボンド繊維のウエッブに接着した熔融吹き込み繊維を有する2枚の組になった層からつくることができる。2枚の組になった層は非常に粗い繊維をスパンボンド繊維のウエッブの上に直接熔融吹き込みすることによってつくることができる。熔融吹き込み繊維は第1の外側の層12について述べた材料と同様なかたい重合体材料からつくることが好ましく、フィルター材料10にかたさを賦与する上で効果がある。熔融吹き込み繊維のウエッブの層はスパンボンド層に均一性を与え、軽い繊維で被覆されているかもしれない区域を除去する点でさらに有利である。スパンボンド繊維は軽い重合体材料からつくることができ、またフィルター材料10に強度を与える上で効果がある。
【0022】
スパンボンドのウエッブは典型的には強度/重量の比が比較的大きく、多孔度が大きいことが特徴であり、また良好な耐摩耗性をもっている。繊維の平均直径は約10〜25μmの範囲内にあり得る。第2の外側の層16の坪量は好ましくは約10〜40g/m2、さらに好ましくは約34g/m2である。しかし、第2の外側の層16の坪量は与えられた濾過の用途における強度の要求に依存して変えることができ、かなり重いスパンボンド層を使用することができる。製造時または使用時における所望の強度レベル、意図される濾過効率、および抵抗または圧力降下の許容レベルのような因子を考慮して当業界の専門家は容易に適切な坪量を決定することができる。一般にスパンボンド層は、主として構造的な機能を果たす粗い繊維の比較的薄い相であり、完成した濾過材の中での濾過または圧力降下には全くまたは殆ど寄与しないと考えられている。
【0023】
外側の層16をつくることができる適切なスパンボンド材料は当業界の専門家には公知である。例えばスパンボンド繊維は種々の重合体樹脂からつくることができ、その中にはこれだけに限定はされないが、ポリオレフィン、例えばポリエチレン、ポリプロピレン、ポリイソブチレン、およびエチレン−α−オレフィン共重合体;アクリル重合体および共重合体、例えばポリアクリレート、ポリメチルメタクリレート、ポリエチルアクリレート;ハロゲン化ビニル重合体および共重合体、例えばポリ塩化ビニル;ポリビニルエーテル、例えばポリビニルメチルエーテル;ポリハロゲン化ビニリデン、例えばポリフッ化ビニリデンおよびポリ塩化ビニリデン;ポリアクリロニトリル;ポリビニルケトン:ポリビニルアミン;ポリビニル芳香族化合物、例えばポリスチレン;ポリビニルエステル、例えばポリ酢酸ビニル;ビニル単量体相互のおよびオレフィンとの共重合体、例えばエチレン−メタクリル酸メチル共重合体、アクリロニトリル−スチレン共重合体、ABS樹脂、およびエチレン−酢酸ビニル共重合体;天然および合成ゴム、例えばブタジエン−スチレン共重合体、ポリイソプレン、合成ポリイソプレン、ポリブタジエン、ブタジエン−アクリロニトリル共重合体、ポリクロロプレンゴム、ポリイソブチレンゴム、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、イソブチレン−イソプレン共重合体、およびポリウレタンゴム;ポリアミド、例えばナイロン66およびポリカプロラクタム;ポリエステル、例えばポリエチレンテレフタレート;ポリカーボネート:ポリイミド;ポリエーテル;フッ素重合体、例えばポリテトラフルオロエチレンおよび弗素化されたエチレンプロピレンが含まれる。
【0024】
外側の層16に使用するのに適した市販のスパンボンド材料の一例は、Reemay Inc.製のポリプロピレン・スパンボンド材料であり、これはBBA不織布の1種であって坪量は約34g/m2(1オンス/平方ヤード)である。
【0025】
第1および第2の外側の層12、16の間に配置された濾過成分14は濾過を行うのに効果的であり、一つ、二つまたはそれ以上の繊維のウエッブの層からつくることができる。層14は粗い高度にかさ高の(loft)繊維から細かいマイクロ繊維の範囲に亙っていることができ、ウエッブの坪量は約1〜50g/m2、さらに好ましくは1〜20g/m2であり得る。この層の性質は製造法と重合体の種類に依存している。即ち、所望の性質をもった1種またはそれ以上の熔融吹き込み層をつくるために処理パラメータを調節することができる。
【0026】
濾過成分14をつくるのに使用される層の数および材料の種類は使用の際に要求される効率レベルルに基づいて決定することができる。高い効率レベルをもったフィルターは効率レベルの低いフィルターに比べフィルターを通るより多くの粒子を阻止するであろう。一般に、ASHRAE市場に使用されるフィルターは典型的には40〜45%、60〜65%、80〜85%または90〜95%のいずれかの効率レベルをもっている。当業界の専門家は、当業界に公知の種々の異なった層を用い所望の効率を達成することができることを容易に認識するであろう。
【0027】
本発明の濾過材10、40、50の濾過成分14をつくるのに使用される熔融吹き込み材料は第1の外側の層12について述べたものを含む種々の重合体材料からつくることができる。これらの繊維は繊維の直径分布が比較的広いことがことが好ましく、使用する重合体の繊維の直径は約0.5〜20μmの範囲にある。意図された用途に依存して、さらに好適な重合体繊維の直径は約0.5〜1.5μmの範囲にある。濾過成分14の全体の厚さは約20〜100ミル、好ましくは約50〜80ミルである。
【0028】
図2はASHRAEの濾過の用途に用いられる濾過材50の一つの例示的な具体化例を示す。この濾過材50は前述のように第1および第2の外側の層12、16、および二つの熔融吹き込み層54、56からつくられた濾過成分14を含んでいる。第1および第2の熔融吹き込み濾過成分54、56はそれぞれ直径が約0.5〜1.5μmの範囲の繊維を有し、濾過される空気流から粒子を捕捉し保持する効果をもっている。第1の上手にある熔融吹き込み層54は第2の下手にある熔融吹き込み層56に比べて大きな直径をもった繊維からつくられることが好ましい。例示的な一具体化例においては、第1の層54はウエッブの坪量が約10g/m2であって約1μmの直径の繊維からつくられ、第2の層56はウエッブの坪量が約2g/m2であって直径約0.65μmの繊維からつくられる。濾過成分14の第2の層56に直径約0.65μmの繊維を使用すると、繊維の直径が小さいと濾過材の濾過効率を著しく改善する点において特に有利である。その結果、本発明の濾過材は現在のガラス・マットの材料の性能レベルと同様な性能レベルをもっているが、ガラス繊維を使用する必要は全くない。
【0029】
図3は80〜85%または90〜95%の効率レベルを必要とする用途に使用される濾過材40の他の具体化例を示す。この濾過材40は前述のように第1および第2の外側の層12、16を含んでおり、濾過成分14は三つのの熔融吹き込み層44、46、48からつくられている。第1の熔融吹き込み濾過成分44は第1の外側の層12のすぐ下手に配置され、粗く高度にかさ高の熔融吹き込み重合体繊維のウエッブからつくられ、濾過される空気流から最も大きな粒子を捕捉して保持する予備フィルターの役目をする。第1の層44は空気流中の大きな粒子が第2および第3の濾過成分46、48の中の小さい空隙を塞ぐのを防いでいる。層44のウエッブ坪量は好ましくは約40〜120g/m2、さらに好ましくは約100g/m2である。第2の濾過成分46は直径が約1μmの繊維からつくられた熔融吹き込みウエッブであり、第1の層44で捕捉されなかった小さい粒子を保持する効果があり、従って濾過材40の塵埃保持能力を増加させている。層46のウエッブの坪量は好ましくは約3〜25g/m2、さらに好ましくは約10g/m2である。第3の濾過成分48は直径約0.65μmの非常に細かい繊維からつくられた熔融吹き込みウエッブである。層48のウエッブの坪量は好ましくは約1〜10g/m2、さらに好ましくは約2g/m2である。
【0030】
当業界の通常の専門家は、本発明の濾過材をつくるのに使用される各材料から成るさらに他の層を含ませることができ、またさらに他の材料を代替品とし、或いは上記の材料に付け加えて使用することもできることを理解できるであろう。さらに本発明の濾過材は、このような材料に通常使用して特殊な性質を賦与し、押し出しを容易にし、或いは材料の他の性能を改善する種々の添加物を任意に含んでいることができる。
【0031】
本発明の濾過材に有用な1種の適当な添加物は電荷安定添加物である。電荷安定添加物の例は脂肪酸から誘導される脂肪酸アミドである。「脂肪酸」という言葉は当業界の通常の専門家によって理解されており、油脂の加水分解で得られる飽和または不飽和の直鎖カルボン酸を含んでいる。適当な脂肪酸の例にはラウリン酸(ドデカン酸)、ミリスチン酸(テトラデカン酸)、パルミチン酸(ヘキサデカン酸)、ステアリン酸(オクタデカン酸)、オレイン酸((Z)−9−オクタデセン酸)、リノール酸((Z,Z)−9,12−オクタデカジエン酸)、リノレン酸((Z,Z,Z)−9,12,15−オクタデカトリエン酸)およびエレオステアリン酸((Z,E,E)−9,11,13−オクタデカトリエン酸)が含まれる。典型的には上記の酸からつくられるアミドは当業界に公知の方法で製造される1級アミドである。2級および3級の脂肪酸アミドも電荷安定添加物として適しているが、この場合にはアミドの窒素は1個またはそれ以上のアルキル基で置換されている。2級および3級脂肪酸アミドも当業界に公知の方法、例えば脂肪酸をエステル化した後適当なアルキルアミンを用いてアミド化反応を行わせる方法で製造することができる。アミドの窒素上のアルキル置換基は直鎖または分岐したアルキル基であることができ、約2〜20個、好ましくは約2〜14個、さらに好ましくは約2〜6個、最も好ましくは約2個の炭素原子をもっていることができる。好適具体化例においては、脂肪酸アミドは「ビス」アミドであり、この場合1個のアルキル鎖が二つの独立なアミド分子の2個の窒素を連結している。例えば、アルキレンビス−脂肪酸アミドはアルキレンビス−ステアリン酸アミド、アルキレンビス−パルミチン酸アミド、アルキレンビス−ミリスチン酸アミド、およびアルキレンビス−ラウリン酸アミドを含んでいる。典型的にはこのアルキル鎖による連結は約2〜8個、好ましくは2個の炭素原子を含んでいる。アルキル鎖の結合は分岐していることもまたしていないこともできる。好適なビス−脂肪酸アミドはエチレンビス−ステアリン酸アミドおよびエチレンビス−パルミチン酸アミド、例えばN,N’−エチレンビスステアリン酸アミドおよびN,N’−エチレンビス−パルミチン酸アミドである。
【0032】
本発明の濾過材10、40、50をつくるためには、当業界に公知の熔融吹き込み法およびスパンボンド法を使用することができる。
【0033】
本発明を制限しない実施例によれば、第1の外側の層12および濾過成分14をつくるのに使用される熔融吹き込み法は、熔融した熱可塑性重合体を熔融した糸またはフィラメントとして多数の細かい通常は円形のダイス型の毛管に通して高速のガス流の中に押し出すことによってつくられ、この場合高速のガス流は熔融した熱可塑性の重合体のフイラメントをその直径を減少させて細くする。細くするためのガス流の流速および圧力は連続した熔融吹き込みフィラメントかまたは不連続な繊維が生じるように調節することができる。空気に担持された生じた繊維はまだ十分に急冷されていない状態で高速の空気流によって運ばれ、捕集面の上に沈積し、不規則に分散し自発的に接合した熔融吹き込み繊維のウエッブを生じる。一具体化例においては、第1の外側の層12は、表面にパターンが付けられた捕集面に繊維を吹き付けることによってテクスチャー加工することができる。
【0034】
熔融吹き込み法(meltblown process)でつくられたウエッブの性質は処理パラメータ、例えば吹き込む空気の温度、速度および方向を調節することによって変えることができる。これらのパラメータは個々の繊維の長さ、直径、および物理的性質に影響を与える。他の重要な因子はオリフィスの幾何学的形状およびダイス型アセンブリーと捕集面との間の距離である。
【0035】
熔融吹き込み繊維を製造する方法の例はButin等の米国特許第3,849,241号明細書およびSchwarzの同第4,380,570号明細書に記載されている。
【0036】
第2の外側の層16をつくるのに使用されるスパンボンド重合体のウエッブは、1種またはそれ以上の熔融した熱可塑性重合体を繊維として紡糸口金の多数の毛管から押し出すことによってつくることができる。押し出された繊維を冷却しながら、引き出しまたは他の公知の延伸機構によって延伸してスパンボンド繊維をつくる。延伸されたスパンボンド繊維を次に形成面の上に不規則に沈積させ、即ち寝かせて横たえ、緩く絡み合った均一な繊維のウエッブをつくる。寝かせてつくった繊維のウエッブに対し次に接合工程、例えば熱接合またはニードルパンチを行い、得られる不織布繊維のウエッブに物理的一体性および寸法安定性を賦与する。
【0037】
スパンボンド不織ウエッブを製造する方法の例はAppel等の米国特許第4,340,563号明細書、Matsuki等の同第3,802,817号明細書、Hansen等の同第3,855,046号明細書、およびDorschener等の同第3,692,618号明細書に記載されている。
【0038】
スパンボンド層および熔融吹き込み層がつくられたら、これらの層を接合して本発明の濾過材10、40、50をつくる。当業界に公知のいくつかの方法、例えば超音波熔接法、超音波接合法、接着剤を用いる方法、或いは当業界の通常の専門家に公知の他の方法を用いて濾過材10、40、50をつくることができる。超音波接合は縁の熔接、幅全体の熔接、幅の一部の熔接、或いはこれらの組み合わせにより達成することができる。
【0039】
別法として、カレンダー掛け法によって層を一緒にプレスし、これによって各層を他の層に対して物理的に接着させる。この方法は、濾過材10、40、50の中に接合剤が混入せず、従って濾過材10、40、50の多孔度が影響を受けないという利点をもっている。
【0040】
濾過材10、40、50をつくった後またはその途中で、任意に繊維のウエッブに静電荷を賦与し、濾過材10、40、50の性能を強化することができる。重合体のウエッブに永久的な双極子を賦与してエレクトレット・濾過材をつくるには種々の方法が知られている。帯電はACまたはDCのコロナ放電ユニットまたはその組み合わせによって行われる。コロナ・ユニット、ACコロナ放電ユニットおよび/またはDCコロナ放電ユニットを繊維ウエッブの上方および/または下方に置き、繊維ウエッブにエレクトレットの性質を賦与することができる。その機器構成は繊維ウエッブのいずれかの側に中性の接地ロールが配置され、ウエッブの上方または下方のいずれかの側に活性電極が配置されるような形を含んでいる。或る具体化例においては、1種類だけのコロナ放電ユニット、例えばDCまたはACコロナ放電ユニットだけを繊維ウエッブの上方または下方に置くが、他の方法としてはウエッブの上方および下方に交互に配置する。他の具体化例においては、ACまたはDCコロナ放電ユニットを組み合わせて交互に使用する。ACまたはDCコロナ放電ユニットは陽イオンまたは陰イオンだけを生成するように制御することができる。放電の特定の特性は電極の形、極性、間隙の大きさ、およびガスまたはガス混合物によって決定される。
【0041】
繊維ウエッブの中でエレクトレットの性質をつくる方法の一例は米国特許第5,401,446号明細書に記載されている。この特許の内容は引用により本明細書に包含される。また帯電は他の方法、例えば摩擦による帯電法を用いて達成することもできる。典型的には繊維ウエッブに対して約1〜約30kV/cm(エネルギーの種類、例えばDC放電またはAC放電による)、好ましくは約10〜約30kV/cmの範囲で放電を行う。好適な範囲は約10〜約20kV/cmである。
【0042】
当業界の通常の専門家は、さらに他の処理法によっても本発明のエレクトレット・濾過材のフィルター効率および性質を最適化し得ることを容易に理解できるであろう。
【0043】
使用時においてフィルターの性能は異なった基準によって評価される。フィルターまたは濾過材は濾過すべき汚染物質がフィルターを横切る透過率が低いことによって特徴付けられることが望ましい。しかし同時にフィルターを横切って相対的に低い圧力降下、または抵抗が必ず存在する。透過率はしばしば下記式
Pen = C/C0
で定義される。ここでCはフィルターを通った後の粒子の濃度であり、C0はフィルターを通る前の粒子の濃度である、濾過効率は
100−%透過率
として定義される。効果的なフィルターは透過率およびフィルターを横切る圧力降下の両方に対しできるだけ低い値を維持することが望ましいから、透過率の対数対フィルターを横切る圧力降下の傾斜を表すアルファ(α)値によってフィルターの評価が行われる。この傾斜が大きいこと、即ちα値が高いことはフィルターの性能が良いことを意味する。αは下記式によって表される。
α=−100・log(C/C0)/DP
ここでDPはフィルターを横切る圧力降下である。この値は典型的には数mmH2Oである。フィルターの性能を評価するための標準的な試験は当業界に公知であり、200mg充填した後における透過率および抵抗(α値に関連している)に注目する。一つの共通な試験においては、完全に湿潤されるまでフィルター材料をイソプロピルアルコールでソーキングし、次いで少なくとも24時間放置して乾燥する。ソーキングはフィルター材料上の電荷を除去するのに効果がある。次いでフィルターの寿命の間フィルターの性能に対し最も悪い可能性を与える圧力降下および濾過効率を決定するために製品の試験を行う。
【0044】
フィルター材料の試験はTSI(R)モデル8110 Automated Filter Tester(TSI,Inc.製,米国ミネソタ州、St.Paul)を用い、0.5ミクロンのNaCl粒子を使用して試験する。またフィルター材料は0.3μのフタル酸ジオクチル(DOP)粒子を用いTSI(R)モデル8130 Automated Filter Testerで試験することもできる。装置のレーザー光度計によってフィルターの上手および下手で粒子の濃度を測定する。試験は自動的に行われ、各試験の結果として透過率(%)、流速、および圧力降下が出力される。測定された濾過効率および圧力降下を用いてフィルター材料のα値を決定することができ、この値をソーキングする前のフィルター材料のα値と比較することができる。
【0045】
本発明の濾過材は空気に担持される汚染物質に対し40〜45%、60〜65%、80〜85%、および90〜95%の濾過効率を与え、塵埃保持能力は約8.0g/m2である。このことは、同様な効率をもつが塵埃保持能力が約4.0〜7.0g/m2の現在の合成フィルター材料に比べて著しい改善である。
【0046】
本発明の濾過材は空気フィルターの広範な用途に広く使用することができ、ASHRAEフィルターに使用するのに特に適している。即ち例えば該濾過材はHVAC、HEPA、ULPAまたは同様なフィルターをつくるのに使用することができる。或る場合には、本発明の濾過材は他の濾過材、例えば市販の濾過材の作動を補強するために使用することができる。即ち本発明の濾過材は種々のフィルターの上手側、下手側、またはそれらの層の間に適用して、好適な濾過操作を得ることができる。
【0047】
下記実施例により本発明を例示する。
【実施例1】
【0048】
得られた4枚の層から成るエレクトレットの濾過材を上記のようにしてつくったが、この場合第1の外側の層(塵埃が入る側)は100g/m2の粗い繊維、即ち直径が約5〜7μmのかたいポリプロピレンの熔融吹き込み繊維でつくった。濾過成分は2枚の層からつくられており、第1の層(上手側)は10g/m2の粗い繊維で、直径が約1μmの高度にかさ高のポリプロピレンの熔融吹き込み繊維であり、第2の層(下手側)は2g/m2の細かい繊維で、直径が約0.65μmの細かいポリプロピレンの熔融吹き込み繊維であった。第2の外側の層(ガスが出て行く側)は34g/m2の粗いポリプロピレンのスパンボンド層からつくった。
(対照実施例1)
第1の対照実施例は繊維ウエッブの4枚の層からつくった。第1の外側の層(ガスが入る側)は8.5g/m2の軽量ポリプロピレンのスパンボンドからつくった。濾過成分は繊維ウエッブの2枚の層からつくられており、第1の層(上手側)は80g/m2の粗い繊維で、高度にかさ高のポリプロピレンの熔融吹き込み繊維であり、第2の層(下手側)は20g/m2の細かいポリプロピレンの熔融吹き込み繊維であった。第2の外側の層(ガスが出て行く側)はBBAの子会社であるReemay社製の42g/m2の中程度の坪量をもつポリプロピレンのTypar製品からつくった。
(対照実施例2)
第2の対照実施例は2枚のガラス繊維の層からつくった。第1の層はウエッブの坪量約15g/m2の裏地を有する軽量ポリエステルのスパンボンド層であった。第2の層はウエッブの坪量が約55〜60g/m2のウエッブを有するガラスの高度にかさ高の張った繊維層からつくった。
【0049】
下記の表には、実施例1に従ってつくられた本発明の濾過材の性質を対照実施例1および2に従ってつくられた現存の濾過材の性質と比較して示す。表1によれば、本発明に従ってつくられた濾過材特に直径約0.65μmの繊維からつくられた熔融吹き込み層を有する濾過材を用いることによりα値を増加させることができることが示されている。実施例1でつくられた濾過材の性能は対照実施例2に従ってつくられた現存のガラス・マット材料の性能と同様であり、対照実施例1に従ってつくられた従来法の合成濾過材より優れた利点を与える。
【0050】
【表1】
【0051】
当業界の通常の専門家は、通常行われる実験をこれ以上しないでも、上記に説明した本発明の特定の具体化例に対する多くの均等物を知り、或いは確かめることができるであろう。これらのおよび他のすべての均等物は本発明の特許請求の範囲の中に含まれるものである。本明細書に引用したすべての出版物および参考文献は、背景技術の項に挙たものを含め、その全文が引用により明白に本明細書に包含される。
【図面の簡単な説明】
【0052】
【図1】本発明の濾過材の断面図。
【図2】図1の濾過材の他の具体化例を示す図。
【図3】図1の濾過材の一具体化例を示す図。
【特許請求の範囲】
【請求項1】
多成分シートからつくられた濾過材であって、該濾過材は
上手側の外側にある粗い熔融吹き込み層:
下手側の外側にあるスパンボンド層;
該上手側の外側の層と下手側の外側の層との間に配置された濾過成分を含んで成り、
該濾過成分は第1の上手の熔融吹き込み層と第2の下手の熔融吹き込み層を含み、該第1および第2の熔融吹き込み層は直径が約0.5〜1.5μmの繊維からつくられ、第1の熔融吹き込み層をつくる繊維は第2の熔融吹き込み層をつくる繊維よりも直径が大きいことを特徴とする濾過材。
【請求項2】
第2の熔融吹き込み層は直径が約0.65μmの繊維からつくられ、第1の熔融吹き込み層は直径が約1μmの繊維からつくられることを特徴とする請求項1記載の濾過材。
【請求項3】
第1および第2の熔融吹き込み層はそれぞれ約1〜20g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項4】
第1の熔融吹き込み層は約10g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項5】
第2の熔融吹き込み層は約2g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項6】
上手の外側の層は約5〜10μmの範囲の直径をもっている繊維からつくられることを特徴とする請求項1記載の濾過材。
【請求項7】
上手の外側の層は約100g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項8】
下手の外側のスパンボンド層は約10〜25μmの範囲の直径をもっている繊維からつくられることを特徴とする請求項1記載の濾過材。
【請求項9】
下手の外側のスパンボンド層は約10〜40g/m2のウエッブの坪量をもっている特徴とする請求項1記載の濾過材。
【請求項10】
該濾過材は少なくとも約10のα値をもっていることを特徴とする請求項1記載の濾過材。
【請求項11】
該濾過材は約16のα値をもっていることを特徴とする請求項1記載の濾過材。
【請求項12】
上手の外側の層、下手の外側の層、および中央の濾過成分はそれぞれポリオレフィン、アクリル重合体および共重合体、ハロゲン化ビニル重合体および共重合体、ポリビニルエーテル、ポリハロゲン化ビニリデン、ポリアクリロニトリル、ポリビニルケトン、ポリビニルアミン、ポリビニル芳香族化合物、ポリビニルエステル、ビニル単量体の共重合体、天然および合成ゴム、ポリアミド、ポリエステル、ポリカーボネート、ポリイミド、ポリエーテル、フッ素重合体、およびこれらの混合物から成る群から選ばれる重合体からつくられることを特徴とする請求項1記載の濾過材。
【請求項13】
濾過成分,上手の外側の層、および下手の外側の層はポリプロピレンからつくられることを特徴とする請求項1記載の濾過材。
【請求項14】
該濾過材は塵埃保持能力が少なくとも約50g/m2であることを特徴とする請求項1記載の濾過材。
【請求項1】
多成分シートからつくられた濾過材であって、該濾過材は
上手側の外側にある粗い熔融吹き込み層:
下手側の外側にあるスパンボンド層;
該上手側の外側の層と下手側の外側の層との間に配置された濾過成分を含んで成り、
該濾過成分は第1の上手の熔融吹き込み層と第2の下手の熔融吹き込み層を含み、該第1および第2の熔融吹き込み層は直径が約0.5〜1.5μmの繊維からつくられ、第1の熔融吹き込み層をつくる繊維は第2の熔融吹き込み層をつくる繊維よりも直径が大きいことを特徴とする濾過材。
【請求項2】
第2の熔融吹き込み層は直径が約0.65μmの繊維からつくられ、第1の熔融吹き込み層は直径が約1μmの繊維からつくられることを特徴とする請求項1記載の濾過材。
【請求項3】
第1および第2の熔融吹き込み層はそれぞれ約1〜20g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項4】
第1の熔融吹き込み層は約10g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項5】
第2の熔融吹き込み層は約2g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項6】
上手の外側の層は約5〜10μmの範囲の直径をもっている繊維からつくられることを特徴とする請求項1記載の濾過材。
【請求項7】
上手の外側の層は約100g/m2のウエッブの坪量をもっていることを特徴とする請求項1記載の濾過材。
【請求項8】
下手の外側のスパンボンド層は約10〜25μmの範囲の直径をもっている繊維からつくられることを特徴とする請求項1記載の濾過材。
【請求項9】
下手の外側のスパンボンド層は約10〜40g/m2のウエッブの坪量をもっている特徴とする請求項1記載の濾過材。
【請求項10】
該濾過材は少なくとも約10のα値をもっていることを特徴とする請求項1記載の濾過材。
【請求項11】
該濾過材は約16のα値をもっていることを特徴とする請求項1記載の濾過材。
【請求項12】
上手の外側の層、下手の外側の層、および中央の濾過成分はそれぞれポリオレフィン、アクリル重合体および共重合体、ハロゲン化ビニル重合体および共重合体、ポリビニルエーテル、ポリハロゲン化ビニリデン、ポリアクリロニトリル、ポリビニルケトン、ポリビニルアミン、ポリビニル芳香族化合物、ポリビニルエステル、ビニル単量体の共重合体、天然および合成ゴム、ポリアミド、ポリエステル、ポリカーボネート、ポリイミド、ポリエーテル、フッ素重合体、およびこれらの混合物から成る群から選ばれる重合体からつくられることを特徴とする請求項1記載の濾過材。
【請求項13】
濾過成分,上手の外側の層、および下手の外側の層はポリプロピレンからつくられることを特徴とする請求項1記載の濾過材。
【請求項14】
該濾過材は塵埃保持能力が少なくとも約50g/m2であることを特徴とする請求項1記載の濾過材。
【図1】

【図2】
【図3】

【図2】
【図3】
【公表番号】特表2006−500213(P2006−500213A)
【公表日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−540079(P2004−540079)
【出願日】平成15年9月15日(2003.9.15)
【国際出願番号】PCT/US2003/028911
【国際公開番号】WO2004/028662
【国際公開日】平成16年4月8日(2004.4.8)
【出願人】(501475963)ホリングワース・アンド・ボーズ・カンパニー (5)
【Fターム(参考)】
【公表日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成15年9月15日(2003.9.15)
【国際出願番号】PCT/US2003/028911
【国際公開番号】WO2004/028662
【国際公開日】平成16年4月8日(2004.4.8)
【出願人】(501475963)ホリングワース・アンド・ボーズ・カンパニー (5)
【Fターム(参考)】
[ Back to top ]