
高収縮ポリエステル繊維とその製造方法及び用途
【課題】 直接紡糸延伸手法において、安定した工程性が得られ、且つ高収縮率を示すポリエステル繊維及びこれからなる織編物を提供することを目的とする。
【解決手段】 固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10でブレンドした原料を溶融紡出物を、ガラス転移温度以下に冷却して糸条とし、該糸条をチューブ型加熱装置内を通過させてガラス転移温度〜融点の温度に加熱しつつ延伸して得た延伸糸の表面に給油した後で3500〜5500m/分の速度で巻取ることを特徴とする高収縮ポリエステル繊維の連続的製造方法と、これによって得られる沸水収縮率20〜50%、130℃熱応力150mg/dtex以上、繊度20〜300dtexの高収縮ポリエステル繊維及びこれからなる織編物を提供する。
【解決手段】 固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10でブレンドした原料を溶融紡出物を、ガラス転移温度以下に冷却して糸条とし、該糸条をチューブ型加熱装置内を通過させてガラス転移温度〜融点の温度に加熱しつつ延伸して得た延伸糸の表面に給油した後で3500〜5500m/分の速度で巻取ることを特徴とする高収縮ポリエステル繊維の連続的製造方法と、これによって得られる沸水収縮率20〜50%、130℃熱応力150mg/dtex以上、繊度20〜300dtexの高収縮ポリエステル繊維及びこれからなる織編物を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は高収縮性ポリエステル繊維とその製造方法に関する。より詳細には、本発明はチューブ型加熱筒を使用した直接紡糸延伸手法において、安定した工程性が得られ、且つ高品質の強伸度物性と染色性を有した高収縮性ポリエステル繊維を得ることができ、更に本発明の製造方法で得られたポリエステル繊維を使用して風合いに優れた織編物を提供することができる。
【背景技術】
【0002】
ポリエステル繊維は、力学的特性や発色性及び取扱い性などの点から織編物などの用途で幅広く用いられている。特に熱収縮率の高い高収縮ポリエステル繊維は使用した織編物はふくらみ感のある良好な風合いが得られることから、衣料用途などに好適である。 従来、高収縮ポリエステル繊維を得る方法として、連続して紡糸延伸を行うスピンドロー方式、あるいは紡糸後に原糸を所定時間放置熟成し延伸する2ステップ方式において、いずれも延伸熱ローラーの温度を通常収縮糸を得る場合に比べて低く設定することにより高収縮化を実現してきた。
しかし、スピンドロー方式では熱固定斑による染色斑が発生しやすく、Wsr20%以上の繊維を安定して生産することが難しかった。
また、2ステップ方式では高収縮化は可能であるが、工程的に手間がかかりコスト面で高価となり不利になる。
更に、いずれの製法においても延伸熱ローラーの温度を低目とするため、繊維構造的にはヤング率が低下する傾向にある。
一方最近では、紡出後に一旦ガラス転移点以下に糸条を冷却した後、チューブ型加熱装置内を走行させて捲取る直接紡糸延伸方式がある(例えば特許文献1〜3)。この紡糸方式は前述のスピンドロー方式に似て延伸糸が得られる。延伸は、チューブ型加熱装置内で糸条の空気抵抗によってなされるため、スピンドロー方式に比べて糸条のローラー接触が少なく糸への損傷が小さい。そのため、細繊度糸や異形断面糸の安定生産に適している。また、油剤付与を延伸後に行うため、油剤による工程性不良が少ないことや、更には耐熱性の乏しいポリマーを非接触で加熱延伸し、円滑に巻き取ることが出来るという特徴を有する。
しかしこの紡糸方法は、同一原料下では基本的に紡糸温度、加熱装置温度、巻取り速度しか条件的に変更できるところが無く、巻き取った繊維の収縮率など物性を制御することが難しい。結果として、沸水収縮率=5〜10%の低収縮繊維しか得ることができなかった。
【特許文献1】特開平7−268725号公報
【特許文献2】特開平9−31749号公報
【特許文献3】特開平10−96117号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、これまで困難であった冷却工程の途中にチューブ型加熱筒を設ける延伸糸の製造(直接紡糸延伸手法)において、安定した工程性が得られ、且つ高収縮率を示すポリエステル繊維およびこれからなる織編物を提供することを目的とする。また、そのような高収縮率を示すポリエステル繊維の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0004】
上記の課題を鑑み、本発明は以下の発明を提供する。
すなわち、第1の発明として、連続的な高収縮ポリエステル繊維の製造方法であって、固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドして得た原料を溶融紡出させた溶融物を、ガラス転移温度以下に冷却して糸条とし、該糸条をチューブ型加熱装置内を通過させてガラス転移温度以上、融点以下の温度に加熱しつつ延伸し、得られた延伸糸の表面に給油した後で3500〜5500m/分の速度で巻取ることを特徴とする高収縮ポリエステル繊維の製造方法を提供する。
【0005】
また第2の発明として、上記の製造方法によって得られる繊維の沸水収縮率20〜50%、130℃熱応力150mg/dtex以上、繊度20〜300dtexの高収縮ポリエステル繊維を提供する。
【0006】
更に第3の発明として、上記の高収縮ポリエステル繊維からなる織編物を提供する。
【発明の効果】
【0007】
第1の発明は次の効果を奏する。
本発明の製造方法は、生産性の高い連続的製造方法である。固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系(B)とをブレンドして得た原料は、均一にブレンドすることが容易で、また見掛けの固有粘度が0.6〜0.7であり、高速紡糸にも好適である。またポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドすることで、高収縮ポリエステルを高速で得ることができる。また本発明の製造方法は、冷却工程の途中に加熱工程を有することで装置がコンパクトとなり、高速で望ましい延伸糸を得ることができる。
【0008】
以上の効果に加えて、第2の発明は次の効果を奏する。
上記製造方法によって得られる高収縮ポリエステル繊維の沸水収縮率20〜50%であることで、染色時にふくらみ感と良好な風合いを得ることができる。
更に本発明で得られる高収縮ポリエステル繊維は、130℃熱応力150mg/dtex以上、繊度20〜300dtexとすることで、衣料用などの織編物用途に好適である。また、ポリエチレンテレフタレート系ポリエステルとポリエチレンナフタレート系ポリエステルとが重量比60:40〜90:10の割合で含まれているので、紫外線耐久性が高い。
【0009】
第3の発明は次の効果を奏する。
本発明の高収縮糸ポリエステル繊維から得られる織編物は、ふくらみ感と風合いに優れる。
【発明を実施するための最良の形態】
【0010】
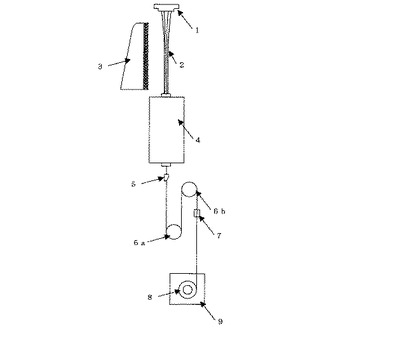
図1は本発明の製造方法の一例を示す図である。固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドして得た原料を溶融混練し、当該溶融物を口金1からより紡出させた後に冷却風装置3でガラス転移温度以下に冷却して糸条2とし、該糸条2をチューブ型加熱装置4内を通過させてガラス転移温度以上、融点以下の温度に加熱しつつ延伸し、得られた延伸糸の表面に油剤給油装置5で油剤を給油した後で、引き取りローラー6a、6bを通し、糸条交絡用ノズル7で糸条を交絡した後、捲取機9で3500〜5500m/分の速度で巻取りつつパッケージ8に収納する。
【0011】
本発明で用いるポリエチレンテレフタレート系ポリエステル(A)は、エチレンテレフタレート単位を主たる繰返し単位とするポリエステルであり、一方、ポリエチレンナフタレート系ポリエステル(B)は、エチレン−2,6−ナフタレート単位を主たる繰返し単位とするポリエステルである。
【0012】
ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、それぞれ、本発明の目的を阻害しない範囲、例えば酸成分を基準として15モル%以下、好ましくは5モル%以下で第3成分が共重合されていてもかまわない。好ましく用いられる共重合成分としては、例えば、イソフタル酸、アジピン酸、セバシン酸、ドデカンジ酸、ダイマー酸、スルホイソフタル酸ナトリウム塩、スルホイソフタル酸テトラブチルホスホニウム塩などの酸成分、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、シクロヘキサン−1,4−ジメタノール、2,2−ビス[ 4−(2−ヒドロキシエトキシ)フェニル]プロパン、分子量が4000以下のポリエチレングリコールなどのグリコール成分が挙げられる。
【0013】
また、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、それぞれ、酸化チタン、硫酸バリウム、硫化亜鉛などの艶消剤、リン酸、亜リン酸などの熱安定剤、あるいは光安定剤、酸化防止剤、酸化ケイ素などの表面処理剤などが添加剤として含まれていてもよい。また、酸化ケイ素を用いることで得られる繊維は減量加工後に繊維表面に微細な凹凸を付与することができ、のちに織編物にした場合に濃色化が実現される。また熱安定剤を用いることで加熱溶融時やその後の熱処理における熱分解を抑制できる。また光安定剤を用いることで繊維の使用時の耐光性を高めることができる。また表面処理剤を用いることで染色性を高めることができる。
【0014】
これら添加剤は、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)と共にブレンドしても良いし、これらのいずれかおよび/または両方のポリエステルを重合によって得る際に重合系内にあらかじめ加えておいても良い。一般に酸化防止剤などはブレンド時あるいは重合末期に添加するほうが好ましく、特に重合系に悪影響を与える場合や、重合条件下で添加剤が失活する場合はこちらが好ましい。一方、艶消剤、熱安定剤などは重合時に添加するほうが好ましく、均一にポリマー内に分散しやすい。これら添加剤はポリエチレンテレフタレート系ポリエステル(A)またはポリエチレンナフタレート系ポリエステル(B)の一方の重合時のみに加えても良い。通常、ブレンド比率の高いポリエチレンテレフタレート系ポリエステル(A)に加える方が均一に混合できるので好ましい。
【0015】
ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、固有粘度0.6〜0.7であるが、好ましくは0.62〜0.68、より好ましくは0.63〜0.66である。これら固有粘度が0.7を上回ると、繊維化時の高速紡糸性が乏しくなる。また紡糸が可能であり、目標の沸水収縮率や熱応力物性が得られた場合でも、筒編染色生地で染色斑や筋が発生したり織編物の風合いが劣るなど、得られた織編繊維の表面品位が低下し衣料用として好ましくない。また、これら固有粘度が0.6を下回ると紡糸中に断糸しやすく生産性が乏しくなるばかりでなく、得られた繊維の強度も低いものとなる。更に、紡糸性が良好で目標の沸水収縮率や熱応力物性が得られた場合でも、筒編染色生地で染色斑や筋が発生したり織編物の風合いが劣るなど、得られた織編繊維の表面品位が低下し衣料用として好ましくない。ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)との互いの固有粘度が近いまたは同一であることで、ブレンドの際に両者がより均一分散または相溶状態に近い状態となり、高速紡糸においても安定した紡糸が可能である。これらの固有粘度の差は0.06以下であることが好ましく、0.03以下であることがより好ましく、0.01以下であることが更に好ましい。
【0016】
本発明の製造方法においては、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、重量比60:40〜90:10の割合でブレンドして得た原料であるが、これらの重量比は好ましくは65:35〜85:15、より好ましくは70:30〜80:20である。これら重量比が60:40を下回るとポリエチレンナフタレート系ポリエステル(B)の比率が多くなりすぎ収縮率は向上するが、一方で収縮率斑やそれに伴う染色斑が発生するため、織編製品とした場合に品位の低下に至る。また、90:10を上回るとポリエチレンナフタレート系ポリエステル(B)が少なすぎるため、本発明が規定する紡糸速度において求める熱収縮性を得ることが困難となる。
【0017】
本発明の製造方法において、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とのブレンド方法には特に限定はないが、ペレット形状などの各ポリエステルの小片を固相で混合する方法を用いることができる。混合時は不活性ガス下であることが好ましく、乾燥状態であることが好ましい。混合に用いる混合装置としては特に限定はない。混合装置は加熱溶融による紡糸工程と直結していることで装置的にコンパクトとなるだけでなく、ポリエステルの品質保持や、得られる巻取り繊維の品質安定性の観点から好ましい。
【0018】
本発明の製造方法の紡糸工程において、ブレンドされたポリエステル原料は口金より紡出する。口金の形状や大きさによって得られる繊維の断面形状や径を調節できる。
【0019】
次に、ブレンドされたポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)は、例えば単軸押出機や二軸押出機を用いて溶融混練する。溶融混練する際の温度は、混練設備及びポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)の混合比などにより異なるが、両者を斑なく安定に溶融混練し、且つ安定な製糸性や品位を得るためには260〜300℃で溶融押出するのが好ましく、270〜290℃がより好ましい。
更に、混練設備を通過してから紡糸頭に至るまでの間の溶融温度については、混練設備及びポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)の混合比などにより融点が異なるため一概に特定はできないが、これらをブレンドして得た原料を溶融斑なく安定な状態で紡出させ、且つ安定な製糸性や品位を得るためには、原料の融点+20〜50℃の温度範囲とすることが好ましい。
【0020】
そして、上記によって溶融紡出したポリエステル繊維を、一旦そのガラス転位温度以下の温度、好ましくはガラス転位温度よりも10℃以上低い温度に冷却する。この場合の冷却方法や冷却装置としては、紡出したポリエステル繊維をそのガラス転位温度以下に冷却できる方法や装置であればいずれでもよく特に制限されないが、紡糸口金の下に冷却風吹き付け筒などの冷却風吹き付け装置を設けておいて、紡出されてきたポリエステル繊維に冷却風を吹き付けてガラス転位温度以下に冷却するのが好ましい。その際に冷却風の温度や湿度、冷却風の吹き付け速度、紡出糸条に対する冷却風の吹き付け角度などの冷却条件も特に制限されず、口金から紡出されてきたポリエステル繊維を繊維の揺れなどを生じないようにしながら速やかに且つ均一にガラス転位温度以下にまで冷却できる条件であればいずれでもよい。そのうちでも、冷却風の温度を約20℃〜30℃、冷却風の湿度を20
%〜60%、冷却風の吹き付け速度を0.4〜1.0m/秒として、紡出繊維に対する冷却風の吹き付け方向を紡出方向に対して垂直にして紡出したポリエステル繊維の冷却を行うのが、高品質のポリエステル繊維を円滑に得ることができるので好ましい。また、冷却風吹き付け筒を用いて前記の条件下で冷却を行う場合は、紡糸口金の直下にやや間隔を空けてまたは間隔を空けないで、長さが約80〜120cm程度の冷却風吹き付け筒を配置するのが好ましい。
【0021】
次に、紡出後に一旦ガラス転移温度以下に糸条を冷却した後、引き続いてそのまま直接加熱帯域、具体的にはチューブ型加熱筒などの装置内を走行させて延伸熱処理し給油後に3500〜5500m/分の速度で巻取ることで延伸糸を得ることができる。加熱工程における加熱温度は延伸しやすい温度、すなわちガラス転移温度以上で融点以下の温度が必要であり、具体的にはガラス転移温度よりも30℃以上高いことが好ましく、50℃以上高いことがより好ましい。また融点よりも20℃以上低いことが好ましく、30℃以上低いことがより好ましい。これにより、冷却工程においてガラス転移温度以下に冷えた糸条が加熱装置で加熱されることで分子運動を促進活発化し延伸を行う。
【0022】
油剤は加熱装置による延伸処理工程通過後に付与する。これにより油剤による延伸断糸が少なくなる。油剤としては通常ポリエステルの紡糸に用いられるものであれば制限はない。給油方法としてはギヤポンプ方式によるオイリングノズル給油またはオイリングローラー給油のいずれでもよい。ただし、紡糸速度が高速化するにつれて前者の方式の方が糸条に斑無く、安定した油剤付着が可能である。油剤の付着量については特に制限はなく、断糸や原糸毛羽の抑制効果と織編物の工程に適した範囲であれば適宜調節しても良い。
そのうちでも、油剤の付着量を0.3〜2.0%とすることが高品質のポリエステル繊維を円滑に得ることができるので好ましく、0.3〜1.0%とすることがより好ましい。
【0023】
そして、上述した一連の工程からなる延伸したポリエステル繊維を、3500〜5500m/分で引き取ることが必要であり、引き取り速度4000〜5000m/分であることがより好ましい。ポリエステル繊維の引き取り速度が3500m/分未満の場合は生産性が低下し、また加熱帯域において繊維の延伸が十分に行われなくなり、得られるポリエステル繊維の機械的物性が低下する。引き取り速度が5500m/分を超えた場合は安定な高速曳糸性が得られにくく、また加熱帯域において繊維の延伸が十分に行われなくなり、得られるポリエステル繊維の機械的物性が低下する。
【0024】
本発明の製造方法で得られる高収縮ポリエステル繊維の沸水収縮率は20〜50%であるが、25〜40%であることがより好ましい。20%未満では織編物とした場合のふくらみ感、嵩高風合いの点で迫力不足である。一方50%以上では収縮が大きすぎるため硬い風合いとなり満足な織編物は得られない。
【0025】
本発明の製造方法で得られる高収縮ポリエステル繊維の繊度は20dtex〜300dtexであり、この範囲を外れると、風合いが低下するため一般衣料用途としては好ましくない。好ましくは20dtex〜167dtex、さらに好ましくは20dtex〜84dtexである。
【0026】
本発明の製造方法で得られる高収縮ポリエステル繊維の130℃熱応力は150mg/dtex以上であり、これ以下の場合は繊維としてのハリコシ感に乏しく、織編物として風合いの満足なものは得られない。
【0027】
また、本発明の製造方法で得られる高収縮ポリエステル繊維は、上記引き取り速度の範囲内であれば引き取り速度が高いほど熱収縮率は低くなり熱応力は高くなるが、引き取り速度は求める熱収縮率や熱応力によって適宜調節することができる。
【0028】
(実施例)
以下、実施例によって本発明を詳しく説明するが、これらは本発明を限定するものでない。なお、原料のガラス転移温度、融点、本発明で得られる高収縮ポリエステル繊維の固有粘度、沸水収縮率、熱応力、繊度、繊維の各物性の評価は以下の方法に従った。
【0029】
<ガラス転移温度>
島津製作所製 示差走査熱量計(DSC−60)にて、昇温速度10℃/分で測定した。
【0030】
<融点>
島津製作所製 示差走査熱量計(DSC−60)にて、昇温速度10℃/分で測定した。
【0031】
<固有粘度>
溶媒としてフェノール/テトラクロロエタン(体積比1/1)混合溶媒を用い30℃でウベローデ型粘度計(林製作所製HRK−3型)を用いて測定した。
【0032】
<沸水収縮率>
JIS− L1013の測定方法に準拠して測定した。
【0033】
<熱応力>
糸長10cmのループを作製し応力測定機内のフックに掛け、3分で300℃まで昇温し、その応力をチャートに描き読み取った。
【0034】
<繊度>
JIS− L1013の測定方法に準拠して測定した。
【0035】
<強度>
インストロン型の引張試験機を用いて得られた荷重−伸度曲線より求めた。
【0036】
<伸度>
インストロン型の引張試験機を用いて得られた荷重−伸度曲線より求めた。
【0037】
<製糸性>
以下の基準に従って紡糸性評価を行った。
◎:24hrの連続紡糸を行い、紡糸時の断糸が何ら発生せず、しかも得られたポリエステル繊維には毛羽・ループが全く発生していないなど、紡糸性が極めて良好である
○:24hrの連続紡糸を行い、紡糸時の断糸が1回以下の頻度で発生し、得られたポリエステル繊維に毛羽・ループが全く発生していないか、あるいは僅かに発生したものの、紡糸性がほぼ良好である
△:24hrの連続紡糸を行い、紡糸時の断糸が3回まで発生し、紡糸性が不良である
×:24hrの連続紡糸を行い、紡糸時の断糸が3回よりも多く発生し、紡糸性が極めて不良である
【0038】
<筒編染色・風合い>
筒編染色は、得られたポリエステル繊維を筒編機で丸編にし、分散染料を用いて130℃の高圧染色加工を行った後に色斑や筋の有無についてパネラー評価を実施した。
また、風合評価については得られたポリエステル繊維を経糸及び緯糸として使い平織物を製織し、通常の減量染色、仕上げ加工を施し織物を得、これについてパネラー評価を実施した。評価方法は、筒編染色、風合い評価共に染色加工後の生地の感応評価を10名で実施し9名以上の合格判定で◎、7名以上8名未満の合格判定で○、6名以下では×(風合い不良)とした。
【0039】
(実施例1)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を10重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ80℃、249℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度280℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は20.1%、熱応力は161mg/dtexを有しており、筒編染色・風合評価共に良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0040】
(実施例2)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を20重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ82℃、241℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度280℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は24.9%、熱応力は172mg/dtexを有しており、筒編染色・風合評価共に良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0041】
(実施例3 ) 平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=0.82g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して3500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は38.2%、熱応力は153mg/dtexを有しており、筒編染色・風合評価共に良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0042】
(実施例4)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は32.3%、熱応力は177mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0043】
(実施例5)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.28g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して5500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は37.6%、熱応力は170mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても良好な結果を得ることができた。
【0044】
(実施例6)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を40重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ89℃、226℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度270℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は45.2%、熱応力は180mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても良好な結果を得ることができた。
【0045】
(実施例7)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.68のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は38.7%、熱応力は177mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0046】
(実施例8)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.68のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は30.5%、熱応力は181mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても良好な結果を得ることができた。
【0047】
(比較例1)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.55のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、232℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は36.7%であったが熱応力は138mg/dtexと低く、筒編染色・風合評価共に良好な品位を得ることができなかった。更に、紡糸性についても不良であった。
【0048】
(比較例2)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.75のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ86℃、235℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は29.4%、応力は182mg/dtexを有しており風合評価は良好であったが筒編染色では染色斑が多く、良好な品位を得ることが困難であった。更に、紡糸性についても極めて不良であった。
【0049】
(比較例3)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.53のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、232℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は35.5%、応力は169mg/dtexを有しており風合評価は良好であったが筒編染色では染色斑が多く、良好な品位を得ることが困難であった。一方、紡糸性については良好な結果を得ることができた。
【0050】
(比較例4)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.74のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ86℃、235℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は30.7%、応力は180mg/dtexを有しており風合評価は良好であったが筒編染色では染色斑が多く、良好な品位を得ることが困難であった。更に、紡糸性についても不良であった。
【0051】
(比較例5)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を5重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ78℃、252℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度290℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は10.1%と低いため、応力は154mg/dtexを有していながら風合評価は不良で、良好な品位を得ることが困難であった。一方、紡糸性については良好な結果を得ることができた。
【0052】
(比較例6)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を50重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ91℃、218℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度265℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は54.2%、応力は183mg/dtexを有していながら筒編染色では染色斑が多くまた風合評価も不良であり、良好な品位を得ることが困難であった。更に、紡糸性についても不良であった。
【0053】
(比較例7)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=0.70g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して3000m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は43.3%であったが熱応力は133mg/dtexと低く、筒編染色・風合評価共に良好な品位を得ることができなかった。一方、紡糸性については良好な結果を得ることができた。
【0054】
(比較例8)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.40g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して6000m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は45.1%であったが熱応力は141mg/dtexと低く、筒編染色・風合評価共に良好な品位を得ることができなかった。更に、紡糸性についても極めて不良であった。
【0055】
(比較例9)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後オイリングローラーにて油剤給油を行い、第一ホットローラーと第二ホットローラー間にて機械的延伸を行った後4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は37.3%、応力は195mg/dtexを有しており風合評価は良好であったが、筒編染色では染色斑が多く、良好な品位を得ることが困難であった。一方、紡糸性については良好な結果を得ることができた。
【0056】
【表1】

【0057】
【表2】
【図面の簡単な説明】
【0058】
【図1】本発明の製造方法の一例
【符号の説明】
【0059】
1 口金
2 糸条
3 冷却風装置
4 チューブ型加熱装置
5 油剤給油装置
6a 引き取りローラー
6b 引き取りローラー
7 糸条交絡用ノズル
8 パッケージ
9 捲取機
【技術分野】
【0001】
本発明は高収縮性ポリエステル繊維とその製造方法に関する。より詳細には、本発明はチューブ型加熱筒を使用した直接紡糸延伸手法において、安定した工程性が得られ、且つ高品質の強伸度物性と染色性を有した高収縮性ポリエステル繊維を得ることができ、更に本発明の製造方法で得られたポリエステル繊維を使用して風合いに優れた織編物を提供することができる。
【背景技術】
【0002】
ポリエステル繊維は、力学的特性や発色性及び取扱い性などの点から織編物などの用途で幅広く用いられている。特に熱収縮率の高い高収縮ポリエステル繊維は使用した織編物はふくらみ感のある良好な風合いが得られることから、衣料用途などに好適である。 従来、高収縮ポリエステル繊維を得る方法として、連続して紡糸延伸を行うスピンドロー方式、あるいは紡糸後に原糸を所定時間放置熟成し延伸する2ステップ方式において、いずれも延伸熱ローラーの温度を通常収縮糸を得る場合に比べて低く設定することにより高収縮化を実現してきた。
しかし、スピンドロー方式では熱固定斑による染色斑が発生しやすく、Wsr20%以上の繊維を安定して生産することが難しかった。
また、2ステップ方式では高収縮化は可能であるが、工程的に手間がかかりコスト面で高価となり不利になる。
更に、いずれの製法においても延伸熱ローラーの温度を低目とするため、繊維構造的にはヤング率が低下する傾向にある。
一方最近では、紡出後に一旦ガラス転移点以下に糸条を冷却した後、チューブ型加熱装置内を走行させて捲取る直接紡糸延伸方式がある(例えば特許文献1〜3)。この紡糸方式は前述のスピンドロー方式に似て延伸糸が得られる。延伸は、チューブ型加熱装置内で糸条の空気抵抗によってなされるため、スピンドロー方式に比べて糸条のローラー接触が少なく糸への損傷が小さい。そのため、細繊度糸や異形断面糸の安定生産に適している。また、油剤付与を延伸後に行うため、油剤による工程性不良が少ないことや、更には耐熱性の乏しいポリマーを非接触で加熱延伸し、円滑に巻き取ることが出来るという特徴を有する。
しかしこの紡糸方法は、同一原料下では基本的に紡糸温度、加熱装置温度、巻取り速度しか条件的に変更できるところが無く、巻き取った繊維の収縮率など物性を制御することが難しい。結果として、沸水収縮率=5〜10%の低収縮繊維しか得ることができなかった。
【特許文献1】特開平7−268725号公報
【特許文献2】特開平9−31749号公報
【特許文献3】特開平10−96117号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、これまで困難であった冷却工程の途中にチューブ型加熱筒を設ける延伸糸の製造(直接紡糸延伸手法)において、安定した工程性が得られ、且つ高収縮率を示すポリエステル繊維およびこれからなる織編物を提供することを目的とする。また、そのような高収縮率を示すポリエステル繊維の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0004】
上記の課題を鑑み、本発明は以下の発明を提供する。
すなわち、第1の発明として、連続的な高収縮ポリエステル繊維の製造方法であって、固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドして得た原料を溶融紡出させた溶融物を、ガラス転移温度以下に冷却して糸条とし、該糸条をチューブ型加熱装置内を通過させてガラス転移温度以上、融点以下の温度に加熱しつつ延伸し、得られた延伸糸の表面に給油した後で3500〜5500m/分の速度で巻取ることを特徴とする高収縮ポリエステル繊維の製造方法を提供する。
【0005】
また第2の発明として、上記の製造方法によって得られる繊維の沸水収縮率20〜50%、130℃熱応力150mg/dtex以上、繊度20〜300dtexの高収縮ポリエステル繊維を提供する。
【0006】
更に第3の発明として、上記の高収縮ポリエステル繊維からなる織編物を提供する。
【発明の効果】
【0007】
第1の発明は次の効果を奏する。
本発明の製造方法は、生産性の高い連続的製造方法である。固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系(B)とをブレンドして得た原料は、均一にブレンドすることが容易で、また見掛けの固有粘度が0.6〜0.7であり、高速紡糸にも好適である。またポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドすることで、高収縮ポリエステルを高速で得ることができる。また本発明の製造方法は、冷却工程の途中に加熱工程を有することで装置がコンパクトとなり、高速で望ましい延伸糸を得ることができる。
【0008】
以上の効果に加えて、第2の発明は次の効果を奏する。
上記製造方法によって得られる高収縮ポリエステル繊維の沸水収縮率20〜50%であることで、染色時にふくらみ感と良好な風合いを得ることができる。
更に本発明で得られる高収縮ポリエステル繊維は、130℃熱応力150mg/dtex以上、繊度20〜300dtexとすることで、衣料用などの織編物用途に好適である。また、ポリエチレンテレフタレート系ポリエステルとポリエチレンナフタレート系ポリエステルとが重量比60:40〜90:10の割合で含まれているので、紫外線耐久性が高い。
【0009】
第3の発明は次の効果を奏する。
本発明の高収縮糸ポリエステル繊維から得られる織編物は、ふくらみ感と風合いに優れる。
【発明を実施するための最良の形態】
【0010】
図1は本発明の製造方法の一例を示す図である。固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドして得た原料を溶融混練し、当該溶融物を口金1からより紡出させた後に冷却風装置3でガラス転移温度以下に冷却して糸条2とし、該糸条2をチューブ型加熱装置4内を通過させてガラス転移温度以上、融点以下の温度に加熱しつつ延伸し、得られた延伸糸の表面に油剤給油装置5で油剤を給油した後で、引き取りローラー6a、6bを通し、糸条交絡用ノズル7で糸条を交絡した後、捲取機9で3500〜5500m/分の速度で巻取りつつパッケージ8に収納する。
【0011】
本発明で用いるポリエチレンテレフタレート系ポリエステル(A)は、エチレンテレフタレート単位を主たる繰返し単位とするポリエステルであり、一方、ポリエチレンナフタレート系ポリエステル(B)は、エチレン−2,6−ナフタレート単位を主たる繰返し単位とするポリエステルである。
【0012】
ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、それぞれ、本発明の目的を阻害しない範囲、例えば酸成分を基準として15モル%以下、好ましくは5モル%以下で第3成分が共重合されていてもかまわない。好ましく用いられる共重合成分としては、例えば、イソフタル酸、アジピン酸、セバシン酸、ドデカンジ酸、ダイマー酸、スルホイソフタル酸ナトリウム塩、スルホイソフタル酸テトラブチルホスホニウム塩などの酸成分、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、シクロヘキサン−1,4−ジメタノール、2,2−ビス[ 4−(2−ヒドロキシエトキシ)フェニル]プロパン、分子量が4000以下のポリエチレングリコールなどのグリコール成分が挙げられる。
【0013】
また、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、それぞれ、酸化チタン、硫酸バリウム、硫化亜鉛などの艶消剤、リン酸、亜リン酸などの熱安定剤、あるいは光安定剤、酸化防止剤、酸化ケイ素などの表面処理剤などが添加剤として含まれていてもよい。また、酸化ケイ素を用いることで得られる繊維は減量加工後に繊維表面に微細な凹凸を付与することができ、のちに織編物にした場合に濃色化が実現される。また熱安定剤を用いることで加熱溶融時やその後の熱処理における熱分解を抑制できる。また光安定剤を用いることで繊維の使用時の耐光性を高めることができる。また表面処理剤を用いることで染色性を高めることができる。
【0014】
これら添加剤は、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)と共にブレンドしても良いし、これらのいずれかおよび/または両方のポリエステルを重合によって得る際に重合系内にあらかじめ加えておいても良い。一般に酸化防止剤などはブレンド時あるいは重合末期に添加するほうが好ましく、特に重合系に悪影響を与える場合や、重合条件下で添加剤が失活する場合はこちらが好ましい。一方、艶消剤、熱安定剤などは重合時に添加するほうが好ましく、均一にポリマー内に分散しやすい。これら添加剤はポリエチレンテレフタレート系ポリエステル(A)またはポリエチレンナフタレート系ポリエステル(B)の一方の重合時のみに加えても良い。通常、ブレンド比率の高いポリエチレンテレフタレート系ポリエステル(A)に加える方が均一に混合できるので好ましい。
【0015】
ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、固有粘度0.6〜0.7であるが、好ましくは0.62〜0.68、より好ましくは0.63〜0.66である。これら固有粘度が0.7を上回ると、繊維化時の高速紡糸性が乏しくなる。また紡糸が可能であり、目標の沸水収縮率や熱応力物性が得られた場合でも、筒編染色生地で染色斑や筋が発生したり織編物の風合いが劣るなど、得られた織編繊維の表面品位が低下し衣料用として好ましくない。また、これら固有粘度が0.6を下回ると紡糸中に断糸しやすく生産性が乏しくなるばかりでなく、得られた繊維の強度も低いものとなる。更に、紡糸性が良好で目標の沸水収縮率や熱応力物性が得られた場合でも、筒編染色生地で染色斑や筋が発生したり織編物の風合いが劣るなど、得られた織編繊維の表面品位が低下し衣料用として好ましくない。ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)との互いの固有粘度が近いまたは同一であることで、ブレンドの際に両者がより均一分散または相溶状態に近い状態となり、高速紡糸においても安定した紡糸が可能である。これらの固有粘度の差は0.06以下であることが好ましく、0.03以下であることがより好ましく、0.01以下であることが更に好ましい。
【0016】
本発明の製造方法においては、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とは、重量比60:40〜90:10の割合でブレンドして得た原料であるが、これらの重量比は好ましくは65:35〜85:15、より好ましくは70:30〜80:20である。これら重量比が60:40を下回るとポリエチレンナフタレート系ポリエステル(B)の比率が多くなりすぎ収縮率は向上するが、一方で収縮率斑やそれに伴う染色斑が発生するため、織編製品とした場合に品位の低下に至る。また、90:10を上回るとポリエチレンナフタレート系ポリエステル(B)が少なすぎるため、本発明が規定する紡糸速度において求める熱収縮性を得ることが困難となる。
【0017】
本発明の製造方法において、ポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)とのブレンド方法には特に限定はないが、ペレット形状などの各ポリエステルの小片を固相で混合する方法を用いることができる。混合時は不活性ガス下であることが好ましく、乾燥状態であることが好ましい。混合に用いる混合装置としては特に限定はない。混合装置は加熱溶融による紡糸工程と直結していることで装置的にコンパクトとなるだけでなく、ポリエステルの品質保持や、得られる巻取り繊維の品質安定性の観点から好ましい。
【0018】
本発明の製造方法の紡糸工程において、ブレンドされたポリエステル原料は口金より紡出する。口金の形状や大きさによって得られる繊維の断面形状や径を調節できる。
【0019】
次に、ブレンドされたポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)は、例えば単軸押出機や二軸押出機を用いて溶融混練する。溶融混練する際の温度は、混練設備及びポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)の混合比などにより異なるが、両者を斑なく安定に溶融混練し、且つ安定な製糸性や品位を得るためには260〜300℃で溶融押出するのが好ましく、270〜290℃がより好ましい。
更に、混練設備を通過してから紡糸頭に至るまでの間の溶融温度については、混練設備及びポリエチレンテレフタレート系ポリエステル(A)とポリエチレンナフタレート系ポリエステル(B)の混合比などにより融点が異なるため一概に特定はできないが、これらをブレンドして得た原料を溶融斑なく安定な状態で紡出させ、且つ安定な製糸性や品位を得るためには、原料の融点+20〜50℃の温度範囲とすることが好ましい。
【0020】
そして、上記によって溶融紡出したポリエステル繊維を、一旦そのガラス転位温度以下の温度、好ましくはガラス転位温度よりも10℃以上低い温度に冷却する。この場合の冷却方法や冷却装置としては、紡出したポリエステル繊維をそのガラス転位温度以下に冷却できる方法や装置であればいずれでもよく特に制限されないが、紡糸口金の下に冷却風吹き付け筒などの冷却風吹き付け装置を設けておいて、紡出されてきたポリエステル繊維に冷却風を吹き付けてガラス転位温度以下に冷却するのが好ましい。その際に冷却風の温度や湿度、冷却風の吹き付け速度、紡出糸条に対する冷却風の吹き付け角度などの冷却条件も特に制限されず、口金から紡出されてきたポリエステル繊維を繊維の揺れなどを生じないようにしながら速やかに且つ均一にガラス転位温度以下にまで冷却できる条件であればいずれでもよい。そのうちでも、冷却風の温度を約20℃〜30℃、冷却風の湿度を20
%〜60%、冷却風の吹き付け速度を0.4〜1.0m/秒として、紡出繊維に対する冷却風の吹き付け方向を紡出方向に対して垂直にして紡出したポリエステル繊維の冷却を行うのが、高品質のポリエステル繊維を円滑に得ることができるので好ましい。また、冷却風吹き付け筒を用いて前記の条件下で冷却を行う場合は、紡糸口金の直下にやや間隔を空けてまたは間隔を空けないで、長さが約80〜120cm程度の冷却風吹き付け筒を配置するのが好ましい。
【0021】
次に、紡出後に一旦ガラス転移温度以下に糸条を冷却した後、引き続いてそのまま直接加熱帯域、具体的にはチューブ型加熱筒などの装置内を走行させて延伸熱処理し給油後に3500〜5500m/分の速度で巻取ることで延伸糸を得ることができる。加熱工程における加熱温度は延伸しやすい温度、すなわちガラス転移温度以上で融点以下の温度が必要であり、具体的にはガラス転移温度よりも30℃以上高いことが好ましく、50℃以上高いことがより好ましい。また融点よりも20℃以上低いことが好ましく、30℃以上低いことがより好ましい。これにより、冷却工程においてガラス転移温度以下に冷えた糸条が加熱装置で加熱されることで分子運動を促進活発化し延伸を行う。
【0022】
油剤は加熱装置による延伸処理工程通過後に付与する。これにより油剤による延伸断糸が少なくなる。油剤としては通常ポリエステルの紡糸に用いられるものであれば制限はない。給油方法としてはギヤポンプ方式によるオイリングノズル給油またはオイリングローラー給油のいずれでもよい。ただし、紡糸速度が高速化するにつれて前者の方式の方が糸条に斑無く、安定した油剤付着が可能である。油剤の付着量については特に制限はなく、断糸や原糸毛羽の抑制効果と織編物の工程に適した範囲であれば適宜調節しても良い。
そのうちでも、油剤の付着量を0.3〜2.0%とすることが高品質のポリエステル繊維を円滑に得ることができるので好ましく、0.3〜1.0%とすることがより好ましい。
【0023】
そして、上述した一連の工程からなる延伸したポリエステル繊維を、3500〜5500m/分で引き取ることが必要であり、引き取り速度4000〜5000m/分であることがより好ましい。ポリエステル繊維の引き取り速度が3500m/分未満の場合は生産性が低下し、また加熱帯域において繊維の延伸が十分に行われなくなり、得られるポリエステル繊維の機械的物性が低下する。引き取り速度が5500m/分を超えた場合は安定な高速曳糸性が得られにくく、また加熱帯域において繊維の延伸が十分に行われなくなり、得られるポリエステル繊維の機械的物性が低下する。
【0024】
本発明の製造方法で得られる高収縮ポリエステル繊維の沸水収縮率は20〜50%であるが、25〜40%であることがより好ましい。20%未満では織編物とした場合のふくらみ感、嵩高風合いの点で迫力不足である。一方50%以上では収縮が大きすぎるため硬い風合いとなり満足な織編物は得られない。
【0025】
本発明の製造方法で得られる高収縮ポリエステル繊維の繊度は20dtex〜300dtexであり、この範囲を外れると、風合いが低下するため一般衣料用途としては好ましくない。好ましくは20dtex〜167dtex、さらに好ましくは20dtex〜84dtexである。
【0026】
本発明の製造方法で得られる高収縮ポリエステル繊維の130℃熱応力は150mg/dtex以上であり、これ以下の場合は繊維としてのハリコシ感に乏しく、織編物として風合いの満足なものは得られない。
【0027】
また、本発明の製造方法で得られる高収縮ポリエステル繊維は、上記引き取り速度の範囲内であれば引き取り速度が高いほど熱収縮率は低くなり熱応力は高くなるが、引き取り速度は求める熱収縮率や熱応力によって適宜調節することができる。
【0028】
(実施例)
以下、実施例によって本発明を詳しく説明するが、これらは本発明を限定するものでない。なお、原料のガラス転移温度、融点、本発明で得られる高収縮ポリエステル繊維の固有粘度、沸水収縮率、熱応力、繊度、繊維の各物性の評価は以下の方法に従った。
【0029】
<ガラス転移温度>
島津製作所製 示差走査熱量計(DSC−60)にて、昇温速度10℃/分で測定した。
【0030】
<融点>
島津製作所製 示差走査熱量計(DSC−60)にて、昇温速度10℃/分で測定した。
【0031】
<固有粘度>
溶媒としてフェノール/テトラクロロエタン(体積比1/1)混合溶媒を用い30℃でウベローデ型粘度計(林製作所製HRK−3型)を用いて測定した。
【0032】
<沸水収縮率>
JIS− L1013の測定方法に準拠して測定した。
【0033】
<熱応力>
糸長10cmのループを作製し応力測定機内のフックに掛け、3分で300℃まで昇温し、その応力をチャートに描き読み取った。
【0034】
<繊度>
JIS− L1013の測定方法に準拠して測定した。
【0035】
<強度>
インストロン型の引張試験機を用いて得られた荷重−伸度曲線より求めた。
【0036】
<伸度>
インストロン型の引張試験機を用いて得られた荷重−伸度曲線より求めた。
【0037】
<製糸性>
以下の基準に従って紡糸性評価を行った。
◎:24hrの連続紡糸を行い、紡糸時の断糸が何ら発生せず、しかも得られたポリエステル繊維には毛羽・ループが全く発生していないなど、紡糸性が極めて良好である
○:24hrの連続紡糸を行い、紡糸時の断糸が1回以下の頻度で発生し、得られたポリエステル繊維に毛羽・ループが全く発生していないか、あるいは僅かに発生したものの、紡糸性がほぼ良好である
△:24hrの連続紡糸を行い、紡糸時の断糸が3回まで発生し、紡糸性が不良である
×:24hrの連続紡糸を行い、紡糸時の断糸が3回よりも多く発生し、紡糸性が極めて不良である
【0038】
<筒編染色・風合い>
筒編染色は、得られたポリエステル繊維を筒編機で丸編にし、分散染料を用いて130℃の高圧染色加工を行った後に色斑や筋の有無についてパネラー評価を実施した。
また、風合評価については得られたポリエステル繊維を経糸及び緯糸として使い平織物を製織し、通常の減量染色、仕上げ加工を施し織物を得、これについてパネラー評価を実施した。評価方法は、筒編染色、風合い評価共に染色加工後の生地の感応評価を10名で実施し9名以上の合格判定で◎、7名以上8名未満の合格判定で○、6名以下では×(風合い不良)とした。
【0039】
(実施例1)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を10重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ80℃、249℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度280℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は20.1%、熱応力は161mg/dtexを有しており、筒編染色・風合評価共に良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0040】
(実施例2)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を20重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ82℃、241℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度280℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は24.9%、熱応力は172mg/dtexを有しており、筒編染色・風合評価共に良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0041】
(実施例3 ) 平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=0.82g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して3500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は38.2%、熱応力は153mg/dtexを有しており、筒編染色・風合評価共に良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0042】
(実施例4)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は32.3%、熱応力は177mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0043】
(実施例5)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.28g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して5500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は37.6%、熱応力は170mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても良好な結果を得ることができた。
【0044】
(実施例6)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を40重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ89℃、226℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度270℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は45.2%、熱応力は180mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても良好な結果を得ることができた。
【0045】
(実施例7)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.68のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は38.7%、熱応力は177mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても極めて良好な結果を得ることができた。
【0046】
(実施例8)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.68のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は30.5%、熱応力は181mg/dtexを有しており、筒編染色・風合評価共に極めて良好な品位を得ることができた。また、紡糸性についても良好な結果を得ることができた。
【0047】
(比較例1)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.55のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、232℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は36.7%であったが熱応力は138mg/dtexと低く、筒編染色・風合評価共に良好な品位を得ることができなかった。更に、紡糸性についても不良であった。
【0048】
(比較例2)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.75のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ86℃、235℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は29.4%、応力は182mg/dtexを有しており風合評価は良好であったが筒編染色では染色斑が多く、良好な品位を得ることが困難であった。更に、紡糸性についても極めて不良であった。
【0049】
(比較例3)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.53のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、232℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は35.5%、応力は169mg/dtexを有しており風合評価は良好であったが筒編染色では染色斑が多く、良好な品位を得ることが困難であった。一方、紡糸性については良好な結果を得ることができた。
【0050】
(比較例4)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.74のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ86℃、235℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は30.7%、応力は180mg/dtexを有しており風合評価は良好であったが筒編染色では染色斑が多く、良好な品位を得ることが困難であった。更に、紡糸性についても不良であった。
【0051】
(比較例5)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を5重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ78℃、252℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度290℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は10.1%と低いため、応力は154mg/dtexを有していながら風合評価は不良で、良好な品位を得ることが困難であった。一方、紡糸性については良好な結果を得ることができた。
【0052】
(比較例6)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を50重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ91℃、218℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度265℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は54.2%、応力は183mg/dtexを有していながら筒編染色では染色斑が多くまた風合評価も不良であり、良好な品位を得ることが困難であった。更に、紡糸性についても不良であった。
【0053】
(比較例7)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=0.70g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して3000m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は43.3%であったが熱応力は133mg/dtexと低く、筒編染色・風合評価共に良好な品位を得ることができなかった。一方、紡糸性については良好な結果を得ることができた。
【0054】
(比較例8)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.40g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後、紡糸口金下方1.2mの位置に設置した長さ1.0m、入口ガイド系5mm、出口ガイド系10mm、内径30mmφチューブヒーター(内温180℃)に導入してチューブヒーター内で延伸した後、チューブヒーターから出てきた糸条にオイリングノズルで給油し2個の引き取りローラーを介して6000m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は45.1%であったが熱応力は141mg/dtexと低く、筒編染色・風合評価共に良好な品位を得ることができなかった。更に、紡糸性についても極めて不良であった。
【0055】
(比較例9)
平均粒子径0.4μmの酸化チタンを0.5重量%含有する固有粘度0.63のポリエチレンテレフタレート(PET)に、固有粘度0.63のポリエチレン−2,6−ナフタレート(PEN)を30重量%ブレンドして原料とした。この原料のガラス転移温度、融点を測定したところ、それぞれ87℃、233℃であった。この原料を基に孔数24個(孔径0.20mmφ)の口金を用いて紡糸温度275℃、単孔吐出量=1.05g/分で紡出し、温度25℃、湿度60%の冷却風0.5m/秒の速度で紡出糸条に吹付け糸条を70℃以下にした後オイリングローラーにて油剤給油を行い、第一ホットローラーと第二ホットローラー間にて機械的延伸を行った後4500m/分の速度で捲取り、56T/24fのポリエステルフィラメントを得た。その時の製糸化条件とできた繊維の構造物性及び染色・風合い評価を表1に示した。本発明の製造方法で得られたポリエステル繊維の沸水収縮率は37.3%、応力は195mg/dtexを有しており風合評価は良好であったが、筒編染色では染色斑が多く、良好な品位を得ることが困難であった。一方、紡糸性については良好な結果を得ることができた。
【0056】
【表1】
【0057】
【表2】
【図面の簡単な説明】
【0058】
【図1】本発明の製造方法の一例
【符号の説明】
【0059】
1 口金
2 糸条
3 冷却風装置
4 チューブ型加熱装置
5 油剤給油装置
6a 引き取りローラー
6b 引き取りローラー
7 糸条交絡用ノズル
8 パッケージ
9 捲取機
【特許請求の範囲】
【請求項1】
連続的な高収縮ポリエステル繊維の製造方法であって、固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドして得た原料を溶融混練し、当該溶融物を口金より紡出させた後にガラス転移温度以下に冷却して糸条とし、該糸条をチューブ型加熱装置内を通過させてガラス転移温度以上、融点以下の温度に加熱しつつ延伸し、得られた延伸糸の表面に給油した後で3500〜5500m/分の速度で巻取ることを特徴とする高収縮ポリエステル繊維の製造方法。
【請求項2】
請求項1に記載の製造方法によって得られる沸水収縮率20〜50%、130℃熱応力150mg/dtex以上、繊度20〜300dtexの高収縮ポリエステル繊維。
【請求項3】
請求項1及び請求項2に記載の高収縮ポリエステル繊維からなる織編物。
【請求項1】
連続的な高収縮ポリエステル繊維の製造方法であって、固有粘度0.6〜0.7のポリエチレンテレフタレート系ポリエステル(A)と固有粘度0.6〜0.7のポリエチレンナフタレート系ポリエステル(B)とを重量比60:40〜90:10の割合でブレンドして得た原料を溶融混練し、当該溶融物を口金より紡出させた後にガラス転移温度以下に冷却して糸条とし、該糸条をチューブ型加熱装置内を通過させてガラス転移温度以上、融点以下の温度に加熱しつつ延伸し、得られた延伸糸の表面に給油した後で3500〜5500m/分の速度で巻取ることを特徴とする高収縮ポリエステル繊維の製造方法。
【請求項2】
請求項1に記載の製造方法によって得られる沸水収縮率20〜50%、130℃熱応力150mg/dtex以上、繊度20〜300dtexの高収縮ポリエステル繊維。
【請求項3】
請求項1及び請求項2に記載の高収縮ポリエステル繊維からなる織編物。
【図1】

【公開番号】特開2010−53484(P2010−53484A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−220762(P2008−220762)
【出願日】平成20年8月29日(2008.8.29)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月29日(2008.8.29)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]