
高吸湿性ポリアミド異収縮混繊糸およびその製造方法
【課題】高吸湿性を示し、良好な繊維風合いをもつ高吸湿性ポリアミド異収縮混繊糸及びそれを低コストで製造する方法を提供すること。
【解決手段】 ポリアミド46と少なくとも一種以上の他のポリアミドポリマー成分をブレンドした高吸湿性ポリアミド繊維Aを含む混繊糸であって、高吸湿性ポリアミド繊維Aの吸湿率が4%以上であり、混繊糸が前記高吸湿性ポリアミド繊維A及び高吸湿性ポリアミド繊維Aよりも沸水収縮率が5%以上大きいかまたは5%以上小さいポリアミド繊維Bとからなる高吸湿性ポリアミド異収縮混繊糸。及び、引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側のポリアミド繊維と、200m/min以上遅い速度で引き取り、つづけて低収縮側のポリアミド繊維よりも高い倍率で延伸した高収縮側のポリアミド繊維を引き揃え4000m/min以上で巻き取る前記の高吸湿性ポリアミド異収縮混繊糸の製造方法。
【解決手段】 ポリアミド46と少なくとも一種以上の他のポリアミドポリマー成分をブレンドした高吸湿性ポリアミド繊維Aを含む混繊糸であって、高吸湿性ポリアミド繊維Aの吸湿率が4%以上であり、混繊糸が前記高吸湿性ポリアミド繊維A及び高吸湿性ポリアミド繊維Aよりも沸水収縮率が5%以上大きいかまたは5%以上小さいポリアミド繊維Bとからなる高吸湿性ポリアミド異収縮混繊糸。及び、引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側のポリアミド繊維と、200m/min以上遅い速度で引き取り、つづけて低収縮側のポリアミド繊維よりも高い倍率で延伸した高収縮側のポリアミド繊維を引き揃え4000m/min以上で巻き取る前記の高吸湿性ポリアミド異収縮混繊糸の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は取り扱い性と快適性に優れた繊維に関し、ポリアミド46を特定のポリマーとブレンドし紡糸することにより得られる、寸法安定性に優れた高吸湿性ポリアミド異収縮混繊糸とその製造方法に関するものである。
【背景技術】
【0002】
綿や羊毛等に代表される天然繊維は、その風合いや、むれ感がない等の着心地の良さが好まれている。この快適な着用感の主たる要因は、天然繊維が適度な吸湿性を有することにある。しかしながら、天然繊維は、しなやかさ、光沢感等審美性に欠けると共に、表面のなめらかなタッチ、着用時のひんやり感等についても不十分である。また、耐摩耗性や強度も不十分でスポーツ用途には不向きである。
【0003】
これに対しポリアミド繊維は、強度、しなやかさ、光沢感、発色性、染色堅牢性、耐摩耗性、ソフトさ等に優れた特性を有する。そのために、インナーウエアー、スポーツウエアー、パンティーストッキング等の衣料用繊維製品等に好まれて用いられてきている。
【0004】
従来、ポリアミド系繊維としては、ナイロン6がよく知られており、高強力で、耐久性に優れているため、種々の衣料用繊維製品に好んで用いられている。しかし、ナイロン6の平衡水分率(標準状態での吸湿性)は、ポリエステル繊維に比べて高いものの、吸湿性は天然繊維に比べて劣り、着用時の快適感は未だ不十分である。そのため、ナイロン6などのポリアミド系繊維の吸湿特性を改善する試みが、種々検討されてきている。
【0005】
例えば、ポリアミド繊維にポリビニルピロリドンを添加し、重合時に還元剤を添加したポリアミド組成物から、吸湿性ポリアミド繊維を製造する方法が開示されている(例えば、特許文献1、2参照。)。
【特許文献1】特開平7−150415号公報
【特許文献2】特開平9−188917号公報
【0006】
しかしながら、これらの方法では確かに吸湿性ポリアミド繊維を得ることができるが、たとえばポリビニルピロリドンは水溶性ポリマーであるために、ポリマーに添加した後でも、ポリマー表面にブリードアウトしてきたものが洗濯等で溶出するという懸念がある。また、沸水収縮率も10%以上と高いため、タンブル乾燥やアイロン等での取り扱いに注意しなければならない。
【0007】
寸法安定性に優れたナイロン46の検討もされており、例えばナイロン6を芯成分、ナイロン46を鞘成分とした複合繊維で耐熱性と柔軟性に優れた繊維を得る検討もされている(例えば、特許文献3参照。)。
【特許文献3】特開平8−158160号公報
【0008】
しかしながら、芯成分であるナイロン6の融点が220℃前後と低いため、エアバッグ等の瞬時にしか熱のかからない用途では問題ないが、高温時の耐久性が求められる分野では、ナイロン6の融点の低さが問題となる。また、紡糸においても複合紡糸するための複雑なノズルブロックを必要とするためコストが高くなってしまうという問題も残っている。
【0009】
また、ナイロン46は球晶の成長が早いために最大延伸倍率が低く、速い速度で紡糸したり、十分に延伸することが困難で、強度を高くすることが難しい。球晶生成の問題を解決するために、従来より様々な試みが行われている(例えば特許文献4参照)。
【特許文献4】特開昭63−112719号公報
【0010】
しかしながら、口金より吐出された糸条に液体ミストを噴霧し冷却固化させるためには、特別な装置を備える必要があり、コストが高くなる問題がある。
【0011】
低収縮ポリアミドと高収縮ポリアミドの混繊糸の検討もされている。例えば芳香族ジカルボン酸と脂肪族ジアミンからなるアモルファスポリアミドと脂肪族ポリアミドのポリマーブレンドで高収縮繊維とし、一方4000m/min近傍で紡糸し、延伸しないで巻き取った低収縮ポリアミド繊維を混繊したもの(例えば特許文献5参照)や、ナイロン6とナイロン66の共重合体からなる高収縮ポリアミド繊維と、4000m/min近傍で紡糸し、延伸しないで巻き取った低収縮ポリアミド繊維を混繊したもの(例えば特許文献6参照)がある。
【特許文献5】特開平3−64516号公報
【特許文献6】特開2000−355841号公報
【0012】
しかし、いずれも吸湿率は3%前後と低く、芯糸と鞘糸のポリマー成分が異なることから染色した際の染色差によるいらつきの問題が残っている。さらに高収縮糸はアモルファスポリアミドやナイロン6/66の共重合体を用いるため特別な重合体を準備する必要があるためコストが高くなったり、低収縮糸は4000m/min近傍で紡糸するため、紡糸操業性が悪く生産性に劣るという問題もあった。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、高吸湿性を示し、良好な繊維風合いをもつ高吸湿性ポリアミド異収縮混繊糸及びそれを低コストで製造する方法を提供することを課題とする。
【課題を解決するための手段】
【0014】
すなわち、本発明は、以下の構成からなる。
1.ポリアミド46と少なくとも一種以上の他のポリマー成分をブレンドした高吸湿性ポリアミド繊維Aを含む混繊糸であって、高吸湿性ポリアミド繊維Aを構成する他のポリマー成分が非晶状態で繊維中に存在する少なくとも一種以上のポリアミド化合物であり、高吸湿性ポリアミド繊維Aの吸湿率が4%以上であり、混繊糸が前記高吸湿性ポリアミド繊維A及び高吸湿性ポリアミド繊維Aよりも沸水収縮率が5%以上大きいかまたは5%以上小さいポリアミド繊維Bとからなることを特徴とする高吸湿性ポリアミド異収縮混繊糸。
2.高吸湿性ポリアミド繊維Aの他のポリマー成分を構成するポリアミド化合物がポリアミド6であることを特徴とする上記第1に記載の高吸湿性ポリアミド異収縮混繊糸。
3.高吸湿性ポリアミド繊維Aのポリアミド46と他のポリマー成分の構成比が65/35〜35/65であることを特徴とする上記第1又は第2に記載の高吸湿性ポリアミド異収縮混繊糸。
4.高吸湿性ポリアミド繊維Aの20%伸張時の回復率が70%以上であることを特徴とする上記第1から第3のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
5.高吸湿性ポリアミド繊維Aの染着速度が60%以上であることを特徴とする上記第1から第4のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
6.高吸湿性ポリアミド繊維AのDSC示差走査熱量分析装置による融解温度の吸熱ピーク温度が270℃以上にしか現れないことを特徴とする上記第1から第5のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
7.ポリアミド繊維Bのポリマー成分が高吸湿性ポリアミド繊維Aと同じであることを特徴とする上記第1から第6のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
8.引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側のポリアミド繊維と、200m/min以上遅い速度で引き取り、つづけて低収縮側のポリアミド繊維よりも高い倍率で延伸した高収縮側のポリアミド繊維を引き揃え4000m/min以上で巻き取ることを特徴とする請求項1から7のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸の製造方法。
【発明の効果】
【0015】
本発明によれば、ナイロンでは困難であった収縮率差のある異収縮混繊糸の提供が可能となり、前記のような収縮率差のある異収縮混繊糸を簡便な方法かつ低コストで得る製造方法を提供することを可能とした。本発明の高吸湿性ポリアミド異収縮混繊糸から、取り扱い性と快適性に優れた膨らみ感のある布帛を得ることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を詳細に説明する。
本発明のポリアミド46とは1,4−ジアミノブタンとアジピン酸の縮合重合物であるポリテトラメチレンアジパミドであり、また本発明の目的を損なわない範囲で、さらにつや消し剤、抗酸化剤、蛍光増白剤、紫外線吸収剤、制電剤、難燃剤などの添加物を配合しても良い。
【0017】
ポリアミド46と共に構成されるポリマー成分についてはポリアミド46との親和性のよいポリアミドであれば特に限定されないが、例えばポリアミド6、ポリアミド66などが挙げられ、その中でも価格と非晶状態の形成しやすさ、吸湿性から、ポリアミド6が好ましい。
【0018】
ポリアミド46と他のポリマー成分をブレンドする方法として、それぞれのポリマーを溶融状態で混合して剪断力をかけて均一化させてからストランドを押し出し、作成したチップを一般的な溶融紡糸装置へ供給する方法、ポリマーチップの平均的な表面積の差を20%以下とし、それぞれのポリマーをチップの状態で所定量混合し、ブレンダーで30分以上攪拌して均一化させた混合ポリマーを一般的な溶融紡糸装置へ供給する方法、それぞれのポリマーを二軸のエクストルーダーでそれぞれ溶融させてから混合し、スタティックミキサーでさらに均一化させて紡糸する方法、エクストルーダー直前でそれぞれのポリマーチップを定量供給し、攪拌装置を経てエクストルーダーへ供給して紡糸する方法等があるが、いずれを採用しても構わない。
【0019】
また、ポリアミド46と混合されるポリアミドが非晶状態で存在するようにするためにはポリマーの分散レベルを高める必要があるので、紡糸工程ではエクストルーダー出口の圧力P1と紡糸口金内圧力P2の関係を下記式(1)の関係にするのが好ましく、また、エクストルーダー出口の直径D1とブレーカープレートの孔径D2と口金孔の直径D3の関係を下記式(2)の関係にするのが好ましい。
式(1) P1<P2
式(2) D1>D2>D3
理由は定かではないが、P1<P2の関係については、紡糸口金内圧力をエクストルーダー出口の圧力よりも大きくすることで、ギアポンプから押し出される、つまり高圧領域に移動する時において一方のポリマーが選択的に密度が上がり、その瞬間に分子が移動しやすくなることで分散性が向上すると考える。また、D1>D2>D3の関係については、段々と通過するオリフィス径を小さくすることでポリマーに段階的に大きくなる剪断力がかかり、ポリマー間の分散性が向上すると考えている。
【0020】
ポリアミド46と共に構成されるポリマー成分は少なくとも一種以上のポリアミド化合物から構成されるが、親和性の観点からポリアミド化合物のみから構成されるのが好ましく、工業生産における管理の観点からは1種のポリアミドのみ、特にポリアミド6が好ましい。
【0021】
ポリアミド46と共に構成されるポリマー成分はポリアミド46の溶融粘度よりも低い方が好ましい。紡糸工程において口金から吐出されたポリマーにかかる張力をポリアミド46の方に集中させることが、その他のポリマーを非晶状態で繊維化させるのに有効であるからである。好ましい相対粘度差は0.1以上であり、さらには0.3以上が一層好ましい。しかし、あまりに相対粘度差が大きいと紡糸操業性が悪化するので、好ましくは3以下であり、さらには2以下が一層好ましい。
【0022】
高吸湿性ポリアミド繊維Aとしての相対粘度は2.8以上5.0未満であることが好ましい。ポリアミド46と他のポリマーを混合した場合、この範囲で有れば紡糸操業性に問題なく製造しやすいためである。より好ましい範囲は3.0以上4.0未満である。
【0023】
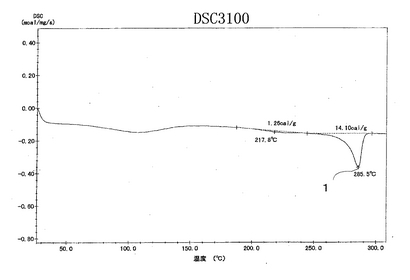
本発明でいう他のポリマー成分の非晶状態とは、結晶を構成していない状態を意味し、具体的にはDSC示差走査熱量分析装置における測定で融解による吸熱ピークを有さない、もしくは融解エンタルピーΔHが5cal/g以下である場合を指す。融点を有する結晶性のポリマーは、昇温過程においてその融点付近で結晶構造が崩れだし、固体状態から液体状態へ変化する。しかし、本発明の高吸湿性ポリアミド繊維Aは結晶性ポリマーでありながら繊維中に他のポリマー成分が非晶の状態で存在し、それ故に、吸湿性が向上するなどの本発明の重要な特徴を引き出す重要な要素となっている。そして、例えば通常のポリアミド6ポリマー単独の繊維であれば、通常220℃程度の温度領域に融解エンタルピーΔHが5cal/gを超える吸熱ピークを示すものである。しかしながら、例えば、他のポリマー成分としてポリアミド6を選択した本発明のブレンドによる高吸湿性ポリアミド繊維AのDSC示差走査熱量分析装置における測定において、前記のような吸熱ピークは現れない。このことはポリアミド6が繊維中に非晶状態で存在していることを意味している。それ故に、吸湿性が向上するなどの本発明の特徴を引出す重要な要素となっている。
【0024】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維AはDSC示差走査熱量分析装置における分析での吸熱ピーク温度が270℃以上にしか現れないことが好ましい。吸熱ピーク温度が270℃未満に現れる繊維であると、耐熱性が劣ったものとなるため好ましくない。より好ましい範囲は275℃以上であり、さらには280℃以上が一層好ましい。ポリアミド46の融点が290℃であるので、300℃以下には吸熱ピークは現れる。
【0025】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aは吸湿率が4%以上であることが好ましい。4%未満であると布帛にしたときにむれ感が残りやすくなるため好ましくない。より好ましくは5%以上である。高いほど好ましいが、通常10%程度である。
【0026】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aにおけるポリアミド46と他のポリマー成分の構成比が65/35〜35/65であることが好ましい。ポリアミド46の割合が65%を越える場合に、引き取り速度が2000m/min以上紡糸しようとすると操業性を損なう場合があるので好ましくない。また35%未満になると他のポリマーが結晶化しやすくなり、吸湿性が劣ったものとなりやすいので好ましくない。より好ましくは60/40〜40/60であり、さらには55/45〜45/55が一層好ましい。
【0027】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aは20%伸張時の回復率が70%以上であることが好ましい。ポリアミド46と混合する通常繊維としたときに伸縮性を有さないその他のポリマーを非晶状態で繊維中に存在させることによって伸縮回復率が得られることを見いだした。より好ましくは75%以上が好ましい。更に好ましくは80%以上である。20%伸張時の回復率は高いほど好ましく100%が最も好ましいが、98%以下のものが多い。
【0028】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aは染着速度が60%以上であることが好ましい。高吸湿性ポリアミド繊維Aは非晶状態のポリマーが多く存在することで染着速度が60%以上となりやすい。60%以上であれば染色加工時間を短縮できたり、あるいは染色温度を低くすることができるため、エネルギーコストが安くなる。より好ましくは70%以上であり、さらには80%以上が一層好ましい。非晶状態のポリマーを多くしすぎると糸強度が低くなりやすいので上限としては95%以下が好ましい。
【0029】
また、本発明のポリアミド異収縮混繊糸は低収縮側のポリアミド繊維と該繊維よりも沸水収縮率が5%以上大きい高収縮側のポリアミド繊維からなることが好ましい。通常ポリアミド6やポリアミド66は紡糸条件を多少変更しても沸水収縮率を大きく変更することは困難であった。しかし本発明の異収縮混繊糸に含まれるポリアミド繊維は紡糸条件によって沸水収縮率をコントロールしやすいという特徴がある。おそらくポリアミド46とその他のポリマーが相互に作用し、ポリアミド46の結晶化がコントロールしやすい状態にあるものと推定する。高収縮側のポリアミド繊維の収縮率としては15〜35%であるのが好ましく、より好ましくは20〜30%である。低収縮側のポリアミド繊維と高収縮側のポリアミド繊維の沸水収縮率差は布帛の風合いを決める大きな要素であるためある程度の収縮差が必要であり好ましくは10〜30%であり、さらに好ましくは15〜25%である。高吸湿性ポリアミド繊維Aは高収縮側及び/又は低収縮側の繊維として本発明の高吸湿性ポリアミド異収縮混繊糸に含まれる。
【0030】
高収縮側のポリアミド繊維が高吸湿性ポリアミド繊維Aである時、沸水収縮率を15%以上にする製造方法としては、紡糸速度を2200m/min以下にするのが好ましい。その他、延伸温度を50℃以上にすることや延伸セット温度を130℃以下にすることが好ましい。
【0031】
一方、低収縮側のポリアミド繊維が高吸湿性ポリアミド繊維Aである時、沸水収縮率が0〜10%であることが好ましい。10%を越えると芯糸となる高収縮側のポリアミド繊維との収縮率差が小さくなりやすく、布帛にしたときにふくらみ感に欠けたものとなりやすいので好ましくない。より好ましい範囲は0〜8%である。
【0032】
沸水収縮率を0〜10%の範囲にするための好ましい製造方法としては紡糸速度を2400m/min以上とすることである。ポリアミド46は結晶化しやすいため収縮率も低くしやすいが、一方、紡糸速度は遅くしなければならなかったり、特殊な冷却をしなければならずコストの高いものとなっていた。しかし本発明においては低コストで低収縮率のポリアミド46ブレンド繊維を得ることができる。ただ、引き取り速度が3500m/min以上では紡糸操業性が悪くなるのであまり好ましくない。もちろんポリアミド繊維はポリアミドマルチフィラメントであることが好ましい。
【0033】
高吸湿性ポリアミド繊維Aとポリアミド繊維Bの混率は風合いの観点から30/70〜70/30が好ましい。
【0034】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aとポリアミド繊維Bのポリマー成分が同じであることが好ましい。ポリマー成分が同じであるので染色した際のいらつきが起こりにくくなる。ポリマーとしてはポリアミド46とポリアミド6の組合せがもっとも好ましい。
【0035】
混繊方法としてはそれぞれの繊維をいったん巻き取った後、一般的な混繊機を用いて混戦しても良いが、高生産性である紡糸混繊方法としては、引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側繊維と、200m/min以上遅い速度で引き取り、続けて低収縮側繊維よりも高い倍率で延伸した繊維(高収縮側)を引き揃え4000m/min以上で巻き取ることが好ましい。低収縮側繊維としては2700〜3500m/min、好ましくは2900〜3300m/minで引き取り、つづけて1.3〜2.5倍、好ましくは1.5〜2.3倍で延伸し、高収縮側繊維としては1500〜2200m/min、好ましくは1700〜2000m/minで引き取り、つづけて1.8〜3.0倍、好ましくは2.0〜2.8倍で延伸するのが好ましい。
【0036】
繊維の断面形状は、断面形状も円形、中空、星型、多葉、扁平、C型、V型、W型、I型等が挙げられるがこれに限定されるものではない。
【0037】
高吸湿性ポリアミド繊維は、通常の方法で後加工や製編織され、縫製されて、各種衣料用製品とされる。なかでも、直接肌に着用されるインナーウエアー(ランジェリー、ファウンデーション等)や靴下(ストッキング、パンティーストッキング、タイツあるいはソックス等)、あるいは、発汗し易い状態で着用されるスポーツウエアー(ウインドブレーカー、テニスウエアー、スキーウエアー、トレーニングウエアー等)として好適である。
【実施例】
【0038】
以下に、実施例を記し、本発明を具体的に説明するが、本発明はこれらによって限定されるものではない。なお、実施例中における測定及び評価は下記のようにおこなった。
【0039】
(A)DSC示差走査熱量分析装置による分析での融解温度の吸熱ピーク
サンプルは繊維を細かく刻んだものを約5mg用い、マックサイエンス製DSC3100Sで、室温から330℃まで昇温速度10℃/分、アルゴンガス雰囲気下で測定した。
【0040】
(B)吸湿率
筒編み地を作成し、約70℃の湯で油剤を洗い落とす。温度105℃で2時間乾燥して重量SOを測定し、その後、温度20℃ 湿度65%RHの条件下で24時間調湿して重量S1を測定し下記1式で吸湿率W0を求める。
吸湿率W0(%)={(S1−S0)/S0}×100
【0041】
(C)20%伸張時の回復率
テンシロン測定機で100%/minの速度で20%伸張させ、ホールド時間無く、すぐにアンロードさせ無緊張状態になる伸度Sをチャートから読みとる。そして回復率を次のようにあらわす。
回復率(%)={(20 −S )/20}×100
【0042】
(D)染着速度
筒編み地を作成し、約70℃の湯で油剤を洗い落とす。染料としてサイアニン5Rを3%owf用い、浴比1:50で浴槽にサンプルを入れ、初期温度として24℃から速度1℃/分の条件で昇温し、10分後の染料吸尽率を染着速度とする。
【0043】
(E)沸水収縮率(SHW)
繊度×1/30gに相当する荷重を加え、原糸50.0cmの長さにあらかじめ印を付けておきガーゼに包んだ後、沸水中に30分間浸漬し風乾後同荷重を加えて印の間の長さLを測定し、以下の式で算出した。
沸水収縮率SHW(%)=100×(50−L)/50
【0044】
(F)相対粘度
96.3±0.1重量%試薬特級濃硫酸中に重合体濃度が10mg/mlになるように試料を溶解させてサンプル溶液を調整し、20℃±0.05℃の温度で水落下秒数6〜7秒のオストワルド粘度計を用い、溶液相対粘度を測定する。測定に際し、同一の粘度計を用い、サンプル溶液を調整したときと同じ硫酸20mlの落下時間T0(秒)と、サンプル溶液20mlの落下時間T1(秒)の比より、相対粘度RVを下記の式を用いて算出する。
相対粘度RV=T1/T0
【0045】
(実施例1)
相対粘度3.6のポリアミド46と相対粘度3.1のポリアミド6のチップを1:1の割合で混合し、ブレンダーにて1時間乾燥した。それぞれのチップの平均的な表面積の差は10%であった。ブレンドしたチップを一軸のエクストルーダーで溶融し、孔径が0.24mmφ、孔数が36ホールの口金を使用して溶融紡糸した。その際、速度が3000m/minで引き取り、延伸温度が室温、セットローラー温度が140℃間で1.7倍に延伸を施し44T/36の延伸糸(低収縮側)を得、一方、引き取り速度が1900m/min、延伸倍率が2.7倍、延伸温度を70℃、セット温度を110℃とした以外は延伸糸Aと同じ条件で製造し、延伸糸(高収縮側)を得、低収縮側延伸糸と高収縮側延伸糸を引き揃え、インタレーサーで交絡を付与し、5100m/minで巻き取った。また、低収縮側延伸糸と44T36Fの高収縮側延伸糸をそれぞれ単独でも巻き取り諸物性を測定した。得られた糸条をDSC示差走査熱量分析装置により分析したところ、両延伸糸ともにポリアミド6の融点(220℃)付近には吸熱ピークが存在せず、286℃に吸熱ピークが存在していたことから、 ポリアミド6が非晶状態で存在することが確認された。得られたそれぞれの延伸糸の物性を表1に示す。得られた混繊糸をエアジェット織機を用いて経糸密度122本/2.54cm、緯糸密度84本/2.54cmで平織物を製織し、常法により精錬、染色、仕上げ加工を行った。得られた布帛は膨らみに富んだ、いらつきのない風合いの柔らかいものであった。
【0046】
(実施例2)
実施例1の高収縮側延伸糸と東洋紡ナイロン44T36F(ポリアミド6、SHW13%)を一般的な混繊機で混繊し、実施例1と同様の織物を作成し、仕上げた。得られた布帛は膨らみに富んだ、いらつきのない風合いの柔らかいものであった。
【0047】
(実施例3)
実施例1の相対粘度3.1のポリアミド6のチップの代わりに相対粘度3.2のポリアミド66を用い、引き取り速度2500m/min、セットローラー温度が110℃間で2.0倍に延伸を施して高収縮側延伸糸を得た。286℃に吸熱ピークが存在してるだけで、ポリアミド66の融点付近には吸熱ピークは存在していなかったことから、ポリアミド66が非晶状態で存在することが確認された。その糸と東洋紡ナイロン44T36F(ポリアミド6、SHW13%)とを一般的な混繊機で混繊した以外は実施例1に従い、織物を得た。得られた布帛は膨らみに富んだものであった。
【0048】
(比較例1)
実施例1で得られた高収縮側の延伸糸のみを用いて経糸密度135本/2.54cm、緯糸密度88本/2.54cmで平織物を製織し、常法により精錬、染色、仕上げ加工を行った。得られた織物は膨らみに欠けたものであった。
【0049】
(比較例2)
高収縮側延伸糸として引き取り速度2200m/min、延伸倍率2.3倍、セットローラー温度120℃とし、一方、低収縮側延伸糸として引き取り速度2300m/min、延伸倍率2.2倍、セットローラー温度110℃とした以外は実施例1に従った。両延伸糸ともにポリアミド6の融点(220℃)付近には吸熱ピークが存在せず、286℃に吸熱ピークが存在していた。得られたそれぞれの延伸糸の物性を表1に示す。実施例1と同様の企画で平織物を製織し、常法により精錬、染色、仕上げ加工を行った。得られた織物は膨らみに欠けたものであった。
【0050】
【表1】

【産業上の利用可能性】
【0051】
本発明によりナイロンでは困難であった収縮率差のある異収縮混繊糸は吸湿性に優れ、膨らみ感のある風合いに優れた布帛が得られる。
【図面の簡単な説明】
【0052】
【図1】本発明の混繊糸を構成する繊維を測定したDSC示差走査熱量分析装置によるチャート図の一例である。
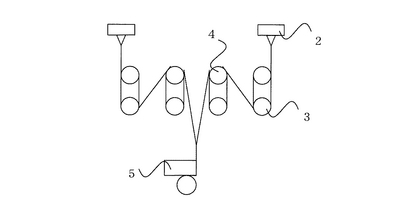
【図2】本発明の製造方法の一例を示す模式図である。
【符号の説明】
【0053】
1:吸熱ピーク
2:紡糸口金
3:引き取りローラー
4:セットローラー
5:ワインダー
【技術分野】
【0001】
本発明は取り扱い性と快適性に優れた繊維に関し、ポリアミド46を特定のポリマーとブレンドし紡糸することにより得られる、寸法安定性に優れた高吸湿性ポリアミド異収縮混繊糸とその製造方法に関するものである。
【背景技術】
【0002】
綿や羊毛等に代表される天然繊維は、その風合いや、むれ感がない等の着心地の良さが好まれている。この快適な着用感の主たる要因は、天然繊維が適度な吸湿性を有することにある。しかしながら、天然繊維は、しなやかさ、光沢感等審美性に欠けると共に、表面のなめらかなタッチ、着用時のひんやり感等についても不十分である。また、耐摩耗性や強度も不十分でスポーツ用途には不向きである。
【0003】
これに対しポリアミド繊維は、強度、しなやかさ、光沢感、発色性、染色堅牢性、耐摩耗性、ソフトさ等に優れた特性を有する。そのために、インナーウエアー、スポーツウエアー、パンティーストッキング等の衣料用繊維製品等に好まれて用いられてきている。
【0004】
従来、ポリアミド系繊維としては、ナイロン6がよく知られており、高強力で、耐久性に優れているため、種々の衣料用繊維製品に好んで用いられている。しかし、ナイロン6の平衡水分率(標準状態での吸湿性)は、ポリエステル繊維に比べて高いものの、吸湿性は天然繊維に比べて劣り、着用時の快適感は未だ不十分である。そのため、ナイロン6などのポリアミド系繊維の吸湿特性を改善する試みが、種々検討されてきている。
【0005】
例えば、ポリアミド繊維にポリビニルピロリドンを添加し、重合時に還元剤を添加したポリアミド組成物から、吸湿性ポリアミド繊維を製造する方法が開示されている(例えば、特許文献1、2参照。)。
【特許文献1】特開平7−150415号公報
【特許文献2】特開平9−188917号公報
【0006】
しかしながら、これらの方法では確かに吸湿性ポリアミド繊維を得ることができるが、たとえばポリビニルピロリドンは水溶性ポリマーであるために、ポリマーに添加した後でも、ポリマー表面にブリードアウトしてきたものが洗濯等で溶出するという懸念がある。また、沸水収縮率も10%以上と高いため、タンブル乾燥やアイロン等での取り扱いに注意しなければならない。
【0007】
寸法安定性に優れたナイロン46の検討もされており、例えばナイロン6を芯成分、ナイロン46を鞘成分とした複合繊維で耐熱性と柔軟性に優れた繊維を得る検討もされている(例えば、特許文献3参照。)。
【特許文献3】特開平8−158160号公報
【0008】
しかしながら、芯成分であるナイロン6の融点が220℃前後と低いため、エアバッグ等の瞬時にしか熱のかからない用途では問題ないが、高温時の耐久性が求められる分野では、ナイロン6の融点の低さが問題となる。また、紡糸においても複合紡糸するための複雑なノズルブロックを必要とするためコストが高くなってしまうという問題も残っている。
【0009】
また、ナイロン46は球晶の成長が早いために最大延伸倍率が低く、速い速度で紡糸したり、十分に延伸することが困難で、強度を高くすることが難しい。球晶生成の問題を解決するために、従来より様々な試みが行われている(例えば特許文献4参照)。
【特許文献4】特開昭63−112719号公報
【0010】
しかしながら、口金より吐出された糸条に液体ミストを噴霧し冷却固化させるためには、特別な装置を備える必要があり、コストが高くなる問題がある。
【0011】
低収縮ポリアミドと高収縮ポリアミドの混繊糸の検討もされている。例えば芳香族ジカルボン酸と脂肪族ジアミンからなるアモルファスポリアミドと脂肪族ポリアミドのポリマーブレンドで高収縮繊維とし、一方4000m/min近傍で紡糸し、延伸しないで巻き取った低収縮ポリアミド繊維を混繊したもの(例えば特許文献5参照)や、ナイロン6とナイロン66の共重合体からなる高収縮ポリアミド繊維と、4000m/min近傍で紡糸し、延伸しないで巻き取った低収縮ポリアミド繊維を混繊したもの(例えば特許文献6参照)がある。
【特許文献5】特開平3−64516号公報
【特許文献6】特開2000−355841号公報
【0012】
しかし、いずれも吸湿率は3%前後と低く、芯糸と鞘糸のポリマー成分が異なることから染色した際の染色差によるいらつきの問題が残っている。さらに高収縮糸はアモルファスポリアミドやナイロン6/66の共重合体を用いるため特別な重合体を準備する必要があるためコストが高くなったり、低収縮糸は4000m/min近傍で紡糸するため、紡糸操業性が悪く生産性に劣るという問題もあった。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、高吸湿性を示し、良好な繊維風合いをもつ高吸湿性ポリアミド異収縮混繊糸及びそれを低コストで製造する方法を提供することを課題とする。
【課題を解決するための手段】
【0014】
すなわち、本発明は、以下の構成からなる。
1.ポリアミド46と少なくとも一種以上の他のポリマー成分をブレンドした高吸湿性ポリアミド繊維Aを含む混繊糸であって、高吸湿性ポリアミド繊維Aを構成する他のポリマー成分が非晶状態で繊維中に存在する少なくとも一種以上のポリアミド化合物であり、高吸湿性ポリアミド繊維Aの吸湿率が4%以上であり、混繊糸が前記高吸湿性ポリアミド繊維A及び高吸湿性ポリアミド繊維Aよりも沸水収縮率が5%以上大きいかまたは5%以上小さいポリアミド繊維Bとからなることを特徴とする高吸湿性ポリアミド異収縮混繊糸。
2.高吸湿性ポリアミド繊維Aの他のポリマー成分を構成するポリアミド化合物がポリアミド6であることを特徴とする上記第1に記載の高吸湿性ポリアミド異収縮混繊糸。
3.高吸湿性ポリアミド繊維Aのポリアミド46と他のポリマー成分の構成比が65/35〜35/65であることを特徴とする上記第1又は第2に記載の高吸湿性ポリアミド異収縮混繊糸。
4.高吸湿性ポリアミド繊維Aの20%伸張時の回復率が70%以上であることを特徴とする上記第1から第3のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
5.高吸湿性ポリアミド繊維Aの染着速度が60%以上であることを特徴とする上記第1から第4のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
6.高吸湿性ポリアミド繊維AのDSC示差走査熱量分析装置による融解温度の吸熱ピーク温度が270℃以上にしか現れないことを特徴とする上記第1から第5のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
7.ポリアミド繊維Bのポリマー成分が高吸湿性ポリアミド繊維Aと同じであることを特徴とする上記第1から第6のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
8.引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側のポリアミド繊維と、200m/min以上遅い速度で引き取り、つづけて低収縮側のポリアミド繊維よりも高い倍率で延伸した高収縮側のポリアミド繊維を引き揃え4000m/min以上で巻き取ることを特徴とする請求項1から7のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸の製造方法。
【発明の効果】
【0015】
本発明によれば、ナイロンでは困難であった収縮率差のある異収縮混繊糸の提供が可能となり、前記のような収縮率差のある異収縮混繊糸を簡便な方法かつ低コストで得る製造方法を提供することを可能とした。本発明の高吸湿性ポリアミド異収縮混繊糸から、取り扱い性と快適性に優れた膨らみ感のある布帛を得ることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を詳細に説明する。
本発明のポリアミド46とは1,4−ジアミノブタンとアジピン酸の縮合重合物であるポリテトラメチレンアジパミドであり、また本発明の目的を損なわない範囲で、さらにつや消し剤、抗酸化剤、蛍光増白剤、紫外線吸収剤、制電剤、難燃剤などの添加物を配合しても良い。
【0017】
ポリアミド46と共に構成されるポリマー成分についてはポリアミド46との親和性のよいポリアミドであれば特に限定されないが、例えばポリアミド6、ポリアミド66などが挙げられ、その中でも価格と非晶状態の形成しやすさ、吸湿性から、ポリアミド6が好ましい。
【0018】
ポリアミド46と他のポリマー成分をブレンドする方法として、それぞれのポリマーを溶融状態で混合して剪断力をかけて均一化させてからストランドを押し出し、作成したチップを一般的な溶融紡糸装置へ供給する方法、ポリマーチップの平均的な表面積の差を20%以下とし、それぞれのポリマーをチップの状態で所定量混合し、ブレンダーで30分以上攪拌して均一化させた混合ポリマーを一般的な溶融紡糸装置へ供給する方法、それぞれのポリマーを二軸のエクストルーダーでそれぞれ溶融させてから混合し、スタティックミキサーでさらに均一化させて紡糸する方法、エクストルーダー直前でそれぞれのポリマーチップを定量供給し、攪拌装置を経てエクストルーダーへ供給して紡糸する方法等があるが、いずれを採用しても構わない。
【0019】
また、ポリアミド46と混合されるポリアミドが非晶状態で存在するようにするためにはポリマーの分散レベルを高める必要があるので、紡糸工程ではエクストルーダー出口の圧力P1と紡糸口金内圧力P2の関係を下記式(1)の関係にするのが好ましく、また、エクストルーダー出口の直径D1とブレーカープレートの孔径D2と口金孔の直径D3の関係を下記式(2)の関係にするのが好ましい。
式(1) P1<P2
式(2) D1>D2>D3
理由は定かではないが、P1<P2の関係については、紡糸口金内圧力をエクストルーダー出口の圧力よりも大きくすることで、ギアポンプから押し出される、つまり高圧領域に移動する時において一方のポリマーが選択的に密度が上がり、その瞬間に分子が移動しやすくなることで分散性が向上すると考える。また、D1>D2>D3の関係については、段々と通過するオリフィス径を小さくすることでポリマーに段階的に大きくなる剪断力がかかり、ポリマー間の分散性が向上すると考えている。
【0020】
ポリアミド46と共に構成されるポリマー成分は少なくとも一種以上のポリアミド化合物から構成されるが、親和性の観点からポリアミド化合物のみから構成されるのが好ましく、工業生産における管理の観点からは1種のポリアミドのみ、特にポリアミド6が好ましい。
【0021】
ポリアミド46と共に構成されるポリマー成分はポリアミド46の溶融粘度よりも低い方が好ましい。紡糸工程において口金から吐出されたポリマーにかかる張力をポリアミド46の方に集中させることが、その他のポリマーを非晶状態で繊維化させるのに有効であるからである。好ましい相対粘度差は0.1以上であり、さらには0.3以上が一層好ましい。しかし、あまりに相対粘度差が大きいと紡糸操業性が悪化するので、好ましくは3以下であり、さらには2以下が一層好ましい。
【0022】
高吸湿性ポリアミド繊維Aとしての相対粘度は2.8以上5.0未満であることが好ましい。ポリアミド46と他のポリマーを混合した場合、この範囲で有れば紡糸操業性に問題なく製造しやすいためである。より好ましい範囲は3.0以上4.0未満である。
【0023】
本発明でいう他のポリマー成分の非晶状態とは、結晶を構成していない状態を意味し、具体的にはDSC示差走査熱量分析装置における測定で融解による吸熱ピークを有さない、もしくは融解エンタルピーΔHが5cal/g以下である場合を指す。融点を有する結晶性のポリマーは、昇温過程においてその融点付近で結晶構造が崩れだし、固体状態から液体状態へ変化する。しかし、本発明の高吸湿性ポリアミド繊維Aは結晶性ポリマーでありながら繊維中に他のポリマー成分が非晶の状態で存在し、それ故に、吸湿性が向上するなどの本発明の重要な特徴を引き出す重要な要素となっている。そして、例えば通常のポリアミド6ポリマー単独の繊維であれば、通常220℃程度の温度領域に融解エンタルピーΔHが5cal/gを超える吸熱ピークを示すものである。しかしながら、例えば、他のポリマー成分としてポリアミド6を選択した本発明のブレンドによる高吸湿性ポリアミド繊維AのDSC示差走査熱量分析装置における測定において、前記のような吸熱ピークは現れない。このことはポリアミド6が繊維中に非晶状態で存在していることを意味している。それ故に、吸湿性が向上するなどの本発明の特徴を引出す重要な要素となっている。
【0024】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維AはDSC示差走査熱量分析装置における分析での吸熱ピーク温度が270℃以上にしか現れないことが好ましい。吸熱ピーク温度が270℃未満に現れる繊維であると、耐熱性が劣ったものとなるため好ましくない。より好ましい範囲は275℃以上であり、さらには280℃以上が一層好ましい。ポリアミド46の融点が290℃であるので、300℃以下には吸熱ピークは現れる。
【0025】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aは吸湿率が4%以上であることが好ましい。4%未満であると布帛にしたときにむれ感が残りやすくなるため好ましくない。より好ましくは5%以上である。高いほど好ましいが、通常10%程度である。
【0026】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aにおけるポリアミド46と他のポリマー成分の構成比が65/35〜35/65であることが好ましい。ポリアミド46の割合が65%を越える場合に、引き取り速度が2000m/min以上紡糸しようとすると操業性を損なう場合があるので好ましくない。また35%未満になると他のポリマーが結晶化しやすくなり、吸湿性が劣ったものとなりやすいので好ましくない。より好ましくは60/40〜40/60であり、さらには55/45〜45/55が一層好ましい。
【0027】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aは20%伸張時の回復率が70%以上であることが好ましい。ポリアミド46と混合する通常繊維としたときに伸縮性を有さないその他のポリマーを非晶状態で繊維中に存在させることによって伸縮回復率が得られることを見いだした。より好ましくは75%以上が好ましい。更に好ましくは80%以上である。20%伸張時の回復率は高いほど好ましく100%が最も好ましいが、98%以下のものが多い。
【0028】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aは染着速度が60%以上であることが好ましい。高吸湿性ポリアミド繊維Aは非晶状態のポリマーが多く存在することで染着速度が60%以上となりやすい。60%以上であれば染色加工時間を短縮できたり、あるいは染色温度を低くすることができるため、エネルギーコストが安くなる。より好ましくは70%以上であり、さらには80%以上が一層好ましい。非晶状態のポリマーを多くしすぎると糸強度が低くなりやすいので上限としては95%以下が好ましい。
【0029】
また、本発明のポリアミド異収縮混繊糸は低収縮側のポリアミド繊維と該繊維よりも沸水収縮率が5%以上大きい高収縮側のポリアミド繊維からなることが好ましい。通常ポリアミド6やポリアミド66は紡糸条件を多少変更しても沸水収縮率を大きく変更することは困難であった。しかし本発明の異収縮混繊糸に含まれるポリアミド繊維は紡糸条件によって沸水収縮率をコントロールしやすいという特徴がある。おそらくポリアミド46とその他のポリマーが相互に作用し、ポリアミド46の結晶化がコントロールしやすい状態にあるものと推定する。高収縮側のポリアミド繊維の収縮率としては15〜35%であるのが好ましく、より好ましくは20〜30%である。低収縮側のポリアミド繊維と高収縮側のポリアミド繊維の沸水収縮率差は布帛の風合いを決める大きな要素であるためある程度の収縮差が必要であり好ましくは10〜30%であり、さらに好ましくは15〜25%である。高吸湿性ポリアミド繊維Aは高収縮側及び/又は低収縮側の繊維として本発明の高吸湿性ポリアミド異収縮混繊糸に含まれる。
【0030】
高収縮側のポリアミド繊維が高吸湿性ポリアミド繊維Aである時、沸水収縮率を15%以上にする製造方法としては、紡糸速度を2200m/min以下にするのが好ましい。その他、延伸温度を50℃以上にすることや延伸セット温度を130℃以下にすることが好ましい。
【0031】
一方、低収縮側のポリアミド繊維が高吸湿性ポリアミド繊維Aである時、沸水収縮率が0〜10%であることが好ましい。10%を越えると芯糸となる高収縮側のポリアミド繊維との収縮率差が小さくなりやすく、布帛にしたときにふくらみ感に欠けたものとなりやすいので好ましくない。より好ましい範囲は0〜8%である。
【0032】
沸水収縮率を0〜10%の範囲にするための好ましい製造方法としては紡糸速度を2400m/min以上とすることである。ポリアミド46は結晶化しやすいため収縮率も低くしやすいが、一方、紡糸速度は遅くしなければならなかったり、特殊な冷却をしなければならずコストの高いものとなっていた。しかし本発明においては低コストで低収縮率のポリアミド46ブレンド繊維を得ることができる。ただ、引き取り速度が3500m/min以上では紡糸操業性が悪くなるのであまり好ましくない。もちろんポリアミド繊維はポリアミドマルチフィラメントであることが好ましい。
【0033】
高吸湿性ポリアミド繊維Aとポリアミド繊維Bの混率は風合いの観点から30/70〜70/30が好ましい。
【0034】
本発明の異収縮混繊糸に含まれる高吸湿性ポリアミド繊維Aとポリアミド繊維Bのポリマー成分が同じであることが好ましい。ポリマー成分が同じであるので染色した際のいらつきが起こりにくくなる。ポリマーとしてはポリアミド46とポリアミド6の組合せがもっとも好ましい。
【0035】
混繊方法としてはそれぞれの繊維をいったん巻き取った後、一般的な混繊機を用いて混戦しても良いが、高生産性である紡糸混繊方法としては、引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側繊維と、200m/min以上遅い速度で引き取り、続けて低収縮側繊維よりも高い倍率で延伸した繊維(高収縮側)を引き揃え4000m/min以上で巻き取ることが好ましい。低収縮側繊維としては2700〜3500m/min、好ましくは2900〜3300m/minで引き取り、つづけて1.3〜2.5倍、好ましくは1.5〜2.3倍で延伸し、高収縮側繊維としては1500〜2200m/min、好ましくは1700〜2000m/minで引き取り、つづけて1.8〜3.0倍、好ましくは2.0〜2.8倍で延伸するのが好ましい。
【0036】
繊維の断面形状は、断面形状も円形、中空、星型、多葉、扁平、C型、V型、W型、I型等が挙げられるがこれに限定されるものではない。
【0037】
高吸湿性ポリアミド繊維は、通常の方法で後加工や製編織され、縫製されて、各種衣料用製品とされる。なかでも、直接肌に着用されるインナーウエアー(ランジェリー、ファウンデーション等)や靴下(ストッキング、パンティーストッキング、タイツあるいはソックス等)、あるいは、発汗し易い状態で着用されるスポーツウエアー(ウインドブレーカー、テニスウエアー、スキーウエアー、トレーニングウエアー等)として好適である。
【実施例】
【0038】
以下に、実施例を記し、本発明を具体的に説明するが、本発明はこれらによって限定されるものではない。なお、実施例中における測定及び評価は下記のようにおこなった。
【0039】
(A)DSC示差走査熱量分析装置による分析での融解温度の吸熱ピーク
サンプルは繊維を細かく刻んだものを約5mg用い、マックサイエンス製DSC3100Sで、室温から330℃まで昇温速度10℃/分、アルゴンガス雰囲気下で測定した。
【0040】
(B)吸湿率
筒編み地を作成し、約70℃の湯で油剤を洗い落とす。温度105℃で2時間乾燥して重量SOを測定し、その後、温度20℃ 湿度65%RHの条件下で24時間調湿して重量S1を測定し下記1式で吸湿率W0を求める。
吸湿率W0(%)={(S1−S0)/S0}×100
【0041】
(C)20%伸張時の回復率
テンシロン測定機で100%/minの速度で20%伸張させ、ホールド時間無く、すぐにアンロードさせ無緊張状態になる伸度Sをチャートから読みとる。そして回復率を次のようにあらわす。
回復率(%)={(20 −S )/20}×100
【0042】
(D)染着速度
筒編み地を作成し、約70℃の湯で油剤を洗い落とす。染料としてサイアニン5Rを3%owf用い、浴比1:50で浴槽にサンプルを入れ、初期温度として24℃から速度1℃/分の条件で昇温し、10分後の染料吸尽率を染着速度とする。
【0043】
(E)沸水収縮率(SHW)
繊度×1/30gに相当する荷重を加え、原糸50.0cmの長さにあらかじめ印を付けておきガーゼに包んだ後、沸水中に30分間浸漬し風乾後同荷重を加えて印の間の長さLを測定し、以下の式で算出した。
沸水収縮率SHW(%)=100×(50−L)/50
【0044】
(F)相対粘度
96.3±0.1重量%試薬特級濃硫酸中に重合体濃度が10mg/mlになるように試料を溶解させてサンプル溶液を調整し、20℃±0.05℃の温度で水落下秒数6〜7秒のオストワルド粘度計を用い、溶液相対粘度を測定する。測定に際し、同一の粘度計を用い、サンプル溶液を調整したときと同じ硫酸20mlの落下時間T0(秒)と、サンプル溶液20mlの落下時間T1(秒)の比より、相対粘度RVを下記の式を用いて算出する。
相対粘度RV=T1/T0
【0045】
(実施例1)
相対粘度3.6のポリアミド46と相対粘度3.1のポリアミド6のチップを1:1の割合で混合し、ブレンダーにて1時間乾燥した。それぞれのチップの平均的な表面積の差は10%であった。ブレンドしたチップを一軸のエクストルーダーで溶融し、孔径が0.24mmφ、孔数が36ホールの口金を使用して溶融紡糸した。その際、速度が3000m/minで引き取り、延伸温度が室温、セットローラー温度が140℃間で1.7倍に延伸を施し44T/36の延伸糸(低収縮側)を得、一方、引き取り速度が1900m/min、延伸倍率が2.7倍、延伸温度を70℃、セット温度を110℃とした以外は延伸糸Aと同じ条件で製造し、延伸糸(高収縮側)を得、低収縮側延伸糸と高収縮側延伸糸を引き揃え、インタレーサーで交絡を付与し、5100m/minで巻き取った。また、低収縮側延伸糸と44T36Fの高収縮側延伸糸をそれぞれ単独でも巻き取り諸物性を測定した。得られた糸条をDSC示差走査熱量分析装置により分析したところ、両延伸糸ともにポリアミド6の融点(220℃)付近には吸熱ピークが存在せず、286℃に吸熱ピークが存在していたことから、 ポリアミド6が非晶状態で存在することが確認された。得られたそれぞれの延伸糸の物性を表1に示す。得られた混繊糸をエアジェット織機を用いて経糸密度122本/2.54cm、緯糸密度84本/2.54cmで平織物を製織し、常法により精錬、染色、仕上げ加工を行った。得られた布帛は膨らみに富んだ、いらつきのない風合いの柔らかいものであった。
【0046】
(実施例2)
実施例1の高収縮側延伸糸と東洋紡ナイロン44T36F(ポリアミド6、SHW13%)を一般的な混繊機で混繊し、実施例1と同様の織物を作成し、仕上げた。得られた布帛は膨らみに富んだ、いらつきのない風合いの柔らかいものであった。
【0047】
(実施例3)
実施例1の相対粘度3.1のポリアミド6のチップの代わりに相対粘度3.2のポリアミド66を用い、引き取り速度2500m/min、セットローラー温度が110℃間で2.0倍に延伸を施して高収縮側延伸糸を得た。286℃に吸熱ピークが存在してるだけで、ポリアミド66の融点付近には吸熱ピークは存在していなかったことから、ポリアミド66が非晶状態で存在することが確認された。その糸と東洋紡ナイロン44T36F(ポリアミド6、SHW13%)とを一般的な混繊機で混繊した以外は実施例1に従い、織物を得た。得られた布帛は膨らみに富んだものであった。
【0048】
(比較例1)
実施例1で得られた高収縮側の延伸糸のみを用いて経糸密度135本/2.54cm、緯糸密度88本/2.54cmで平織物を製織し、常法により精錬、染色、仕上げ加工を行った。得られた織物は膨らみに欠けたものであった。
【0049】
(比較例2)
高収縮側延伸糸として引き取り速度2200m/min、延伸倍率2.3倍、セットローラー温度120℃とし、一方、低収縮側延伸糸として引き取り速度2300m/min、延伸倍率2.2倍、セットローラー温度110℃とした以外は実施例1に従った。両延伸糸ともにポリアミド6の融点(220℃)付近には吸熱ピークが存在せず、286℃に吸熱ピークが存在していた。得られたそれぞれの延伸糸の物性を表1に示す。実施例1と同様の企画で平織物を製織し、常法により精錬、染色、仕上げ加工を行った。得られた織物は膨らみに欠けたものであった。
【0050】
【表1】
【産業上の利用可能性】
【0051】
本発明によりナイロンでは困難であった収縮率差のある異収縮混繊糸は吸湿性に優れ、膨らみ感のある風合いに優れた布帛が得られる。
【図面の簡単な説明】
【0052】
【図1】本発明の混繊糸を構成する繊維を測定したDSC示差走査熱量分析装置によるチャート図の一例である。
【図2】本発明の製造方法の一例を示す模式図である。
【符号の説明】
【0053】
1:吸熱ピーク
2:紡糸口金
3:引き取りローラー
4:セットローラー
5:ワインダー
【特許請求の範囲】
【請求項1】
ポリアミド46と少なくとも一種以上の他のポリマー成分をブレンドした高吸湿性ポリアミド繊維Aを含む混繊糸であって、高吸湿性ポリアミド繊維Aを構成する他のポリマー成分が非晶状態で繊維中に存在する少なくとも一種以上のポリアミド化合物であり、高吸湿性ポリアミド繊維Aの吸湿率が4%以上であり、混繊糸が前記高吸湿性ポリアミド繊維A及び高吸湿性ポリアミド繊維Aよりも沸水収縮率が5%以上大きいかまたは5%以上小さいポリアミド繊維Bとからなることを特徴とする高吸湿性ポリアミド異収縮混繊糸。
【請求項2】
高吸湿性ポリアミド繊維Aの他のポリマー成分を構成するポリアミド化合物がポリアミド6であることを特徴とする請求項1に記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項3】
高吸湿性ポリアミド繊維Aのポリアミド46と他のポリマー成分の構成比が65/35〜35/65であることを特徴とする請求項1又は2に記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項4】
高吸湿性ポリアミド繊維Aの20%伸張時の回復率が70%以上であることを特徴とする請求項1から3のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項5】
高吸湿性ポリアミド繊維Aの染着速度が60%以上であることを特徴とする請求項1から4のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項6】
高吸湿性ポリアミド繊維AのDSC示差走査熱量分析装置による融解温度の吸熱ピーク温度が270℃以上にしか現れないことを特徴とする請求項1から5のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項7】
ポリアミド繊維Bのポリマー成分が高吸湿性ポリアミド繊維Aと同じであることを特徴とする請求項1から6のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項8】
引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側のポリアミド繊維と、200m/min以上遅い速度で引き取り、つづけて低収縮側のポリアミド繊維よりも高い倍率で延伸した高収縮側のポリアミド繊維を引き揃え4000m/min以上で巻き取ることを特徴とする請求項1から7のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸の製造方法。
【請求項1】
ポリアミド46と少なくとも一種以上の他のポリマー成分をブレンドした高吸湿性ポリアミド繊維Aを含む混繊糸であって、高吸湿性ポリアミド繊維Aを構成する他のポリマー成分が非晶状態で繊維中に存在する少なくとも一種以上のポリアミド化合物であり、高吸湿性ポリアミド繊維Aの吸湿率が4%以上であり、混繊糸が前記高吸湿性ポリアミド繊維A及び高吸湿性ポリアミド繊維Aよりも沸水収縮率が5%以上大きいかまたは5%以上小さいポリアミド繊維Bとからなることを特徴とする高吸湿性ポリアミド異収縮混繊糸。
【請求項2】
高吸湿性ポリアミド繊維Aの他のポリマー成分を構成するポリアミド化合物がポリアミド6であることを特徴とする請求項1に記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項3】
高吸湿性ポリアミド繊維Aのポリアミド46と他のポリマー成分の構成比が65/35〜35/65であることを特徴とする請求項1又は2に記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項4】
高吸湿性ポリアミド繊維Aの20%伸張時の回復率が70%以上であることを特徴とする請求項1から3のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項5】
高吸湿性ポリアミド繊維Aの染着速度が60%以上であることを特徴とする請求項1から4のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項6】
高吸湿性ポリアミド繊維AのDSC示差走査熱量分析装置による融解温度の吸熱ピーク温度が270℃以上にしか現れないことを特徴とする請求項1から5のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項7】
ポリアミド繊維Bのポリマー成分が高吸湿性ポリアミド繊維Aと同じであることを特徴とする請求項1から6のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸。
【請求項8】
引き取り速度を2400m/min以上で紡糸し、続けて延伸した低収縮側のポリアミド繊維と、200m/min以上遅い速度で引き取り、つづけて低収縮側のポリアミド繊維よりも高い倍率で延伸した高収縮側のポリアミド繊維を引き揃え4000m/min以上で巻き取ることを特徴とする請求項1から7のいずれかに記載の高吸湿性ポリアミド異収縮混繊糸の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2006−124851(P2006−124851A)
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願番号】特願2004−311949(P2004−311949)
【出願日】平成16年10月27日(2004.10.27)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願日】平成16年10月27日(2004.10.27)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]