
高圧ガス容器の口金のシール方法
【課題】 本発明は、高圧ガス容器本体の開口部の口金の周りをシールするシーリング材の塗布層の輪郭を明瞭にして見栄えを良くすることを課題としている。
【解決手段】 口金3の外周縁よりも内側で該口金3の表面を合成樹脂成形品である内側マスキング材4で被覆し、口金3の外周縁よりも外側で高圧ガス容器本体1の表面を合成樹脂成形品である外側マスキング材5で被覆し、内側マスキング材4と外側マスキング材5との間に形成される間隙6にシーリング材7を塗布し、口金3の外周縁と高圧ガス容器本体1との間をシールした後、内側マスキング材4及び外側マスキング材5を取り外す。
【解決手段】 口金3の外周縁よりも内側で該口金3の表面を合成樹脂成形品である内側マスキング材4で被覆し、口金3の外周縁よりも外側で高圧ガス容器本体1の表面を合成樹脂成形品である外側マスキング材5で被覆し、内側マスキング材4と外側マスキング材5との間に形成される間隙6にシーリング材7を塗布し、口金3の外周縁と高圧ガス容器本体1との間をシールした後、内側マスキング材4及び外側マスキング材5を取り外す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば高圧水素ガス、高圧窒素ガス等が充填される高圧ガス容器において、口金の周辺をシーリング材によってシールする方法に関するものである。
【背景技術】
【0002】
従来、上記高圧ガス容器の容器本体は、軽量化等の観点から合成樹脂製のものが多くなっており、該容器本体の端部には容器内の高圧ガスを取り出すための開口部が設けられ、さらに該開口部には補強のために金属製の口金が取り付けられた構成となっている。そして高圧ガスの漏洩を防止するという観点から、上記容器本体と上記口金との間にシーリング材を塗布することで、上記容器本体の開口部と上記口金との隙間を塞いでいる(特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−058111号公報
【特許文献2】特開2007−010004号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記容器本体と上記口金との間にシーリング材を塗布する際、シーリング材の塗布層の輪郭が明瞭になりにくく、外観上の問題となっていた。
【課題を解決するための手段】
【0005】
本発明は上記従来の問題点を解決するための手段として、合成樹脂製の高圧ガス容器本体の端部の開口部に口金が取り付けられている高圧ガス容器において、上記口金の外周縁よりも内側で上記口金の表面と、上記口金の外周縁よりも外側で上記高圧ガス容器本体の表面とを、合成樹脂成形品である内側マスキング材と、外側マスキング材とによって被覆し、上記内側マスキング材と上記外側マスキング材との間の間隙にシーリング材を塗布することによって上記口金の外周縁と上記高圧ガス容器本体との間をシールし、その後、上記内側マスキング材と、上記外側マスキング材と、を取り外すことを特徴とする高圧ガス容器の口金のシール方法を提供するものである。
【発明の効果】
【0006】
〔作用および効果〕
高圧ガス容器本体1の端部の開口部2に取り付けた口金3において、上記口金3の外周縁よりも内側で該口金3の表面と、上記口金3の外周縁よりも外側で上記高圧ガス容器本体1の表面とに、内側マスキング材4と外側マスキング材5とを取り付ける。上記内側および外側マスキング材4,5は、合成樹脂シートを、例えば真空および/または圧空成形、プレス成形、射出成形等によって簡単に製造される。
上記口金3の外周縁よりも内側および外側に、内側マスキング材4および外側マスキング材5を取り付けたら、内側マスキング材4および外側マスキング材5の間の間隙6にシーリング材7を塗布する。上記シーリング材7は、上記内側および外側マスキング材4,5によって被覆されている上記口金3の、開口部2の周縁となる内側周縁部や、上記口金3の外周縁から大きく外れた上記高圧ガス容器本体1の表面等には塗布されない。
上記シーリング材7を塗布した後は、上記内側および外側マスキング材4,5を取り外す。そうすると、上記シーリング材7の塗布層7Aの内外輪郭は、内側および外側マスキング材4,5によって見切られることで明確になる。
したがって本発明にあっては、口金3の周りの上記シーリング材7の塗布層7Aの輪郭が明瞭となり、好ましい外観となる。
【図面の簡単な説明】
【0007】
【図1】高圧ガス容器本体の斜視図。
【図2】内外マスキング材の斜視図。
【図3】内外マスキング材を装着した状態の高圧ガス容器本体の斜視図。
【図4】シーリング材塗布状態斜視図。
【図5】内外マスキング材を取り外した完成品の斜視図。
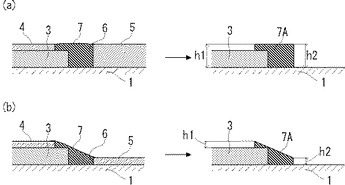
【図6】(a),(b)は塗布層を示す断面図。
【発明を実施するための形態】
【0008】
本発明の一実施例を図1〜図6に示す。
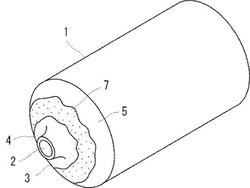
図1には、高圧ガス容器本体1が示されている。上記高圧ガス容器本体1の端部に設けられた開口部2には、口金3が取り付けられている。
上記高圧ガス容器本体1は、例えばポリプロピレン、ポリエステル、ポリアミド、ポリ塩化ビニル等の熱可塑性樹脂を材料とし、上記口金3は、例えばアルミニウム、ステンレススチール等の金属を材料とする。
【0009】
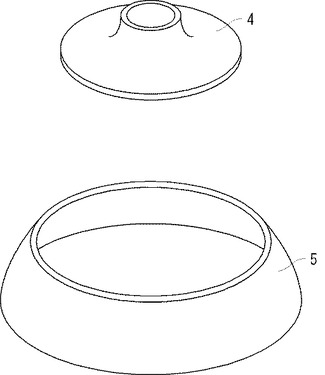
図2に示すのは、内側マスキング材4および外側マスキング材5である。上記内側マスキング材4および上記外側マスキング材5は、例えばポリプロピレン、ポリエステル、ポリアミド、ポリフェニレンオキサイド等の熱可塑性樹脂を材料とし、真空および/または圧空成形、プレス成形、射出成形等の公知の成形方法によって、上記口金3や、該口金3が取り付けられる周縁の上記高圧ガス容器本体1の端部の形状に適合する形状に成形されている。具体的に、内側マスキング材4は、上記開口部2を中心とした上記口金3の表面形状に合わせて略漏斗状に形成され、外側マスキング材5は、上記高圧ガス容器本体1の端部の表面形状に合わせて円環筒状に形成されている。
【0010】
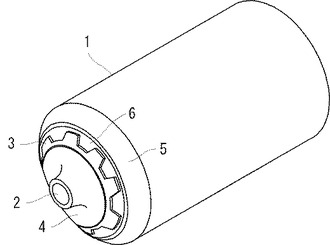
上記内側および外側マスキング材4,5は、図3に示すように、上記口金3の外周縁よりも内側(開口部2側であって高圧ガス容器本体1の端部側)と、外側(高圧ガス容器本体1の中間部側)と、にそれぞれ取り付けられる。上記内側および外側マスキング材4,5は、例えば両面粘着テープ、クリップ、タッカー等によって、上記口金3および上記高圧ガス容器本体1に固定される。
そして、上記高圧ガス容器本体1に内側および外側マスキング材4,5が固定された状態で、上記内側マスキング材4と上記外側マスキング材5の間には間隙6が形成されることになる。上記間隙6には、上記口金3の外周縁を境界として、上記口金3の外周部分と、上記高圧ガス容器本体1の端部表面が臨出している。
なお上記口金3の外周縁は、本実施例では全体で歯車状をなしており、このような形状の外周部分にシーリング材を塗布しようとすると、口金3の外周部分から大きく外れてはみ出したり、塗布が途切れたりして、シーリング材による塗布層の内外周が不明瞭となりやすい。また歯車状の外周縁によって、上記口金3の外周縁表面と、高圧ガス容器本体1の表面との間には、複雑に入り組んだ形状の段差が形成されるので、塗布層の内外周が不明瞭となるばかりか、該塗布層の厚みも不均一になりやすい。
【0011】
図4に示すように、上記内側マスキング材4と上記外側マスキング材5の間の間隙6には、シーリング材7が塗布される。上記シーリング材7としては、ウレタン系、ポリサルファイド系、シリコン系等の通常のシーリング材が使用される。
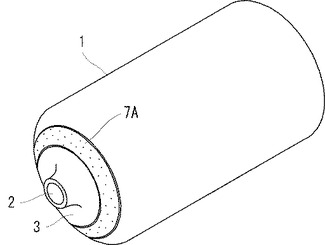
上記シーリング材7を塗布した後、必要とあれば上記シーリング材7を加熱乾燥あるいは硬化せしめた後、上記内側マスキング材4および上記外側マスキング材5を取り外せば、図5に示すように、上記口金3の表面で外周部分から、上記口金3の外周縁の直近の高圧ガス容器本体1の表面部分にかけて、シーリング材7の塗布層7Aが形成される。
【0012】
上記シーリング材7の塗布層7Aの内外周は、上記内側および外側マスキング材4,5によって見切られているから(図6(a),(b)参照)、輪郭が明瞭であり、外観上好ましいものである。
また本発明のシーリング方法にあっては、上記高圧ガス容器本体1の外面上において、上記口金3の厚みを考慮したうえで、上記内側マスキング材4の厚みと、上記外側マスキング材5の厚みとを調整することで、上記塗布層7Aの厚みを略均一にすることも可能である。
図6(a)に示すように、上記外側マスキング材5の厚みを上記内側マスキング材4の厚みよりも厚くすることで、上記塗布層7Aの両側において、上記口金3の厚みを含めた上記塗布層7Aの厚みh1と、上記高圧ガス容器本体1の外面からの上記塗布層7Aの厚みh2と、が等しくなり、上記塗布層7Aの厚みが略均一になる。
図6(b)に示すように、上記外側マスキング材5の厚みを上記内側マスキング材4の厚みと等しくすることで、上記塗布層7Aの両側において、上記塗布層7Aの厚みh1と、上記塗布層7Aの厚みh2と、が等しくなり、上記塗布層7Aの厚みが略均一になる。
上記のように上記外側マスキング材5の厚みを上記内側マスキング材4の厚みよりも厚くした場合と、上記外側マスキング材5の厚みを上記内側マスキング材4の厚みと等しくした場合と、の何れの場合においても、該シーリング材7を塗布する厚みは、上記内側マスキング材4および上記外側マスキング材5の厚さを基準とする、つまりは該内側マスキング材4および該外側マスキング材5の表面に該シーリング材7が若干はみ出す程度とすればよく、該シーリング材7の塗布作業を簡易化することができるとともに、塗布層7Aの厚みのばらつきを抑え、製品品質の均質化を図ることができる。
【0013】
本発明の実施例は、高圧ガス容器本体の一端のみに開口部を有するものについて例示したが、本発明にあっては、容器本体の両端に開口部を有するものであってもよい。
【産業上の利用可能性】
【0014】
本発明の高圧ガス容器の口金のシール方法によれば、シーリング材の塗布層の内外周は輪郭が明瞭であり、外観上好ましいものであるから、産業上利用可能である。
【符号の説明】
【0015】
1 高圧ガス容器本体
2 開口部
3 口金
4 内側マスキング材
5 外側マスキング材
6 間隙
7 シーリング材
7A 塗布層
【技術分野】
【0001】
本発明は、例えば高圧水素ガス、高圧窒素ガス等が充填される高圧ガス容器において、口金の周辺をシーリング材によってシールする方法に関するものである。
【背景技術】
【0002】
従来、上記高圧ガス容器の容器本体は、軽量化等の観点から合成樹脂製のものが多くなっており、該容器本体の端部には容器内の高圧ガスを取り出すための開口部が設けられ、さらに該開口部には補強のために金属製の口金が取り付けられた構成となっている。そして高圧ガスの漏洩を防止するという観点から、上記容器本体と上記口金との間にシーリング材を塗布することで、上記容器本体の開口部と上記口金との隙間を塞いでいる(特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−058111号公報
【特許文献2】特開2007−010004号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記容器本体と上記口金との間にシーリング材を塗布する際、シーリング材の塗布層の輪郭が明瞭になりにくく、外観上の問題となっていた。
【課題を解決するための手段】
【0005】
本発明は上記従来の問題点を解決するための手段として、合成樹脂製の高圧ガス容器本体の端部の開口部に口金が取り付けられている高圧ガス容器において、上記口金の外周縁よりも内側で上記口金の表面と、上記口金の外周縁よりも外側で上記高圧ガス容器本体の表面とを、合成樹脂成形品である内側マスキング材と、外側マスキング材とによって被覆し、上記内側マスキング材と上記外側マスキング材との間の間隙にシーリング材を塗布することによって上記口金の外周縁と上記高圧ガス容器本体との間をシールし、その後、上記内側マスキング材と、上記外側マスキング材と、を取り外すことを特徴とする高圧ガス容器の口金のシール方法を提供するものである。
【発明の効果】
【0006】
〔作用および効果〕
高圧ガス容器本体1の端部の開口部2に取り付けた口金3において、上記口金3の外周縁よりも内側で該口金3の表面と、上記口金3の外周縁よりも外側で上記高圧ガス容器本体1の表面とに、内側マスキング材4と外側マスキング材5とを取り付ける。上記内側および外側マスキング材4,5は、合成樹脂シートを、例えば真空および/または圧空成形、プレス成形、射出成形等によって簡単に製造される。
上記口金3の外周縁よりも内側および外側に、内側マスキング材4および外側マスキング材5を取り付けたら、内側マスキング材4および外側マスキング材5の間の間隙6にシーリング材7を塗布する。上記シーリング材7は、上記内側および外側マスキング材4,5によって被覆されている上記口金3の、開口部2の周縁となる内側周縁部や、上記口金3の外周縁から大きく外れた上記高圧ガス容器本体1の表面等には塗布されない。
上記シーリング材7を塗布した後は、上記内側および外側マスキング材4,5を取り外す。そうすると、上記シーリング材7の塗布層7Aの内外輪郭は、内側および外側マスキング材4,5によって見切られることで明確になる。
したがって本発明にあっては、口金3の周りの上記シーリング材7の塗布層7Aの輪郭が明瞭となり、好ましい外観となる。
【図面の簡単な説明】
【0007】
【図1】高圧ガス容器本体の斜視図。
【図2】内外マスキング材の斜視図。
【図3】内外マスキング材を装着した状態の高圧ガス容器本体の斜視図。
【図4】シーリング材塗布状態斜視図。
【図5】内外マスキング材を取り外した完成品の斜視図。
【図6】(a),(b)は塗布層を示す断面図。
【発明を実施するための形態】
【0008】
本発明の一実施例を図1〜図6に示す。
図1には、高圧ガス容器本体1が示されている。上記高圧ガス容器本体1の端部に設けられた開口部2には、口金3が取り付けられている。
上記高圧ガス容器本体1は、例えばポリプロピレン、ポリエステル、ポリアミド、ポリ塩化ビニル等の熱可塑性樹脂を材料とし、上記口金3は、例えばアルミニウム、ステンレススチール等の金属を材料とする。
【0009】
図2に示すのは、内側マスキング材4および外側マスキング材5である。上記内側マスキング材4および上記外側マスキング材5は、例えばポリプロピレン、ポリエステル、ポリアミド、ポリフェニレンオキサイド等の熱可塑性樹脂を材料とし、真空および/または圧空成形、プレス成形、射出成形等の公知の成形方法によって、上記口金3や、該口金3が取り付けられる周縁の上記高圧ガス容器本体1の端部の形状に適合する形状に成形されている。具体的に、内側マスキング材4は、上記開口部2を中心とした上記口金3の表面形状に合わせて略漏斗状に形成され、外側マスキング材5は、上記高圧ガス容器本体1の端部の表面形状に合わせて円環筒状に形成されている。
【0010】
上記内側および外側マスキング材4,5は、図3に示すように、上記口金3の外周縁よりも内側(開口部2側であって高圧ガス容器本体1の端部側)と、外側(高圧ガス容器本体1の中間部側)と、にそれぞれ取り付けられる。上記内側および外側マスキング材4,5は、例えば両面粘着テープ、クリップ、タッカー等によって、上記口金3および上記高圧ガス容器本体1に固定される。
そして、上記高圧ガス容器本体1に内側および外側マスキング材4,5が固定された状態で、上記内側マスキング材4と上記外側マスキング材5の間には間隙6が形成されることになる。上記間隙6には、上記口金3の外周縁を境界として、上記口金3の外周部分と、上記高圧ガス容器本体1の端部表面が臨出している。
なお上記口金3の外周縁は、本実施例では全体で歯車状をなしており、このような形状の外周部分にシーリング材を塗布しようとすると、口金3の外周部分から大きく外れてはみ出したり、塗布が途切れたりして、シーリング材による塗布層の内外周が不明瞭となりやすい。また歯車状の外周縁によって、上記口金3の外周縁表面と、高圧ガス容器本体1の表面との間には、複雑に入り組んだ形状の段差が形成されるので、塗布層の内外周が不明瞭となるばかりか、該塗布層の厚みも不均一になりやすい。
【0011】
図4に示すように、上記内側マスキング材4と上記外側マスキング材5の間の間隙6には、シーリング材7が塗布される。上記シーリング材7としては、ウレタン系、ポリサルファイド系、シリコン系等の通常のシーリング材が使用される。
上記シーリング材7を塗布した後、必要とあれば上記シーリング材7を加熱乾燥あるいは硬化せしめた後、上記内側マスキング材4および上記外側マスキング材5を取り外せば、図5に示すように、上記口金3の表面で外周部分から、上記口金3の外周縁の直近の高圧ガス容器本体1の表面部分にかけて、シーリング材7の塗布層7Aが形成される。
【0012】
上記シーリング材7の塗布層7Aの内外周は、上記内側および外側マスキング材4,5によって見切られているから(図6(a),(b)参照)、輪郭が明瞭であり、外観上好ましいものである。
また本発明のシーリング方法にあっては、上記高圧ガス容器本体1の外面上において、上記口金3の厚みを考慮したうえで、上記内側マスキング材4の厚みと、上記外側マスキング材5の厚みとを調整することで、上記塗布層7Aの厚みを略均一にすることも可能である。
図6(a)に示すように、上記外側マスキング材5の厚みを上記内側マスキング材4の厚みよりも厚くすることで、上記塗布層7Aの両側において、上記口金3の厚みを含めた上記塗布層7Aの厚みh1と、上記高圧ガス容器本体1の外面からの上記塗布層7Aの厚みh2と、が等しくなり、上記塗布層7Aの厚みが略均一になる。
図6(b)に示すように、上記外側マスキング材5の厚みを上記内側マスキング材4の厚みと等しくすることで、上記塗布層7Aの両側において、上記塗布層7Aの厚みh1と、上記塗布層7Aの厚みh2と、が等しくなり、上記塗布層7Aの厚みが略均一になる。
上記のように上記外側マスキング材5の厚みを上記内側マスキング材4の厚みよりも厚くした場合と、上記外側マスキング材5の厚みを上記内側マスキング材4の厚みと等しくした場合と、の何れの場合においても、該シーリング材7を塗布する厚みは、上記内側マスキング材4および上記外側マスキング材5の厚さを基準とする、つまりは該内側マスキング材4および該外側マスキング材5の表面に該シーリング材7が若干はみ出す程度とすればよく、該シーリング材7の塗布作業を簡易化することができるとともに、塗布層7Aの厚みのばらつきを抑え、製品品質の均質化を図ることができる。
【0013】
本発明の実施例は、高圧ガス容器本体の一端のみに開口部を有するものについて例示したが、本発明にあっては、容器本体の両端に開口部を有するものであってもよい。
【産業上の利用可能性】
【0014】
本発明の高圧ガス容器の口金のシール方法によれば、シーリング材の塗布層の内外周は輪郭が明瞭であり、外観上好ましいものであるから、産業上利用可能である。
【符号の説明】
【0015】
1 高圧ガス容器本体
2 開口部
3 口金
4 内側マスキング材
5 外側マスキング材
6 間隙
7 シーリング材
7A 塗布層
【特許請求の範囲】
【請求項1】
合成樹脂製の高圧ガス容器本体の端部の開口部に口金が取り付けられている高圧ガス容器において、
上記口金の外周縁よりも内側で上記口金の表面と、上記口金の外周縁よりも外側で上記高圧ガス容器本体の表面とを、合成樹脂成形品である内側マスキング材と、外側マスキング材とによって被覆し、
上記内側マスキング材と上記外側マスキング材との間の間隙にシーリング材を塗布することによって上記口金の外周縁と上記高圧ガス容器本体との間をシールし、
その後、上記内側マスキング材と、上記外側マスキング材とを取り外す
ことを特徴とする高圧ガス容器の口金のシール方法。
【請求項1】
合成樹脂製の高圧ガス容器本体の端部の開口部に口金が取り付けられている高圧ガス容器において、
上記口金の外周縁よりも内側で上記口金の表面と、上記口金の外周縁よりも外側で上記高圧ガス容器本体の表面とを、合成樹脂成形品である内側マスキング材と、外側マスキング材とによって被覆し、
上記内側マスキング材と上記外側マスキング材との間の間隙にシーリング材を塗布することによって上記口金の外周縁と上記高圧ガス容器本体との間をシールし、
その後、上記内側マスキング材と、上記外側マスキング材とを取り外す
ことを特徴とする高圧ガス容器の口金のシール方法。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−225373(P2012−225373A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−91592(P2011−91592)
【出願日】平成23年4月15日(2011.4.15)
【出願人】(000243892)名古屋油化株式会社 (78)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月15日(2011.4.15)
【出願人】(000243892)名古屋油化株式会社 (78)
【Fターム(参考)】
[ Back to top ]