
高圧タンクの製造方法、および、高圧タンク

【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高圧タンクの製造方法、および、高圧タンクに関するものである。
【背景技術】
【0002】
近年、燃料ガスの燃焼エネルギーや、燃料ガスの電気化学反応によって生成される電気エネルギーによって駆動する車両が開発されている。このような車両には、天然ガスや水素等の燃料ガスが貯蔵された高圧タンクが搭載される場合がある。この場合、高圧タンクの車両への搭載性を考慮して、高圧タンクの小型化を図りつつ、車両の航続距離の延伸を図るために、より高い充填圧力で燃料ガスを高圧タンクに充填することが求められる。
【0003】
より高い充填圧力で燃料ガスを高圧タンクに充填するためには、高圧タンクの強度を向上させる必要がある。そして、高圧タンクの強度を向上させるための技術として、金属製あるいは樹脂製のライナー(内容器)の外表面に、フィラメントワインディング法を用いて、繊維強化プラスチック(FRP:Fiber Reinforced Plastics)層を形成する技術が知られている。そして、ライナーが、円筒形状を有する円筒部と、ドーム形状を有し円筒部の両端部に設けられたドーム部と、を有する場合、このフィラメントワインディング法による繊維強化プラスチック層には、一般に、フープ巻きによって形成されるフープ層と、ヘリカル巻きによって形成されるヘリカル層とが含まれることが多い。フープ層は、主として、ライナーの周方向に作用する内圧に対する強度(以下、「ライナーの周方向の強度」とも言う)を向上させるために用いられる。一方、ヘリカル層は、主として、ライナーの軸方向作用する内圧に対する強度(以下、「ライナーの軸方向の強度」とも言う)を向上させるために用いられる。
【0004】
ところで、従来、ライナーの外表面に繊維強化プラスチック層を備える高圧タンクについて、高圧タンクの強度を向上させるための種々の技術が提案されている。例えば、繊維強化プラスチック層を、フープ層とヘリカル層とを交互に積層した構成とすることによって、高圧タンクの強度を向上させることができる(例えば、下記特許文献1〜3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−45660号公報
【特許文献2】特開2004−293571号公報
【特許文献3】特開平8−216277号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記特許文献1〜3に記載された技術では、高圧タンクの信頼性、すなわち、耐圧性能や耐久性能について、改善の余地があった。
【0007】
本発明は、上述の課題を解決するためになされたものであり、ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させることを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0009】
[適用例1]
流体を貯蔵するための高圧タンクの製造方法であって、
円筒形状を有する円筒部と、ドーム形状を有し前記円筒部の両端部に設けられたドーム部と、を有するライナーを用意する工程と、
フィラメントワインディング法を用いて、前記ライナーの外表面に繊維強化プラスチック層を形成する繊維強化プラスチック層形成工程と、
を備え、
前記繊維強化プラスチック層形成工程は、
前記ドーム部の少なくとも一部の外表面、および、前記円筒部の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって、内層側ヘリカル層を形成する内層側ヘリカル層形成工程と、
前記円筒部上における前記内層側ヘリカル層の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって、内層側フープ層を形成する内層側フープ層形成工程と、
前記ドーム部上における前記内層側ヘリカル層、および、前記内層側フープ層の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成される外層側ヘリカル層と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成される外層側フープ層とを積層することによって、混合層を形成する混合層形成工程と、を含み、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程と、前記混合層形成工程とは、前記円筒部上において、前記繊維強化プラスチック層の厚さ方向についての前記ライナー側の75(%)以内の範囲内に、前記内層側フープ層の厚さと前記外層側フープ層の厚さとの和の90(%)以上が配置されるように、前記内層側ヘリカル層と前記内層側フープ層と前記混合層とを形成する工程を含む、
高圧タンクの製造方法。
【0010】
フープ巻きは、ヘリカル巻きよりも、ライナーの周方向の強度を向上させる効果が大きい。また、高圧タンクに高圧ガスを充填したときに、ライナーの円筒部の外表面に形成された繊維強化プラスチック層において、ライナーの周方向に作用する応力は、内層側(内部側)ほど大きくなる(厚肉円筒理論)。
【0011】
適用例1の高圧タンクの製造方法では、上記内層側ヘリカル層形成工程によって、ライナー(特にドーム部)の強度を高めた後に、上記内層側フープ層形成工程を行うので、上記内層側フープ層形成工程を行う際のライナーの変形を抑制することができる。これは、ライナーに内圧をかけた状態で、繊維に比較的高い張力をかけて上記内層側フープ層形成工程を行う場合に特に効果的である。さらに、適用例1の高圧タンクの製造方法では、ライナーの周方向に作用する応力が比較的大きくなる内層側に、ライナーの周方向の強度を向上させる効果が大きいフープ巻きを集めて積層するので、ライナーの周方向の強度を効果的に向上させることができる。なお、ライナーの円筒部上における繊維強化プラスチック層の厚さとは、ライナーの円筒部上において、繊維強化プラスチック層の厚さがほぼ一定の領域における厚さである。これは、ライナーの円筒部上における内層側フープ層の厚さ、および、外層側フープ層の厚さについても同様である。そして、適用例1の高圧タンクの製造方法によって、高圧タンクの信頼性を向上させることができることが実験的に確認された。
【0012】
また、繊維強化プラスチック層における各層の高圧タンクの強度を向上させる効果を従来よりも効果的に利用することできるので、従来と同等の高圧タンクの性能(耐圧性能や耐久性能)を得るために、繊維強化プラスチック層を構成する総層数を減少させることができる。したがって、高圧タンクの小型化、軽量化、低コスト化を図ることができる。また、従来と同等の高圧タンクの性能を得るために、強度や剛性について、低グレードの繊維を用いれば、高圧タンクの低コスト化を図ることができる。また、繊維強化プラスチック層の層数を従来と同じにする場合には、高圧タンクの強度を向上させることができる。また、高圧タンクの外径形状を従来と同じにする場合には、ライナーの容積を増大することが可能となる。したがって、この高圧タンクに燃料ガスを充填し、例えば、車両に搭載する場合には、この車両の航続距離を延伸することができる。
【0013】
なお、適用例1の高圧タンクの製造方法において、内層側ヘリカル層に含まれる熱硬化性樹脂と、内層側フープ層に含まれる熱硬化性樹脂と、混合層(外層側ヘリカル層、外層側フープ層)に含まれる熱硬化性樹脂とは、すべて同一の種類であってもよいし、少なくとも1つが異なる種類であってもよい。また、内層側ヘリカル層に含まれる繊維と、内層側フープ層に含まれる繊維と、混合層に含まれる繊維とは、すべて同一の種類であってもよいし、少なくとも1つが異なる種類であってもよい。
【0014】
[適用例2]
適用例1記載の高圧タンクの製造方法であって、
前記内層側ヘリカル層形成工程におけるヘリカル巻きは、前記円筒部の外表面において、前記内層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【0015】
ヘリカル巻きは、ライナーの円筒部において上記繊維がライナーの中心軸を少なくとも一周した後に、ライナーのドーム部において上記繊維の巻き付け方向が折り返される比較的大きな巻き付け角度を有するヘリカル巻き(以下、「高角度ヘリカル巻き」とも言う)と、ライナーの円筒部において上記繊維がライナーの中心軸を一周する前に、ライナーのドーム部において上記繊維の巻き付け方向が折り返される比較的小さな巻き付け角度を有するヘリカル巻き(以下、「低角度ヘリカル巻き」とも言う)とに大別される。そして、低角度ヘリカル巻きは、高角度ヘリカル巻きよりも、ライナーの軸方向の強度を向上させる効果が大きい。
【0016】
適用例2の高圧タンクの製造方法では、内層側ヘリカル層形成工程において、低角度ヘリカル巻きを用いるので、ライナーの軸方向の強度を効果的に向上させることができる。また、低角度ヘリカル巻きでは、ライナーの軸方向の強度について、同じ強度を得るために、高角度ヘリカル巻きよりも、巻き数、換言すれば、上記繊維の使用量を少なくすることができるため、高圧タンクの小型化、軽量化、低コスト化を図ることができる。
【0017】
[適用例3]
適用例1または2記載の高圧タンクの製造方法であって、
前記内層側フープ層形成工程は、前記円筒部上において、前記円筒部と前記ドーム部との境界部に近いほど、前記内層側フープ層の厚さが薄くなるように、前記内層側フープ層を形成する工程を含む、
高圧タンクの製造方法。
【0018】
適用例3の高圧タンクの製造方法によって、内層側フープ層の縁部をスラント形状とし、内層側フープ層の縁部における上記繊維の巻き崩れを抑制することができる。また、内層側フープ層の縁部をスラント形状とすることによって、混合層における外層側ヘリカル層の形成に低角度ヘリカル巻きを用いる場合に、上記繊維を巻き付ける際の繊維蛇行、すなわち、上記繊維の巻き付け位置のずれを抑制し、低角度ヘリカル巻きの、ライナーの軸方向の強度を向上させる効果を効果的に利用することもできる。
【0019】
なお、内層側フープ層の縁部をスラント形状とする態様としては、ライナーの円筒部のドーム部との境界部において、巻き付ける繊維の巻き数を部分的に変化させる態様や、繊維の太さを部分的に変化させる態様が挙げられる。内層側フープ層の縁部以外の部位の厚さは、ほぼ一定である。
【0020】
[適用例4]
適用例3記載の高圧タンクの製造方法であって、
前記ライナーは、前記円筒部と前記ドーム部との境界部が不連続な形状を有しており、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程とは、前記ドーム部上の前記内層側ヘリカル層、および、前記内層側フープ層の外表面が等張力曲面を成すように、前記内層側ヘリカル層と、前記内層側フープ層とを形成する工程を含む、
高圧タンクの製造方法。
【0021】
適用例4の高圧タンクの製造方法では、ライナーにおけるドーム部上の内層側ヘリカル層上、および、内層側フープ層の外表面が等張力曲面を成すので、これらの上に混合層における外層側ヘリカル層を等張力で形成し、高圧タンクの強度向上に効果的に利用することができる。
【0022】
[適用例5]
適用例1ないし4のいずれかに記載の高圧タンクの製造方法であって、
前記混合層形成工程におけるヘリカル巻きは、前記外層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【0023】
適用例5の高圧タンクの製造方法では、適用例2と同様に、ライナーの軸方向の強度を効果的に向上させるとともに、高圧タンクの小型化、軽量化、低コスト化を図ることができる。
【0024】
なお、本発明は、上述の高圧タンクの製造方法としての構成の他、上述の製造方法によって製造された高圧タンクの発明として構成することもできる。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施例としての高圧タンク10の概略構成を示す説明図である。
【図2】繊維強化プラスチック層を成形する際に用いられる繊維の種々の巻き付け方法を示す説明図である。
【図3】高圧タンク10の製造方法の一部を示す説明図である。
【図4】実施例の高圧タンク10と、比較例1,2の高圧タンクについての、繊維強化プラスチック層(FRP層)におけるフープ層の位置と高圧タンク10のバースト圧力との関係を示す説明図である。
【図5】実施例の高圧タンク10と、比較例3の高圧タンクについての、加速サイクル試験における耐久回数を示す説明図である。
【図6】実施例の高圧タンク10と、比較例4の高圧タンクについての、所定の加速サイクル試験に合格するために必要な繊維強化プラスチック層の厚さを示す説明図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態について、実施例に基づき説明する。
A.高圧タンクの構成:
図1は、本発明の一実施例としての高圧タンク10の概略構成を示す説明図である。図1(a)に、高圧タンク10の断面図を示した。また、図1(b)に、図1(a)の部分拡大図を示した。なお、図1(b)では、後述する繊維強化プラスチック層50の図示は省略している。
【0027】
図1(a)に示したように、高圧タンク10は、ライナー40と、ライナー40の表面を覆う繊維強化プラスチック層50と、2つの口金部14と、を備えている。口金部14は、開口部14aを有している。なお、本実施例では、高圧タンク10は、2つの口金部14を備えるものとしたが、1つの口金部14を備えるものとしてもよい。
【0028】
ライナー40は、高圧タンク10の内殻をなし、内容器とも言われる中空状の部材であり、流体を貯蔵する空間部25を内部に有する。ライナー40は、ガスバリア性を有し、水素ガス等の気体の外部への透過を抑制する。ライナー40は、ナイロン系樹脂、ポリエチレン系樹脂等の合成樹脂や、アルミニウム、ステンレス鋼等の金属を用いて作製される。本実施例では、ライナー40は、ナイロン系樹脂を用いて一体成形されるものとした。ライナー40は、複数の部材を接合して形成するものとしてもよい。
【0029】
繊維強化プラスチック層50は、ライナー40の外表面に形成され、熱硬化性樹脂が繊維によって補強された層である。本実施例では、繊維強化プラスチック層50は、フィラメントワインディング法を用いて形成される。フィラメントワインディング法とは、熱硬化性樹脂が含浸された繊維をマンドレル(本実施例では、ライナー40)に巻き付けて、熱硬化性樹脂を熱硬化させる方法である。なお、繊維の巻き付け方法については後述する。熱硬化性樹脂としては、エポキシ樹脂、ポリエステル樹脂、ポリアミド樹脂等を用いることができる。本実施例では、エポキシ樹脂を用いるものとした。また、繊維としては、金属繊維、ガラス繊維、カーボン繊維、アルミナ繊維等の無機繊維、アラミド繊維等の合成有機繊維、又は、綿等の天然有機繊維の各種繊維を用いることができる。これらの繊維は、単独で用いてもよいし、2種類以上混合して用いてもよい。本実施例では、繊維として、カーボン繊維を用いるものとした。
【0030】
高圧タンク10は、略円筒状の円筒部20と、円筒部20の両側に位置するドーム状のドーム部30とを有している。ドーム部30は、ライナー円筒部42の中心軸AX方向について、円筒部20から離れるにしたがって縮径している。最も縮径した部分は開口し、開口には口金部14が挿入されている。
【0031】
図1(b)に示したように、ライナー40は、円筒形状を有するライナー円筒部42と、ドーム形状を有しライナー円筒部42の両端部に設けられたライナードーム部44と、を有している。ライナードーム部44は、ライナー円筒部42の中心軸AX方向について、ライナー円筒部42から離れるにしたがって縮径している。また、ライナードーム部44の外表面は等張力曲面である。なお、ライナー40は、ライナー円筒部42とライナードーム部44との境界部40bにおいて、ライナー円筒部42の外表面の接線42fとライナードーム部44の外表面の接線44fとが不連続となるように成形されている。換言すれば、ライナー40は、ライナー円筒部42とライナードーム部44との境界部40bにおいて、ライナー円筒部42の外表面の接線42fとライナードーム部44の外表面の接線44fとが同一とならないように成形されている。さらに換言すれば、ライナー40は、ライナー円筒部42とライナードーム部44との境界部40bにおいて、ライナードーム部44の外表面の接線44fが、ライナー円筒部42の外表面の接線42fに対して角度θ傾くように成形されている。
【0032】
また、図1(a)から分かるように、高圧タンク10における円筒部20とドーム部30との境界部と、ライナー40におけるライナー円筒部42とライナードーム部44との境界部40bとは、中心軸AX方向の位置が異なっている。
【0033】
B.高圧タンクの製造方法:
高圧タンク10の製造方法を説明する前に、繊維強化プラスチック層を形成する際に用いられる一般的な繊維の巻き付け方法について説明する。
【0034】
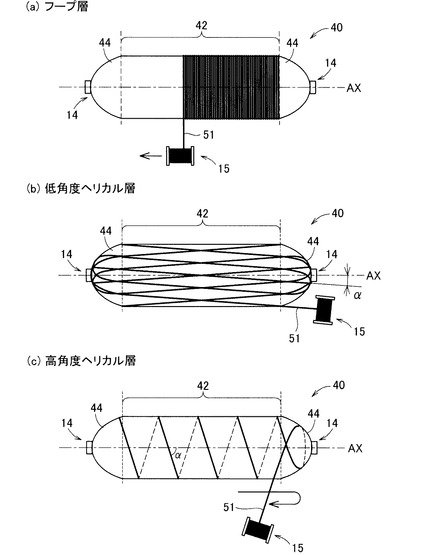
図2は、繊維強化プラスチック層を成形する際に用いられる繊維の種々の巻き付け方法を示す説明図である。本明細書では、フープ巻き、および、ヘリカル巻きについて説明する。なお、ヘリカル巻きについては、後述する低角度ヘリカル巻き、および、高角度ヘリカル巻きについて説明する。
【0035】
図2(a)は、フープ巻きを示す説明図である。フープ巻きによってライナー40に繊維51が巻き付けられていく様子を示した。「フープ巻き」とは、繊維51の巻き付け方向が、ライナー円筒部42の中心軸AXに対して略垂直になるように巻き付けるとともに、中心軸AX方向に巻き付け位置(リール15の位置)を移動させる方法である。すなわち、「フープ巻き」とは、中心軸AXと繊維51の巻き付け方向とがなす角度α(「巻き付け角度α」)が略垂直になるように巻き付ける方法である。なお、「フープ巻きによる繊維51の巻き付け角度が略垂直」とは、90度、および、繊維同士が重ならないように繊維の巻き付け位置をずらすことによって生じ得る90度前後の角度を含む。このフープ巻きによって形成される層を「フープ層」と呼ぶ。
【0036】
図2(b)は、低角度ヘリカル巻き示す説明図である。低角度ヘリカル巻きによってライナー40に繊維51が巻き付けられていく様子を示した。「低角度ヘリカル巻き」とは、ライナー円筒部42において繊維51が中心軸AXを一周する前に、ライナードーム部44において繊維51の巻き付け方向が折り返される比較的小さい巻き付け角度αを有する巻き付け方法である。この低角度ヘリカル巻きによって形成される層を「低角度ヘリカル層」と呼ぶ。
【0037】
図2(c)は、高角度ヘリカル巻きを示す説明図である。高角度ヘリカル巻きによってライナー40に繊維51が巻き付けられていく様子を示した。「高角度ヘリカル巻き」とは、ライナー円筒部42において繊維51が中心軸AXを少なくとも一周した後に、ライナードーム部44において繊維51の巻き付け方向が折り返される比較的大きな巻き付け角度αを有する巻き付け方法である。この高角度ヘリカル巻きによって形成される層を「高角度ヘリカル層」と呼ぶ。
【0038】
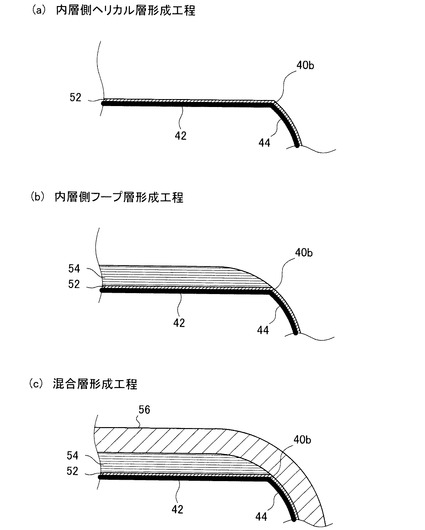
図3は、高圧タンク10の製造方法の一部を示す説明図である。図3では、高圧タンク10の部分的な断面図を示した。なお、ライナー円筒部42の中心軸AXの図示は省略しているが、図の左右方向がライナー円筒部42の中心軸AX方向である。
【0039】
まず、先に説明した形状を有するライナー40(図1参照)を用意して、ライナー40に内圧をかけて、図3(a)に示したように、ライナードーム部44の外表面、および、ライナー円筒部42の外表面に、熱硬化性樹脂が含浸された繊維を低角度ヘリカル巻きすることによって、低角度ヘリカル層52を形成する(内層側ヘリカル層形成工程)。なお、本実施例では、低角度ヘリカル層52の層数は、1層とした。
【0040】
次に、図3(b)に示したように、ライナー円筒部42上における低角度ヘリカル層52の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって、内層側フープ層54を形成する(内層側フープ層形成工程)。このとき、内層側フープ層54は、ライナー円筒部42上において、ライナー円筒部42とライナードーム部44との境界部40bに近いほど、内層側フープ層54の厚さが薄くなるように形成する。本実施例では、内層側フープ層54を1層形成するごとに、フープ巻きの折り返し位置、すなわち、内層側フープ層54における各層の端部を、境界部40b側から中心軸AX方向(ライナー円筒部42の中央部方向)にずらすものとした。なお、本実施例では、ライナー40の周方向の強度を効果的に向上させるために、ライナー40に内圧をかけた状態で、上記繊維に比較的高い張力をかけて内層側フープ層54の形成を行うものとした。
【0041】
次に、図3(c)に示したように、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、熱硬化性樹脂が含浸された繊維を低角度ヘリカル巻きすることによって形成される低角度ヘリカル層(外層側ヘリカル層)と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成されるフープ層(外層側フープ層)とを交互に積層することによって、混合層56を形成する(混合層形成工程)。なお、本実施例では、内層側ヘリカル層形成工程と、内層側フープ層形成工程と、混合層形成工程とは、ライナー円筒部42上において、繊維強化プラスチック層50の厚さ方向についてのライナー40側の60(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されるように、低角度ヘリカル層52と1の内層側フープ層54と混合層56とを形成する工程を含んでいる。また、混合層56の形成に際し、低角度ヘリカル層(外層側ヘリカル層)と、フープ層(外層側フープ層)とを交互に積層するとは、1層ごとに低角度ヘリカル層とフープ層とを交互に積層する態様に限られず、複数層ごとに低角度ヘリカル層とフープ層とを交互に積層する態様も含んでいる。複数層ごとに低角度ヘリカル層とフープ層とを交互に積層する場合、交互に積層する低角度ヘリカル層の層数とフープ層の層数とは、同じであってもよいし、異なっていてもよい。
【0042】
そして、混合層56の形成後、低角度ヘリカル層52、内層側フープ層54、および、混合層56に含まれる熱硬化性樹脂を加熱硬化する。以上の製造工程によって、高圧タンク10は完成する。
【0043】
C.実施例の効果:
本実施例の高圧タンク10の効果について説明する。ここでは、高圧タンク10のバースト圧力と、加速サイクル試験における耐久回数と、繊維強化プラスチック層50の厚さについての効果について説明する。
【0044】
C1.バースト圧力:
図4は、実施例の高圧タンク10と、比較例1,2の高圧タンクについての、繊維強化プラスチック層(FRP層)におけるフープ層の位置と高圧タンク10のバースト圧力との関係を示す説明図である。なお、図示は省略しているが、実施例の高圧タンク10と、比較例1,2の高圧タンクとでは、ライナー40の形状や、フープ層および低角度ヘリカル層の総層数等は同じであり、繊維強化プラスチック層におけるフープ層の位置が異なっている。図4において、繊維強化プラスチック層におけるフープ層の位置とは、ライナー円筒部42上において、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が、繊維強化プラスチック層の厚さ方向についてのライナー40側に占める範囲を意味している。
【0045】
図4に示したように、実施例の高圧タンク10では、ライナー円筒部42上において、繊維強化プラスチック層50の厚さ方向についてのライナー40側の60(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されている。これに対し、比較例1の高圧タンクでは、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の100(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されている。また、比較例2の高圧タンクでは、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の80(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されている。つまり、実施例の高圧タンク10では、比較例1,2の高圧タンクと比較して、繊維強化プラスチック層において、フープ層がライナー40側に集めて積層されている。
【0046】
そして、図4に示したように、比較例1の高圧タンクのバースト圧力を1とすると、比較例2の高圧タンクでは、バースト圧力が1.02となり、さらに、実施例の高圧タンク10では、バースト圧力が1.06となった。すなち、実施例の高圧タンク10では、比較例1の高圧タンクと比較して、バースト圧力が6(%)向上した。
【0047】
C2.加速サイクル試験:
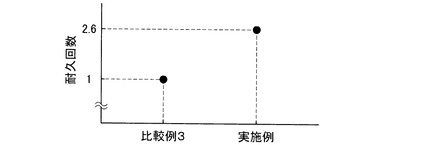
図5は、実施例の高圧タンク10と、比較例3の高圧タンクについての、加速サイクル試験における耐久回数を示す説明図である。なお、図示は省略しているが、実施例の高圧タンク10と、比較例3の高圧タンクとでは、ライナー40の形状や、内層側フープ層54および混合層56の層構成は同じである。そして、実施例の高圧タンク10は、低角度ヘリカル層52を備えているのに対し、比較例3の高圧タンクは、低角度ヘリカル層52を備えていない。
【0048】
図5に示したように、比較例3の高圧タンクについての加速サイクル試験における耐久回数を1とすると、実施例の高圧タンク10についての加速試験における耐久回数は2.6となった。すなわち、実施例の高圧タンク10では、比較例3の高圧タンクと比較して、加速サイクル試験における耐久回数が160(%)向上した。
【0049】
C3.繊維強化プラスチック層の厚さ:
図6は、実施例の高圧タンク10と、比較例4の高圧タンクについての、所定の加速サイクル試験に合格するために必要な繊維強化プラスチック層の厚さを示す説明図である。なお、図示は省略しているが、実施例の高圧タンク10と、比較例4の高圧タンクとでは、ライナー40の形状や、内層側フープ層54の層構成は同じである。そして、実施例の高圧タンク10は、低角度ヘリカル層52を備えているのに対し、比較例3の高圧タンクは、低角度ヘリカル層52を備えていない。また、実施例の高圧タンク10と比較例4の高圧タンクとでは、混合層56の厚さを変えることによって、繊維強化プラスチック層の厚さを変えている。
【0050】
図6に示したように、比較例4の高圧タンクにおける繊維強化プラスチック層の厚さを1とすると、実施例の高圧タンク10における繊維強化プラスチック層50の厚さは0.6となった。すなわち、実施例の高圧タンク10では、所定の加速サイクル試験に合格するために、比較例4の高圧タンクと比較して、繊維強化プラスチック層の厚さを40(%)減少させることができた。
【0051】
以上説明したように、本実施例の高圧タンク10の製造方法では、内層側ヘリカル層形成工程によって、ライナー40(特にライナードーム部44)の強度を高めた後に、内層側フープ層形成工程を行うので、ライナー40に内圧をかけた状態で、繊維51に比較的高い張力をかけて内層側フープ層形成工程を行う場合であっても、内層側フープ層形成工程を行う際のライナー40の変形を抑制することができる。さらに、本実施例の高圧タンク10の製造方法では、厚肉円筒理論により、ライナー40の周方向に作用する応力が比較的大きくなる内層側に、ライナー40の周方向の強度を向上させる効果が大きいフープ巻き(フープ層)を集めて積層するので、ライナー40の周方向の強度を効果的に向上させることができる。そして、図4,5に示したように、本実施例の高圧タンク10の製造方法によって、高圧タンク10の信頼性を向上させることができることが実験的に確認された。
【0052】
また、本実施例の高圧タンク10の製造方法では、繊維強化プラスチック層50における各層の高圧タンク10の強度を向上させる効果を従来よりも効果的に利用することできるので、従来と同等の高圧タンクの性能(耐圧性能や耐久性能)を得るために、図6に示したように、繊維強化プラスチック層50を構成する総層数を減少させることができる。したがって、高圧タンクの小型化、軽量化、低コスト化を図ることができる。また、従来と同等の高圧タンクの性能を得るために、強度や剛性について、低グレードの繊維を用いれば、高圧タンクの低コスト化を図ることができる。また、繊維強化プラスチック層50の層数を従来と同じにする場合には、高圧タンクの強度を向上させることができる。また、高圧タンクの外径形状を従来と同じにする場合には、ライナーの容積を増大することが可能となる。したがって、この高圧タンクに燃料ガスを充填し、例えば、車両に搭載する場合には、この車両の航続距離を延伸することができる。
【0053】
また、本実施例の高圧タンク10の製造方法では、内層側ヘリカル層形成工程、および、混合層形成工程において、低角度ヘリカル巻きを用いるので、ライナー40の中心軸AX方向の強度を効果的に向上させることができる。また、低角度ヘリカル巻きでは、ライナー40の中心軸AX方向の強度について、同じ強度を得るために、高角度ヘリカル巻きよりも、巻き数、換言すれば、繊維51の使用量を少なくすることができるため、高圧タンクの小型化、軽量化、低コスト化を図ることができる。
【0054】
また、本実施例の高圧タンク10の製造方法によれば、図3(b)に示したように、内層側フープ層形成工程において、内層側フープ層54の縁部をスラント形状とし、内層側フープ層54の縁部における繊維51の巻き崩れを抑制することができる。また、内層側フープ層54の縁部をスラント形状とすることによって、混合層56における低角度ヘリカル層を形成する際の繊維51の繊維蛇行、すなわち、繊維51の巻き付け位置のずれを抑制し、低角度ヘリカル層の、ライナー40の中心軸AX方向の強度を向上させる効果を効果的に利用することもできる。
【0055】
また、本実施例の高圧タンク10の製造方法では、ライナードーム部44上の低角度ヘリカル層52、および、内層側フープ層54の外表面が等張力曲面を成すので、これらの外表面上に形成される混合層56における低角度ヘリカル層を等張力で形成し、高圧タンク10の強度向上に効果的に利用することができる。
【0056】
D.変形例:
以上、本発明のいくつかの実施の形態について説明したが、本発明はこのような実施の形態になんら限定されるものではなく、その要旨を逸脱しない範囲内において種々なる態様での実施が可能である。例えば、以下のような変形が可能である。
【0057】
D1.変形例1:
上記実施例では、繊維強化プラスチック層50において、低角度ヘリカル層52を用いるものとしたが、本発明は、これに限られない。低角度ヘリカル層52の代わりに、高角度ヘリカル層を用いるようにしてもよい。これは、混合層56における低角度ヘリカル層についても同様である。
【0058】
D2.変形例2:
上記実施例では、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の60(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されているものとしたが、本発明は、これに限られない。ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されているようにすればよい。
【0059】
D3.変形例3:
上記実施例では、繊維強化プラスチック層50において、低角度ヘリカル層52を1層としたが、この層数は、高圧タンク10に要求される強度、および、高圧タンク10の製造上要求される強度に応じて任意に設定可能である。これは、繊維強化プラスチック層50における他の各層の層構成についても同様である。
【0060】
D4.変形例4:
上記実施例では、混合層56は、低角度ヘリカル層(外層側ヘリカル層)と、フープ層(外層側フープ層)とを交互に積層することによって形成されるものとしたが、本発明は、これに限られない。混合層56は、外層側ヘリカル層と外層側フープ層とからなる層であればよい。
【0061】
D5.変形例5:
上記実施例では、繊維強化プラスチック層50を構成する熱硬化性樹脂、および、繊維は、それぞれ、すべて同一の種類であるものとしたが、これらのうちの少なくとも一部が異なる種類であるものとしてもよい。
【符号の説明】
【0062】
10…高圧タンク
14…口金部
14a…開口部
15…リール
20…円筒部
25…空間部
30…ドーム部
40…ライナー
40b…境界部
42…ライナー円筒部
42f…接線
44…ライナードーム部
44f…接線
50…繊維強化プラスチック層
51…繊維
52…低角度ヘリカル層
54…内層側フープ層
56…混合層
AX…中心軸
【技術分野】
【0001】
本発明は、高圧タンクの製造方法、および、高圧タンクに関するものである。
【背景技術】
【0002】
近年、燃料ガスの燃焼エネルギーや、燃料ガスの電気化学反応によって生成される電気エネルギーによって駆動する車両が開発されている。このような車両には、天然ガスや水素等の燃料ガスが貯蔵された高圧タンクが搭載される場合がある。この場合、高圧タンクの車両への搭載性を考慮して、高圧タンクの小型化を図りつつ、車両の航続距離の延伸を図るために、より高い充填圧力で燃料ガスを高圧タンクに充填することが求められる。
【0003】
より高い充填圧力で燃料ガスを高圧タンクに充填するためには、高圧タンクの強度を向上させる必要がある。そして、高圧タンクの強度を向上させるための技術として、金属製あるいは樹脂製のライナー(内容器)の外表面に、フィラメントワインディング法を用いて、繊維強化プラスチック(FRP:Fiber Reinforced Plastics)層を形成する技術が知られている。そして、ライナーが、円筒形状を有する円筒部と、ドーム形状を有し円筒部の両端部に設けられたドーム部と、を有する場合、このフィラメントワインディング法による繊維強化プラスチック層には、一般に、フープ巻きによって形成されるフープ層と、ヘリカル巻きによって形成されるヘリカル層とが含まれることが多い。フープ層は、主として、ライナーの周方向に作用する内圧に対する強度(以下、「ライナーの周方向の強度」とも言う)を向上させるために用いられる。一方、ヘリカル層は、主として、ライナーの軸方向作用する内圧に対する強度(以下、「ライナーの軸方向の強度」とも言う)を向上させるために用いられる。
【0004】
ところで、従来、ライナーの外表面に繊維強化プラスチック層を備える高圧タンクについて、高圧タンクの強度を向上させるための種々の技術が提案されている。例えば、繊維強化プラスチック層を、フープ層とヘリカル層とを交互に積層した構成とすることによって、高圧タンクの強度を向上させることができる(例えば、下記特許文献1〜3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−45660号公報
【特許文献2】特開2004−293571号公報
【特許文献3】特開平8−216277号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記特許文献1〜3に記載された技術では、高圧タンクの信頼性、すなわち、耐圧性能や耐久性能について、改善の余地があった。
【0007】
本発明は、上述の課題を解決するためになされたものであり、ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させることを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0009】
[適用例1]
流体を貯蔵するための高圧タンクの製造方法であって、
円筒形状を有する円筒部と、ドーム形状を有し前記円筒部の両端部に設けられたドーム部と、を有するライナーを用意する工程と、
フィラメントワインディング法を用いて、前記ライナーの外表面に繊維強化プラスチック層を形成する繊維強化プラスチック層形成工程と、
を備え、
前記繊維強化プラスチック層形成工程は、
前記ドーム部の少なくとも一部の外表面、および、前記円筒部の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって、内層側ヘリカル層を形成する内層側ヘリカル層形成工程と、
前記円筒部上における前記内層側ヘリカル層の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって、内層側フープ層を形成する内層側フープ層形成工程と、
前記ドーム部上における前記内層側ヘリカル層、および、前記内層側フープ層の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成される外層側ヘリカル層と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成される外層側フープ層とを積層することによって、混合層を形成する混合層形成工程と、を含み、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程と、前記混合層形成工程とは、前記円筒部上において、前記繊維強化プラスチック層の厚さ方向についての前記ライナー側の75(%)以内の範囲内に、前記内層側フープ層の厚さと前記外層側フープ層の厚さとの和の90(%)以上が配置されるように、前記内層側ヘリカル層と前記内層側フープ層と前記混合層とを形成する工程を含む、
高圧タンクの製造方法。
【0010】
フープ巻きは、ヘリカル巻きよりも、ライナーの周方向の強度を向上させる効果が大きい。また、高圧タンクに高圧ガスを充填したときに、ライナーの円筒部の外表面に形成された繊維強化プラスチック層において、ライナーの周方向に作用する応力は、内層側(内部側)ほど大きくなる(厚肉円筒理論)。
【0011】
適用例1の高圧タンクの製造方法では、上記内層側ヘリカル層形成工程によって、ライナー(特にドーム部)の強度を高めた後に、上記内層側フープ層形成工程を行うので、上記内層側フープ層形成工程を行う際のライナーの変形を抑制することができる。これは、ライナーに内圧をかけた状態で、繊維に比較的高い張力をかけて上記内層側フープ層形成工程を行う場合に特に効果的である。さらに、適用例1の高圧タンクの製造方法では、ライナーの周方向に作用する応力が比較的大きくなる内層側に、ライナーの周方向の強度を向上させる効果が大きいフープ巻きを集めて積層するので、ライナーの周方向の強度を効果的に向上させることができる。なお、ライナーの円筒部上における繊維強化プラスチック層の厚さとは、ライナーの円筒部上において、繊維強化プラスチック層の厚さがほぼ一定の領域における厚さである。これは、ライナーの円筒部上における内層側フープ層の厚さ、および、外層側フープ層の厚さについても同様である。そして、適用例1の高圧タンクの製造方法によって、高圧タンクの信頼性を向上させることができることが実験的に確認された。
【0012】
また、繊維強化プラスチック層における各層の高圧タンクの強度を向上させる効果を従来よりも効果的に利用することできるので、従来と同等の高圧タンクの性能(耐圧性能や耐久性能)を得るために、繊維強化プラスチック層を構成する総層数を減少させることができる。したがって、高圧タンクの小型化、軽量化、低コスト化を図ることができる。また、従来と同等の高圧タンクの性能を得るために、強度や剛性について、低グレードの繊維を用いれば、高圧タンクの低コスト化を図ることができる。また、繊維強化プラスチック層の層数を従来と同じにする場合には、高圧タンクの強度を向上させることができる。また、高圧タンクの外径形状を従来と同じにする場合には、ライナーの容積を増大することが可能となる。したがって、この高圧タンクに燃料ガスを充填し、例えば、車両に搭載する場合には、この車両の航続距離を延伸することができる。
【0013】
なお、適用例1の高圧タンクの製造方法において、内層側ヘリカル層に含まれる熱硬化性樹脂と、内層側フープ層に含まれる熱硬化性樹脂と、混合層(外層側ヘリカル層、外層側フープ層)に含まれる熱硬化性樹脂とは、すべて同一の種類であってもよいし、少なくとも1つが異なる種類であってもよい。また、内層側ヘリカル層に含まれる繊維と、内層側フープ層に含まれる繊維と、混合層に含まれる繊維とは、すべて同一の種類であってもよいし、少なくとも1つが異なる種類であってもよい。
【0014】
[適用例2]
適用例1記載の高圧タンクの製造方法であって、
前記内層側ヘリカル層形成工程におけるヘリカル巻きは、前記円筒部の外表面において、前記内層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【0015】
ヘリカル巻きは、ライナーの円筒部において上記繊維がライナーの中心軸を少なくとも一周した後に、ライナーのドーム部において上記繊維の巻き付け方向が折り返される比較的大きな巻き付け角度を有するヘリカル巻き(以下、「高角度ヘリカル巻き」とも言う)と、ライナーの円筒部において上記繊維がライナーの中心軸を一周する前に、ライナーのドーム部において上記繊維の巻き付け方向が折り返される比較的小さな巻き付け角度を有するヘリカル巻き(以下、「低角度ヘリカル巻き」とも言う)とに大別される。そして、低角度ヘリカル巻きは、高角度ヘリカル巻きよりも、ライナーの軸方向の強度を向上させる効果が大きい。
【0016】
適用例2の高圧タンクの製造方法では、内層側ヘリカル層形成工程において、低角度ヘリカル巻きを用いるので、ライナーの軸方向の強度を効果的に向上させることができる。また、低角度ヘリカル巻きでは、ライナーの軸方向の強度について、同じ強度を得るために、高角度ヘリカル巻きよりも、巻き数、換言すれば、上記繊維の使用量を少なくすることができるため、高圧タンクの小型化、軽量化、低コスト化を図ることができる。
【0017】
[適用例3]
適用例1または2記載の高圧タンクの製造方法であって、
前記内層側フープ層形成工程は、前記円筒部上において、前記円筒部と前記ドーム部との境界部に近いほど、前記内層側フープ層の厚さが薄くなるように、前記内層側フープ層を形成する工程を含む、
高圧タンクの製造方法。
【0018】
適用例3の高圧タンクの製造方法によって、内層側フープ層の縁部をスラント形状とし、内層側フープ層の縁部における上記繊維の巻き崩れを抑制することができる。また、内層側フープ層の縁部をスラント形状とすることによって、混合層における外層側ヘリカル層の形成に低角度ヘリカル巻きを用いる場合に、上記繊維を巻き付ける際の繊維蛇行、すなわち、上記繊維の巻き付け位置のずれを抑制し、低角度ヘリカル巻きの、ライナーの軸方向の強度を向上させる効果を効果的に利用することもできる。
【0019】
なお、内層側フープ層の縁部をスラント形状とする態様としては、ライナーの円筒部のドーム部との境界部において、巻き付ける繊維の巻き数を部分的に変化させる態様や、繊維の太さを部分的に変化させる態様が挙げられる。内層側フープ層の縁部以外の部位の厚さは、ほぼ一定である。
【0020】
[適用例4]
適用例3記載の高圧タンクの製造方法であって、
前記ライナーは、前記円筒部と前記ドーム部との境界部が不連続な形状を有しており、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程とは、前記ドーム部上の前記内層側ヘリカル層、および、前記内層側フープ層の外表面が等張力曲面を成すように、前記内層側ヘリカル層と、前記内層側フープ層とを形成する工程を含む、
高圧タンクの製造方法。
【0021】
適用例4の高圧タンクの製造方法では、ライナーにおけるドーム部上の内層側ヘリカル層上、および、内層側フープ層の外表面が等張力曲面を成すので、これらの上に混合層における外層側ヘリカル層を等張力で形成し、高圧タンクの強度向上に効果的に利用することができる。
【0022】
[適用例5]
適用例1ないし4のいずれかに記載の高圧タンクの製造方法であって、
前記混合層形成工程におけるヘリカル巻きは、前記外層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【0023】
適用例5の高圧タンクの製造方法では、適用例2と同様に、ライナーの軸方向の強度を効果的に向上させるとともに、高圧タンクの小型化、軽量化、低コスト化を図ることができる。
【0024】
なお、本発明は、上述の高圧タンクの製造方法としての構成の他、上述の製造方法によって製造された高圧タンクの発明として構成することもできる。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施例としての高圧タンク10の概略構成を示す説明図である。
【図2】繊維強化プラスチック層を成形する際に用いられる繊維の種々の巻き付け方法を示す説明図である。
【図3】高圧タンク10の製造方法の一部を示す説明図である。
【図4】実施例の高圧タンク10と、比較例1,2の高圧タンクについての、繊維強化プラスチック層(FRP層)におけるフープ層の位置と高圧タンク10のバースト圧力との関係を示す説明図である。
【図5】実施例の高圧タンク10と、比較例3の高圧タンクについての、加速サイクル試験における耐久回数を示す説明図である。
【図6】実施例の高圧タンク10と、比較例4の高圧タンクについての、所定の加速サイクル試験に合格するために必要な繊維強化プラスチック層の厚さを示す説明図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態について、実施例に基づき説明する。
A.高圧タンクの構成:
図1は、本発明の一実施例としての高圧タンク10の概略構成を示す説明図である。図1(a)に、高圧タンク10の断面図を示した。また、図1(b)に、図1(a)の部分拡大図を示した。なお、図1(b)では、後述する繊維強化プラスチック層50の図示は省略している。
【0027】
図1(a)に示したように、高圧タンク10は、ライナー40と、ライナー40の表面を覆う繊維強化プラスチック層50と、2つの口金部14と、を備えている。口金部14は、開口部14aを有している。なお、本実施例では、高圧タンク10は、2つの口金部14を備えるものとしたが、1つの口金部14を備えるものとしてもよい。
【0028】
ライナー40は、高圧タンク10の内殻をなし、内容器とも言われる中空状の部材であり、流体を貯蔵する空間部25を内部に有する。ライナー40は、ガスバリア性を有し、水素ガス等の気体の外部への透過を抑制する。ライナー40は、ナイロン系樹脂、ポリエチレン系樹脂等の合成樹脂や、アルミニウム、ステンレス鋼等の金属を用いて作製される。本実施例では、ライナー40は、ナイロン系樹脂を用いて一体成形されるものとした。ライナー40は、複数の部材を接合して形成するものとしてもよい。
【0029】
繊維強化プラスチック層50は、ライナー40の外表面に形成され、熱硬化性樹脂が繊維によって補強された層である。本実施例では、繊維強化プラスチック層50は、フィラメントワインディング法を用いて形成される。フィラメントワインディング法とは、熱硬化性樹脂が含浸された繊維をマンドレル(本実施例では、ライナー40)に巻き付けて、熱硬化性樹脂を熱硬化させる方法である。なお、繊維の巻き付け方法については後述する。熱硬化性樹脂としては、エポキシ樹脂、ポリエステル樹脂、ポリアミド樹脂等を用いることができる。本実施例では、エポキシ樹脂を用いるものとした。また、繊維としては、金属繊維、ガラス繊維、カーボン繊維、アルミナ繊維等の無機繊維、アラミド繊維等の合成有機繊維、又は、綿等の天然有機繊維の各種繊維を用いることができる。これらの繊維は、単独で用いてもよいし、2種類以上混合して用いてもよい。本実施例では、繊維として、カーボン繊維を用いるものとした。
【0030】
高圧タンク10は、略円筒状の円筒部20と、円筒部20の両側に位置するドーム状のドーム部30とを有している。ドーム部30は、ライナー円筒部42の中心軸AX方向について、円筒部20から離れるにしたがって縮径している。最も縮径した部分は開口し、開口には口金部14が挿入されている。
【0031】
図1(b)に示したように、ライナー40は、円筒形状を有するライナー円筒部42と、ドーム形状を有しライナー円筒部42の両端部に設けられたライナードーム部44と、を有している。ライナードーム部44は、ライナー円筒部42の中心軸AX方向について、ライナー円筒部42から離れるにしたがって縮径している。また、ライナードーム部44の外表面は等張力曲面である。なお、ライナー40は、ライナー円筒部42とライナードーム部44との境界部40bにおいて、ライナー円筒部42の外表面の接線42fとライナードーム部44の外表面の接線44fとが不連続となるように成形されている。換言すれば、ライナー40は、ライナー円筒部42とライナードーム部44との境界部40bにおいて、ライナー円筒部42の外表面の接線42fとライナードーム部44の外表面の接線44fとが同一とならないように成形されている。さらに換言すれば、ライナー40は、ライナー円筒部42とライナードーム部44との境界部40bにおいて、ライナードーム部44の外表面の接線44fが、ライナー円筒部42の外表面の接線42fに対して角度θ傾くように成形されている。
【0032】
また、図1(a)から分かるように、高圧タンク10における円筒部20とドーム部30との境界部と、ライナー40におけるライナー円筒部42とライナードーム部44との境界部40bとは、中心軸AX方向の位置が異なっている。
【0033】
B.高圧タンクの製造方法:
高圧タンク10の製造方法を説明する前に、繊維強化プラスチック層を形成する際に用いられる一般的な繊維の巻き付け方法について説明する。
【0034】
図2は、繊維強化プラスチック層を成形する際に用いられる繊維の種々の巻き付け方法を示す説明図である。本明細書では、フープ巻き、および、ヘリカル巻きについて説明する。なお、ヘリカル巻きについては、後述する低角度ヘリカル巻き、および、高角度ヘリカル巻きについて説明する。
【0035】
図2(a)は、フープ巻きを示す説明図である。フープ巻きによってライナー40に繊維51が巻き付けられていく様子を示した。「フープ巻き」とは、繊維51の巻き付け方向が、ライナー円筒部42の中心軸AXに対して略垂直になるように巻き付けるとともに、中心軸AX方向に巻き付け位置(リール15の位置)を移動させる方法である。すなわち、「フープ巻き」とは、中心軸AXと繊維51の巻き付け方向とがなす角度α(「巻き付け角度α」)が略垂直になるように巻き付ける方法である。なお、「フープ巻きによる繊維51の巻き付け角度が略垂直」とは、90度、および、繊維同士が重ならないように繊維の巻き付け位置をずらすことによって生じ得る90度前後の角度を含む。このフープ巻きによって形成される層を「フープ層」と呼ぶ。
【0036】
図2(b)は、低角度ヘリカル巻き示す説明図である。低角度ヘリカル巻きによってライナー40に繊維51が巻き付けられていく様子を示した。「低角度ヘリカル巻き」とは、ライナー円筒部42において繊維51が中心軸AXを一周する前に、ライナードーム部44において繊維51の巻き付け方向が折り返される比較的小さい巻き付け角度αを有する巻き付け方法である。この低角度ヘリカル巻きによって形成される層を「低角度ヘリカル層」と呼ぶ。
【0037】
図2(c)は、高角度ヘリカル巻きを示す説明図である。高角度ヘリカル巻きによってライナー40に繊維51が巻き付けられていく様子を示した。「高角度ヘリカル巻き」とは、ライナー円筒部42において繊維51が中心軸AXを少なくとも一周した後に、ライナードーム部44において繊維51の巻き付け方向が折り返される比較的大きな巻き付け角度αを有する巻き付け方法である。この高角度ヘリカル巻きによって形成される層を「高角度ヘリカル層」と呼ぶ。
【0038】
図3は、高圧タンク10の製造方法の一部を示す説明図である。図3では、高圧タンク10の部分的な断面図を示した。なお、ライナー円筒部42の中心軸AXの図示は省略しているが、図の左右方向がライナー円筒部42の中心軸AX方向である。
【0039】
まず、先に説明した形状を有するライナー40(図1参照)を用意して、ライナー40に内圧をかけて、図3(a)に示したように、ライナードーム部44の外表面、および、ライナー円筒部42の外表面に、熱硬化性樹脂が含浸された繊維を低角度ヘリカル巻きすることによって、低角度ヘリカル層52を形成する(内層側ヘリカル層形成工程)。なお、本実施例では、低角度ヘリカル層52の層数は、1層とした。
【0040】
次に、図3(b)に示したように、ライナー円筒部42上における低角度ヘリカル層52の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって、内層側フープ層54を形成する(内層側フープ層形成工程)。このとき、内層側フープ層54は、ライナー円筒部42上において、ライナー円筒部42とライナードーム部44との境界部40bに近いほど、内層側フープ層54の厚さが薄くなるように形成する。本実施例では、内層側フープ層54を1層形成するごとに、フープ巻きの折り返し位置、すなわち、内層側フープ層54における各層の端部を、境界部40b側から中心軸AX方向(ライナー円筒部42の中央部方向)にずらすものとした。なお、本実施例では、ライナー40の周方向の強度を効果的に向上させるために、ライナー40に内圧をかけた状態で、上記繊維に比較的高い張力をかけて内層側フープ層54の形成を行うものとした。
【0041】
次に、図3(c)に示したように、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、熱硬化性樹脂が含浸された繊維を低角度ヘリカル巻きすることによって形成される低角度ヘリカル層(外層側ヘリカル層)と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成されるフープ層(外層側フープ層)とを交互に積層することによって、混合層56を形成する(混合層形成工程)。なお、本実施例では、内層側ヘリカル層形成工程と、内層側フープ層形成工程と、混合層形成工程とは、ライナー円筒部42上において、繊維強化プラスチック層50の厚さ方向についてのライナー40側の60(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されるように、低角度ヘリカル層52と1の内層側フープ層54と混合層56とを形成する工程を含んでいる。また、混合層56の形成に際し、低角度ヘリカル層(外層側ヘリカル層)と、フープ層(外層側フープ層)とを交互に積層するとは、1層ごとに低角度ヘリカル層とフープ層とを交互に積層する態様に限られず、複数層ごとに低角度ヘリカル層とフープ層とを交互に積層する態様も含んでいる。複数層ごとに低角度ヘリカル層とフープ層とを交互に積層する場合、交互に積層する低角度ヘリカル層の層数とフープ層の層数とは、同じであってもよいし、異なっていてもよい。
【0042】
そして、混合層56の形成後、低角度ヘリカル層52、内層側フープ層54、および、混合層56に含まれる熱硬化性樹脂を加熱硬化する。以上の製造工程によって、高圧タンク10は完成する。
【0043】
C.実施例の効果:
本実施例の高圧タンク10の効果について説明する。ここでは、高圧タンク10のバースト圧力と、加速サイクル試験における耐久回数と、繊維強化プラスチック層50の厚さについての効果について説明する。
【0044】
C1.バースト圧力:
図4は、実施例の高圧タンク10と、比較例1,2の高圧タンクについての、繊維強化プラスチック層(FRP層)におけるフープ層の位置と高圧タンク10のバースト圧力との関係を示す説明図である。なお、図示は省略しているが、実施例の高圧タンク10と、比較例1,2の高圧タンクとでは、ライナー40の形状や、フープ層および低角度ヘリカル層の総層数等は同じであり、繊維強化プラスチック層におけるフープ層の位置が異なっている。図4において、繊維強化プラスチック層におけるフープ層の位置とは、ライナー円筒部42上において、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が、繊維強化プラスチック層の厚さ方向についてのライナー40側に占める範囲を意味している。
【0045】
図4に示したように、実施例の高圧タンク10では、ライナー円筒部42上において、繊維強化プラスチック層50の厚さ方向についてのライナー40側の60(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されている。これに対し、比較例1の高圧タンクでは、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の100(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されている。また、比較例2の高圧タンクでは、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の80(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されている。つまり、実施例の高圧タンク10では、比較例1,2の高圧タンクと比較して、繊維強化プラスチック層において、フープ層がライナー40側に集めて積層されている。
【0046】
そして、図4に示したように、比較例1の高圧タンクのバースト圧力を1とすると、比較例2の高圧タンクでは、バースト圧力が1.02となり、さらに、実施例の高圧タンク10では、バースト圧力が1.06となった。すなち、実施例の高圧タンク10では、比較例1の高圧タンクと比較して、バースト圧力が6(%)向上した。
【0047】
C2.加速サイクル試験:
図5は、実施例の高圧タンク10と、比較例3の高圧タンクについての、加速サイクル試験における耐久回数を示す説明図である。なお、図示は省略しているが、実施例の高圧タンク10と、比較例3の高圧タンクとでは、ライナー40の形状や、内層側フープ層54および混合層56の層構成は同じである。そして、実施例の高圧タンク10は、低角度ヘリカル層52を備えているのに対し、比較例3の高圧タンクは、低角度ヘリカル層52を備えていない。
【0048】
図5に示したように、比較例3の高圧タンクについての加速サイクル試験における耐久回数を1とすると、実施例の高圧タンク10についての加速試験における耐久回数は2.6となった。すなわち、実施例の高圧タンク10では、比較例3の高圧タンクと比較して、加速サイクル試験における耐久回数が160(%)向上した。
【0049】
C3.繊維強化プラスチック層の厚さ:
図6は、実施例の高圧タンク10と、比較例4の高圧タンクについての、所定の加速サイクル試験に合格するために必要な繊維強化プラスチック層の厚さを示す説明図である。なお、図示は省略しているが、実施例の高圧タンク10と、比較例4の高圧タンクとでは、ライナー40の形状や、内層側フープ層54の層構成は同じである。そして、実施例の高圧タンク10は、低角度ヘリカル層52を備えているのに対し、比較例3の高圧タンクは、低角度ヘリカル層52を備えていない。また、実施例の高圧タンク10と比較例4の高圧タンクとでは、混合層56の厚さを変えることによって、繊維強化プラスチック層の厚さを変えている。
【0050】
図6に示したように、比較例4の高圧タンクにおける繊維強化プラスチック層の厚さを1とすると、実施例の高圧タンク10における繊維強化プラスチック層50の厚さは0.6となった。すなわち、実施例の高圧タンク10では、所定の加速サイクル試験に合格するために、比較例4の高圧タンクと比較して、繊維強化プラスチック層の厚さを40(%)減少させることができた。
【0051】
以上説明したように、本実施例の高圧タンク10の製造方法では、内層側ヘリカル層形成工程によって、ライナー40(特にライナードーム部44)の強度を高めた後に、内層側フープ層形成工程を行うので、ライナー40に内圧をかけた状態で、繊維51に比較的高い張力をかけて内層側フープ層形成工程を行う場合であっても、内層側フープ層形成工程を行う際のライナー40の変形を抑制することができる。さらに、本実施例の高圧タンク10の製造方法では、厚肉円筒理論により、ライナー40の周方向に作用する応力が比較的大きくなる内層側に、ライナー40の周方向の強度を向上させる効果が大きいフープ巻き(フープ層)を集めて積層するので、ライナー40の周方向の強度を効果的に向上させることができる。そして、図4,5に示したように、本実施例の高圧タンク10の製造方法によって、高圧タンク10の信頼性を向上させることができることが実験的に確認された。
【0052】
また、本実施例の高圧タンク10の製造方法では、繊維強化プラスチック層50における各層の高圧タンク10の強度を向上させる効果を従来よりも効果的に利用することできるので、従来と同等の高圧タンクの性能(耐圧性能や耐久性能)を得るために、図6に示したように、繊維強化プラスチック層50を構成する総層数を減少させることができる。したがって、高圧タンクの小型化、軽量化、低コスト化を図ることができる。また、従来と同等の高圧タンクの性能を得るために、強度や剛性について、低グレードの繊維を用いれば、高圧タンクの低コスト化を図ることができる。また、繊維強化プラスチック層50の層数を従来と同じにする場合には、高圧タンクの強度を向上させることができる。また、高圧タンクの外径形状を従来と同じにする場合には、ライナーの容積を増大することが可能となる。したがって、この高圧タンクに燃料ガスを充填し、例えば、車両に搭載する場合には、この車両の航続距離を延伸することができる。
【0053】
また、本実施例の高圧タンク10の製造方法では、内層側ヘリカル層形成工程、および、混合層形成工程において、低角度ヘリカル巻きを用いるので、ライナー40の中心軸AX方向の強度を効果的に向上させることができる。また、低角度ヘリカル巻きでは、ライナー40の中心軸AX方向の強度について、同じ強度を得るために、高角度ヘリカル巻きよりも、巻き数、換言すれば、繊維51の使用量を少なくすることができるため、高圧タンクの小型化、軽量化、低コスト化を図ることができる。
【0054】
また、本実施例の高圧タンク10の製造方法によれば、図3(b)に示したように、内層側フープ層形成工程において、内層側フープ層54の縁部をスラント形状とし、内層側フープ層54の縁部における繊維51の巻き崩れを抑制することができる。また、内層側フープ層54の縁部をスラント形状とすることによって、混合層56における低角度ヘリカル層を形成する際の繊維51の繊維蛇行、すなわち、繊維51の巻き付け位置のずれを抑制し、低角度ヘリカル層の、ライナー40の中心軸AX方向の強度を向上させる効果を効果的に利用することもできる。
【0055】
また、本実施例の高圧タンク10の製造方法では、ライナードーム部44上の低角度ヘリカル層52、および、内層側フープ層54の外表面が等張力曲面を成すので、これらの外表面上に形成される混合層56における低角度ヘリカル層を等張力で形成し、高圧タンク10の強度向上に効果的に利用することができる。
【0056】
D.変形例:
以上、本発明のいくつかの実施の形態について説明したが、本発明はこのような実施の形態になんら限定されるものではなく、その要旨を逸脱しない範囲内において種々なる態様での実施が可能である。例えば、以下のような変形が可能である。
【0057】
D1.変形例1:
上記実施例では、繊維強化プラスチック層50において、低角度ヘリカル層52を用いるものとしたが、本発明は、これに限られない。低角度ヘリカル層52の代わりに、高角度ヘリカル層を用いるようにしてもよい。これは、混合層56における低角度ヘリカル層についても同様である。
【0058】
D2.変形例2:
上記実施例では、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の60(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されているものとしたが、本発明は、これに限られない。ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)の範囲内に、内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上が配置されているようにすればよい。
【0059】
D3.変形例3:
上記実施例では、繊維強化プラスチック層50において、低角度ヘリカル層52を1層としたが、この層数は、高圧タンク10に要求される強度、および、高圧タンク10の製造上要求される強度に応じて任意に設定可能である。これは、繊維強化プラスチック層50における他の各層の層構成についても同様である。
【0060】
D4.変形例4:
上記実施例では、混合層56は、低角度ヘリカル層(外層側ヘリカル層)と、フープ層(外層側フープ層)とを交互に積層することによって形成されるものとしたが、本発明は、これに限られない。混合層56は、外層側ヘリカル層と外層側フープ層とからなる層であればよい。
【0061】
D5.変形例5:
上記実施例では、繊維強化プラスチック層50を構成する熱硬化性樹脂、および、繊維は、それぞれ、すべて同一の種類であるものとしたが、これらのうちの少なくとも一部が異なる種類であるものとしてもよい。
【符号の説明】
【0062】
10…高圧タンク
14…口金部
14a…開口部
15…リール
20…円筒部
25…空間部
30…ドーム部
40…ライナー
40b…境界部
42…ライナー円筒部
42f…接線
44…ライナードーム部
44f…接線
50…繊維強化プラスチック層
51…繊維
52…低角度ヘリカル層
54…内層側フープ層
56…混合層
AX…中心軸
【特許請求の範囲】
【請求項1】
流体を貯蔵するための高圧タンクの製造方法であって、
円筒形状を有する円筒部と、ドーム形状を有し前記円筒部の両端部に設けられたドーム部と、を有するライナーを用意する工程と、
フィラメントワインディング法を用いて、前記ライナーの外表面に繊維強化プラスチック層を形成する繊維強化プラスチック層形成工程と、
を備え、
前記繊維強化プラスチック層形成工程は、
前記ドーム部の少なくとも一部の外表面、および、前記円筒部の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって、内層側ヘリカル層を形成する内層側ヘリカル層形成工程と、
前記円筒部上における前記内層側ヘリカル層の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって、内層側フープ層を形成する内層側フープ層形成工程と、
前記ドーム部上における前記内層側ヘリカル層、および、前記内層側フープ層の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成される外層側ヘリカル層と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成される外層側フープ層とを積層することによって、混合層を形成する混合層形成工程と、
を含み、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程と、前記混合層形成工程とは、前記円筒部上において、前記繊維強化プラスチック層の厚さ方向についての前記ライナー側の75(%)以内の範囲内に、前記内層側フープ層の厚さと前記外層側フープ層の厚さとの和の90(%)以上が配置されるように、前記内層側ヘリカル層と前記内層側フープ層と前記混合層とを形成する工程を含む、
高圧タンクの製造方法。
【請求項2】
請求項1記載の高圧タンクの製造方法であって、
前記内層側ヘリカル層形成工程におけるヘリカル巻きは、前記円筒部の外表面において、前記内層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【請求項3】
請求項1または2記載の高圧タンクの製造方法であって、
前記内層側フープ層形成工程は、前記円筒部上において、前記円筒部と前記ドーム部との境界部に近いほど、前記内層側フープ層の厚さが薄くなるように、前記内層側フープ層を形成する工程を含む、
高圧タンクの製造方法。
【請求項4】
請求項3記載の高圧タンクの製造方法であって、
前記ライナーは、前記円筒部と前記ドーム部との境界部が不連続な形状を有しており、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程とは、前記ドーム部上の前記内層側ヘリカル層、および、前記内層側フープ層の外表面が等張力曲面を成すように、前記内層側ヘリカル層と、前記内層側フープ層とを形成する工程を含む、
高圧タンクの製造方法。
【請求項5】
請求項1ないし4のいずれかに記載の高圧タンクの製造方法であって、
前記混合層形成工程におけるヘリカル巻きは、前記外層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【請求項6】
流体を貯蔵するための高圧タンクであって、
円筒形状を有する円筒部と、ドーム形状を有し前記円筒部の両端部に設けられたドーム部と、を有するライナーと、
フィラメントワインディング法を用いて、前記ライナーの該表面に形成された繊維強化プラスチック層と、
を備え、
前記繊維強化プラスチック層は、
前記ドーム部の少なくとも一部の外表面、および、前記円筒部の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成された内層側ヘリカル層と、
前記円筒部上における前記内層側ヘリカル層の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって形成された内層側フープ層と、
前記ドーム部上における前記内層側ヘリカル層、および、前記内層側フープ層の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成された外層側ヘリカル層と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成された外層側フープ層とからなる混合層と、
を備えるとともに、
前記円筒部上において、前記繊維強化プラスチック層の厚さ方向についての前記ライナー側の75(%)以内の範囲内に、前記内層側フープ層の厚さと前記外層側フープ層の厚さとの和の90(%)以上が配置されている、
高圧タンク。
【請求項1】
流体を貯蔵するための高圧タンクの製造方法であって、
円筒形状を有する円筒部と、ドーム形状を有し前記円筒部の両端部に設けられたドーム部と、を有するライナーを用意する工程と、
フィラメントワインディング法を用いて、前記ライナーの外表面に繊維強化プラスチック層を形成する繊維強化プラスチック層形成工程と、
を備え、
前記繊維強化プラスチック層形成工程は、
前記ドーム部の少なくとも一部の外表面、および、前記円筒部の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって、内層側ヘリカル層を形成する内層側ヘリカル層形成工程と、
前記円筒部上における前記内層側ヘリカル層の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって、内層側フープ層を形成する内層側フープ層形成工程と、
前記ドーム部上における前記内層側ヘリカル層、および、前記内層側フープ層の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成される外層側ヘリカル層と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成される外層側フープ層とを積層することによって、混合層を形成する混合層形成工程と、
を含み、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程と、前記混合層形成工程とは、前記円筒部上において、前記繊維強化プラスチック層の厚さ方向についての前記ライナー側の75(%)以内の範囲内に、前記内層側フープ層の厚さと前記外層側フープ層の厚さとの和の90(%)以上が配置されるように、前記内層側ヘリカル層と前記内層側フープ層と前記混合層とを形成する工程を含む、
高圧タンクの製造方法。
【請求項2】
請求項1記載の高圧タンクの製造方法であって、
前記内層側ヘリカル層形成工程におけるヘリカル巻きは、前記円筒部の外表面において、前記内層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【請求項3】
請求項1または2記載の高圧タンクの製造方法であって、
前記内層側フープ層形成工程は、前記円筒部上において、前記円筒部と前記ドーム部との境界部に近いほど、前記内層側フープ層の厚さが薄くなるように、前記内層側フープ層を形成する工程を含む、
高圧タンクの製造方法。
【請求項4】
請求項3記載の高圧タンクの製造方法であって、
前記ライナーは、前記円筒部と前記ドーム部との境界部が不連続な形状を有しており、
前記内層側ヘリカル層形成工程と、前記内層側フープ層形成工程とは、前記ドーム部上の前記内層側ヘリカル層、および、前記内層側フープ層の外表面が等張力曲面を成すように、前記内層側ヘリカル層と、前記内層側フープ層とを形成する工程を含む、
高圧タンクの製造方法。
【請求項5】
請求項1ないし4のいずれかに記載の高圧タンクの製造方法であって、
前記混合層形成工程におけるヘリカル巻きは、前記外層側ヘリカル層を構成する前記繊維が前記ライナーの中心軸を一周する前に、前記ドーム部において、前記繊維の巻き付け方向が折り返されるヘリカル巻きである、
高圧タンクの製造方法。
【請求項6】
流体を貯蔵するための高圧タンクであって、
円筒形状を有する円筒部と、ドーム形状を有し前記円筒部の両端部に設けられたドーム部と、を有するライナーと、
フィラメントワインディング法を用いて、前記ライナーの該表面に形成された繊維強化プラスチック層と、
を備え、
前記繊維強化プラスチック層は、
前記ドーム部の少なくとも一部の外表面、および、前記円筒部の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成された内層側ヘリカル層と、
前記円筒部上における前記内層側ヘリカル層の外表面に、熱硬化性樹脂が含浸された繊維を複数層フープ巻きすることによって形成された内層側フープ層と、
前記ドーム部上における前記内層側ヘリカル層、および、前記内層側フープ層の外表面に、熱硬化性樹脂が含浸された繊維をヘリカル巻きすることによって形成された外層側ヘリカル層と、熱硬化性樹脂が含浸された繊維をフープ巻きすることによって形成された外層側フープ層とからなる混合層と、
を備えるとともに、
前記円筒部上において、前記繊維強化プラスチック層の厚さ方向についての前記ライナー側の75(%)以内の範囲内に、前記内層側フープ層の厚さと前記外層側フープ層の厚さとの和の90(%)以上が配置されている、
高圧タンク。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−159158(P2012−159158A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−20326(P2011−20326)
【出願日】平成23年2月2日(2011.2.2)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月2日(2011.2.2)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]