
高圧放電ランプ及びその製造方法
【課題】複雑な製造装置及び煩雑な作業性を要することなく放電空間への封入ガスの導入が容易であると共に封入したガスの完全気密性を確保することが可能な高圧放電ランプ及びその製造方法を実現することにある。
【解決手段】筒状の放電管2の両端部2a、2bに気密に封着された金属パイプ3、4の小径部3b、4b内に、先端電極部6a、7aと該先端電極部6a、7aから延びて所定の位置に螺旋状のコイル8、9が装着された電極軸6b、7bが挿入されてコイル8、9の溶融部8a、9aによって気密に支持固定されていると共に小径部3b、4bの外側には外部通電体15、16が融着されており、コイル8、9のコイル部8b、9bの外周が小径部3b、4bの内周面に当接することにより、電極6、7の放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めが行われている。
【解決手段】筒状の放電管2の両端部2a、2bに気密に封着された金属パイプ3、4の小径部3b、4b内に、先端電極部6a、7aと該先端電極部6a、7aから延びて所定の位置に螺旋状のコイル8、9が装着された電極軸6b、7bが挿入されてコイル8、9の溶融部8a、9aによって気密に支持固定されていると共に小径部3b、4bの外側には外部通電体15、16が融着されており、コイル8、9のコイル部8b、9bの外周が小径部3b、4bの内周面に当接することにより、電極6、7の放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めが行われている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高圧放電ランプ及びその製造方法に関するものであり、詳しくは、電極軸の先端部に形成された先端電極部が発光部の放電室に配置されて該電極軸が気密に封止された高圧放電ランプ及びその気密封止の工程を有する製造方法に関する。
【背景技術】
【0002】
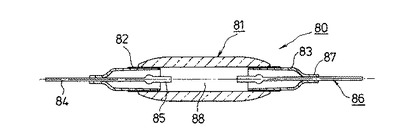
従来の高圧放電ランプ80の例として、図8に示す構成のものが開示されている。それは、略パイプ状の透光性セラミックスにより放電管81が形成され、放電管81の両端部に封着用接着剤のコンパウンド82を介して金属パイプ83が気密に封着されている。そして、電極軸84と電極軸84の先端に形成された先端電極部85からなる電極86が金属パイプ83内に挿入されて金属パイプ83の端部が絞り込まれ、絞り込まれた狭径部87と電極軸84が溶融されて完全封止されたものである。
【0003】
このとき、放電管81、金属パイプ83及び電極86で形成された発光部88内にはハロゲン化金属や封入ガスが封入されており、封入ガスの発光部88への導入に際しては、金属パイプ83に狭径部87を形成した後に狭径部87と電極軸84との隙間を通して封入ガスを発光部88内に導入し、その後、狭径部87と電極軸84とをレーザ等の溶融手段で気密封止することにより発光部88を完全気密状態とするものである(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−220350号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記高圧放電ランプ80は、狭径部87と電極軸84との気密性を高めて製品間の品質を良好に且つ一定に保つためには、狭径部87と電極軸84との溶着封止の工程において、狭径部87と電極軸84との溶融状態をその全周に亘って均一に且つ再現性良く確保することが必要となる。そのためには、溶着工程に係わる精度の高い溶着機構及び厳密な工程管理が要求され、生産コストを上昇させる要因となる。
【0006】
また、発光部88の封入ガスの封入条件を一定にして製品間の品質を良好に且つ一定に保つためには、発光部88への封入ガスの導入及び狭径部87と電極軸84との溶着封止の工程において、発光部88に導入される封入ガスのガス圧を高精度で且つ再現性良く設定することが必要となる。そのためには、例えば10気圧程度の高圧の封入ガスの雰囲気中での狭径部87と電極軸84の加熱溶融から封止までの時間(例えば、数十msの単位)を短縮化することが要求される。もし、溶融のための加熱時間が長くなると雰囲気中の温度及び温度分布が変化して気圧が変化し、発光部88内の封入ガスのガス圧を所望通りに且つ一定にすることができない可能性がある。そのため、封入ガスの導入及び封止工程に係わる時間精度の高い制御機構及び厳密な工程管理が必要となり、その結果、上記同様に生産コストを上昇させる要因となる。
【0007】
そこで、電極軸84を、金属パイプ83の狭径部87の先端部の位置近傍までの長さとし、この部分に放電管81の中心軸X方向(長手方向)から、例えば、レーザ光を一点照射することにより短時間で狭径部87の先端部と電極軸84の先端部との溶着封止し、これにより発光部88に導入される封入ガスのガス圧を高精度で且つ再現性良く設定することが考えられる。但し、この場合、製造工程中に発光部88に対して電極86の位置を保持しておくための電極保持手段及び外部電源に対する受電用の外部接続端子の取付手段が特別に必要となり、製造工程の複雑化及び製造工数の増加により生産効率が低下し、生産コストを上昇させることになる。
【0008】
そこで、本発明は上記問題に鑑みて創案なされたもので、その目的とするところは、製造工程中において電極の位置決めを容易に保持できると共に、発光部の気密化のための溶着封止を短時間で行うことができ、且つ外部接続端子を容易に設けることができる高圧放電ランプの製造方法を実現して、製造コストを上昇させることなく信頼性の高い高圧放電ランプを提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の請求項1に記載された発明は、両端開口を有する筒状の放電管と、前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、前記一対の金属パイプの他端部に気密に挿通された一対の電極と、前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプであって、前記金属パイプと該金属パイプに挿通された前記電極との間の気密は、前記電極に装着された螺旋状のコイルの一部が溶融された溶融部を介して行われ、溶融されないで残った螺旋状のコイル部は少なくともその一部の外周が前記金属パイプの内周面、及び/又は、前記放電管の内周面に当接しており、前記一対の外部通電体は夫々、環状の装着部と該装着部から延びる外部電極部を有し、前記装着部が前記一対の金属パイプの夫々の他端部の外側に覆い被さるように融着されていることを特徴とするものである。
【0010】
また、本発明の請求項2に記載された発明は、請求項1において、前記外部通電体は板金のプレス加工又は金属線材の曲げ加工により形成されたものであることを特徴とするものである。
【0011】
また、本発明の請求項3に記載された発明は、請求項1又は請求項2のいずれかにおいて、前記一対の金属パイプの夫々は、前記他端部が前記一端部よりも内径及び外径が小さいことを特徴とするものである。
【0012】
また、本発明の請求項4に記載された発明は、両端開口を有する筒状の放電管と、前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、前記一対の金属パイプの他端部に気密に挿通された一対の電極と、前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプの製造方法であって、両端開口を有する筒状の放電管の両端部に金属パイプの一端部を気密に封着する工程と、所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を一方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を他方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記電極と前記金属パイプの他端部との間に形成された前記コイルの螺旋状部の隙間を通して前記放電管内に封入ガスを導入し、その後、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、を備えていることを特徴とするものである。
【発明の効果】
【0013】
本発明の高圧放電ランプはその製造方法において、所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を、筒状の放電管の両端部に一端部を気密に封着された金属パイプの他端部に挿入すると共にコイルの延長部が金属パイプの他端部の端面に当接した状態で、電極と金属パイプの他端部との間に形成されたコイルの螺旋状部の隙間を通して放電管内に封入ガスを導入し、その後、コイルの延長部を含む螺旋状部の一部を加熱溶融することにより金属パイプに電極を気密に挿通するようにした。
【0014】
その結果、封入ガスの導入が気体流路断面の形状寸法が均一な、コイルの螺旋状の隙間を通して行われるため、円滑な気体の流れを形成することができる。
【0015】
また、金属パイプ内への電極の挿入を高圧雰囲気中で行う必要がないため、複雑な製造装置及び煩雑な作業性を必要とすることがない。そのため、安価な生産設備を用いて良好な生産効率によって廉価な製造コストを実現することができる。
【0016】
更に、製造工程中及び製造工程を経て作製された製品において、加熱溶融されないで残った螺旋状のコイル部の少なくとも一部の外周が金属パイプの内周面、及び/又は、放電管の内周面に当接した状態を維持するものである。
【0017】
その結果、電極の位置決め精度の高い高圧放電ランプを実現することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態に係わる高圧放電ランプの側面図である。
【図2】同じく、本発明の実施形態に係わる高圧放電ランプの断面図である。
【図3】図2の部分拡大図である。
【図4−1】本発明の実施形態に係わる高圧放電ランプの製造工程図である。
【図4−2】本発明の実施形態に係わる高圧放電ランプの製造工程図である。
【図5】図4の製造工程図における詳細説明図である。
【図6】他の構成からなる電極の説明図である。
【図7】図6の電極の使用方法の説明図である。
【図8】従来例の高圧放電ランプの説明図である。
【発明を実施するための形態】
【0019】
以下、この発明の好適な実施形態を図1〜図7を参照しながら、詳細に説明する(同一部分については同じ符号を付す)。尚、以下に述べる実施形態は、本発明の好適な具体例であるから、技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の説明において特に本発明を限定する旨の記載がない限り、これらの実施形態に限られるものではない。
【0020】
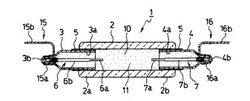
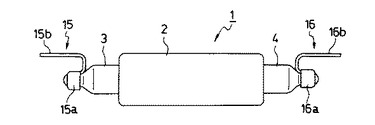
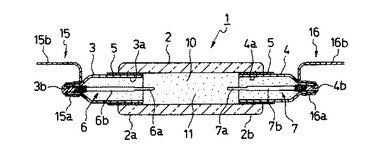
図1は、本発明の実施形態に係わる高圧放電ランプ1の側面図、図2は同じく高圧放電ランプ1の断面図、図3は図2の部分拡大図である。
【0021】
高圧放電ランプ(以下、放電ランプと略称する)1は、透光性セラミックスからなる筒状の放電管2の両端部2a、2bの夫々に、例えば、タンタル、タングステン、モリブデン等の高融点金属で形成された金属パイプ3、4の一端部が挿入され、該挿入部(挿入封着部)3a、4aにおいて金属パイプ3、4と放電管2とがフリット又はサーメット或いはセラミックスからなるコンパウンド5を介して気密に封着されている。
【0022】
各金属パイプ3、4の他端部は、挿入部3a、4aの径(内径及び外径)よりも小さい径(内径及び外径)の小径部3b、4bが形成されており、小径部3b、4bの外側には該小径部3b、4bに覆い被さるように外部通電体15、16が融着されており、小径部3b、4bの内側には該小径部3b、4bに沿う電極6、7が気密に支持固定されている。
【0023】
外部通電体15、16は、金属パイプ3、4と同様に、例えば、タンタル、タングステン、モリブデン等の高融点金属で形成されることが望ましく、環状の装着部15a、16aと該装着部15a、16aの夫々から紐状或いは帯状に延びる外部電極部15b、16bからなっている。
【0024】
電極6、7は、金属パイプ3、4及び外部通電体15、16と同様に、例えば、タンタル、タングステン、モリブデン等の高融点金属で形成され、先端部に放電電極となる先端電極部6a、7aが位置すると共に該先端電極部6a、7aから直線状に延びる電極軸6b、7bを有している。
【0025】
電極6、7の夫々と各金属パイプ3、4の小径部3b、4bの夫々との気密支持固定は、図3(図2の部分拡大図)に示すように、電極6、7の夫々の電極軸6b、7bに所定の巻線ピッチ及び巻線数で装着された所定の線径のコイル8、9の一部が加熱溶融された溶融部8a、9aを介して行われている。
【0026】
また、コイル8、9の加熱溶融された溶融部8a、9a以外の螺旋状のコイル部8b、9bは、その外周が小径部3b、4bの内周面3c、4cに当接した状態となっている。これにより、小径部3b、4bに対する電極軸6b、7bの位置決めを高精度に行っている。つまり、放電管2に対する電極6、7の先端電極部6a、7aの位置決めが高精度に行われていることを意味するものである。
【0027】
この場合、小径部3b、4bに対する電極軸6b、7bの位置決めは、コイル8、9の溶融部8a、9aを介しても行われているが、更に、電極6、7の先端電極部6a、7a(図示せず)側に位置するコイル部8b、9bで位置決めを行うことにより、先端電極部6a、7aの位置決めを更に高精度に行うことができる。その結果、放電発光の発光光による配光特性の再現性が良好な放電ランプを実現することができる。
【0028】
また、同時に、溶融部8a、9aよりも電極6、7の先端電極部6a、7a側に位置するコイル部8b、9bで位置決めを行うことにより、位置決めの位置から先端電極部6a、7aの位置までの距離が短縮される。その結果、外部からの機械的振動による先端電極部6a、7aへの影響が低減され、厳しい機械的振動の環境下にあっても安定した放電発光を得ることができる。
【0029】
なお、コイル8、9の材質は電極6、7の電極軸6b、7b及び金属パイプ3、4の材質と同一であることが好ましいが、必ずしもこれに限られるものではない。
【0030】
図1及び図2に戻って、このように、放電管2、コンパウンド5、金属パイプ3、4、コイル8、9及び電極6、7で完全気密の放電空間10が形成されている。また、放電空間10内には、例えば、キセノンを主成分とするガスなどの封入ガス11が封入されていると共に両端部には電極6、7の先端電極部6a、7aが位置しており、先端電極部6a、7aから延びる電極軸6b、7bの夫々に電気的に接続された金属パイプ3、4に更に電気的に接続された外部通電体15、16が放電空間10外に位置している。
【0031】
放電ランプ1の支持固定及び点灯に際しては、外部通電体15、16の外部電極部15b、16bが用いられる。つまり、外部通電体15、16の外部電極部15b、16bは、構造的な支持固定部材としての働きと、電気的な外部接続電極としての働きの両方を兼ねるものである。
【0032】
次に、上述の本実施形態に係わる放電ランプ1の製造工程について図4及び図5を参照して詳細に説明する。
【0033】
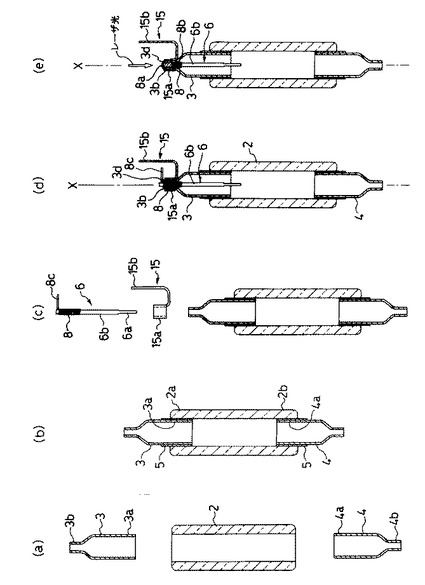
まず、図4(a)の材料準備工程において、透光性セラミックスからなり内径が全長に亘り同一径とされる筒状の放電管2と、例えば、タンタル、タングステン、モリブデン等の高融点金属からなり両端を開口とし、一端開口部を、その外径を放電管2の内径に適宜の間隙を有して挿入可能とされる径とした挿入部(挿入封着部)3a、4aとし、他端開口部を、その外径を一端開口部の外径よりも小径とすると共に内径を後述する電極6、7の電極軸6b、7bに装着されたコイル8、9の外周が適宜の間隙を有して挿入可能とされる径とした小径部3b、4bとする一対の金属パイプ3、4を準備する。
【0034】
次に、図4(b)の放電管と金属パイプとの気密封着工程において、放電管2の両端部2a、2bの内周面、及び/又は、金属パイプ3、4の挿入封着部3a、4aの外周面に封着用接着剤となるコンパウンド5を塗布し、放電管2の両端部2a、2bに各金属パイプ3、4の挿入封着部3a、4aを挿入する。その後、コンパウンド5を加熱溶融して放電管2の両端部2a、2bと金属パイプ3、4の挿入部3a、4aとを気密に封着する。
【0035】
次に、図4(c)の一対の電極及び一対の外部通電体のうち夫々の一方の電極及び外部通電体の準備工程において、放電電極となる先端電極部6aと該先端電極部6aから直線状に延びる電極軸6bからなる電極6を形成し、電極軸6bの先端部から先端電極部6a側に向けて、所定の線径、所定の巻線ピッチ及び所定の巻線数のコイル8を装着する。この時、コイル8の前記電極軸6bの先端部側の先端部8cは、電極軸6bに対して略鉛直方向に延びている。そして、電極軸6bに対するコイル8の固定方法は、コイル8の内径を電極軸6bの外径とほぼ同一とし、コイル8を電極軸6bに挿入した後に抵抗溶接等の溶接手段によって固定する方法、或いはコイル8の内径を電極軸6bの外径よりも小さいものとし、コイル8の内径を拡げた状態にして電極軸6bに挿入することによりスプリングバックの応力によって固定する方法などが可能である。
【0036】
また、環状の装着部15aと該装着部15aから紐状或いは帯状に延びる外部電極部15bからなる外部通電体15を形成する。
【0037】
次に、図4(d)の電極挿入工程において、一対の金属パイプ3、4のうちの一方の金属パイプ3の小径部3bに装着部15aを覆い被せるように外部通電体15を装着し、その後、小径部3b内に該小径部3bに沿って電極6を挿入し、電極軸6bに装着されたコイル8の先端部8cを小径部3bの端面3dに当接させる。これにより、電極軸6bに装着されたコイル8が金属パイプ3の小径部3bの位置に位置して電極6の、放電管2の中心軸X方向(長手方向)に対する位置決めが行われる。一方、電極6の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めは、金属パイプ3の小径部3bの内周面にコイル8の外周が当接することにより行われる。
【0038】
次に、図4(e)の小径部の気密封止工程において、金属パイプ3の小径部3bの端面3d側に向けて中心軸X方向(長手方向)から、例えばレーザ光を短時間、一点集中照射して電極6の電極軸6b、電極軸6bに装着されたコイル8、金属パイプ3の小径部3b及び外部通電体15の装着部15aを溶融させ、一体化して気密封止する。この場合、コイル8は全長に亘って溶融されるのではなく、先端部8cを含むその一部が溶融され、溶融された部分の溶融部8aと溶融されることなく残った螺旋状の部分のコイル部8bとの2つの状態に分かれる。このとき、溶融部8aは金属パイプ3の小径部3bと電極6の電極軸6bとによる気密封止に寄与すると共に、金属パイプ3と電極6と外部通電体15との電気的接続に寄与し、コイル部8bはその外周が金属パイプ3の小径部3bの内周面に当接することにより、電極6の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めに寄与するものである。
【0039】
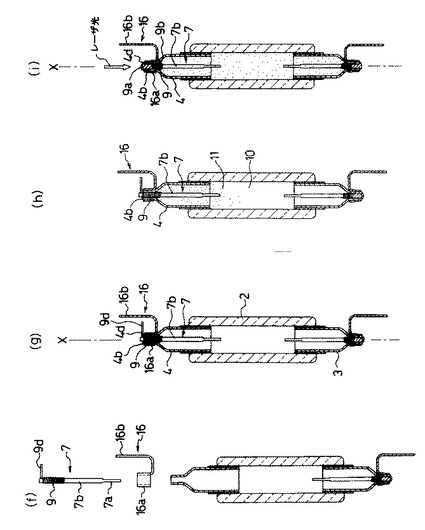
次に、図4(f)の一対の電極及び一対の外部通電体のうち他方の電極及び外部通電体の準備工程において、放電電極となる先端電極部7aと該先端電極部7aから直線状に延びる電極軸7bからなる電極7を形成し、電極軸7bの先端部から先端電極部7a側に向けて、所定の線径、所定の巻線ピッチ及び所定の巻線数のコイル9を装着する。この時、コイル9の前記電極軸7bの先端部側の先端部9dは、電極軸7bに対して略鉛直方向に延びている。そして、電極軸7bに対するコイル9の固定方法は、コイル9の内径を電極軸7bの外径とほぼ同一とし、コイル9を電極軸7bに挿入した後に抵抗溶接等の溶接手段によって固定する方法、或いはコイル9の内径を電極軸7bの外径よりも小さいものとし、コイル9の内径を拡げた状態にして電極軸7bに挿入することによりスプリングバックの応力によって固定する方法などが可能である。
【0040】
また、環状の装着部16aと該装着部16aから紐状或いは帯状に延びる外部電極部16bからなる外部通電体16を形成する。
【0041】
次に、図4(g)の電極挿入工程において、一対の金属パイプ3、4のうちの他方の金属パイプ4の小径部4bに装着部16aを覆い被せるように外部通電体16を装着し、その後、小径部4b内に該小径部4bに沿って電極7を挿入し、電極軸7bに装着されたコイル9の先端部9dを小径部4bの端面4dに当接させる。これにより、電極軸7bに装着されたコイル9が金属パイプ4の小径部4bの位置に位置して電極7の、放電管2の中心軸X方向(長手方向)に対する位置決めが行われる。一方、電極7の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めは、金属パイプ4の小径部4bの内周面にコイル9の外周が当接することにより行われる。
【0042】
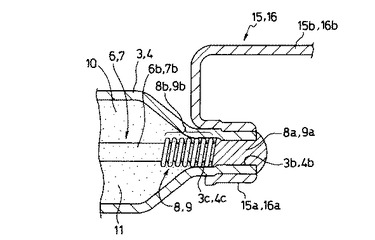
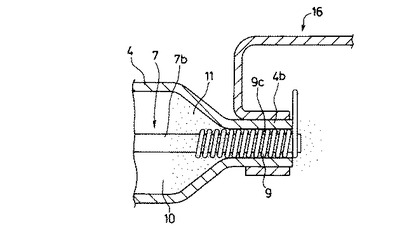
次に、図4(h)の封入ガス導入工程において、金属パイプ4側から放電空間10に対する排気、希ガスの置換及び例えば、キセノンを主成分とするガス(封入ガス11)の導入を行う。この場合、放電空間10に対するガスの排気、置換及び導入は、電極7の電極軸7bと金属パイプ4の小径部4bとの間に形成された、コイル9の螺旋状の隙間9cを通して行われる(図5参照)。
【0043】
最後に、図4(i)の完全封止工程において、金属パイプ4の小径部4bの端面4d側に向けて中心軸X方向(長手方向)から、例えばレーザ光を短時間、一点集中照射して電極7の電極軸7b、電極軸7bに装着されたコイル9、金属パイプ4の小径部4b及び外部通電体16の装着部16aを溶融させ、一体化して気密封止する。この場合、コイル9は全長に亘って溶融されるのではなく、先端部9dを含むその一部が溶融され、溶融された部分の溶融部9aと溶融されることなく残った螺旋状の部分のコイル部9bとの2つの状態に分かれる。このとき、溶融部9aは金属パイプ4の小径部4bと電極7の電極軸7bとによる気密封止に寄与すると共に、金属パイプ4と電極7と外部通電体16との電気的接続に寄与し、コイル部9bはその外周が金属パイプ4の小径部4bの内周面に当接することにより、電極7の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めに寄与するものである。これにより、高圧放電ランプ1が完成する。
【0044】
なお、特にメタルハライドランプを製造する場合には、図4(f)の工程(電極7挿入前)で、液体又は固体(ペレット等)のハロゲン化金属等を内部に導入する工程が追加される。
【0045】
ところで、上記高圧放電ランプ1の製造工程において、電極6、7の放電管2に対する放電管2の中心軸X方向(長手方向)の位置決めを、電極軸6b、7bに装着されたコイル8、9の夫々の先端部8c、9dを金属パイプ3、4の小径部3b、4bの夫々の端面3d、4dに当接させることにより行い、電極6、7の放電管2に対する放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めを、放電管2の両端部2a、2bに気密に装着された金属パイプ3、4の夫々の小径部3b、4bの内周面に電極6、7の夫々の電極軸6b、7bに装着されたコイル8、9の外周を当接させることにより行うようにした。
【0046】
これにより、電極軸6b、7bにコイル8、9が装着された電極6、7を金属パイプ3、4の小径部3b、4b内に挿入することにより、自動的に、コイル8、9を介して電極6、7の夫々の先端電極部6a、7aが放電空間10内の所定の位置に精度良く且つ再現性良く位置することになる。その結果、放電発光の発光光による配光特性の再現性が良好な放電ランプを容易に作製することができる。
【0047】
また、金属パイプ3、4の小径部3b、4bの内周面と電極6、7の電極軸6b、7bの外周面との間隔をコイル8、9を介して周方向全体に亘って均一にした状態で、放電管2の中心軸X方向(長手方向)から金属パイプ3、4の小径部3b、4bの端面3d、4d側に向けたレーザ光による短時間の一点集中照射によって、小径部3b、4bと電極軸6b、7bとの溶着による気密封止をコイル8、9の溶融部8a、9aを介して行うようにした。
【0048】
その結果、小径部3b、4bと電極軸6b、7bとの溶着が周方向全体に亘って均一な状態に形成され、放電空間10の気密性が確実に保たれた信頼性の高い放電ランプを作製することができる。それと同時に、小径部3b、4bと電極軸6b、7bとの溶着が短時間でおこなわれるため、この溶着が行われる高圧の封入ガスの雰囲気の温度及び温度分布が変化することがなく、気圧の変化もない。そのため、放電空間10内の封入ガスのガス圧を所望通りに且つ一定にすることができ、放電特性の再現性が良好な高品質の放電ランプを実現することができる。
【0049】
また、放電管2に対する電極6、7の位置決めをした状態において、電極7の電極軸7bと金属パイプ4の小径部4bとの間に形成された、コイル9の螺旋状の隙間9cを通して、排気、希ガスの置換及び例えば、キセノンを主成分とするガス(封入ガス11)の導入を行うようにした。
【0050】
その結果、排気、希ガスの置換及び例えば、キセノンを主成分とするガス(封入ガス11)の導入が、気体流路断面の形状寸法が均一な、コイル9の螺旋状の隙間9cを通して行われ、円滑な気体の流れを形成することができる。
【0051】
また、金属パイプ3、4の小径部3b、4b内への電極6、7の挿入を高圧雰囲気中で行う必要がないため、複雑な製造装置及び煩雑な作業性を必要とすることがない。そのため、安価な生産設備を用いて良好な生産効率によって廉価な製造コストを実現することができる。
【0052】
ところで、上記外部通電体15、16はその形状から板金のプレス加工により簡単に形成することができるが、図6のような形状とすることによっても簡単に形成することができる。
【0053】
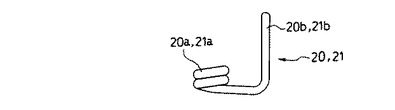
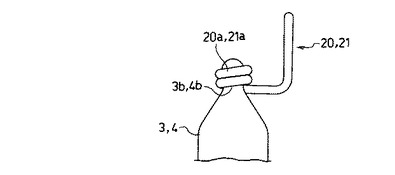
それは、外部通電体20、21を、所定の線径の金属線材を曲げ加工して、内径を金属パイプ3、4の小径部3b、4bの外径と略同一とすると共に所定の巻線ピッチ及び巻線数とする螺旋状の装着部20a、21aと装着部20a、21aから所定の長さだけ延びる外部電極部20b、21bとで構成するものである。
【0054】
この外部通電体20、21は、金属線材からなる螺旋状の装着部20a、21aが上記外部通電体15、16の環状の装着部15a、16aに相当し、同様に金属線材からなる外部電極部20b、21bが紐状或いは帯状の外部電極部15b、16bに相当する。そして、図7のように、金属パイプ3、4の小径部3b、4bの外側に該小径部3b、4bに覆い被さるように外部通電体20、21の装着部20a、21aを融着するものである。
【0055】
これにより、金属線材を曲げ加工して形成された外部通電体20、21は、板金のプレス加工により形成された外部通電体15、16と製造上及び製品上において同等の機能、作用及び効果を奏するものである。
【0056】
また、電極軸6b、7bの夫々にコイル8、9が装着されてなる電極6、7の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めは、金属パイプ3、4の夫々の内周面3c、4cにコイル8、9のコイル部8b、9bの外周が当接することにより行われるものであるが、コイル部8b、9bの延長、放電管2の形状の変更などの手段により放電管2の内周面に当接させて位置決めを行うことも可能である。
【0057】
この場合、位置決めの位置から先端電極部6a、7aの位置までの距離が更に短縮され、外部からの機械的振動による先端電極部6a、7aへの影響が更に低減されて厳しい機械的振動の環境下にあっても極めて安定した放電発光を得ることが可能になる。
【符号の説明】
【0058】
1… 高圧放電ランプ
2… 放電管
2a… 端部
2b… 端部
3… 金属パイプ
3a… 挿入部(挿入封着部)
3b… 小径部
3c… 内周面
3d… 端面
4… 金属パイプ
4a… 挿入部(挿入封着部)
4b… 小径部
4c… 内周面
4d… 端面
5… コンパウンド
6… 電極
6a… 先端電極部
6b… 電極軸
7… 電極
7a… 先端電極部
7b… 電極軸
8… コイル
8a… 溶融部
8b… コイル部
8c… 先端部
9… コイル
9a… 溶融部
9b… コイル部
9c… 隙間
9d… 先端部
10… 放電空間
11… 封入ガス
15… 外部通電体
15a… 装着部
15b… 外部電極部
16… 外部通電体
16a… 装着部
16b… 外部電極部
20… 外部通電体
20a… 装着部
20b… 外部電極部
21… 外部通電体
21a… 装着部
21b… 外部電極部
【技術分野】
【0001】
本発明は、高圧放電ランプ及びその製造方法に関するものであり、詳しくは、電極軸の先端部に形成された先端電極部が発光部の放電室に配置されて該電極軸が気密に封止された高圧放電ランプ及びその気密封止の工程を有する製造方法に関する。
【背景技術】
【0002】
従来の高圧放電ランプ80の例として、図8に示す構成のものが開示されている。それは、略パイプ状の透光性セラミックスにより放電管81が形成され、放電管81の両端部に封着用接着剤のコンパウンド82を介して金属パイプ83が気密に封着されている。そして、電極軸84と電極軸84の先端に形成された先端電極部85からなる電極86が金属パイプ83内に挿入されて金属パイプ83の端部が絞り込まれ、絞り込まれた狭径部87と電極軸84が溶融されて完全封止されたものである。
【0003】
このとき、放電管81、金属パイプ83及び電極86で形成された発光部88内にはハロゲン化金属や封入ガスが封入されており、封入ガスの発光部88への導入に際しては、金属パイプ83に狭径部87を形成した後に狭径部87と電極軸84との隙間を通して封入ガスを発光部88内に導入し、その後、狭径部87と電極軸84とをレーザ等の溶融手段で気密封止することにより発光部88を完全気密状態とするものである(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−220350号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記高圧放電ランプ80は、狭径部87と電極軸84との気密性を高めて製品間の品質を良好に且つ一定に保つためには、狭径部87と電極軸84との溶着封止の工程において、狭径部87と電極軸84との溶融状態をその全周に亘って均一に且つ再現性良く確保することが必要となる。そのためには、溶着工程に係わる精度の高い溶着機構及び厳密な工程管理が要求され、生産コストを上昇させる要因となる。
【0006】
また、発光部88の封入ガスの封入条件を一定にして製品間の品質を良好に且つ一定に保つためには、発光部88への封入ガスの導入及び狭径部87と電極軸84との溶着封止の工程において、発光部88に導入される封入ガスのガス圧を高精度で且つ再現性良く設定することが必要となる。そのためには、例えば10気圧程度の高圧の封入ガスの雰囲気中での狭径部87と電極軸84の加熱溶融から封止までの時間(例えば、数十msの単位)を短縮化することが要求される。もし、溶融のための加熱時間が長くなると雰囲気中の温度及び温度分布が変化して気圧が変化し、発光部88内の封入ガスのガス圧を所望通りに且つ一定にすることができない可能性がある。そのため、封入ガスの導入及び封止工程に係わる時間精度の高い制御機構及び厳密な工程管理が必要となり、その結果、上記同様に生産コストを上昇させる要因となる。
【0007】
そこで、電極軸84を、金属パイプ83の狭径部87の先端部の位置近傍までの長さとし、この部分に放電管81の中心軸X方向(長手方向)から、例えば、レーザ光を一点照射することにより短時間で狭径部87の先端部と電極軸84の先端部との溶着封止し、これにより発光部88に導入される封入ガスのガス圧を高精度で且つ再現性良く設定することが考えられる。但し、この場合、製造工程中に発光部88に対して電極86の位置を保持しておくための電極保持手段及び外部電源に対する受電用の外部接続端子の取付手段が特別に必要となり、製造工程の複雑化及び製造工数の増加により生産効率が低下し、生産コストを上昇させることになる。
【0008】
そこで、本発明は上記問題に鑑みて創案なされたもので、その目的とするところは、製造工程中において電極の位置決めを容易に保持できると共に、発光部の気密化のための溶着封止を短時間で行うことができ、且つ外部接続端子を容易に設けることができる高圧放電ランプの製造方法を実現して、製造コストを上昇させることなく信頼性の高い高圧放電ランプを提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の請求項1に記載された発明は、両端開口を有する筒状の放電管と、前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、前記一対の金属パイプの他端部に気密に挿通された一対の電極と、前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプであって、前記金属パイプと該金属パイプに挿通された前記電極との間の気密は、前記電極に装着された螺旋状のコイルの一部が溶融された溶融部を介して行われ、溶融されないで残った螺旋状のコイル部は少なくともその一部の外周が前記金属パイプの内周面、及び/又は、前記放電管の内周面に当接しており、前記一対の外部通電体は夫々、環状の装着部と該装着部から延びる外部電極部を有し、前記装着部が前記一対の金属パイプの夫々の他端部の外側に覆い被さるように融着されていることを特徴とするものである。
【0010】
また、本発明の請求項2に記載された発明は、請求項1において、前記外部通電体は板金のプレス加工又は金属線材の曲げ加工により形成されたものであることを特徴とするものである。
【0011】
また、本発明の請求項3に記載された発明は、請求項1又は請求項2のいずれかにおいて、前記一対の金属パイプの夫々は、前記他端部が前記一端部よりも内径及び外径が小さいことを特徴とするものである。
【0012】
また、本発明の請求項4に記載された発明は、両端開口を有する筒状の放電管と、前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、前記一対の金属パイプの他端部に気密に挿通された一対の電極と、前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプの製造方法であって、両端開口を有する筒状の放電管の両端部に金属パイプの一端部を気密に封着する工程と、所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を一方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を他方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記電極と前記金属パイプの他端部との間に形成された前記コイルの螺旋状部の隙間を通して前記放電管内に封入ガスを導入し、その後、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、を備えていることを特徴とするものである。
【発明の効果】
【0013】
本発明の高圧放電ランプはその製造方法において、所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を、筒状の放電管の両端部に一端部を気密に封着された金属パイプの他端部に挿入すると共にコイルの延長部が金属パイプの他端部の端面に当接した状態で、電極と金属パイプの他端部との間に形成されたコイルの螺旋状部の隙間を通して放電管内に封入ガスを導入し、その後、コイルの延長部を含む螺旋状部の一部を加熱溶融することにより金属パイプに電極を気密に挿通するようにした。
【0014】
その結果、封入ガスの導入が気体流路断面の形状寸法が均一な、コイルの螺旋状の隙間を通して行われるため、円滑な気体の流れを形成することができる。
【0015】
また、金属パイプ内への電極の挿入を高圧雰囲気中で行う必要がないため、複雑な製造装置及び煩雑な作業性を必要とすることがない。そのため、安価な生産設備を用いて良好な生産効率によって廉価な製造コストを実現することができる。
【0016】
更に、製造工程中及び製造工程を経て作製された製品において、加熱溶融されないで残った螺旋状のコイル部の少なくとも一部の外周が金属パイプの内周面、及び/又は、放電管の内周面に当接した状態を維持するものである。
【0017】
その結果、電極の位置決め精度の高い高圧放電ランプを実現することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態に係わる高圧放電ランプの側面図である。
【図2】同じく、本発明の実施形態に係わる高圧放電ランプの断面図である。
【図3】図2の部分拡大図である。
【図4−1】本発明の実施形態に係わる高圧放電ランプの製造工程図である。
【図4−2】本発明の実施形態に係わる高圧放電ランプの製造工程図である。
【図5】図4の製造工程図における詳細説明図である。
【図6】他の構成からなる電極の説明図である。
【図7】図6の電極の使用方法の説明図である。
【図8】従来例の高圧放電ランプの説明図である。
【発明を実施するための形態】
【0019】
以下、この発明の好適な実施形態を図1〜図7を参照しながら、詳細に説明する(同一部分については同じ符号を付す)。尚、以下に述べる実施形態は、本発明の好適な具体例であるから、技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の説明において特に本発明を限定する旨の記載がない限り、これらの実施形態に限られるものではない。
【0020】
図1は、本発明の実施形態に係わる高圧放電ランプ1の側面図、図2は同じく高圧放電ランプ1の断面図、図3は図2の部分拡大図である。
【0021】
高圧放電ランプ(以下、放電ランプと略称する)1は、透光性セラミックスからなる筒状の放電管2の両端部2a、2bの夫々に、例えば、タンタル、タングステン、モリブデン等の高融点金属で形成された金属パイプ3、4の一端部が挿入され、該挿入部(挿入封着部)3a、4aにおいて金属パイプ3、4と放電管2とがフリット又はサーメット或いはセラミックスからなるコンパウンド5を介して気密に封着されている。
【0022】
各金属パイプ3、4の他端部は、挿入部3a、4aの径(内径及び外径)よりも小さい径(内径及び外径)の小径部3b、4bが形成されており、小径部3b、4bの外側には該小径部3b、4bに覆い被さるように外部通電体15、16が融着されており、小径部3b、4bの内側には該小径部3b、4bに沿う電極6、7が気密に支持固定されている。
【0023】
外部通電体15、16は、金属パイプ3、4と同様に、例えば、タンタル、タングステン、モリブデン等の高融点金属で形成されることが望ましく、環状の装着部15a、16aと該装着部15a、16aの夫々から紐状或いは帯状に延びる外部電極部15b、16bからなっている。
【0024】
電極6、7は、金属パイプ3、4及び外部通電体15、16と同様に、例えば、タンタル、タングステン、モリブデン等の高融点金属で形成され、先端部に放電電極となる先端電極部6a、7aが位置すると共に該先端電極部6a、7aから直線状に延びる電極軸6b、7bを有している。
【0025】
電極6、7の夫々と各金属パイプ3、4の小径部3b、4bの夫々との気密支持固定は、図3(図2の部分拡大図)に示すように、電極6、7の夫々の電極軸6b、7bに所定の巻線ピッチ及び巻線数で装着された所定の線径のコイル8、9の一部が加熱溶融された溶融部8a、9aを介して行われている。
【0026】
また、コイル8、9の加熱溶融された溶融部8a、9a以外の螺旋状のコイル部8b、9bは、その外周が小径部3b、4bの内周面3c、4cに当接した状態となっている。これにより、小径部3b、4bに対する電極軸6b、7bの位置決めを高精度に行っている。つまり、放電管2に対する電極6、7の先端電極部6a、7aの位置決めが高精度に行われていることを意味するものである。
【0027】
この場合、小径部3b、4bに対する電極軸6b、7bの位置決めは、コイル8、9の溶融部8a、9aを介しても行われているが、更に、電極6、7の先端電極部6a、7a(図示せず)側に位置するコイル部8b、9bで位置決めを行うことにより、先端電極部6a、7aの位置決めを更に高精度に行うことができる。その結果、放電発光の発光光による配光特性の再現性が良好な放電ランプを実現することができる。
【0028】
また、同時に、溶融部8a、9aよりも電極6、7の先端電極部6a、7a側に位置するコイル部8b、9bで位置決めを行うことにより、位置決めの位置から先端電極部6a、7aの位置までの距離が短縮される。その結果、外部からの機械的振動による先端電極部6a、7aへの影響が低減され、厳しい機械的振動の環境下にあっても安定した放電発光を得ることができる。
【0029】
なお、コイル8、9の材質は電極6、7の電極軸6b、7b及び金属パイプ3、4の材質と同一であることが好ましいが、必ずしもこれに限られるものではない。
【0030】
図1及び図2に戻って、このように、放電管2、コンパウンド5、金属パイプ3、4、コイル8、9及び電極6、7で完全気密の放電空間10が形成されている。また、放電空間10内には、例えば、キセノンを主成分とするガスなどの封入ガス11が封入されていると共に両端部には電極6、7の先端電極部6a、7aが位置しており、先端電極部6a、7aから延びる電極軸6b、7bの夫々に電気的に接続された金属パイプ3、4に更に電気的に接続された外部通電体15、16が放電空間10外に位置している。
【0031】
放電ランプ1の支持固定及び点灯に際しては、外部通電体15、16の外部電極部15b、16bが用いられる。つまり、外部通電体15、16の外部電極部15b、16bは、構造的な支持固定部材としての働きと、電気的な外部接続電極としての働きの両方を兼ねるものである。
【0032】
次に、上述の本実施形態に係わる放電ランプ1の製造工程について図4及び図5を参照して詳細に説明する。
【0033】
まず、図4(a)の材料準備工程において、透光性セラミックスからなり内径が全長に亘り同一径とされる筒状の放電管2と、例えば、タンタル、タングステン、モリブデン等の高融点金属からなり両端を開口とし、一端開口部を、その外径を放電管2の内径に適宜の間隙を有して挿入可能とされる径とした挿入部(挿入封着部)3a、4aとし、他端開口部を、その外径を一端開口部の外径よりも小径とすると共に内径を後述する電極6、7の電極軸6b、7bに装着されたコイル8、9の外周が適宜の間隙を有して挿入可能とされる径とした小径部3b、4bとする一対の金属パイプ3、4を準備する。
【0034】
次に、図4(b)の放電管と金属パイプとの気密封着工程において、放電管2の両端部2a、2bの内周面、及び/又は、金属パイプ3、4の挿入封着部3a、4aの外周面に封着用接着剤となるコンパウンド5を塗布し、放電管2の両端部2a、2bに各金属パイプ3、4の挿入封着部3a、4aを挿入する。その後、コンパウンド5を加熱溶融して放電管2の両端部2a、2bと金属パイプ3、4の挿入部3a、4aとを気密に封着する。
【0035】
次に、図4(c)の一対の電極及び一対の外部通電体のうち夫々の一方の電極及び外部通電体の準備工程において、放電電極となる先端電極部6aと該先端電極部6aから直線状に延びる電極軸6bからなる電極6を形成し、電極軸6bの先端部から先端電極部6a側に向けて、所定の線径、所定の巻線ピッチ及び所定の巻線数のコイル8を装着する。この時、コイル8の前記電極軸6bの先端部側の先端部8cは、電極軸6bに対して略鉛直方向に延びている。そして、電極軸6bに対するコイル8の固定方法は、コイル8の内径を電極軸6bの外径とほぼ同一とし、コイル8を電極軸6bに挿入した後に抵抗溶接等の溶接手段によって固定する方法、或いはコイル8の内径を電極軸6bの外径よりも小さいものとし、コイル8の内径を拡げた状態にして電極軸6bに挿入することによりスプリングバックの応力によって固定する方法などが可能である。
【0036】
また、環状の装着部15aと該装着部15aから紐状或いは帯状に延びる外部電極部15bからなる外部通電体15を形成する。
【0037】
次に、図4(d)の電極挿入工程において、一対の金属パイプ3、4のうちの一方の金属パイプ3の小径部3bに装着部15aを覆い被せるように外部通電体15を装着し、その後、小径部3b内に該小径部3bに沿って電極6を挿入し、電極軸6bに装着されたコイル8の先端部8cを小径部3bの端面3dに当接させる。これにより、電極軸6bに装着されたコイル8が金属パイプ3の小径部3bの位置に位置して電極6の、放電管2の中心軸X方向(長手方向)に対する位置決めが行われる。一方、電極6の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めは、金属パイプ3の小径部3bの内周面にコイル8の外周が当接することにより行われる。
【0038】
次に、図4(e)の小径部の気密封止工程において、金属パイプ3の小径部3bの端面3d側に向けて中心軸X方向(長手方向)から、例えばレーザ光を短時間、一点集中照射して電極6の電極軸6b、電極軸6bに装着されたコイル8、金属パイプ3の小径部3b及び外部通電体15の装着部15aを溶融させ、一体化して気密封止する。この場合、コイル8は全長に亘って溶融されるのではなく、先端部8cを含むその一部が溶融され、溶融された部分の溶融部8aと溶融されることなく残った螺旋状の部分のコイル部8bとの2つの状態に分かれる。このとき、溶融部8aは金属パイプ3の小径部3bと電極6の電極軸6bとによる気密封止に寄与すると共に、金属パイプ3と電極6と外部通電体15との電気的接続に寄与し、コイル部8bはその外周が金属パイプ3の小径部3bの内周面に当接することにより、電極6の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めに寄与するものである。
【0039】
次に、図4(f)の一対の電極及び一対の外部通電体のうち他方の電極及び外部通電体の準備工程において、放電電極となる先端電極部7aと該先端電極部7aから直線状に延びる電極軸7bからなる電極7を形成し、電極軸7bの先端部から先端電極部7a側に向けて、所定の線径、所定の巻線ピッチ及び所定の巻線数のコイル9を装着する。この時、コイル9の前記電極軸7bの先端部側の先端部9dは、電極軸7bに対して略鉛直方向に延びている。そして、電極軸7bに対するコイル9の固定方法は、コイル9の内径を電極軸7bの外径とほぼ同一とし、コイル9を電極軸7bに挿入した後に抵抗溶接等の溶接手段によって固定する方法、或いはコイル9の内径を電極軸7bの外径よりも小さいものとし、コイル9の内径を拡げた状態にして電極軸7bに挿入することによりスプリングバックの応力によって固定する方法などが可能である。
【0040】
また、環状の装着部16aと該装着部16aから紐状或いは帯状に延びる外部電極部16bからなる外部通電体16を形成する。
【0041】
次に、図4(g)の電極挿入工程において、一対の金属パイプ3、4のうちの他方の金属パイプ4の小径部4bに装着部16aを覆い被せるように外部通電体16を装着し、その後、小径部4b内に該小径部4bに沿って電極7を挿入し、電極軸7bに装着されたコイル9の先端部9dを小径部4bの端面4dに当接させる。これにより、電極軸7bに装着されたコイル9が金属パイプ4の小径部4bの位置に位置して電極7の、放電管2の中心軸X方向(長手方向)に対する位置決めが行われる。一方、電極7の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めは、金属パイプ4の小径部4bの内周面にコイル9の外周が当接することにより行われる。
【0042】
次に、図4(h)の封入ガス導入工程において、金属パイプ4側から放電空間10に対する排気、希ガスの置換及び例えば、キセノンを主成分とするガス(封入ガス11)の導入を行う。この場合、放電空間10に対するガスの排気、置換及び導入は、電極7の電極軸7bと金属パイプ4の小径部4bとの間に形成された、コイル9の螺旋状の隙間9cを通して行われる(図5参照)。
【0043】
最後に、図4(i)の完全封止工程において、金属パイプ4の小径部4bの端面4d側に向けて中心軸X方向(長手方向)から、例えばレーザ光を短時間、一点集中照射して電極7の電極軸7b、電極軸7bに装着されたコイル9、金属パイプ4の小径部4b及び外部通電体16の装着部16aを溶融させ、一体化して気密封止する。この場合、コイル9は全長に亘って溶融されるのではなく、先端部9dを含むその一部が溶融され、溶融された部分の溶融部9aと溶融されることなく残った螺旋状の部分のコイル部9bとの2つの状態に分かれる。このとき、溶融部9aは金属パイプ4の小径部4bと電極7の電極軸7bとによる気密封止に寄与すると共に、金属パイプ4と電極7と外部通電体16との電気的接続に寄与し、コイル部9bはその外周が金属パイプ4の小径部4bの内周面に当接することにより、電極7の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めに寄与するものである。これにより、高圧放電ランプ1が完成する。
【0044】
なお、特にメタルハライドランプを製造する場合には、図4(f)の工程(電極7挿入前)で、液体又は固体(ペレット等)のハロゲン化金属等を内部に導入する工程が追加される。
【0045】
ところで、上記高圧放電ランプ1の製造工程において、電極6、7の放電管2に対する放電管2の中心軸X方向(長手方向)の位置決めを、電極軸6b、7bに装着されたコイル8、9の夫々の先端部8c、9dを金属パイプ3、4の小径部3b、4bの夫々の端面3d、4dに当接させることにより行い、電極6、7の放電管2に対する放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めを、放電管2の両端部2a、2bに気密に装着された金属パイプ3、4の夫々の小径部3b、4bの内周面に電極6、7の夫々の電極軸6b、7bに装着されたコイル8、9の外周を当接させることにより行うようにした。
【0046】
これにより、電極軸6b、7bにコイル8、9が装着された電極6、7を金属パイプ3、4の小径部3b、4b内に挿入することにより、自動的に、コイル8、9を介して電極6、7の夫々の先端電極部6a、7aが放電空間10内の所定の位置に精度良く且つ再現性良く位置することになる。その結果、放電発光の発光光による配光特性の再現性が良好な放電ランプを容易に作製することができる。
【0047】
また、金属パイプ3、4の小径部3b、4bの内周面と電極6、7の電極軸6b、7bの外周面との間隔をコイル8、9を介して周方向全体に亘って均一にした状態で、放電管2の中心軸X方向(長手方向)から金属パイプ3、4の小径部3b、4bの端面3d、4d側に向けたレーザ光による短時間の一点集中照射によって、小径部3b、4bと電極軸6b、7bとの溶着による気密封止をコイル8、9の溶融部8a、9aを介して行うようにした。
【0048】
その結果、小径部3b、4bと電極軸6b、7bとの溶着が周方向全体に亘って均一な状態に形成され、放電空間10の気密性が確実に保たれた信頼性の高い放電ランプを作製することができる。それと同時に、小径部3b、4bと電極軸6b、7bとの溶着が短時間でおこなわれるため、この溶着が行われる高圧の封入ガスの雰囲気の温度及び温度分布が変化することがなく、気圧の変化もない。そのため、放電空間10内の封入ガスのガス圧を所望通りに且つ一定にすることができ、放電特性の再現性が良好な高品質の放電ランプを実現することができる。
【0049】
また、放電管2に対する電極6、7の位置決めをした状態において、電極7の電極軸7bと金属パイプ4の小径部4bとの間に形成された、コイル9の螺旋状の隙間9cを通して、排気、希ガスの置換及び例えば、キセノンを主成分とするガス(封入ガス11)の導入を行うようにした。
【0050】
その結果、排気、希ガスの置換及び例えば、キセノンを主成分とするガス(封入ガス11)の導入が、気体流路断面の形状寸法が均一な、コイル9の螺旋状の隙間9cを通して行われ、円滑な気体の流れを形成することができる。
【0051】
また、金属パイプ3、4の小径部3b、4b内への電極6、7の挿入を高圧雰囲気中で行う必要がないため、複雑な製造装置及び煩雑な作業性を必要とすることがない。そのため、安価な生産設備を用いて良好な生産効率によって廉価な製造コストを実現することができる。
【0052】
ところで、上記外部通電体15、16はその形状から板金のプレス加工により簡単に形成することができるが、図6のような形状とすることによっても簡単に形成することができる。
【0053】
それは、外部通電体20、21を、所定の線径の金属線材を曲げ加工して、内径を金属パイプ3、4の小径部3b、4bの外径と略同一とすると共に所定の巻線ピッチ及び巻線数とする螺旋状の装着部20a、21aと装着部20a、21aから所定の長さだけ延びる外部電極部20b、21bとで構成するものである。
【0054】
この外部通電体20、21は、金属線材からなる螺旋状の装着部20a、21aが上記外部通電体15、16の環状の装着部15a、16aに相当し、同様に金属線材からなる外部電極部20b、21bが紐状或いは帯状の外部電極部15b、16bに相当する。そして、図7のように、金属パイプ3、4の小径部3b、4bの外側に該小径部3b、4bに覆い被さるように外部通電体20、21の装着部20a、21aを融着するものである。
【0055】
これにより、金属線材を曲げ加工して形成された外部通電体20、21は、板金のプレス加工により形成された外部通電体15、16と製造上及び製品上において同等の機能、作用及び効果を奏するものである。
【0056】
また、電極軸6b、7bの夫々にコイル8、9が装着されてなる電極6、7の、放電管2の中心軸X方向(長手方向)に垂直な方向の位置決めは、金属パイプ3、4の夫々の内周面3c、4cにコイル8、9のコイル部8b、9bの外周が当接することにより行われるものであるが、コイル部8b、9bの延長、放電管2の形状の変更などの手段により放電管2の内周面に当接させて位置決めを行うことも可能である。
【0057】
この場合、位置決めの位置から先端電極部6a、7aの位置までの距離が更に短縮され、外部からの機械的振動による先端電極部6a、7aへの影響が更に低減されて厳しい機械的振動の環境下にあっても極めて安定した放電発光を得ることが可能になる。
【符号の説明】
【0058】
1… 高圧放電ランプ
2… 放電管
2a… 端部
2b… 端部
3… 金属パイプ
3a… 挿入部(挿入封着部)
3b… 小径部
3c… 内周面
3d… 端面
4… 金属パイプ
4a… 挿入部(挿入封着部)
4b… 小径部
4c… 内周面
4d… 端面
5… コンパウンド
6… 電極
6a… 先端電極部
6b… 電極軸
7… 電極
7a… 先端電極部
7b… 電極軸
8… コイル
8a… 溶融部
8b… コイル部
8c… 先端部
9… コイル
9a… 溶融部
9b… コイル部
9c… 隙間
9d… 先端部
10… 放電空間
11… 封入ガス
15… 外部通電体
15a… 装着部
15b… 外部電極部
16… 外部通電体
16a… 装着部
16b… 外部電極部
20… 外部通電体
20a… 装着部
20b… 外部電極部
21… 外部通電体
21a… 装着部
21b… 外部電極部
【特許請求の範囲】
【請求項1】
両端開口を有する筒状の放電管と、
前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、
前記一対の金属パイプの他端部に気密に挿通された一対の電極と、
前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、
前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプであって、
前記金属パイプと該金属パイプに挿通された前記電極との間の気密は、前記電極に装着された螺旋状のコイルの一部が溶融された溶融部を介して行われ、溶融されないで残った螺旋状のコイル部は少なくともその一部の外周が前記金属パイプの内周面、及び/又は、前記放電管の内周面に当接しており、
前記一対の外部通電体は夫々、環状の装着部と該装着部から延びる外部電極部を有し、前記装着部が前記一対の金属パイプの夫々の他端部の外側に覆い被さるように融着されていることを特徴とする高圧放電ランプ。
【請求項2】
前記外部通電体は板金のプレス加工又は金属線材の曲げ加工により形成されたものであることを特徴とする請求項1に記載の高圧放電ランプ。
【請求項3】
前記一対の金属パイプの夫々は、前記他端部が前記一端部よりも内径及び外径が小さいことを特徴とする請求項1又は請求項2のいずれかに記載の高圧放電ランプ。
【請求項4】
両端開口を有する筒状の放電管と、
前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、
前記一対の金属パイプの他端部に気密に挿通された一対の電極と、
前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、
前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプの製造方法であって、
両端開口を有する筒状の放電管の両端部に金属パイプの一端部を気密に封着する工程と、
所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を一方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、
所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を他方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記電極と前記金属パイプの他端部との間に形成された前記コイルの螺旋状部の隙間を通して前記放電管内に封入ガスを導入し、その後、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、を備えていることを特徴とする高圧放電ランプの製造方法。
【請求項1】
両端開口を有する筒状の放電管と、
前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、
前記一対の金属パイプの他端部に気密に挿通された一対の電極と、
前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、
前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプであって、
前記金属パイプと該金属パイプに挿通された前記電極との間の気密は、前記電極に装着された螺旋状のコイルの一部が溶融された溶融部を介して行われ、溶融されないで残った螺旋状のコイル部は少なくともその一部の外周が前記金属パイプの内周面、及び/又は、前記放電管の内周面に当接しており、
前記一対の外部通電体は夫々、環状の装着部と該装着部から延びる外部電極部を有し、前記装着部が前記一対の金属パイプの夫々の他端部の外側に覆い被さるように融着されていることを特徴とする高圧放電ランプ。
【請求項2】
前記外部通電体は板金のプレス加工又は金属線材の曲げ加工により形成されたものであることを特徴とする請求項1に記載の高圧放電ランプ。
【請求項3】
前記一対の金属パイプの夫々は、前記他端部が前記一端部よりも内径及び外径が小さいことを特徴とする請求項1又は請求項2のいずれかに記載の高圧放電ランプ。
【請求項4】
両端開口を有する筒状の放電管と、
前記放電管の両端部に一端部を気密に封着された一対の金属パイプと、
前記一対の金属パイプの他端部に気密に挿通された一対の電極と、
前記一対の金属パイプの他端部に融着された一対の外部通電体と、を備え、
前記放電管、前記一対の金属パイプ及び前記一対の電極で形成された放電空間内に封入ガスを封入してなる高圧放電ランプの製造方法であって、
両端開口を有する筒状の放電管の両端部に金属パイプの一端部を気密に封着する工程と、
所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を一方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、
所定の位置に、螺旋状部と該螺旋状部から延びる延長部からなるコイルが装着された電極を他方の前記金属パイプ内に挿入して前記コイルが前記金属パイプの他端部の位置に位置すると共に、前記コイルの延長部が前記金属パイプの他端部の端面に当接した状態で、前記電極と前記金属パイプの他端部との間に形成された前記コイルの螺旋状部の隙間を通して前記放電管内に封入ガスを導入し、その後、前記コイルの前記延長部を含む前記螺旋状部の一部を加熱溶融することにより前記金属パイプに前記電極を気密に挿通する工程と、を備えていることを特徴とする高圧放電ランプの製造方法。
【図1】


【図2】
【図3】
【図4−1】
【図4−2】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4−1】
【図4−2】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−155960(P2012−155960A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−13141(P2011−13141)
【出願日】平成23年1月25日(2011.1.25)
【出願人】(000002303)スタンレー電気株式会社 (2,684)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月25日(2011.1.25)
【出願人】(000002303)スタンレー電気株式会社 (2,684)
【Fターム(参考)】
[ Back to top ]