
高圧水素製造装置及びその多孔質給電体の製造方法
【課題】簡単な構成及び工程で、表面を緻密化させることができ、電解質膜の損傷を可及的に阻止することを可能にする。
【解決手段】高圧水素製造装置10を構成する単位セル12は、電解質膜・電極構造体14をアノード側セパレータ16及びカソード側セパレータ18により挟持する。電解質膜・電極構造体14を構成するアノード側給電体22は、焼結体により形成されるベース部と、前記ベース部の固体高分子電解質膜20側及び前記固体高分子電解質膜20側とは反対側に設けられる表層部とを有するとともに、前記アノード側給電体22は、前記ベース部にプレス加工を施すことにより、該ベース部の表層部の空隙率が前記ベース部の空隙率よりも低く設定されている。
【解決手段】高圧水素製造装置10を構成する単位セル12は、電解質膜・電極構造体14をアノード側セパレータ16及びカソード側セパレータ18により挟持する。電解質膜・電極構造体14を構成するアノード側給電体22は、焼結体により形成されるベース部と、前記ベース部の固体高分子電解質膜20側及び前記固体高分子電解質膜20側とは反対側に設けられる表層部とを有するとともに、前記アノード側給電体22は、前記ベース部にプレス加工を施すことにより、該ベース部の表層部の空隙率が前記ベース部の空隙率よりも低く設定されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置及びその多孔質給電体の製造方法に関する。
【背景技術】
【0002】
例えば、固体高分子型燃料電池は、アノード側電極に燃料ガス(主に水素を含有するガス、例えば、水素ガス)が供給される一方、カソード側電極に酸化剤ガス(主に酸素を含有するガス、例えば、空気)が供給されることにより、直流の電気エネルギを得ている。
【0003】
一般的に、燃料ガスである水素ガスを製造するために、水素製造装置として水電解装置が採用されている。この水電解装置は、水を分解して水素(及び酸素)を発生させるため、固体高分子電解質膜(イオン交換膜)を用いている。固体高分子電解質膜の両面には、電極触媒層が設けられて電解質膜・電極構造体が構成されるとともに、前記電解質膜・電極構造体の両側には、アノード側給電体及びカソード側給電体を配設してユニットが構成されている。
【0004】
そこで、複数のユニットが積層された状態で、積層方向両端に電圧が付与されるとともに、アノード側給電体に水が供給される。このため、電解質膜・電極構造体のアノード側では、水が分解されて水素イオン(プロトン)が生成され、この水素イオンが固体高分子電解質膜を透過してカソード側に移動し、電子と結合して水素が製造される。一方、アノード側では、水素と共に生成された酸素が、余剰の水を伴ってユニットから排出される。
【0005】
上記のアノード側給電体及びカソード側給電体は、電流を通す必要があるとともに、水を流通させるため、多孔質の導電板により構成されている。多孔質導電板として、例えば、チタン粉末焼結体が用いられており、特許文献1に開示されている多孔質導電板が知られている。
【0006】
この多孔質導電板は、球状チタン粒子を原料とする空隙率が30〜50%の焼結体からなり、膜電極接合体に接触する面が平滑化されるように、その面の表層に位置する球状チタン粒子の表面側の一部分が、同一平面上に位置する平坦面とされている。この平滑化は、研削加工又は切削加工により行われている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−71456号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように、チタン粉末焼結体の膜電極接合体に接触する面を平滑化するために、研削加工が施されると、加工表面の開口が閉塞され易い。このため、閉塞された表面開口を開放させるために、チタンを溶解させる必要があり、通常、エッチング工程が必要となっている。
【0009】
しかしながら、チタン粉末の充填工程や焼結工程等の影響により、焼結体表面の開口状態(開口径や開口分布)にばらつきが発生し易い。従って、エッチング工程において、表面部の溶解速度にばらつきが生じ、特に、溶媒が内部に大量に入り込んで溶解が進行した部分では、強度が低下するという問題がある。
【0010】
本発明はこの種の問題を解決するものであり、簡単な構成及び工程で、表面を緻密化させることができ、電解質膜の損傷を可及的に阻止することが可能な高圧水素製造装置及びその多孔質給電体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置及びその多孔質給電体の製造方法に関するものである。
【0012】
この高圧水素製造装置では、多孔質給電体は、焼結体により形成されるベース部と、前記ベース部の電解質膜側及び前記電解質膜側とは反対側に設けられる表層部とを有するとともに、前記多孔質給電体は、前記表層部にプレス加工を施すことにより、該表層部の空隙率が前記ベース部の空隙率よりも低く設定されている。
【0013】
また、この高圧水素製造装置では、多孔質給電体は、アノード側給電体とカソード側給電体とを設けるとともに、前記カソード側給電体の表層部は、前記アノード側給電体の前記表層部よりも低い表面粗さに設定されることが好ましい。
【0014】
さらに、この高圧水素製造装置では、電解質膜とアノード側給電体との間には、複数の孔部を有する導電性板状部材が配置されるとともに、前記導電性板状部材は、前記アノード側給電体と一体にプレス加工が施されることが好ましい。
【0015】
さらにまた、この多孔質給電体の製造方法は、焼結体によりベース部を形成する工程と、前記ベース部にプレス加工を施すことにより、前記ベース部の電解質膜側及び前記電解質膜側とは反対側に、該ベース部の空隙率よりも低い空隙率を有する表層部を形成する工程とを有している。
【0016】
また、この製造方法では、多孔質給電体は、アノード側給電体とカソード側給電体とを有し、前記カソード側給電体の表層部を、前記アノード側給電体の前記表層部よりも低い表面粗さにプレス加工することが好ましい。
【0017】
さらに、この製造方法では、アノード側給電体の電解質膜側に、複数の孔部を有する導電性板状部材が配置された状態で、前記導電性板状部材と前記アノード側給電体とに一体にプレス加工を施すことが好ましい。
【発明の効果】
【0018】
本発明によれば、焼結体により形成されるベース部に、プレス加工を施すことにより、前記ベース部の表層部の空隙率が前記ベース部の他の部位の空隙率よりも低く設定されている。このため、プレス加工を行うだけで、表層部の表面開口が閉塞されることがなく、前記表層部の緻密化が図られる。従って、表層部の緻密化及び平滑化が向上するとともに、エッチング工程が不要になり、強度低下を有効に抑制することが可能になる。
【0019】
これにより、簡単な構成及び工程で、表層部の表面を緻密化させることができ、電解性能の向上が図られるとともに、電解質膜の損傷を可及的に阻止することが可能になる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1の実施形態に係る多孔質給電体の製造方法が適用される高圧水素製造装置の一部省略断面図である。
【図2】前記高圧水素製造装置を構成するアノード側給電体の一部拡大説明図である。
【図3】前記高圧水素製造装置を構成するカソード側給電体の一部拡大説明図である。
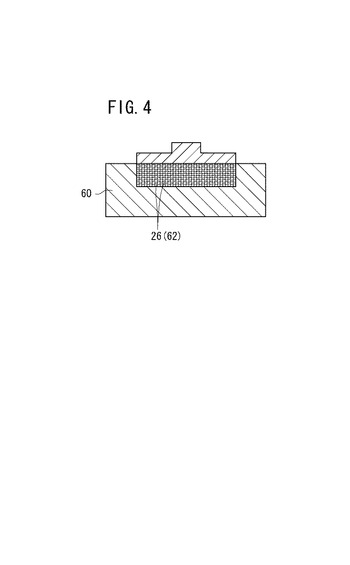
【図4】焼結型の説明図である。
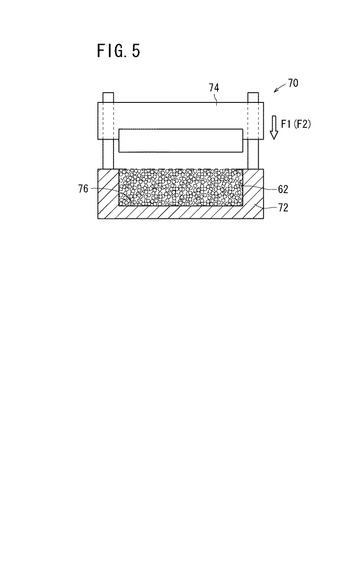
【図5】プレス装置の説明図である。
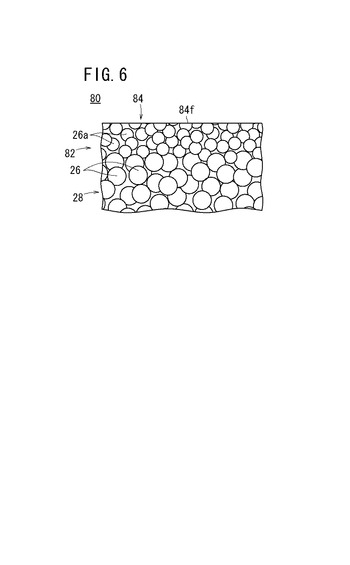
【図6】本発明の第2の実施形態に係る多孔質給電体の製造方法により製造されるアノード側給電体の一部拡大説明図である。
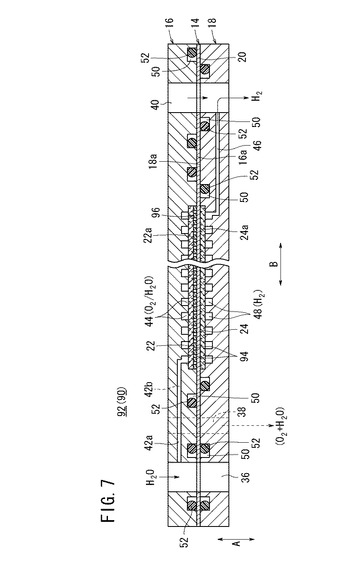
【図7】本発明の第3の実施形態に係る高圧水素製造装置の一部省略断面図である。
【図8】前記高圧水素製造装置を構成するアノード側給電体の一部拡大説明図である。
【発明を実施するための形態】
【0021】
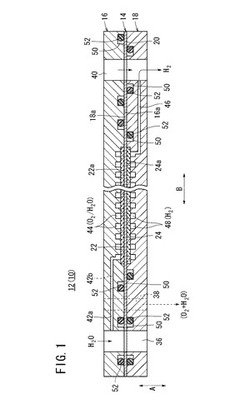
図1に示すように、本発明の第1の実施形態に係る高圧水素製造装置(差圧式水電解装置)10は、複数の単位セル12が水平方向(矢印A方向)又は鉛直方向(矢印B方向)に積層される。高圧水素製造装置10には、陽極(アノード)側に電解電源(図示せず)のプラス極が接続される一方、陰極(カソード)側が前記電解電源のマイナス極が接続される。
【0022】
単位セル12は、円盤状の電解質膜・電極構造体14と、この電解質膜・電極構造体14を挟持するアノード側セパレータ16及びカソード側セパレータ18とを備える。アノード側セパレータ16及びカソード側セパレータ18は、円盤状を有するとともに、例えば、カーボン部材等で構成され、又は、鋼板、ステンレス鋼板、チタン板、アルミニウム板、めっき処理鋼板、あるいはその金属表面に防食用の表面処理を施した金属板をプレス成形して、あるいは切削加工した後に防食用の表面処理を施して構成される。
【0023】
電解質膜・電極構造体14は、例えば、パーフルオロスルホン酸の薄膜に水が含浸された固体高分子電解質膜20と、前記固体高分子電解質膜20の両面に設けられるアノード側給電体22及びカソード側給電体24とを備える。
【0024】
固体高分子電解質膜20の両面には、アノード電極触媒層22a及びカソード電極触媒層24aが形成される。アノード電極触媒層22aは、例えば、Ru(ルテニウム)系触媒を使用する一方、カソード電極触媒層24aは、例えば、白金触媒を使用する。
【0025】
アノード側給電体22及びカソード側給電体24は、例えば、球状アトマイズチタン粉末の焼結体(多孔質導電体)62(後述する)により構成される。
【0026】
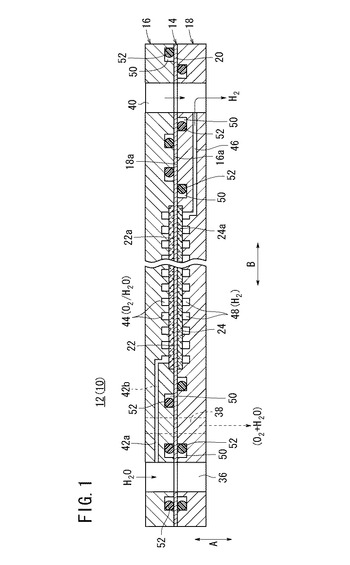
図2に示すように、アノード側給電体22は、チタン粉末粒子26を用いて焼結処理された焼結層であるベース部28を有し、前記ベース部28の両側(固体高分子電解質膜20側及び前記固体高分子電解質膜20とは反対側)には、表層部30a、30bがプレス加工処理により設けられる。表層部30a、30bの表面30af、30bfは、連続する平坦面を構成するように、プレス荷重が設定される。
【0027】
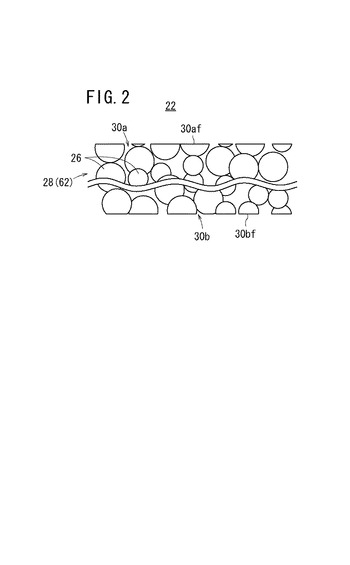
図3に示すように、カソード側給電体24は、チタン粉末粒子26による焼結層であるベース部32を備え、このベース部32の両側には、表層部34a、34bがプレス加工処理により形成される。表層部34a、34bの表面34af、34bfは、チタン粉末粒子26の曲線部が平滑になる程度のプレス荷重に設定される。
【0028】
アノード側給電体22では、気孔率が20〜30%に設定される一方、カソード側給電体24では、気孔率が30〜50%に設定される。アノード側給電体22の表層部30a、30bのプレス荷重は、カソード側給電体24の表層部34a、34bのプレス荷重よりも高く設定される。
【0029】
図1に示すように、単位セル12の外周縁部には、積層方向である矢印A方向に互いに連通して、水(純水)を供給するための水供給連通孔36と、反応により生成された酸素及び未反応の水を排出するための排出連通孔38と、反応により生成された水素(高圧水素)を流すための水素連通孔40とが設けられる。
【0030】
アノード側セパレータ16の外周縁部には、水供給連通孔36に連通する供給通路42aと、排出連通孔38に連通する排出通路42bとが設けられる。アノード側セパレータ16の電解質膜・電極構造体14に対向する面16aには、供給通路42a及び排出通路42bに連通する第1流路44が設けられる。この第1流路44は、アノード側給電体22の表面積に対応する範囲内に設けられるとともに、複数の流路溝や複数のエンボス等で構成される。第1流路44には、反応により生成された酸素及び未反応の水が流通する。
【0031】
カソード側セパレータ18の外周縁部には、水素連通孔40に連通する排出通路46が設けられる。カソード側セパレータ18の電解質膜・電極構造体14に向かう面18aには、排出通路46に連通する第2流路48が形成される。この第2流路48は、カソード側給電体24の表面積に対応する範囲内に設けられるとともに、複数の流路溝や複数のエンボス等で構成される。第2流路48には、反応により生成された高圧水素(酸素よりも高圧、例えば、1MPa以上)が流通する。
【0032】
アノード側セパレータ16及びカソード側セパレータ18の互いに対向する面16a、18a間には、第1流路44、第2流路48、アノード側給電体22、カソード側給電体24、水供給連通孔36、排出連通孔38及び水素連通孔40の外側をそれぞれ周回して、シール溝50が形成され、前記シール溝50にシール部材52が配設される。
【0033】
シール部材52には、例えば、EPDM、NBR、フッ素ゴム、シリコーンゴム、フロロシリコーンゴム、ブチルゴム、天然ゴム、スチレンゴム、クロロプレーン又はアクリルゴム等のシール材、クッション材、あるいはパッキン材が用いられる。
【0034】
次いで、アノード側給電体22及びカソード側給電体24を製造する方法について、以下に説明する。
【0035】
先ず、図4に示すように、焼結型60には、チタン粉末粒子26が充填される。チタン粉末粒子26は、例えば、粒子径が45〜150μmであり、焼結型60により焼結処理されて焼結体62が得られる。
【0036】
アノード側給電体22に用いられる焼結体62では、比較的大きな強度が必要なため、気孔率が20〜30%に設定される一方、カソード側給電体24に使用される焼結体62では、前記アノード側給電体22に比べて強度が必要とされないため、気孔率が30〜50%に設定される。なお、カソード側給電体24では、チタン粉末粒子26の焼結量を減少させることにより、気孔率の上昇が図られる。
【0037】
次に、焼結体62を用いて、アノード側給電体22を製造する際には、この焼結体62をベース部28とし、このベース部28にプレス加工が施される。これにより、ベース部28には、固体高分子電解質膜20側及び前記固体高分子電解質膜20側とは反対側に、表層部30a、30bが形成される。
【0038】
図5を用いて概略的に説明すると、プレス装置70は、固定型72と進退自在な可動型74とを備えるとともに、前記固定型72及び前記可動型74間には、給電体成形用キャビティ76が形成される。
【0039】
そこで、固定型72には、焼結体62が配置された状態で、可動型74が前記固定型72側に向かって移動する。このため、焼結体62にプレス加工が施されて、アノード側給電体22が製造される(図2参照)。その際、表層部30a、30bでは、表面30af、30bfの全体にわたって平滑化且つ緻密化させるため、所定のプレス荷重F1(図5参照)に設定される。
【0040】
一方、焼結体62をベース部32として、カソード側給電体24を製造する際には、プレス装置70を使用して、前記ベース部32の両側(固体高分子電解質膜側及び前記固体高分子電解質膜20側とは反対側)にプレス加工を施すことにより、表層部34a、34bが形成される(図3参照)。
【0041】
表層部34a、34bでは、表面34af、34bf全体を平滑化させる必要がなく、固体高分子電解質膜20への損傷を低減し得るように、チタン粉末粒子26の曲線部が平滑になる程度のプレス荷重F2(図5参照)が付与される。すなわち、表層部30a、30bを形成するためのプレス荷重F1は、表層部34a、34bを形成するためのプレス荷重F2よりも高く設定される(F1>F2)。
【0042】
このように構成される高圧水素製造装置10の動作について、以下に説明する。
【0043】
図1に示すように、高圧水素製造装置10の水供給連通孔36に水が供給されるとともに、電圧が付与される。このため、各単位セル12では、水供給連通孔36からアノード側セパレータ16の第1流路44に水が供給され、この水がアノード側給電体22内に沿って移動する。
【0044】
従って、水は、アノード電極触媒層22aで電気により分解され、水素イオン、電子及び酸素が生成される。この陽極反応により生成された水素イオンは、固体高分子電解質膜20を透過してカソード電極触媒層24a側に移動し、電子と結合して水素が得られる。
【0045】
このため、カソード側セパレータ18とカソード側給電体24との間に形成される第2流路48に沿って水素が流動する。この水素は、水供給連通孔36よりも高圧に維持されており、水素連通孔40を流れて高圧水素製造装置10の外部に取り出し可能となる。一方、第1流路44には、反応により生成した酸素と、未反応の水とが流動しており、これらが排出連通孔38に沿って高圧水素製造装置10の外部に排出される。
【0046】
この場合、第1の実施形態では、アノード側給電体22において、図2に示すように、焼結体62により形成されるベース部28にプレス加工を施すことにより、前記ベース部28の表層部30a、30bの空隙率が、前記ベース部28の他の部位の空隙率よりも低く設定されている。
【0047】
このため、ベース部28にプレス加工を行うだけで、表層部30a、30bの表面開口が閉塞されることがなく、前記表層部30a、30bの緻密化が図られる。従って、表層部30a、30bの緻密化及び平滑化が向上するとともに、エッチング工程が不要になり、強度低下を有効に抑制することが可能になる。
【0048】
これにより、簡単な構成及び工程で、表層部30a、30bの表面30af、30bfを緻密化させることができ、電解性能の向上が図られるとともに、固体高分子電解質膜20の損傷を可及的に阻止することが可能になるという効果が得られる。
【0049】
一方、カソード側給電体24では、焼結体62により形成されるベース部32にプレス加工を施すことにより、前記ベース部32の表層部34a、34bの空隙率が、前記ベース部32の他の部位の空隙率よりも低く設定されている。このため、アノード側給電体22と同様に、プレス加工を行うだけで、表層部34a、34bの表面開口が閉塞されることがなく、前記表層部34a、34bの緻密化が図られる。
【0050】
しかも、カソード側給電体24のプレス荷重F2は、アノード側給電体22のプレス荷重F1よりも小さく設定されており、表面34af、34bfは、チタン粉末粒子26の曲線部が平滑になる程度の表面粗さに設定されている。すなわち、表面34af、34bfは、表面30af、30bfよりも低い表面粗さに設定されている。従って、表層部34aは、固体高分子電解質膜20との接触面積が増大するとともに、前記固体高分子電解質膜20への損傷を有効に低減することができるという利点がある。
【0051】
図6は、本発明の第2の実施形態に係る多孔質給電体の製造方法により製造されるアノード側給電体80の一部拡大説明図である。
【0052】
なお、第1の実施形態に係る多孔質給電体製造方法により製造されるアノード側給電体22と同一の構成要素には、同一の参照符号を付して、その詳細な説明は省略する。
【0053】
アノード側給電体80は、チタン粉末粒子26の焼結層であるベース部28を備えるとともに、このベース部28には、溶射層82が設けられる。溶射層82は、純チタン粒子26aをベース部28に溶射するものであり、例えば、減圧プラズマ溶射処理により行われる。純チタン粒子26aは、粒子径が45μm以下であり、真空チャンバ内の不活性ガス雰囲気中で、溶射ガンによって溶射処理される。
【0054】
溶射層82は、気孔率が10〜50%であり、この溶射層82の表層部84には、プレス加工処理が施される。このため、表層部84は、溶射層82よりも低い空隙率を有し、一層平滑化且つ緻密化された表面84fを得ることができる。これにより、第2の実施形態では、上記の第1の実施形態と同様の効果が得られる。
【0055】
図7は、本発明の第3の実施形態に係る多孔質給電体の製造方法が適用される高圧水素製造装置90を構成する単位セル92の一部省略断面図である。
【0056】
なお、第1の実施形態に係る高圧水素製造装置10と同一の構成要素には、同一の参照符号を付して、その詳細な説明は省略する。
【0057】
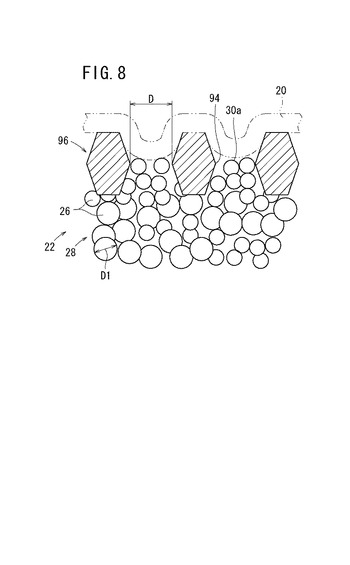
各単位セル92では、固体高分子電解質膜20とアノード側給電体22との間に、複数の孔部94を有する板状部材96が配置される。図8に示すように、板状部材96は、電気伝導性部材で形成されるとともに、各孔部94の直径Dは、チタン粉末粒子26の粒径D1よりも大径に設定される(D>D1)。
【0058】
第3の実施形態では、チタン粉末粒子26が焼結型60により焼結処理されて、ベース部28が得られた後、このベース部28の固体高分子電解質膜20に対向する面側に、板状部材96が配置される。次いで、板状部材96とベース部28とは、一体にプレス加工されることにより、前記板状部材96が表層部30aに一体化される。
【0059】
その際、板状部材96の孔部94の直径Dは、チタン粉末粒子26の粒径D1よりも大径に設定されており、上記のプレス加工処理時に、チタン粉末粒子26が前記孔部94内に入り込む。従って、孔部94の深さが浅くなるとともに、前記板状部材96がベース部28に強固に一体化される。
【0060】
このように、第3の実施形態では、アノード側給電体22に板状部材96が一体化されるため、接触抵抗が低減して電解性能が向上するという効果が得られる。しかも、板状部材96は、ベース部28とプレスにより一体化される際、孔部94内にチタン粉末粒子26が入り込んでいる。このため、孔部94の深さが浅くなり、固体高分子電解質膜20が表層部30aに接触することができる。
【0061】
これにより、固体高分子電解質膜20に比較的大きな圧力が付与された際に、この固体高分子電解質膜20を板状部材96と表層部30aとで確実に支持することができる。従って、固体高分子電解質膜20の損傷を良好に抑制することが可能になるという効果が得られる。
【0062】
なお、第3の実施形態では、ベース部28の表層部30aに板状部材96を一体にプレスしているが、これに限定されるものではない。例えば、第2の実施形態と同様に、ベース部28に溶着層を設け、この溶着層に板状部材96をプレスにより一体化してもよい。
【符号の説明】
【0063】
10、90…高圧水素製造装置 12、92…単位セル
14…電解質膜・電極構造体 16…アノード側セパレータ
18…カソード側セパレータ 20…固体高分子電解質膜
22、80…アノード側給電体 22a…アノード電極触媒層
24…カソード側給電体 24a…カソード電極触媒層
26…チタン粉末粒子 28、32…ベース部
30a、30b、34a、34b、84…表層部
36…水供給連通孔 38…排出連通孔
40…水素連通孔 44、48…流路
60…焼結型 62…焼結体
70…プレス装置 72…固定型
74…可動型 82…容射層
94…孔部 96…板状部材
【技術分野】
【0001】
本発明は、電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置及びその多孔質給電体の製造方法に関する。
【背景技術】
【0002】
例えば、固体高分子型燃料電池は、アノード側電極に燃料ガス(主に水素を含有するガス、例えば、水素ガス)が供給される一方、カソード側電極に酸化剤ガス(主に酸素を含有するガス、例えば、空気)が供給されることにより、直流の電気エネルギを得ている。
【0003】
一般的に、燃料ガスである水素ガスを製造するために、水素製造装置として水電解装置が採用されている。この水電解装置は、水を分解して水素(及び酸素)を発生させるため、固体高分子電解質膜(イオン交換膜)を用いている。固体高分子電解質膜の両面には、電極触媒層が設けられて電解質膜・電極構造体が構成されるとともに、前記電解質膜・電極構造体の両側には、アノード側給電体及びカソード側給電体を配設してユニットが構成されている。
【0004】
そこで、複数のユニットが積層された状態で、積層方向両端に電圧が付与されるとともに、アノード側給電体に水が供給される。このため、電解質膜・電極構造体のアノード側では、水が分解されて水素イオン(プロトン)が生成され、この水素イオンが固体高分子電解質膜を透過してカソード側に移動し、電子と結合して水素が製造される。一方、アノード側では、水素と共に生成された酸素が、余剰の水を伴ってユニットから排出される。
【0005】
上記のアノード側給電体及びカソード側給電体は、電流を通す必要があるとともに、水を流通させるため、多孔質の導電板により構成されている。多孔質導電板として、例えば、チタン粉末焼結体が用いられており、特許文献1に開示されている多孔質導電板が知られている。
【0006】
この多孔質導電板は、球状チタン粒子を原料とする空隙率が30〜50%の焼結体からなり、膜電極接合体に接触する面が平滑化されるように、その面の表層に位置する球状チタン粒子の表面側の一部分が、同一平面上に位置する平坦面とされている。この平滑化は、研削加工又は切削加工により行われている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−71456号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように、チタン粉末焼結体の膜電極接合体に接触する面を平滑化するために、研削加工が施されると、加工表面の開口が閉塞され易い。このため、閉塞された表面開口を開放させるために、チタンを溶解させる必要があり、通常、エッチング工程が必要となっている。
【0009】
しかしながら、チタン粉末の充填工程や焼結工程等の影響により、焼結体表面の開口状態(開口径や開口分布)にばらつきが発生し易い。従って、エッチング工程において、表面部の溶解速度にばらつきが生じ、特に、溶媒が内部に大量に入り込んで溶解が進行した部分では、強度が低下するという問題がある。
【0010】
本発明はこの種の問題を解決するものであり、簡単な構成及び工程で、表面を緻密化させることができ、電解質膜の損傷を可及的に阻止することが可能な高圧水素製造装置及びその多孔質給電体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置及びその多孔質給電体の製造方法に関するものである。
【0012】
この高圧水素製造装置では、多孔質給電体は、焼結体により形成されるベース部と、前記ベース部の電解質膜側及び前記電解質膜側とは反対側に設けられる表層部とを有するとともに、前記多孔質給電体は、前記表層部にプレス加工を施すことにより、該表層部の空隙率が前記ベース部の空隙率よりも低く設定されている。
【0013】
また、この高圧水素製造装置では、多孔質給電体は、アノード側給電体とカソード側給電体とを設けるとともに、前記カソード側給電体の表層部は、前記アノード側給電体の前記表層部よりも低い表面粗さに設定されることが好ましい。
【0014】
さらに、この高圧水素製造装置では、電解質膜とアノード側給電体との間には、複数の孔部を有する導電性板状部材が配置されるとともに、前記導電性板状部材は、前記アノード側給電体と一体にプレス加工が施されることが好ましい。
【0015】
さらにまた、この多孔質給電体の製造方法は、焼結体によりベース部を形成する工程と、前記ベース部にプレス加工を施すことにより、前記ベース部の電解質膜側及び前記電解質膜側とは反対側に、該ベース部の空隙率よりも低い空隙率を有する表層部を形成する工程とを有している。
【0016】
また、この製造方法では、多孔質給電体は、アノード側給電体とカソード側給電体とを有し、前記カソード側給電体の表層部を、前記アノード側給電体の前記表層部よりも低い表面粗さにプレス加工することが好ましい。
【0017】
さらに、この製造方法では、アノード側給電体の電解質膜側に、複数の孔部を有する導電性板状部材が配置された状態で、前記導電性板状部材と前記アノード側給電体とに一体にプレス加工を施すことが好ましい。
【発明の効果】
【0018】
本発明によれば、焼結体により形成されるベース部に、プレス加工を施すことにより、前記ベース部の表層部の空隙率が前記ベース部の他の部位の空隙率よりも低く設定されている。このため、プレス加工を行うだけで、表層部の表面開口が閉塞されることがなく、前記表層部の緻密化が図られる。従って、表層部の緻密化及び平滑化が向上するとともに、エッチング工程が不要になり、強度低下を有効に抑制することが可能になる。
【0019】
これにより、簡単な構成及び工程で、表層部の表面を緻密化させることができ、電解性能の向上が図られるとともに、電解質膜の損傷を可及的に阻止することが可能になる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1の実施形態に係る多孔質給電体の製造方法が適用される高圧水素製造装置の一部省略断面図である。
【図2】前記高圧水素製造装置を構成するアノード側給電体の一部拡大説明図である。
【図3】前記高圧水素製造装置を構成するカソード側給電体の一部拡大説明図である。
【図4】焼結型の説明図である。
【図5】プレス装置の説明図である。
【図6】本発明の第2の実施形態に係る多孔質給電体の製造方法により製造されるアノード側給電体の一部拡大説明図である。
【図7】本発明の第3の実施形態に係る高圧水素製造装置の一部省略断面図である。
【図8】前記高圧水素製造装置を構成するアノード側給電体の一部拡大説明図である。
【発明を実施するための形態】
【0021】
図1に示すように、本発明の第1の実施形態に係る高圧水素製造装置(差圧式水電解装置)10は、複数の単位セル12が水平方向(矢印A方向)又は鉛直方向(矢印B方向)に積層される。高圧水素製造装置10には、陽極(アノード)側に電解電源(図示せず)のプラス極が接続される一方、陰極(カソード)側が前記電解電源のマイナス極が接続される。
【0022】
単位セル12は、円盤状の電解質膜・電極構造体14と、この電解質膜・電極構造体14を挟持するアノード側セパレータ16及びカソード側セパレータ18とを備える。アノード側セパレータ16及びカソード側セパレータ18は、円盤状を有するとともに、例えば、カーボン部材等で構成され、又は、鋼板、ステンレス鋼板、チタン板、アルミニウム板、めっき処理鋼板、あるいはその金属表面に防食用の表面処理を施した金属板をプレス成形して、あるいは切削加工した後に防食用の表面処理を施して構成される。
【0023】
電解質膜・電極構造体14は、例えば、パーフルオロスルホン酸の薄膜に水が含浸された固体高分子電解質膜20と、前記固体高分子電解質膜20の両面に設けられるアノード側給電体22及びカソード側給電体24とを備える。
【0024】
固体高分子電解質膜20の両面には、アノード電極触媒層22a及びカソード電極触媒層24aが形成される。アノード電極触媒層22aは、例えば、Ru(ルテニウム)系触媒を使用する一方、カソード電極触媒層24aは、例えば、白金触媒を使用する。
【0025】
アノード側給電体22及びカソード側給電体24は、例えば、球状アトマイズチタン粉末の焼結体(多孔質導電体)62(後述する)により構成される。
【0026】
図2に示すように、アノード側給電体22は、チタン粉末粒子26を用いて焼結処理された焼結層であるベース部28を有し、前記ベース部28の両側(固体高分子電解質膜20側及び前記固体高分子電解質膜20とは反対側)には、表層部30a、30bがプレス加工処理により設けられる。表層部30a、30bの表面30af、30bfは、連続する平坦面を構成するように、プレス荷重が設定される。
【0027】
図3に示すように、カソード側給電体24は、チタン粉末粒子26による焼結層であるベース部32を備え、このベース部32の両側には、表層部34a、34bがプレス加工処理により形成される。表層部34a、34bの表面34af、34bfは、チタン粉末粒子26の曲線部が平滑になる程度のプレス荷重に設定される。
【0028】
アノード側給電体22では、気孔率が20〜30%に設定される一方、カソード側給電体24では、気孔率が30〜50%に設定される。アノード側給電体22の表層部30a、30bのプレス荷重は、カソード側給電体24の表層部34a、34bのプレス荷重よりも高く設定される。
【0029】
図1に示すように、単位セル12の外周縁部には、積層方向である矢印A方向に互いに連通して、水(純水)を供給するための水供給連通孔36と、反応により生成された酸素及び未反応の水を排出するための排出連通孔38と、反応により生成された水素(高圧水素)を流すための水素連通孔40とが設けられる。
【0030】
アノード側セパレータ16の外周縁部には、水供給連通孔36に連通する供給通路42aと、排出連通孔38に連通する排出通路42bとが設けられる。アノード側セパレータ16の電解質膜・電極構造体14に対向する面16aには、供給通路42a及び排出通路42bに連通する第1流路44が設けられる。この第1流路44は、アノード側給電体22の表面積に対応する範囲内に設けられるとともに、複数の流路溝や複数のエンボス等で構成される。第1流路44には、反応により生成された酸素及び未反応の水が流通する。
【0031】
カソード側セパレータ18の外周縁部には、水素連通孔40に連通する排出通路46が設けられる。カソード側セパレータ18の電解質膜・電極構造体14に向かう面18aには、排出通路46に連通する第2流路48が形成される。この第2流路48は、カソード側給電体24の表面積に対応する範囲内に設けられるとともに、複数の流路溝や複数のエンボス等で構成される。第2流路48には、反応により生成された高圧水素(酸素よりも高圧、例えば、1MPa以上)が流通する。
【0032】
アノード側セパレータ16及びカソード側セパレータ18の互いに対向する面16a、18a間には、第1流路44、第2流路48、アノード側給電体22、カソード側給電体24、水供給連通孔36、排出連通孔38及び水素連通孔40の外側をそれぞれ周回して、シール溝50が形成され、前記シール溝50にシール部材52が配設される。
【0033】
シール部材52には、例えば、EPDM、NBR、フッ素ゴム、シリコーンゴム、フロロシリコーンゴム、ブチルゴム、天然ゴム、スチレンゴム、クロロプレーン又はアクリルゴム等のシール材、クッション材、あるいはパッキン材が用いられる。
【0034】
次いで、アノード側給電体22及びカソード側給電体24を製造する方法について、以下に説明する。
【0035】
先ず、図4に示すように、焼結型60には、チタン粉末粒子26が充填される。チタン粉末粒子26は、例えば、粒子径が45〜150μmであり、焼結型60により焼結処理されて焼結体62が得られる。
【0036】
アノード側給電体22に用いられる焼結体62では、比較的大きな強度が必要なため、気孔率が20〜30%に設定される一方、カソード側給電体24に使用される焼結体62では、前記アノード側給電体22に比べて強度が必要とされないため、気孔率が30〜50%に設定される。なお、カソード側給電体24では、チタン粉末粒子26の焼結量を減少させることにより、気孔率の上昇が図られる。
【0037】
次に、焼結体62を用いて、アノード側給電体22を製造する際には、この焼結体62をベース部28とし、このベース部28にプレス加工が施される。これにより、ベース部28には、固体高分子電解質膜20側及び前記固体高分子電解質膜20側とは反対側に、表層部30a、30bが形成される。
【0038】
図5を用いて概略的に説明すると、プレス装置70は、固定型72と進退自在な可動型74とを備えるとともに、前記固定型72及び前記可動型74間には、給電体成形用キャビティ76が形成される。
【0039】
そこで、固定型72には、焼結体62が配置された状態で、可動型74が前記固定型72側に向かって移動する。このため、焼結体62にプレス加工が施されて、アノード側給電体22が製造される(図2参照)。その際、表層部30a、30bでは、表面30af、30bfの全体にわたって平滑化且つ緻密化させるため、所定のプレス荷重F1(図5参照)に設定される。
【0040】
一方、焼結体62をベース部32として、カソード側給電体24を製造する際には、プレス装置70を使用して、前記ベース部32の両側(固体高分子電解質膜側及び前記固体高分子電解質膜20側とは反対側)にプレス加工を施すことにより、表層部34a、34bが形成される(図3参照)。
【0041】
表層部34a、34bでは、表面34af、34bf全体を平滑化させる必要がなく、固体高分子電解質膜20への損傷を低減し得るように、チタン粉末粒子26の曲線部が平滑になる程度のプレス荷重F2(図5参照)が付与される。すなわち、表層部30a、30bを形成するためのプレス荷重F1は、表層部34a、34bを形成するためのプレス荷重F2よりも高く設定される(F1>F2)。
【0042】
このように構成される高圧水素製造装置10の動作について、以下に説明する。
【0043】
図1に示すように、高圧水素製造装置10の水供給連通孔36に水が供給されるとともに、電圧が付与される。このため、各単位セル12では、水供給連通孔36からアノード側セパレータ16の第1流路44に水が供給され、この水がアノード側給電体22内に沿って移動する。
【0044】
従って、水は、アノード電極触媒層22aで電気により分解され、水素イオン、電子及び酸素が生成される。この陽極反応により生成された水素イオンは、固体高分子電解質膜20を透過してカソード電極触媒層24a側に移動し、電子と結合して水素が得られる。
【0045】
このため、カソード側セパレータ18とカソード側給電体24との間に形成される第2流路48に沿って水素が流動する。この水素は、水供給連通孔36よりも高圧に維持されており、水素連通孔40を流れて高圧水素製造装置10の外部に取り出し可能となる。一方、第1流路44には、反応により生成した酸素と、未反応の水とが流動しており、これらが排出連通孔38に沿って高圧水素製造装置10の外部に排出される。
【0046】
この場合、第1の実施形態では、アノード側給電体22において、図2に示すように、焼結体62により形成されるベース部28にプレス加工を施すことにより、前記ベース部28の表層部30a、30bの空隙率が、前記ベース部28の他の部位の空隙率よりも低く設定されている。
【0047】
このため、ベース部28にプレス加工を行うだけで、表層部30a、30bの表面開口が閉塞されることがなく、前記表層部30a、30bの緻密化が図られる。従って、表層部30a、30bの緻密化及び平滑化が向上するとともに、エッチング工程が不要になり、強度低下を有効に抑制することが可能になる。
【0048】
これにより、簡単な構成及び工程で、表層部30a、30bの表面30af、30bfを緻密化させることができ、電解性能の向上が図られるとともに、固体高分子電解質膜20の損傷を可及的に阻止することが可能になるという効果が得られる。
【0049】
一方、カソード側給電体24では、焼結体62により形成されるベース部32にプレス加工を施すことにより、前記ベース部32の表層部34a、34bの空隙率が、前記ベース部32の他の部位の空隙率よりも低く設定されている。このため、アノード側給電体22と同様に、プレス加工を行うだけで、表層部34a、34bの表面開口が閉塞されることがなく、前記表層部34a、34bの緻密化が図られる。
【0050】
しかも、カソード側給電体24のプレス荷重F2は、アノード側給電体22のプレス荷重F1よりも小さく設定されており、表面34af、34bfは、チタン粉末粒子26の曲線部が平滑になる程度の表面粗さに設定されている。すなわち、表面34af、34bfは、表面30af、30bfよりも低い表面粗さに設定されている。従って、表層部34aは、固体高分子電解質膜20との接触面積が増大するとともに、前記固体高分子電解質膜20への損傷を有効に低減することができるという利点がある。
【0051】
図6は、本発明の第2の実施形態に係る多孔質給電体の製造方法により製造されるアノード側給電体80の一部拡大説明図である。
【0052】
なお、第1の実施形態に係る多孔質給電体製造方法により製造されるアノード側給電体22と同一の構成要素には、同一の参照符号を付して、その詳細な説明は省略する。
【0053】
アノード側給電体80は、チタン粉末粒子26の焼結層であるベース部28を備えるとともに、このベース部28には、溶射層82が設けられる。溶射層82は、純チタン粒子26aをベース部28に溶射するものであり、例えば、減圧プラズマ溶射処理により行われる。純チタン粒子26aは、粒子径が45μm以下であり、真空チャンバ内の不活性ガス雰囲気中で、溶射ガンによって溶射処理される。
【0054】
溶射層82は、気孔率が10〜50%であり、この溶射層82の表層部84には、プレス加工処理が施される。このため、表層部84は、溶射層82よりも低い空隙率を有し、一層平滑化且つ緻密化された表面84fを得ることができる。これにより、第2の実施形態では、上記の第1の実施形態と同様の効果が得られる。
【0055】
図7は、本発明の第3の実施形態に係る多孔質給電体の製造方法が適用される高圧水素製造装置90を構成する単位セル92の一部省略断面図である。
【0056】
なお、第1の実施形態に係る高圧水素製造装置10と同一の構成要素には、同一の参照符号を付して、その詳細な説明は省略する。
【0057】
各単位セル92では、固体高分子電解質膜20とアノード側給電体22との間に、複数の孔部94を有する板状部材96が配置される。図8に示すように、板状部材96は、電気伝導性部材で形成されるとともに、各孔部94の直径Dは、チタン粉末粒子26の粒径D1よりも大径に設定される(D>D1)。
【0058】
第3の実施形態では、チタン粉末粒子26が焼結型60により焼結処理されて、ベース部28が得られた後、このベース部28の固体高分子電解質膜20に対向する面側に、板状部材96が配置される。次いで、板状部材96とベース部28とは、一体にプレス加工されることにより、前記板状部材96が表層部30aに一体化される。
【0059】
その際、板状部材96の孔部94の直径Dは、チタン粉末粒子26の粒径D1よりも大径に設定されており、上記のプレス加工処理時に、チタン粉末粒子26が前記孔部94内に入り込む。従って、孔部94の深さが浅くなるとともに、前記板状部材96がベース部28に強固に一体化される。
【0060】
このように、第3の実施形態では、アノード側給電体22に板状部材96が一体化されるため、接触抵抗が低減して電解性能が向上するという効果が得られる。しかも、板状部材96は、ベース部28とプレスにより一体化される際、孔部94内にチタン粉末粒子26が入り込んでいる。このため、孔部94の深さが浅くなり、固体高分子電解質膜20が表層部30aに接触することができる。
【0061】
これにより、固体高分子電解質膜20に比較的大きな圧力が付与された際に、この固体高分子電解質膜20を板状部材96と表層部30aとで確実に支持することができる。従って、固体高分子電解質膜20の損傷を良好に抑制することが可能になるという効果が得られる。
【0062】
なお、第3の実施形態では、ベース部28の表層部30aに板状部材96を一体にプレスしているが、これに限定されるものではない。例えば、第2の実施形態と同様に、ベース部28に溶着層を設け、この溶着層に板状部材96をプレスにより一体化してもよい。
【符号の説明】
【0063】
10、90…高圧水素製造装置 12、92…単位セル
14…電解質膜・電極構造体 16…アノード側セパレータ
18…カソード側セパレータ 20…固体高分子電解質膜
22、80…アノード側給電体 22a…アノード電極触媒層
24…カソード側給電体 24a…カソード電極触媒層
26…チタン粉末粒子 28、32…ベース部
30a、30b、34a、34b、84…表層部
36…水供給連通孔 38…排出連通孔
40…水素連通孔 44、48…流路
60…焼結型 62…焼結体
70…プレス装置 72…固定型
74…可動型 82…容射層
94…孔部 96…板状部材
【特許請求の範囲】
【請求項1】
電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置であって、
前記多孔質給電体は、焼結体により形成されるベース部と、
前記ベース部の前記電解質膜側及び該電解質膜側とは反対側に設けられる表層部と、
を有するとともに、
前記多孔質給電体は、前記表層部にプレス加工を施すことにより、該表層部の空隙率が前記ベース部の空隙率よりも低く設定されることを特徴とする高圧水素製造装置。
【請求項2】
請求項1記載の高圧水素製造装置において、前記多孔質給電体は、アノード側給電体とカソード側給電体とを設けるとともに、
前記カソード側給電体の前記表層部は、前記アノード側給電体の前記表層部よりも低い表面粗さに設定されることを特徴とする高圧水素製造装置。
【請求項3】
請求項2記載の高圧水素製造装置において、前記電解質膜と前記アノード側給電体との間には、複数の孔部を有する導電性板状部材が配置されるとともに、
前記導電性板状部材は、前記アノード側給電体と一体にプレス加工が施されることを特徴とする高圧水素製造装置。
【請求項4】
電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置の多孔質給電体の製造方法であって、
焼結体によりベース部を形成する工程と、
前記ベース部にプレス加工を施すことにより、前記ベース部の前記電解質膜側及び該電解質膜側とは反対側に、該ベース部の空隙率よりも低い空隙率を有する表層部を形成する工程と、
を有することを特徴とする高圧水素製造装置の多孔質給電体の製造方法。
【請求項5】
請求項4記載の製造方法において、前記多孔質給電体は、アノード側給電体とカソード側給電体とを有し、前記カソード側給電体の前記表層部を、前記アノード側給電体の前記表層部よりも低い表面粗さにプレス加工することを特徴とする高圧水素製造装置の多孔質給電体の製造方法。
【請求項6】
請求項5記載の製造方法において、前記アノード側給電体の前記電解質膜側に、複数の孔部を有する導電性板状部材が配置された状態で、前記導電性板状部材と前記アノード側給電体とに一体にプレス加工を施すことを特徴とする高圧水素製造装置の多孔質給電体の製造方法。
【請求項1】
電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置であって、
前記多孔質給電体は、焼結体により形成されるベース部と、
前記ベース部の前記電解質膜側及び該電解質膜側とは反対側に設けられる表層部と、
を有するとともに、
前記多孔質給電体は、前記表層部にプレス加工を施すことにより、該表層部の空隙率が前記ベース部の空隙率よりも低く設定されることを特徴とする高圧水素製造装置。
【請求項2】
請求項1記載の高圧水素製造装置において、前記多孔質給電体は、アノード側給電体とカソード側給電体とを設けるとともに、
前記カソード側給電体の前記表層部は、前記アノード側給電体の前記表層部よりも低い表面粗さに設定されることを特徴とする高圧水素製造装置。
【請求項3】
請求項2記載の高圧水素製造装置において、前記電解質膜と前記アノード側給電体との間には、複数の孔部を有する導電性板状部材が配置されるとともに、
前記導電性板状部材は、前記アノード側給電体と一体にプレス加工が施されることを特徴とする高圧水素製造装置。
【請求項4】
電解質膜の両側に多孔質給電体が設けられ、前記多孔質給電体にセパレータが積層されるとともに、アノード側に供給される水を電気分解して前記アノード側に酸素を発生させる一方、カソード側に前記酸素よりも高圧な水素を発生させる高圧水素製造装置の多孔質給電体の製造方法であって、
焼結体によりベース部を形成する工程と、
前記ベース部にプレス加工を施すことにより、前記ベース部の前記電解質膜側及び該電解質膜側とは反対側に、該ベース部の空隙率よりも低い空隙率を有する表層部を形成する工程と、
を有することを特徴とする高圧水素製造装置の多孔質給電体の製造方法。
【請求項5】
請求項4記載の製造方法において、前記多孔質給電体は、アノード側給電体とカソード側給電体とを有し、前記カソード側給電体の前記表層部を、前記アノード側給電体の前記表層部よりも低い表面粗さにプレス加工することを特徴とする高圧水素製造装置の多孔質給電体の製造方法。
【請求項6】
請求項5記載の製造方法において、前記アノード側給電体の前記電解質膜側に、複数の孔部を有する導電性板状部材が配置された状態で、前記導電性板状部材と前記アノード側給電体とに一体にプレス加工を施すことを特徴とする高圧水素製造装置の多孔質給電体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−180553(P2012−180553A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−43507(P2011−43507)
【出願日】平成23年3月1日(2011.3.1)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年3月1日(2011.3.1)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]