
高圧電線保護管
【課題】金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供する。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高圧電線保護管に関するもので、更に詳しくは、警告色であるオレンジ着色が施された金属管からなる高圧電線保護管に関するものである。
【背景技術】
【0002】
電気自動車またはハイブリッド自動車においては、バッテリと、インバータ、車輪駆動用モータ等の機器間を接続する高圧電線を、車両のフロアパネル下部の床下に配線しており、該高圧電線を、フロアパネルの下面に沿って三次元姿勢で組み付ける必要がある。
この高圧電線をフロアパネルの下面に三次元姿勢で組み付ける際に、電線のみで組み付けることとすると、電線を固定する部品が多数必要となり、作業が煩雑になるとともに費用が嵩むと言う課題が存在した。
【0003】
そこで、金属管に高圧電線を挿通し、その金属管をフロアパネルの下面形状に併せて三次元姿勢に曲げ加工することで、組み付けのための部品点数を減らし、組み付け作業の効率化と費用の削減を図ることが考えられる。
【0004】
一方、60V以上の高電圧を流す高圧電線は、安全性の観点等から、警告色であるオレンジ色の表示を施すことが米国自動車規格(SAE J1673)で義務づけられている。そのため、高圧電線を金属管に挿通して配線する場合には、その金属管の外周表面をオレンジ色で着色する必要が生じる。
【0005】
ここで、現在の一般的な金属管の着色方法は、特許文献1或いは2などに開示されている電着塗装であるが、かかる方法は、工数や設備の面で経済的ではない上に、薬品による金属管への損傷が懸念され、更には金属管の外周表面に、熱や摩擦、飛び石から金属管を保護できるほどの被膜層を形成できるものではなかったため、フロアパネルの下面に配設される金属管の着色方法としては、電着塗装は不向きなものであった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平03−71500号公報
【特許文献2】特開2005−272952号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上述した背景技術に鑑みてなされたものであって、金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記した課題を解決するため、本発明は、次の(1)〜(6)に記載の高圧電線保護管とした。
(1)60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されていることを特徴とする、高圧電線保護管。
(2)上記金属管が、アルミニウム管であることを特徴とする、上記(1)に記載の高圧電線保護管。
(3)上記ポリオレフィン系樹脂が、ポリプロピレンであることを特徴とする、上記(1)または(2)に記載の高圧電線保護管。
(4)上記ポリオレフィン系樹脂被覆層の厚みが、0.5〜5mmであることを特徴とする、上記(1)〜(3)のいずれかに記載の高圧電線保護管。
(5)上記オレンジ色の着色剤が、分散媒と顔料とを予め混合したマスターバッチタイプのものであり、前記分散媒がポリエチレンであることを特徴とする、上記(1)〜(4)のいずれかに記載の高圧電線保護管。
(6)上記オレンジ色の着色剤が、上記ポリオレフィン系樹脂100重量部に3〜7重量部配合されていることを特徴とする、上記(1)〜(5)のいずれかに記載の高圧電線保護管。
【発明の効果】
【0009】
上記した本発明に係る高圧電線保護管によれば、高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなるものであるため、高圧電線をまとめた状態でいっきにフロアパネルの下面に沿って三次元姿勢で組み付けることができ、組み付け作業の効率化と費用の削減を図ることができる。またオレンジ着色が施されているために、内部に挿通された電線が高圧系であることを明確に示して作業者に注意を喚起することができる。
【0010】
また、上記した本発明に係る高圧電線保護管によれば、オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を金属管の外周表面に被覆することにより施されているため、簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するものとなる。
【図面の簡単な説明】
【0011】
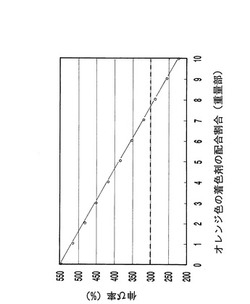
【図1】ポリプロピレンへの着色剤の配合割合と伸び率の関係を示した図である。
【発明を実施するための形態】
【0012】
以下、本発明に係る高圧電線保護管の実施の形態を、詳細に説明する。
【0013】
本発明に係る高圧電線保護管は、オレンジ着色が施された金属管からなるものである。
金属管としては、アルミニウム管、ステンレス管、銅管、鋼管などを使用することができるが、中でも、アルミニウム管が、軽量であり、かつ耐腐食性に優れているために好適に用いられる。アルミニウム管の材質としては、純アルミニウム系のJIS A 1100合金、Al−Mn系のJIS A 3003合金,3004合金、Al−Mg系のJIS A 5052合金、Al−Mg−Si系のJIS A 6063合金などが挙げられるが、これら例示した合金に限定されるものではない。
【0014】
また、金属管の製造方法に関しても、耐食性の観点から間接押出法などによる継ぎ目無し金属管が推奨されるが、これに限定されるものではなく、通常採用されている熱間押出加工や、引抜き加工などによって製造することができる。また、製造工程中または製造後の熱処理なども特に限定されるものではなく、通常の金属管を製造する際に採用されている焼き鈍し処理、溶液化処理、時効処理などの熱処理法によることができる。
【0015】
金属管の内径は、挿入する高圧電線の種類また束ねた量などに左右されるが、概ね内径が10〜30mmに製造される。また、金属管の厚みは、重量、強度、曲げ加工性、更には経済性等を勘案して定められ、アルミニウム管である場合には、概ね0.7〜1.5mmの厚さとされる。
【0016】
上記金属管へのオレンジ着色は、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を金属管の外周表面に被覆することによりなされる。
ポリオレフィン系樹脂としては、高密度ポリエチレン、直鎖状低密度ポリエチレン、分岐鎖状低密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エステル共重合体、ポリプロピレン、プロピレン−エチレン共重合体などが挙げられ、これらの単独または2種以上を組み合わせて用いても差し支えない。これらポリオレフィン系樹脂の中でも、経済性と耐磨耗性と耐衝撃性からポリプロピレンが好適に用いられる。
【0017】
オレンジ色の着色剤は、分散媒と顔料とを予め混合したマスターバッチタイプのものが好ましい。
分散媒としては、ポリエチレンを好適に使用することができ、特には平均分子量が1000〜6000の低分子量ポリエチレンが顔料の分散性が良好であるために好適に使用できる。顔料としては、モノアゾ系、ポリアゾ系、ペリレン系、ペリノン系、またはスレン系の有機顔料、また酸化チタンなどの無機顔料を適宜混合して使用することができる。
【0018】
上記分散媒への顔料の添加割合は、分散媒としてポリエチレンを使用し、顔料としてモノアゾ系、ポリアゾ系などの有機顔料と、酸化チタンの無機顔料を用いた場合には、ポリエチレン100重量部に有機顔料を10〜80重量部、無機顔料を1〜20重量部分散させて色を調整することにより用いることができる。
【0019】
オレンジ色の着色剤は、上記顔料を公知の分散方法によって上記分散媒中に分散させることにより調製できる。使用可能な分散機としては、例えばロールミル、ボールミル、ビーズミル、アトライター、分散攪拌機などがある。また、必要に応じて分散助剤(界面活性剤も含まれる)などの従来公知の各種添加剤を適宜配合することもできる。
市販されているマスターバッチタイプのオレンジ色の着色剤としては、東京インキ株式会社製の「PPCM 410Y−16 ORANGE 30X」を好適に用いることができる。
【0020】
ポリオレフィン系樹脂への上記オレンジ色の着色剤の配合量は、SAE規格を満たすオレンジ色の色調とするため、また曲げ加工に関わる伸び率を確保するために、ポリオレフィン系樹脂100重量部に3〜7重量部配合することが好ましく、3〜5重量部配合することが特に好ましい。オレンジ色の着色剤の配合量が3重量部に満たない場合には、色が薄く、SAE規格を満たすオレンジ色とならない。逆にオレンジ色の着色剤の配合量が7重量部を超えると、ポリオレフィン系樹脂の伸び率が300%に満たないものとなり、曲げた場合に亀裂、割れが生じるおそれがある。
【0021】
オレンジ色の着色剤が配合されたポリオレフィン系樹脂は、ポリオレフィン系樹脂に上記した配合割合でオレンジ色の着色剤を配合し、溶融混練することにより製造することができる。この溶融混練は、一軸押出機、二軸押出機、バンバリーミキサー、ロールミキサー、ブラベンダープラストグラフ、ニーダーなどの通常の混練機を用いて行なうことができる。この場合、各成分の分散を良好にすることができる混練機を選択することが好ましく、通常は二軸押出機を用いて、ポリオレフィン系樹脂の溶融温度以上の180〜250℃、好ましくは190〜240℃の温度で混練することにより行なわれる。
【0022】
金属管の表面を上記のオレンジ色の着色剤が配合されたポリオレフィン系樹脂で被覆するには、通常、被覆電線などの製造に用いられている丸ダイを使用した押出被覆法が推奨される。
【0023】
金属管の表面に形成するポリオレフィン系樹脂被覆層の厚みは、0.5〜5mmが好ましく、1〜3mmが特に好ましい。樹脂被覆層の厚みが0.5mmに満たない場合には、熱や摩擦、飛び石から金属管を保護する機能が十分ではない。逆に5mmを超える厚さの樹脂被覆層を形成すると、曲げ加工性が極端に低下するとともに、曲げ部分に扁平が生じやすくなる。
【0024】
オレンジ着色が施された金属管に高圧電線を挿通し、三次元姿勢に曲げ加工される。
挿通される高圧電線としては、例えばハイブリッド自動車において、リア側に搭載した高電圧バッテリとフロント側に搭載したインバータ装置とを接続する2本〜6本の電線であり、該電線には60V以上の高電圧が印加される。これらの高圧電線をまとめて1本の金属管に挿通してもよく、また1〜3本ずつに分けて別々の金属管に挿通することとしてもよい。また、高圧電線をシールド電線とする必要がある場合には、束ねた高圧電線の外周に金属糸編組チューブを外嵌し又は金属箔テープを巻き付けてシールド層を設け、該シールド層の設けた高圧電線を金属管に挿通することとしてもよい。
【0025】
高圧電線を挿通した金属管を三次元姿勢に曲げ加工するには、ベンダー機を用いて、例えばフロアパネルの下面に沿わせて配管できるように、上下方向に屈曲させると共に、左右方向に屈曲し、三次元姿勢の高圧電線を挿通した金属管とする。
【0026】
本発明に係る高圧電線保護管は、高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなるものであるため、高圧電線をまとめた状態でいっきにフロアパネルの下面に沿って三次元姿勢で組み付けることができ、組み付け作業の効率化と費用の削減を図ることができる。またオレンジ着色が施されているために、内部に挿通された電線が高圧系であることを明確に示して作業者に注意を喚起することができる。
【0027】
また、本発明に係る高圧電線保護管は、オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を金属管の外周表面に被覆することにより施されているため、簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するものとなる。
【試験例】
【0028】
以下、上記した本発明に係る高圧電線保護管を見出した試験例につき説明するが、本発明は、何らこれらの試験例によって限定されるものではない。
【0029】
(1)オレンジ色の着色剤
東京インキ株式会社製の「PPCM 410Y−16 ORANGE 30X」を用いた。
【0030】
(2)ポリプロピレンへの着色剤の配合量
ポリプロピレン100重量部に対し、上記オレンジ色の着色剤を表1に示した種々の割合で配合し、それぞれ自動混合装置を用いて混練し、オレンジ色の着色剤を配合したポリプロピレンを作製した。
得られたポリプロピレンについて、そのオレンジ色の色調及び伸び率を測定した。その測定結果を表1に併記する。また図1に伸び率の測定結果を図示した。
なお、オレンジ色の色調は、米国自動車規格(SAE J1673)に定められたオレンジ色の色見本と照合することにより行なった。また、伸び率の測定は、日本工業規格(JIS 7162)に準拠し、引張試験機を用いて測定した。
【0031】
【表1】

【0032】
表1から、SAE規格を満たすオレンジ色の色調を呈するポリプロピレンの樹脂層を形成するためには、ポリプロピレン100重量部に対してオレンジ色の着色剤を3重量部以上配合する必要があることが分かった。
また、製品の曲げ加工に関わる品質を確保するためには樹脂の伸び率は300%以上必要であることが知られているが、表1及び図1から、オレンジ色の着色剤の配合量が多くなるほどポリプロピレンの伸び率は低下し、配合量が7重量部を超えると伸び率は300%未満となるため、ポリプロピレン100重量部に対してオレンジ色の着色剤の配合量は7重量部以下とする必要があることが分かった。
【技術分野】
【0001】
本発明は、高圧電線保護管に関するもので、更に詳しくは、警告色であるオレンジ着色が施された金属管からなる高圧電線保護管に関するものである。
【背景技術】
【0002】
電気自動車またはハイブリッド自動車においては、バッテリと、インバータ、車輪駆動用モータ等の機器間を接続する高圧電線を、車両のフロアパネル下部の床下に配線しており、該高圧電線を、フロアパネルの下面に沿って三次元姿勢で組み付ける必要がある。
この高圧電線をフロアパネルの下面に三次元姿勢で組み付ける際に、電線のみで組み付けることとすると、電線を固定する部品が多数必要となり、作業が煩雑になるとともに費用が嵩むと言う課題が存在した。
【0003】
そこで、金属管に高圧電線を挿通し、その金属管をフロアパネルの下面形状に併せて三次元姿勢に曲げ加工することで、組み付けのための部品点数を減らし、組み付け作業の効率化と費用の削減を図ることが考えられる。
【0004】
一方、60V以上の高電圧を流す高圧電線は、安全性の観点等から、警告色であるオレンジ色の表示を施すことが米国自動車規格(SAE J1673)で義務づけられている。そのため、高圧電線を金属管に挿通して配線する場合には、その金属管の外周表面をオレンジ色で着色する必要が生じる。
【0005】
ここで、現在の一般的な金属管の着色方法は、特許文献1或いは2などに開示されている電着塗装であるが、かかる方法は、工数や設備の面で経済的ではない上に、薬品による金属管への損傷が懸念され、更には金属管の外周表面に、熱や摩擦、飛び石から金属管を保護できるほどの被膜層を形成できるものではなかったため、フロアパネルの下面に配設される金属管の着色方法としては、電着塗装は不向きなものであった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平03−71500号公報
【特許文献2】特開2005−272952号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上述した背景技術に鑑みてなされたものであって、金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記した課題を解決するため、本発明は、次の(1)〜(6)に記載の高圧電線保護管とした。
(1)60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されていることを特徴とする、高圧電線保護管。
(2)上記金属管が、アルミニウム管であることを特徴とする、上記(1)に記載の高圧電線保護管。
(3)上記ポリオレフィン系樹脂が、ポリプロピレンであることを特徴とする、上記(1)または(2)に記載の高圧電線保護管。
(4)上記ポリオレフィン系樹脂被覆層の厚みが、0.5〜5mmであることを特徴とする、上記(1)〜(3)のいずれかに記載の高圧電線保護管。
(5)上記オレンジ色の着色剤が、分散媒と顔料とを予め混合したマスターバッチタイプのものであり、前記分散媒がポリエチレンであることを特徴とする、上記(1)〜(4)のいずれかに記載の高圧電線保護管。
(6)上記オレンジ色の着色剤が、上記ポリオレフィン系樹脂100重量部に3〜7重量部配合されていることを特徴とする、上記(1)〜(5)のいずれかに記載の高圧電線保護管。
【発明の効果】
【0009】
上記した本発明に係る高圧電線保護管によれば、高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなるものであるため、高圧電線をまとめた状態でいっきにフロアパネルの下面に沿って三次元姿勢で組み付けることができ、組み付け作業の効率化と費用の削減を図ることができる。またオレンジ着色が施されているために、内部に挿通された電線が高圧系であることを明確に示して作業者に注意を喚起することができる。
【0010】
また、上記した本発明に係る高圧電線保護管によれば、オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を金属管の外周表面に被覆することにより施されているため、簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するものとなる。
【図面の簡単な説明】
【0011】
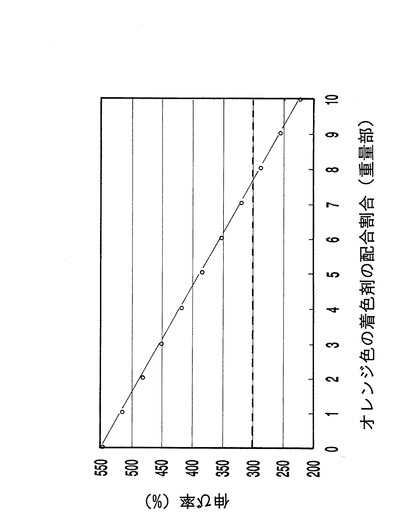
【図1】ポリプロピレンへの着色剤の配合割合と伸び率の関係を示した図である。
【発明を実施するための形態】
【0012】
以下、本発明に係る高圧電線保護管の実施の形態を、詳細に説明する。
【0013】
本発明に係る高圧電線保護管は、オレンジ着色が施された金属管からなるものである。
金属管としては、アルミニウム管、ステンレス管、銅管、鋼管などを使用することができるが、中でも、アルミニウム管が、軽量であり、かつ耐腐食性に優れているために好適に用いられる。アルミニウム管の材質としては、純アルミニウム系のJIS A 1100合金、Al−Mn系のJIS A 3003合金,3004合金、Al−Mg系のJIS A 5052合金、Al−Mg−Si系のJIS A 6063合金などが挙げられるが、これら例示した合金に限定されるものではない。
【0014】
また、金属管の製造方法に関しても、耐食性の観点から間接押出法などによる継ぎ目無し金属管が推奨されるが、これに限定されるものではなく、通常採用されている熱間押出加工や、引抜き加工などによって製造することができる。また、製造工程中または製造後の熱処理なども特に限定されるものではなく、通常の金属管を製造する際に採用されている焼き鈍し処理、溶液化処理、時効処理などの熱処理法によることができる。
【0015】
金属管の内径は、挿入する高圧電線の種類また束ねた量などに左右されるが、概ね内径が10〜30mmに製造される。また、金属管の厚みは、重量、強度、曲げ加工性、更には経済性等を勘案して定められ、アルミニウム管である場合には、概ね0.7〜1.5mmの厚さとされる。
【0016】
上記金属管へのオレンジ着色は、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を金属管の外周表面に被覆することによりなされる。
ポリオレフィン系樹脂としては、高密度ポリエチレン、直鎖状低密度ポリエチレン、分岐鎖状低密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エステル共重合体、ポリプロピレン、プロピレン−エチレン共重合体などが挙げられ、これらの単独または2種以上を組み合わせて用いても差し支えない。これらポリオレフィン系樹脂の中でも、経済性と耐磨耗性と耐衝撃性からポリプロピレンが好適に用いられる。
【0017】
オレンジ色の着色剤は、分散媒と顔料とを予め混合したマスターバッチタイプのものが好ましい。
分散媒としては、ポリエチレンを好適に使用することができ、特には平均分子量が1000〜6000の低分子量ポリエチレンが顔料の分散性が良好であるために好適に使用できる。顔料としては、モノアゾ系、ポリアゾ系、ペリレン系、ペリノン系、またはスレン系の有機顔料、また酸化チタンなどの無機顔料を適宜混合して使用することができる。
【0018】
上記分散媒への顔料の添加割合は、分散媒としてポリエチレンを使用し、顔料としてモノアゾ系、ポリアゾ系などの有機顔料と、酸化チタンの無機顔料を用いた場合には、ポリエチレン100重量部に有機顔料を10〜80重量部、無機顔料を1〜20重量部分散させて色を調整することにより用いることができる。
【0019】
オレンジ色の着色剤は、上記顔料を公知の分散方法によって上記分散媒中に分散させることにより調製できる。使用可能な分散機としては、例えばロールミル、ボールミル、ビーズミル、アトライター、分散攪拌機などがある。また、必要に応じて分散助剤(界面活性剤も含まれる)などの従来公知の各種添加剤を適宜配合することもできる。
市販されているマスターバッチタイプのオレンジ色の着色剤としては、東京インキ株式会社製の「PPCM 410Y−16 ORANGE 30X」を好適に用いることができる。
【0020】
ポリオレフィン系樹脂への上記オレンジ色の着色剤の配合量は、SAE規格を満たすオレンジ色の色調とするため、また曲げ加工に関わる伸び率を確保するために、ポリオレフィン系樹脂100重量部に3〜7重量部配合することが好ましく、3〜5重量部配合することが特に好ましい。オレンジ色の着色剤の配合量が3重量部に満たない場合には、色が薄く、SAE規格を満たすオレンジ色とならない。逆にオレンジ色の着色剤の配合量が7重量部を超えると、ポリオレフィン系樹脂の伸び率が300%に満たないものとなり、曲げた場合に亀裂、割れが生じるおそれがある。
【0021】
オレンジ色の着色剤が配合されたポリオレフィン系樹脂は、ポリオレフィン系樹脂に上記した配合割合でオレンジ色の着色剤を配合し、溶融混練することにより製造することができる。この溶融混練は、一軸押出機、二軸押出機、バンバリーミキサー、ロールミキサー、ブラベンダープラストグラフ、ニーダーなどの通常の混練機を用いて行なうことができる。この場合、各成分の分散を良好にすることができる混練機を選択することが好ましく、通常は二軸押出機を用いて、ポリオレフィン系樹脂の溶融温度以上の180〜250℃、好ましくは190〜240℃の温度で混練することにより行なわれる。
【0022】
金属管の表面を上記のオレンジ色の着色剤が配合されたポリオレフィン系樹脂で被覆するには、通常、被覆電線などの製造に用いられている丸ダイを使用した押出被覆法が推奨される。
【0023】
金属管の表面に形成するポリオレフィン系樹脂被覆層の厚みは、0.5〜5mmが好ましく、1〜3mmが特に好ましい。樹脂被覆層の厚みが0.5mmに満たない場合には、熱や摩擦、飛び石から金属管を保護する機能が十分ではない。逆に5mmを超える厚さの樹脂被覆層を形成すると、曲げ加工性が極端に低下するとともに、曲げ部分に扁平が生じやすくなる。
【0024】
オレンジ着色が施された金属管に高圧電線を挿通し、三次元姿勢に曲げ加工される。
挿通される高圧電線としては、例えばハイブリッド自動車において、リア側に搭載した高電圧バッテリとフロント側に搭載したインバータ装置とを接続する2本〜6本の電線であり、該電線には60V以上の高電圧が印加される。これらの高圧電線をまとめて1本の金属管に挿通してもよく、また1〜3本ずつに分けて別々の金属管に挿通することとしてもよい。また、高圧電線をシールド電線とする必要がある場合には、束ねた高圧電線の外周に金属糸編組チューブを外嵌し又は金属箔テープを巻き付けてシールド層を設け、該シールド層の設けた高圧電線を金属管に挿通することとしてもよい。
【0025】
高圧電線を挿通した金属管を三次元姿勢に曲げ加工するには、ベンダー機を用いて、例えばフロアパネルの下面に沿わせて配管できるように、上下方向に屈曲させると共に、左右方向に屈曲し、三次元姿勢の高圧電線を挿通した金属管とする。
【0026】
本発明に係る高圧電線保護管は、高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなるものであるため、高圧電線をまとめた状態でいっきにフロアパネルの下面に沿って三次元姿勢で組み付けることができ、組み付け作業の効率化と費用の削減を図ることができる。またオレンジ着色が施されているために、内部に挿通された電線が高圧系であることを明確に示して作業者に注意を喚起することができる。
【0027】
また、本発明に係る高圧電線保護管は、オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を金属管の外周表面に被覆することにより施されているため、簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するものとなる。
【試験例】
【0028】
以下、上記した本発明に係る高圧電線保護管を見出した試験例につき説明するが、本発明は、何らこれらの試験例によって限定されるものではない。
【0029】
(1)オレンジ色の着色剤
東京インキ株式会社製の「PPCM 410Y−16 ORANGE 30X」を用いた。
【0030】
(2)ポリプロピレンへの着色剤の配合量
ポリプロピレン100重量部に対し、上記オレンジ色の着色剤を表1に示した種々の割合で配合し、それぞれ自動混合装置を用いて混練し、オレンジ色の着色剤を配合したポリプロピレンを作製した。
得られたポリプロピレンについて、そのオレンジ色の色調及び伸び率を測定した。その測定結果を表1に併記する。また図1に伸び率の測定結果を図示した。
なお、オレンジ色の色調は、米国自動車規格(SAE J1673)に定められたオレンジ色の色見本と照合することにより行なった。また、伸び率の測定は、日本工業規格(JIS 7162)に準拠し、引張試験機を用いて測定した。
【0031】
【表1】
【0032】
表1から、SAE規格を満たすオレンジ色の色調を呈するポリプロピレンの樹脂層を形成するためには、ポリプロピレン100重量部に対してオレンジ色の着色剤を3重量部以上配合する必要があることが分かった。
また、製品の曲げ加工に関わる品質を確保するためには樹脂の伸び率は300%以上必要であることが知られているが、表1及び図1から、オレンジ色の着色剤の配合量が多くなるほどポリプロピレンの伸び率は低下し、配合量が7重量部を超えると伸び率は300%未満となるため、ポリプロピレン100重量部に対してオレンジ色の着色剤の配合量は7重量部以下とする必要があることが分かった。
【特許請求の範囲】
【請求項1】
60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されていることを特徴とする、高圧電線保護管。
【請求項2】
上記金属管が、アルミニウム管であることを特徴とする、請求項1に記載の高圧電線保護管。
【請求項3】
上記ポリオレフィン系樹脂が、ポリプロピレンであることを特徴とする、請求項1または2に記載の高圧電線保護管。
【請求項4】
上記ポリオレフィン系樹脂被覆層の厚みが、0.5〜5mmであることを特徴とする、請求項1〜3のいずれかに記載の高圧電線保護管。
【請求項5】
上記オレンジ色の着色剤が、分散媒と顔料とを予め混合したマスターバッチタイプのものであり、前記分散媒がポリエチレンであることを特徴とする、請求項1〜4のいずれかに記載の高圧電線保護管。
【請求項6】
上記オレンジ色の着色剤が、上記ポリオレフィン系樹脂100重量部に3〜7重量部配合されていることを特徴とする、請求項1〜5のいずれかに記載の高圧電線保護管。
【請求項1】
60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されていることを特徴とする、高圧電線保護管。
【請求項2】
上記金属管が、アルミニウム管であることを特徴とする、請求項1に記載の高圧電線保護管。
【請求項3】
上記ポリオレフィン系樹脂が、ポリプロピレンであることを特徴とする、請求項1または2に記載の高圧電線保護管。
【請求項4】
上記ポリオレフィン系樹脂被覆層の厚みが、0.5〜5mmであることを特徴とする、請求項1〜3のいずれかに記載の高圧電線保護管。
【請求項5】
上記オレンジ色の着色剤が、分散媒と顔料とを予め混合したマスターバッチタイプのものであり、前記分散媒がポリエチレンであることを特徴とする、請求項1〜4のいずれかに記載の高圧電線保護管。
【請求項6】
上記オレンジ色の着色剤が、上記ポリオレフィン系樹脂100重量部に3〜7重量部配合されていることを特徴とする、請求項1〜5のいずれかに記載の高圧電線保護管。
【図1】

【公開番号】特開2013−21818(P2013−21818A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−153296(P2011−153296)
【出願日】平成23年7月11日(2011.7.11)
【出願人】(390039929)三桜工業株式会社 (106)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月11日(2011.7.11)
【出願人】(390039929)三桜工業株式会社 (106)
【Fターム(参考)】
[ Back to top ]