
高密度織物
【課題】ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられ、軽量薄地で引裂き強力が高く、かつ洗濯後においても低通気性を維持できる織物を提供する。
【解決手段】前記課題を解決することができた本発明の高密度織物は、繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、かつこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とするものである。
【解決手段】前記課題を解決することができた本発明の高密度織物は、繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、かつこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量薄地で引裂き強力が大きく、かつ洗濯後も低通気度である高密度織物に関するものであり、より詳しくは、ワタやダウンの吹き出しを抑制した高密度織物であって、特にダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる高密度織物に関するものである。
【背景技術】
【0002】
ダウンウエアやふとんの側地に用いられる生地は、ワタやダウンの吹き出しを抑制するために低通気性が要求されている。また、軽量薄地であることも要求されている。
【0003】
従来は、前記生地にはその風合いや快適性が優れている絹や綿などの天然繊維が用いられていた。しかし、天然繊維からなる生地は、引裂き強力が小さく耐久性に劣るため、特にダウンウエアとして用いる場合は肘や袖部分からワタやダウンの吹き出しが発生するという問題があった。
【0004】
一方、その機械特性が優れていることから、ポリエステルマルチフィラメント、ナイロンマルチフィラメント、またはこれらの複合合繊織物も前記生地に多く使われていた。これらの織物は、ソフト、軽量で、防風性、撥水性および堅牢性等に優れているため、コート、ブルゾン、ゴルフウエア、スポーツ用アウトドアウエア等に多く使用されている。しかし、ダウンの吹き出しを抑制するためのダウンプルーフ性を確保するには織物を緻密な構造にする必要があり、織物が硬くなるという問題があった。この問題を解決するために、例えば、特許文献1〜3のように様々な織物が提案されて改善が図られてきた。
【0005】
<マイクロファイバーを使った高密度織物>
特許文献1には、平均繊度0.5デニール以下の単繊維より構成される紡績糸又は長繊維糸を用いた布団用側地が開示されている。この側地は、綿抜けがなく、風合いも柔らかで、ドレープ性に富み、良好な光沢を有する高級布団側地であった。しかし、単糸繊度が細い分、風合いが柔らかくなるが、構成繊維本数が多く、糸が太くなるため、生地が分厚くなり、軽さ、薄さとダウンプルーフ性とを兼ね備えたものではなかった。
【0006】
<総繊度が細いマルチフィラメントを使った薄地高密度織物>
特許文献2には、トータルカバーファクターが1500以上で目付が45g/m2以下であるポリエステル織物であって、トータル繊度25dtex以下、単糸繊度が2.0dtex以下のポリエステルマルチフィラメントA糸及びトータル繊度35dtex以上のマルチフィラメントB糸からなり、経方向、緯方向それぞれの糸配列は、B糸/A糸の糸構成比率が1/4〜1/20(本数比)であり、A糸とB糸とのピッチが7mm以下であるポリエステル織物が提案されている。このポリエステル織物は、従来よりも極細のポリエステルマルチフィラメントを使用し、軽量、高密度で柔軟性を有しながら、同時に充分な引裂き強度を有するものであった。しかし、極細のポリエステルマルチフィラメントを用いているので柔らかくはなっているが、強力を高めるために35dtex以上の太繊度B糸を使用する必要があり、A糸/B糸の構成比率も限定されるという問題があった。
【0007】
<マイクロファイバー&加工糸を使った高密度織物>
特許文献3には、単糸繊度が0.6デニール以下、トータル繊度60〜120デニールよりなるポリエステル長繊維糸条を用いた織物であって、経糸が捲縮加工糸からなり、経糸のトータル繊度(WD)、緯糸のトータル繊度(FD)および経糸カバーファクター(WCF)を特定の範囲に規定した高密度織物が開示されている。この高密度織物は、高い防水性能と縫製後の仕立て映えに優れ、かつ実用上問題ないレベルの引裂き強力を有するとともに、ソフトな風合いを有するものであった。しかし、この織物は、織物縫製時に縫針により織物構成糸が湾曲しても吊らないようにするため、60デニール以上の太繊度の仮撚加工糸を用いていることから、軽量・薄地で、柔らかく、かつダウンプルーフ性に優れた高密度織物を実現することはできない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭56−5687号公報
【特許文献2】再公表2005−095690号公報
【特許文献3】特開平10―245741号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、かかる従来技術の問題を背景になされたものであり、より詳しくは、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられ、軽量薄地で引裂き強力が高く、かつ洗濯後においても低通気性を維持できる織物を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明者らは、前記課題を解決すべく鋭意研究を重ねた結果、本発明を完成するに至った。すなわち、本発明の高密度織物は、繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、かつこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とするものである。
【0011】
前記のように、合成繊維の繊度、経方向または緯方向のカバーファクターおよびトータルカバーファクターを特定し、また、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されている糸断面形態を有するマルチフィラメントを存在させることにより、織物の通気度を低減して洗濯等による通気度の悪化を抑制するとともに、織物を薄く柔らかくすることもできる。
【0012】
前記マルチフィラメントの総繊度は11〜28dtexであり、一本のマルチフィラメントにおけるモノフィラメント数は12〜22であることが好ましく、仮撚加工糸であることがより好ましい。また、細い糸を使った本発明の高密度織物において、実用上の強力を持たせるために、前記マルチフィラメントの破断強度は4.5cN/dtex以上であることが好ましい。さらに、前記マルチフィラメントの割合は50%以上であることが好ましい。
【0013】
なお、本発明の高密度織物は、少なくとも片面にカレンダー加工が施されたものが好適に用いられる。
【0014】
本発明の高密度織物は、JIS L 1096 8.27.1に規定の通気性A法により測定された洗濯3回後の通気度が2cc/cm2/s以下であることが好ましい。洗濯3回後の通気度を2cc/cm2/s以下とすることで、洗濯後においても低通気性を維持することができる。
【発明の効果】
【0015】
本発明の高密度織物は、軽量・薄地で非常に柔らかい風合いを有しながら、引裂き強力が高く、かつ洗濯後においても低通気性を維持できるものであり、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【図面の簡単な説明】
【0016】
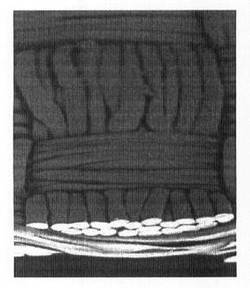
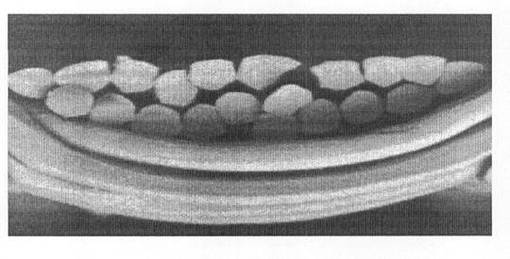
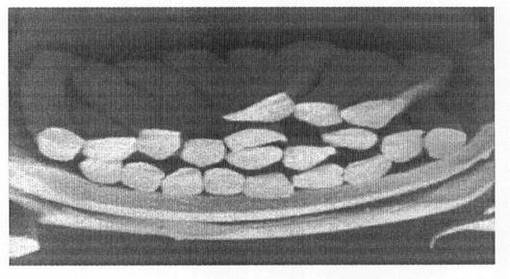
【図1】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
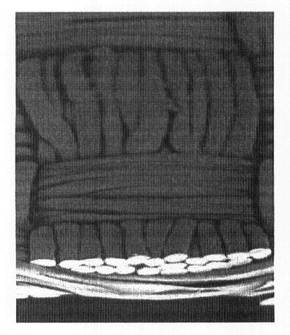
【図2】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
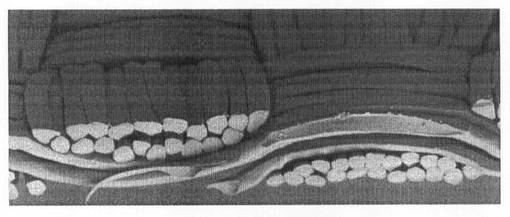
【図3】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
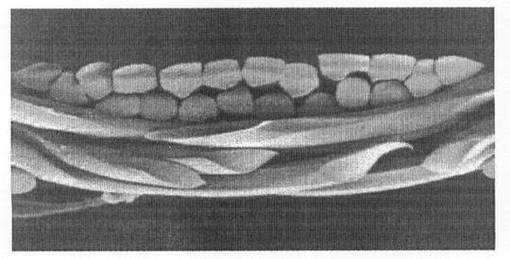
【図4】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
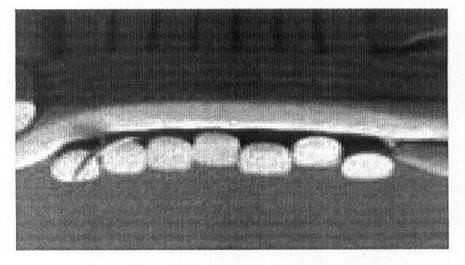
【図5】1層配列を例示する織物(生糸織物)断面のSEM写真である。
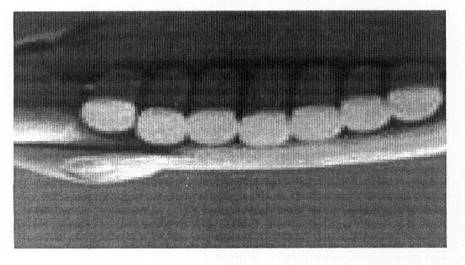
【図6】1層配列を例示する織物(生糸織物)断面のSEM写真である。
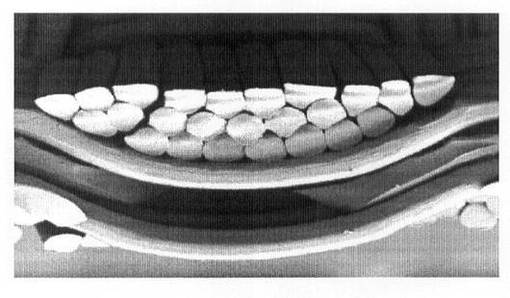
【図7】3層配列を例示する織物(生糸織物)断面のSEM写真である。
【図8】3層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について詳しく説明する。
【0018】
本発明の高密度織物は、繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、且つこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とするものである。
【0019】
まず、本発明の高密度織物に用いられる合成繊維について説明する。
【0020】
<合成繊維の素材>
合成繊維の素材は、特に限定されないが、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル類、ナイロン6、ナイロン66、ナイロン46、ナイロン12、ナイロン610、ナイロン612またはこれらの共重合体などのポリアミド類、ポリアクリロニトリル、ポリ塩化ビニル、ポリビニルアルコールなどの合成ポリマーが挙げられる。中でも、ポリエステル類、ポリアミド類が好ましく用いられ、織物の風合いを柔らかくすることのできるナイロン6、ナイロン66が特に好ましい。
【0021】
前記素材の極限粘度は、例えばポリエステル類を用いる場合は、0.58dl/g以上であることが好ましく、0.60dl/g以上であることがより好ましく、1.00dl/g以下であることが好ましく、0.90dl/g以下であることがより好ましい。素材の極限粘度を前記範囲とすることにより、適切な破断強度を有する繊維が得られ、かつ高いコストを招かない。また、素材の極限粘度が0.60dl/g以上であれば、細い糸でも適切な糸強度を得ることができる。一方、素材の極限粘度が0.58dl/g未満であると、破断強度不足による製品の引裂き強力・破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じるおそれがある。また、1.00dl/gを超えると非常にコストが高くなり、実用性に欠けるものとなる。
【0022】
前記素材の相対粘度は、例えばナイロンを用いる場合は、2.5以上であることが好ましく、3.0以上であることがより好ましい。素材の相対粘度が2.5以上であれば、得られる繊維が適切な破断強度を有する。また、素材の相対粘度が3.0以上であれば、細い糸でも適切な糸強度を得ることができる。一方、相対粘度が2.5未満であると、破断強度不足による製品の引裂き強力・破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じやすい。
【0023】
また、前記素材には、必要に応じて、吸湿性物質、酸化防止剤、つや消し剤、紫外線吸収剤、抗菌剤等を単独または複合して添加しても良い。
【0024】
<合成繊維の繊度>
合成繊維の繊度は、28dtex以下であることが好ましく、22dtex以下であることがより好ましく、17dtex以下であることがさらに好ましい。また、6dtex以上であることが好ましく、8dtex以上であることがより好ましく、11dtex以上であることがさらに好ましい。合成繊維の繊度を前記範囲とすることで、適切な引裂き強力を有しながら、薄くてコンパクトな織物が得られる。一方、繊度が28dtexより大きいと、引裂き強力は大きいが、厚い生地となり、薄く柔らかい織物が得られない。また、繊度が6dtexより小さいと、薄くてコンパクトな織物が得られるが、引裂き強力が小さく、衣料に適さない場合がある。
【0025】
前記合成繊維は、短繊維であっても長繊維(マルチフィラメント)であっても良いが、軽量でより薄く柔らかい織物が得られやすい点から、マルチフィラメントが好適に用いられる。
【0026】
合成繊維をマルチフィラメントとする場合、マルチフィラメントにおけるモノフィラメント同士の重なり状態は、下記の幾つかの配列があると考えられる。
【0027】
<2層配列>
本発明における「2層配列」とは、織物の経糸及び/または緯糸を構成するマルチフィラメントの断面において、複数のモノフィラメントが一列に連なって形成された第1層と、その上(厚み方向)にさらに同数のモノフィラメントが一列に連なって形成された第2層とからなる2層の重なり状態をいう。また、本発明において、単層および3層目以上を構成するモノフィラメント数が5本以下の場合も2層配列とする。例えば、単層および3層目を構成するモノフィラメント数が4本(単層:左端2本、右端1本;3層目:中央の1本)である図1の場合や、単層を構成するモノフィラメント数が3本(左側のマルチフィラメントおよび右側のマルチフィラメント:それぞれ左端の2本と右端の1本)である図2の場合、単層を構成するモノフィラメント数が4本(左端の2本と右端の2本)である図3の場合、単層および3層目を構成するモノフィラメント数が3本(単層:両端1本ずつの2本、3層目:中央の1本)である図4の場合なども、本発明の2層配列とする。
【0028】
<1層配列>
本発明における「1層配列」とは、織物の経糸及び/又は緯糸を構成するマルチフィラメントの断面において、マルチフィラメントを構成する全てのモノフィラメントが一列に連なった重なり状態(単層)をいう(図5、6)。
【0029】
<3層配列>
本発明における「3層配列」とは、織物の経糸及び/又は緯糸を構成するマルチフィラメントの断面において、複数のモノフィラメントが一列に連なって形成された第1層と、その上にさらに複数のモノフィラメントが連なって重なるように形成された第2層と、第2層の上にさらにもう一層形成された第3層とからなる3層の重なり状態をいう(図7、8)。
【0030】
また、4層配列、5層配列、・・・n層配列は、重なり層数が異なる以外に前記と同様に定義される。
【0031】
次に、本発明におけるモノフィラメント同士が2層に配列されているマルチフィラメントについて詳しく説明する。
【0032】
本発明者らは、織物の経方向、緯方向の少なくとも一方向において、モノフィラメント同士が2層に配列されているマルチフィラメント(本発明において、「2層配列マルチフィラメント」ということがある)が存在することが、低通気性と薄さ、柔らかさとを兼ね備えた織物を得るために極めて重要であることを見出した。その理由は下記のように考えられる。
【0033】
モノフィラメント同士の重なりを2層配列とすることで、織物の厚みを薄くすることが可能となり、しかもモノフィラメント同士が空隙の少ない状態で上下2層に重なり合うために織物の低通気性も確保することができる。
【0034】
一方、モノフィラメント同士の重なりが1層配列のみの場合は、織物の厚みを薄くすることができるが、織物の組織が1層だけで構成されているため、洗濯の際、組織が動きやすい。すなわち、2層配列では上の層が下の層を押える形となって洗濯時のマルチフィラメントの動き(ずれ)を抑制するのに対し、1層配列ではこのような動き抑制効果が動かず、洗濯時の応力によって糸ズレが起こり、組織が崩れてしまうと考えられる。この結果、洗濯後において低通気性を維持することが困難となる。また、モノフィラメント同士の重なりを3層配列以上にすると、低通気性の織物を得ることができるが、重なりが多いために織物自身が厚くなり、目的とする軽量・薄地で柔らかい織物を得ることができず、ダウンウエアやウインドブレーカーにしたときに織物のコンパクト性が阻害される。
【0035】
<2層配列マルチフィラメントの割合>
本発明において、所望性能を満足する織物を提供するために、前記2層配列マルチフィラメントの割合は50%以上であることが好ましく、60%以上であることがより好ましく、70%以上であることがさらに好ましい。2層配列マルチフィラメントの割合が50%以上であれば、低通気性と薄さ、柔らかさとを兼ね備えた織物を得ることができる。一方、割合が50%未満では、得られる織物は低通気性と薄さのどちらかの特性を満足できないおそれがある。
【0036】
なお、前記割合は、前記基準(2層配列以外のモノフィラメントが5本以下)で2層配列であると判断した2層配列マルチフィラメントを1本とし、このような2層配列マルチフィラメントの本数をこの2層配列マルチフィラメントが存在する方向(経または緯)にあるマルチフィラメントの総本数で除したものである。
【0037】
<2層配列マルチフィラメントの総繊度>
2層配列マルチフィラメントの総繊度は、28dtex以下であることが好ましく、22dtex以下であることがより好ましく、11dtex以上であることが好ましく、17dtex以上であることがより好ましい。2層配列マルチフィラメントの総繊度を前記範囲とすることで、適切な引裂き強力を有しながら、薄く柔らかい織物を得ることができる。一方、総繊度が28dtexを超えると、織物の引裂き強力が高くなるものの、厚い織物となり、軽量・薄地で柔らかい織物が得られない。また、総繊度が11dtexより小さいと、軽量・薄地で柔らかい織物が得られるものの、織物の引裂き強力が不足となる場合がある。
【0038】
<2層配列マルチフィラメントの破断強度>
2層配列マルチフィラメントの破断強度は特に限定されないが、4.0cN/dtex以上であることが好ましく、4.5cN/dtex以上であることがより好ましく、5.0cN/dtex以上であることがさらに好ましい。2層配列マルチフィラメントの破断強度が4.0cN/dtex以上であれば、細い糸を使った本発明の高密度織物に実用上の強力を持たせることができる。一方、破断強度が4.0cN/dtexより小さいと、衣料として十分な引裂き強力を有する織物が得られない場合がある。
【0039】
<2層配列マルチフィラメントの破断伸度>
2層配列マルチフィラメントの破断伸度も特に限定されないが、25%以上であることが好ましく、28%以上であることがより好ましく、50%以下であることが好ましく、48%以下であることがより好ましい。2層配列マルチフィラメントの破断伸度を前記範囲にしておくと、織物が引裂かれるときに、糸が適度に伸びることにより、引裂かれようとしている糸だけでなく、その隣の糸にも応力がかかり、またその隣の糸にも応力がかかり、というように引裂時の応力が多くの糸に分散され、その結果、1本の糸にかかる応力が軽減され、織物の引裂き強力が向上すると考えられる。一方、破断伸度が25%より小さいと、作製した織物が引裂かれる時の応力が引裂かれようとしている1本の糸に集中しやすいため、織物の引裂き強力が小さくなる。また、破断伸度が50%よりも大きいと、製織の高速化、高密度化、低摩擦化に伴う張力変化や各種接糸部品との間の摩擦抵抗に原糸が追従できず、断糸の発生頻度が増加するおそれがある。しかも、様々な紡糸延伸条件を調整しても破断強度が低くなってしまい、織物にしたときの引裂き強力が低下するという問題が発生しやすいため、好ましくない。
【0040】
<仮撚加工糸>
2層配列マルチフィラメントの沸水収縮率、熱応力、複屈折率、太さ斑などは特に限定されない。また、仮撚加工糸、複合糸、タスラン加工糸などであっても構わないが、生糸や仮撚加工糸が好ましく、更に仮撚加工糸がより好ましい。これは、高密度で製品を仕上げたとき、生糸よりも仮撚加工糸を使用する方が、織物の風合いを柔らかく仕上げやすいためである。
【0041】
また、仮撚加工糸はスピンドロー糸のような生糸に比べて捲縮加工が施されているためにモノフィラメント同士が密に揃いにくく、織物表面に凹凸が発生しやすいので、従来は仮撚加工糸を使うと洗濯により通気性が悪化しやすいという問題があった。本発明では仮撚加工糸を使っても通気度の悪化が大きく抑えられる。この理由は必ずしも解明されていないが、下記のように推定している。
【0042】
仮撚加工糸を構成するモノフィラメントはそれぞれに捲縮が掛かっている。従って、きれいに引き揃った状態に比べて、仮撚加工糸では捲縮により2層配列しているモノフィラメント同士が密に重なり合うため、モノフィラメント同士間の引っ掛かりが強くなる。その結果、洗濯等の外力が掛かっても仮撚加工糸中の各モノフィラメントの動きが抑制され、2層配列が崩れにくくなるので、洗濯による通気度の悪化が顕著に抑えられると考えている。
【0043】
仮撚加工糸の伸縮復元率は、10%以上であることが好ましく、15%以上であることがより好ましく、40%以下であることが好ましく、35%以下であることがより好ましい。伸縮復元率がこの範囲であると、モノフィラメント同士間の引っ掛かりが強くなり、組織が動きにくくなるため、洗濯後においても安定した2層配列を維持することができる。一方、伸縮復元率が10%より小さいと、糸のクリンプが弱くて糸の表面が平坦に近い状態になるため、モノフィラメント同士が引っ掛かりにくく安定した2層配列を形成することが難しくなる。その結果、組織が動きやすくなり、通気度の洗濯耐久性が悪くなる場合がある。また、伸縮復元率が40%より大きくなると、モノフィラメント同士の引っ掛かりが強すぎるため、2層配列を安定に形成できるものの、糸を解舒しにくくなるのみならず、織物自体の風合いがフカツキやすくなり、好ましくない。
【0044】
<仮撚加工糸の加工方法>
前記仮撚加工糸としては、一般に用いられるピンタイプ、フリクションタイプ、ニップベルトタイプ、エア加撚タイプ等如何なる方法によるものでも良いが、生産性の観点からフリクションタイプが好ましい。
【0045】
<モノフィラメントの繊度>
2層配列を構成するモノフィラメントの繊度は特に限定されないが、0.5dtex以上であることが好ましく、1.0dtex以上であることがより好ましく、2.0dtex以下であることが好ましく、1.5dtex以下であることがより好ましい。モノフィラメントの繊度を前記範囲とすることにより、柔らかい風合いを有しながら、適切な引裂き強力および低通気性を有する織物が得られる。一方、繊度が0.5dtexより小さいと、外部からの摩擦に弱くなりやすい。また、2層配列を形成させるためにモノフィラメント数をかなり多くする必要があり、紡糸が困難になり、操業しにくくなる場合がある。また、2.0dtexを超えると、柔らかい風合いや低通気性が得られにくい。
【0046】
<モノフィラメントの断面形状>
2層配列マルチフィラメントを構成するモノフィラメントの断面形状は特に限定されず、丸(楕円も含む)、三角、Y字型、十字型、W字型、V字型、∞型、歯車型、ハート型等が挙げられるが、強度の面からは丸断面が好適に用いられる。なお、丸断面のモノフィラメントを用いても、カレンダー加工後の断面形状は変形していることがある。
【0047】
<2層配列マルチフィラメントにおけるモノフィラメント数>
一本の2層配列マルチフィラメントにおけるモノフィラメント数は、12以上であることが好ましく、15以上であることがより好ましく、22以下であることが好ましく、20以下であることがより好ましい。モノフィラメント数を前記範囲とすることで、2層配列が形成しやすくなるため、薄さ、柔らかさを有しながら、洗濯後においても低通気性を維持できる織物が得られる。一方、モノフィラメント数を22より多くすると、前記総繊度を満足するためにモノフィラメントを細くしなければならないため、織物が外部からの摩擦に弱くなりやすい。また、12より小さくすると、1層配列が形成しやすいため、初期で低通気性が得られるとしても、洗濯後において低通気性を維持しにくい。
【0048】
なお、本発明の高密度織物では、2層配列マルチフィラメントのほかに、1層配列または3層配列以上のマルチフィラメントや短繊維などの合成繊維を使用することができる。合成繊維の繊度は前述の通りである。その他の特性は、2層配列マルチフィラメントと同じレベルであることが好ましい。
【0049】
<製糸方法>
本発明において、マルチフィラメント(2層配列マルチフィラメントも含む)の製糸方法は特に限定されないが、例えば、ポリアミド系マルチフィラメントやポリエステル系マルチフィラメントでは、スピンドロー方式による紡糸延伸連続装置、または紡糸装置と延伸装置を用いて2工程で行うことによって製造可能である。スピンドロー方式の場合、紡糸引取りゴデットローラの速度を1500m/分〜4000m/分に設定することが好ましく、2000m/分〜3000m/分に設定することがより好ましい。紡糸引取りゴデットローラの速度がこの範囲であれば、工業生産性が良く、コスト的にも有利である。一方、1500m/分より小さいと、糸が未延伸糸状になり、巻取りが難しくなる。また、4000m/分を超えると、生産性は良くなるが、断糸や毛羽などが発生して操業性が悪くなるおそれがある。
【0050】
以下、本発明の高密度織物について詳しく説明する。
【0051】
<織組織>
本発明において、高密度織物の織組織は特に限定されず、平組織のほか綾組織、朱子組織など任意の組織を用いることができるが、通気度を抑えるために平織が好ましく用いられる。織物の引裂き強力を上げるためには、リップストップタフタ、特にダブルリップが好適である。
【0052】
前記織物の製造に使用する織機も特に限定されず、ウォータージェットルーム織機やエアージェット織機、レピア織機を使用することができる。
【0053】
<カレンダー加工>
製織した織物は、一般的な薄地織物の加工機械を使って、精錬、リラックス、プリセット、染色、仕上げ加工等を行う。その際、織物の少なくとも片面にカレンダー加工を施すことが好適である。
【0054】
織物の少なくとも片面にカレンダー加工を施すことにより、カレンダー加工側の面においてモノフィラメント同士が2層配列に圧縮、固定化されるため、薄くてコンパクトでありながら、低通気性の織物が得られる。
【0055】
カレンダー加工は織物の片面のみ(片面のみ光沢面とする)或いは両面(両面を光沢面とする)に施しても良いが、両面に施すと、織物表側の繊維がつぶれて、好ましくない光沢感が出たり、風合いが硬くなったり、更に生地の肌離れ性が悪くなって濡れたときに生地が肌に貼り付いたような不快な触感になる場合があるため、そのような風合いを好まない場合は片面のみに施すことが好ましい。なお、カレンダー加工の回数は特に限定されず、十分に圧縮できれば、1回のみでも複数回行っても構わない。
【0056】
カレンダー加工の温度は特に限定されないが、使用素材のガラス転移温度より80℃以上高いことが好ましく、120℃以上高いことがより好ましい。また、使用素材の融点より20℃以上低いことが好ましく、30℃以上低いことがより好ましい。カレンダー加工の温度を前記範囲にすることにより、低通気度と高引裂き強力を両方兼ね備えた織物が得られる。一方、前記カレンダー加工の温度が使用素材のガラス転移温度+80℃より低いと、マルチフィラメントにおけるモノフィラメントの圧縮度合が弱く、低通気度の織物が得にくくなる。また、使用素材の融点−20℃より高いと、マルチフィラメントにおけるモノフィラメントの圧縮度合は高まるが、織物の引裂き強力が著しく低下することがある。例えば、ポリアミドを素材とする場合、カレンダー加工の温度は、130℃〜200℃であることが好ましく、120℃〜190℃であることがより好ましい。また、ポリエステルを素材とする場合、カレンダー加工の温度は160℃〜240℃であることが好ましい。
【0057】
カレンダー加工の圧力は、0.98MPa(10kgf/cm2)以上であることが好ましく、1.96MPa(20kgf/cm2)以上であることがより好ましく、5.88MPa(60kgf/cm2)以下であることが好ましく、4.90MPa(50kgf/cm2)以下であることがより好ましい。カレンダー加工の圧力を前記範囲にすることにより、低通気度と引裂き強力を両方兼ね備えた織物が得られる。一方、前記カレンダー加工の圧力が0.98MPa(10kgf/cm2)より小さいと、マルチフィラメントにおけるモノフィラメントの圧縮度合が弱く、低通気度の織物が得られないことがある。また、5.88MPa(60kgf/cm2)より大きいと、マルチフィラメントにおけるモノフィラメントは過度に圧縮されて、織物の引裂き強力が著しく低下する恐れがある。
【0058】
また、カレンダーの材質は特に限定されないが、片方のロールは金属製であることが好ましい。金属ロールはそれ自身の温度を調節することができ、かつ生地表面を均一に圧縮することができる。もう一方のロールは特に限定されないが、金属ロール以外にもペーパーロール、コットンロール及び樹脂ロール等の弾性ロールを用いてもよい。樹脂ロールを用いる場合は表面材質としてナイロン製が好ましく用いられる。
【0059】
<他の加工>
本発明の高密度織物には、必要に応じて、撥水処理やコーティング加工、ラミネート加工等の各種機能加工や、風合いや織物の強力を調整するための柔軟仕上げや樹脂加工を併用することができる。例えば、柔軟剤として、アミノ変性シリコーンやポリエチレン系、ポリエステル系、パラフィン系柔軟剤等が使用できる。仕上げに柔軟加工、シリコーン加工等の後加工を付与することができる。樹脂加工剤としては、メラミン樹脂、グリオキザール樹脂、ウレタン系、アクリル系、ポリエステル系等の各種樹脂が使用できる。
【0060】
<カバーファクター>
本発明において、織物のトータルカバーファクター(CF)は、1700以上であることが好ましく、1800以上であることがより好ましく、2200以下であることが好ましく、2000以下であることがより好ましい。トータルカバーファクターを前記範囲にすることにより、適切な引裂き強力および低通気性を有する織物が得られる。一方、トータルカバーファクターが1700より小さいと、低通気性の織物が得られない。また、2200を超えると、経および緯の密度が大きくなるため、軽くて柔らかい織物が得られない。
【0061】
前記トータルカバーファクター(CF)は下記式により計算する。
CF=T×(DT)1/2+W×(DW)1/2
式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す。
【0062】
また、2層配列マルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクター(CFA)は、700以上であることが好ましく、750以上であることがより好ましく、900以下であることが好ましく、880以下であることがより好ましい。経方向または緯方向の少なくとも一方向のカバーファクターがこの範囲であれば、モノフィラメント同士が2層配列を形成しやすい。一方、経方向または緯方向のいずれかのカバーファクターが900より高いと、密度が高くなるため、モノフィラメントが3層配列以上となってしまい、薄くて柔らかい織物が得られない。また、700より小さくなると、密度が小さくなるため、2層配列を形成させるためにモノフィラメントを細くしてその本数を多くする必要があり、その結果、紡糸が困難となったり、外部の表面摩擦により生地の乱れが発生することがある。
【0063】
前記カバーファクター(CFA)は下記式により計算する。
CFA=A×(DA)1/2
式中、Aは織物の経密度または緯密度(本/2.54cm)を示し、DAは織物を構成する経糸または緯糸の太さ(dtex)を示す。
【0064】
<目付>
織物の目付は特に限定されないが、20g/m2以上であることが好ましく、25g/m2以上であることがより好ましく、60g/m2以下であることが好ましく、55g/m2以下であることがより好ましい。織物の目付を前記範囲にすることにより、軽量・薄地で低通気性を有する織物が得られる。一方、織物の目付が20g/m2より小さいと、薄くて軽い生地に仕上るが、低通気性を有する織物が得られにくい。また、60g/m2を超えると、低通気性が得られるが、厚い生地になりやすい。
【0065】
<引裂き強力>
織物のペンジュラム法による引裂き強力は特に限定されないが、経方向及び緯方向のいずれも、8N以上であることが好ましく、10N以上であることがより好ましく、12N以上であることがさらに好ましい。また、50N以下であることが好ましく、40N以下であることがより好ましく、30N以下であることがさらに好ましい。織物の引裂き強力を前記範囲にすることにより、軽量薄地で必要な引裂き強力を有する織物が得られる。一方、引裂き強力が8Nより小さいと、用途によっては織物の引裂き強力が不足する場合がある。また、50Nを超えると、繊度を大きくする必要があり、それに伴って生地が分厚く硬いものとなりやすいため好ましくない。
【0066】
<通気度および洗濯耐久性>
織物のJIS L 1096 8.27.1に規定されている通気性A法(フラジール形法)による通気度は、洗濯前の初期値で、1.5cc/cm2/s以下であることが好ましく、1.0cc/cm2/s以下であることがより好ましい。洗濯前の通気度が1.5cc/cm2/s以下であれば、ダウンプルーフ性に優れる織物が得られる。
【0067】
また、前記方法で測定した織物の洗濯3回後の通気度は、2.0cc/cm2/s以下であることが好ましく、1.5cc/cm2/s以下であることがより好ましい。洗濯3回後の通気度が2.0cc/cm2/s以下であれば、洗濯中の織物からのダウン抜けが起こらず、洗濯耐久性に優れている織物が得られる。一方、洗濯3回後の通気度が2.0cc/cm2/sを超えると、ダウン抜けが起こりやすく、ダウンジャケット等の品質を大きく落とす原因になり得る。
【実施例】
【0068】
次に、実施例および比較例を挙げて本発明を詳細に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。本発明で用いた測定法は以下の通りである。
【0069】
<繊度>
マルチフィラメントの総繊度は、100m長のマルチフィラメントのカセを3つ作製し、各々の質量(g)を測定し、平均値を求め、100倍して求めた。モノフィラメントの繊度は、マルチフィラメントの繊度をフィラメント数で除したものとした。
【0070】
<極限粘度>
極限粘度(IV)は、p−クロルフェノールとテトラクロルエタンからなる混合溶媒(p−クロルフェノール/テトラクロルエタン=75/25)を用い、30℃で測定した極限粘度〔η〕を、下記の式によりフェノールとテトラクロルエタンからなる混合溶媒(フェノール/テトラクロルエタン=60/40)の極限粘度(IV)に換算したものである。
IV=0.8325×〔η〕+0.005
【0071】
<相対粘度>
96.3±0.1質量%の試薬特級濃硫酸中にポリマー濃度が10mg/mlになるように試料を溶解させてサンプル溶液を調製した。20℃±0.05℃の温度で水落下秒数が6から7秒のオストワルド粘度計を用い、20℃±0.05℃の温度で、調製したサンプル溶液20mlの落下時間T1(秒)及び試料を溶解するに用いた96.3±0.1質量%の試薬特級濃硫酸20mlの落下時間T0(秒)を、それぞれ測定した。使用する素材の相対粘度(RV)は下記の式により算出した。
RV=T1/T0
【0072】
<破断強度>
インストロンジャパン社製の4301型万能材料試験機を用い、試料長:20cm、引張速度:20cm/分、繊度(デニール)に対し1/33(g)の荷重をかけ、測定を3回実施して、破断したときの強度の平均値を破断強度とした。
【0073】
<破断伸度>
測定方法は上記破断強度と同様で、破断したときの伸度の平均値である。
【0074】
<伸縮復元率>
仮撚加工糸の伸縮復元率(CR)は、JIS L 1013 8.12に規定されている伸縮復元率に準拠して測定した。
【0075】
<モノフィラメント同士の重なり状態の測定方法>
生地の経方向または緯方向の断面を撮影するための試料を通常の方法でSEM試料台にセットした。この時、垂直に乱れなく糸断面を切出すために、試料を液体窒素で冷凍した上で鋭利な安全カミソリを用い、定規を使って糸の間を糸に沿って刃を入れるように糸の断面を切出した。例えば、経糸断面を撮影する場合は、緯糸の間を緯糸に沿って刃を入れる。その後、SEMにて一視野に15〜20本程度のマルチフィラメントが見やすく収まる程度の倍率(倍率200倍)で断面写真を撮影した。写真は異なる場所から3枚任意に撮った。各写真を観察して、2層配列になっているマルチフィラメントの本数を数えて、下記の基準によりモノフィラメントの重なり状態を判断した。
【0076】
2層配列マルチフィラメントの割合が写真にあるマルチフィラメント総本数の50%以上である場合を「2層」と、2層配列マルチフィラメントの割合が50%未満で且つ3層配列以上のマルチフィラメントの割合が50%以上である場合を「3層以上」と、2層配列マルチフィラメントの割合が50%未満で且つ1層配列マルチフィラメントの割合が50%以上である場合を「1層」とした。
【0077】
<目付>
織物の目付は、JIS L 1096 8.4に規定されている単位面積あたりの質量に準拠して測定した。
【0078】
<カバーファクター>
織物のトータルカバーファクター(CF)は、下記式により計算した。
CF=T×(DT)1/2+W×(DW)1/2
式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す。
【0079】
また、織物の経方向または緯方向のいずれかのカバーファクター(CFA)は、下記式により計算した。
CFA=A×(DA)1/2
式中、Aは織物の経密度または緯密度(本/2.54cm)を示し、DAは織物を構成する経糸または緯糸の太さ(dtex)を示す。
【0080】
<引裂き強力>
織物の引裂き強力は、JIS L 1096 8.15.5に規定されている引裂強さD法(ペンジュラム法)に準拠して、経緯の両方向において測定した。
【0081】
<通気度>
織物の通気度は、JIS L 1096 8.27.1に規定されている通気性A法(フラジール形法)に準拠して測定した。
【0082】
<洗濯耐久性>
織物の洗濯は、JIS L 1096 8.64.4の織物の寸法変化に記載されているF−2法に準拠して、洗濯−脱水−乾燥を3回繰り返した。乾燥方法はライン乾燥で行った。洗濯3回後の通気度は前記方法により測定し、洗濯耐久性とした。
【0083】
<風合い>
織物の風合いは、ナイロン6の56T24Fの平織物(経130本/2.54cm・緯116本/2.54cm)を染色・セットしたものをブランクとして、評価人を5人選定し、ブランクより柔らかく感じるものを5点、ブランクに近い風合いを感じるものを1点とし、5段階で評価した。表には平均点を示した。
【0084】
<ピリング>
織物のピリングは、JIS L 1076 8.1のA法に規定されているピリング測定法に準拠して測定した。
【0085】
実施例1
相対粘度3.5のナイロン6ポリマーチップを、紡糸温度288℃、吐出量9.44g/分で、吐出孔(ノズル径0.22Φ)20個を備えた紡糸口金から溶融紡糸した。2つのゴデットローラのうち、第1ゴデットローラの速度と第2ゴデットローラの速度を3077m/分、巻き取りの速度を3100m/分に設定し、丸断面のモノフィラメント20本からなる総繊度33.1dtexのマルチフィラメントのPOYを得た。得られたPOYを、TMTマシナリー社のTMC機にて、ディスク比D/Y1.55、ヒーター温度180℃、ウレタンディスク1−7−1の構成で、仮撚のT1張力(加撚張力)12gf、仮撚のT2張力(解撚張力)12gf、加工スピード450m/分、延伸倍率1.08の条件で、22dtexの仮撚加工糸を作製した。得られた仮撚加工糸について前記方法で評価した。結果を表1に示す。
【0086】
前記仮撚加工糸を経糸及び緯糸に用い、経密度を213本/2.54cmに、緯密度を173本/2.54cmに設定し、ウォータージェットルーム織機にてダブルリップ組織を製織した。
【0087】
得られた生地を常法に従って、オープンソーパーを用いて精練し、ピンテンターを用いて190℃×30秒でプレセットし、液流染色機(日阪製作所製:サーキュラーNS)を用いて酸性染料でブルーに染色した後、180℃×30秒で中間セットを行った。その後、カレンダー加工(シリンダー加工、温度180℃、圧力2.45MPa(25kgf/cm2)、速度20m/分)を生地の片面に2回施した後、柔軟仕上げ加工を行った。得られた織物について前記方法で評価した。結果を表1に示す。
【0088】
実施例2
相対粘度2.5のナイロン6ポリマーチップを用いて、紡糸温度を266℃、吐出量を12.01g/分と変更した以外は、実施例1と同様にして紡糸および仮撚を行い、28dtex、20モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、経密度を200本/2.54cmに、緯密度を153本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表1に示す。
【0089】
実施例3
紡糸時の吐出量を4.72g/分と変更した以外は、実施例1と同様にして紡糸および仮撚を行い、11dtex、20モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、経密度を300本/2.54cmに、緯密度を218本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表1に示す。
【0090】
実施例4
相対粘度3.5のナイロン6ポリマーチップを、紡糸温度288℃、吐出量7.16g/分で、吐出孔(ノズル径0.22Φ)20個を備えた紡糸口金から溶融紡糸した。3つのゴデットローラのうち、第1ゴデットローラの速度を2000m/分、第2のゴデットローラの速度を2500m/分、第3のゴデットローラの速度を3400m/分に、また、第2ゴデットローラの温度を160℃、第3ゴデットローラの温度を141℃に、巻き取りの速度を3250m/分に設定し、丸断面のモノフィラメント20本からなる総繊度22dtexのスピンドロー糸を得た。なお、得られたスピンドロー糸は仮撚を行わずに実施例1と同様にして製織、加工を行った。得られたスピンドロー糸および織物について前記方法で評価した。結果を表1に示す。
【0091】
実施例5
経密度を250本/2.54cm、緯密度を178本/2.54cmに変更した以外は、実施例1の仮撚加工糸を経糸及び緯糸に用いて、実施例1と同様にして製繊、加工を行った。得られた織物について前記方法で評価した。結果を表1に示す。
【0092】
実施例6
経密度を173本/2.54cm、緯密度を213本/2.54cmに変更した以外は、実施例1の仮撚加工糸を経糸及び緯糸に用いて、実施例1と同様にして製繊、加工を行った。得られた織物について前記方法で評価した。結果を表1に示す。
【0093】
比較例1
吐出孔を24個に、紡糸時の吐出量を49.5dtexのPOYが得られるように変更した以外は、実施例1と同様にして紡糸および仮撚を行い、33dtex、24モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、製織時の経密度を186本/2.54cmに、緯密度を124本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表2に示す。
【0094】
比較例2
吐出孔を48個に変更した以外は、実施例1と同様にして紡糸および仮撚を行い、22dtex、48モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表2に示す。
【0095】
比較例3
経密度を240本/2.54cm、緯密度を238本/2.54cmに変更した以外は、実施例1で作製された仮撚加工糸を用いて、実施例1と同様にして製織、加工を行った。得られた織物について前記方法で評価した。結果を表2に示す。
【0096】
比較例4
吐出孔を7個に、紡糸時の吐出量を16.5dtexのPOYが得られるように変更した以外は、実施例1と同様にして紡糸および仮撚を行い、11dtex、7モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、経密度を300本/2.54cmに、緯密度を218本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表2に示す。
【0097】
【表1】

【0098】
【表2】
【0099】
表1の結果から分かるように、実施例1〜6の織物は、薄くて柔らかい風合いを有しながら、引裂き強力が高くかつ洗濯後においても低通気性を維持できるものであった。また、仮撚加工糸を使用した実施例1の織物は、生糸を使用した実施例4の織物に比べて、マルチフィラメントの繊度が同じにもかかわらず、洗濯による通気度の悪化程度が小さいことがわかった。
【0100】
一方、表2の結果から分かるように、比較例1〜3の織物のいずれも、カレンダー加工面のモノフィラメントが経緯とも3層以上の配列を形成したため、低通気性を示した。しかし、比較例1の織物は、高い繊度(33dtex)のマルチフィラメントを用いたため、風合いが硬い。また、比較例2の織物は、モノフィラメントの繊度が細すぎるため、ピリングが1級となり、外部からの摩擦に弱いものであった。さらに、比較例3の織物は、カバーファクターを高く設定したため、風合いの硬いものであった。
【0101】
なお、比較例4の織物は、薄くてコンパクトなものであったが、カレンダー加工面のモノフィラメントが1層配列を形成したため、洗濯後において低通気性を維持できなかった。
【産業上の利用可能性】
【0102】
本発明の高密度織物は、軽量・薄地で非常に柔らかい風合いを有しながら、引裂き強力が高く、かつ洗濯後においても低通気性を維持できるものであるため、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【技術分野】
【0001】
本発明は、軽量薄地で引裂き強力が大きく、かつ洗濯後も低通気度である高密度織物に関するものであり、より詳しくは、ワタやダウンの吹き出しを抑制した高密度織物であって、特にダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる高密度織物に関するものである。
【背景技術】
【0002】
ダウンウエアやふとんの側地に用いられる生地は、ワタやダウンの吹き出しを抑制するために低通気性が要求されている。また、軽量薄地であることも要求されている。
【0003】
従来は、前記生地にはその風合いや快適性が優れている絹や綿などの天然繊維が用いられていた。しかし、天然繊維からなる生地は、引裂き強力が小さく耐久性に劣るため、特にダウンウエアとして用いる場合は肘や袖部分からワタやダウンの吹き出しが発生するという問題があった。
【0004】
一方、その機械特性が優れていることから、ポリエステルマルチフィラメント、ナイロンマルチフィラメント、またはこれらの複合合繊織物も前記生地に多く使われていた。これらの織物は、ソフト、軽量で、防風性、撥水性および堅牢性等に優れているため、コート、ブルゾン、ゴルフウエア、スポーツ用アウトドアウエア等に多く使用されている。しかし、ダウンの吹き出しを抑制するためのダウンプルーフ性を確保するには織物を緻密な構造にする必要があり、織物が硬くなるという問題があった。この問題を解決するために、例えば、特許文献1〜3のように様々な織物が提案されて改善が図られてきた。
【0005】
<マイクロファイバーを使った高密度織物>
特許文献1には、平均繊度0.5デニール以下の単繊維より構成される紡績糸又は長繊維糸を用いた布団用側地が開示されている。この側地は、綿抜けがなく、風合いも柔らかで、ドレープ性に富み、良好な光沢を有する高級布団側地であった。しかし、単糸繊度が細い分、風合いが柔らかくなるが、構成繊維本数が多く、糸が太くなるため、生地が分厚くなり、軽さ、薄さとダウンプルーフ性とを兼ね備えたものではなかった。
【0006】
<総繊度が細いマルチフィラメントを使った薄地高密度織物>
特許文献2には、トータルカバーファクターが1500以上で目付が45g/m2以下であるポリエステル織物であって、トータル繊度25dtex以下、単糸繊度が2.0dtex以下のポリエステルマルチフィラメントA糸及びトータル繊度35dtex以上のマルチフィラメントB糸からなり、経方向、緯方向それぞれの糸配列は、B糸/A糸の糸構成比率が1/4〜1/20(本数比)であり、A糸とB糸とのピッチが7mm以下であるポリエステル織物が提案されている。このポリエステル織物は、従来よりも極細のポリエステルマルチフィラメントを使用し、軽量、高密度で柔軟性を有しながら、同時に充分な引裂き強度を有するものであった。しかし、極細のポリエステルマルチフィラメントを用いているので柔らかくはなっているが、強力を高めるために35dtex以上の太繊度B糸を使用する必要があり、A糸/B糸の構成比率も限定されるという問題があった。
【0007】
<マイクロファイバー&加工糸を使った高密度織物>
特許文献3には、単糸繊度が0.6デニール以下、トータル繊度60〜120デニールよりなるポリエステル長繊維糸条を用いた織物であって、経糸が捲縮加工糸からなり、経糸のトータル繊度(WD)、緯糸のトータル繊度(FD)および経糸カバーファクター(WCF)を特定の範囲に規定した高密度織物が開示されている。この高密度織物は、高い防水性能と縫製後の仕立て映えに優れ、かつ実用上問題ないレベルの引裂き強力を有するとともに、ソフトな風合いを有するものであった。しかし、この織物は、織物縫製時に縫針により織物構成糸が湾曲しても吊らないようにするため、60デニール以上の太繊度の仮撚加工糸を用いていることから、軽量・薄地で、柔らかく、かつダウンプルーフ性に優れた高密度織物を実現することはできない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭56−5687号公報
【特許文献2】再公表2005−095690号公報
【特許文献3】特開平10―245741号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、かかる従来技術の問題を背景になされたものであり、より詳しくは、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられ、軽量薄地で引裂き強力が高く、かつ洗濯後においても低通気性を維持できる織物を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明者らは、前記課題を解決すべく鋭意研究を重ねた結果、本発明を完成するに至った。すなわち、本発明の高密度織物は、繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、かつこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とするものである。
【0011】
前記のように、合成繊維の繊度、経方向または緯方向のカバーファクターおよびトータルカバーファクターを特定し、また、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されている糸断面形態を有するマルチフィラメントを存在させることにより、織物の通気度を低減して洗濯等による通気度の悪化を抑制するとともに、織物を薄く柔らかくすることもできる。
【0012】
前記マルチフィラメントの総繊度は11〜28dtexであり、一本のマルチフィラメントにおけるモノフィラメント数は12〜22であることが好ましく、仮撚加工糸であることがより好ましい。また、細い糸を使った本発明の高密度織物において、実用上の強力を持たせるために、前記マルチフィラメントの破断強度は4.5cN/dtex以上であることが好ましい。さらに、前記マルチフィラメントの割合は50%以上であることが好ましい。
【0013】
なお、本発明の高密度織物は、少なくとも片面にカレンダー加工が施されたものが好適に用いられる。
【0014】
本発明の高密度織物は、JIS L 1096 8.27.1に規定の通気性A法により測定された洗濯3回後の通気度が2cc/cm2/s以下であることが好ましい。洗濯3回後の通気度を2cc/cm2/s以下とすることで、洗濯後においても低通気性を維持することができる。
【発明の効果】
【0015】
本発明の高密度織物は、軽量・薄地で非常に柔らかい風合いを有しながら、引裂き強力が高く、かつ洗濯後においても低通気性を維持できるものであり、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【図面の簡単な説明】
【0016】
【図1】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
【図2】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
【図3】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
【図4】2層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
【図5】1層配列を例示する織物(生糸織物)断面のSEM写真である。
【図6】1層配列を例示する織物(生糸織物)断面のSEM写真である。
【図7】3層配列を例示する織物(生糸織物)断面のSEM写真である。
【図8】3層配列を例示する織物(仮撚加工糸織物)断面のSEM写真である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について詳しく説明する。
【0018】
本発明の高密度織物は、繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、且つこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とするものである。
【0019】
まず、本発明の高密度織物に用いられる合成繊維について説明する。
【0020】
<合成繊維の素材>
合成繊維の素材は、特に限定されないが、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル類、ナイロン6、ナイロン66、ナイロン46、ナイロン12、ナイロン610、ナイロン612またはこれらの共重合体などのポリアミド類、ポリアクリロニトリル、ポリ塩化ビニル、ポリビニルアルコールなどの合成ポリマーが挙げられる。中でも、ポリエステル類、ポリアミド類が好ましく用いられ、織物の風合いを柔らかくすることのできるナイロン6、ナイロン66が特に好ましい。
【0021】
前記素材の極限粘度は、例えばポリエステル類を用いる場合は、0.58dl/g以上であることが好ましく、0.60dl/g以上であることがより好ましく、1.00dl/g以下であることが好ましく、0.90dl/g以下であることがより好ましい。素材の極限粘度を前記範囲とすることにより、適切な破断強度を有する繊維が得られ、かつ高いコストを招かない。また、素材の極限粘度が0.60dl/g以上であれば、細い糸でも適切な糸強度を得ることができる。一方、素材の極限粘度が0.58dl/g未満であると、破断強度不足による製品の引裂き強力・破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じるおそれがある。また、1.00dl/gを超えると非常にコストが高くなり、実用性に欠けるものとなる。
【0022】
前記素材の相対粘度は、例えばナイロンを用いる場合は、2.5以上であることが好ましく、3.0以上であることがより好ましい。素材の相対粘度が2.5以上であれば、得られる繊維が適切な破断強度を有する。また、素材の相対粘度が3.0以上であれば、細い糸でも適切な糸強度を得ることができる。一方、相対粘度が2.5未満であると、破断強度不足による製品の引裂き強力・破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じやすい。
【0023】
また、前記素材には、必要に応じて、吸湿性物質、酸化防止剤、つや消し剤、紫外線吸収剤、抗菌剤等を単独または複合して添加しても良い。
【0024】
<合成繊維の繊度>
合成繊維の繊度は、28dtex以下であることが好ましく、22dtex以下であることがより好ましく、17dtex以下であることがさらに好ましい。また、6dtex以上であることが好ましく、8dtex以上であることがより好ましく、11dtex以上であることがさらに好ましい。合成繊維の繊度を前記範囲とすることで、適切な引裂き強力を有しながら、薄くてコンパクトな織物が得られる。一方、繊度が28dtexより大きいと、引裂き強力は大きいが、厚い生地となり、薄く柔らかい織物が得られない。また、繊度が6dtexより小さいと、薄くてコンパクトな織物が得られるが、引裂き強力が小さく、衣料に適さない場合がある。
【0025】
前記合成繊維は、短繊維であっても長繊維(マルチフィラメント)であっても良いが、軽量でより薄く柔らかい織物が得られやすい点から、マルチフィラメントが好適に用いられる。
【0026】
合成繊維をマルチフィラメントとする場合、マルチフィラメントにおけるモノフィラメント同士の重なり状態は、下記の幾つかの配列があると考えられる。
【0027】
<2層配列>
本発明における「2層配列」とは、織物の経糸及び/または緯糸を構成するマルチフィラメントの断面において、複数のモノフィラメントが一列に連なって形成された第1層と、その上(厚み方向)にさらに同数のモノフィラメントが一列に連なって形成された第2層とからなる2層の重なり状態をいう。また、本発明において、単層および3層目以上を構成するモノフィラメント数が5本以下の場合も2層配列とする。例えば、単層および3層目を構成するモノフィラメント数が4本(単層:左端2本、右端1本;3層目:中央の1本)である図1の場合や、単層を構成するモノフィラメント数が3本(左側のマルチフィラメントおよび右側のマルチフィラメント:それぞれ左端の2本と右端の1本)である図2の場合、単層を構成するモノフィラメント数が4本(左端の2本と右端の2本)である図3の場合、単層および3層目を構成するモノフィラメント数が3本(単層:両端1本ずつの2本、3層目:中央の1本)である図4の場合なども、本発明の2層配列とする。
【0028】
<1層配列>
本発明における「1層配列」とは、織物の経糸及び/又は緯糸を構成するマルチフィラメントの断面において、マルチフィラメントを構成する全てのモノフィラメントが一列に連なった重なり状態(単層)をいう(図5、6)。
【0029】
<3層配列>
本発明における「3層配列」とは、織物の経糸及び/又は緯糸を構成するマルチフィラメントの断面において、複数のモノフィラメントが一列に連なって形成された第1層と、その上にさらに複数のモノフィラメントが連なって重なるように形成された第2層と、第2層の上にさらにもう一層形成された第3層とからなる3層の重なり状態をいう(図7、8)。
【0030】
また、4層配列、5層配列、・・・n層配列は、重なり層数が異なる以外に前記と同様に定義される。
【0031】
次に、本発明におけるモノフィラメント同士が2層に配列されているマルチフィラメントについて詳しく説明する。
【0032】
本発明者らは、織物の経方向、緯方向の少なくとも一方向において、モノフィラメント同士が2層に配列されているマルチフィラメント(本発明において、「2層配列マルチフィラメント」ということがある)が存在することが、低通気性と薄さ、柔らかさとを兼ね備えた織物を得るために極めて重要であることを見出した。その理由は下記のように考えられる。
【0033】
モノフィラメント同士の重なりを2層配列とすることで、織物の厚みを薄くすることが可能となり、しかもモノフィラメント同士が空隙の少ない状態で上下2層に重なり合うために織物の低通気性も確保することができる。
【0034】
一方、モノフィラメント同士の重なりが1層配列のみの場合は、織物の厚みを薄くすることができるが、織物の組織が1層だけで構成されているため、洗濯の際、組織が動きやすい。すなわち、2層配列では上の層が下の層を押える形となって洗濯時のマルチフィラメントの動き(ずれ)を抑制するのに対し、1層配列ではこのような動き抑制効果が動かず、洗濯時の応力によって糸ズレが起こり、組織が崩れてしまうと考えられる。この結果、洗濯後において低通気性を維持することが困難となる。また、モノフィラメント同士の重なりを3層配列以上にすると、低通気性の織物を得ることができるが、重なりが多いために織物自身が厚くなり、目的とする軽量・薄地で柔らかい織物を得ることができず、ダウンウエアやウインドブレーカーにしたときに織物のコンパクト性が阻害される。
【0035】
<2層配列マルチフィラメントの割合>
本発明において、所望性能を満足する織物を提供するために、前記2層配列マルチフィラメントの割合は50%以上であることが好ましく、60%以上であることがより好ましく、70%以上であることがさらに好ましい。2層配列マルチフィラメントの割合が50%以上であれば、低通気性と薄さ、柔らかさとを兼ね備えた織物を得ることができる。一方、割合が50%未満では、得られる織物は低通気性と薄さのどちらかの特性を満足できないおそれがある。
【0036】
なお、前記割合は、前記基準(2層配列以外のモノフィラメントが5本以下)で2層配列であると判断した2層配列マルチフィラメントを1本とし、このような2層配列マルチフィラメントの本数をこの2層配列マルチフィラメントが存在する方向(経または緯)にあるマルチフィラメントの総本数で除したものである。
【0037】
<2層配列マルチフィラメントの総繊度>
2層配列マルチフィラメントの総繊度は、28dtex以下であることが好ましく、22dtex以下であることがより好ましく、11dtex以上であることが好ましく、17dtex以上であることがより好ましい。2層配列マルチフィラメントの総繊度を前記範囲とすることで、適切な引裂き強力を有しながら、薄く柔らかい織物を得ることができる。一方、総繊度が28dtexを超えると、織物の引裂き強力が高くなるものの、厚い織物となり、軽量・薄地で柔らかい織物が得られない。また、総繊度が11dtexより小さいと、軽量・薄地で柔らかい織物が得られるものの、織物の引裂き強力が不足となる場合がある。
【0038】
<2層配列マルチフィラメントの破断強度>
2層配列マルチフィラメントの破断強度は特に限定されないが、4.0cN/dtex以上であることが好ましく、4.5cN/dtex以上であることがより好ましく、5.0cN/dtex以上であることがさらに好ましい。2層配列マルチフィラメントの破断強度が4.0cN/dtex以上であれば、細い糸を使った本発明の高密度織物に実用上の強力を持たせることができる。一方、破断強度が4.0cN/dtexより小さいと、衣料として十分な引裂き強力を有する織物が得られない場合がある。
【0039】
<2層配列マルチフィラメントの破断伸度>
2層配列マルチフィラメントの破断伸度も特に限定されないが、25%以上であることが好ましく、28%以上であることがより好ましく、50%以下であることが好ましく、48%以下であることがより好ましい。2層配列マルチフィラメントの破断伸度を前記範囲にしておくと、織物が引裂かれるときに、糸が適度に伸びることにより、引裂かれようとしている糸だけでなく、その隣の糸にも応力がかかり、またその隣の糸にも応力がかかり、というように引裂時の応力が多くの糸に分散され、その結果、1本の糸にかかる応力が軽減され、織物の引裂き強力が向上すると考えられる。一方、破断伸度が25%より小さいと、作製した織物が引裂かれる時の応力が引裂かれようとしている1本の糸に集中しやすいため、織物の引裂き強力が小さくなる。また、破断伸度が50%よりも大きいと、製織の高速化、高密度化、低摩擦化に伴う張力変化や各種接糸部品との間の摩擦抵抗に原糸が追従できず、断糸の発生頻度が増加するおそれがある。しかも、様々な紡糸延伸条件を調整しても破断強度が低くなってしまい、織物にしたときの引裂き強力が低下するという問題が発生しやすいため、好ましくない。
【0040】
<仮撚加工糸>
2層配列マルチフィラメントの沸水収縮率、熱応力、複屈折率、太さ斑などは特に限定されない。また、仮撚加工糸、複合糸、タスラン加工糸などであっても構わないが、生糸や仮撚加工糸が好ましく、更に仮撚加工糸がより好ましい。これは、高密度で製品を仕上げたとき、生糸よりも仮撚加工糸を使用する方が、織物の風合いを柔らかく仕上げやすいためである。
【0041】
また、仮撚加工糸はスピンドロー糸のような生糸に比べて捲縮加工が施されているためにモノフィラメント同士が密に揃いにくく、織物表面に凹凸が発生しやすいので、従来は仮撚加工糸を使うと洗濯により通気性が悪化しやすいという問題があった。本発明では仮撚加工糸を使っても通気度の悪化が大きく抑えられる。この理由は必ずしも解明されていないが、下記のように推定している。
【0042】
仮撚加工糸を構成するモノフィラメントはそれぞれに捲縮が掛かっている。従って、きれいに引き揃った状態に比べて、仮撚加工糸では捲縮により2層配列しているモノフィラメント同士が密に重なり合うため、モノフィラメント同士間の引っ掛かりが強くなる。その結果、洗濯等の外力が掛かっても仮撚加工糸中の各モノフィラメントの動きが抑制され、2層配列が崩れにくくなるので、洗濯による通気度の悪化が顕著に抑えられると考えている。
【0043】
仮撚加工糸の伸縮復元率は、10%以上であることが好ましく、15%以上であることがより好ましく、40%以下であることが好ましく、35%以下であることがより好ましい。伸縮復元率がこの範囲であると、モノフィラメント同士間の引っ掛かりが強くなり、組織が動きにくくなるため、洗濯後においても安定した2層配列を維持することができる。一方、伸縮復元率が10%より小さいと、糸のクリンプが弱くて糸の表面が平坦に近い状態になるため、モノフィラメント同士が引っ掛かりにくく安定した2層配列を形成することが難しくなる。その結果、組織が動きやすくなり、通気度の洗濯耐久性が悪くなる場合がある。また、伸縮復元率が40%より大きくなると、モノフィラメント同士の引っ掛かりが強すぎるため、2層配列を安定に形成できるものの、糸を解舒しにくくなるのみならず、織物自体の風合いがフカツキやすくなり、好ましくない。
【0044】
<仮撚加工糸の加工方法>
前記仮撚加工糸としては、一般に用いられるピンタイプ、フリクションタイプ、ニップベルトタイプ、エア加撚タイプ等如何なる方法によるものでも良いが、生産性の観点からフリクションタイプが好ましい。
【0045】
<モノフィラメントの繊度>
2層配列を構成するモノフィラメントの繊度は特に限定されないが、0.5dtex以上であることが好ましく、1.0dtex以上であることがより好ましく、2.0dtex以下であることが好ましく、1.5dtex以下であることがより好ましい。モノフィラメントの繊度を前記範囲とすることにより、柔らかい風合いを有しながら、適切な引裂き強力および低通気性を有する織物が得られる。一方、繊度が0.5dtexより小さいと、外部からの摩擦に弱くなりやすい。また、2層配列を形成させるためにモノフィラメント数をかなり多くする必要があり、紡糸が困難になり、操業しにくくなる場合がある。また、2.0dtexを超えると、柔らかい風合いや低通気性が得られにくい。
【0046】
<モノフィラメントの断面形状>
2層配列マルチフィラメントを構成するモノフィラメントの断面形状は特に限定されず、丸(楕円も含む)、三角、Y字型、十字型、W字型、V字型、∞型、歯車型、ハート型等が挙げられるが、強度の面からは丸断面が好適に用いられる。なお、丸断面のモノフィラメントを用いても、カレンダー加工後の断面形状は変形していることがある。
【0047】
<2層配列マルチフィラメントにおけるモノフィラメント数>
一本の2層配列マルチフィラメントにおけるモノフィラメント数は、12以上であることが好ましく、15以上であることがより好ましく、22以下であることが好ましく、20以下であることがより好ましい。モノフィラメント数を前記範囲とすることで、2層配列が形成しやすくなるため、薄さ、柔らかさを有しながら、洗濯後においても低通気性を維持できる織物が得られる。一方、モノフィラメント数を22より多くすると、前記総繊度を満足するためにモノフィラメントを細くしなければならないため、織物が外部からの摩擦に弱くなりやすい。また、12より小さくすると、1層配列が形成しやすいため、初期で低通気性が得られるとしても、洗濯後において低通気性を維持しにくい。
【0048】
なお、本発明の高密度織物では、2層配列マルチフィラメントのほかに、1層配列または3層配列以上のマルチフィラメントや短繊維などの合成繊維を使用することができる。合成繊維の繊度は前述の通りである。その他の特性は、2層配列マルチフィラメントと同じレベルであることが好ましい。
【0049】
<製糸方法>
本発明において、マルチフィラメント(2層配列マルチフィラメントも含む)の製糸方法は特に限定されないが、例えば、ポリアミド系マルチフィラメントやポリエステル系マルチフィラメントでは、スピンドロー方式による紡糸延伸連続装置、または紡糸装置と延伸装置を用いて2工程で行うことによって製造可能である。スピンドロー方式の場合、紡糸引取りゴデットローラの速度を1500m/分〜4000m/分に設定することが好ましく、2000m/分〜3000m/分に設定することがより好ましい。紡糸引取りゴデットローラの速度がこの範囲であれば、工業生産性が良く、コスト的にも有利である。一方、1500m/分より小さいと、糸が未延伸糸状になり、巻取りが難しくなる。また、4000m/分を超えると、生産性は良くなるが、断糸や毛羽などが発生して操業性が悪くなるおそれがある。
【0050】
以下、本発明の高密度織物について詳しく説明する。
【0051】
<織組織>
本発明において、高密度織物の織組織は特に限定されず、平組織のほか綾組織、朱子組織など任意の組織を用いることができるが、通気度を抑えるために平織が好ましく用いられる。織物の引裂き強力を上げるためには、リップストップタフタ、特にダブルリップが好適である。
【0052】
前記織物の製造に使用する織機も特に限定されず、ウォータージェットルーム織機やエアージェット織機、レピア織機を使用することができる。
【0053】
<カレンダー加工>
製織した織物は、一般的な薄地織物の加工機械を使って、精錬、リラックス、プリセット、染色、仕上げ加工等を行う。その際、織物の少なくとも片面にカレンダー加工を施すことが好適である。
【0054】
織物の少なくとも片面にカレンダー加工を施すことにより、カレンダー加工側の面においてモノフィラメント同士が2層配列に圧縮、固定化されるため、薄くてコンパクトでありながら、低通気性の織物が得られる。
【0055】
カレンダー加工は織物の片面のみ(片面のみ光沢面とする)或いは両面(両面を光沢面とする)に施しても良いが、両面に施すと、織物表側の繊維がつぶれて、好ましくない光沢感が出たり、風合いが硬くなったり、更に生地の肌離れ性が悪くなって濡れたときに生地が肌に貼り付いたような不快な触感になる場合があるため、そのような風合いを好まない場合は片面のみに施すことが好ましい。なお、カレンダー加工の回数は特に限定されず、十分に圧縮できれば、1回のみでも複数回行っても構わない。
【0056】
カレンダー加工の温度は特に限定されないが、使用素材のガラス転移温度より80℃以上高いことが好ましく、120℃以上高いことがより好ましい。また、使用素材の融点より20℃以上低いことが好ましく、30℃以上低いことがより好ましい。カレンダー加工の温度を前記範囲にすることにより、低通気度と高引裂き強力を両方兼ね備えた織物が得られる。一方、前記カレンダー加工の温度が使用素材のガラス転移温度+80℃より低いと、マルチフィラメントにおけるモノフィラメントの圧縮度合が弱く、低通気度の織物が得にくくなる。また、使用素材の融点−20℃より高いと、マルチフィラメントにおけるモノフィラメントの圧縮度合は高まるが、織物の引裂き強力が著しく低下することがある。例えば、ポリアミドを素材とする場合、カレンダー加工の温度は、130℃〜200℃であることが好ましく、120℃〜190℃であることがより好ましい。また、ポリエステルを素材とする場合、カレンダー加工の温度は160℃〜240℃であることが好ましい。
【0057】
カレンダー加工の圧力は、0.98MPa(10kgf/cm2)以上であることが好ましく、1.96MPa(20kgf/cm2)以上であることがより好ましく、5.88MPa(60kgf/cm2)以下であることが好ましく、4.90MPa(50kgf/cm2)以下であることがより好ましい。カレンダー加工の圧力を前記範囲にすることにより、低通気度と引裂き強力を両方兼ね備えた織物が得られる。一方、前記カレンダー加工の圧力が0.98MPa(10kgf/cm2)より小さいと、マルチフィラメントにおけるモノフィラメントの圧縮度合が弱く、低通気度の織物が得られないことがある。また、5.88MPa(60kgf/cm2)より大きいと、マルチフィラメントにおけるモノフィラメントは過度に圧縮されて、織物の引裂き強力が著しく低下する恐れがある。
【0058】
また、カレンダーの材質は特に限定されないが、片方のロールは金属製であることが好ましい。金属ロールはそれ自身の温度を調節することができ、かつ生地表面を均一に圧縮することができる。もう一方のロールは特に限定されないが、金属ロール以外にもペーパーロール、コットンロール及び樹脂ロール等の弾性ロールを用いてもよい。樹脂ロールを用いる場合は表面材質としてナイロン製が好ましく用いられる。
【0059】
<他の加工>
本発明の高密度織物には、必要に応じて、撥水処理やコーティング加工、ラミネート加工等の各種機能加工や、風合いや織物の強力を調整するための柔軟仕上げや樹脂加工を併用することができる。例えば、柔軟剤として、アミノ変性シリコーンやポリエチレン系、ポリエステル系、パラフィン系柔軟剤等が使用できる。仕上げに柔軟加工、シリコーン加工等の後加工を付与することができる。樹脂加工剤としては、メラミン樹脂、グリオキザール樹脂、ウレタン系、アクリル系、ポリエステル系等の各種樹脂が使用できる。
【0060】
<カバーファクター>
本発明において、織物のトータルカバーファクター(CF)は、1700以上であることが好ましく、1800以上であることがより好ましく、2200以下であることが好ましく、2000以下であることがより好ましい。トータルカバーファクターを前記範囲にすることにより、適切な引裂き強力および低通気性を有する織物が得られる。一方、トータルカバーファクターが1700より小さいと、低通気性の織物が得られない。また、2200を超えると、経および緯の密度が大きくなるため、軽くて柔らかい織物が得られない。
【0061】
前記トータルカバーファクター(CF)は下記式により計算する。
CF=T×(DT)1/2+W×(DW)1/2
式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す。
【0062】
また、2層配列マルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクター(CFA)は、700以上であることが好ましく、750以上であることがより好ましく、900以下であることが好ましく、880以下であることがより好ましい。経方向または緯方向の少なくとも一方向のカバーファクターがこの範囲であれば、モノフィラメント同士が2層配列を形成しやすい。一方、経方向または緯方向のいずれかのカバーファクターが900より高いと、密度が高くなるため、モノフィラメントが3層配列以上となってしまい、薄くて柔らかい織物が得られない。また、700より小さくなると、密度が小さくなるため、2層配列を形成させるためにモノフィラメントを細くしてその本数を多くする必要があり、その結果、紡糸が困難となったり、外部の表面摩擦により生地の乱れが発生することがある。
【0063】
前記カバーファクター(CFA)は下記式により計算する。
CFA=A×(DA)1/2
式中、Aは織物の経密度または緯密度(本/2.54cm)を示し、DAは織物を構成する経糸または緯糸の太さ(dtex)を示す。
【0064】
<目付>
織物の目付は特に限定されないが、20g/m2以上であることが好ましく、25g/m2以上であることがより好ましく、60g/m2以下であることが好ましく、55g/m2以下であることがより好ましい。織物の目付を前記範囲にすることにより、軽量・薄地で低通気性を有する織物が得られる。一方、織物の目付が20g/m2より小さいと、薄くて軽い生地に仕上るが、低通気性を有する織物が得られにくい。また、60g/m2を超えると、低通気性が得られるが、厚い生地になりやすい。
【0065】
<引裂き強力>
織物のペンジュラム法による引裂き強力は特に限定されないが、経方向及び緯方向のいずれも、8N以上であることが好ましく、10N以上であることがより好ましく、12N以上であることがさらに好ましい。また、50N以下であることが好ましく、40N以下であることがより好ましく、30N以下であることがさらに好ましい。織物の引裂き強力を前記範囲にすることにより、軽量薄地で必要な引裂き強力を有する織物が得られる。一方、引裂き強力が8Nより小さいと、用途によっては織物の引裂き強力が不足する場合がある。また、50Nを超えると、繊度を大きくする必要があり、それに伴って生地が分厚く硬いものとなりやすいため好ましくない。
【0066】
<通気度および洗濯耐久性>
織物のJIS L 1096 8.27.1に規定されている通気性A法(フラジール形法)による通気度は、洗濯前の初期値で、1.5cc/cm2/s以下であることが好ましく、1.0cc/cm2/s以下であることがより好ましい。洗濯前の通気度が1.5cc/cm2/s以下であれば、ダウンプルーフ性に優れる織物が得られる。
【0067】
また、前記方法で測定した織物の洗濯3回後の通気度は、2.0cc/cm2/s以下であることが好ましく、1.5cc/cm2/s以下であることがより好ましい。洗濯3回後の通気度が2.0cc/cm2/s以下であれば、洗濯中の織物からのダウン抜けが起こらず、洗濯耐久性に優れている織物が得られる。一方、洗濯3回後の通気度が2.0cc/cm2/sを超えると、ダウン抜けが起こりやすく、ダウンジャケット等の品質を大きく落とす原因になり得る。
【実施例】
【0068】
次に、実施例および比較例を挙げて本発明を詳細に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。本発明で用いた測定法は以下の通りである。
【0069】
<繊度>
マルチフィラメントの総繊度は、100m長のマルチフィラメントのカセを3つ作製し、各々の質量(g)を測定し、平均値を求め、100倍して求めた。モノフィラメントの繊度は、マルチフィラメントの繊度をフィラメント数で除したものとした。
【0070】
<極限粘度>
極限粘度(IV)は、p−クロルフェノールとテトラクロルエタンからなる混合溶媒(p−クロルフェノール/テトラクロルエタン=75/25)を用い、30℃で測定した極限粘度〔η〕を、下記の式によりフェノールとテトラクロルエタンからなる混合溶媒(フェノール/テトラクロルエタン=60/40)の極限粘度(IV)に換算したものである。
IV=0.8325×〔η〕+0.005
【0071】
<相対粘度>
96.3±0.1質量%の試薬特級濃硫酸中にポリマー濃度が10mg/mlになるように試料を溶解させてサンプル溶液を調製した。20℃±0.05℃の温度で水落下秒数が6から7秒のオストワルド粘度計を用い、20℃±0.05℃の温度で、調製したサンプル溶液20mlの落下時間T1(秒)及び試料を溶解するに用いた96.3±0.1質量%の試薬特級濃硫酸20mlの落下時間T0(秒)を、それぞれ測定した。使用する素材の相対粘度(RV)は下記の式により算出した。
RV=T1/T0
【0072】
<破断強度>
インストロンジャパン社製の4301型万能材料試験機を用い、試料長:20cm、引張速度:20cm/分、繊度(デニール)に対し1/33(g)の荷重をかけ、測定を3回実施して、破断したときの強度の平均値を破断強度とした。
【0073】
<破断伸度>
測定方法は上記破断強度と同様で、破断したときの伸度の平均値である。
【0074】
<伸縮復元率>
仮撚加工糸の伸縮復元率(CR)は、JIS L 1013 8.12に規定されている伸縮復元率に準拠して測定した。
【0075】
<モノフィラメント同士の重なり状態の測定方法>
生地の経方向または緯方向の断面を撮影するための試料を通常の方法でSEM試料台にセットした。この時、垂直に乱れなく糸断面を切出すために、試料を液体窒素で冷凍した上で鋭利な安全カミソリを用い、定規を使って糸の間を糸に沿って刃を入れるように糸の断面を切出した。例えば、経糸断面を撮影する場合は、緯糸の間を緯糸に沿って刃を入れる。その後、SEMにて一視野に15〜20本程度のマルチフィラメントが見やすく収まる程度の倍率(倍率200倍)で断面写真を撮影した。写真は異なる場所から3枚任意に撮った。各写真を観察して、2層配列になっているマルチフィラメントの本数を数えて、下記の基準によりモノフィラメントの重なり状態を判断した。
【0076】
2層配列マルチフィラメントの割合が写真にあるマルチフィラメント総本数の50%以上である場合を「2層」と、2層配列マルチフィラメントの割合が50%未満で且つ3層配列以上のマルチフィラメントの割合が50%以上である場合を「3層以上」と、2層配列マルチフィラメントの割合が50%未満で且つ1層配列マルチフィラメントの割合が50%以上である場合を「1層」とした。
【0077】
<目付>
織物の目付は、JIS L 1096 8.4に規定されている単位面積あたりの質量に準拠して測定した。
【0078】
<カバーファクター>
織物のトータルカバーファクター(CF)は、下記式により計算した。
CF=T×(DT)1/2+W×(DW)1/2
式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す。
【0079】
また、織物の経方向または緯方向のいずれかのカバーファクター(CFA)は、下記式により計算した。
CFA=A×(DA)1/2
式中、Aは織物の経密度または緯密度(本/2.54cm)を示し、DAは織物を構成する経糸または緯糸の太さ(dtex)を示す。
【0080】
<引裂き強力>
織物の引裂き強力は、JIS L 1096 8.15.5に規定されている引裂強さD法(ペンジュラム法)に準拠して、経緯の両方向において測定した。
【0081】
<通気度>
織物の通気度は、JIS L 1096 8.27.1に規定されている通気性A法(フラジール形法)に準拠して測定した。
【0082】
<洗濯耐久性>
織物の洗濯は、JIS L 1096 8.64.4の織物の寸法変化に記載されているF−2法に準拠して、洗濯−脱水−乾燥を3回繰り返した。乾燥方法はライン乾燥で行った。洗濯3回後の通気度は前記方法により測定し、洗濯耐久性とした。
【0083】
<風合い>
織物の風合いは、ナイロン6の56T24Fの平織物(経130本/2.54cm・緯116本/2.54cm)を染色・セットしたものをブランクとして、評価人を5人選定し、ブランクより柔らかく感じるものを5点、ブランクに近い風合いを感じるものを1点とし、5段階で評価した。表には平均点を示した。
【0084】
<ピリング>
織物のピリングは、JIS L 1076 8.1のA法に規定されているピリング測定法に準拠して測定した。
【0085】
実施例1
相対粘度3.5のナイロン6ポリマーチップを、紡糸温度288℃、吐出量9.44g/分で、吐出孔(ノズル径0.22Φ)20個を備えた紡糸口金から溶融紡糸した。2つのゴデットローラのうち、第1ゴデットローラの速度と第2ゴデットローラの速度を3077m/分、巻き取りの速度を3100m/分に設定し、丸断面のモノフィラメント20本からなる総繊度33.1dtexのマルチフィラメントのPOYを得た。得られたPOYを、TMTマシナリー社のTMC機にて、ディスク比D/Y1.55、ヒーター温度180℃、ウレタンディスク1−7−1の構成で、仮撚のT1張力(加撚張力)12gf、仮撚のT2張力(解撚張力)12gf、加工スピード450m/分、延伸倍率1.08の条件で、22dtexの仮撚加工糸を作製した。得られた仮撚加工糸について前記方法で評価した。結果を表1に示す。
【0086】
前記仮撚加工糸を経糸及び緯糸に用い、経密度を213本/2.54cmに、緯密度を173本/2.54cmに設定し、ウォータージェットルーム織機にてダブルリップ組織を製織した。
【0087】
得られた生地を常法に従って、オープンソーパーを用いて精練し、ピンテンターを用いて190℃×30秒でプレセットし、液流染色機(日阪製作所製:サーキュラーNS)を用いて酸性染料でブルーに染色した後、180℃×30秒で中間セットを行った。その後、カレンダー加工(シリンダー加工、温度180℃、圧力2.45MPa(25kgf/cm2)、速度20m/分)を生地の片面に2回施した後、柔軟仕上げ加工を行った。得られた織物について前記方法で評価した。結果を表1に示す。
【0088】
実施例2
相対粘度2.5のナイロン6ポリマーチップを用いて、紡糸温度を266℃、吐出量を12.01g/分と変更した以外は、実施例1と同様にして紡糸および仮撚を行い、28dtex、20モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、経密度を200本/2.54cmに、緯密度を153本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表1に示す。
【0089】
実施例3
紡糸時の吐出量を4.72g/分と変更した以外は、実施例1と同様にして紡糸および仮撚を行い、11dtex、20モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、経密度を300本/2.54cmに、緯密度を218本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表1に示す。
【0090】
実施例4
相対粘度3.5のナイロン6ポリマーチップを、紡糸温度288℃、吐出量7.16g/分で、吐出孔(ノズル径0.22Φ)20個を備えた紡糸口金から溶融紡糸した。3つのゴデットローラのうち、第1ゴデットローラの速度を2000m/分、第2のゴデットローラの速度を2500m/分、第3のゴデットローラの速度を3400m/分に、また、第2ゴデットローラの温度を160℃、第3ゴデットローラの温度を141℃に、巻き取りの速度を3250m/分に設定し、丸断面のモノフィラメント20本からなる総繊度22dtexのスピンドロー糸を得た。なお、得られたスピンドロー糸は仮撚を行わずに実施例1と同様にして製織、加工を行った。得られたスピンドロー糸および織物について前記方法で評価した。結果を表1に示す。
【0091】
実施例5
経密度を250本/2.54cm、緯密度を178本/2.54cmに変更した以外は、実施例1の仮撚加工糸を経糸及び緯糸に用いて、実施例1と同様にして製繊、加工を行った。得られた織物について前記方法で評価した。結果を表1に示す。
【0092】
実施例6
経密度を173本/2.54cm、緯密度を213本/2.54cmに変更した以外は、実施例1の仮撚加工糸を経糸及び緯糸に用いて、実施例1と同様にして製繊、加工を行った。得られた織物について前記方法で評価した。結果を表1に示す。
【0093】
比較例1
吐出孔を24個に、紡糸時の吐出量を49.5dtexのPOYが得られるように変更した以外は、実施例1と同様にして紡糸および仮撚を行い、33dtex、24モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、製織時の経密度を186本/2.54cmに、緯密度を124本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表2に示す。
【0094】
比較例2
吐出孔を48個に変更した以外は、実施例1と同様にして紡糸および仮撚を行い、22dtex、48モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表2に示す。
【0095】
比較例3
経密度を240本/2.54cm、緯密度を238本/2.54cmに変更した以外は、実施例1で作製された仮撚加工糸を用いて、実施例1と同様にして製織、加工を行った。得られた織物について前記方法で評価した。結果を表2に示す。
【0096】
比較例4
吐出孔を7個に、紡糸時の吐出量を16.5dtexのPOYが得られるように変更した以外は、実施例1と同様にして紡糸および仮撚を行い、11dtex、7モノフィラメントの仮撚加工糸を得た。次に、この仮撚加工糸を経糸及び緯糸に用い、経密度を300本/2.54cmに、緯密度を218本/2.54cmに設定した以外は、実施例1と同様にして製織、加工を行った。得られた仮撚加工糸および織物について前記方法で評価した。結果を表2に示す。
【0097】
【表1】
【0098】
【表2】
【0099】
表1の結果から分かるように、実施例1〜6の織物は、薄くて柔らかい風合いを有しながら、引裂き強力が高くかつ洗濯後においても低通気性を維持できるものであった。また、仮撚加工糸を使用した実施例1の織物は、生糸を使用した実施例4の織物に比べて、マルチフィラメントの繊度が同じにもかかわらず、洗濯による通気度の悪化程度が小さいことがわかった。
【0100】
一方、表2の結果から分かるように、比較例1〜3の織物のいずれも、カレンダー加工面のモノフィラメントが経緯とも3層以上の配列を形成したため、低通気性を示した。しかし、比較例1の織物は、高い繊度(33dtex)のマルチフィラメントを用いたため、風合いが硬い。また、比較例2の織物は、モノフィラメントの繊度が細すぎるため、ピリングが1級となり、外部からの摩擦に弱いものであった。さらに、比較例3の織物は、カバーファクターを高く設定したため、風合いの硬いものであった。
【0101】
なお、比較例4の織物は、薄くてコンパクトなものであったが、カレンダー加工面のモノフィラメントが1層配列を形成したため、洗濯後において低通気性を維持できなかった。
【産業上の利用可能性】
【0102】
本発明の高密度織物は、軽量・薄地で非常に柔らかい風合いを有しながら、引裂き強力が高く、かつ洗濯後においても低通気性を維持できるものであるため、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【特許請求の範囲】
【請求項1】
繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、
経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、かつこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とする高密度織物。
【請求項2】
前記マルチフィラメントの総繊度が11〜28dtexであり、一本のマルチフィラメントにおけるモノフィラメント数が12〜22である請求項1に記載の高密度織物。
【請求項3】
前記マルチフィラメントが仮撚加工糸である請求項1または2に記載の高密度織物。
【請求項4】
前記マルチフィラメントの破断強度が4.5cN/dtex以上である請求項1〜3のいずれかに記載の高密度織物。
【請求項5】
前記マルチフィラメントの割合が50%以上である請求項1〜4のいずれかに記載の高密度織物。
【請求項6】
少なくとも片面にカレンダー加工が施されたものである請求項1〜5のいずれかに記載の高密度織物。
【請求項7】
JIS L 1096 8.27.1に規定の通気性A法により測定された洗濯3回後の通気度が2cc/cm2/s以下である請求項1〜6のいずれかに記載の高密度織物。
【請求項1】
繊度が28dtex以下の合成繊維で構成され、トータルカバーファクターが1700〜2200の範囲にある織物であり、
経方向、緯方向の少なくとも一方向においてモノフィラメント同士が2層に配列されているマルチフィラメントが存在しており、かつこのマルチフィラメントが存在している経方向または緯方向の少なくとも一方向のカバーファクターが700〜900の範囲にあることを特徴とする高密度織物。
【請求項2】
前記マルチフィラメントの総繊度が11〜28dtexであり、一本のマルチフィラメントにおけるモノフィラメント数が12〜22である請求項1に記載の高密度織物。
【請求項3】
前記マルチフィラメントが仮撚加工糸である請求項1または2に記載の高密度織物。
【請求項4】
前記マルチフィラメントの破断強度が4.5cN/dtex以上である請求項1〜3のいずれかに記載の高密度織物。
【請求項5】
前記マルチフィラメントの割合が50%以上である請求項1〜4のいずれかに記載の高密度織物。
【請求項6】
少なくとも片面にカレンダー加工が施されたものである請求項1〜5のいずれかに記載の高密度織物。
【請求項7】
JIS L 1096 8.27.1に規定の通気性A法により測定された洗濯3回後の通気度が2cc/cm2/s以下である請求項1〜6のいずれかに記載の高密度織物。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−57265(P2012−57265A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−200221(P2010−200221)
【出願日】平成22年9月7日(2010.9.7)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月7日(2010.9.7)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
[ Back to top ]