
高密度袋織基布
膨張可能な二重袋織部の外周が風通組織及び斜子組織を含む接合帯で囲まれ、前記接合帯は風通組織が二重袋織部の境界側を占め、膨張可能な二重袋織部側から非膨張部に向けて、2/2斜子組織を含む第1組織、細幅袋織部、3/3斜子組織である第2組織で構成され、10g/m2以上のシリコーン樹脂コーティング層を有する高密度袋織基布を開示する。この高密度袋織部は、毛羽、しわの発生が抑制されて製織することができ、更にコーティング斑がなく、気密性に優れる特徴を有する。 この高密度袋織基布は軽量であり、膨張時のガス漏洩が顕著に抑制され、かつ、高速展開可能な特徴を有することから、自動車の乗員保護に用いるロール・オーバー対応のサイドカーテン用エアバッグに特に有用である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車など乗物用の安全装置の一つであるエアバッグに好適に使用される高密度袋織基布に関する。特に乗物の側面衝突時に乗員を側面保護するのに好適な複雑な形状を有するサイドカーテンエアバッグ用高密度袋織基布に関するものである。
【背景技術】
【0002】
近年、自動車等の乗物において、衝突時における乗員の安全性の向上が求められており、各種エアバッグの装着率が向上している。エアバッグとは、乗物が正面衝突や側面衝突時に受ける衝撃をセンサーが感知し、インフレーターからガスを膨張可能な袋体に流入させ、エアバッグを急速に展開・膨張させて、その膨張した袋体の有するクッション性によって乗員との衝撃を緩和し人体を保護する袋体である。
【0003】
エアバッグは、まず運転席に、引き続いて助手席、特にその前面部に装着されてきており、主として自動車の正面衝突時における乗員の顔面および上半身の保護用として装着されている。最近では側方からの衝突や乗物の側転(以下、ロールオーバーと称する)にも対応できるカーテン状のエアバッグも開発されている。
【0004】
このカーテン状エアバッグは、車内側壁のルーフレールに沿ってフロントピラー側からリアピラー側までの領域に収納され、衝突時に側面の窓に沿って膨張、展開するよう設計され、膨張可能な袋部が複数箇所で形成されるように作られている。カーテン状エアバッグには、収納性に優れること(コンパクトに畳めること)、および乗員頭部と側面のガラスとの距離が短いことから、側面衝突時には、乗員頭部とガラスの間に瞬間的に入り込んで頭部を守る必要があり、膨張・展開速度が速いことが要求される。さらに、ロールオーバー対応を想定して、展開してから数秒程度はある程度の内圧維持が要求されるという膨張したエアバッグ内圧がすぐには低下しないという特性を要求される。カーテン状エアバッグは形状が複雑であるため、縫製により製造することも可能であるが、多くは袋織可能な織機を用いて高密度織成されることが多い。このように織成されたエアバッグは膨張時のバーストや空気漏れがない、あるいは少ないという特性が要求される。織成された高密度袋織基布は膨張する二重袋部とその二重袋部を区切る一重織部からなるが、二重袋織部と一重織部との境界領域の織構造によっては高密度袋織基布上に糸毛羽等の欠点が生じたり、織シワ等の織物強度が不均一となることがしばしば発生していた。
【0005】
従来のカーテン状エアバッグは縫製により製造する場合、複数枚の布を裁断し、その後縫製して作製されていたが、この場合、ミシン針からの空気漏れを防ぐためにシール剤を縫製箇所に挟み、さらに耐バースト性を得るために太いミシン糸で縫うため、収納性に欠け、また複雑な形状であるために、縫製に手間が掛かるという問題があった。
【0006】
特開平1−254446号には袋織部外周を一重織部で閉じた袋状の高密度織物を作製してエアバッグに用いることが開示されている。袋織部の膨張状態を保持するために一重織部の幅を広く設定する必要があるが、一重織部にある糸のクリンプ率は二重袋織部にある糸のクリンプ率よりも大きく、かつ織物のカバーファクターも大きいため、二重袋織部と一重織部の境界領域においてシワや毛羽等が発生し、膨張・展開時に数秒間に渡って空気漏れを抑えることができないという問題があった。特に、エアバッグに加工するために表面をシリコーン樹脂やウレタン樹脂等でコーティングする際に受ける熱や張力によってシワが発生しやすいという問題があった。
【0007】
特開平3−16852号公報、特開平4−193646号公報には、円形の二重袋織部の外周を2種類の織組織からなる一重織部で囲んで接合帯を形成して、接合部の強力を高くする方法が提案されている。しかし、円形の接合帯を複数の織組織で構成することにより、接合部自体の強力は向上するものの、依然として二重袋織部と一重織部の境界領域からの空気漏れを防止できないという問題があった。
【0008】
特開平3−16850号公報には、円形の二重袋織部の外周を2本の一重織部で囲んで接合帯を作り、接合部の強力を高くする方法が提案されている。しかし、一重織部の織組織についての具体的な記載はなく、一重織部の幅も依然として大きく、カーテン状エアバッグ用として製織した場合には、経糸毛羽の発生やコーティング加工時のシワ発生等の問題を改善することができない。
【0009】
特表2003−510469号公報には、二重袋織部の外周に斜子組織による複数の一重織部を形成して、目ズレを低減させる方法が提案されている。しかし、一重織部の織組織が2/2斜子組織のみで、使用する糸の繊度等の影響が全く考慮されておらず、高密度袋織基布では織構造がきつく糸に掛かる負担の大きな2/2斜子組織が複数本並んだ場合、二重袋織部と一重織部の境界領域でのシワが発生し、嵩高となって収納性に劣り、またシワに起因するコーティング斑によって耐空気漏れ性が劣るという問題もあった。
【0010】
特開2003−267176号公報には、二重袋織部に隣接して反転袋組織(風通組織)を設け、気密性を確保する方法が提案されている。しかし、反転袋組織より外周に位置する一重織部に関しては、複数の種類の斜子組織を用いるような記載はなく、耐空気漏れ性という点については依然として十分な性能を得られていない。
【0011】
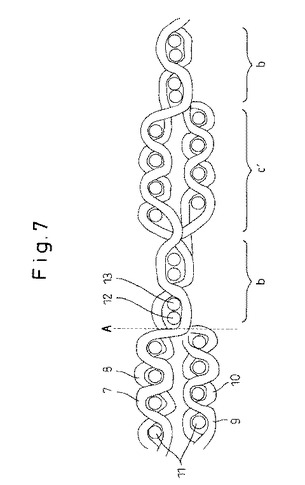
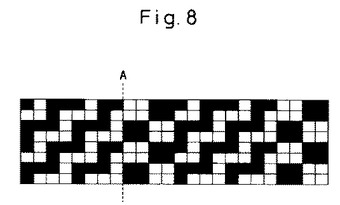
図7は、従来技術の接合帯付近における基布織物の断面模式図であり、図8は、その織物の織組織図である。
【0012】
従来は、例えば図7のように、2/2斜子組織を2つ平行して並べることによって、接合帯を形成しているが、展開・膨張したときの糸のズレという点については、2/2斜子組織はタイトな構造を形成して耐空気漏れ性には有効である。しかし、高密度袋織基布においては、更にその外側に2/2斜子組織というタイトな組織があると、2/2斜子組織で挟まれた袋部や2/2斜子組織の外側で、シワが発生してコーティング斑が発生する等のことによって、耐空気漏れ性が低下していた。
【0013】
このように、毛羽やシワ等の発生を抑え、製織性や耐空気漏れ性を満足する高密度袋織基布はまだ得られていない。
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記従来技術の問題を解決し、高速の膨張・展開が可能で、空気漏れが極めて少なく、また製織時には経糸に掛かる張力負荷が少ないために経糸毛羽等の発生がなく、さらにコーティング加工時の二重袋織部と一重織部の境界でのシワ発生が極めて少なく、織物品質に優れ、膨張・展開後の空気保持率が大きい、特にカーテン状エアバッグに好適な高密度袋織基布を提供することにある。
【課題を解決するための手段】
【0015】
本発明者らは、上記課題に鑑み、接合帯を構成する組織の種類やその組み合わせ、さらには一重織部の幅について鋭意検討を行った結果、袋織エアバックの外周に、特定の織組織を有する接合帯を設けることにより、上記課題を達成できることを見いだし、本発明に到達した。
【0016】
すなわち本発明の課題は、下記する発明に係る高密度袋織物基布に基づいて解決される。
(1)100dtex以上、500dtex以下の熱可塑性合成繊維から構成された展開・膨張可能な二層の大袋部とその外周にある接合帯と非膨張・展開部とからなる高密度袋織基布であって、接合帯の少なくとも一部が大袋側から、2/2斜子組織を含む第1組織、細幅袋織部、3/3斜子組織からなる第2組織で構成され、10g/m2以上のシリコーン樹脂コーティング層を有することを特徴とする高密度袋織基布。
(2)第1組織は、少なくとも一つの風通組織と2/2斜子組織で構成されていることを特徴とする(1)に記載の高密度袋織基布。
(3)細幅袋織部のカバーファクターが片面あたり1900、2400以下、糸本数が2本以上、40本以下であることを特徴とする(1)〜(2)記載の高密度袋織基布。
(4)2/2斜子組織の糸本数が4本以上、16本以下であることを特徴とする(1)〜(3)記載の高密度袋織基布。
(5)3/3斜子組織の糸本数が3本以上、15本以下であることを特徴とする(1)〜(4)記載の高密度袋織基布。
(6)熱可塑性繊維が400dtex以下の合成繊維であることを特徴とする、(1)〜(5)記載の高密度袋織基布。
(7)熱可塑性長繊維が250dtex以下の合成繊維であることを特徴とする(1)〜(6)記載の高密度袋織基布。
(8)合成繊維がポリヘキサメチレンアジパミド長繊維であることを特徴とする(1)〜(7)記載の高密度袋織基布。
(9)第1組織部に2個以上、6個以下の連続した風通組織を有することを特徴とする(1)〜(8)記載の高密度袋織基布。
(10)非膨張袋織部が少なくとも一部が部分結節部を有することを特徴とする(1)〜(9)記載の高密度袋織基布。
(11)高密度袋織基布が140g/m2以下のシリコーンコーティング層を有することを特徴とする(1)〜(10)記載の高密度袋織基布。
(12)合成繊維の単糸繊度が0.5dtex以上、4.5dtex以下であることを特徴とする(1)〜(11)記載の高密度袋織基布。
(13)50g/m2以下のシリコーンコーティング層を有することを特徴とする(1)〜(12)記載の高密度袋織基布。
(14)(1)〜(13)記載の高密度袋織基布からなるカーテン状エアバッグ。
(15)展開8秒後の内圧保持率が70%以上であることを特徴とする10g/m2以上、140g/m2以下のシリコーンコーティングされたポリヘキサメチレンアジパミド繊維からなるカーテン状エアバッグ。
(16)50g/m2以下のシリコーン樹脂コーティング層を有し、風通組織及び斜子組織を接合帯に有することを特徴とする(14)記載のカーテン状エアバッグ。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の一実施例を示す接合帯付近における織物の断面模式図である。
【図2】図2は、図1で示される実施例の袋織織物の二重袋織部と接合帯部を形成する織物組織図を示す。
【図3】図3は、本発明の実施例に係るカーテン状エアバック製作用の高密度袋織基布の平面視構造を示す説明図である。
【図4】図4は、2/2斜子組織の織組織図である。
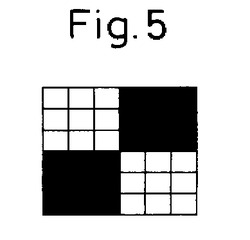
【図5】図5は、3/3斜子組織の織組織図である。
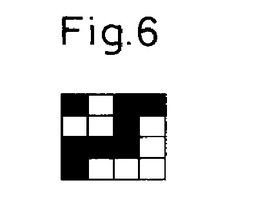
【図6】図6は、二重袋織組織の織組織図である。
【図7】図7は、従来技術に係るカーテン状エアバック用高密度袋織基布の袋織部の周縁の接合帯付近における織物の断面模式図である。
【図8】図8は、図7の高密度袋織基布の二重袋織部と接合帯部を形成する織物組織図である。
【符号の説明】
【0018】
1 高密度袋織基布
2 接合帯
3 展開・膨張可能な二重袋織部
5 流体導入部
6 部分結節部(非展開・膨張部)
7〜20 糸
A 境界部
a 一つの風通組織部
b 2/2斜子組織部
c、c’ 細幅袋織部
d 3/3斜子組織部
【発明を実施するための最良の形態】
【0019】
以下、本発明について詳細に説明する。
【0020】
本発明の高密度袋織基布は、展開・膨張可能な二重袋織部とその外周に形成された接合帯とを有し、かつ該接合帯は少なくとも2/2斜子組織、細幅袋織部、3/3斜子組織を有することに特徴がある。
【0021】
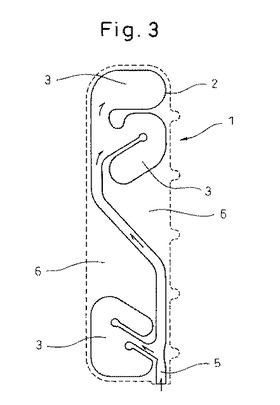
図3は、本発明の一実施例を示すカーテン状エアバック用袋織基布の平面視構造の説明図である。図3において、エアバック用袋織基布1は、流体導入部5から流体が導入されて膨張する上布と下布を備えた展開・膨張可能な二重袋織部3と、該二重袋織部3の外周に設けられた接合帯2と、さらにその外周に設けられた一重織部6とを有し、自動車等の衝突時には流体導入部5から展開・膨張可能な二重袋織部3に流体が導入され、該二重袋織部3が展開・膨張して乗員を保護する。大きさは図3の上下方向は1.5ないし3m(車の前後方向)、左右は0.5〜1.5m(車の上下方向)である。
【0022】
本発明の高密度袋織基布を構成する経糸および緯糸の素材には特に限定されず、例えば、ナイロン66、ナイロン6、ナイロン46、ナイロン610、ナイロン612等の単独またはこれらの共重合、混合により得られるポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフテレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合により得られるポリエステル繊維、パラフェニレンテレフタルアミド、およびこれと芳香族エーテルとの共重合体などに代表される全芳香族ポリアミド繊維、全芳香族ポリエステル繊維、ビニロン繊維、高強度ポリエチレン、ポリプロピレン等のポリオレフィン繊維、塩化ビニル系および塩化ビニリデン系繊維、ポリテトラフルオロエチレン系を含むフッ素系繊維、ポリサルフォン繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルケトン系繊維(PEEK)繊維、ポリアルキルケトン繊維、ポリイミド繊維、ポリエーテルイミド繊維、高強力レーヨンを含むセルロース系繊維、アクリル系繊維、炭素繊維、ガラス繊維、シリコンカーバイト繊維(Sic)繊維、アルミナ繊維などが単独あるいは組合せで用いられる。これらのうち、強度や経済的な面から合成繊維が好ましく、乗員との耐衝撃性の小さなポリアミド繊維、特にポリヘキサメチレンアジパミド長繊維が好ましい。
【0023】
これらの繊維糸条には、原糸製造工程や後加工工程での工程通過性を向上させるために各種添加剤を含有させてもよい。例えば、耐熱安定剤、耐光安定剤、老化防止剤、酸化防止剤、潤滑剤、平滑剤、顔料、撥水剤、撥油剤、酸化チタンなどの隠蔽剤、光沢付与剤、難燃剤、可塑剤、帯電防止剤、増粘剤などの一種または二種以上を併用して用いてもよい。また必要に応じて加撚、嵩高加工、捲縮加工、捲回加工などの加工を施してもよい。
【0024】
高密度袋織基布を構成する経糸や緯糸は、ともに総繊度が100dtex以上、500dtex以下であることが必要であり、好ましくは150dtex以上、400dtex以下、より好ましくは250dtex以下である。総繊度がこの範囲にあれば、展開・膨張時の強力に耐えることができると同時に、基布が柔軟になり、収納性が向上し、高速展開も可能となる。総繊度が100dtex未満では、展開時の機械強度が不足し、袋体としてのバースト現象を起こし易くなる。また総繊度が500dtexを超えると、製織時に経糸毛羽が多発しやすく、製織性や収納性が低下し易くなり、また展開時の速度も遅くなり易い。
【0025】
経糸や緯糸の各々の単糸繊度は0.5以上、4.5dtex以下であることが好ましい。単糸繊度が0.5未満では基布を構成する繊維の本数が多くなりすぎ、製織時の経糸毛羽発生が多発する可能性があり好ましくない。また、4.5dtexを超えると、織成した基布が硬くなりすぎ、また、展開速度が遅くなる可能性があり好ましくない。
【0026】
経糸および緯糸の単糸断面の形状には特に限定はなく、円形をはじめ、三角、6角、扁平等の異型断面糸等のいずれでもよいが、強度を最大限に発揮させる点からは円断面が好ましい。
【0027】
高密度袋織基布における織密度と繊度は、二重袋織部のカバーファクター(CF)が1900以上、2400以下であることが好ましい。一重接合帯に限定すれば、一重であるためCFは倍となり、3800以上、4800以下となる。なお、基布のCFは下式により表すことができる。但し、織成時の糸本数は二重袋織基布部の糸本数で表すこととする。
【0028】
CF=(2.54cmあたりの経糸本数)×√(経糸総繊度(dtex))
+(2.54cmあたりの緯糸本数)×√(緯糸総繊度(dtex))
例えば、二重袋織部片面の経糸の2.54cmあたりの本数が71本であり、経糸の総繊度が235dtex、緯糸の2.54cmあたりの本数が71本であり、緯糸の総繊度が235dtexの場合には、カバーファクターは2177となる。
【0029】
本発明において、高密度袋織基布を構成する展開・膨張可能な二重袋織部は、その上布と下布が通常、平組織で構成される。また接合帯は二重袋織部から、少なくとも2/2の斜子組織を含む組織、細幅袋織部、3/3斜子織組織で構成されている必要がある。
【0030】
ここでいう斜子組織とは、経糸と緯糸が特定本数の浮き沈みを基本単位としてこれを縦横に展開した組織をいい、マット組織、バスケット組織等ともいう。
【0031】
接合帯に形成する斜子組織は、エアバッグ形状の設計が容易となる点から、n/n斜子のように経糸と緯糸の本数が同じ数だけ浮き沈みする組織であることが好ましい。本発明の最大の特徴は、接合帯を二重袋織組織に近い側は2/2斜子組織、細幅織部を介して、遠い側は3/3斜子組織とする点である。このことによって、従来技術では成し得なかった、シワ発生をおさえ、かつ、展開・膨張後の高い内圧保持性、特に耐湿熱後の内圧保持性を達成することが可能となる。この驚くべき特徴は、現在のところ、以下のようなメカニズムによるものと推定している。即ち二重袋織部が膨張・展開した場合には、二重袋織部に近い側の2/2斜子組織はタイトな組織であるため、糸ズレは起こらず、高圧力の空気を一時的に受け止めるが、その空気の一部が2/2斜子組織部を形成する繊維間を通過して外周側へも漏れてしまい、細幅袋織部を通って、その外側の3/3斜子組織部に達する。しかし、3/3斜子組織は、2/2斜子組織よりも疎な構造であるために、シワが発生しにくいばかりでなく、コーティング剤が浸透し易く3/3斜子組織を構成する糸同士が強固に組まれているため、繊維間を通過する空気漏れが防止できるものである。また、4/4斜子組織以上の疎な構造の織り組織では、コーティング剤の浸透性は良くなるが、コーティング斑が生じやすくなることや、糸の浮き本数が多くなるのでコーティング剤が浸透しても組織を構成する糸を固定しきれないことが起こり、空気漏れを生じやすくなる。4本以上の斜子組織とした場合、浮き糸本数が多く、空気漏れの原因となりやすく、好ましくない。以上の理由で、本発明において、二重袋織部の遠い側は3/3斜子組織で形成される必要がある。
【0032】
耐湿熱後の耐空気漏れ性(バッグ内圧保持率)に関しては、本発明の構成の特徴がより効果的に発揮される。3/3斜子組織が2/2斜子組織があると、コーティング剤の浸透が良好であるために、耐湿熱後でも耐空気漏れ性が良好である。また、2/2斜子組織を2本並べる接合帯に比べ、2/2斜子組織と3/3斜子組織を組み合わせた接合帯の方が、経糸の浮き沈み構造が3/3斜子組織によって緩和されて経糸張力が部分的に高くならないために、製織性も良好になる。
【0033】
2/2斜子組織と3/3斜子組織との間にある細幅袋織部は二重袋織部と同じく、CFは1900以上、2400以下であり、糸本数は2本以上、40本以下であるあることが好ましい。この細幅袋織部を設けることで高密度製織時の経糸毛羽発生を抑えて製織性を向上させ、また基布におけるシワを緩和し、平坦な袋織基布を得ることができる。
【0034】
2/2斜子組織における糸本数は、4本以上、20本以下、更に好ましくは16本以下である。シワ発生防止の点からは8本以下にするのが最も好ましい。
【0035】
3/3斜子組織については、糸本数が3本以上、24以下の3を倍数とする任意の本数で構成することが好ましく、更に好ましくは6本以上、15本以下、12本以下がシワの発生を防ぐ上で最も好ましい。
【0036】
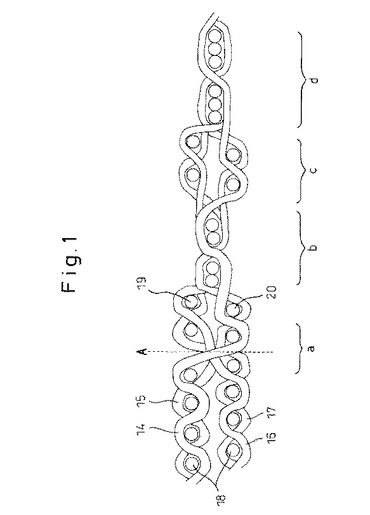
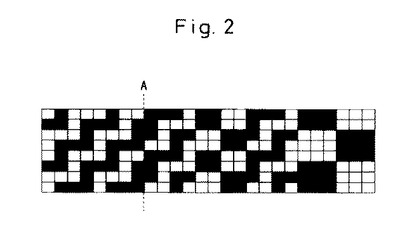
図1は、本発明の一実施例を示す接合帯付近における織物の断面模式図であり、図2は、その織物の織組織図である。図1において、接合帯付近は、展開・膨張可能な二重袋織部(大袋部)、風通組織部、2/2斜子組織、細幅袋織部、3/3斜子組織により構成され、該二重袋織部と2/2斜子織部の間に設けられた風通組織部において、該二重袋織部の上布を構成する糸14、糸15と、下布を構成する糸16、糸17とが、破線Aを境に上下逆になるように織成される。風通組織部で糸の位置が入れ替わった直後の糸(破線Aの右側の糸)は、糸19と糸20の4本の糸が上布と下布を2層を形成するために存在する。これらの糸は2本以上であれば何本でもよいが、接合帯での耐空気漏れ性を向上させる点から2本〜12本とするのが好ましく、織組織設計上からは4本とするのが好ましい。風通組織では、糸の逆転部分(破線A部分)において、上布と下布の糸が交錯するため、密度が密になり、従って、空気の通過性が極めて低く、耐空気漏れ性が良好となる。
【0037】
また風通組織部は展開・膨張可能な二重袋織部に隣接して設けるのが好ましく、このような配置とすることにより、風通組織の構造上、数多くの複数の糸によって均一に荷重を受けることができるため、糸1本に掛かる力が弱まり、糸切れや目ずれ等の空気漏れに影響する因子を軽減することができる。更に、風通部を連続して2個以上設ける構造とすることにより、織成時の織シワを防止し、より平坦な袋織基布を得ることができる。風通部の連続した数は好ましくは6個以下であり、6個を超えても織成上特に問題とはならないが、結節帯の幅が大きくなり、袋織基布の見かけの形状が大きくなりすぎるため好ましくない。更に好ましくは4個以下である。展開・膨張可能な二重袋織部の糸が例えば180度の方向に引き伸ばされた状態となった場合、風通組織の存在により、上布の糸14や糸15は下方へ、下布の糸16や糸17は上方へ引っ張られるため、破線A部分での糸に掛かる負荷が均一となり、また該境界部では糸が密に交錯した状態になるため、耐空気漏れ性に有利となる。これに対して、二重袋織部側に3/3斜子組織の一重織組織を設けた場合にはその境界部分で3本の浮き糸が生じ、糸の自由度が大きくなって糸ズレも生じやすくなることから、空気漏れや目ズレが生じやすくなる。風通組織の接合帯としての形成幅は横糸として1〜12本が好ましい。より好ましくは4本以下である。
【0038】
本発明の接合帯において、2/2の斜子組織を含む第1組織には、少なくとも一つの風通組織と2/2斜子組織で構成されるのが展開・膨張時に組織ズレがさらに起りにくくなり、好ましく、組織の順番は二重袋織部から風通組織、次いで2/2斜子組織で構成されることが好ましい。ここで、風通組織とは、二重織袋部の上布と下布を構成する糸がその位置を完全に入れ替わる組織をいう。更に接合帯の風通組織と斜子組織の間に部分結節組織等の二重袋織組織を存在させてもよい。
【0039】
本発明の非膨張・展開部は、少なくとも一部にあるいは全体に部分結節組織部を含む二重袋織組織とするのが好ましい。
【0040】
部分結節組織とは、二重袋織を基本とした袋織であるが、袋織の上下の布が所々で一重部が存在する組織であり、上下布がずれることを防止することや取り扱いを容易にする等のために設けるもので、点や線、あるいは亀甲柄や斜め線等の任意の点や線で一重部を作ることができる。
【0041】
高密度袋織基布に用いる織物を袋織織機を用いて製織する際に、接合帯が経糸方向に連続する場合、その後方の経糸は他の経糸よりも張力が大きくなり易い。これは一重織部と袋部や部分結節部の経糸の喰い量が異なるためであり、該接合帯が経糸方向に連続する場合には、その他の経糸部分には喰い量を同じくするために、一重織部の組織エアバッグに供する基布以外の所や、非膨張袋織部(展開する)以外の所に一重織部を形成し、経糸の張力を緩和する方法を取ってもよい。
【0042】
本発明の高密度袋織基布に流体が導入されて二重袋織部が展開する際には、該袋部に空気が入り、平たい袋織物が立体的になるために布が持ち上がり、袋織物の投影面積が全体的に小さな形体になり、最大膨張時は、二重袋織部との膨張の境界は180度の方向に引き伸ばされる状態になり、非展開部も袋側へ瞬間的に引っ張りを受ける。この際、特に曲線部では圧縮や引張の力を受ける。風通組織と2/2斜子組織と3/3斜子組織とが連続して形成させてあることにより、該二重袋織組織の端部が展開により押し広げられるが、その際風通組織部での気密性が得られる。風通組織に連続して2/2斜子組織を配することにより、気密性と同時に袋織基布のシワを低減する効果を生じ、また基布の柔軟性により膨張時の圧縮や引張を吸収する効果が得られる。更に、3/3斜子組織で完全な気密性が得られる。
【0043】
高密度袋織基布に用いる経糸は、無糊糸や糊付糸等でよい。また無糊糸の場合、インターレース加工により10個/m以上、40個/m以下の範囲の交絡を有するのが好ましく、より好ましくは20個/m以上、35個/m以下である。また経糸には300T/m以下、好ましくは50T/m以上、100T/m以下の撚りを加えて使用してもよい。さらに整経時に簡単なオイリングやワキシングによって糸に平滑性や集束性を与えてもよく、アクリル、アクリルとPVAの併用、ポリアクリル酸あるいはシリコーンをベースに処方した糊剤によって糊付けを行ってもよく、この場合には0.5〜3%owfの糊付着量とするのが好ましい。
【0044】
緯糸としては経糸と同じものを使用すればよく、交絡が経糸よりも少ないものでもよく、5個/m以上、50個/m以下のものが好ましい。エアジェットルーム等で用いる場合には、交絡が50個/mを超えるものは空気に乗りにくく高速化できない、また交絡が5個/m未満のものはノズルからの圧縮空気によってバラケが生じて飛走性が悪くなって、節欠点を生じてしまう。レピアルーム等に用いる場合には、交絡は特にはこだわらない。
【0045】
本発明の高密度袋織基布の生産には、例えば、エアジェットルーム、レピアルーム、プロジェクタイルルーム、多相織機等の織機を用いることができるが、これらに限定されるものではない。高密度袋織基布は高密度織物であるため、織る際には織前を安定させる点から、全面テンプルを使用することが好ましい。この全面テンプルのテンプルバーには凹凸や溝を付けて布の動きをより抑えて織前を安定させてもよい。また織物の両端には増糸を用いて、布のたるみを補正してもよい。経糸の上げ下げを制御する機械は、ジャガード装置やドビー装置等を用いて生産されるが、電子ジャガード装置が生産性やデザイン変更に対する迅速性において有利で好ましい。ジャガードの口数は、特に制限を受けないが、2000〜14000口などの口数の多い電子ジャガードの方が、複雑な形状のデザイン作成に精度よく対応できるので好ましい。
【0046】
また、本発明の高密度袋織基布をエアバッグとして製品化する際、空気透過性低減や目ズレ防止、バースト防止のために、シリコーン樹脂やポリウレタン樹脂等のコート剤を織物の両面にコーティングするのが好ましい。コート量は薄いほうが収納性には優れるが、耐空気漏れ性等の特性を考慮すれば、10g/m2以上であることが必要であり、140g/m2以下が好ましく、より好ましくは100g/m2以下、最も好ましくは50g/m2以下である。
【0047】
本発明の製織時の織シワを押さえた高密度袋織基布を用いることにより、コーティングの際に二重袋織部と接合帯部の間のシワに起因するコーティング斑を抑えることができ、コーティング後の耐空気漏れ性能に優れた基布を得ることができる。
【0048】
さらにコーティング前処理として、通常の精練−熱セット工程やセット工程のみ、またはカレンダー処理等によって経緯の寸法や織物表面を所望の範囲に設定してもよい。
【0049】
本発明の高密度袋織基布は、通気度が0.5cm3/cm2・s以下であることが好ましい。0.5cm3/cm2・sを超えると、シリコーンコーティングが均一ではなく、カーテン状エアバッグとして必要な内圧保持性能を満たすことができない場合がある。なお、ここで通気度とはJIS L1096 8.27.1 A法(フラジール法)で測定した値を示す。
【0050】
本発明に用いるシリコーンコーティングにはシリコンゴムが好ましい。
【0051】
好ましいシリコーンゴムは、例えば以下の組成物である。
(a)25℃における粘度が100〜200,000mPa・sであり、末端部位にSiC結合したビニル基を有するオルガノポリシロキサン5〜70重量部
(b)SiH基を有するオルガノ水素ポリシロキサン0.1〜30重量部
(c)脂肪族不飽和基にSiH基の付加を促進する能力のある触媒0.01〜10重量部
(d)有機溶剤0〜80重量部
(ここで、(a)+(b)+(c)=100重量部である。)
この組成物中の(a)は主剤であり、末端部位のビニル基は付加反応することによって、シリコーンゴムを形成する。
【0052】
この組成物中の(b)は架橋剤であり、SiH基を有するオルガノ水素ポリシロキサンである。オルガノ水素ポリシロキサンはポリシロキサン骨格において、好ましくは10:1〜1:1、より好ましくは、5:1〜1:1のSi(OR)4対SiH(OR)3の比を有する。このオルガノ水素ポリシロキサンは、好ましくは、(Si−結合した水素):(Si−結合した脂肪族不飽和基)が10:1〜1:1の範囲の量で本発明の組成物中に存在する。
【0053】
この組成物中の(c)は触媒であり、二酸化珪素、酸化アルミニウム又は活性炭のような担体上に、微細に分布した白金もしくは白金ハロゲン化物などである。
【0054】
この組成物は、有機溶剤を加えて、ドープとしても使用して良いし、有機溶剤を加えず組成物のまま使用しても良い。
【0055】
また、このシリコーン組成物には、公知のシランカップリング剤、難燃剤、シリカ等の充填剤、顔料及び安定剤などを含有していてもよい。
【0056】
シリコーンコーティング量は10g/m2以上、140g/m2以下であることが好ましい。
【0057】
更に好ましくは100g/m2以下であり、最も好ましくは50g/m2以下である。
【0058】
140g/m2以下とすることにより、気密性に優れた高密度袋織基布が得られ、100g/m2以下、最も好ましくは50g/m2以下とすることにより軽量で気密性に優れたサイドカーテンに好適な高密度袋織基布が得られる。
【0059】
最も好ましくは、250dtex以下のポリヘキサメチレンアジパミド長繊維を用いて140g/m2以下のシリコーンコーティングを施した高密度基布であって、膨張・展開後8秒後の内圧保持率を70%以上を保持することが可能となる。
【0060】
シリコーンコーティングは通常のフローティングナイフコーター、ロールオンナイフコーター、コンマコーター、リバースロールコーター、グラビアロールコーター等のコーティング機を用いることができる。もちろん、シリコーン樹脂膜をラミネートしてもよいが基布とシリコーンとの接着性が若干劣るため好ましくない。
【実施例】
【0061】
以下、実施例により本発明を具体的に説明する。なお、測定方法、評価方法などは、以下の通りである。
【0062】
(1)製織性(停台回数)
織機としては、ドルニエ社製エアジェットルームLWV(240cm幅)、ジャガードとしてストーブリ社製電子ジャガードLX1600(3072口)を用い、ハーネスは3本吊りとして、700rpmの速度で製織を実施した場合の製織性を調べた。また、繊度によっては、織機はスルザー社製レピアルームG6200(140cm幅)、ジャガードとしてストーブリ社製電子ジャガードCX960(4096口)を用い、ハーネスは1本吊りとして、480rpmの速度で製織を実施した場合を調べた。経糸切れ、経糸毛羽発生、および経糸が上下に開口しないこと(開口不良)により緯糸が織物幅を飛走しないこと等による停台の経糸因と、緯糸が飛走途中でその先端部がもつれたり、折れ曲がったりして緯糸が織物幅を飛走しないこと等による停台の緯糸因の停台数をカウントした。この経糸因による停台数が3回/100m・台以上、10回/100m・台以下の場合、あるいは緯糸因による停台数が10回/100m・台以上、30回/100m・台以下を十分とは言えないが製織性は合格とし、経糸因による停台数が11回/100m・台以上、あるいは緯糸因による停台数が31回/100m・台以上の場合を問題ありとした。
【0063】
(2)加工反のシワ及びコーティング斑
加工反を検反機にかけ、速度10m/分の速度で巻き取りながら、織物生産に関し5年以上の経験を持った5人の検査員によって、加工反のシワ程度及びコーティング斑を調べた。シワについては、5人の評価を平均し、4級以上を合格とし、3級以上4級未満を課題を残すが合格、3級未満を問題ありとした。シワの判定は、5級:織物上の一重部と袋部の間にはシワが無く平坦、4級:シワが少し見えるが軽微、3級:シワが見える、2級:シワが見えコートの凹凸も判る、1級:シワがあってコートの凹凸もはっきり判る、の基準で判定した。コーティング斑についても同様に、5人の評価を平均し、4級以上を合格とし、3級以上4級未満を十分とは言えないが合格とし、3級未満を問題ありとした。コーティング斑の判定は、5級:織物上にはコーティング斑が無い、4級:コーティング斑が少し見えるが軽微、3級:コーティング斑が少し見える、2級:コーティング斑が見える、1級:ひどいコーティング斑がある、の基準で判定した。
【0064】
なお、加工反とは、生機を常方に従い精練し、コーティング処理を施した織物を言う。
【0065】
(3)バッグ内圧保持率
コーティング処理を施した袋織エアバッグを、内圧100kPa容量300Lのタンク先端に金属製のチューブを介してつなげ、該タンク先端付近に取り付けたバルブを電磁弁を用いて瞬時に開き、その後、袋織エアバッグ側のチューブに取り付けてある圧力センサーにて袋織エアバッグの内圧を調べた。8秒後の内圧保持率が初期の50%以上ある場合を合格とし、30%以上、50%未満の場合を十分とは言えないが合格とし、30%未満の場合を問題ありとする。測定数は10とし、最小の内圧保持率の値が1点でも30%を超えなかった場合については問題ありとする。
【0066】
(4)繊度
JIS L 1073により測定する。
【0067】
(5)加工反表面の凹凸
コーティングした加工反を表面粗さ計にて、二重袋織部と一重織部の厚みを測定した。表面粗さ計の針は、二重袋織部から接合帯の方向へ、一重織部が針の進行方向に対し直角方向に位置するように針を動かす。すなわち、二重袋織部で5mm移動させ、続いて接合帯側に移動する。このときの二重袋織部の厚み平均と接合帯にある一重織部の厚みの平均を測定し、二重袋織部と一重織部の厚みの差(δ)を、二重袋織部の厚み(d)で除した値(δ/d)を50回、場所を変えて測定し、それらを平均した値が0.05未満を合格とし、0.05以上で0.1未満の場合は課題が残るが合格とし、0.1以上の場合を凹凸があって問題ありと判断した。なお、接合帯に2つ以上の一重織部がある場合には、各々の一重織部の厚みを測定して大きな方を採用している。
【0068】
(6)ソフト性
内圧100kPa、容量300Lのタンクから空気を入れて、膨らませたバッグを5人の検査員によって、手で押したときのバッグの硬さを調べた。5人の評価を平均し、3級以上を合格とし、2級以上3級未満を十分とは言えないが合格とし、2級未満を問題ありとした。バッグ硬さの判定は、5級:ソフト、4級:ややソフト、3級:ソフトとも硬いともどちらともいえない、2級:やや硬い、1級:硬い、の基準で判定した。
【0069】
(7)耐湿熱接着性
ISO5981のA法に準じ、湿熱条件は80℃×95%RH×200時間とした。耐湿熱処理後の基布を上記(3)のバッグ内圧保持率に従って評価した。
【0070】
[実施例1]
総繊度235dtex、単糸繊度3.3dtex、無撚、交絡数32個/m、交絡強度27%、油剤付着量1.0wt%のポリヘキサメチレンアジパミド長繊維を経糸と緯糸に用い、織機上の経糸密度を126.6本/2.54cm、織機上の緯糸密度を136本/2.54cm、筬の空間率66.8%、製織時の経糸張力を0.25cN/dtexとして、上記のレピアルームと電子ジャガードを用いて生機を作った。接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた。続いて、この生機を用いて精練−セット工程を経て、更にコートは下記シリコーン樹脂を片面につき50g/m2の量をロールオンナイフで塗り、両面を塗布して仕上げ、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの高密度袋織基布の加工反を得た。なお、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0071】
シリコーン樹脂の調製:
(1)ヘキサメチルジシラザンで処理したシリカ11重量部および25℃で150,000mPa・sの粘度を有するビニル末端ポリジメチルシロキサン33重量部を、混練機中で混合し、次に、ビニル末端シクロヘキサノール0.03重量部と、白金系触媒0.07重量部とを攪拌しながら添加した。
【0072】
(2)ヘキサメチルジシラザンで処理したシリカ11重量部および25℃で150,000mPa・sの粘度を有するビニル末端ポリジメチルシロキサン33重量部を、混練機中で混合し、さらに25℃で約1,000mPa・sの粘度を有するオルガノ水素シロキサン8重量部を攪拌しながら添加した。
【0073】
(3)(1)で得た混合物44重量部と、(2)で得た混合物52重量部と、25℃で約20mPa・sの粘度を有するオルガノ水素シロキサン1.5重量部と、テトラエトキシシラン0.9重量部と、白金系触媒0.9重量部とを混練機中で混合して液状シリコーン組成物とした。
【0074】
上記で得た高密度袋織基布の片方の面にロールオンナイフコーターにより上記の液状シリコーン組成物を50g/m2コーティングし、乾燥機内で180℃、1分間、熱処理した。さらにもう一方の面にも同様に液状シリコーン組成物を50g/m2コーティングし、乾燥機内で180℃、1分間、熱処理して高密度袋織基布を得た。
【0075】
得られた基布の特性は表1に示す通りであって、製織時の織機の停台が無く製織性が良好で、コーティング加工反はシワやコーティング斑もなく良好であった。また、接合帯の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという大変良好な結果となった。
【0076】
[実施例2]
織機上の経糸密度を120.0本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が137本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2169である。
【0077】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑は大変良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0078】
[実施例3]
織機上の経糸密度を147.4本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が160本/2.54cm、緯糸密度が142本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2315である。
【0079】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反のシワとコーティング斑は若干あるが許容できる範囲であった。また、境界部の凹凸率も良好で、内圧保持率は大変良好であり、人体衝撃性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0080】
[実施例4]
織機上の経糸密度を112.2本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が127本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2093である。
【0081】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反のシワとコーティング斑は大変良好であった。また、境界部の凹凸率は良好であるが、内圧保持率は十分ではないが合格レベルを保っている。ソフト性は小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという結果となった。
【0082】
[実施例5]
織機上の経糸密度を112.2本/2.54cmとし、織機上の緯糸密度を120本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が128本/2.54cm、緯糸密度が129本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で1970である。
【0083】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反のシワとコーティング斑は良好であった。また、境界部の凹凸率は良好であるが、内圧保持率は十分ではないが合格レベルを保っている。ソフト性は小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという結果となった。
【0084】
[比較例1]
織機上の経糸密度を108.9本/2.54cmとし、織機上の緯糸密度を116本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が122本/2.54cm、緯糸密度が124本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で1886である。
【0085】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反のシワとコーティング斑は良好であった。また、境界部の凹凸率も良好であるが、内圧保持率は不合格レベルであった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0086】
[比較例2]
織機上の経糸密度を157.5本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が176本/2.54cm、緯糸密度が141本/2.54cmの加工反を得た。経糸毛羽が多発し、製織がかなり困難であった。尚、このときの細幅袋織部のカバーファクターは、片面で2430である。
【0087】
結果は表1に示す通りであって、経糸因による織機の停台が非常に多く、生機も経糸毛羽が大変多くあり、加工反はシワが多くコーティング斑もあって不良であった。また、境界部の凹凸率はやや悪く、内圧保持率は不合格であり、耐湿熱接着性も不合格であるが、235dtexゆえに高速展開性には優れるという結果となった。
【0088】
[実施例6]
接合帯としては、二重袋織部側から、風通組織、次いで糸本数4本の袋織を介して、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯(図1参照)を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0089】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑が良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0090】
[実施例7]
接合帯としては、二重袋織部側から、風通組織、次いで糸本数4本の袋織りを介して、再度風通組織、更に糸本数4本の袋織りを介して、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0091】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑が良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0092】
[実施例8]
接合帯としては、二重袋織部側から、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0093】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反はシワやコーティング斑が良好であった。また、境界部の凹凸率も良好で、内圧保持率も概ね良好であり、人体衝撃性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0094】
[実施例9]
接合帯としては、二重袋織部側から、糸本数16本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0095】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反はシワやコーティング斑が合格レベルであった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0096】
[実施例10]
接合帯としては、二重袋織部側から、糸本数2本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0097】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0098】
[実施例11]
接合帯としては、二重袋織部側から、糸本数20本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0099】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑が合格レベルであった。また、境界部の凹凸率は十分とは言えないが概ね良好で、内圧保持率は良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となつた。
【0100】
[実施例12]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数3本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0101】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も大変良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0102】
[実施例13]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数15本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0103】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワが十分ではないが合格レベルであり、コーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0104】
[比較例3]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織で構成された接合帯(袋体と3/3斜子組織は無し)を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0105】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好であるが、内圧保持率が不合格であり、人体衝撃性は小さく、耐湿熱接着性は不合格レベルである。
【0106】
[実施例14]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数21本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0107】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑が十分ではないが合格レベルであり、コーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0108】
[実施例15]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数40本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0109】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0110】
[実施例16]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数52本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が145本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2231である。
【0111】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率は十分ではないが合格レベルであり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0112】
[実施例17]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数2本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0113】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好で、加工反はシワが良好で、コーティング斑も合格レベルであった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0114】
[比較例4]
接合帯としては、二重袋織部側から、風通組織、次いで糸本数3本の袋織りを介して、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0115】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好であり、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率は良好であったが、内圧保持率はわるかった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0116】
[比較例5]
接合帯としては、二重袋織部側から、糸本数4本を用いた2/2斜子組織、糸本数8本を用いた細幅袋織部、糸本数4本を用いた2/2斜子組織で構成された接合帯(図7参照)を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0117】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好であったが、加工反はシワやコーティング斑が見られたが合格レベルであった。また、境界部の凹凸率も十分とは言えないが合格レベルであったが、内圧保持率はわるかった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0118】
[実施例18]
シリコーン樹脂を塗布する量を片面につき15g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0119】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好であるが、内圧保持率は十分ではないが合格レベルであり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0120】
[実施例19]
シリコーン樹脂を塗布する量を片面につき135g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。なお、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0121】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワが良好であり、コーティング斑も概ね良好であった。また、境界部の凹凸率も概ね良好であり、内圧保持率は良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0122】
[実施例20]
シリコーン樹脂を塗布する量を片面につき45g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0123】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0124】
[比較例6]
シリコーン樹脂を塗布する量を片面につき5g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0125】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワが良好で、コーティング斑も概ね良好であった。また、境界部の凹凸率は良好であるが、内圧保持率が不合格レベルであった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0126】
[実施例21]
シリコーン樹脂を塗布する量を片面につき160g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0127】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワは良好で、コーティング斑も概ね良好であった。また、境界部の凹凸率は十分とは言えないが合格レベルであり、内圧保持率は大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0128】
[実施例22]
経糸および緯糸の単糸繊度を2.7dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が145本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2226である。
【0129】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0130】
[実施例23]
経糸および緯糸の単糸繊度を6.5dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0131】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性や小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0132】
[実施例24]
経糸および緯糸の単糸繊度を1.1dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が143本/2.54cm、緯糸密度が144本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2200である。
【0133】
得られた織物の特性は表1に示す通りであって、織機の停台はあるが製織性は合格レベルで、加工反はシワやコーティング斑は良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0134】
[実施例25]
経糸および緯糸の単糸繊度を7.8dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が148本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2254である。
【0135】
得られた織物の特性は表1に示す通りであって、織機の停台はあるが製織性は合格レベルで、加工反はシワやコーティング斑も十分ではないが合格レベルであった。また、境界部の凹凸率も概ね良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0136】
[実施例26]
総繊度175dtex、単糸繊度3.3dtexのポリヘキサメチレンアジパミド長繊維を経糸と緯糸に用い、織機上の経糸密度を146.7本/2.54cm、織機上の緯糸密度を158本/2.54cm、筬の空間率51.9%、製織時の経糸張力を0.25cN/dtexとして、上記のエアジェットルームと電子ジャガードを用いて生機を作った。経糸にはポリアクリル酸からなる糊剤2%owfを付着させた。接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた。続いて、この生機を用いて精練−セット工程を経て、更にコートはシリコーン樹脂を片面につき45g/m2の量をコンマコーターで塗り、両面を塗布して仕上げ、経糸密度が165本/2.54cm、緯糸密度が165本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2183である。
【0137】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性は大変良好で、加工反はシワやコーティング斑も無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、175dtexゆえに高速展開性にも優れるという良好な結果となった。
【0138】
[実施例27]
経糸および緯糸の総繊度を110dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を186.7本/2.54cm、織機上の緯糸密度を194本/2.54cm、筬の空間率を52.2%とした以外は、実施例26と同じく実施し、経糸密度が206本/2.54cm、緯糸密度が204本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2150である。
【0139】
得られた織物の特性は表1に示す通りであって、織機の停台があるが製織性は概ね良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、110dtexゆえに高速展開性にも優れるという良好な結果となった。
【0140】
[実施例28]
経糸および緯糸の総繊度を350dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を108.4本/2.54cm、織機上の緯糸密度を108本/2.54cm、筬の空間率を52.0%とした以外は、実施例26と同じく実施し、経糸密度が120本/2.54cm、緯糸密度が114本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2189である。
【0141】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性は良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという良好な結果となった。
【0142】
[実施例29]
経糸および緯糸の総繊度を470dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を100.5本/2.54cm、織機上の緯糸密度を93本/2.54cm、筬の空間率を53.8%、接合帯としては、二重袋織部側から、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例26と同じく実施し、経糸密度が114本/2.54cm、緯糸密度が98本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2298である。
【0143】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという良好な結果となった。
【0144】
[実施例30]
経糸および緯糸の総繊度を470dtex、単糸繊度を3.3dtex/fとし、接合帯としては、二重袋織部側から、風通組織、次いで糸本数4本の袋織を介して、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例29と同じく実施し、経糸密度が114本/2.54cm、緯糸密度が98本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2298である。
【0145】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという良好な結果となった。
【0146】
[比較例7]
経糸および緯糸の総繊度を78dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を218.2本/2.54cm、織機上の緯糸密度を234本/2.54cm、筬の空間率を57.0%とした以外は、実施例26と同じく実施し、経糸密度が250本/2.54cm、緯糸密度が246本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2191である。
【0147】
得られた織物の特性は表1に示す通りであって、織機の停台が多く製織性は不合格レベルで、加工反はシワやコーティング斑は概ね良好であった。また、境界部の凹凸率は良好であるが、内圧保持率が不合格レベルであり、ソフト性は小さいが、耐湿熱接着性は不合格レベルでありにも優れ、高速展開性にも優れるという結果となった。
【0148】
[比較例8]
経糸および緯糸の総繊度を940dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を69.0本/2.54cm、織機上の緯糸密度を68本/2.54cm、筬の空間率を52.5%とし、さらに織機をレピアルームとした以外は、実施例1と同じく実施し、経糸密度が76本/2.54cm、緯糸密度が71本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2254である。
【0149】
得られた織物の特性は表1に示す通りであって、織機の停台はあるが製織性は概ね良好で、加工反はシワやコーティング斑は不合格レベルであった。また、境界部の凹凸率は不合格レベルであり、内圧保持率は十分ではないがなんとか合格レベルであり、ソフト性は小さいが、耐湿熱接着性は不合格レベルであるという結果となった。
【0150】
【表1】

【0151】
【表2】
【0152】
【表3】
【0153】
【表4】
【産業上の利用可能性】
【0154】
本発明によれば、エアバッグ用基布として、内圧保持率が良好で、製織性やシワやコーティング斑といった品質も良好な高密度袋織基布を提供できる。特に、人体を側面から保護するカーテン状エアバッグに好適に使用できる。
【技術分野】
【0001】
本発明は、自動車など乗物用の安全装置の一つであるエアバッグに好適に使用される高密度袋織基布に関する。特に乗物の側面衝突時に乗員を側面保護するのに好適な複雑な形状を有するサイドカーテンエアバッグ用高密度袋織基布に関するものである。
【背景技術】
【0002】
近年、自動車等の乗物において、衝突時における乗員の安全性の向上が求められており、各種エアバッグの装着率が向上している。エアバッグとは、乗物が正面衝突や側面衝突時に受ける衝撃をセンサーが感知し、インフレーターからガスを膨張可能な袋体に流入させ、エアバッグを急速に展開・膨張させて、その膨張した袋体の有するクッション性によって乗員との衝撃を緩和し人体を保護する袋体である。
【0003】
エアバッグは、まず運転席に、引き続いて助手席、特にその前面部に装着されてきており、主として自動車の正面衝突時における乗員の顔面および上半身の保護用として装着されている。最近では側方からの衝突や乗物の側転(以下、ロールオーバーと称する)にも対応できるカーテン状のエアバッグも開発されている。
【0004】
このカーテン状エアバッグは、車内側壁のルーフレールに沿ってフロントピラー側からリアピラー側までの領域に収納され、衝突時に側面の窓に沿って膨張、展開するよう設計され、膨張可能な袋部が複数箇所で形成されるように作られている。カーテン状エアバッグには、収納性に優れること(コンパクトに畳めること)、および乗員頭部と側面のガラスとの距離が短いことから、側面衝突時には、乗員頭部とガラスの間に瞬間的に入り込んで頭部を守る必要があり、膨張・展開速度が速いことが要求される。さらに、ロールオーバー対応を想定して、展開してから数秒程度はある程度の内圧維持が要求されるという膨張したエアバッグ内圧がすぐには低下しないという特性を要求される。カーテン状エアバッグは形状が複雑であるため、縫製により製造することも可能であるが、多くは袋織可能な織機を用いて高密度織成されることが多い。このように織成されたエアバッグは膨張時のバーストや空気漏れがない、あるいは少ないという特性が要求される。織成された高密度袋織基布は膨張する二重袋部とその二重袋部を区切る一重織部からなるが、二重袋織部と一重織部との境界領域の織構造によっては高密度袋織基布上に糸毛羽等の欠点が生じたり、織シワ等の織物強度が不均一となることがしばしば発生していた。
【0005】
従来のカーテン状エアバッグは縫製により製造する場合、複数枚の布を裁断し、その後縫製して作製されていたが、この場合、ミシン針からの空気漏れを防ぐためにシール剤を縫製箇所に挟み、さらに耐バースト性を得るために太いミシン糸で縫うため、収納性に欠け、また複雑な形状であるために、縫製に手間が掛かるという問題があった。
【0006】
特開平1−254446号には袋織部外周を一重織部で閉じた袋状の高密度織物を作製してエアバッグに用いることが開示されている。袋織部の膨張状態を保持するために一重織部の幅を広く設定する必要があるが、一重織部にある糸のクリンプ率は二重袋織部にある糸のクリンプ率よりも大きく、かつ織物のカバーファクターも大きいため、二重袋織部と一重織部の境界領域においてシワや毛羽等が発生し、膨張・展開時に数秒間に渡って空気漏れを抑えることができないという問題があった。特に、エアバッグに加工するために表面をシリコーン樹脂やウレタン樹脂等でコーティングする際に受ける熱や張力によってシワが発生しやすいという問題があった。
【0007】
特開平3−16852号公報、特開平4−193646号公報には、円形の二重袋織部の外周を2種類の織組織からなる一重織部で囲んで接合帯を形成して、接合部の強力を高くする方法が提案されている。しかし、円形の接合帯を複数の織組織で構成することにより、接合部自体の強力は向上するものの、依然として二重袋織部と一重織部の境界領域からの空気漏れを防止できないという問題があった。
【0008】
特開平3−16850号公報には、円形の二重袋織部の外周を2本の一重織部で囲んで接合帯を作り、接合部の強力を高くする方法が提案されている。しかし、一重織部の織組織についての具体的な記載はなく、一重織部の幅も依然として大きく、カーテン状エアバッグ用として製織した場合には、経糸毛羽の発生やコーティング加工時のシワ発生等の問題を改善することができない。
【0009】
特表2003−510469号公報には、二重袋織部の外周に斜子組織による複数の一重織部を形成して、目ズレを低減させる方法が提案されている。しかし、一重織部の織組織が2/2斜子組織のみで、使用する糸の繊度等の影響が全く考慮されておらず、高密度袋織基布では織構造がきつく糸に掛かる負担の大きな2/2斜子組織が複数本並んだ場合、二重袋織部と一重織部の境界領域でのシワが発生し、嵩高となって収納性に劣り、またシワに起因するコーティング斑によって耐空気漏れ性が劣るという問題もあった。
【0010】
特開2003−267176号公報には、二重袋織部に隣接して反転袋組織(風通組織)を設け、気密性を確保する方法が提案されている。しかし、反転袋組織より外周に位置する一重織部に関しては、複数の種類の斜子組織を用いるような記載はなく、耐空気漏れ性という点については依然として十分な性能を得られていない。
【0011】
図7は、従来技術の接合帯付近における基布織物の断面模式図であり、図8は、その織物の織組織図である。
【0012】
従来は、例えば図7のように、2/2斜子組織を2つ平行して並べることによって、接合帯を形成しているが、展開・膨張したときの糸のズレという点については、2/2斜子組織はタイトな構造を形成して耐空気漏れ性には有効である。しかし、高密度袋織基布においては、更にその外側に2/2斜子組織というタイトな組織があると、2/2斜子組織で挟まれた袋部や2/2斜子組織の外側で、シワが発生してコーティング斑が発生する等のことによって、耐空気漏れ性が低下していた。
【0013】
このように、毛羽やシワ等の発生を抑え、製織性や耐空気漏れ性を満足する高密度袋織基布はまだ得られていない。
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記従来技術の問題を解決し、高速の膨張・展開が可能で、空気漏れが極めて少なく、また製織時には経糸に掛かる張力負荷が少ないために経糸毛羽等の発生がなく、さらにコーティング加工時の二重袋織部と一重織部の境界でのシワ発生が極めて少なく、織物品質に優れ、膨張・展開後の空気保持率が大きい、特にカーテン状エアバッグに好適な高密度袋織基布を提供することにある。
【課題を解決するための手段】
【0015】
本発明者らは、上記課題に鑑み、接合帯を構成する組織の種類やその組み合わせ、さらには一重織部の幅について鋭意検討を行った結果、袋織エアバックの外周に、特定の織組織を有する接合帯を設けることにより、上記課題を達成できることを見いだし、本発明に到達した。
【0016】
すなわち本発明の課題は、下記する発明に係る高密度袋織物基布に基づいて解決される。
(1)100dtex以上、500dtex以下の熱可塑性合成繊維から構成された展開・膨張可能な二層の大袋部とその外周にある接合帯と非膨張・展開部とからなる高密度袋織基布であって、接合帯の少なくとも一部が大袋側から、2/2斜子組織を含む第1組織、細幅袋織部、3/3斜子組織からなる第2組織で構成され、10g/m2以上のシリコーン樹脂コーティング層を有することを特徴とする高密度袋織基布。
(2)第1組織は、少なくとも一つの風通組織と2/2斜子組織で構成されていることを特徴とする(1)に記載の高密度袋織基布。
(3)細幅袋織部のカバーファクターが片面あたり1900、2400以下、糸本数が2本以上、40本以下であることを特徴とする(1)〜(2)記載の高密度袋織基布。
(4)2/2斜子組織の糸本数が4本以上、16本以下であることを特徴とする(1)〜(3)記載の高密度袋織基布。
(5)3/3斜子組織の糸本数が3本以上、15本以下であることを特徴とする(1)〜(4)記載の高密度袋織基布。
(6)熱可塑性繊維が400dtex以下の合成繊維であることを特徴とする、(1)〜(5)記載の高密度袋織基布。
(7)熱可塑性長繊維が250dtex以下の合成繊維であることを特徴とする(1)〜(6)記載の高密度袋織基布。
(8)合成繊維がポリヘキサメチレンアジパミド長繊維であることを特徴とする(1)〜(7)記載の高密度袋織基布。
(9)第1組織部に2個以上、6個以下の連続した風通組織を有することを特徴とする(1)〜(8)記載の高密度袋織基布。
(10)非膨張袋織部が少なくとも一部が部分結節部を有することを特徴とする(1)〜(9)記載の高密度袋織基布。
(11)高密度袋織基布が140g/m2以下のシリコーンコーティング層を有することを特徴とする(1)〜(10)記載の高密度袋織基布。
(12)合成繊維の単糸繊度が0.5dtex以上、4.5dtex以下であることを特徴とする(1)〜(11)記載の高密度袋織基布。
(13)50g/m2以下のシリコーンコーティング層を有することを特徴とする(1)〜(12)記載の高密度袋織基布。
(14)(1)〜(13)記載の高密度袋織基布からなるカーテン状エアバッグ。
(15)展開8秒後の内圧保持率が70%以上であることを特徴とする10g/m2以上、140g/m2以下のシリコーンコーティングされたポリヘキサメチレンアジパミド繊維からなるカーテン状エアバッグ。
(16)50g/m2以下のシリコーン樹脂コーティング層を有し、風通組織及び斜子組織を接合帯に有することを特徴とする(14)記載のカーテン状エアバッグ。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の一実施例を示す接合帯付近における織物の断面模式図である。
【図2】図2は、図1で示される実施例の袋織織物の二重袋織部と接合帯部を形成する織物組織図を示す。
【図3】図3は、本発明の実施例に係るカーテン状エアバック製作用の高密度袋織基布の平面視構造を示す説明図である。
【図4】図4は、2/2斜子組織の織組織図である。
【図5】図5は、3/3斜子組織の織組織図である。
【図6】図6は、二重袋織組織の織組織図である。
【図7】図7は、従来技術に係るカーテン状エアバック用高密度袋織基布の袋織部の周縁の接合帯付近における織物の断面模式図である。
【図8】図8は、図7の高密度袋織基布の二重袋織部と接合帯部を形成する織物組織図である。
【符号の説明】
【0018】
1 高密度袋織基布
2 接合帯
3 展開・膨張可能な二重袋織部
5 流体導入部
6 部分結節部(非展開・膨張部)
7〜20 糸
A 境界部
a 一つの風通組織部
b 2/2斜子組織部
c、c’ 細幅袋織部
d 3/3斜子組織部
【発明を実施するための最良の形態】
【0019】
以下、本発明について詳細に説明する。
【0020】
本発明の高密度袋織基布は、展開・膨張可能な二重袋織部とその外周に形成された接合帯とを有し、かつ該接合帯は少なくとも2/2斜子組織、細幅袋織部、3/3斜子組織を有することに特徴がある。
【0021】
図3は、本発明の一実施例を示すカーテン状エアバック用袋織基布の平面視構造の説明図である。図3において、エアバック用袋織基布1は、流体導入部5から流体が導入されて膨張する上布と下布を備えた展開・膨張可能な二重袋織部3と、該二重袋織部3の外周に設けられた接合帯2と、さらにその外周に設けられた一重織部6とを有し、自動車等の衝突時には流体導入部5から展開・膨張可能な二重袋織部3に流体が導入され、該二重袋織部3が展開・膨張して乗員を保護する。大きさは図3の上下方向は1.5ないし3m(車の前後方向)、左右は0.5〜1.5m(車の上下方向)である。
【0022】
本発明の高密度袋織基布を構成する経糸および緯糸の素材には特に限定されず、例えば、ナイロン66、ナイロン6、ナイロン46、ナイロン610、ナイロン612等の単独またはこれらの共重合、混合により得られるポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフテレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合により得られるポリエステル繊維、パラフェニレンテレフタルアミド、およびこれと芳香族エーテルとの共重合体などに代表される全芳香族ポリアミド繊維、全芳香族ポリエステル繊維、ビニロン繊維、高強度ポリエチレン、ポリプロピレン等のポリオレフィン繊維、塩化ビニル系および塩化ビニリデン系繊維、ポリテトラフルオロエチレン系を含むフッ素系繊維、ポリサルフォン繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルケトン系繊維(PEEK)繊維、ポリアルキルケトン繊維、ポリイミド繊維、ポリエーテルイミド繊維、高強力レーヨンを含むセルロース系繊維、アクリル系繊維、炭素繊維、ガラス繊維、シリコンカーバイト繊維(Sic)繊維、アルミナ繊維などが単独あるいは組合せで用いられる。これらのうち、強度や経済的な面から合成繊維が好ましく、乗員との耐衝撃性の小さなポリアミド繊維、特にポリヘキサメチレンアジパミド長繊維が好ましい。
【0023】
これらの繊維糸条には、原糸製造工程や後加工工程での工程通過性を向上させるために各種添加剤を含有させてもよい。例えば、耐熱安定剤、耐光安定剤、老化防止剤、酸化防止剤、潤滑剤、平滑剤、顔料、撥水剤、撥油剤、酸化チタンなどの隠蔽剤、光沢付与剤、難燃剤、可塑剤、帯電防止剤、増粘剤などの一種または二種以上を併用して用いてもよい。また必要に応じて加撚、嵩高加工、捲縮加工、捲回加工などの加工を施してもよい。
【0024】
高密度袋織基布を構成する経糸や緯糸は、ともに総繊度が100dtex以上、500dtex以下であることが必要であり、好ましくは150dtex以上、400dtex以下、より好ましくは250dtex以下である。総繊度がこの範囲にあれば、展開・膨張時の強力に耐えることができると同時に、基布が柔軟になり、収納性が向上し、高速展開も可能となる。総繊度が100dtex未満では、展開時の機械強度が不足し、袋体としてのバースト現象を起こし易くなる。また総繊度が500dtexを超えると、製織時に経糸毛羽が多発しやすく、製織性や収納性が低下し易くなり、また展開時の速度も遅くなり易い。
【0025】
経糸や緯糸の各々の単糸繊度は0.5以上、4.5dtex以下であることが好ましい。単糸繊度が0.5未満では基布を構成する繊維の本数が多くなりすぎ、製織時の経糸毛羽発生が多発する可能性があり好ましくない。また、4.5dtexを超えると、織成した基布が硬くなりすぎ、また、展開速度が遅くなる可能性があり好ましくない。
【0026】
経糸および緯糸の単糸断面の形状には特に限定はなく、円形をはじめ、三角、6角、扁平等の異型断面糸等のいずれでもよいが、強度を最大限に発揮させる点からは円断面が好ましい。
【0027】
高密度袋織基布における織密度と繊度は、二重袋織部のカバーファクター(CF)が1900以上、2400以下であることが好ましい。一重接合帯に限定すれば、一重であるためCFは倍となり、3800以上、4800以下となる。なお、基布のCFは下式により表すことができる。但し、織成時の糸本数は二重袋織基布部の糸本数で表すこととする。
【0028】
CF=(2.54cmあたりの経糸本数)×√(経糸総繊度(dtex))
+(2.54cmあたりの緯糸本数)×√(緯糸総繊度(dtex))
例えば、二重袋織部片面の経糸の2.54cmあたりの本数が71本であり、経糸の総繊度が235dtex、緯糸の2.54cmあたりの本数が71本であり、緯糸の総繊度が235dtexの場合には、カバーファクターは2177となる。
【0029】
本発明において、高密度袋織基布を構成する展開・膨張可能な二重袋織部は、その上布と下布が通常、平組織で構成される。また接合帯は二重袋織部から、少なくとも2/2の斜子組織を含む組織、細幅袋織部、3/3斜子織組織で構成されている必要がある。
【0030】
ここでいう斜子組織とは、経糸と緯糸が特定本数の浮き沈みを基本単位としてこれを縦横に展開した組織をいい、マット組織、バスケット組織等ともいう。
【0031】
接合帯に形成する斜子組織は、エアバッグ形状の設計が容易となる点から、n/n斜子のように経糸と緯糸の本数が同じ数だけ浮き沈みする組織であることが好ましい。本発明の最大の特徴は、接合帯を二重袋織組織に近い側は2/2斜子組織、細幅織部を介して、遠い側は3/3斜子組織とする点である。このことによって、従来技術では成し得なかった、シワ発生をおさえ、かつ、展開・膨張後の高い内圧保持性、特に耐湿熱後の内圧保持性を達成することが可能となる。この驚くべき特徴は、現在のところ、以下のようなメカニズムによるものと推定している。即ち二重袋織部が膨張・展開した場合には、二重袋織部に近い側の2/2斜子組織はタイトな組織であるため、糸ズレは起こらず、高圧力の空気を一時的に受け止めるが、その空気の一部が2/2斜子組織部を形成する繊維間を通過して外周側へも漏れてしまい、細幅袋織部を通って、その外側の3/3斜子組織部に達する。しかし、3/3斜子組織は、2/2斜子組織よりも疎な構造であるために、シワが発生しにくいばかりでなく、コーティング剤が浸透し易く3/3斜子組織を構成する糸同士が強固に組まれているため、繊維間を通過する空気漏れが防止できるものである。また、4/4斜子組織以上の疎な構造の織り組織では、コーティング剤の浸透性は良くなるが、コーティング斑が生じやすくなることや、糸の浮き本数が多くなるのでコーティング剤が浸透しても組織を構成する糸を固定しきれないことが起こり、空気漏れを生じやすくなる。4本以上の斜子組織とした場合、浮き糸本数が多く、空気漏れの原因となりやすく、好ましくない。以上の理由で、本発明において、二重袋織部の遠い側は3/3斜子組織で形成される必要がある。
【0032】
耐湿熱後の耐空気漏れ性(バッグ内圧保持率)に関しては、本発明の構成の特徴がより効果的に発揮される。3/3斜子組織が2/2斜子組織があると、コーティング剤の浸透が良好であるために、耐湿熱後でも耐空気漏れ性が良好である。また、2/2斜子組織を2本並べる接合帯に比べ、2/2斜子組織と3/3斜子組織を組み合わせた接合帯の方が、経糸の浮き沈み構造が3/3斜子組織によって緩和されて経糸張力が部分的に高くならないために、製織性も良好になる。
【0033】
2/2斜子組織と3/3斜子組織との間にある細幅袋織部は二重袋織部と同じく、CFは1900以上、2400以下であり、糸本数は2本以上、40本以下であるあることが好ましい。この細幅袋織部を設けることで高密度製織時の経糸毛羽発生を抑えて製織性を向上させ、また基布におけるシワを緩和し、平坦な袋織基布を得ることができる。
【0034】
2/2斜子組織における糸本数は、4本以上、20本以下、更に好ましくは16本以下である。シワ発生防止の点からは8本以下にするのが最も好ましい。
【0035】
3/3斜子組織については、糸本数が3本以上、24以下の3を倍数とする任意の本数で構成することが好ましく、更に好ましくは6本以上、15本以下、12本以下がシワの発生を防ぐ上で最も好ましい。
【0036】
図1は、本発明の一実施例を示す接合帯付近における織物の断面模式図であり、図2は、その織物の織組織図である。図1において、接合帯付近は、展開・膨張可能な二重袋織部(大袋部)、風通組織部、2/2斜子組織、細幅袋織部、3/3斜子組織により構成され、該二重袋織部と2/2斜子織部の間に設けられた風通組織部において、該二重袋織部の上布を構成する糸14、糸15と、下布を構成する糸16、糸17とが、破線Aを境に上下逆になるように織成される。風通組織部で糸の位置が入れ替わった直後の糸(破線Aの右側の糸)は、糸19と糸20の4本の糸が上布と下布を2層を形成するために存在する。これらの糸は2本以上であれば何本でもよいが、接合帯での耐空気漏れ性を向上させる点から2本〜12本とするのが好ましく、織組織設計上からは4本とするのが好ましい。風通組織では、糸の逆転部分(破線A部分)において、上布と下布の糸が交錯するため、密度が密になり、従って、空気の通過性が極めて低く、耐空気漏れ性が良好となる。
【0037】
また風通組織部は展開・膨張可能な二重袋織部に隣接して設けるのが好ましく、このような配置とすることにより、風通組織の構造上、数多くの複数の糸によって均一に荷重を受けることができるため、糸1本に掛かる力が弱まり、糸切れや目ずれ等の空気漏れに影響する因子を軽減することができる。更に、風通部を連続して2個以上設ける構造とすることにより、織成時の織シワを防止し、より平坦な袋織基布を得ることができる。風通部の連続した数は好ましくは6個以下であり、6個を超えても織成上特に問題とはならないが、結節帯の幅が大きくなり、袋織基布の見かけの形状が大きくなりすぎるため好ましくない。更に好ましくは4個以下である。展開・膨張可能な二重袋織部の糸が例えば180度の方向に引き伸ばされた状態となった場合、風通組織の存在により、上布の糸14や糸15は下方へ、下布の糸16や糸17は上方へ引っ張られるため、破線A部分での糸に掛かる負荷が均一となり、また該境界部では糸が密に交錯した状態になるため、耐空気漏れ性に有利となる。これに対して、二重袋織部側に3/3斜子組織の一重織組織を設けた場合にはその境界部分で3本の浮き糸が生じ、糸の自由度が大きくなって糸ズレも生じやすくなることから、空気漏れや目ズレが生じやすくなる。風通組織の接合帯としての形成幅は横糸として1〜12本が好ましい。より好ましくは4本以下である。
【0038】
本発明の接合帯において、2/2の斜子組織を含む第1組織には、少なくとも一つの風通組織と2/2斜子組織で構成されるのが展開・膨張時に組織ズレがさらに起りにくくなり、好ましく、組織の順番は二重袋織部から風通組織、次いで2/2斜子組織で構成されることが好ましい。ここで、風通組織とは、二重織袋部の上布と下布を構成する糸がその位置を完全に入れ替わる組織をいう。更に接合帯の風通組織と斜子組織の間に部分結節組織等の二重袋織組織を存在させてもよい。
【0039】
本発明の非膨張・展開部は、少なくとも一部にあるいは全体に部分結節組織部を含む二重袋織組織とするのが好ましい。
【0040】
部分結節組織とは、二重袋織を基本とした袋織であるが、袋織の上下の布が所々で一重部が存在する組織であり、上下布がずれることを防止することや取り扱いを容易にする等のために設けるもので、点や線、あるいは亀甲柄や斜め線等の任意の点や線で一重部を作ることができる。
【0041】
高密度袋織基布に用いる織物を袋織織機を用いて製織する際に、接合帯が経糸方向に連続する場合、その後方の経糸は他の経糸よりも張力が大きくなり易い。これは一重織部と袋部や部分結節部の経糸の喰い量が異なるためであり、該接合帯が経糸方向に連続する場合には、その他の経糸部分には喰い量を同じくするために、一重織部の組織エアバッグに供する基布以外の所や、非膨張袋織部(展開する)以外の所に一重織部を形成し、経糸の張力を緩和する方法を取ってもよい。
【0042】
本発明の高密度袋織基布に流体が導入されて二重袋織部が展開する際には、該袋部に空気が入り、平たい袋織物が立体的になるために布が持ち上がり、袋織物の投影面積が全体的に小さな形体になり、最大膨張時は、二重袋織部との膨張の境界は180度の方向に引き伸ばされる状態になり、非展開部も袋側へ瞬間的に引っ張りを受ける。この際、特に曲線部では圧縮や引張の力を受ける。風通組織と2/2斜子組織と3/3斜子組織とが連続して形成させてあることにより、該二重袋織組織の端部が展開により押し広げられるが、その際風通組織部での気密性が得られる。風通組織に連続して2/2斜子組織を配することにより、気密性と同時に袋織基布のシワを低減する効果を生じ、また基布の柔軟性により膨張時の圧縮や引張を吸収する効果が得られる。更に、3/3斜子組織で完全な気密性が得られる。
【0043】
高密度袋織基布に用いる経糸は、無糊糸や糊付糸等でよい。また無糊糸の場合、インターレース加工により10個/m以上、40個/m以下の範囲の交絡を有するのが好ましく、より好ましくは20個/m以上、35個/m以下である。また経糸には300T/m以下、好ましくは50T/m以上、100T/m以下の撚りを加えて使用してもよい。さらに整経時に簡単なオイリングやワキシングによって糸に平滑性や集束性を与えてもよく、アクリル、アクリルとPVAの併用、ポリアクリル酸あるいはシリコーンをベースに処方した糊剤によって糊付けを行ってもよく、この場合には0.5〜3%owfの糊付着量とするのが好ましい。
【0044】
緯糸としては経糸と同じものを使用すればよく、交絡が経糸よりも少ないものでもよく、5個/m以上、50個/m以下のものが好ましい。エアジェットルーム等で用いる場合には、交絡が50個/mを超えるものは空気に乗りにくく高速化できない、また交絡が5個/m未満のものはノズルからの圧縮空気によってバラケが生じて飛走性が悪くなって、節欠点を生じてしまう。レピアルーム等に用いる場合には、交絡は特にはこだわらない。
【0045】
本発明の高密度袋織基布の生産には、例えば、エアジェットルーム、レピアルーム、プロジェクタイルルーム、多相織機等の織機を用いることができるが、これらに限定されるものではない。高密度袋織基布は高密度織物であるため、織る際には織前を安定させる点から、全面テンプルを使用することが好ましい。この全面テンプルのテンプルバーには凹凸や溝を付けて布の動きをより抑えて織前を安定させてもよい。また織物の両端には増糸を用いて、布のたるみを補正してもよい。経糸の上げ下げを制御する機械は、ジャガード装置やドビー装置等を用いて生産されるが、電子ジャガード装置が生産性やデザイン変更に対する迅速性において有利で好ましい。ジャガードの口数は、特に制限を受けないが、2000〜14000口などの口数の多い電子ジャガードの方が、複雑な形状のデザイン作成に精度よく対応できるので好ましい。
【0046】
また、本発明の高密度袋織基布をエアバッグとして製品化する際、空気透過性低減や目ズレ防止、バースト防止のために、シリコーン樹脂やポリウレタン樹脂等のコート剤を織物の両面にコーティングするのが好ましい。コート量は薄いほうが収納性には優れるが、耐空気漏れ性等の特性を考慮すれば、10g/m2以上であることが必要であり、140g/m2以下が好ましく、より好ましくは100g/m2以下、最も好ましくは50g/m2以下である。
【0047】
本発明の製織時の織シワを押さえた高密度袋織基布を用いることにより、コーティングの際に二重袋織部と接合帯部の間のシワに起因するコーティング斑を抑えることができ、コーティング後の耐空気漏れ性能に優れた基布を得ることができる。
【0048】
さらにコーティング前処理として、通常の精練−熱セット工程やセット工程のみ、またはカレンダー処理等によって経緯の寸法や織物表面を所望の範囲に設定してもよい。
【0049】
本発明の高密度袋織基布は、通気度が0.5cm3/cm2・s以下であることが好ましい。0.5cm3/cm2・sを超えると、シリコーンコーティングが均一ではなく、カーテン状エアバッグとして必要な内圧保持性能を満たすことができない場合がある。なお、ここで通気度とはJIS L1096 8.27.1 A法(フラジール法)で測定した値を示す。
【0050】
本発明に用いるシリコーンコーティングにはシリコンゴムが好ましい。
【0051】
好ましいシリコーンゴムは、例えば以下の組成物である。
(a)25℃における粘度が100〜200,000mPa・sであり、末端部位にSiC結合したビニル基を有するオルガノポリシロキサン5〜70重量部
(b)SiH基を有するオルガノ水素ポリシロキサン0.1〜30重量部
(c)脂肪族不飽和基にSiH基の付加を促進する能力のある触媒0.01〜10重量部
(d)有機溶剤0〜80重量部
(ここで、(a)+(b)+(c)=100重量部である。)
この組成物中の(a)は主剤であり、末端部位のビニル基は付加反応することによって、シリコーンゴムを形成する。
【0052】
この組成物中の(b)は架橋剤であり、SiH基を有するオルガノ水素ポリシロキサンである。オルガノ水素ポリシロキサンはポリシロキサン骨格において、好ましくは10:1〜1:1、より好ましくは、5:1〜1:1のSi(OR)4対SiH(OR)3の比を有する。このオルガノ水素ポリシロキサンは、好ましくは、(Si−結合した水素):(Si−結合した脂肪族不飽和基)が10:1〜1:1の範囲の量で本発明の組成物中に存在する。
【0053】
この組成物中の(c)は触媒であり、二酸化珪素、酸化アルミニウム又は活性炭のような担体上に、微細に分布した白金もしくは白金ハロゲン化物などである。
【0054】
この組成物は、有機溶剤を加えて、ドープとしても使用して良いし、有機溶剤を加えず組成物のまま使用しても良い。
【0055】
また、このシリコーン組成物には、公知のシランカップリング剤、難燃剤、シリカ等の充填剤、顔料及び安定剤などを含有していてもよい。
【0056】
シリコーンコーティング量は10g/m2以上、140g/m2以下であることが好ましい。
【0057】
更に好ましくは100g/m2以下であり、最も好ましくは50g/m2以下である。
【0058】
140g/m2以下とすることにより、気密性に優れた高密度袋織基布が得られ、100g/m2以下、最も好ましくは50g/m2以下とすることにより軽量で気密性に優れたサイドカーテンに好適な高密度袋織基布が得られる。
【0059】
最も好ましくは、250dtex以下のポリヘキサメチレンアジパミド長繊維を用いて140g/m2以下のシリコーンコーティングを施した高密度基布であって、膨張・展開後8秒後の内圧保持率を70%以上を保持することが可能となる。
【0060】
シリコーンコーティングは通常のフローティングナイフコーター、ロールオンナイフコーター、コンマコーター、リバースロールコーター、グラビアロールコーター等のコーティング機を用いることができる。もちろん、シリコーン樹脂膜をラミネートしてもよいが基布とシリコーンとの接着性が若干劣るため好ましくない。
【実施例】
【0061】
以下、実施例により本発明を具体的に説明する。なお、測定方法、評価方法などは、以下の通りである。
【0062】
(1)製織性(停台回数)
織機としては、ドルニエ社製エアジェットルームLWV(240cm幅)、ジャガードとしてストーブリ社製電子ジャガードLX1600(3072口)を用い、ハーネスは3本吊りとして、700rpmの速度で製織を実施した場合の製織性を調べた。また、繊度によっては、織機はスルザー社製レピアルームG6200(140cm幅)、ジャガードとしてストーブリ社製電子ジャガードCX960(4096口)を用い、ハーネスは1本吊りとして、480rpmの速度で製織を実施した場合を調べた。経糸切れ、経糸毛羽発生、および経糸が上下に開口しないこと(開口不良)により緯糸が織物幅を飛走しないこと等による停台の経糸因と、緯糸が飛走途中でその先端部がもつれたり、折れ曲がったりして緯糸が織物幅を飛走しないこと等による停台の緯糸因の停台数をカウントした。この経糸因による停台数が3回/100m・台以上、10回/100m・台以下の場合、あるいは緯糸因による停台数が10回/100m・台以上、30回/100m・台以下を十分とは言えないが製織性は合格とし、経糸因による停台数が11回/100m・台以上、あるいは緯糸因による停台数が31回/100m・台以上の場合を問題ありとした。
【0063】
(2)加工反のシワ及びコーティング斑
加工反を検反機にかけ、速度10m/分の速度で巻き取りながら、織物生産に関し5年以上の経験を持った5人の検査員によって、加工反のシワ程度及びコーティング斑を調べた。シワについては、5人の評価を平均し、4級以上を合格とし、3級以上4級未満を課題を残すが合格、3級未満を問題ありとした。シワの判定は、5級:織物上の一重部と袋部の間にはシワが無く平坦、4級:シワが少し見えるが軽微、3級:シワが見える、2級:シワが見えコートの凹凸も判る、1級:シワがあってコートの凹凸もはっきり判る、の基準で判定した。コーティング斑についても同様に、5人の評価を平均し、4級以上を合格とし、3級以上4級未満を十分とは言えないが合格とし、3級未満を問題ありとした。コーティング斑の判定は、5級:織物上にはコーティング斑が無い、4級:コーティング斑が少し見えるが軽微、3級:コーティング斑が少し見える、2級:コーティング斑が見える、1級:ひどいコーティング斑がある、の基準で判定した。
【0064】
なお、加工反とは、生機を常方に従い精練し、コーティング処理を施した織物を言う。
【0065】
(3)バッグ内圧保持率
コーティング処理を施した袋織エアバッグを、内圧100kPa容量300Lのタンク先端に金属製のチューブを介してつなげ、該タンク先端付近に取り付けたバルブを電磁弁を用いて瞬時に開き、その後、袋織エアバッグ側のチューブに取り付けてある圧力センサーにて袋織エアバッグの内圧を調べた。8秒後の内圧保持率が初期の50%以上ある場合を合格とし、30%以上、50%未満の場合を十分とは言えないが合格とし、30%未満の場合を問題ありとする。測定数は10とし、最小の内圧保持率の値が1点でも30%を超えなかった場合については問題ありとする。
【0066】
(4)繊度
JIS L 1073により測定する。
【0067】
(5)加工反表面の凹凸
コーティングした加工反を表面粗さ計にて、二重袋織部と一重織部の厚みを測定した。表面粗さ計の針は、二重袋織部から接合帯の方向へ、一重織部が針の進行方向に対し直角方向に位置するように針を動かす。すなわち、二重袋織部で5mm移動させ、続いて接合帯側に移動する。このときの二重袋織部の厚み平均と接合帯にある一重織部の厚みの平均を測定し、二重袋織部と一重織部の厚みの差(δ)を、二重袋織部の厚み(d)で除した値(δ/d)を50回、場所を変えて測定し、それらを平均した値が0.05未満を合格とし、0.05以上で0.1未満の場合は課題が残るが合格とし、0.1以上の場合を凹凸があって問題ありと判断した。なお、接合帯に2つ以上の一重織部がある場合には、各々の一重織部の厚みを測定して大きな方を採用している。
【0068】
(6)ソフト性
内圧100kPa、容量300Lのタンクから空気を入れて、膨らませたバッグを5人の検査員によって、手で押したときのバッグの硬さを調べた。5人の評価を平均し、3級以上を合格とし、2級以上3級未満を十分とは言えないが合格とし、2級未満を問題ありとした。バッグ硬さの判定は、5級:ソフト、4級:ややソフト、3級:ソフトとも硬いともどちらともいえない、2級:やや硬い、1級:硬い、の基準で判定した。
【0069】
(7)耐湿熱接着性
ISO5981のA法に準じ、湿熱条件は80℃×95%RH×200時間とした。耐湿熱処理後の基布を上記(3)のバッグ内圧保持率に従って評価した。
【0070】
[実施例1]
総繊度235dtex、単糸繊度3.3dtex、無撚、交絡数32個/m、交絡強度27%、油剤付着量1.0wt%のポリヘキサメチレンアジパミド長繊維を経糸と緯糸に用い、織機上の経糸密度を126.6本/2.54cm、織機上の緯糸密度を136本/2.54cm、筬の空間率66.8%、製織時の経糸張力を0.25cN/dtexとして、上記のレピアルームと電子ジャガードを用いて生機を作った。接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた。続いて、この生機を用いて精練−セット工程を経て、更にコートは下記シリコーン樹脂を片面につき50g/m2の量をロールオンナイフで塗り、両面を塗布して仕上げ、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの高密度袋織基布の加工反を得た。なお、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0071】
シリコーン樹脂の調製:
(1)ヘキサメチルジシラザンで処理したシリカ11重量部および25℃で150,000mPa・sの粘度を有するビニル末端ポリジメチルシロキサン33重量部を、混練機中で混合し、次に、ビニル末端シクロヘキサノール0.03重量部と、白金系触媒0.07重量部とを攪拌しながら添加した。
【0072】
(2)ヘキサメチルジシラザンで処理したシリカ11重量部および25℃で150,000mPa・sの粘度を有するビニル末端ポリジメチルシロキサン33重量部を、混練機中で混合し、さらに25℃で約1,000mPa・sの粘度を有するオルガノ水素シロキサン8重量部を攪拌しながら添加した。
【0073】
(3)(1)で得た混合物44重量部と、(2)で得た混合物52重量部と、25℃で約20mPa・sの粘度を有するオルガノ水素シロキサン1.5重量部と、テトラエトキシシラン0.9重量部と、白金系触媒0.9重量部とを混練機中で混合して液状シリコーン組成物とした。
【0074】
上記で得た高密度袋織基布の片方の面にロールオンナイフコーターにより上記の液状シリコーン組成物を50g/m2コーティングし、乾燥機内で180℃、1分間、熱処理した。さらにもう一方の面にも同様に液状シリコーン組成物を50g/m2コーティングし、乾燥機内で180℃、1分間、熱処理して高密度袋織基布を得た。
【0075】
得られた基布の特性は表1に示す通りであって、製織時の織機の停台が無く製織性が良好で、コーティング加工反はシワやコーティング斑もなく良好であった。また、接合帯の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという大変良好な結果となった。
【0076】
[実施例2]
織機上の経糸密度を120.0本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が137本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2169である。
【0077】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑は大変良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0078】
[実施例3]
織機上の経糸密度を147.4本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が160本/2.54cm、緯糸密度が142本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2315である。
【0079】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反のシワとコーティング斑は若干あるが許容できる範囲であった。また、境界部の凹凸率も良好で、内圧保持率は大変良好であり、人体衝撃性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0080】
[実施例4]
織機上の経糸密度を112.2本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が127本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2093である。
【0081】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反のシワとコーティング斑は大変良好であった。また、境界部の凹凸率は良好であるが、内圧保持率は十分ではないが合格レベルを保っている。ソフト性は小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという結果となった。
【0082】
[実施例5]
織機上の経糸密度を112.2本/2.54cmとし、織機上の緯糸密度を120本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が128本/2.54cm、緯糸密度が129本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で1970である。
【0083】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反のシワとコーティング斑は良好であった。また、境界部の凹凸率は良好であるが、内圧保持率は十分ではないが合格レベルを保っている。ソフト性は小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという結果となった。
【0084】
[比較例1]
織機上の経糸密度を108.9本/2.54cmとし、織機上の緯糸密度を116本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が122本/2.54cm、緯糸密度が124本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で1886である。
【0085】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反のシワとコーティング斑は良好であった。また、境界部の凹凸率も良好であるが、内圧保持率は不合格レベルであった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0086】
[比較例2]
織機上の経糸密度を157.5本/2.54cmとした以外は、実施例1と同じく実施し、経糸密度が176本/2.54cm、緯糸密度が141本/2.54cmの加工反を得た。経糸毛羽が多発し、製織がかなり困難であった。尚、このときの細幅袋織部のカバーファクターは、片面で2430である。
【0087】
結果は表1に示す通りであって、経糸因による織機の停台が非常に多く、生機も経糸毛羽が大変多くあり、加工反はシワが多くコーティング斑もあって不良であった。また、境界部の凹凸率はやや悪く、内圧保持率は不合格であり、耐湿熱接着性も不合格であるが、235dtexゆえに高速展開性には優れるという結果となった。
【0088】
[実施例6]
接合帯としては、二重袋織部側から、風通組織、次いで糸本数4本の袋織を介して、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯(図1参照)を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0089】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑が良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0090】
[実施例7]
接合帯としては、二重袋織部側から、風通組織、次いで糸本数4本の袋織りを介して、再度風通組織、更に糸本数4本の袋織りを介して、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0091】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑が良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0092】
[実施例8]
接合帯としては、二重袋織部側から、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0093】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反はシワやコーティング斑が良好であった。また、境界部の凹凸率も良好で、内圧保持率も概ね良好であり、人体衝撃性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0094】
[実施例9]
接合帯としては、二重袋織部側から、糸本数16本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0095】
得られた織物の特性は表1に示す通りであって、織機の停台が極めて少なく製織性が良好で、加工反はシワやコーティング斑が合格レベルであった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0096】
[実施例10]
接合帯としては、二重袋織部側から、糸本数2本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0097】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0098】
[実施例11]
接合帯としては、二重袋織部側から、糸本数20本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0099】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑が合格レベルであった。また、境界部の凹凸率は十分とは言えないが概ね良好で、内圧保持率は良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となつた。
【0100】
[実施例12]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数3本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0101】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も大変良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0102】
[実施例13]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数15本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0103】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワが十分ではないが合格レベルであり、コーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0104】
[比較例3]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織で構成された接合帯(袋体と3/3斜子組織は無し)を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0105】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好であるが、内圧保持率が不合格であり、人体衝撃性は小さく、耐湿熱接着性は不合格レベルである。
【0106】
[実施例14]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数21本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0107】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑が十分ではないが合格レベルであり、コーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0108】
[実施例15]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数40本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0109】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0110】
[実施例16]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数52本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が145本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2231である。
【0111】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率は十分ではないが合格レベルであり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0112】
[実施例17]
接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数2本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0113】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好で、加工反はシワが良好で、コーティング斑も合格レベルであった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0114】
[比較例4]
接合帯としては、二重袋織部側から、風通組織、次いで糸本数3本の袋織りを介して、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0115】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好であり、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率は良好であったが、内圧保持率はわるかった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0116】
[比較例5]
接合帯としては、二重袋織部側から、糸本数4本を用いた2/2斜子組織、糸本数8本を用いた細幅袋織部、糸本数4本を用いた2/2斜子組織で構成された接合帯(図7参照)を用いた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0117】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好であったが、加工反はシワやコーティング斑が見られたが合格レベルであった。また、境界部の凹凸率も十分とは言えないが合格レベルであったが、内圧保持率はわるかった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0118】
[実施例18]
シリコーン樹脂を塗布する量を片面につき15g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0119】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好であるが、内圧保持率は十分ではないが合格レベルであり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0120】
[実施例19]
シリコーン樹脂を塗布する量を片面につき135g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。なお、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0121】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワが良好であり、コーティング斑も概ね良好であった。また、境界部の凹凸率も概ね良好であり、内圧保持率は良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0122】
[実施例20]
シリコーン樹脂を塗布する量を片面につき45g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0123】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0124】
[比較例6]
シリコーン樹脂を塗布する量を片面につき5g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0125】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワが良好で、コーティング斑も概ね良好であった。また、境界部の凹凸率は良好であるが、内圧保持率が不合格レベルであった。ソフト性は小さいが、耐湿熱接着性は不合格レベルであり、235dtexゆえに高速展開性にも優れるという結果となった。
【0126】
[実施例21]
シリコーン樹脂を塗布する量を片面につき160g/m2とした以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2238である。
【0127】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性が良好で、加工反はシワは良好で、コーティング斑も概ね良好であった。また、境界部の凹凸率は十分とは言えないが合格レベルであり、内圧保持率は大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0128】
[実施例22]
経糸および緯糸の単糸繊度を2.7dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が146本/2.54cm、緯糸密度が145本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2226である。
【0129】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も大変良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという大変良好な結果となった。
【0130】
[実施例23]
経糸および緯糸の単糸繊度を6.5dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が147本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2246である。
【0131】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性が良好で、加工反はシワやコーティング斑も良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性や小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0132】
[実施例24]
経糸および緯糸の単糸繊度を1.1dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が143本/2.54cm、緯糸密度が144本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2200である。
【0133】
得られた織物の特性は表1に示す通りであって、織機の停台はあるが製織性は合格レベルで、加工反はシワやコーティング斑は良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0134】
[実施例25]
経糸および緯糸の単糸繊度を7.8dtex/fとし、織機をエアジェットルームとし、経糸にポリアクリル酸からなる糊剤2%owfを付着させた以外は、実施例1と同じく実施し、経糸密度が148本/2.54cm、緯糸密度が146本/2.54cmの加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2254である。
【0135】
得られた織物の特性は表1に示す通りであって、織機の停台はあるが製織性は合格レベルで、加工反はシワやコーティング斑も十分ではないが合格レベルであった。また、境界部の凹凸率も概ね良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、235dtexゆえに高速展開性にも優れるという良好な結果となった。
【0136】
[実施例26]
総繊度175dtex、単糸繊度3.3dtexのポリヘキサメチレンアジパミド長繊維を経糸と緯糸に用い、織機上の経糸密度を146.7本/2.54cm、織機上の緯糸密度を158本/2.54cm、筬の空間率51.9%、製織時の経糸張力を0.25cN/dtexとして、上記のエアジェットルームと電子ジャガードを用いて生機を作った。経糸にはポリアクリル酸からなる糊剤2%owfを付着させた。接合帯としては、二重袋織部側から、糸本数6本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた。続いて、この生機を用いて精練−セット工程を経て、更にコートはシリコーン樹脂を片面につき45g/m2の量をコンマコーターで塗り、両面を塗布して仕上げ、経糸密度が165本/2.54cm、緯糸密度が165本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2183である。
【0137】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性は大変良好で、加工反はシワやコーティング斑も無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、175dtexゆえに高速展開性にも優れるという良好な結果となった。
【0138】
[実施例27]
経糸および緯糸の総繊度を110dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を186.7本/2.54cm、織機上の緯糸密度を194本/2.54cm、筬の空間率を52.2%とした以外は、実施例26と同じく実施し、経糸密度が206本/2.54cm、緯糸密度が204本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2150である。
【0139】
得られた織物の特性は表1に示す通りであって、織機の停台があるが製織性は概ね良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、110dtexゆえに高速展開性にも優れるという良好な結果となった。
【0140】
[実施例28]
経糸および緯糸の総繊度を350dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を108.4本/2.54cm、織機上の緯糸密度を108本/2.54cm、筬の空間率を52.0%とした以外は、実施例26と同じく実施し、経糸密度が120本/2.54cm、緯糸密度が114本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2189である。
【0141】
得られた織物の特性は表1に示す通りであって、織機の停台が無く製織性は良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという良好な結果となった。
【0142】
[実施例29]
経糸および緯糸の総繊度を470dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を100.5本/2.54cm、織機上の緯糸密度を93本/2.54cm、筬の空間率を53.8%、接合帯としては、二重袋織部側から、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例26と同じく実施し、経糸密度が114本/2.54cm、緯糸密度が98本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2298である。
【0143】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという良好な結果となった。
【0144】
[実施例30]
経糸および緯糸の総繊度を470dtex、単糸繊度を3.3dtex/fとし、接合帯としては、二重袋織部側から、風通組織、次いで糸本数4本の袋織を介して、糸本数4本を用いた2/2斜子組織、糸本数4本を用いた細幅袋織部、糸本数6本を用いた3/3斜子組織で構成された接合帯を用いた以外は、実施例29と同じく実施し、経糸密度が114本/2.54cm、緯糸密度が98本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2298である。
【0145】
得られた織物の特性は表1に示す通りであって、織機の停台が少なく製織性は良好で、加工反はシワやコーティング斑も殆ど無く良好であった。また、境界部の凹凸率も良好で、内圧保持率も良好であり、ソフト性も小さく、耐湿熱接着性にも優れ、高速展開性にも優れるという良好な結果となった。
【0146】
[比較例7]
経糸および緯糸の総繊度を78dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を218.2本/2.54cm、織機上の緯糸密度を234本/2.54cm、筬の空間率を57.0%とした以外は、実施例26と同じく実施し、経糸密度が250本/2.54cm、緯糸密度が246本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2191である。
【0147】
得られた織物の特性は表1に示す通りであって、織機の停台が多く製織性は不合格レベルで、加工反はシワやコーティング斑は概ね良好であった。また、境界部の凹凸率は良好であるが、内圧保持率が不合格レベルであり、ソフト性は小さいが、耐湿熱接着性は不合格レベルでありにも優れ、高速展開性にも優れるという結果となった。
【0148】
[比較例8]
経糸および緯糸の総繊度を940dtex、単糸繊度を3.3dtex/fとし、織機上の経糸密度を69.0本/2.54cm、織機上の緯糸密度を68本/2.54cm、筬の空間率を52.5%とし、さらに織機をレピアルームとした以外は、実施例1と同じく実施し、経糸密度が76本/2.54cm、緯糸密度が71本/2.54cmの高密度袋織基布の加工反を得た。尚、このときの細幅袋織部のカバーファクターは、片面で2254である。
【0149】
得られた織物の特性は表1に示す通りであって、織機の停台はあるが製織性は概ね良好で、加工反はシワやコーティング斑は不合格レベルであった。また、境界部の凹凸率は不合格レベルであり、内圧保持率は十分ではないがなんとか合格レベルであり、ソフト性は小さいが、耐湿熱接着性は不合格レベルであるという結果となった。
【0150】
【表1】
【0151】
【表2】
【0152】
【表3】
【0153】
【表4】
【産業上の利用可能性】
【0154】
本発明によれば、エアバッグ用基布として、内圧保持率が良好で、製織性やシワやコーティング斑といった品質も良好な高密度袋織基布を提供できる。特に、人体を側面から保護するカーテン状エアバッグに好適に使用できる。
【特許請求の範囲】
【請求項1】
100dtex以上、500dtex以下の熱可塑性合成繊維から構成された展開・膨張可能な二層の大袋部とその外周にある接合帯と非膨張・展開部とからなる高密度袋織基布であって、接合帯の少なくとも一部が大袋側から、2/2斜子組織を含む第1組織、細幅袋織部、3/3斜子組織からなる第2組織で構成され、10g/m2以上のシリコーン樹脂コーティング層を有することを特徴とする高密度袋織基布。
【請求項2】
第1組織が少なくとも一つの風通組織と2/2斜子組織で構成されていることを特徴とする請求項1に記載の高密度袋織基布。
【請求項3】
細幅袋織部のカバーファクターが片面あたり1900以上、2400以下、糸本数が2本以上、40本以下であることを特徴とする請求項1〜2記載の高密度袋織基布。
【請求項4】
2/2斜子組織の糸本数が4本以上、16本以下であることを特徴とする請求項1〜3記載の高密度袋織基布。
【請求項5】
3/3斜子組織の糸本数が3本以上、15本以下であることを特徴とする請求項1〜4記載の高密度袋織基布。
【請求項6】
熱可塑性繊維が400dtex以下の合成繊維であることを特徴とする、請求項1〜5記載の高密度袋織基布。
【請求項7】
熱可塑性長繊維が250dtex以下の合成繊維であることを特徴とする請求項1〜6記載の高密度袋織基布。
【請求項8】
合成繊維がポリヘキサメチレンアジパミド長繊維であることを特徴とする請求項1〜7記載の高密度袋織基布。
【請求項9】
第1組織部に2個以上、6個以下の連続した風通組織を有することを特徴とする請求項1〜8記載の高密度袋織基布。
【請求項10】
非膨張袋織部が少なくとも一部に部分結節部を有することを特徴とする請求項1〜9記載の高密度袋織基布。
【請求項11】
高密度袋織基布が140g/m2以下のシリコーンコーティング層を有することを特徴とする請求項1〜10記載の高密度袋織基布。
【請求項12】
合成繊維の単糸繊度が0.5dtex以上、4.5dtex以下であることを特徴とする請求項1〜11記載の高密度袋織基布。
【請求項13】
50g/m2以下のシリコーンコーティング層を有することを特徴とする請求項1〜12記載の高密度袋織基布。
【請求項14】
請求項1〜13記載の高密度袋織基布からなるカーテン状エアバッグ。
【請求項15】
展開8秒後の内圧保持率が70%以上であることを特徴とする10g/m2以上、140g/m2以下のシリコーンコーティングされたポリヘキサメチレンアジパミド繊維からなるカーテン状エアバッグ。
【請求項16】
50g/m2以下のシリコーン樹脂コーティング層を有し、風通組織及び斜子組織を接合帯に有することを特徴とする請求項15記載のカーテン状エアバッグ。
【請求項1】
100dtex以上、500dtex以下の熱可塑性合成繊維から構成された展開・膨張可能な二層の大袋部とその外周にある接合帯と非膨張・展開部とからなる高密度袋織基布であって、接合帯の少なくとも一部が大袋側から、2/2斜子組織を含む第1組織、細幅袋織部、3/3斜子組織からなる第2組織で構成され、10g/m2以上のシリコーン樹脂コーティング層を有することを特徴とする高密度袋織基布。
【請求項2】
第1組織が少なくとも一つの風通組織と2/2斜子組織で構成されていることを特徴とする請求項1に記載の高密度袋織基布。
【請求項3】
細幅袋織部のカバーファクターが片面あたり1900以上、2400以下、糸本数が2本以上、40本以下であることを特徴とする請求項1〜2記載の高密度袋織基布。
【請求項4】
2/2斜子組織の糸本数が4本以上、16本以下であることを特徴とする請求項1〜3記載の高密度袋織基布。
【請求項5】
3/3斜子組織の糸本数が3本以上、15本以下であることを特徴とする請求項1〜4記載の高密度袋織基布。
【請求項6】
熱可塑性繊維が400dtex以下の合成繊維であることを特徴とする、請求項1〜5記載の高密度袋織基布。
【請求項7】
熱可塑性長繊維が250dtex以下の合成繊維であることを特徴とする請求項1〜6記載の高密度袋織基布。
【請求項8】
合成繊維がポリヘキサメチレンアジパミド長繊維であることを特徴とする請求項1〜7記載の高密度袋織基布。
【請求項9】
第1組織部に2個以上、6個以下の連続した風通組織を有することを特徴とする請求項1〜8記載の高密度袋織基布。
【請求項10】
非膨張袋織部が少なくとも一部に部分結節部を有することを特徴とする請求項1〜9記載の高密度袋織基布。
【請求項11】
高密度袋織基布が140g/m2以下のシリコーンコーティング層を有することを特徴とする請求項1〜10記載の高密度袋織基布。
【請求項12】
合成繊維の単糸繊度が0.5dtex以上、4.5dtex以下であることを特徴とする請求項1〜11記載の高密度袋織基布。
【請求項13】
50g/m2以下のシリコーンコーティング層を有することを特徴とする請求項1〜12記載の高密度袋織基布。
【請求項14】
請求項1〜13記載の高密度袋織基布からなるカーテン状エアバッグ。
【請求項15】
展開8秒後の内圧保持率が70%以上であることを特徴とする10g/m2以上、140g/m2以下のシリコーンコーティングされたポリヘキサメチレンアジパミド繊維からなるカーテン状エアバッグ。
【請求項16】
50g/m2以下のシリコーン樹脂コーティング層を有し、風通組織及び斜子組織を接合帯に有することを特徴とする請求項15記載のカーテン状エアバッグ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【国際公開番号】WO2005/031052
【国際公開日】平成17年4月7日(2005.4.7)
【発行日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2005−514261(P2005−514261)
【国際出願番号】PCT/JP2004/014267
【国際出願日】平成16年9月29日(2004.9.29)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【国際公開日】平成17年4月7日(2005.4.7)
【発行日】平成19年11月15日(2007.11.15)
【国際特許分類】
【国際出願番号】PCT/JP2004/014267
【国際出願日】平成16年9月29日(2004.9.29)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]