
高度に位置決めされた印刷画像及びエンボス加工パターンを有するロールに巻かれた基材製品
第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、印刷画像の少なくとも一部分が前記画像のエンボス加工された領域以外にあり、エンボス加工パターンと印刷パターンとの機械方向位置決め誤差限界が6.0mm未満である、基材製品。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高度に位置決めされた印刷画像及びエンボス加工パターンを有するロールに巻かれた基材製品に関する。
【背景技術】
【0002】
シート型又はウェブ型の消費者製品の美観的特性を、製品にエンボス加工及び印刷の両方を施すことによって改善することに対する要望はかなり以前からある。(米国特許第680,533号明細書(マリニエ(Marinier)ら、1901年8月13日発行)参照。)もちろん、その後数年でこの分野において多くの技術的発展があった。しかしながら、印刷プロセスは通常、インク又は他の物質をシート製品のウェブ表面上に2次元で適用するものであり、またエンボス加工プロセスは通常、シート又はウェブを3次元で変形させるため、伸縮性基材に印刷画像及びエンボス加工画像を位置決めすることに対する問題が現在もある。ウェブを3次元で変形させることにより、結果としてウェブの長さ及び幅といった物理的寸法が変化する。したがって、印刷画像及びエンボス加工画像は、相対的に異なるウェブ上の位置に配置される。このことによって、2つの画像の位置決めのずれが生じるため、製造者は高度に位置決めされた印刷図形及びエンボス加工図形を有する製品を積極的に製造しようとしない。
【0003】
この問題は、製品基材の連続ウェブを加工する製品製造ラインにおいて複雑化する。連続ウェブに印刷及びエンボス加工を施すには、一般に、回転式シリンダの印刷ロール及びエンボスロールを用いる。これらのロールは、ほとんどの場合、異なる企業が製造した、異なる物理的寸法及び駆動機構を有する装置に載置される。基材の伸縮特性に影響を及ぼす厚さ、湿分含量、又は他のパラメータが、生産工程中に変化した場合、位置決めによる追加の偏差が生じる。プロセスが修正されなければ、回転ごとに位置決めのずれが増大し、1つの画像が他の画像に対する所望の位置から「ずれ」る結果となる。
【0004】
欧州特許出願EP1304215明細書に示されるような、印刷及びエンボス加工の間、基材を支持する単一のキャリア/刷りロールを用いる印刷プロセス及びエンボス加工プロセスであっても、高度な位置決めを達成するために基材の寸法の変化を把握していない。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本出願人は、高度に位置決めされた印刷画像及びエンボス加工画像を有する改善された吸収性ティッシュ・タオル製品を開発した。この開発によって、近接して結合された印刷画像及びエンボス加工画像のデザインにおいて、美的側面での自由度がより大きくなる。
【課題を解決するための手段】
【0006】
本発明は、第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、
a)伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、
b)伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、印刷画像の少なくとも一部分が画像のエンボス加工された領域以外にあり、
c)エンボス加工パターンと印刷パターンとの機械方向位置決め誤差限界が6.0mm未満である、ことを含む基材製品に関する。
【発明を実施するための最良の形態】
【0007】
本明細書は、本発明を特定して指摘し明確に請求する請求項で結論とするが、本発明は、添付図面と共に読まれる好ましい実施形態の次の説明によってより良く理解されると考えられ、図面中において、同じ参照番号は同一要素であると見なす。
【0008】
本発明は、第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、印刷画像の少なくとも一部分が画像のエンボス加工された領域以外にあり、エンボス加工パターンと印刷パターンとの間の機械方向位置決め誤差限界が6.0mm未満である、基材製品に関する。
【0009】
本明細書で使用する時、「ロール状基材製品」は、ほぼ連続した製造プロセスで製造された相対的に非常に長い製品を意味する。本プロセスで使用される連続製品の好ましい例は、ロール上にある基材の長さがその幅に対して非常に長く、製造プロセスの最後で保管又は包装のためにロールに巻かれる基材である。ロールは固定の長さを有するが、プロセスが非常に長い時間稼動できるように、ウェブを共に重ね継ぐことによって実質的に連続したものになる。ロール状基材製品の非限定的な例は、プラスチックラップ、ペーパータオル、及びトイレットペーパーである。
【0010】
本明細書で使用する時、「ウェブ」は、その上に印刷が施される、薄い、通気性又は非通気性のあらゆる基材を指す。ウェブは、横断方向よりも機械方向にはるかに長く、通常は基材のロールの状態で扱われるという特徴を有する。ウェブは、機器を通して加工される際に、第1表面又は上面と、第2表面又は裏面との2つの面を有する。
【0011】
本明細書で使用する時、用語「伸縮性基材」は、紙、ポリマーフィルム又はプラスチックフィルム、布又は布地、織布、不織布、積層体、及びこれらの組み合わせを包含するがこれらに限定されない、引張り力を受けた時に伸長するあらゆる材料を指す。基材は、本明細書の試験方法の項で規定される%伸び試験によって測定した時に、8%超過の機械方向の%伸び測定値を有する場合に、伸縮性であると見なされる。
【0012】
本明細書で使用する時、用語「ティッシュ・タオル基材」は、一般に、従来のフェルト圧縮ティッシュペーパー、パターン高密化ティッシュペーパー、及び嵩高非圧縮ティッシュペーパーが挙げられるがこれらに限定されない、ティッシュ又はペーパータオル技術を含む製品を指す。ティッシュ・タオル製品の非限定的な例としては、紙タオル(toweling)、顔用ティッシュ、トイレットペーパー、及び食卓用ナプキンなどが挙げられる。
【0013】
本明細書で使用する時、用語「位置決め」は、印刷画像及びエンボス加工画像が、指定の相互関係で基材上に配置される度合を意味する。この関係は、印刷画像及びエンボス加工画像が重なり合って、2つの画像の間に相乗的な視覚的相互作用が生じるか、又は2つの画像が互いに離れているようなものであってもよい。完全な位置決め、又は誤差のない位置決めは、印刷画像及びエンボス加工画像が、設計された指定の相互関係で正確に基材上に配置された場合に生じる。
【0014】
このことから、用語「位置決めのずれ」は、配置された印刷画像とエンボス加工画像との相対位置が、設計された指定の相互関係にある度合を意味する。位置決めのずれは、誤差限界試験の結果で表される。
【0015】
用語「機械方向」は、ウェブが印刷/エンボス加工機械中でウェブがとる移動方向に平行な、加工される材料ウェブの方向を定義するのに使用される専門用語である。
【0016】
同様に、用語「横断方向」又は「機械横方向」は、機械中での移動方向に垂直なウェブの方向を指す。
【0017】
(伸縮性材料)
本発明の伸縮性材料は、エンボス加工又は印刷が可能であって、伸縮し、そのため印刷画像及びエンボス加工画像の位置決めがより困難になる場合がある、当該技術分野で既知のいかなる基材であってもよい。好ましくは、伸縮性基材とは、約8%〜約35%の範囲、より好ましくは約12%〜約30%の範囲、さらにより好ましくは約15%〜約25%の範囲の機械方向%伸びを有するいずれかの材料を指す。本発明の伸縮性基材のウェブは、第1表面11及び第2表面12を有し、第2表面は第1表面に対向して配置されている。
【0018】
伸縮性基材10は、セルロース性、非セルロース性、又はこれらの組み合わせの材料を包含してもよい。本プロセスに使用するのに好ましい機材は、抄紙用繊維を含む。抄紙用繊維は、当該技術分野において既知のいかなる典型的な紙製品の形態をとってもよい。伸縮性基材の特に好ましい実施形態は、吸収性ティッシュ・タオル紙基材である。好ましい吸収性ティッシュ・タオル製品としては、単プライ及び多プライの製品が挙げられ、また、製品の好ましい特性によっては、個々のプライが抄紙材料の1又はそれ以上の層を含んでもよい。ティッシュ・タオル製品基材の特に好ましい実施形態は、約10g/m2〜130g/m2、好ましくは約20g/m2〜80g/m2、最も好ましくは約25g/m2〜60g/m2の坪量を有する。ティッシュ・タオル製品基材の特に好ましい実施形態は、約0.04g/cm3〜約0.80g/cm3の範囲、好ましくは0.07g/cm3〜約0.6g/cm3の範囲、より好ましくは0.10g/cm3〜約0.2g/cm3の範囲の密度を有する。
【0019】
ティッシュ・タオル製品基材の好ましい実施形態は、業界で既知のいかなるティッシュ・タオル製品を含んでもよい。これらの実施形態は、米国特許第4,191,609号(トロカーン(Trokhan)、1980年3月4日発行);同第4,300,981号(カーステンズ(Carstens)、1981年11月17日発行);同第4,191,609号(トロカーン(Trokhan)、1980年3月4日発行);同第4,514,345号(ジョンソン(Johnson)ら、1985年4月30日発行);同第4,528,239号(トロカーン(Trokhan)、1985年7月9日発行);同第4,529,480号(トロカーン(Trokhan)、1985年7月16日発行);同第4,637,859号(トロカーン(Trokhan)、1987年1月20日発行);同第5,245,025号(トロカーン(Trokhan)ら、1993年9月14日発行);同第5,275,700号発行(トロカーン(Trokhan)、1994年1月4日発行);同第5,328,565号(ラッシュ(Rasch)ら、1994年7月12日発行);同第5,334,289号(トロカーン(Trokhan)ら、1994年8月2日発行);同第5,364,504号(スマーコースキー(Smurkowski)ら、1995年11月15日発行);同第5,527,428号(トロカーン(Trokhan)ら、1996年6月18日発行);同第5,556,509号(トロカーン(Trokhan)ら、1996年9月17日発行);同第5,628,876号(エイヤーズ(Ayers)ら、1997年5月13日発行);同第5,629,052号(トロカーン(Trokhan)ら、1997年5月13日発行);同第5,637,194号(アンパルスキー(Ampulski)ら、1997年6月10日発行);同第5,411,636号(ハーマンズ(Hermans)ら、1995年5月2日発行);EP677612号(ウェント(Wendt)ら、1995年10月18日発行)の米国特許等に従って作成してもよい。
【0020】
好ましいティッシュ・タオル基材は、通気空気乾燥タイプ又は従来の乾燥タイプであってもよい。任意に、クレーピング又は湿式ミクロ収縮によって短縮してもよい。クレーピング及び/又は湿式ミクロ収縮は、同一出願人による、米国特許第6,048,938号(ニール(Neal)ら、2000年4月11日発行);同第5,942,085号(ニール(Neal)ら、1999年8月24日発行);同第5,865,950号(ビンソン(Vinson)ら、1999年2月2日発行);同4,440,597号(ウェルズ(Wells)ら、1984年4月3日発行);同第4,191,756号(ソウダイ(Sawdai)、1980年5月4日発行);及び米国特許出願第09/042,936号(1998年3月17日出願)に開示されている。
【0021】
従来の圧縮ティッシュペーパー及びこのようなペーパーを製造する方法は、当該技術分野で既知である。同一出願人による米国特許出願第09/997,950号(2001年11月30日出願)を参照のこと。好ましいティッシュペーパーの1つは、比較的繊維密度が低い比較的嵩高い区域と、比較的繊維密度が高い高密度領域の配列とを有することにより特徴付けられるパターン高密化ティッシュペーパーである。嵩高い区域は、あるいは枕状領域の区域として特徴付けられる。高密化領域は、あるいはナックル領域とも呼ばれる。高密化領域は、嵩高い区域内に個別に間隔を空けて配置されてもよく、又は嵩高い区域内に完全に若しくは部分的に連結されてもよい。パターン高密化ティッシュウェブを作成するための好ましいプロセスは、米国特許第3,301,746号(サンフォード(Sanford)及びシッソン(Sisson)、1967年1月31日発行)、同第3,974,025号(エイヤーズ(Ayers)、1976年8月10日発行)、同第4,191,609号(1980年3月4日発行)、同第4,637,859号(1987年1月20日発行)、同第3,301,746号(サンフォード(Sanford)及びシッソン(Sisson)、1967年1月31日発行)、同第3,821,068号(サルブッチJr.(Salvucci,Jr.)ら、1974年5月21日発行)、同第3,974,025号(エイヤーズ(Ayers)、1976年8月10日発行)、同第3,573,164号(フライドバーグ(Friedberg)ら、1971年3月30日発行)、同第3,473,576号(アムヌス(Amneus)、1969年10月21日発行)、同第4,239,065号(トロカーン(Trokhan)、1980年12月16日発行、及び同第4,528,239号(トロカーン(Trokhan)、1985年7月9日発行)に開示されている。
【0022】
非圧縮性のパターン高密化されていないティッシュペーパーの構造もまた、本発明の範囲内にあるものと解釈され、米国特許第3,812,000号(ジョセフL.サルブッチJr.(Joseph L.Salvucci,Jr.)及びピーターN.イアノス(Peter N.Yiannos)、1974年5月21日発行)及び同第4,208,459号(ヘンリーE.ベッカー(Henry E.Becker)、アルバートL.マコネル(Albert L.McConnel)、及びリチャード・シュット(Richard Schutte)、1980年6月17日発行)に記載されている。
【0023】
本発明の柔軟化組成物はまた、クレープ加工されていないティッシュペーパーに塗付することもできる。本明細書で使用される用語である、クレープ加工されていないティッシュペーパーとは、圧縮させずに乾燥させた、最も好ましくは、通気乾燥により乾燥させたティッシュペーパーを指す。得られる通気乾燥ウェブは、嵩高い区域内に比較的高密度の領域が分散するようにパターン高密化されており、これには、比較的高密度の領域が連続し、嵩高い区域が個々に分離しているパターン高密化ティッシュペーパーが挙げられる。このような方法でクレープ加工されていないティッシュペーパーを製造する技術は、従来技術で教示されている。例えば、欧州特許出願0677612A2(ウェント(Wendt)ら、1995年10月18日発行);同0617164A1(ハイランド(Hyland)ら、1994年9月28日発行);及び米国特許第5,656,132号(ファリントン(Farrington)ら、1997年8月12日発行)である。
【0024】
本発明に使用される抄紙用繊維としては、通常は木材パルプに由来する繊維が挙げられる。綿リンター、バガスなど他のセルロース繊維性パルプ繊維を使用することができ、これらは本発明の範囲内にあるものとする。レーヨン繊維、ポリエチレン繊維及びポリプロピレン繊維などの合成繊維を天然セルロース繊維と組み合わせて使用してもよい。使用してもよい1つの代表的なポリエチレン繊維は、ハーキュレス社(Hercules,Inc.)(デラウェア州、ウィルミントン(Wilmington))から入手可能なパルペックス(Pulpex)(登録商標)である。
【0025】
利用可能な木材パルプとしては、クラフトパルプ、亜硫酸パルプ、及び硫酸塩パルプなどの化学パルプ、並びに例えば、砕木パルプ、サーモメカニカルパルプ、及び化学的に改質したサーモメカニカルパルプなどのメカニカルパルプが挙げられる。しかしながら、化学パルプは、化学パルプから製造されるティッシュシートに優れた柔軟性の触感を付与するため好ましい。落葉樹(以下、「広葉樹材」とも呼ばれる)及び針葉樹(以下、「針葉樹材」とも呼ばれる)の両方に由来するパルプを使用してもよい。また、上記分類のいずれか又はすべて、並びに始めの抄紙を容易にするために使用された充填剤及び接着剤などの他の非繊維性材料を含有してもよい、リサイクル紙に由来する繊維も、本発明に利用できる。
【0026】
他の物質を水性抄紙完成紙料若しくは初期ウェブに添加して、製品に他の所望の特性を付与する、又は抄紙プロセスを改善することができるが、これは、それらの物質に柔軟化組成物の化学的性質との適合性があり、本発明の柔軟性、若しくは強度特性に顕著な影響、及び悪影響を及ぼさない場合に限られる。特に以下の物質が挙げられるが、ここに挙げるものが全てではない。本発明の効果を妨げない限り、又はそれを打ち消さない限り、他の物質もまた包含することができる。
【0027】
抄紙プロセスに供給される時に、カチオン電荷偏向種を抄紙プロセスに添加して、水性抄紙完成紙料のゼータ電位を制御することは、一般的である。セルロース繊維及び微細繊維、並びにほとんどの無機充填剤の表面など、固体のほとんどは本来負の表面電荷を有するため、これらの物質が使用される。伝統的に使用されるカチオン電荷偏向種の1つは、ミョウバンである。当該技術分野において更に最近では、電荷偏向は、好ましくは、分子量が約500,000以下の、より好ましくは約200,000以下の、更には約100,000以下の、比較的低分子量のカチオン性合成ポリマーを使用することによってなされる。このような低分子量カチオン性合成ポリマーの電荷密度は、比較的高い。これらの電荷密度の範囲は、ポリマー1キログラム当り、カチオン窒素約4〜約8等量である。代表的な物質は、コネチカット州、スタンフォード(Stamford)所在のサイテック社(Cytec,Inc.)製のシプロ(Cypro)514(登録商標)である。このような物質の使用は、明らかに本発明の実施の範囲内にあるものとする。
【0028】
形成、水分流出、強度、及び保持を改善する目的のために、表面積が大きくアニオン電荷の大きな微粒子を使用することが、当該技術分野で教示されている。例えば、その開示が本明細書に参考として組み込まれる、米国特許第5,221,435号(スミス(Smith)、1993年6月22日発行)を参照されたい。
【0029】
永続的な湿潤強度が所望であれば、カチオン性湿潤強度向上樹脂を抄紙完成紙料又は初期ウェブに添加することができる。このような樹脂の好適な種類は、米国特許第3,700,623号(1972年10月24日発行)、及び同第3,772,076号(1973年11月13日発行)(共にカイム(Keim))に記載されている。
【0030】
多くの紙製品は、それらをトイレから浄化槽又は下水道に処理する必要があるため、湿潤時の強度が制限されていなければならない。これらの製品に湿潤強度が付与される場合、水の存在下において、初期強度の一部又は全てが崩壊することに特徴付けられる、一時的湿潤強度が好ましい。一時的湿潤強度が望ましい場合は、結合材料を、ジアルデヒド澱粉、又はメイン州スカーボロー(Scarborough)所在のナショナルスターチアンドケミカル社(National Starch and Chemical Company)により提供されるコボンド(Co-Bond)1000(登録商標)、コネチカット州スタンフォード(Stamford)所在のサイテック社(Cytec)により提供されるパレッツ(Parez)750(登録商標)、及び米国特許第4,981,557号(ビョークイスト(Bjorkquist)、1991年1月1日発行)に記載の樹脂、及び当該技術分野で既知の前述の崩壊特性を有する他のこのような樹脂など、アルデヒド官能基を有する他の樹脂からなる群から選択することができる。
【0031】
高い吸収性が必要な場合は、界面活性剤を使用して本発明のティッシュペーパーウェブを処理してもよい。界面活性剤が使用される場合、その濃度は、ティッシュウェブの乾燥繊維重量を基準にして約0.01重量%〜約2.0重量%であることが好ましい。界面活性剤は、炭素原子数8以上のアルキル鎖を有することが好ましい。代表的なアニオン性界面活性剤としては、直鎖アルキルスルホネート類、及びアルキルベンゼンスルホネート類などが挙げられる。代表的な非イオン性界面活性剤としては、クローダ社(Croda,Inc.)(ニューヨーク州ニューヨーク(New York))から入手可能なクロデスタ(Crodesta)SL−40(登録商標)などのアルキルグリコシドエステルを含むアルキルグリコシド類;米国特許第4,011,389号(ランドン(Langdon)ら、1977年3月8日発行)に記載のアルキルグリコシドエーテル類;及びグリコケミカル社(Glyco Chemicals,Inc.)(コネチカット州グリニッチ(Greenwich))から入手可能なペゴスパース(Pegosperse)200ML、及びローンプーランク社(Rhone Poulenc Corporation)(ニュージャージー州クランベリー(Cranbury))から入手可能なイゲパル(IGEPAL)RC−520(登録商標)などのアルキルポリエトキシル化エステル類が挙げられる。あるいは、不飽和(モノ及び/又はポリ)及び/又は分岐鎖アルキル基が多いカチオン性柔軟剤活性成分は、吸収性を大幅に向上させることができる。
【0032】
本発明の好ましい実施形態は、ティッシュウェブ表面上に付着した特定の柔軟化剤組成物を開示するが、本発明はまた、抄紙プロセスの一部として化学柔軟化剤が添加される変形も明らかに包含する。例えば、化学柔軟化剤は、ウェットエンド添加に包含されてもよい。加えて、本発明の範囲内ではない形態の、他の化学柔軟化剤が用いられてもよい。好ましい化学柔軟化剤は、周知のジアルキルジメチルアンモニウム塩類(例えば、ジタロージメチルアンモニウムクロライド、ジタロージメチルアンモニウムメチルサルフェート、ジ(水素添加タロー)ジメチルアンモニウムクロライドなど)が挙げられるがこれらに限定されない、四級アンモニウム化合物を含む。これらの柔軟化剤の特に好ましい変異体としては、脂肪酸とメチルジエタノールアミン及び/又はトリエタノールアミンとの反応後、塩化メチル又は硫酸ジメチルで四級化することによって作成される、前述のジアルキルジメチル第四級アンモニウム塩及びエステルのモノ又はジエステル変形が挙げられる。
【0033】
抄紙で添加される化学柔軟化剤の別の種類は、最も好ましいアミノ官能基を有するポリジメチルシロキサンを包含する、周知の有機反応性ポリジメチルシロキサン成分から構成される。
【0034】
また、充填材を本発明のティッシュペーパーに組み込んでもよい。本明細書に参考として組み込まれる、米国特許第5,611,890号(ビンソン(Vinson)ら、1997年3月18日発行)は、本発明の基材として許容可能な充填剤入りティッシュペーパー製品を開示している。
【0035】
上記に列挙された任意の化学添加物は、実際は、単に代表例を示すためのものであり、本発明の範囲を限定するものではない。
【0036】
本発明のプロセスに使用するのに好ましい基材の別の種類は、合成繊維を含む不織布ウェブである。そのような基材としては、織地(例えば、織布及び不織布など)、他の不織布基材、及び合成繊維又は多成分繊維を含む紙様の製品が挙げられるが、これらに限定されない。他の好ましい基材の代表的な例は、米国特許第4,629,643号(キュロ(Curro)ら、1986年12月16日発行);同第4,609,518号(キュロ(Curro)ら、1986年9月2日発行);欧州特許出願EPA112654号(ハク(Haq));同時係属の米国特許出願第10/360038号(トロカーン(Trokhan)ら、2003年2月6日出願);同時係属の米国特許出願第10/360021号(トロカーン(Trokhan)ら、2003年2月6日出願);同時係属の米国特許出願第10/192,372号(ジンク(Zink)ら、2002年7月10日出願);及び同時係属の米国特許出願第09/089,356号(キュロ(Curro)ら、2000年12月20日出願)に見出すことができる。
【0037】
(エンボス加工パターン)
エンボス加工されたパターンは、ティッシュ・タオル製品の構造を変形及び/又は圧縮することで得られる、ティッシュ・タオル基材中で知覚可能ないずれかのパターンを含む。パターンとしては、幾何学的形状、線画、物の表示、言葉、一般的な背景領域などが挙げられるが、これらに限定されない。
【0038】
エンボス加工パターンは、いずれかの回転エンボス加工機器によって、紙ウェブのプライの1つの上に配置される。「エンボス加工」とは、基材の比較的小さい部分をその面に垂直な方向に偏向させ、基材の偏向された部分を比較的硬い表面に衝突させて、基材の構造を永続的に崩壊させるプロセスを指す。業界で既知のいかなるエンボス加工プロセスも、本発明のプロセスに使用してもよい。
【0039】
エンボス加工は、通常はノブ・トゥー・ノブ(knob-to-knob)エンボス加工又はネスト状(nested)エンボス加工の2つのプロセスの1つによって実施される。ノブ・トゥー・ノブエンボス加工は、軸方向に平行な、対向するロールのノブの間に、エンボス加工される材料の厚さよりも小さい幅を有するニップを形成するように並置されたロールで構成される。ネスト状エンボス加工は、1つのロールのエンボス加工ノブが他のロールのエンボス加工ノブの間に噛合して構成される。ノブ・トゥー・ノブエンボス加工及びネスト状エンボス加工の例は、同一出願人による米国特許第3,414,459号(ウェルズ(Wells)、1968年12月3日発行);同第3,547,723号(グレシャム(Gresham)、1970年12月15日発行);同第3,556,907号(ニストランド(Nystrand)、1971年1月19日発行);同第3,708,366号(ドネリー(Donnelly)、1973年1月2日発行);同第3,738,905号(トーマス(Thomas)、1973年6月12日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第4,483,728号(バウアーンファインド(Bauernfeind)、1984年11月20日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第5,468,323号(マクニール(McNeil)、1995年11月21日発行);及び同第6,277,466B1号(マクニール(McNeil)ら、2001年8月21日発行)による先行技術に示されている。
【0040】
(印刷画像)
印刷画像は、ウェブ表面に印刷材料を適用することで得られる、ティッシュ・タオル製品上で知覚可能ないかなるパターンも含む。印刷材料は、好ましくは、ウェブ表面に単色又は多色の絵柄を作成可能な印刷インクであるが、本発明は、印刷材料として機能性材料を使用することも意図する。そのような機能性材料としては、染料、のり又は接着剤、繊維結合剤、柔軟剤などが挙げられるが、これらに限定されない。単一の流体の画像又は複数の流体の画像を、基材に適用してもよい。好ましくは、印刷画像は、基材に適用される1又はそれ以上のインクを含む。
【0041】
本発明に好適な印刷プロセスは、業界で既知のいずれの回転印刷塗布であってもよい。これらには、石版印刷、凸版印刷、グラビア印刷、スクリーン印刷、凹版印刷、及び好ましくはフレキソ印刷が挙げられるが、これらに限定されない。同様に、これらの組み合わせ及び変形も、本発明の範囲内にあると見なされる。一般に、回転印刷プロセスは、印刷ユニット及び逆圧ローラを含む。本発明に従って吸収性ティッシュ・タオルペーパーの好ましい基材上に画像を適用するのに好適な装置は、同一出願人による米国特許第5,213,037号(レオパーディ2世(Leopardi,II)、1993年5月25日発行);同第5,255,603号(ソネビル(Sonneville)ら、1993年10月26日発行);及び同第6,096,412号(マクファーランド(McFarland)ら、2000年8月1日発行)に記載されている。
【0042】
紙上に生成された印刷画像は、線画、ハーフトーン画像、多色印刷、又はこれらの組み合わせであることができる。本明細書で使用する時、「多色印刷」は、色分離プロセスによって作成され、2又はそれ以上のインクからなる画像が、再結合されて当初の画像の完全な色の範囲を生成可能なハーフトーンのドットに分解された、ハーフトーン色の印刷を指す。
【0043】
本発明は、別個のエンボス加工パターン及び印刷画像を有するティッシュ・タオル製品を考慮しており、エンボス加工工程の前に印刷材料をエンボス加工ロールの隆起した表面に適用し、それによって印刷材料を変形した及び/又は圧縮されたエンボス加工パターンのエンボス加工領域に堆積させることによって製造される製品を含むことを意図していない。したがって、印刷画像の少なくとも一部分は、エンボス加工パターンのエンボス加工領域以外に堆積される。「一部分」とは、印刷画像のゼロではない一部を意味する。
【0044】
(機械方向位置決め誤差限界)
本発明のロール状基材製品は、約6.0mm未満、好ましくは約4.5mm未満、より好ましくは約3.0mm未満の機械方向(MD)誤差限界を有する。
【0045】
(製造方法)
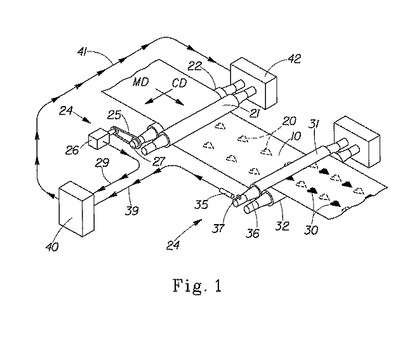
エンボス加工された及び印刷された、ロールに巻かれた基材製品は、次のように作成する。図1を参照すると、伸縮性材料ウェブ10を、エンボス加工工程及び印刷工程を含むプロセスに供給する。ウェブを、エンボス加工画像20をエンボス加工し、印刷画像30で印刷する。本発明の製品は、最初に印刷画像を印刷し、次にエンボス加工画像をエンボス加工するか、又は最初にエンボス加工を施し、次に印刷を行うかの、いずれによっても作成できる。
【0046】
「エンボス加工」は、基材の比較的小さい部分をその面に垂直な方向に偏向させ、更に基材の偏向された部分を比較的硬い表面に衝突させて、基材の構造を永続的に崩壊させるプロセスを指す。連続ウェブをエンボス加工するための、業界で既知のいかなるプロセスも、本発明のプロセスに使用してもよい。一般に、このようなプロセスは、エンボス加工ローラを有する回転プロセスを使用する。
【0047】
エンボス加工は通常、ノブ・トゥー・ノブ(knob-to-knob)エンボス加工又はネスト状(nested)エンボス加工の2つのプロセスの1つによって実施される。ノブ・トゥー・ノブエンボス加工は、軸方向に平行な、対向するロールのノブの間に、エンボス加工される材料の厚さよりも小さい幅を有するニップを形成するように並置されたローラ21及び22で構成される。ネスト状エンボス加工は、1つのローラ21のエンボス加工ノブが他のローラ22のエンボス加工ノブの間に噛合して構成される。ノブ・トゥー・ノブエンボス加工及びネスト状エンボス加工の例は、同一出願人による米国特許第3,414,459号(ウェルズ(Wells)、1968年12月3日発行);同第3,547,723号(グレシャム(Gresham)、1970年12月15日発行);同第3,556,907号(ニストランド(Nystrand)、1971年1月19日発行);同第3,708,366号(ドネリー(Donnelly)、1973年1月2日発行);同第3,738,905号(トーマス(Thomas)、1973年6月12日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第4,483,728号(バウアーンファインド(Bauernfeind)、1984年11月20日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第5,468,323号(マクニール(McNeil)、1995年11月21日発行);及び同第6,277,466B1号(マクニール(McNeil)ら、2001年8月21日発行)による先行技術に示されている。
【0048】
エンボス加工画像20は、いずれかの知覚可能なパターンを含む。パターンは、幾何学的形状、線画、物の表示、言葉、一般的な背景領域などを含む。
【0049】
本発明に好適な印刷プロセスは、業界で既知のいずれの回転印刷塗布であってもよい。これらには、石版印刷、凸版印刷、グラビア印刷、スクリーン印刷、凹版印刷、及び好ましくはフレキソ印刷が挙げられるが、これらに限定されない。同様に、これらの組み合わせ及び変形も、本発明の範囲内にあると見なされる。一般に、回転印刷プロセスは、印刷ユニット31及び逆圧ローラ32を含む。
【0050】
印刷画像30は、基材10上に印刷可能ないずれかの流体を含んでもよい。それらの流体としては、接着剤、染料、及び印刷インクが挙げられるが、これらに限定されない。単一の流体の画像又は複数の流体の画像を、基材に適用してもよい。好ましくは、印刷画像は基材に適用される1又はそれ以上のインクを含む。本発明に従った吸収性ティッシュ・タオルペーパーの好ましい基材上に画像を適用するのに好適な装置は、同一出願人による米国特許第5,213,037号(レオパーディ2世(Leopardi,II)、1993年5月25日発行);同第5,255,603号(ソネビル(Sonneville)ら、1993年10月26日発行);及び同第6,096,412号(マクファーランド(McFarland)ら、2000年8月1日発行)に記載されている。
【0051】
紙上に生成された印刷画像30は、線画、ハーフトーン画像、多色印刷、又はこれらの組み合わせであることができる。本明細書で使用する時、「多色印刷」は、色分離プロセスによって作成され、2又はそれ以上のインクからなる画像が、再結合されて当初の画像の完全な色の範囲を生成可能なハーフトーンのドットに分解された、ハーフトーン色の印刷を指す。
【0052】
印刷ローラ及びエンボス加工ローラは、位置決め誤差を最小限にするように制御される。1つのエンボス加工ローラ22の角度位置が測定されて、デジタル信号29に変換される。ローラの角度位置を判定し、その位置をデジタル信号に変換するための、業界で既知のいずれかの手段24が、プロセスで使用されてもよい。ローラの角度位置をデジタル信号29に変換する1つの好ましい手段24は、図1のスレーブ/エンボス加工ローラ21に示される手段によって代表される。この好ましい手段によって、エンボス加工ローラのシャフトから、機械的信号をデジタル信号29に変換するレゾルバ26への機械的連結25が得られる。いずれの典型的な機械的連結25が使用されてもよい。好ましい機械的連結25は、エンボス加工ローラ22のシャフト27をレゾルバ26に連結するプーリーを使用する。好ましくは、レゾルバ26は、1度の読取り当り4096カウントの信号を作り出す。この角度位置をデジタル信号に変換する方法は、印刷ローラにも使用することができる。
【0053】
1つの印刷ローラ31の角度位置が測定されて、デジタル信号39に変換される。角度位置を変換する別の好ましい方法、従って印刷システム又はエンボス加工システムのいずれかに使用可能な方法は、図1のマスター/印刷ローラ31に示されている。この好ましい手段は、印刷ローラ31又はそのシャフト36のいずれかの位置にあるフラッグ又は他のマーカー37を感知する近接スイッチ35を提供するものである。近接スイッチ35は、1回転ごとにデジタル信号39を生成する。
【0054】
印刷ローラ31及びエンボス加工ローラ22は、印刷/エンボス加工の位置決めのために手動でゼロ合わせされる。エンボス加工ローラ22又は印刷ローラ31のいずれかが、制御プログラムにおいてマスターローラとして選択される。選択されなかったローラが、従ってスレーブロールである。本発明のプロセスは、いずれのローラをマスターローラとして指定して動作することもできる。印刷/エンボス加工システムは、製造される製品上の位置決めの視覚的な判定に基づいて、エンボス加工ローラ22、印刷ローラ31のいずれか、又は両方の角度位置を手動で補正することによって、「ゼロに合わせ」られる。手動補正は、機械に手を置いて物理的に調整することであってもよく、又は操作パネルからロールの駆動モータに送られる電子的な調整であってもよい。したがって、手動によるゼロ合わせは、機械が作動している間、又は停止している時のいずれの時に行われてもよい。
【0055】
印刷ロール及びエンボス加工ロールは、位置決めを維持するために、スレーブ駆動制御プログラムを用いて自動的に制御される。スレーブ駆動制御プログラムは、1)エンボス加工ローラからのデジタル信号29と、印刷ローラからのデジタル信号39とを比較する工程と、2)スレーブ駆動部40からスレーブモータ42に補正信号41を送ることによって、スレーブローラ22のスレーブ駆動モータ42の角度位置及び角速度を補正する工程とを含む。プロセスの好ましい一実施形態は、エンボス加工ロール及び印刷ロールのそれぞれからの信号29及び39を毎秒4回の頻度で読取る、駆動統合ソフトウェアプログラムを使用することを含む。ソフトウェアプログラムは次に、エンボス加工ロールからの1回の読取り当り4096カウントと比較して、2つのロール間のずれの度合(即ち、位置決めの欠如)を判定する。駆動統合ソフトウェアは次に、指定のスレーブローラ22のスレーブ駆動モータ42に補正信号41を送って、ロールのずれを解消し、それによってプロセスを位置決めに戻す。
【0056】
(試験方法)
坪量方法:
本明細書で使用する時、「坪量」は、lbs/3000ft2又はg/m2で表されるサンプルの単位面積当りの重量である。坪量は、特定の面積(m2)の1又はそれ以上のサンプルを用意し、本発明による繊維性構造体及び/又はそのような繊維性構造体を含む紙製品のサンプルを、0.01gの最小感度を有する上皿天秤で秤量することにより測定される。天秤は、風防を使用することにより、気流及びその他の外乱から保護される。天秤の表示が一定になった時に、重量を記録する。平均重量(g)を算出し、サンプルの平均面積(m2)坪量(g/m2)を、平均重量(g)をサンプルの平均面積(m2)で除算することにより算出する。
【0057】
密度方法:
本明細書で使用する時、本発明に従った繊維性構造体及び/又は本発明に従った繊維性構造体を含む衛生ティッシュ製品の密度は、算出された平均(「見かけの」)密度である。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。
【0058】
本明細書で使用する時、ティッシュペーパーのキャリパーは、95g/inの圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。その繊維性構造体又は衛生ティッシュ製品の坪量をキャリパーで除算し、適切な単位変換をそこに組み入れる。本明細書で使用する時、繊維性構造体及び/又は衛生ティッシュ製品のキャリパーは、15.5g/cm2の圧縮負荷を掛けた時の、繊維性構造体又はそのような繊維性構造体を含む衛生ティッシュ製品の厚さである。
【0059】
%伸び(伸長)
張力試験の前に、試験されるペーパーサンプルを、TAPPI方法#T402OM−88に従って調湿しなければならない。すべてのプラスチック及び板紙の包装材料を、試験前に、ペーパーサンプルから慎重に取り外さなければならない。ペーパーサンプルを、相対湿度48〜52%及び22〜24℃の範囲の温度内で、少なくとも2時間調湿しなければならない。サンプルの準備及び張力試験のすべての段階もまた、一定の温度及び湿度の密閉された室内で行わなければならない。
【0060】
損傷した製品があればそれをすべて廃棄する。次に、4つの使用可能なユニット(シートとも呼ばれる)から5つのストリップを取り外し、互いに積み重ねて、シートが合わさっている間に穿孔を有する長い積み重ね体を形成する。シート1及び3を機械方向の張力測定用として、シート2及び4を横断方向の張力測定用として特定する。次に、ペーパーカッター(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)(ペンシルベニア州フィラデルフィア(Philadelphia))からの、安全シールド付きJDC−1−10又はJDC−1−12)を用いて穿孔線に沿って切断し、4つの別個の素材を作成する。積み重ね1及び3が、依然として機械方向試験用として特定され、積み重ね2及び4が横断方向試験用として特定されていることを確認する。
【0061】
積み重ね1及び3から、2.54cm(1インチ)幅のストリップを2つ機械方向に切断する。積み重ね2及び4から、2.54cm(1インチ)幅のストリップを2つ横断方向に切断する。これで、機械方向の張力試験用に2.54cm(1インチ)幅の4つのストリップと、横断方向の張力試験用に2.54cm(1インチ)幅の4つのストリップが得られる。これらの最終製品サンプルに対して、2.54cm(1インチ)幅の8つのストリップはすべて、使用可能なユニット(シートとも呼ばれる)5つの厚さである。
【0062】
加工されていない素材及び/又は巻サンプルに対して、ペーパーカッター(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)(ペンシルベニア州フィラデルフィア(Philadelphia))からの、安全シールド付きJDC−1−10又はJDC−1−12)を用いて、8プライ厚さの38.1cm(15インチ)×38.1cm(15インチ)のサンプルをサンプルの対象領域から切断する。38.1cm(15インチ)の切断の1つを機械方向に平行とし、他方の切断を横断方向に平行とすることを確実にする。サンプルを、相対湿度48〜52%及び22〜24℃の範囲の温度内で、少なくとも2時間調湿することを確認する。サンプルの準備及び張力試験のすべての段階もまた、一定の温度及び湿度の密閉された室内で行わなければならない。
【0063】
予め調湿された8プライ厚さの38.1cm(15インチ)×38.1cm(15インチ)のサンプルから、長い17.78cm(7)の寸法が機械方向に平行な、2.54cm(1インチ)×17.78cm(7インチ)のストリップを4つ切断する。これらのサンプルを、機械方向の巻き又は加工されない素材のサンプルとする。長い17.78cm(7)の寸法が横断方向に平行な、2.54cm(1インチ)×17.78cm(7インチ)のストリップを、更に4つ切断する。これらのサンプルを横断方向の巻き又は加工されない素材のサンプルとする。これまでのすべての切断が、ペーパーカッター(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)(ペンシルベニア州フィラデルフィア(Philadelphia))からの、安全シールド付きJDC−1−10又はJDC−1−12)を用いて行われたことを確認する。これでサンプルは、17.78cm(7インチ)の寸法が機械方向に平行な、8プライ厚さの2.54cm(1インチ)×17.78cm(7インチ)のサンプル4つと、17.78cm(7インチ)の寸法が横断方向に平行な、8プライ厚さの2.54cm(1インチ)×17.78cm(7インチ)のサンプル4つとの、合計8つになる。
【0064】
引張り強度を実際に測定するには、ツイング−アルバート・インテレクトII標準引張り試験機(Thwing-Albert Intelect II Standard Tensile Tester)(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)、ペンシルベニア州フィラデルフィア(Philadelphia))を使用する。ツイング−アルバート・インテレクトII(Thwing-Albert Intelect II)の操作マニュアルによる指示に従って、平面クランプをユニット内に挿入し、試験機を較正する。機器のクロスヘッド速度を10.16cm/分(4.00インチ/分)に設定し、第1及び第2のゲージ長さを5.08cm(2.00インチ)に設定する。破断感度を20.0グラムに設定しなければならず、サンプル幅を2.54cm(1.00インチ)、サンプル厚さを0.0635cm(0.025インチ)に設定しなければならない。
【0065】
ロードセルを、試験されるサンプルの張力の予測結果が、使用中の範囲の25%〜75%となるように選択する。例えば、予測張力が1250グラム(5000グラムの25%)〜3750グラム(5000グラムの75%)の範囲であるサンプルには、5000グラムのロードセルを使用してもよい。引張り試験機はまた、予測張力が125グラム〜375グラムであるサンプルを試験できるように、5000グラムのロードセルの10%範囲に設定することもできる。
【0066】
引張りストリップの1つを取り、その一端を引張り試験機の1つのクランプ内に配置する。ペーパーストリップの他端を、他方のクランプ内に配置する。ストリップの長い寸法が、引張り試験機の側面に平行であることを確認する。また、ストリップが2つのクランプのいずれかの側面に覆い被さっていないことも確認する。加えて、各クランプの圧力は、ペーパーサンプルと完全に接触していなければならない。
【0067】
ペーパー試験ストリップを2つのクランプに挿入した後、機器の張力を監視することができる。5グラム以上の値を示した場合、サンプルは引張られすぎている。反対に、試験を開始して値を記録する前に2〜3秒が経過した場合、引張りストリップは緩みすぎている。
【0068】
引張り試験機の機器マニュアルに記載されているように、引張り試験機を始動させる。クロスヘッドが自動的にその初期の開始位置に戻った後、試験が終了する。機器の目盛又は近接する装置のデジタルパネルメータから、グラム単位の引張り負荷を読取って記録する。
【0069】
リセット調整を機器が自動的に実施しない場合は、必要な調整を行って、機器のクランプをその初期の開始位置に設定する。次のペーパーストリップを上述したように2つのクランプに挿入し、グラム単位の張力の読取り値を得る。すべてのペーパー試験ストリップから張力の読取り値を得る。試験の実施中に、クランプ中又はその端部でストリップが外れたり破断した場合、読取り値は却下しなければならないことに留意されたい。
【0070】
パーセント伸びの最大値(%伸長)が所望される場合、引張り強度を測定するのと同時にその値を判定する。製造元の使用説明書に従って、伸びスケールを較正し、必要な制御機器があればそれをすべて調整する。
【0071】
デジタルパネルメータを有する電子引張り試験機では、引張り強度試験の終了時に、第2のデジタルパネルメータに表示される値を読取って記録する。電子引張り試験機の中には、第2のデジタルパネルメータのこの値がパーセント伸びの最大値(%伸長)であるものもあり、伸びの実際のインチであるものもある。
【0072】
試験される引張りストリップそれぞれに対してこの手順を繰返す。
【0073】
算出:パーセント伸びの最大値(%伸長)−第2のデジタルパネルメータにパーセント伸びを表示する電子引張り試験機の場合:
パーセント伸びの最大値(%伸長)=(伸びの読取り値の合計)÷(実施された読取り数)
第2のデジタルパネルメータに伸びの実際の単位(インチ又はセンチメートル)を表示する電子引張り試験機の場合:
パーセント伸びの最大値(%伸長)=(伸びのインチ又はセンチメートルの合計)÷((インチ又はセンチメートル単位のゲージ長さ)×(実施された読取り数))
結果はパーセント単位である。5%超過の結果に対しては整数;5%以下の報告結果に対しては0.1%の近似。
【0074】
(機械方向位置決め誤差限界)
機械方向位置決め誤差限界は、エンボス加工ローラ及び印刷ローラからの連続的な繰返し単位の位置決め測定値における標準偏差の3倍である。
【0075】
機械方向(MD)位置決め誤差限界の測定のための基材サンプルは、少なくとも10個の繰返し単位を提供するのに十分な長さでなければならない。この長さのサンプルを移送し取り扱うのに最も簡便な方法は、ログとしても既知であるロールの状態の最終製品である。印刷からエンボス加工までの位置決め試験の前に、試験される基材サンプルは、TAPPI方法#T402OM−88に従って調湿しなければならない。すべてのプラスチック及び板紙の包装材料を、試験前に、基材サンプルから慎重に取り外さなければならない。基材サンプルを、相対湿度48〜52%及び22〜24℃の範囲の温度内で、少なくとも2時間調湿しなければならない。サンプルの準備及び張力試験のすべての段階もまた、一定の温度及び湿度の密閉された室内で行わなければならない。
【0076】
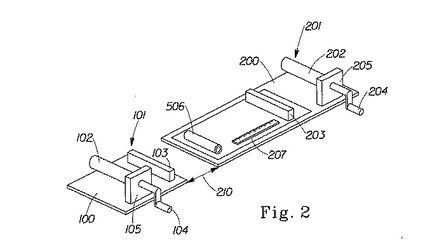
次の考察は、図2、図3a、図3b、及び図4を参照する。片持ち支持体ブラケット105及び手動クランク104を有するローラA102を含む、ローラアセンブリ101を保持するのに十分な大きさの1つのテーブル100上。ローラA102の長さは、測定されるウェブ500の幅(機械横方向)にほぼ等しく、ローラA102は、テーブル100の長さに垂直に延在するように、テーブル100の一端にテーブルの幅の中央位置で固定される。長さ153.40cm(60インチ)(又はそれより長い)の平滑で上面が白いテーブル200上に、片持ち支持体ブラケット205及び手動クランク204を有するローラB202を含む、第2のローラアセンブリ201を固定する。やはり、ローラB202は、テーブル200の長さに垂直に延在するように、テーブル200の一端にテーブルの幅の中央位置で固定されなければならない。2つのテーブル100及び200を、テーブル間の空隙210を30cmとして、ローラA102及びローラB202と共に、縦につないで配置する。2つのローラ102及び202が平行な関係になるようにする。
【0077】
サンプルのログが、印刷面をログの外側に巻くようにして受入れられた場合、サンプルは印刷面を内側にするように慎重に巻き直される必要がある。この巻き直しは、サンプルの伸長を回避するように慎重に行われなければならない。サンプルが印刷面を内側にして受入れられた場合、巻き直しは不要である。最終製品のログ501を、印刷面504がテーブルに対向するようなロールの巻き戻し方向で、ローラA102上に滑らせる。ログの外側の尾部のシートに「尾部(tail)」と書いたラベルを貼り付ける。ローラB202に、測定されるウェブ500の幅とほぼ等しい長さの空芯を取り付ける。203cm(80インチ)長さの最終製品のログ501をローラB202に向かって巻き戻す。ローラBの芯には、ローラB202の空芯にテープでログの尾部を取り付ける。ローラB202の下ではなく上にウェブ500を取り、結果として得られる巻き直されたログ502が印刷を内側に有するようにする。
【0078】
ローラBのクランクハンドル204を用いて、ログ全体を巻き直し、これで、元のコアシートがログの外側になる。得られる巻き直されたログ502は、外側が白く/印刷されていないものでなければならない。最後のシートを、基材が伸長しないように、元の芯から静かに緩める。元のコアシートに「芯(Core)」のラベルを貼り付ける。
【0079】
巻き直されたログ502をローラB202から取り外す。巻き直されたログをローラA102に配置する。空芯をローラB202に配置する。印刷されエンボス加工された基材サンプルの全長を、ローラA102からローラB202まで引張る。印刷及びエンボス加工面を上にした基材の第1の長さに対して、測定されるウェブの幅にほぼ等しい長さを有するおもり203を、ローラB202の傍のシート上に配置する。約60.96cm(24インチ)のウェブで、2つのテーブル間の空隙210内にひだ505を作る。第2のおもり103をローラA102の傍に配置して、ログ502が巻き戻されないようにする。測定されるウェブの幅にほぼ等しい長さを有する234グラムのシリンダ506を、ウェブの支持されていない長さ505に配置することにより、ウェブの一定の張力を提供する。
【0080】
ほとんどの回転式エンボス加工動作及び印刷動作では、エンボス加工画像20及び印刷画像30の両方が、そのエンボス加工シリンダ及び印刷シリンダそれぞれの円周と適合する、機械方向(MD)に繰返し可能なパターンである。これにより、エンボス加工のいずれかの繰返し可能な単位及び印刷のいずれかの繰返し可能な単位が規定される。測定目的のためだけに、ウェブの第1長さにおける、印刷画像及びエンボス加工画像間の位相位置合わせが規定されると仮定する。即ち、測定される第1のシート上の位置決めが、設計者によって設計された対象とする位置決めであると仮定する。
【0081】
エンボス加工画像の繰返し単位520の開始位置521を特定し、印を付ける。第2の繰返し単位における同一のエンボス加工画像の開始位置522を特定し、印を付ける。また、後続の繰返し単位にも、「1」から始まる番号のラベルを付ける。露出している長さ全体に同様に印が付けられるまで、このプロセスを繰返す。印刷画像の繰返し単位530の開始位置531を特定し、印を付ける。第2の繰返し単位における同一の印刷画像の開始位置532を特定し、印を付ける。また、後続の繰返し単位にも、「1」から始まる番号のラベルを付ける。露出している長さ全体に同様に印が付けられるまで、このプロセスを繰返す。
【0082】
1mm単位の増分(又は1/32インチ単位の増分)で目盛が付けられた、エンボス加工画像及び印刷画像の繰返し可能な単位間の最大機械方向長さよりも長い、定規207を選択する。この定規を使用して、エンボス加工単位1の開始位置521と印刷単位1の開始位置531との間の機械方向の距離を測定する。測定値を、1mm(又は1/32インチ)の近似で取り、記録する。これは、「印刷対エンボス加工の機械方向位置決めずれ」と呼ばれる。また、対応する繰返し単位の番号も記録する。次に、エンボス加工単位2の開始位置522と印刷単位2の開始位置532との間の機械方向の距離を測定し、記録する。露出している長さ全体を同様に測定するまで、このプロセスを繰返す。
【0083】
定規207、234gのシリンダ506、及び両方のおもり103及び203を取り外す。ウェブ500の「芯」端部をローラB202の下に取り、得られる巻き直されたログ507が印刷を内側に有するようにする。ウェブの「芯」端部を空芯にテープ止めする。ウェブの第1長さをローラB202上に巻き取る。最後の印がテーブル上に露出するように保持する。234gのシリンダ506を、新しい支持されていない長さ505に再配置する。おもり103及び203をウェブの各端部に再配置する。「印刷対エンボス加工の機械方向位置決めずれ」を測定する。後に続く各長さに対してプロセス及び測定を繰返す。元の尾部シートを露出した時に、単一のログ内の繰返し可能なエンボス加工単位及び印刷単位のすべてを、順次測定したことになる。
【0084】
最終製品の順次生成されるログを測定する場合、ログ1の尾部シートをログ2のコアシートに慎重に整列させ、透明な幅広のテープで取り付ける。「ログとログの接合」によって、得られるウェブを連続ウェブの長さとして取り扱うことができる。この「ログとログの接合」にわたるいずれの繰返し単位距離の測定値も、一単位として計上されるが、ずれの変動の算出には含まれない。
【0085】
(計算)
標準偏差:σ=√(Σ(x−xbar)2/n−1)
ここで;
σ=標準偏差
x=個々の測定値
xbar=個々の測定値の母集団全体の平均
n=個々の測定値の数又は母集団の大きさ
故に;
3σ=3*√(Σ(x−xbar)2/n−1)
「機械方向位置決め誤差限界」は、この3σの値に等しい。
【0086】
「発明を実施するための最良の形態」において引用されるすべての文献は、その関連部分において本明細書に参考として組み込まれるが、いずれの文献の引用も、それが本発明に対する先行技術であることを認めるものと解釈されるべきではない。
【0087】
本発明の特定の実施形態について説明し記載したが、本発明の精神及び範囲から逸脱することなく、他の様々な変更及び修正を実施できることが、当業者には明白であろう。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を、添付の特許請求の範囲で扱うものとする。
【図面の簡単な説明】
【0088】
【図1】本発明に従ったプロセスの概略図。
【図2】機械方向位置決め誤差限界の試験方法に使用される試験テーブルの俯瞰図。
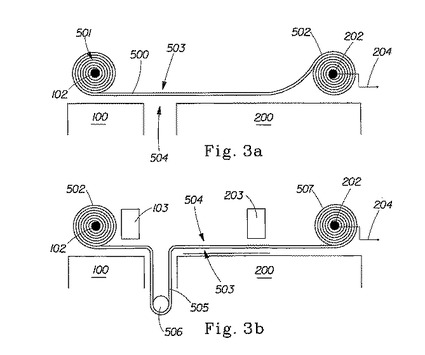
【図3a】機械方向位置決め誤差限界の試験方法において、サンプルのログを巻き直すためのウェブ経路の構造の側面図。
【図3b】機械方向位置決め誤差限界の試験方法において、印刷対エンボス加工位置決めを測定するためのウェブ経路の構造の側面図。
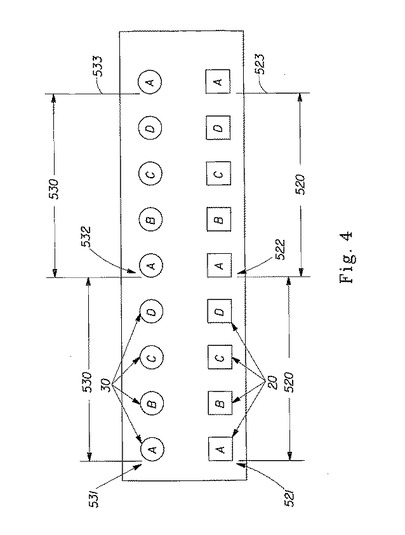
【図4】エンボス加工パターンの繰返しパターンと印刷パターンの繰返しパターンとの関係性を示す、サンプルシートの概略図。
【技術分野】
【0001】
本発明は、高度に位置決めされた印刷画像及びエンボス加工パターンを有するロールに巻かれた基材製品に関する。
【背景技術】
【0002】
シート型又はウェブ型の消費者製品の美観的特性を、製品にエンボス加工及び印刷の両方を施すことによって改善することに対する要望はかなり以前からある。(米国特許第680,533号明細書(マリニエ(Marinier)ら、1901年8月13日発行)参照。)もちろん、その後数年でこの分野において多くの技術的発展があった。しかしながら、印刷プロセスは通常、インク又は他の物質をシート製品のウェブ表面上に2次元で適用するものであり、またエンボス加工プロセスは通常、シート又はウェブを3次元で変形させるため、伸縮性基材に印刷画像及びエンボス加工画像を位置決めすることに対する問題が現在もある。ウェブを3次元で変形させることにより、結果としてウェブの長さ及び幅といった物理的寸法が変化する。したがって、印刷画像及びエンボス加工画像は、相対的に異なるウェブ上の位置に配置される。このことによって、2つの画像の位置決めのずれが生じるため、製造者は高度に位置決めされた印刷図形及びエンボス加工図形を有する製品を積極的に製造しようとしない。
【0003】
この問題は、製品基材の連続ウェブを加工する製品製造ラインにおいて複雑化する。連続ウェブに印刷及びエンボス加工を施すには、一般に、回転式シリンダの印刷ロール及びエンボスロールを用いる。これらのロールは、ほとんどの場合、異なる企業が製造した、異なる物理的寸法及び駆動機構を有する装置に載置される。基材の伸縮特性に影響を及ぼす厚さ、湿分含量、又は他のパラメータが、生産工程中に変化した場合、位置決めによる追加の偏差が生じる。プロセスが修正されなければ、回転ごとに位置決めのずれが増大し、1つの画像が他の画像に対する所望の位置から「ずれ」る結果となる。
【0004】
欧州特許出願EP1304215明細書に示されるような、印刷及びエンボス加工の間、基材を支持する単一のキャリア/刷りロールを用いる印刷プロセス及びエンボス加工プロセスであっても、高度な位置決めを達成するために基材の寸法の変化を把握していない。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本出願人は、高度に位置決めされた印刷画像及びエンボス加工画像を有する改善された吸収性ティッシュ・タオル製品を開発した。この開発によって、近接して結合された印刷画像及びエンボス加工画像のデザインにおいて、美的側面での自由度がより大きくなる。
【課題を解決するための手段】
【0006】
本発明は、第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、
a)伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、
b)伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、印刷画像の少なくとも一部分が画像のエンボス加工された領域以外にあり、
c)エンボス加工パターンと印刷パターンとの機械方向位置決め誤差限界が6.0mm未満である、ことを含む基材製品に関する。
【発明を実施するための最良の形態】
【0007】
本明細書は、本発明を特定して指摘し明確に請求する請求項で結論とするが、本発明は、添付図面と共に読まれる好ましい実施形態の次の説明によってより良く理解されると考えられ、図面中において、同じ参照番号は同一要素であると見なす。
【0008】
本発明は、第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、印刷画像の少なくとも一部分が画像のエンボス加工された領域以外にあり、エンボス加工パターンと印刷パターンとの間の機械方向位置決め誤差限界が6.0mm未満である、基材製品に関する。
【0009】
本明細書で使用する時、「ロール状基材製品」は、ほぼ連続した製造プロセスで製造された相対的に非常に長い製品を意味する。本プロセスで使用される連続製品の好ましい例は、ロール上にある基材の長さがその幅に対して非常に長く、製造プロセスの最後で保管又は包装のためにロールに巻かれる基材である。ロールは固定の長さを有するが、プロセスが非常に長い時間稼動できるように、ウェブを共に重ね継ぐことによって実質的に連続したものになる。ロール状基材製品の非限定的な例は、プラスチックラップ、ペーパータオル、及びトイレットペーパーである。
【0010】
本明細書で使用する時、「ウェブ」は、その上に印刷が施される、薄い、通気性又は非通気性のあらゆる基材を指す。ウェブは、横断方向よりも機械方向にはるかに長く、通常は基材のロールの状態で扱われるという特徴を有する。ウェブは、機器を通して加工される際に、第1表面又は上面と、第2表面又は裏面との2つの面を有する。
【0011】
本明細書で使用する時、用語「伸縮性基材」は、紙、ポリマーフィルム又はプラスチックフィルム、布又は布地、織布、不織布、積層体、及びこれらの組み合わせを包含するがこれらに限定されない、引張り力を受けた時に伸長するあらゆる材料を指す。基材は、本明細書の試験方法の項で規定される%伸び試験によって測定した時に、8%超過の機械方向の%伸び測定値を有する場合に、伸縮性であると見なされる。
【0012】
本明細書で使用する時、用語「ティッシュ・タオル基材」は、一般に、従来のフェルト圧縮ティッシュペーパー、パターン高密化ティッシュペーパー、及び嵩高非圧縮ティッシュペーパーが挙げられるがこれらに限定されない、ティッシュ又はペーパータオル技術を含む製品を指す。ティッシュ・タオル製品の非限定的な例としては、紙タオル(toweling)、顔用ティッシュ、トイレットペーパー、及び食卓用ナプキンなどが挙げられる。
【0013】
本明細書で使用する時、用語「位置決め」は、印刷画像及びエンボス加工画像が、指定の相互関係で基材上に配置される度合を意味する。この関係は、印刷画像及びエンボス加工画像が重なり合って、2つの画像の間に相乗的な視覚的相互作用が生じるか、又は2つの画像が互いに離れているようなものであってもよい。完全な位置決め、又は誤差のない位置決めは、印刷画像及びエンボス加工画像が、設計された指定の相互関係で正確に基材上に配置された場合に生じる。
【0014】
このことから、用語「位置決めのずれ」は、配置された印刷画像とエンボス加工画像との相対位置が、設計された指定の相互関係にある度合を意味する。位置決めのずれは、誤差限界試験の結果で表される。
【0015】
用語「機械方向」は、ウェブが印刷/エンボス加工機械中でウェブがとる移動方向に平行な、加工される材料ウェブの方向を定義するのに使用される専門用語である。
【0016】
同様に、用語「横断方向」又は「機械横方向」は、機械中での移動方向に垂直なウェブの方向を指す。
【0017】
(伸縮性材料)
本発明の伸縮性材料は、エンボス加工又は印刷が可能であって、伸縮し、そのため印刷画像及びエンボス加工画像の位置決めがより困難になる場合がある、当該技術分野で既知のいかなる基材であってもよい。好ましくは、伸縮性基材とは、約8%〜約35%の範囲、より好ましくは約12%〜約30%の範囲、さらにより好ましくは約15%〜約25%の範囲の機械方向%伸びを有するいずれかの材料を指す。本発明の伸縮性基材のウェブは、第1表面11及び第2表面12を有し、第2表面は第1表面に対向して配置されている。
【0018】
伸縮性基材10は、セルロース性、非セルロース性、又はこれらの組み合わせの材料を包含してもよい。本プロセスに使用するのに好ましい機材は、抄紙用繊維を含む。抄紙用繊維は、当該技術分野において既知のいかなる典型的な紙製品の形態をとってもよい。伸縮性基材の特に好ましい実施形態は、吸収性ティッシュ・タオル紙基材である。好ましい吸収性ティッシュ・タオル製品としては、単プライ及び多プライの製品が挙げられ、また、製品の好ましい特性によっては、個々のプライが抄紙材料の1又はそれ以上の層を含んでもよい。ティッシュ・タオル製品基材の特に好ましい実施形態は、約10g/m2〜130g/m2、好ましくは約20g/m2〜80g/m2、最も好ましくは約25g/m2〜60g/m2の坪量を有する。ティッシュ・タオル製品基材の特に好ましい実施形態は、約0.04g/cm3〜約0.80g/cm3の範囲、好ましくは0.07g/cm3〜約0.6g/cm3の範囲、より好ましくは0.10g/cm3〜約0.2g/cm3の範囲の密度を有する。
【0019】
ティッシュ・タオル製品基材の好ましい実施形態は、業界で既知のいかなるティッシュ・タオル製品を含んでもよい。これらの実施形態は、米国特許第4,191,609号(トロカーン(Trokhan)、1980年3月4日発行);同第4,300,981号(カーステンズ(Carstens)、1981年11月17日発行);同第4,191,609号(トロカーン(Trokhan)、1980年3月4日発行);同第4,514,345号(ジョンソン(Johnson)ら、1985年4月30日発行);同第4,528,239号(トロカーン(Trokhan)、1985年7月9日発行);同第4,529,480号(トロカーン(Trokhan)、1985年7月16日発行);同第4,637,859号(トロカーン(Trokhan)、1987年1月20日発行);同第5,245,025号(トロカーン(Trokhan)ら、1993年9月14日発行);同第5,275,700号発行(トロカーン(Trokhan)、1994年1月4日発行);同第5,328,565号(ラッシュ(Rasch)ら、1994年7月12日発行);同第5,334,289号(トロカーン(Trokhan)ら、1994年8月2日発行);同第5,364,504号(スマーコースキー(Smurkowski)ら、1995年11月15日発行);同第5,527,428号(トロカーン(Trokhan)ら、1996年6月18日発行);同第5,556,509号(トロカーン(Trokhan)ら、1996年9月17日発行);同第5,628,876号(エイヤーズ(Ayers)ら、1997年5月13日発行);同第5,629,052号(トロカーン(Trokhan)ら、1997年5月13日発行);同第5,637,194号(アンパルスキー(Ampulski)ら、1997年6月10日発行);同第5,411,636号(ハーマンズ(Hermans)ら、1995年5月2日発行);EP677612号(ウェント(Wendt)ら、1995年10月18日発行)の米国特許等に従って作成してもよい。
【0020】
好ましいティッシュ・タオル基材は、通気空気乾燥タイプ又は従来の乾燥タイプであってもよい。任意に、クレーピング又は湿式ミクロ収縮によって短縮してもよい。クレーピング及び/又は湿式ミクロ収縮は、同一出願人による、米国特許第6,048,938号(ニール(Neal)ら、2000年4月11日発行);同第5,942,085号(ニール(Neal)ら、1999年8月24日発行);同第5,865,950号(ビンソン(Vinson)ら、1999年2月2日発行);同4,440,597号(ウェルズ(Wells)ら、1984年4月3日発行);同第4,191,756号(ソウダイ(Sawdai)、1980年5月4日発行);及び米国特許出願第09/042,936号(1998年3月17日出願)に開示されている。
【0021】
従来の圧縮ティッシュペーパー及びこのようなペーパーを製造する方法は、当該技術分野で既知である。同一出願人による米国特許出願第09/997,950号(2001年11月30日出願)を参照のこと。好ましいティッシュペーパーの1つは、比較的繊維密度が低い比較的嵩高い区域と、比較的繊維密度が高い高密度領域の配列とを有することにより特徴付けられるパターン高密化ティッシュペーパーである。嵩高い区域は、あるいは枕状領域の区域として特徴付けられる。高密化領域は、あるいはナックル領域とも呼ばれる。高密化領域は、嵩高い区域内に個別に間隔を空けて配置されてもよく、又は嵩高い区域内に完全に若しくは部分的に連結されてもよい。パターン高密化ティッシュウェブを作成するための好ましいプロセスは、米国特許第3,301,746号(サンフォード(Sanford)及びシッソン(Sisson)、1967年1月31日発行)、同第3,974,025号(エイヤーズ(Ayers)、1976年8月10日発行)、同第4,191,609号(1980年3月4日発行)、同第4,637,859号(1987年1月20日発行)、同第3,301,746号(サンフォード(Sanford)及びシッソン(Sisson)、1967年1月31日発行)、同第3,821,068号(サルブッチJr.(Salvucci,Jr.)ら、1974年5月21日発行)、同第3,974,025号(エイヤーズ(Ayers)、1976年8月10日発行)、同第3,573,164号(フライドバーグ(Friedberg)ら、1971年3月30日発行)、同第3,473,576号(アムヌス(Amneus)、1969年10月21日発行)、同第4,239,065号(トロカーン(Trokhan)、1980年12月16日発行、及び同第4,528,239号(トロカーン(Trokhan)、1985年7月9日発行)に開示されている。
【0022】
非圧縮性のパターン高密化されていないティッシュペーパーの構造もまた、本発明の範囲内にあるものと解釈され、米国特許第3,812,000号(ジョセフL.サルブッチJr.(Joseph L.Salvucci,Jr.)及びピーターN.イアノス(Peter N.Yiannos)、1974年5月21日発行)及び同第4,208,459号(ヘンリーE.ベッカー(Henry E.Becker)、アルバートL.マコネル(Albert L.McConnel)、及びリチャード・シュット(Richard Schutte)、1980年6月17日発行)に記載されている。
【0023】
本発明の柔軟化組成物はまた、クレープ加工されていないティッシュペーパーに塗付することもできる。本明細書で使用される用語である、クレープ加工されていないティッシュペーパーとは、圧縮させずに乾燥させた、最も好ましくは、通気乾燥により乾燥させたティッシュペーパーを指す。得られる通気乾燥ウェブは、嵩高い区域内に比較的高密度の領域が分散するようにパターン高密化されており、これには、比較的高密度の領域が連続し、嵩高い区域が個々に分離しているパターン高密化ティッシュペーパーが挙げられる。このような方法でクレープ加工されていないティッシュペーパーを製造する技術は、従来技術で教示されている。例えば、欧州特許出願0677612A2(ウェント(Wendt)ら、1995年10月18日発行);同0617164A1(ハイランド(Hyland)ら、1994年9月28日発行);及び米国特許第5,656,132号(ファリントン(Farrington)ら、1997年8月12日発行)である。
【0024】
本発明に使用される抄紙用繊維としては、通常は木材パルプに由来する繊維が挙げられる。綿リンター、バガスなど他のセルロース繊維性パルプ繊維を使用することができ、これらは本発明の範囲内にあるものとする。レーヨン繊維、ポリエチレン繊維及びポリプロピレン繊維などの合成繊維を天然セルロース繊維と組み合わせて使用してもよい。使用してもよい1つの代表的なポリエチレン繊維は、ハーキュレス社(Hercules,Inc.)(デラウェア州、ウィルミントン(Wilmington))から入手可能なパルペックス(Pulpex)(登録商標)である。
【0025】
利用可能な木材パルプとしては、クラフトパルプ、亜硫酸パルプ、及び硫酸塩パルプなどの化学パルプ、並びに例えば、砕木パルプ、サーモメカニカルパルプ、及び化学的に改質したサーモメカニカルパルプなどのメカニカルパルプが挙げられる。しかしながら、化学パルプは、化学パルプから製造されるティッシュシートに優れた柔軟性の触感を付与するため好ましい。落葉樹(以下、「広葉樹材」とも呼ばれる)及び針葉樹(以下、「針葉樹材」とも呼ばれる)の両方に由来するパルプを使用してもよい。また、上記分類のいずれか又はすべて、並びに始めの抄紙を容易にするために使用された充填剤及び接着剤などの他の非繊維性材料を含有してもよい、リサイクル紙に由来する繊維も、本発明に利用できる。
【0026】
他の物質を水性抄紙完成紙料若しくは初期ウェブに添加して、製品に他の所望の特性を付与する、又は抄紙プロセスを改善することができるが、これは、それらの物質に柔軟化組成物の化学的性質との適合性があり、本発明の柔軟性、若しくは強度特性に顕著な影響、及び悪影響を及ぼさない場合に限られる。特に以下の物質が挙げられるが、ここに挙げるものが全てではない。本発明の効果を妨げない限り、又はそれを打ち消さない限り、他の物質もまた包含することができる。
【0027】
抄紙プロセスに供給される時に、カチオン電荷偏向種を抄紙プロセスに添加して、水性抄紙完成紙料のゼータ電位を制御することは、一般的である。セルロース繊維及び微細繊維、並びにほとんどの無機充填剤の表面など、固体のほとんどは本来負の表面電荷を有するため、これらの物質が使用される。伝統的に使用されるカチオン電荷偏向種の1つは、ミョウバンである。当該技術分野において更に最近では、電荷偏向は、好ましくは、分子量が約500,000以下の、より好ましくは約200,000以下の、更には約100,000以下の、比較的低分子量のカチオン性合成ポリマーを使用することによってなされる。このような低分子量カチオン性合成ポリマーの電荷密度は、比較的高い。これらの電荷密度の範囲は、ポリマー1キログラム当り、カチオン窒素約4〜約8等量である。代表的な物質は、コネチカット州、スタンフォード(Stamford)所在のサイテック社(Cytec,Inc.)製のシプロ(Cypro)514(登録商標)である。このような物質の使用は、明らかに本発明の実施の範囲内にあるものとする。
【0028】
形成、水分流出、強度、及び保持を改善する目的のために、表面積が大きくアニオン電荷の大きな微粒子を使用することが、当該技術分野で教示されている。例えば、その開示が本明細書に参考として組み込まれる、米国特許第5,221,435号(スミス(Smith)、1993年6月22日発行)を参照されたい。
【0029】
永続的な湿潤強度が所望であれば、カチオン性湿潤強度向上樹脂を抄紙完成紙料又は初期ウェブに添加することができる。このような樹脂の好適な種類は、米国特許第3,700,623号(1972年10月24日発行)、及び同第3,772,076号(1973年11月13日発行)(共にカイム(Keim))に記載されている。
【0030】
多くの紙製品は、それらをトイレから浄化槽又は下水道に処理する必要があるため、湿潤時の強度が制限されていなければならない。これらの製品に湿潤強度が付与される場合、水の存在下において、初期強度の一部又は全てが崩壊することに特徴付けられる、一時的湿潤強度が好ましい。一時的湿潤強度が望ましい場合は、結合材料を、ジアルデヒド澱粉、又はメイン州スカーボロー(Scarborough)所在のナショナルスターチアンドケミカル社(National Starch and Chemical Company)により提供されるコボンド(Co-Bond)1000(登録商標)、コネチカット州スタンフォード(Stamford)所在のサイテック社(Cytec)により提供されるパレッツ(Parez)750(登録商標)、及び米国特許第4,981,557号(ビョークイスト(Bjorkquist)、1991年1月1日発行)に記載の樹脂、及び当該技術分野で既知の前述の崩壊特性を有する他のこのような樹脂など、アルデヒド官能基を有する他の樹脂からなる群から選択することができる。
【0031】
高い吸収性が必要な場合は、界面活性剤を使用して本発明のティッシュペーパーウェブを処理してもよい。界面活性剤が使用される場合、その濃度は、ティッシュウェブの乾燥繊維重量を基準にして約0.01重量%〜約2.0重量%であることが好ましい。界面活性剤は、炭素原子数8以上のアルキル鎖を有することが好ましい。代表的なアニオン性界面活性剤としては、直鎖アルキルスルホネート類、及びアルキルベンゼンスルホネート類などが挙げられる。代表的な非イオン性界面活性剤としては、クローダ社(Croda,Inc.)(ニューヨーク州ニューヨーク(New York))から入手可能なクロデスタ(Crodesta)SL−40(登録商標)などのアルキルグリコシドエステルを含むアルキルグリコシド類;米国特許第4,011,389号(ランドン(Langdon)ら、1977年3月8日発行)に記載のアルキルグリコシドエーテル類;及びグリコケミカル社(Glyco Chemicals,Inc.)(コネチカット州グリニッチ(Greenwich))から入手可能なペゴスパース(Pegosperse)200ML、及びローンプーランク社(Rhone Poulenc Corporation)(ニュージャージー州クランベリー(Cranbury))から入手可能なイゲパル(IGEPAL)RC−520(登録商標)などのアルキルポリエトキシル化エステル類が挙げられる。あるいは、不飽和(モノ及び/又はポリ)及び/又は分岐鎖アルキル基が多いカチオン性柔軟剤活性成分は、吸収性を大幅に向上させることができる。
【0032】
本発明の好ましい実施形態は、ティッシュウェブ表面上に付着した特定の柔軟化剤組成物を開示するが、本発明はまた、抄紙プロセスの一部として化学柔軟化剤が添加される変形も明らかに包含する。例えば、化学柔軟化剤は、ウェットエンド添加に包含されてもよい。加えて、本発明の範囲内ではない形態の、他の化学柔軟化剤が用いられてもよい。好ましい化学柔軟化剤は、周知のジアルキルジメチルアンモニウム塩類(例えば、ジタロージメチルアンモニウムクロライド、ジタロージメチルアンモニウムメチルサルフェート、ジ(水素添加タロー)ジメチルアンモニウムクロライドなど)が挙げられるがこれらに限定されない、四級アンモニウム化合物を含む。これらの柔軟化剤の特に好ましい変異体としては、脂肪酸とメチルジエタノールアミン及び/又はトリエタノールアミンとの反応後、塩化メチル又は硫酸ジメチルで四級化することによって作成される、前述のジアルキルジメチル第四級アンモニウム塩及びエステルのモノ又はジエステル変形が挙げられる。
【0033】
抄紙で添加される化学柔軟化剤の別の種類は、最も好ましいアミノ官能基を有するポリジメチルシロキサンを包含する、周知の有機反応性ポリジメチルシロキサン成分から構成される。
【0034】
また、充填材を本発明のティッシュペーパーに組み込んでもよい。本明細書に参考として組み込まれる、米国特許第5,611,890号(ビンソン(Vinson)ら、1997年3月18日発行)は、本発明の基材として許容可能な充填剤入りティッシュペーパー製品を開示している。
【0035】
上記に列挙された任意の化学添加物は、実際は、単に代表例を示すためのものであり、本発明の範囲を限定するものではない。
【0036】
本発明のプロセスに使用するのに好ましい基材の別の種類は、合成繊維を含む不織布ウェブである。そのような基材としては、織地(例えば、織布及び不織布など)、他の不織布基材、及び合成繊維又は多成分繊維を含む紙様の製品が挙げられるが、これらに限定されない。他の好ましい基材の代表的な例は、米国特許第4,629,643号(キュロ(Curro)ら、1986年12月16日発行);同第4,609,518号(キュロ(Curro)ら、1986年9月2日発行);欧州特許出願EPA112654号(ハク(Haq));同時係属の米国特許出願第10/360038号(トロカーン(Trokhan)ら、2003年2月6日出願);同時係属の米国特許出願第10/360021号(トロカーン(Trokhan)ら、2003年2月6日出願);同時係属の米国特許出願第10/192,372号(ジンク(Zink)ら、2002年7月10日出願);及び同時係属の米国特許出願第09/089,356号(キュロ(Curro)ら、2000年12月20日出願)に見出すことができる。
【0037】
(エンボス加工パターン)
エンボス加工されたパターンは、ティッシュ・タオル製品の構造を変形及び/又は圧縮することで得られる、ティッシュ・タオル基材中で知覚可能ないずれかのパターンを含む。パターンとしては、幾何学的形状、線画、物の表示、言葉、一般的な背景領域などが挙げられるが、これらに限定されない。
【0038】
エンボス加工パターンは、いずれかの回転エンボス加工機器によって、紙ウェブのプライの1つの上に配置される。「エンボス加工」とは、基材の比較的小さい部分をその面に垂直な方向に偏向させ、基材の偏向された部分を比較的硬い表面に衝突させて、基材の構造を永続的に崩壊させるプロセスを指す。業界で既知のいかなるエンボス加工プロセスも、本発明のプロセスに使用してもよい。
【0039】
エンボス加工は、通常はノブ・トゥー・ノブ(knob-to-knob)エンボス加工又はネスト状(nested)エンボス加工の2つのプロセスの1つによって実施される。ノブ・トゥー・ノブエンボス加工は、軸方向に平行な、対向するロールのノブの間に、エンボス加工される材料の厚さよりも小さい幅を有するニップを形成するように並置されたロールで構成される。ネスト状エンボス加工は、1つのロールのエンボス加工ノブが他のロールのエンボス加工ノブの間に噛合して構成される。ノブ・トゥー・ノブエンボス加工及びネスト状エンボス加工の例は、同一出願人による米国特許第3,414,459号(ウェルズ(Wells)、1968年12月3日発行);同第3,547,723号(グレシャム(Gresham)、1970年12月15日発行);同第3,556,907号(ニストランド(Nystrand)、1971年1月19日発行);同第3,708,366号(ドネリー(Donnelly)、1973年1月2日発行);同第3,738,905号(トーマス(Thomas)、1973年6月12日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第4,483,728号(バウアーンファインド(Bauernfeind)、1984年11月20日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第5,468,323号(マクニール(McNeil)、1995年11月21日発行);及び同第6,277,466B1号(マクニール(McNeil)ら、2001年8月21日発行)による先行技術に示されている。
【0040】
(印刷画像)
印刷画像は、ウェブ表面に印刷材料を適用することで得られる、ティッシュ・タオル製品上で知覚可能ないかなるパターンも含む。印刷材料は、好ましくは、ウェブ表面に単色又は多色の絵柄を作成可能な印刷インクであるが、本発明は、印刷材料として機能性材料を使用することも意図する。そのような機能性材料としては、染料、のり又は接着剤、繊維結合剤、柔軟剤などが挙げられるが、これらに限定されない。単一の流体の画像又は複数の流体の画像を、基材に適用してもよい。好ましくは、印刷画像は、基材に適用される1又はそれ以上のインクを含む。
【0041】
本発明に好適な印刷プロセスは、業界で既知のいずれの回転印刷塗布であってもよい。これらには、石版印刷、凸版印刷、グラビア印刷、スクリーン印刷、凹版印刷、及び好ましくはフレキソ印刷が挙げられるが、これらに限定されない。同様に、これらの組み合わせ及び変形も、本発明の範囲内にあると見なされる。一般に、回転印刷プロセスは、印刷ユニット及び逆圧ローラを含む。本発明に従って吸収性ティッシュ・タオルペーパーの好ましい基材上に画像を適用するのに好適な装置は、同一出願人による米国特許第5,213,037号(レオパーディ2世(Leopardi,II)、1993年5月25日発行);同第5,255,603号(ソネビル(Sonneville)ら、1993年10月26日発行);及び同第6,096,412号(マクファーランド(McFarland)ら、2000年8月1日発行)に記載されている。
【0042】
紙上に生成された印刷画像は、線画、ハーフトーン画像、多色印刷、又はこれらの組み合わせであることができる。本明細書で使用する時、「多色印刷」は、色分離プロセスによって作成され、2又はそれ以上のインクからなる画像が、再結合されて当初の画像の完全な色の範囲を生成可能なハーフトーンのドットに分解された、ハーフトーン色の印刷を指す。
【0043】
本発明は、別個のエンボス加工パターン及び印刷画像を有するティッシュ・タオル製品を考慮しており、エンボス加工工程の前に印刷材料をエンボス加工ロールの隆起した表面に適用し、それによって印刷材料を変形した及び/又は圧縮されたエンボス加工パターンのエンボス加工領域に堆積させることによって製造される製品を含むことを意図していない。したがって、印刷画像の少なくとも一部分は、エンボス加工パターンのエンボス加工領域以外に堆積される。「一部分」とは、印刷画像のゼロではない一部を意味する。
【0044】
(機械方向位置決め誤差限界)
本発明のロール状基材製品は、約6.0mm未満、好ましくは約4.5mm未満、より好ましくは約3.0mm未満の機械方向(MD)誤差限界を有する。
【0045】
(製造方法)
エンボス加工された及び印刷された、ロールに巻かれた基材製品は、次のように作成する。図1を参照すると、伸縮性材料ウェブ10を、エンボス加工工程及び印刷工程を含むプロセスに供給する。ウェブを、エンボス加工画像20をエンボス加工し、印刷画像30で印刷する。本発明の製品は、最初に印刷画像を印刷し、次にエンボス加工画像をエンボス加工するか、又は最初にエンボス加工を施し、次に印刷を行うかの、いずれによっても作成できる。
【0046】
「エンボス加工」は、基材の比較的小さい部分をその面に垂直な方向に偏向させ、更に基材の偏向された部分を比較的硬い表面に衝突させて、基材の構造を永続的に崩壊させるプロセスを指す。連続ウェブをエンボス加工するための、業界で既知のいかなるプロセスも、本発明のプロセスに使用してもよい。一般に、このようなプロセスは、エンボス加工ローラを有する回転プロセスを使用する。
【0047】
エンボス加工は通常、ノブ・トゥー・ノブ(knob-to-knob)エンボス加工又はネスト状(nested)エンボス加工の2つのプロセスの1つによって実施される。ノブ・トゥー・ノブエンボス加工は、軸方向に平行な、対向するロールのノブの間に、エンボス加工される材料の厚さよりも小さい幅を有するニップを形成するように並置されたローラ21及び22で構成される。ネスト状エンボス加工は、1つのローラ21のエンボス加工ノブが他のローラ22のエンボス加工ノブの間に噛合して構成される。ノブ・トゥー・ノブエンボス加工及びネスト状エンボス加工の例は、同一出願人による米国特許第3,414,459号(ウェルズ(Wells)、1968年12月3日発行);同第3,547,723号(グレシャム(Gresham)、1970年12月15日発行);同第3,556,907号(ニストランド(Nystrand)、1971年1月19日発行);同第3,708,366号(ドネリー(Donnelly)、1973年1月2日発行);同第3,738,905号(トーマス(Thomas)、1973年6月12日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第4,483,728号(バウアーンファインド(Bauernfeind)、1984年11月20日発行);同第3,867,225号(ニストランド(Nystrand)、1975年2月18日発行);同第5,468,323号(マクニール(McNeil)、1995年11月21日発行);及び同第6,277,466B1号(マクニール(McNeil)ら、2001年8月21日発行)による先行技術に示されている。
【0048】
エンボス加工画像20は、いずれかの知覚可能なパターンを含む。パターンは、幾何学的形状、線画、物の表示、言葉、一般的な背景領域などを含む。
【0049】
本発明に好適な印刷プロセスは、業界で既知のいずれの回転印刷塗布であってもよい。これらには、石版印刷、凸版印刷、グラビア印刷、スクリーン印刷、凹版印刷、及び好ましくはフレキソ印刷が挙げられるが、これらに限定されない。同様に、これらの組み合わせ及び変形も、本発明の範囲内にあると見なされる。一般に、回転印刷プロセスは、印刷ユニット31及び逆圧ローラ32を含む。
【0050】
印刷画像30は、基材10上に印刷可能ないずれかの流体を含んでもよい。それらの流体としては、接着剤、染料、及び印刷インクが挙げられるが、これらに限定されない。単一の流体の画像又は複数の流体の画像を、基材に適用してもよい。好ましくは、印刷画像は基材に適用される1又はそれ以上のインクを含む。本発明に従った吸収性ティッシュ・タオルペーパーの好ましい基材上に画像を適用するのに好適な装置は、同一出願人による米国特許第5,213,037号(レオパーディ2世(Leopardi,II)、1993年5月25日発行);同第5,255,603号(ソネビル(Sonneville)ら、1993年10月26日発行);及び同第6,096,412号(マクファーランド(McFarland)ら、2000年8月1日発行)に記載されている。
【0051】
紙上に生成された印刷画像30は、線画、ハーフトーン画像、多色印刷、又はこれらの組み合わせであることができる。本明細書で使用する時、「多色印刷」は、色分離プロセスによって作成され、2又はそれ以上のインクからなる画像が、再結合されて当初の画像の完全な色の範囲を生成可能なハーフトーンのドットに分解された、ハーフトーン色の印刷を指す。
【0052】
印刷ローラ及びエンボス加工ローラは、位置決め誤差を最小限にするように制御される。1つのエンボス加工ローラ22の角度位置が測定されて、デジタル信号29に変換される。ローラの角度位置を判定し、その位置をデジタル信号に変換するための、業界で既知のいずれかの手段24が、プロセスで使用されてもよい。ローラの角度位置をデジタル信号29に変換する1つの好ましい手段24は、図1のスレーブ/エンボス加工ローラ21に示される手段によって代表される。この好ましい手段によって、エンボス加工ローラのシャフトから、機械的信号をデジタル信号29に変換するレゾルバ26への機械的連結25が得られる。いずれの典型的な機械的連結25が使用されてもよい。好ましい機械的連結25は、エンボス加工ローラ22のシャフト27をレゾルバ26に連結するプーリーを使用する。好ましくは、レゾルバ26は、1度の読取り当り4096カウントの信号を作り出す。この角度位置をデジタル信号に変換する方法は、印刷ローラにも使用することができる。
【0053】
1つの印刷ローラ31の角度位置が測定されて、デジタル信号39に変換される。角度位置を変換する別の好ましい方法、従って印刷システム又はエンボス加工システムのいずれかに使用可能な方法は、図1のマスター/印刷ローラ31に示されている。この好ましい手段は、印刷ローラ31又はそのシャフト36のいずれかの位置にあるフラッグ又は他のマーカー37を感知する近接スイッチ35を提供するものである。近接スイッチ35は、1回転ごとにデジタル信号39を生成する。
【0054】
印刷ローラ31及びエンボス加工ローラ22は、印刷/エンボス加工の位置決めのために手動でゼロ合わせされる。エンボス加工ローラ22又は印刷ローラ31のいずれかが、制御プログラムにおいてマスターローラとして選択される。選択されなかったローラが、従ってスレーブロールである。本発明のプロセスは、いずれのローラをマスターローラとして指定して動作することもできる。印刷/エンボス加工システムは、製造される製品上の位置決めの視覚的な判定に基づいて、エンボス加工ローラ22、印刷ローラ31のいずれか、又は両方の角度位置を手動で補正することによって、「ゼロに合わせ」られる。手動補正は、機械に手を置いて物理的に調整することであってもよく、又は操作パネルからロールの駆動モータに送られる電子的な調整であってもよい。したがって、手動によるゼロ合わせは、機械が作動している間、又は停止している時のいずれの時に行われてもよい。
【0055】
印刷ロール及びエンボス加工ロールは、位置決めを維持するために、スレーブ駆動制御プログラムを用いて自動的に制御される。スレーブ駆動制御プログラムは、1)エンボス加工ローラからのデジタル信号29と、印刷ローラからのデジタル信号39とを比較する工程と、2)スレーブ駆動部40からスレーブモータ42に補正信号41を送ることによって、スレーブローラ22のスレーブ駆動モータ42の角度位置及び角速度を補正する工程とを含む。プロセスの好ましい一実施形態は、エンボス加工ロール及び印刷ロールのそれぞれからの信号29及び39を毎秒4回の頻度で読取る、駆動統合ソフトウェアプログラムを使用することを含む。ソフトウェアプログラムは次に、エンボス加工ロールからの1回の読取り当り4096カウントと比較して、2つのロール間のずれの度合(即ち、位置決めの欠如)を判定する。駆動統合ソフトウェアは次に、指定のスレーブローラ22のスレーブ駆動モータ42に補正信号41を送って、ロールのずれを解消し、それによってプロセスを位置決めに戻す。
【0056】
(試験方法)
坪量方法:
本明細書で使用する時、「坪量」は、lbs/3000ft2又はg/m2で表されるサンプルの単位面積当りの重量である。坪量は、特定の面積(m2)の1又はそれ以上のサンプルを用意し、本発明による繊維性構造体及び/又はそのような繊維性構造体を含む紙製品のサンプルを、0.01gの最小感度を有する上皿天秤で秤量することにより測定される。天秤は、風防を使用することにより、気流及びその他の外乱から保護される。天秤の表示が一定になった時に、重量を記録する。平均重量(g)を算出し、サンプルの平均面積(m2)坪量(g/m2)を、平均重量(g)をサンプルの平均面積(m2)で除算することにより算出する。
【0057】
密度方法:
本明細書で使用する時、本発明に従った繊維性構造体及び/又は本発明に従った繊維性構造体を含む衛生ティッシュ製品の密度は、算出された平均(「見かけの」)密度である。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。
【0058】
本明細書で使用する時、ティッシュペーパーのキャリパーは、95g/inの圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。本明細書で使用する時、ティッシュペーパーの密度は、そのペーパーの坪量をキャリパーで除算し、適切な単位変換をそこに組み入れて算出された平均密度である。本明細書で使用する時、ティッシュペーパーのキャリパーは、15.5g/cm2(95g/in2)の圧縮負荷を掛けた時のペーパーの厚さである。その繊維性構造体又は衛生ティッシュ製品の坪量をキャリパーで除算し、適切な単位変換をそこに組み入れる。本明細書で使用する時、繊維性構造体及び/又は衛生ティッシュ製品のキャリパーは、15.5g/cm2の圧縮負荷を掛けた時の、繊維性構造体又はそのような繊維性構造体を含む衛生ティッシュ製品の厚さである。
【0059】
%伸び(伸長)
張力試験の前に、試験されるペーパーサンプルを、TAPPI方法#T402OM−88に従って調湿しなければならない。すべてのプラスチック及び板紙の包装材料を、試験前に、ペーパーサンプルから慎重に取り外さなければならない。ペーパーサンプルを、相対湿度48〜52%及び22〜24℃の範囲の温度内で、少なくとも2時間調湿しなければならない。サンプルの準備及び張力試験のすべての段階もまた、一定の温度及び湿度の密閉された室内で行わなければならない。
【0060】
損傷した製品があればそれをすべて廃棄する。次に、4つの使用可能なユニット(シートとも呼ばれる)から5つのストリップを取り外し、互いに積み重ねて、シートが合わさっている間に穿孔を有する長い積み重ね体を形成する。シート1及び3を機械方向の張力測定用として、シート2及び4を横断方向の張力測定用として特定する。次に、ペーパーカッター(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)(ペンシルベニア州フィラデルフィア(Philadelphia))からの、安全シールド付きJDC−1−10又はJDC−1−12)を用いて穿孔線に沿って切断し、4つの別個の素材を作成する。積み重ね1及び3が、依然として機械方向試験用として特定され、積み重ね2及び4が横断方向試験用として特定されていることを確認する。
【0061】
積み重ね1及び3から、2.54cm(1インチ)幅のストリップを2つ機械方向に切断する。積み重ね2及び4から、2.54cm(1インチ)幅のストリップを2つ横断方向に切断する。これで、機械方向の張力試験用に2.54cm(1インチ)幅の4つのストリップと、横断方向の張力試験用に2.54cm(1インチ)幅の4つのストリップが得られる。これらの最終製品サンプルに対して、2.54cm(1インチ)幅の8つのストリップはすべて、使用可能なユニット(シートとも呼ばれる)5つの厚さである。
【0062】
加工されていない素材及び/又は巻サンプルに対して、ペーパーカッター(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)(ペンシルベニア州フィラデルフィア(Philadelphia))からの、安全シールド付きJDC−1−10又はJDC−1−12)を用いて、8プライ厚さの38.1cm(15インチ)×38.1cm(15インチ)のサンプルをサンプルの対象領域から切断する。38.1cm(15インチ)の切断の1つを機械方向に平行とし、他方の切断を横断方向に平行とすることを確実にする。サンプルを、相対湿度48〜52%及び22〜24℃の範囲の温度内で、少なくとも2時間調湿することを確認する。サンプルの準備及び張力試験のすべての段階もまた、一定の温度及び湿度の密閉された室内で行わなければならない。
【0063】
予め調湿された8プライ厚さの38.1cm(15インチ)×38.1cm(15インチ)のサンプルから、長い17.78cm(7)の寸法が機械方向に平行な、2.54cm(1インチ)×17.78cm(7インチ)のストリップを4つ切断する。これらのサンプルを、機械方向の巻き又は加工されない素材のサンプルとする。長い17.78cm(7)の寸法が横断方向に平行な、2.54cm(1インチ)×17.78cm(7インチ)のストリップを、更に4つ切断する。これらのサンプルを横断方向の巻き又は加工されない素材のサンプルとする。これまでのすべての切断が、ペーパーカッター(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)(ペンシルベニア州フィラデルフィア(Philadelphia))からの、安全シールド付きJDC−1−10又はJDC−1−12)を用いて行われたことを確認する。これでサンプルは、17.78cm(7インチ)の寸法が機械方向に平行な、8プライ厚さの2.54cm(1インチ)×17.78cm(7インチ)のサンプル4つと、17.78cm(7インチ)の寸法が横断方向に平行な、8プライ厚さの2.54cm(1インチ)×17.78cm(7インチ)のサンプル4つとの、合計8つになる。
【0064】
引張り強度を実際に測定するには、ツイング−アルバート・インテレクトII標準引張り試験機(Thwing-Albert Intelect II Standard Tensile Tester)(ツイング−アルバート・インスツルメント社(Thwing-Albert Instrument Co.)、ペンシルベニア州フィラデルフィア(Philadelphia))を使用する。ツイング−アルバート・インテレクトII(Thwing-Albert Intelect II)の操作マニュアルによる指示に従って、平面クランプをユニット内に挿入し、試験機を較正する。機器のクロスヘッド速度を10.16cm/分(4.00インチ/分)に設定し、第1及び第2のゲージ長さを5.08cm(2.00インチ)に設定する。破断感度を20.0グラムに設定しなければならず、サンプル幅を2.54cm(1.00インチ)、サンプル厚さを0.0635cm(0.025インチ)に設定しなければならない。
【0065】
ロードセルを、試験されるサンプルの張力の予測結果が、使用中の範囲の25%〜75%となるように選択する。例えば、予測張力が1250グラム(5000グラムの25%)〜3750グラム(5000グラムの75%)の範囲であるサンプルには、5000グラムのロードセルを使用してもよい。引張り試験機はまた、予測張力が125グラム〜375グラムであるサンプルを試験できるように、5000グラムのロードセルの10%範囲に設定することもできる。
【0066】
引張りストリップの1つを取り、その一端を引張り試験機の1つのクランプ内に配置する。ペーパーストリップの他端を、他方のクランプ内に配置する。ストリップの長い寸法が、引張り試験機の側面に平行であることを確認する。また、ストリップが2つのクランプのいずれかの側面に覆い被さっていないことも確認する。加えて、各クランプの圧力は、ペーパーサンプルと完全に接触していなければならない。
【0067】
ペーパー試験ストリップを2つのクランプに挿入した後、機器の張力を監視することができる。5グラム以上の値を示した場合、サンプルは引張られすぎている。反対に、試験を開始して値を記録する前に2〜3秒が経過した場合、引張りストリップは緩みすぎている。
【0068】
引張り試験機の機器マニュアルに記載されているように、引張り試験機を始動させる。クロスヘッドが自動的にその初期の開始位置に戻った後、試験が終了する。機器の目盛又は近接する装置のデジタルパネルメータから、グラム単位の引張り負荷を読取って記録する。
【0069】
リセット調整を機器が自動的に実施しない場合は、必要な調整を行って、機器のクランプをその初期の開始位置に設定する。次のペーパーストリップを上述したように2つのクランプに挿入し、グラム単位の張力の読取り値を得る。すべてのペーパー試験ストリップから張力の読取り値を得る。試験の実施中に、クランプ中又はその端部でストリップが外れたり破断した場合、読取り値は却下しなければならないことに留意されたい。
【0070】
パーセント伸びの最大値(%伸長)が所望される場合、引張り強度を測定するのと同時にその値を判定する。製造元の使用説明書に従って、伸びスケールを較正し、必要な制御機器があればそれをすべて調整する。
【0071】
デジタルパネルメータを有する電子引張り試験機では、引張り強度試験の終了時に、第2のデジタルパネルメータに表示される値を読取って記録する。電子引張り試験機の中には、第2のデジタルパネルメータのこの値がパーセント伸びの最大値(%伸長)であるものもあり、伸びの実際のインチであるものもある。
【0072】
試験される引張りストリップそれぞれに対してこの手順を繰返す。
【0073】
算出:パーセント伸びの最大値(%伸長)−第2のデジタルパネルメータにパーセント伸びを表示する電子引張り試験機の場合:
パーセント伸びの最大値(%伸長)=(伸びの読取り値の合計)÷(実施された読取り数)
第2のデジタルパネルメータに伸びの実際の単位(インチ又はセンチメートル)を表示する電子引張り試験機の場合:
パーセント伸びの最大値(%伸長)=(伸びのインチ又はセンチメートルの合計)÷((インチ又はセンチメートル単位のゲージ長さ)×(実施された読取り数))
結果はパーセント単位である。5%超過の結果に対しては整数;5%以下の報告結果に対しては0.1%の近似。
【0074】
(機械方向位置決め誤差限界)
機械方向位置決め誤差限界は、エンボス加工ローラ及び印刷ローラからの連続的な繰返し単位の位置決め測定値における標準偏差の3倍である。
【0075】
機械方向(MD)位置決め誤差限界の測定のための基材サンプルは、少なくとも10個の繰返し単位を提供するのに十分な長さでなければならない。この長さのサンプルを移送し取り扱うのに最も簡便な方法は、ログとしても既知であるロールの状態の最終製品である。印刷からエンボス加工までの位置決め試験の前に、試験される基材サンプルは、TAPPI方法#T402OM−88に従って調湿しなければならない。すべてのプラスチック及び板紙の包装材料を、試験前に、基材サンプルから慎重に取り外さなければならない。基材サンプルを、相対湿度48〜52%及び22〜24℃の範囲の温度内で、少なくとも2時間調湿しなければならない。サンプルの準備及び張力試験のすべての段階もまた、一定の温度及び湿度の密閉された室内で行わなければならない。
【0076】
次の考察は、図2、図3a、図3b、及び図4を参照する。片持ち支持体ブラケット105及び手動クランク104を有するローラA102を含む、ローラアセンブリ101を保持するのに十分な大きさの1つのテーブル100上。ローラA102の長さは、測定されるウェブ500の幅(機械横方向)にほぼ等しく、ローラA102は、テーブル100の長さに垂直に延在するように、テーブル100の一端にテーブルの幅の中央位置で固定される。長さ153.40cm(60インチ)(又はそれより長い)の平滑で上面が白いテーブル200上に、片持ち支持体ブラケット205及び手動クランク204を有するローラB202を含む、第2のローラアセンブリ201を固定する。やはり、ローラB202は、テーブル200の長さに垂直に延在するように、テーブル200の一端にテーブルの幅の中央位置で固定されなければならない。2つのテーブル100及び200を、テーブル間の空隙210を30cmとして、ローラA102及びローラB202と共に、縦につないで配置する。2つのローラ102及び202が平行な関係になるようにする。
【0077】
サンプルのログが、印刷面をログの外側に巻くようにして受入れられた場合、サンプルは印刷面を内側にするように慎重に巻き直される必要がある。この巻き直しは、サンプルの伸長を回避するように慎重に行われなければならない。サンプルが印刷面を内側にして受入れられた場合、巻き直しは不要である。最終製品のログ501を、印刷面504がテーブルに対向するようなロールの巻き戻し方向で、ローラA102上に滑らせる。ログの外側の尾部のシートに「尾部(tail)」と書いたラベルを貼り付ける。ローラB202に、測定されるウェブ500の幅とほぼ等しい長さの空芯を取り付ける。203cm(80インチ)長さの最終製品のログ501をローラB202に向かって巻き戻す。ローラBの芯には、ローラB202の空芯にテープでログの尾部を取り付ける。ローラB202の下ではなく上にウェブ500を取り、結果として得られる巻き直されたログ502が印刷を内側に有するようにする。
【0078】
ローラBのクランクハンドル204を用いて、ログ全体を巻き直し、これで、元のコアシートがログの外側になる。得られる巻き直されたログ502は、外側が白く/印刷されていないものでなければならない。最後のシートを、基材が伸長しないように、元の芯から静かに緩める。元のコアシートに「芯(Core)」のラベルを貼り付ける。
【0079】
巻き直されたログ502をローラB202から取り外す。巻き直されたログをローラA102に配置する。空芯をローラB202に配置する。印刷されエンボス加工された基材サンプルの全長を、ローラA102からローラB202まで引張る。印刷及びエンボス加工面を上にした基材の第1の長さに対して、測定されるウェブの幅にほぼ等しい長さを有するおもり203を、ローラB202の傍のシート上に配置する。約60.96cm(24インチ)のウェブで、2つのテーブル間の空隙210内にひだ505を作る。第2のおもり103をローラA102の傍に配置して、ログ502が巻き戻されないようにする。測定されるウェブの幅にほぼ等しい長さを有する234グラムのシリンダ506を、ウェブの支持されていない長さ505に配置することにより、ウェブの一定の張力を提供する。
【0080】
ほとんどの回転式エンボス加工動作及び印刷動作では、エンボス加工画像20及び印刷画像30の両方が、そのエンボス加工シリンダ及び印刷シリンダそれぞれの円周と適合する、機械方向(MD)に繰返し可能なパターンである。これにより、エンボス加工のいずれかの繰返し可能な単位及び印刷のいずれかの繰返し可能な単位が規定される。測定目的のためだけに、ウェブの第1長さにおける、印刷画像及びエンボス加工画像間の位相位置合わせが規定されると仮定する。即ち、測定される第1のシート上の位置決めが、設計者によって設計された対象とする位置決めであると仮定する。
【0081】
エンボス加工画像の繰返し単位520の開始位置521を特定し、印を付ける。第2の繰返し単位における同一のエンボス加工画像の開始位置522を特定し、印を付ける。また、後続の繰返し単位にも、「1」から始まる番号のラベルを付ける。露出している長さ全体に同様に印が付けられるまで、このプロセスを繰返す。印刷画像の繰返し単位530の開始位置531を特定し、印を付ける。第2の繰返し単位における同一の印刷画像の開始位置532を特定し、印を付ける。また、後続の繰返し単位にも、「1」から始まる番号のラベルを付ける。露出している長さ全体に同様に印が付けられるまで、このプロセスを繰返す。
【0082】
1mm単位の増分(又は1/32インチ単位の増分)で目盛が付けられた、エンボス加工画像及び印刷画像の繰返し可能な単位間の最大機械方向長さよりも長い、定規207を選択する。この定規を使用して、エンボス加工単位1の開始位置521と印刷単位1の開始位置531との間の機械方向の距離を測定する。測定値を、1mm(又は1/32インチ)の近似で取り、記録する。これは、「印刷対エンボス加工の機械方向位置決めずれ」と呼ばれる。また、対応する繰返し単位の番号も記録する。次に、エンボス加工単位2の開始位置522と印刷単位2の開始位置532との間の機械方向の距離を測定し、記録する。露出している長さ全体を同様に測定するまで、このプロセスを繰返す。
【0083】
定規207、234gのシリンダ506、及び両方のおもり103及び203を取り外す。ウェブ500の「芯」端部をローラB202の下に取り、得られる巻き直されたログ507が印刷を内側に有するようにする。ウェブの「芯」端部を空芯にテープ止めする。ウェブの第1長さをローラB202上に巻き取る。最後の印がテーブル上に露出するように保持する。234gのシリンダ506を、新しい支持されていない長さ505に再配置する。おもり103及び203をウェブの各端部に再配置する。「印刷対エンボス加工の機械方向位置決めずれ」を測定する。後に続く各長さに対してプロセス及び測定を繰返す。元の尾部シートを露出した時に、単一のログ内の繰返し可能なエンボス加工単位及び印刷単位のすべてを、順次測定したことになる。
【0084】
最終製品の順次生成されるログを測定する場合、ログ1の尾部シートをログ2のコアシートに慎重に整列させ、透明な幅広のテープで取り付ける。「ログとログの接合」によって、得られるウェブを連続ウェブの長さとして取り扱うことができる。この「ログとログの接合」にわたるいずれの繰返し単位距離の測定値も、一単位として計上されるが、ずれの変動の算出には含まれない。
【0085】
(計算)
標準偏差:σ=√(Σ(x−xbar)2/n−1)
ここで;
σ=標準偏差
x=個々の測定値
xbar=個々の測定値の母集団全体の平均
n=個々の測定値の数又は母集団の大きさ
故に;
3σ=3*√(Σ(x−xbar)2/n−1)
「機械方向位置決め誤差限界」は、この3σの値に等しい。
【0086】
「発明を実施するための最良の形態」において引用されるすべての文献は、その関連部分において本明細書に参考として組み込まれるが、いずれの文献の引用も、それが本発明に対する先行技術であることを認めるものと解釈されるべきではない。
【0087】
本発明の特定の実施形態について説明し記載したが、本発明の精神及び範囲から逸脱することなく、他の様々な変更及び修正を実施できることが、当業者には明白であろう。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を、添付の特許請求の範囲で扱うものとする。
【図面の簡単な説明】
【0088】
【図1】本発明に従ったプロセスの概略図。
【図2】機械方向位置決め誤差限界の試験方法に使用される試験テーブルの俯瞰図。
【図3a】機械方向位置決め誤差限界の試験方法において、サンプルのログを巻き直すためのウェブ経路の構造の側面図。
【図3b】機械方向位置決め誤差限界の試験方法において、印刷対エンボス加工位置決めを測定するためのウェブ経路の構造の側面図。
【図4】エンボス加工パターンの繰返しパターンと印刷パターンの繰返しパターンとの関係性を示す、サンプルシートの概略図。
【特許請求の範囲】
【請求項1】
第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、
a)前記伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、
b)前記伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、前記印刷画像の少なくとも一部分が前記画像のエンボス加工された領域以外にあり、
c)エンボス加工パターンと印刷パターンとの機械方向位置決め誤差限界が、6.0mm未満である、基材製品。
【請求項2】
前記伸縮性材料が、それぞれが第1表面及び第2表面を有し抄紙用繊維からなる少なくとも1プライを含むティッシュ・タオル製品の基材であり、前記ティッシュ・タオル製品の基材が、10g/m2〜80g/m2の範囲の坪量、0.040g/cm3〜0.800g/cm3の範囲の密度、及び8%〜35%の範囲の機械方向%伸び値を有する、請求項1に記載のロール状基材製品。
【請求項3】
前記ティッシュ・タオル製品が、通気空気乾燥製品である、請求項2に記載のロール状基材製品。
【請求項4】
前記吸収性紙ウェブが、多重密度製品である、請求項2に記載のロール状基材製品。
【請求項5】
前記印刷画像が、前記エンボス加工パターンと重なり合う、請求項1に記載のロール状基材製品。
【請求項6】
前記機械方向位置決め許容誤差が、4.5mm未満である、請求項1に記載のロール状基材製品。
【請求項7】
前記機械方向位置決め許容誤差が、3.0mm未満である、請求項6に記載のロール状基材製品。
【請求項1】
第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、
a)前記伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、
b)前記伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、前記印刷画像の少なくとも一部分が前記画像のエンボス加工された領域以外にあり、
c)エンボス加工パターンと印刷パターンとの機械方向位置決め誤差限界が、6.0mm未満である、基材製品。
【請求項2】
前記伸縮性材料が、それぞれが第1表面及び第2表面を有し抄紙用繊維からなる少なくとも1プライを含むティッシュ・タオル製品の基材であり、前記ティッシュ・タオル製品の基材が、10g/m2〜80g/m2の範囲の坪量、0.040g/cm3〜0.800g/cm3の範囲の密度、及び8%〜35%の範囲の機械方向%伸び値を有する、請求項1に記載のロール状基材製品。
【請求項3】
前記ティッシュ・タオル製品が、通気空気乾燥製品である、請求項2に記載のロール状基材製品。
【請求項4】
前記吸収性紙ウェブが、多重密度製品である、請求項2に記載のロール状基材製品。
【請求項5】
前記印刷画像が、前記エンボス加工パターンと重なり合う、請求項1に記載のロール状基材製品。
【請求項6】
前記機械方向位置決め許容誤差が、4.5mm未満である、請求項1に記載のロール状基材製品。
【請求項7】
前記機械方向位置決め許容誤差が、3.0mm未満である、請求項6に記載のロール状基材製品。
【図1】

【図2】
【図4】
【図2】
【図4】
【公表番号】特表2007−526140(P2007−526140A)
【公表日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−517596(P2006−517596)
【出願日】平成16年6月23日(2004.6.23)
【国際出願番号】PCT/US2004/020205
【国際公開番号】WO2005/000572
【国際公開日】平成17年1月6日(2005.1.6)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
【公表日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成16年6月23日(2004.6.23)
【国際出願番号】PCT/US2004/020205
【国際公開番号】WO2005/000572
【国際公開日】平成17年1月6日(2005.1.6)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
[ Back to top ]