
高張力鋼溶接用フラックス入りワイヤ

【課題】
880MPa以上の高張力鋼の溶接において、良好な作業性を保ちつつ溶接金属中の酸素量をソリッドワイヤと同程度に低減し、溶接金属の低温靭性を改善する高張力鋼溶接用フラックス入りワイヤを提供する。
【解決手段】
鋼製外皮に充填されたフラックス中の単体Cをワイヤ全質量%で0.05〜0.18%含み、また、鋼製外皮およびフラックス成分の合計がワイヤ全質量%でC:0.07〜0.20%、Si:0.1〜1.5%、Mn:0.3〜2.0%、Ni:1.0〜3.5%、Cr:0.4〜0.85%、Mo:0.4〜0.85%、V:0.01〜0.15%を含有し、残部がFeおよび不可避的不純物からなり、前記成分中のフラックス分のフラックス充填率を4〜10%とする。
880MPa以上の高張力鋼の溶接において、良好な作業性を保ちつつ溶接金属中の酸素量をソリッドワイヤと同程度に低減し、溶接金属の低温靭性を改善する高張力鋼溶接用フラックス入りワイヤを提供する。
【解決手段】
鋼製外皮に充填されたフラックス中の単体Cをワイヤ全質量%で0.05〜0.18%含み、また、鋼製外皮およびフラックス成分の合計がワイヤ全質量%でC:0.07〜0.20%、Si:0.1〜1.5%、Mn:0.3〜2.0%、Ni:1.0〜3.5%、Cr:0.4〜0.85%、Mo:0.4〜0.85%、V:0.01〜0.15%を含有し、残部がFeおよび不可避的不純物からなり、前記成分中のフラックス分のフラックス充填率を4〜10%とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築機械や海洋構造物等における880MPa以上の高張力鋼に使用される高張力鋼溶接用フラックス入りワイヤに関し、特に、溶接作業性が良好で高強度でも優れた低温靭性が得られる高張力鋼溶接用フラックス入りワイヤに関する。
【背景技術】
【0002】
高張力鋼は、建築機械や海洋構造物等で主に使用されている。これらの溶接には能率性と利便性から、ガスシールドアーク溶接が広く使われており、その溶接用ワイヤにはソリッドワイヤとフラックス入りワイヤがある。
【0003】
ソリッドワイヤは使用目的に応じて成分調整がなされた各種のワイヤが市販されており、従来技術として、例えば780MPa以上の高張力鋼用MIGワイヤ(例えば、特許文献1参照)や、880〜980MPa鋼用のソリッドワイヤが提案されている(例えば、特許文献2参照)。一方、フラックス入りワイヤは大きく分けてスラグ系フラックス入りワイヤと称されているスラグ成分を主としたフラックスを充填したワイヤと、メタル系フラックス入りワイヤと称されている金属成分を主としたフラックスを充填したワイヤがあり、JIS Z 3313他に規格化されている。ソリッドワイヤを用いた場合は、溶接金属中の酸素量が少ないので低温靭性が安定して得られる。また、溶接金属の溶け込みが深い、スラグ生成量が非常に少ない、ヒューム発生量が少ない等の利点がある。しかし、フラックス入りワイヤに比べて溶着量が少ない、スパッタ発生量が多く大電流での溶接ではそれらが顕著になる等の欠点がある。
【0004】
スラグ系フラックス入りワイヤは、一般的にスラグの主成分がルチールであり、アークが安定してスパッタ発生量が少ない、溶着量が多い、広範囲の溶接条件で全姿勢溶接が可能である等の溶接作業性に優れる利点がある。しかし、ソリッドワイヤに比べて溶接金属の溶け込みが浅い、スラグ生成量が多い、ヒューム発生量が多い、ワイヤ内に充填されるフラックスが酸化物を多く含むため溶接金属の酸素量が高くなり低温靭性を得るのが難しい等の欠点がある。
【0005】
メタル系フラックス入りワイヤは、充填フラックスの主成分が金属粉であり、その最大の特徴は溶着量が多いことにある。しかし、一般的にフラックス充填率が10%以上と高充填率であるので、溶接金属の溶け込みが浅い、金属粉が酸化されて比較的スラグ生成量が多い等の欠点がある。
【0006】
ソリッドワイヤとフラックス入りワイヤ双方の利点を取り入れる技術として、フラックス中に合金剤およびアーク安定剤を適量添加し、フラックス充填率が3〜10%という低充填率のフラックス入りワイヤで良好な作業性を得るための試みがなされている(例えば、特許文献3参照)。しかし、このフラックス入りワイヤでは、溶接金属中の酸素量が増加し、良好な低温靭性が得られない。一般に、フラックス充填率が10%以上のメタル系フラックス入りワイヤにおいて低温靭性を得るためには、合金剤を適量添加すれば可能であるが、フラックス充填率が3〜10%という低充填率のフラックス入りワイヤの場合、合金剤の添加量に限度があるため、合金成分からの溶接金属の低温靭性を改善することは困難である。
【0007】
一方、低温靭性を改善させるために、フラックス中に脱酸剤を適量添加して溶接金属中の酸素量を低減させる技術として、フラックス中に合金剤、アーク安定剤、さらにAl、Mg等の脱酸剤を添加したフラックス充填率を3〜10%という低充填率のメタル系フラックス入りワイヤがあり、良好な作業性を保ちつつ、溶接金属の低温靭性を得るための試みがなされている(例えば、特許文献4参照)。しかし、このフラックス入りワイヤは、Al、Mg等の脱酸反応に伴いスラグ生成量が増加するため、多層盛溶接の場合スラグを除去する必要があり溶接効率の低下、さらにスラグ巻き込み等の溶接欠陥が生じる可能性がある。
【0008】
【特許文献1】特開2000−301379号公報
【特許文献2】特開平8−267273号公報
【特許文献3】特開2003−112287号公報
【特許文献4】特開2003−94196号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、880MPa以上の高張力鋼の溶接において、スラグ生成量およびスパッタ発生量が少なく、溶着量が多い等良好な作業性を保ちつつ溶接金属中の酸素量をソリッドワイヤと同程度に低減し、溶接金属の低温靭性を改善する高張力鋼溶接用フラックス入りワイヤを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の要旨は、高張力鋼溶接用フラックス入りワイヤにおいて、鋼製外皮に充填されたフラックス中の単体Cをワイヤ全質量%で0.05〜0.18%含み、また、鋼製外皮およびフラックス成分の合計がワイヤ全質量でC:0.07〜0.20%、Si:0.1〜1.5%、Mn:0.3〜2.0%、Ni:1.0〜3.5%、Cr:0.4〜0.85%、Mo:0.4〜0.85%、V:0.01〜0.15%を含有し、残部がFeおよび不可避的不純物からなり、前記成分中フラックス分のフラックス充填率が4〜10%であることを特徴とする。
【0011】
また、鋼製外皮に継ぎ目が無いことも特徴とする高張力鋼溶接用フラックス入りワイヤにある。
【発明の効果】
【0012】
本発明の高張力鋼溶接用フラックス入りワイヤによれば、880MPa以上の高張力鋼の溶接において、溶着効率が優れ、スラグ生成量およびスパッタ発生量が少なくアークが安定して溶接作業性が良好で、溶接金属中の酸素量が低く低温靭性が良好であるなど、溶接部の品質および溶接能率の向上を図ることができる。
【発明を実施するための最良の形態】
【0013】
本発明者らは、前記課題を解決するために鋼製外皮とフラックスの合計であるワイヤ成分およびフラックス充填率について種々検討した。
【0014】
その結果、フラックス中への単体Cの添加とワイヤに適量のSi、Mn、Ni、Cr,Mo、Vを含み、さらにフラックス充填率を低充填とすることにより、溶着効率が優れ、スラグ生成量およびスパッタ発生量の低減、良好な強度、溶接金属中の酸素量低減による良好な低温靭性が安定して得られることを見出した。
以下に本発明の高張力鋼溶接用フラックス入りワイヤの成分等限定理由を述べる。
【0015】
(フラックス中の単体C:0.05〜0.18質量%(以下、%という。))
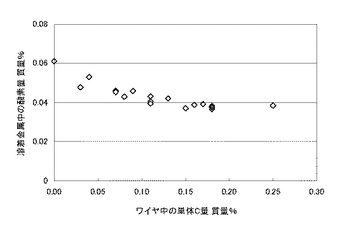
ワイヤ中のCは、アーク中の酸素と反応して溶接金属の酸素量を低減する。図1は、ワイヤ中の単体C量と溶接金属中の酸素量の関係を示したものである。ワイヤ中の単体Cの増加とともに溶接金属中の酸素量が低くなる。一方、図2に鋼製外皮中のC量および金属粉(高炭素Fe−Mn)中のC量と溶接金属中の酸素量の関係を示すが、図1のフラックス中の単体Cに比べ溶接金属中の酸素低減量が少ない。したがって、溶接金属中の酸素量低減には、フラックス中に単体Cを添加することが有効である。
【0016】
フラックス中の単体Cが0.05%未満では、前記脱酸効果が得られず、0.18%を超えると過剰なCが溶接金属に歩留り、靭性が低下する。また、単体Cで脱酸を行う場合、ガスとして大気に放出されるため、Si、Mn、Al、Mg等の他の脱酸剤で脱酸を行う場合のようにスラグは生成しない。したがって、スラグ除去作業が不要となると共にスラグ巻き込み欠陥が生じることがない。
【0017】
また、前述のように鋼製外皮およびFe−Mn等の金属粉からCを添加すると、単体Cよりも溶接金属へ歩留りやすいので効果的な脱酸が期待できず、さらに溶接金属の靭性が低下する。
【0018】
なお、本発明にいう単体Cとはグラファイトやコークスをいい、粒径75μm以下であることがアーク中の酸素との反応が容易となるので好ましい。
【0019】
(ワイヤ全体のC:0.07〜0.20%)
Cは固溶強化による溶接金属の強度を確保する重要な元素であると共に、アーク中の酸素と反応しアーク雰囲気および溶滴の酸素を低減する効果がある。ワイヤ全体のCが0.07%未満では、前記脱酸および強度確保の効果が得られず、0.20%を超えるとスパッタ発生量が多くなるとともに過剰なCが溶接金属に歩留り、耐力および強度が過多になり、靭性が低下する。
【0020】
(Si:0.1〜1.5%)
Siは、溶接金属の靭性向上を目的とする。鋼製外皮とフラックス成分合計(以下、ワイヤ成分という。)のSiが0.1%未満では靭性が低下する。また、1.5%を超えるとスラグ生成量が多くなって、多層盛溶接した場合スラグ巻き込み欠陥が生じる。また、溶接金属中への歩留が過剰となり、強度が過多となるため靭性が低下する。
【0021】
(Mn:0.3〜2.0%)
Mnは溶接金属の靭性を確保、強度および耐力の向上を目的とする。ワイヤ成分のMnが0.1%未満では、靭性が低下する。また、2.0%を超えるとスラグ生成量が多くなって、多層盛溶接した場合スラグ巻き込み欠陥が生じる。また、溶接金属中の歩留が過剰となり、強度が過多となるため靭性が低下する。
【0022】
(Ni:1.0〜3.5%)
Niは溶接金属の強度および靭性向上を目的とする。ワイヤ成分のNiが1.0%未満ではその効果が不十分であり、3.5%を超えると、強度が過多となり靭性が低下する。
【0023】
(Cr:0.4〜0.85%)
Crは溶接金属の強度向上を目的とする。ワイヤ成分のCrが0.4%未満では耐力および強度が得られず、0.85%を超えると強度が過多となり靭性が低下する。
【0024】
(Mo:0.4〜0.85%)
Moは溶接金属の耐力および強度向上を目的とする。ワイヤ成分のMoが0.4%未満では目的の耐力および強度が得られず、0.85%を超えると強度が過多となり靭性が低下する。
【0025】
(V:0.01〜0.15%)
Vは微細な窒炭化物を析出し、溶接金属の強度向上を目的とする。ワイヤ成分のVが0.01%未満ではその効果が不十分であり、0.15%を超えると強度が過多となり靭性が低下する。
【0026】
(フラックス充填率:4〜10%)
前述のワイヤ成分を除いたフラックス分のフラックス充填率は、4〜10%とする。フラックス充填率が4%未満では、成形が困難となり、生産性が悪くなる。また、10%を超えると、スラグ生成量が多くなりスラグ巻き込み欠陥が生じやすくなる。また、酸素を持ち込む鉄粉量が増えるため、単体Cによる脱酸を行っても溶接金属中の酸素量が増加して靭性を低下させる。さらに、ワイヤ製造時の伸線性が劣り、断線による生産性の低下をきたす。
【0027】
なお、フラックス中の合金成分は、鋼製外皮の成分とその含有量を考慮して、各限定した範囲内で配合成分を調整する。フラックス中の合金成分を調整することで、種々の高張力鋼(母材)の成分に応じたフラックス入りワイヤとすることができる。
【0028】
その他、PおよびSは共に低融点の化合物を生成して粒界の強度を低下させ、溶接金属の靭性を低下させるため、できるだけ低いのが好ましい。また、鉄粉はフラックス充填率を調整するために用いることができるが、酸素を持ち込むため、少ない方が望ましい。
【0029】
本発明の高張力鋼溶接用フラックス入りワイヤは、拡散性水素量を極力低減するために鋼製外皮に継ぎ目の無い断面形状とする。なお、ワイヤ表面に銅めっきを施すことによりアークがさらに安定するので好ましい。
【0030】
本発明の高張力鋼溶接用フラックス入りワイヤの製造方法は、鋼製パイプにフラックスを振動充填した後、縮径、焼鈍して素線とする。または、帯鋼を成型工程でU字型に成型してフラックスを充填し、O字型に成型して溶接後、縮径、焼鈍して素線とし、更に必要に応じてめっきした後伸線して0.8〜2.0mmの所定径の製品とする。
【0031】
本発明の高張力鋼溶接用フラックス入りワイヤの径は、溶接時の電流密度を高くし、高溶着率を得るために直径0.8〜2.0mmが望ましい。また、溶接時のシールドガスは、溶接金属中の酸素量を低減するためにAr−5〜25%CO2の混合ガスであることが好ましい。
【実施例】
【0032】
以下、本発明の効果を実施例により具体的に説明する。
【0033】
表1に示す鋼製外皮を用いて、成型工程でU字型に成型してフラックスを充填し、O字型に成型して溶接後、縮径、焼鈍して素線とし、めっきした後、表2に示すワイヤ成分のワイヤを1.2mm径まで伸線して、各種フラックス入りワイヤを試作してスプール巻きワイヤとした。
【0034】
【表1】

【0035】
【表2】
【0036】
各試作ワイヤにつきスパッタ発生量を測定した後、溶着金属試験を行い溶接欠陥の有無と機械的性能の調査を行った。
【0037】
スパッタ発生量は、銅製の捕集箱を用いて、ビードオンプレート溶接により表3に示す溶接条件で5回溶接(1回の溶接時間1.5min)して捕集したスパッタを1分間の発生量に換算した。スパッタ発生量が0.5g/min以下を良好とした。
【0038】
溶着量は、ビードオンプレート溶接により表3に示す溶接条件で1回溶接(溶接時間1min)して、溶接前およびスラグ除去後の鋼板質量から求めた。溶着量が70g/min以上を良好とした。
【0039】
【表3】
【0040】
溶着金属試験は、表4に示す板厚20mmの鋼板を開先角度:45°、ルートギャップ:12mmのV型開先形状として表3に示す溶接条件で多層盛溶接を実施した。なお、各パスで生成したスラグは除去しない状態で最終層まで溶接した。
【0041】
【表4】
【0042】
溶接終了後X線透過試験を行い溶接欠陥の有無を調査した。また、溶着金属の機械的性質は、引張試験片(JIS Z 3111 A1号)および衝撃試験片(JIS Z 3111 4号)をそれぞれ板厚中央部から採取して試験に供した。機械的性能の評価は、0.2%耐力が780MPa以上、引張強さが880MPa以上および−20℃における吸収エネルギーが50J以上であれば合格とした。それらの結果を表5にまとめて示す。また、溶着金属成分を表6に示す。
【0043】
【表5】
【0044】
【表6】
【0045】
表2、表5および表6中、ワイヤ記号W1〜9が本発明例、ワイヤ記号W10〜25は比較例である。
【0046】
本発明例であるワイヤ記号W1〜W9は、フラックス中の単体C量、ワイヤ中のC、Si、Mn、Ni、Cr、MoおよびV量が適正で、フラックス充填率も適正であるので、スパッタ発生量が少なく溶着量が多くなった。また、スラグ生成量が少ないのでX線透過試験も良好で、溶接金属の0.2%耐力および引張強さが十分得られ、溶接金属中の酸素量が低いので吸収エネルギーも良好であるなど、極めて満足な結果であった。
【0047】
比較例中ワイヤ記号W10は、フラックス充填率が低く、生産性が悪くなった。したがって評価は行わなかった。
【0048】
ワイヤ記号W11は、単体C量が少ないので、脱酸が不十分となり溶接金属中の酸素量が多くなったため、吸収エネルギーが低かった。
【0049】
ワイヤ記号W12は、Crが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0050】
ワイヤ記号W13は、Vが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0051】
ワイヤ記号W14は、Moが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0052】
ワイヤ記号W15は、Crが低いので、0.2%耐力および引張強さが低下した。また、Mnが低いので、吸収エネルギーが低かった。
【0053】
ワイヤ記号W16は、フラックスのC源にFe−Mnを用いたため、脱酸が不十分となり、溶接金属中の酸素量が多く吸収エネルギーが低かった。また、多量のCが溶接金属中に歩留ったため、引張強さが過多となり吸収エネルギーが低かった。
【0054】
ワイヤ記号W17は、Vが低いので、0.2%耐力および引張強さが低かった。また、Siが低いので、吸収エネルギーが低かった。
【0055】
ワイヤ記号W18は、Siが高いので、引張強さが過多となり吸収エネルギーが低くかった。また、スラグ生成量が多く、スラグ巻き込み欠陥も発生した。
【0056】
ワイヤ記号W19は、Niが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0057】
ワイヤ記号W20は、Niが低いので、吸収エネルギーが低かった。
【0058】
ワイヤ記号W21は、Mnが高いので、引張強さが過多となり吸収エネルギーが低かった。また、スラグ生成量が多く、スラグ巻き込み欠陥も発生した。
【0059】
ワイヤ記号W22は、Moが低いので、0.2%耐力および引張強さが低かった。また、全体Cが低いので、脱酸が不十分となり溶接金属中の酸素量が多くなって吸収エネルギーが低かった。
【0060】
ワイヤ記号W23は、単体Cが多いので、多量のCが溶接金属中に歩留ったため、引張強さが過多となり、吸収エネルギーが低かった。また、スパッタ発生量が多かった。
【0061】
ワイヤ記号W24は、充填率が高いため、スラグ生成量が多く、スラグ巻き込み欠陥も発生した。また、鉄粉中の多量の酸素が溶接金属中に混入し、吸収エネルギーが低かった。
【0062】
ワイヤ記号W25は、ソリッドワイヤであり、0.2%耐力、引張強さおよび吸収エネルギーは良好であったが、スパッタ発生量が多く、溶着量は少なかった。
【図面の簡単な説明】
【0063】
【図1】ワイヤ中の単体C量と溶着金属中の酸素量の関係を示した図である。
【図2】外皮Cおよび金属粉中のC量と溶着金属中の酸素量の関係を示した図である。
【技術分野】
【0001】
本発明は、建築機械や海洋構造物等における880MPa以上の高張力鋼に使用される高張力鋼溶接用フラックス入りワイヤに関し、特に、溶接作業性が良好で高強度でも優れた低温靭性が得られる高張力鋼溶接用フラックス入りワイヤに関する。
【背景技術】
【0002】
高張力鋼は、建築機械や海洋構造物等で主に使用されている。これらの溶接には能率性と利便性から、ガスシールドアーク溶接が広く使われており、その溶接用ワイヤにはソリッドワイヤとフラックス入りワイヤがある。
【0003】
ソリッドワイヤは使用目的に応じて成分調整がなされた各種のワイヤが市販されており、従来技術として、例えば780MPa以上の高張力鋼用MIGワイヤ(例えば、特許文献1参照)や、880〜980MPa鋼用のソリッドワイヤが提案されている(例えば、特許文献2参照)。一方、フラックス入りワイヤは大きく分けてスラグ系フラックス入りワイヤと称されているスラグ成分を主としたフラックスを充填したワイヤと、メタル系フラックス入りワイヤと称されている金属成分を主としたフラックスを充填したワイヤがあり、JIS Z 3313他に規格化されている。ソリッドワイヤを用いた場合は、溶接金属中の酸素量が少ないので低温靭性が安定して得られる。また、溶接金属の溶け込みが深い、スラグ生成量が非常に少ない、ヒューム発生量が少ない等の利点がある。しかし、フラックス入りワイヤに比べて溶着量が少ない、スパッタ発生量が多く大電流での溶接ではそれらが顕著になる等の欠点がある。
【0004】
スラグ系フラックス入りワイヤは、一般的にスラグの主成分がルチールであり、アークが安定してスパッタ発生量が少ない、溶着量が多い、広範囲の溶接条件で全姿勢溶接が可能である等の溶接作業性に優れる利点がある。しかし、ソリッドワイヤに比べて溶接金属の溶け込みが浅い、スラグ生成量が多い、ヒューム発生量が多い、ワイヤ内に充填されるフラックスが酸化物を多く含むため溶接金属の酸素量が高くなり低温靭性を得るのが難しい等の欠点がある。
【0005】
メタル系フラックス入りワイヤは、充填フラックスの主成分が金属粉であり、その最大の特徴は溶着量が多いことにある。しかし、一般的にフラックス充填率が10%以上と高充填率であるので、溶接金属の溶け込みが浅い、金属粉が酸化されて比較的スラグ生成量が多い等の欠点がある。
【0006】
ソリッドワイヤとフラックス入りワイヤ双方の利点を取り入れる技術として、フラックス中に合金剤およびアーク安定剤を適量添加し、フラックス充填率が3〜10%という低充填率のフラックス入りワイヤで良好な作業性を得るための試みがなされている(例えば、特許文献3参照)。しかし、このフラックス入りワイヤでは、溶接金属中の酸素量が増加し、良好な低温靭性が得られない。一般に、フラックス充填率が10%以上のメタル系フラックス入りワイヤにおいて低温靭性を得るためには、合金剤を適量添加すれば可能であるが、フラックス充填率が3〜10%という低充填率のフラックス入りワイヤの場合、合金剤の添加量に限度があるため、合金成分からの溶接金属の低温靭性を改善することは困難である。
【0007】
一方、低温靭性を改善させるために、フラックス中に脱酸剤を適量添加して溶接金属中の酸素量を低減させる技術として、フラックス中に合金剤、アーク安定剤、さらにAl、Mg等の脱酸剤を添加したフラックス充填率を3〜10%という低充填率のメタル系フラックス入りワイヤがあり、良好な作業性を保ちつつ、溶接金属の低温靭性を得るための試みがなされている(例えば、特許文献4参照)。しかし、このフラックス入りワイヤは、Al、Mg等の脱酸反応に伴いスラグ生成量が増加するため、多層盛溶接の場合スラグを除去する必要があり溶接効率の低下、さらにスラグ巻き込み等の溶接欠陥が生じる可能性がある。
【0008】
【特許文献1】特開2000−301379号公報
【特許文献2】特開平8−267273号公報
【特許文献3】特開2003−112287号公報
【特許文献4】特開2003−94196号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、880MPa以上の高張力鋼の溶接において、スラグ生成量およびスパッタ発生量が少なく、溶着量が多い等良好な作業性を保ちつつ溶接金属中の酸素量をソリッドワイヤと同程度に低減し、溶接金属の低温靭性を改善する高張力鋼溶接用フラックス入りワイヤを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の要旨は、高張力鋼溶接用フラックス入りワイヤにおいて、鋼製外皮に充填されたフラックス中の単体Cをワイヤ全質量%で0.05〜0.18%含み、また、鋼製外皮およびフラックス成分の合計がワイヤ全質量でC:0.07〜0.20%、Si:0.1〜1.5%、Mn:0.3〜2.0%、Ni:1.0〜3.5%、Cr:0.4〜0.85%、Mo:0.4〜0.85%、V:0.01〜0.15%を含有し、残部がFeおよび不可避的不純物からなり、前記成分中フラックス分のフラックス充填率が4〜10%であることを特徴とする。
【0011】
また、鋼製外皮に継ぎ目が無いことも特徴とする高張力鋼溶接用フラックス入りワイヤにある。
【発明の効果】
【0012】
本発明の高張力鋼溶接用フラックス入りワイヤによれば、880MPa以上の高張力鋼の溶接において、溶着効率が優れ、スラグ生成量およびスパッタ発生量が少なくアークが安定して溶接作業性が良好で、溶接金属中の酸素量が低く低温靭性が良好であるなど、溶接部の品質および溶接能率の向上を図ることができる。
【発明を実施するための最良の形態】
【0013】
本発明者らは、前記課題を解決するために鋼製外皮とフラックスの合計であるワイヤ成分およびフラックス充填率について種々検討した。
【0014】
その結果、フラックス中への単体Cの添加とワイヤに適量のSi、Mn、Ni、Cr,Mo、Vを含み、さらにフラックス充填率を低充填とすることにより、溶着効率が優れ、スラグ生成量およびスパッタ発生量の低減、良好な強度、溶接金属中の酸素量低減による良好な低温靭性が安定して得られることを見出した。
以下に本発明の高張力鋼溶接用フラックス入りワイヤの成分等限定理由を述べる。
【0015】
(フラックス中の単体C:0.05〜0.18質量%(以下、%という。))
ワイヤ中のCは、アーク中の酸素と反応して溶接金属の酸素量を低減する。図1は、ワイヤ中の単体C量と溶接金属中の酸素量の関係を示したものである。ワイヤ中の単体Cの増加とともに溶接金属中の酸素量が低くなる。一方、図2に鋼製外皮中のC量および金属粉(高炭素Fe−Mn)中のC量と溶接金属中の酸素量の関係を示すが、図1のフラックス中の単体Cに比べ溶接金属中の酸素低減量が少ない。したがって、溶接金属中の酸素量低減には、フラックス中に単体Cを添加することが有効である。
【0016】
フラックス中の単体Cが0.05%未満では、前記脱酸効果が得られず、0.18%を超えると過剰なCが溶接金属に歩留り、靭性が低下する。また、単体Cで脱酸を行う場合、ガスとして大気に放出されるため、Si、Mn、Al、Mg等の他の脱酸剤で脱酸を行う場合のようにスラグは生成しない。したがって、スラグ除去作業が不要となると共にスラグ巻き込み欠陥が生じることがない。
【0017】
また、前述のように鋼製外皮およびFe−Mn等の金属粉からCを添加すると、単体Cよりも溶接金属へ歩留りやすいので効果的な脱酸が期待できず、さらに溶接金属の靭性が低下する。
【0018】
なお、本発明にいう単体Cとはグラファイトやコークスをいい、粒径75μm以下であることがアーク中の酸素との反応が容易となるので好ましい。
【0019】
(ワイヤ全体のC:0.07〜0.20%)
Cは固溶強化による溶接金属の強度を確保する重要な元素であると共に、アーク中の酸素と反応しアーク雰囲気および溶滴の酸素を低減する効果がある。ワイヤ全体のCが0.07%未満では、前記脱酸および強度確保の効果が得られず、0.20%を超えるとスパッタ発生量が多くなるとともに過剰なCが溶接金属に歩留り、耐力および強度が過多になり、靭性が低下する。
【0020】
(Si:0.1〜1.5%)
Siは、溶接金属の靭性向上を目的とする。鋼製外皮とフラックス成分合計(以下、ワイヤ成分という。)のSiが0.1%未満では靭性が低下する。また、1.5%を超えるとスラグ生成量が多くなって、多層盛溶接した場合スラグ巻き込み欠陥が生じる。また、溶接金属中への歩留が過剰となり、強度が過多となるため靭性が低下する。
【0021】
(Mn:0.3〜2.0%)
Mnは溶接金属の靭性を確保、強度および耐力の向上を目的とする。ワイヤ成分のMnが0.1%未満では、靭性が低下する。また、2.0%を超えるとスラグ生成量が多くなって、多層盛溶接した場合スラグ巻き込み欠陥が生じる。また、溶接金属中の歩留が過剰となり、強度が過多となるため靭性が低下する。
【0022】
(Ni:1.0〜3.5%)
Niは溶接金属の強度および靭性向上を目的とする。ワイヤ成分のNiが1.0%未満ではその効果が不十分であり、3.5%を超えると、強度が過多となり靭性が低下する。
【0023】
(Cr:0.4〜0.85%)
Crは溶接金属の強度向上を目的とする。ワイヤ成分のCrが0.4%未満では耐力および強度が得られず、0.85%を超えると強度が過多となり靭性が低下する。
【0024】
(Mo:0.4〜0.85%)
Moは溶接金属の耐力および強度向上を目的とする。ワイヤ成分のMoが0.4%未満では目的の耐力および強度が得られず、0.85%を超えると強度が過多となり靭性が低下する。
【0025】
(V:0.01〜0.15%)
Vは微細な窒炭化物を析出し、溶接金属の強度向上を目的とする。ワイヤ成分のVが0.01%未満ではその効果が不十分であり、0.15%を超えると強度が過多となり靭性が低下する。
【0026】
(フラックス充填率:4〜10%)
前述のワイヤ成分を除いたフラックス分のフラックス充填率は、4〜10%とする。フラックス充填率が4%未満では、成形が困難となり、生産性が悪くなる。また、10%を超えると、スラグ生成量が多くなりスラグ巻き込み欠陥が生じやすくなる。また、酸素を持ち込む鉄粉量が増えるため、単体Cによる脱酸を行っても溶接金属中の酸素量が増加して靭性を低下させる。さらに、ワイヤ製造時の伸線性が劣り、断線による生産性の低下をきたす。
【0027】
なお、フラックス中の合金成分は、鋼製外皮の成分とその含有量を考慮して、各限定した範囲内で配合成分を調整する。フラックス中の合金成分を調整することで、種々の高張力鋼(母材)の成分に応じたフラックス入りワイヤとすることができる。
【0028】
その他、PおよびSは共に低融点の化合物を生成して粒界の強度を低下させ、溶接金属の靭性を低下させるため、できるだけ低いのが好ましい。また、鉄粉はフラックス充填率を調整するために用いることができるが、酸素を持ち込むため、少ない方が望ましい。
【0029】
本発明の高張力鋼溶接用フラックス入りワイヤは、拡散性水素量を極力低減するために鋼製外皮に継ぎ目の無い断面形状とする。なお、ワイヤ表面に銅めっきを施すことによりアークがさらに安定するので好ましい。
【0030】
本発明の高張力鋼溶接用フラックス入りワイヤの製造方法は、鋼製パイプにフラックスを振動充填した後、縮径、焼鈍して素線とする。または、帯鋼を成型工程でU字型に成型してフラックスを充填し、O字型に成型して溶接後、縮径、焼鈍して素線とし、更に必要に応じてめっきした後伸線して0.8〜2.0mmの所定径の製品とする。
【0031】
本発明の高張力鋼溶接用フラックス入りワイヤの径は、溶接時の電流密度を高くし、高溶着率を得るために直径0.8〜2.0mmが望ましい。また、溶接時のシールドガスは、溶接金属中の酸素量を低減するためにAr−5〜25%CO2の混合ガスであることが好ましい。
【実施例】
【0032】
以下、本発明の効果を実施例により具体的に説明する。
【0033】
表1に示す鋼製外皮を用いて、成型工程でU字型に成型してフラックスを充填し、O字型に成型して溶接後、縮径、焼鈍して素線とし、めっきした後、表2に示すワイヤ成分のワイヤを1.2mm径まで伸線して、各種フラックス入りワイヤを試作してスプール巻きワイヤとした。
【0034】
【表1】
【0035】
【表2】
【0036】
各試作ワイヤにつきスパッタ発生量を測定した後、溶着金属試験を行い溶接欠陥の有無と機械的性能の調査を行った。
【0037】
スパッタ発生量は、銅製の捕集箱を用いて、ビードオンプレート溶接により表3に示す溶接条件で5回溶接(1回の溶接時間1.5min)して捕集したスパッタを1分間の発生量に換算した。スパッタ発生量が0.5g/min以下を良好とした。
【0038】
溶着量は、ビードオンプレート溶接により表3に示す溶接条件で1回溶接(溶接時間1min)して、溶接前およびスラグ除去後の鋼板質量から求めた。溶着量が70g/min以上を良好とした。
【0039】
【表3】
【0040】
溶着金属試験は、表4に示す板厚20mmの鋼板を開先角度:45°、ルートギャップ:12mmのV型開先形状として表3に示す溶接条件で多層盛溶接を実施した。なお、各パスで生成したスラグは除去しない状態で最終層まで溶接した。
【0041】
【表4】
【0042】
溶接終了後X線透過試験を行い溶接欠陥の有無を調査した。また、溶着金属の機械的性質は、引張試験片(JIS Z 3111 A1号)および衝撃試験片(JIS Z 3111 4号)をそれぞれ板厚中央部から採取して試験に供した。機械的性能の評価は、0.2%耐力が780MPa以上、引張強さが880MPa以上および−20℃における吸収エネルギーが50J以上であれば合格とした。それらの結果を表5にまとめて示す。また、溶着金属成分を表6に示す。
【0043】
【表5】
【0044】
【表6】
【0045】
表2、表5および表6中、ワイヤ記号W1〜9が本発明例、ワイヤ記号W10〜25は比較例である。
【0046】
本発明例であるワイヤ記号W1〜W9は、フラックス中の単体C量、ワイヤ中のC、Si、Mn、Ni、Cr、MoおよびV量が適正で、フラックス充填率も適正であるので、スパッタ発生量が少なく溶着量が多くなった。また、スラグ生成量が少ないのでX線透過試験も良好で、溶接金属の0.2%耐力および引張強さが十分得られ、溶接金属中の酸素量が低いので吸収エネルギーも良好であるなど、極めて満足な結果であった。
【0047】
比較例中ワイヤ記号W10は、フラックス充填率が低く、生産性が悪くなった。したがって評価は行わなかった。
【0048】
ワイヤ記号W11は、単体C量が少ないので、脱酸が不十分となり溶接金属中の酸素量が多くなったため、吸収エネルギーが低かった。
【0049】
ワイヤ記号W12は、Crが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0050】
ワイヤ記号W13は、Vが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0051】
ワイヤ記号W14は、Moが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0052】
ワイヤ記号W15は、Crが低いので、0.2%耐力および引張強さが低下した。また、Mnが低いので、吸収エネルギーが低かった。
【0053】
ワイヤ記号W16は、フラックスのC源にFe−Mnを用いたため、脱酸が不十分となり、溶接金属中の酸素量が多く吸収エネルギーが低かった。また、多量のCが溶接金属中に歩留ったため、引張強さが過多となり吸収エネルギーが低かった。
【0054】
ワイヤ記号W17は、Vが低いので、0.2%耐力および引張強さが低かった。また、Siが低いので、吸収エネルギーが低かった。
【0055】
ワイヤ記号W18は、Siが高いので、引張強さが過多となり吸収エネルギーが低くかった。また、スラグ生成量が多く、スラグ巻き込み欠陥も発生した。
【0056】
ワイヤ記号W19は、Niが高いので、引張強さが過多となり吸収エネルギーが低かった。
【0057】
ワイヤ記号W20は、Niが低いので、吸収エネルギーが低かった。
【0058】
ワイヤ記号W21は、Mnが高いので、引張強さが過多となり吸収エネルギーが低かった。また、スラグ生成量が多く、スラグ巻き込み欠陥も発生した。
【0059】
ワイヤ記号W22は、Moが低いので、0.2%耐力および引張強さが低かった。また、全体Cが低いので、脱酸が不十分となり溶接金属中の酸素量が多くなって吸収エネルギーが低かった。
【0060】
ワイヤ記号W23は、単体Cが多いので、多量のCが溶接金属中に歩留ったため、引張強さが過多となり、吸収エネルギーが低かった。また、スパッタ発生量が多かった。
【0061】
ワイヤ記号W24は、充填率が高いため、スラグ生成量が多く、スラグ巻き込み欠陥も発生した。また、鉄粉中の多量の酸素が溶接金属中に混入し、吸収エネルギーが低かった。
【0062】
ワイヤ記号W25は、ソリッドワイヤであり、0.2%耐力、引張強さおよび吸収エネルギーは良好であったが、スパッタ発生量が多く、溶着量は少なかった。
【図面の簡単な説明】
【0063】
【図1】ワイヤ中の単体C量と溶着金属中の酸素量の関係を示した図である。
【図2】外皮Cおよび金属粉中のC量と溶着金属中の酸素量の関係を示した図である。
【特許請求の範囲】
【請求項1】
鋼製外皮にフラックスを充填した高張力鋼溶接用フラックス入りワイヤにおいて、鋼製外皮に充填されたフラックス中の単体Cをワイヤ全質量%で0.05〜0.18%含み、また、鋼製外皮およびフラックス成分の合計がワイヤ全質量%でC:0.07〜0.20%、Si:0.1〜1.5%、Mn:0.3〜2.0%、Ni:1.0〜3.5%、Cr:0.4〜0.85%、Mo:0.4〜0.85%、V:0.01〜0.15%を含有し、残部がFeおよび不可避的不純物からなり、前記成分中のフラックス分のフラックス充填率が4〜10%であることを特徴とする高張力鋼溶接用フラックス入りワイヤ。
【請求項2】
鋼製外皮に継ぎ目の無いことを特徴とする請求項1記載の高張力鋼溶接用フラックス入りワイヤ。
【請求項1】
鋼製外皮にフラックスを充填した高張力鋼溶接用フラックス入りワイヤにおいて、鋼製外皮に充填されたフラックス中の単体Cをワイヤ全質量%で0.05〜0.18%含み、また、鋼製外皮およびフラックス成分の合計がワイヤ全質量%でC:0.07〜0.20%、Si:0.1〜1.5%、Mn:0.3〜2.0%、Ni:1.0〜3.5%、Cr:0.4〜0.85%、Mo:0.4〜0.85%、V:0.01〜0.15%を含有し、残部がFeおよび不可避的不純物からなり、前記成分中のフラックス分のフラックス充填率が4〜10%であることを特徴とする高張力鋼溶接用フラックス入りワイヤ。
【請求項2】
鋼製外皮に継ぎ目の無いことを特徴とする請求項1記載の高張力鋼溶接用フラックス入りワイヤ。
【図1】

【図2】

【図2】
【公開番号】特開2006−198630(P2006−198630A)
【公開日】平成18年8月3日(2006.8.3)
【国際特許分類】
【出願番号】特願2005−10219(P2005−10219)
【出願日】平成17年1月18日(2005.1.18)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
【公開日】平成18年8月3日(2006.8.3)
【国際特許分類】
【出願日】平成17年1月18日(2005.1.18)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
[ Back to top ]