
高強力不織布
【課題】
フィルム状物がほとんどなく、高い裂断長を有する溶融液晶形成性全芳香族ポリエステルからなる高強力不織布を提供する。
【解決手段】
310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が0.5μm以上15μm以下である実質的に連続したフィラメントからなり、以下(1)、(2)をともに満足することを特徴とするメルトブロー不織布。
(1)不織布中に存在する、0.02mm2以上の大きさのフィルム状物が2個/1mm2未満であること、
(2)タテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上であること。
フィルム状物がほとんどなく、高い裂断長を有する溶融液晶形成性全芳香族ポリエステルからなる高強力不織布を提供する。
【解決手段】
310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が0.5μm以上15μm以下である実質的に連続したフィラメントからなり、以下(1)、(2)をともに満足することを特徴とするメルトブロー不織布。
(1)不織布中に存在する、0.02mm2以上の大きさのフィルム状物が2個/1mm2未満であること、
(2)タテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上であること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融液晶形成性全芳香族ポリエステル繊維からなり、プリント基板、研磨キャリア等の樹脂補強(FRP)用基材、テープ基材、バグフィルター、リチウムイオン二次電池セパレータ、燃料電池電解質膜補強基材用等に有用な不織布とその製造方法に関する。
【背景技術】
【0002】
溶融液晶形成性全芳香族ポリエステルからなる高強力不織布としては、平均裂断長3km以上の湿式不織布が提案されている(例えば、特許文献1参照。)。しかし、特許文献1の湿式不織布は、実質的にはタテ方向の裂断長は10km未満、ヨコ方向の裂断長は6km未満であり、しかも湿式法であるため実質的に20g/m2以下の低目付け化、軽量化も困難である。
【0003】
一方、溶融液晶形成性全芳香族ポリエステルからなる裂断長1.5km以上のメルトブロー不織布が提案されている(例えば、特許文献2参照。)。しかし、先行文献2のメルトブロー不織布においては、繊維収束したフィルム状部位が2個/1mm2以上存在するため、実質的にタテ方向の裂断長は10km未満、ヨコ方の裂断長は6km未満であり、樹脂補強(FRP)用基材やバグフィルター用途では十分な強力を有しているとはいえない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−170295号公報
【特許文献2】特許第4429501号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、フィルム状物がほとんどなく、高い裂断長を有する溶融液晶形成性全芳香族ポリエステルからなる高強力不織布を提供することである。
【課題を解決するための手段】
【0006】
本発明者等は鋭意検討した結果、特定の構造を有する紡糸ノズルを使用して溶融紡出し、さらに特定の熱処理条件にて熱処理することにより製造される溶融液晶形成性全芳香族ポリエステル不織布が上記課題を解決できることを見出し、本発明を完成させた。
【0007】
すなわち、本発明は310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が0.5μm以上15μm以下である実質的に連続したフィラメントからなり、以下(1)、(2)をともに満足することを特徴とするメルトブロー不織布である。
(1)不織布中に存在する、0.02mm2以上の大きさのフィルム状物が2個/1mm2未満であること、
(2)タテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上であること。
【0008】
また本発明は、溶融液晶形成性全芳香族ポリエステルを溶融紡出すると同時に紡出物を高温高速流体で吹き飛ばして、捕集面上に集積してウェブを形成し、加熱処理を施してメルトブロー不織布を製造するに際し、ノズル孔径0.1〜0.3mmφ、ノズル孔長さとノズル孔径の比(L/D)が20〜50、ノズル孔同士の間隔が0.2〜1.0mmである紡糸ノズルより溶融紡出して得られた不織布を、<溶融液晶形成性全芳香族ポリエステルの融点−40℃>以上、<融点温度+20℃>以下の温度で3時間以上加熱処理を行うことを特徴とする上記のメルトブロー不織布の製造方法に関する。
【発明の効果】
【0009】
本発明により得られた溶融液晶形成性全芳香族ポリエステルを主成分とする不織布は耐熱性を有し、かつ高強力であり、しかも非吸湿性であるので、プリント基板、研磨キャリア等の樹脂補強(FRP)用基材、テープ基材、バグフィルター、リチウムイオン二次電池セパレータ、燃料電池電解質膜補強基材用等に有用である。
【発明を実施するための形態】
【0010】
以下、本発明について詳細に説明する。
本発明で使用される溶融液晶形成性全芳香族ポリエステルは、耐熱性、耐薬品性に優れた樹脂である。本発明にいう溶融液晶形成性全芳香族ポリエステルとは、溶融相において光学的異方性(液晶性)を示す芳香族ポリエステルであり、例えば試料をホットステージに載せ窒素雰囲気下で加熱し、試料の透過光を観察することにより認定できる。溶融液晶形成性全芳香族ポリエステルは芳香族ジオール、芳香族ジカルボン酸、芳香族ヒドロキシカルボン酸の反復構成単位を主成分とするものである。例えば、以下に示す反復構成単位群の組合せからなるものが好ましい。
【0011】
【化1】

【0012】
上記反復構成単位群の組合せの中でも、パラヒドロキシ安息香酸と2−ヒドロキシ−6−ナフトエ酸、又は、パラヒドロキシ安息香酸と2−ヒドロキシ−6−ナフトエ酸とテレフタル酸とビフェノールが主成分となる構成が本発明で使用される溶融液晶形成性全芳香族ポリエステルとしては好ましい。
【0013】
本発明で使用される溶融液晶形成性全芳香族ポリエステルとしては、310℃での溶融粘度が20Pa・s以下であることが重要である。310℃での溶融粘度が20Pa・sを超えると極細繊維化が困難であったり、重合時のオリゴマー発生、重合時や造粒時のトラブル発生などの理由から好ましくない。一方、溶融粘度が低すぎる場合も繊維化が困難であり、310℃において5Pa・s以上の溶融粘度を示すことが望ましい。
【0014】
なお、上記溶融液晶形成性全芳香族ポリエステルには必要に応じて、着色剤、無機フィラー、酸化防止剤、紫外線吸収剤等の通常使用されている添加剤および熱可塑性エラストマーを本発明の機能を阻害しない範囲で加えることができる。
【0015】
次に本発明の溶融液晶形成性全芳香族ポリエステルのメルトブロー法による不織布の製造方法に関して以下詳細に説明する。
紡糸装置は従来公知のメルトブロー装置を用いることができるが、使用する紡糸ノズルに関しては、ノズル孔は0.1〜0.3mmφであることが好ましく、0.15〜0.2mmφであることがさらに好ましい。ノズル孔が0.1mmφ未満の場合、ノズル詰まりが発生しやすく、一方、0.3mmφを超えると吐出圧力が不十分になり、ノズル孔内で溶融した樹脂がゆらぎ、糸切れを起こしやすくなる。
【0016】
また、使用する紡糸ノズルに関して、ノズル孔長さとノズル孔径の比(L/D)は20〜50であることが好ましく、25〜45であることが更に好ましい。L/Dが20未満の場合、ポリマー配向が不十分となり糸切れを起こしやすく、逆にL/Dが50を超えるとノズル管内の圧力損失が大きくなり、ノズルに対する負荷が大きく、ノズルの耐久性が低下する。ノズルの耐久性を維持するために、ポリマー吐出量を下げる方法があるが、その場合、生産性が低下する。
【0017】
さらには、ノズル孔同士の間隔は0.2〜1.0mmであることが好ましく、0.25〜0.75mmであることが更に好ましい。ノズル孔同士の間隔が0.2mm未満の場合、紡糸直下で隣接する繊維同士が融着し、糸塊になりやすく、均質性が損なわれる。逆に1.0mmを超えると、繊維間空隙部が大きくなりすぎ、この場合も均質性が損なわれる。
【0018】
紡糸条件としては、紡糸温度310〜360℃、熱風温度(1次エアー温度)310〜380℃、エアー量(ノズル長1mあたり)10〜30Nm3の条件で行うことが好ましい。
【0019】
このようして製造される本発明の不織布を構成する繊維の平均繊維径は0.5μm以上、15μm以下であることが必要である。平均繊維径が0.5μm未満では風綿が発生し繊維塊になりやすく、15μmを超えると地合が粗くなり好ましくない。好ましくは1μm以上10μm以下であり、より好ましくは2μm以上5μm以下である。なお、本発明において平均繊維径は、不織布を走査型電子顕微鏡で拡大撮影し、任意の100本の繊維径を測定した値の平均値を指すものである。
【0020】
また、このようして製造される本発明の不織布において、0.02mm2以上の大きさのフィルム状物が2個/1mm2未満であることが必要である。0.02mm2以上のフィルム状部が2個/1mm2以上存在すると欠点となり、後加熱処理後に十分な強力を発現しなくなる。なお、本発明においてフィルム状物は、不織布を走査型電子顕微鏡で拡大撮影し、繊維収束及び塊の部分を指すものである。
【0021】
本発明の上記紡糸ノズルより溶融紡出して得られた不織布を、<溶融液晶形成性全芳香族ポリエステルの融点−40℃>以上、<融点温度+20℃>以下の温度で3時間以上加熱処理を行う。加熱処理時の加熱媒体として用いる気体は、窒素、酸素、アルゴン、炭酸ガスなど混合気体または空気等が挙げられるが、コスト面、樹脂との接着性向上効果を得るには酸素または空気がより好ましい。熱処理は目的により、緊張下、無緊張下どちらでも良い。
熱処理温度が<溶融液晶形成性全芳香族ポリエステルの融点−40℃>未満の温度で熱処理した場合には、繊維表面改質が十分に進まず、また、熱処理温度が<溶融液晶形成性全芳香族ポリエステルの融点+20℃>を超えるとポリマーが軟化し、繊維の溶融が始まりシートの一部がフィルム化して不織布の通気性が失われる、空隙部が閉塞する等の問題が発生する。
【0022】
このように加熱処理される本発明の不織布はタテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上となり、従来の溶融液晶形成性全芳香族ポリエステルからなる不織布では到底得られない高強力なものとなる。
【0023】
本発明の溶融液晶形成性全芳香族ポリエステルメルトブロー不織布の坪量については、厳密な制限はなく、要求性能に応じて適宜坪量を決定することが可能である。
【0024】
以下に実施例により詳細に説明するが、本発明は実施例により何等限定されるものではない。なお本発明における不織布の物性は以下の方法により測定されたものを意味する。
【0025】
[平均繊維径 μm]
不織布中の任意の点に対し、走査型電子顕微鏡にて、1000倍で拡大撮影し、100本の繊維径を測定した値の平均値を平均繊維径とした。
【0026】
[裂断長 km]
島津製作所製オートグラフを使用し、JIS L 1906に準じ、タテ方向、ヨコ方向それぞれ3箇所の不織布破断強力を測定し、その平均値から以下式により、裂断長を算出した。
裂断長=<強力(N)/測定幅(mm)/目付(g/m2)/9.8>×1000
【0027】
[フィルム状物の面積、フィルム状物の個数]
不織布中の任意の10箇所、1mm2の箇所について、走査型電子顕微鏡にて100倍で拡大撮影し、繊維収束部、塊部分をフィルム状物としてフィルム状物の面積を算出するとともに個数を測定した。
【0028】
[実施例1]
パラヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸との共重合物からなり、融点が300℃、310℃での溶融粘度が15Pa・sである溶融液晶形成性全芳香族ポリエステル(ポリプラスチックス株式会社製、べクトラーLタイプ)を、二軸押し出し機により押し出し、ノズル孔径0.15mmφ、L/D=30、幅1mあたり孔数4000(ノズル孔同士の間隔0.25mm)のノズルを有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて目付が40g/m2の不織布を得た後、空気中にて300℃で6時間処理した。得られた不織布の平均繊維径は2.6μmで、0.2mm2以上のフィルム状物は0個/1mm2であり、タテ方向の裂断長は25km、ヨコ方向の裂断長は11kmであり、非常に高強力な不織布を得た。
【0029】
[実施例2]
実施例1と同じ方法にて、目付が8g/m2の不織布を製造した。不織布の平均繊維径は2.4μmで、0.2mm2以上のフィルム状物は0個/1mm2であり、タテ方向の裂断長は16km、ヨコ方向の裂断長は11kmであり、非常に低目付けでありながら高強力な不織布を得た。
【0030】
[実施例3]
孔径0.15mmφ、L/D=20、幅1mあたり孔数1300個(ノズル孔同士の間隔0.77mm)のノズルを使用する以外は、実施例1と同条件にて、目付が40g/m2の不織布を得た。得られた不織布の平均繊維径は3.2μmで、0.2mm2以上のフィルム状物は0個/1mm2であり、タテ方向の裂断長は22km、ヨコ方向の裂断長は9kmであり、非常に高強力な不織布を得た。
【0031】
[比較例1]
パラヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸との共重合物からなり、融点が300℃、310℃での溶融粘度が15Pa・sである溶融液晶形成性全芳香族ポリエステル(ポリプラスチックス株式会社製、べクトラーLタイプ)を、二軸押し出し機により押し出し、ノズル孔径0.08mmφ、L/D=30、幅1mあたり孔数1300個(ノズル孔同士の間隔0.77mm)のノズルを有するメルトブローン不織布製造装置に供給したが、ノズル孔径が小さすぎるため、ノズル詰まりが多発し、目的とする不織布が得られなかった。
【0032】
[比較例2]
実施例1と同じ溶融液晶形成性全芳香族ポリエステルを、二軸押し出し機により押し出し、ノズル孔径0.4mmφ、L/D=30、幅1mあたり孔数1300個(ノズル孔同士の間隔は0.77mm)のノズルを有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて目付が40g/m2の不織布を得たが、ノズル孔径が大きすぎるため、ノズル直下での糸切れが多発し、風綿飛散が多く、目的とする不織布が得られなかった。
【0033】
[比較例3]
実施例1と同じ溶融液晶形成性全芳香族ポリエステルを、二軸押し出し機により押し出し、ノズル孔径0.15mmφ、L/D=15、幅1mあたり孔数1300個(ノズル孔同士の間隔0.77mm)のノズルを有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて目付が40g/m2の不織布を得たが、実施例3と比較すると、ノズルのL/Dが小さすぎるため、ノズル直下での糸切れが多かった。さらに、空気中にて300℃で6時間処理したところ、得られた不織布の平均繊維径は3.4μmで、0.2mm2以上のフィルム状部は4個/1mm2であり、タテ方向の裂断長は8km、ヨコ方向の裂断長は3kmであり、強力が不十分であった。
【0034】
[比較例4]
実施例1と同じ溶融液晶形成性全芳香族ポリエステルを、二軸押し出し機により押し出し、ノズル孔径0.15mmφ、L/D=30、幅1mあたり孔数650のノズル(ノズル孔同士の間隔1.54mm)を有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて40g/m2の不織布を得た後、空気中にて300℃で6時間処理した。得られた不織布の平均繊維径は3.1μmで、0.2mm2以上のフィルム状部は1個/1mm2であったが、タテ方向の裂断長は7km、ヨコ方向の裂断長は3kmであり、強力が不十分であった。これはノズル孔同士の間隔が広すぎたためと考えられる。
【0035】
[比較例5]
250℃で3時間熱処理する以外は実施例1と同条件で目付が40g/m2の不織布を得た。得られた不織布は、不織布の平均繊維径は2.4μmで、0.2mm2以上のフィルム状部は0個/1mm2であったが、タテ裂断長は5.3km、ヨコ裂断長は3.2kmであり、十分な強力が得られなかった。これは熱処理温度が低すぎたためと考えられる。
【0036】
[比較例6]
340℃で3時間熱処理する以外は実施例1と同条件で目付が40g/m2の不織布を得た。得られた不織布は、熱処理温度が高すぎるため、繊維の大部分が溶融し、フィルム状となり、通気性が失われ、フィルターや樹脂を含浸させる基材としては不適な構造体となった。
【産業上の利用可能性】
【0037】
本発明の溶融液晶形成性全芳香族ポリエステルを主成分とする不織布は耐熱性を有し、かつ高強力であり、しかも非吸湿性であるので、プリント基板、研磨キャリア等の樹脂補強(FRP)用基材、テープ基材、バグフィルター、リチウムイオン二次電池セパレータ、燃料電池電解質膜補強基材用等に有用である。
【図面の簡単な説明】
【0038】
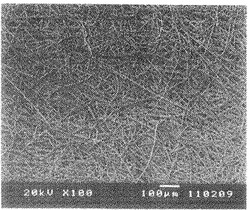
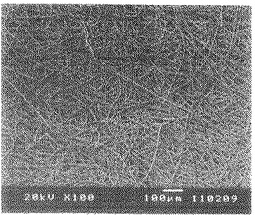
【図1】本発明のフィルム状物のない不織布の表面状態の一例を示す走査型電子顕微鏡写真。
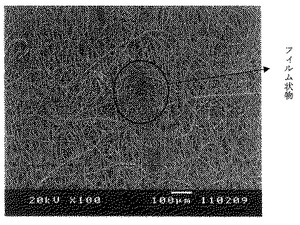
【図2】従来のフィルム状物が散在している不織布の表面状態の一例を示す走査型電子顕微鏡写真。
【技術分野】
【0001】
本発明は、溶融液晶形成性全芳香族ポリエステル繊維からなり、プリント基板、研磨キャリア等の樹脂補強(FRP)用基材、テープ基材、バグフィルター、リチウムイオン二次電池セパレータ、燃料電池電解質膜補強基材用等に有用な不織布とその製造方法に関する。
【背景技術】
【0002】
溶融液晶形成性全芳香族ポリエステルからなる高強力不織布としては、平均裂断長3km以上の湿式不織布が提案されている(例えば、特許文献1参照。)。しかし、特許文献1の湿式不織布は、実質的にはタテ方向の裂断長は10km未満、ヨコ方向の裂断長は6km未満であり、しかも湿式法であるため実質的に20g/m2以下の低目付け化、軽量化も困難である。
【0003】
一方、溶融液晶形成性全芳香族ポリエステルからなる裂断長1.5km以上のメルトブロー不織布が提案されている(例えば、特許文献2参照。)。しかし、先行文献2のメルトブロー不織布においては、繊維収束したフィルム状部位が2個/1mm2以上存在するため、実質的にタテ方向の裂断長は10km未満、ヨコ方の裂断長は6km未満であり、樹脂補強(FRP)用基材やバグフィルター用途では十分な強力を有しているとはいえない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−170295号公報
【特許文献2】特許第4429501号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、フィルム状物がほとんどなく、高い裂断長を有する溶融液晶形成性全芳香族ポリエステルからなる高強力不織布を提供することである。
【課題を解決するための手段】
【0006】
本発明者等は鋭意検討した結果、特定の構造を有する紡糸ノズルを使用して溶融紡出し、さらに特定の熱処理条件にて熱処理することにより製造される溶融液晶形成性全芳香族ポリエステル不織布が上記課題を解決できることを見出し、本発明を完成させた。
【0007】
すなわち、本発明は310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が0.5μm以上15μm以下である実質的に連続したフィラメントからなり、以下(1)、(2)をともに満足することを特徴とするメルトブロー不織布である。
(1)不織布中に存在する、0.02mm2以上の大きさのフィルム状物が2個/1mm2未満であること、
(2)タテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上であること。
【0008】
また本発明は、溶融液晶形成性全芳香族ポリエステルを溶融紡出すると同時に紡出物を高温高速流体で吹き飛ばして、捕集面上に集積してウェブを形成し、加熱処理を施してメルトブロー不織布を製造するに際し、ノズル孔径0.1〜0.3mmφ、ノズル孔長さとノズル孔径の比(L/D)が20〜50、ノズル孔同士の間隔が0.2〜1.0mmである紡糸ノズルより溶融紡出して得られた不織布を、<溶融液晶形成性全芳香族ポリエステルの融点−40℃>以上、<融点温度+20℃>以下の温度で3時間以上加熱処理を行うことを特徴とする上記のメルトブロー不織布の製造方法に関する。
【発明の効果】
【0009】
本発明により得られた溶融液晶形成性全芳香族ポリエステルを主成分とする不織布は耐熱性を有し、かつ高強力であり、しかも非吸湿性であるので、プリント基板、研磨キャリア等の樹脂補強(FRP)用基材、テープ基材、バグフィルター、リチウムイオン二次電池セパレータ、燃料電池電解質膜補強基材用等に有用である。
【発明を実施するための形態】
【0010】
以下、本発明について詳細に説明する。
本発明で使用される溶融液晶形成性全芳香族ポリエステルは、耐熱性、耐薬品性に優れた樹脂である。本発明にいう溶融液晶形成性全芳香族ポリエステルとは、溶融相において光学的異方性(液晶性)を示す芳香族ポリエステルであり、例えば試料をホットステージに載せ窒素雰囲気下で加熱し、試料の透過光を観察することにより認定できる。溶融液晶形成性全芳香族ポリエステルは芳香族ジオール、芳香族ジカルボン酸、芳香族ヒドロキシカルボン酸の反復構成単位を主成分とするものである。例えば、以下に示す反復構成単位群の組合せからなるものが好ましい。
【0011】
【化1】
【0012】
上記反復構成単位群の組合せの中でも、パラヒドロキシ安息香酸と2−ヒドロキシ−6−ナフトエ酸、又は、パラヒドロキシ安息香酸と2−ヒドロキシ−6−ナフトエ酸とテレフタル酸とビフェノールが主成分となる構成が本発明で使用される溶融液晶形成性全芳香族ポリエステルとしては好ましい。
【0013】
本発明で使用される溶融液晶形成性全芳香族ポリエステルとしては、310℃での溶融粘度が20Pa・s以下であることが重要である。310℃での溶融粘度が20Pa・sを超えると極細繊維化が困難であったり、重合時のオリゴマー発生、重合時や造粒時のトラブル発生などの理由から好ましくない。一方、溶融粘度が低すぎる場合も繊維化が困難であり、310℃において5Pa・s以上の溶融粘度を示すことが望ましい。
【0014】
なお、上記溶融液晶形成性全芳香族ポリエステルには必要に応じて、着色剤、無機フィラー、酸化防止剤、紫外線吸収剤等の通常使用されている添加剤および熱可塑性エラストマーを本発明の機能を阻害しない範囲で加えることができる。
【0015】
次に本発明の溶融液晶形成性全芳香族ポリエステルのメルトブロー法による不織布の製造方法に関して以下詳細に説明する。
紡糸装置は従来公知のメルトブロー装置を用いることができるが、使用する紡糸ノズルに関しては、ノズル孔は0.1〜0.3mmφであることが好ましく、0.15〜0.2mmφであることがさらに好ましい。ノズル孔が0.1mmφ未満の場合、ノズル詰まりが発生しやすく、一方、0.3mmφを超えると吐出圧力が不十分になり、ノズル孔内で溶融した樹脂がゆらぎ、糸切れを起こしやすくなる。
【0016】
また、使用する紡糸ノズルに関して、ノズル孔長さとノズル孔径の比(L/D)は20〜50であることが好ましく、25〜45であることが更に好ましい。L/Dが20未満の場合、ポリマー配向が不十分となり糸切れを起こしやすく、逆にL/Dが50を超えるとノズル管内の圧力損失が大きくなり、ノズルに対する負荷が大きく、ノズルの耐久性が低下する。ノズルの耐久性を維持するために、ポリマー吐出量を下げる方法があるが、その場合、生産性が低下する。
【0017】
さらには、ノズル孔同士の間隔は0.2〜1.0mmであることが好ましく、0.25〜0.75mmであることが更に好ましい。ノズル孔同士の間隔が0.2mm未満の場合、紡糸直下で隣接する繊維同士が融着し、糸塊になりやすく、均質性が損なわれる。逆に1.0mmを超えると、繊維間空隙部が大きくなりすぎ、この場合も均質性が損なわれる。
【0018】
紡糸条件としては、紡糸温度310〜360℃、熱風温度(1次エアー温度)310〜380℃、エアー量(ノズル長1mあたり)10〜30Nm3の条件で行うことが好ましい。
【0019】
このようして製造される本発明の不織布を構成する繊維の平均繊維径は0.5μm以上、15μm以下であることが必要である。平均繊維径が0.5μm未満では風綿が発生し繊維塊になりやすく、15μmを超えると地合が粗くなり好ましくない。好ましくは1μm以上10μm以下であり、より好ましくは2μm以上5μm以下である。なお、本発明において平均繊維径は、不織布を走査型電子顕微鏡で拡大撮影し、任意の100本の繊維径を測定した値の平均値を指すものである。
【0020】
また、このようして製造される本発明の不織布において、0.02mm2以上の大きさのフィルム状物が2個/1mm2未満であることが必要である。0.02mm2以上のフィルム状部が2個/1mm2以上存在すると欠点となり、後加熱処理後に十分な強力を発現しなくなる。なお、本発明においてフィルム状物は、不織布を走査型電子顕微鏡で拡大撮影し、繊維収束及び塊の部分を指すものである。
【0021】
本発明の上記紡糸ノズルより溶融紡出して得られた不織布を、<溶融液晶形成性全芳香族ポリエステルの融点−40℃>以上、<融点温度+20℃>以下の温度で3時間以上加熱処理を行う。加熱処理時の加熱媒体として用いる気体は、窒素、酸素、アルゴン、炭酸ガスなど混合気体または空気等が挙げられるが、コスト面、樹脂との接着性向上効果を得るには酸素または空気がより好ましい。熱処理は目的により、緊張下、無緊張下どちらでも良い。
熱処理温度が<溶融液晶形成性全芳香族ポリエステルの融点−40℃>未満の温度で熱処理した場合には、繊維表面改質が十分に進まず、また、熱処理温度が<溶融液晶形成性全芳香族ポリエステルの融点+20℃>を超えるとポリマーが軟化し、繊維の溶融が始まりシートの一部がフィルム化して不織布の通気性が失われる、空隙部が閉塞する等の問題が発生する。
【0022】
このように加熱処理される本発明の不織布はタテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上となり、従来の溶融液晶形成性全芳香族ポリエステルからなる不織布では到底得られない高強力なものとなる。
【0023】
本発明の溶融液晶形成性全芳香族ポリエステルメルトブロー不織布の坪量については、厳密な制限はなく、要求性能に応じて適宜坪量を決定することが可能である。
【0024】
以下に実施例により詳細に説明するが、本発明は実施例により何等限定されるものではない。なお本発明における不織布の物性は以下の方法により測定されたものを意味する。
【0025】
[平均繊維径 μm]
不織布中の任意の点に対し、走査型電子顕微鏡にて、1000倍で拡大撮影し、100本の繊維径を測定した値の平均値を平均繊維径とした。
【0026】
[裂断長 km]
島津製作所製オートグラフを使用し、JIS L 1906に準じ、タテ方向、ヨコ方向それぞれ3箇所の不織布破断強力を測定し、その平均値から以下式により、裂断長を算出した。
裂断長=<強力(N)/測定幅(mm)/目付(g/m2)/9.8>×1000
【0027】
[フィルム状物の面積、フィルム状物の個数]
不織布中の任意の10箇所、1mm2の箇所について、走査型電子顕微鏡にて100倍で拡大撮影し、繊維収束部、塊部分をフィルム状物としてフィルム状物の面積を算出するとともに個数を測定した。
【0028】
[実施例1]
パラヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸との共重合物からなり、融点が300℃、310℃での溶融粘度が15Pa・sである溶融液晶形成性全芳香族ポリエステル(ポリプラスチックス株式会社製、べクトラーLタイプ)を、二軸押し出し機により押し出し、ノズル孔径0.15mmφ、L/D=30、幅1mあたり孔数4000(ノズル孔同士の間隔0.25mm)のノズルを有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて目付が40g/m2の不織布を得た後、空気中にて300℃で6時間処理した。得られた不織布の平均繊維径は2.6μmで、0.2mm2以上のフィルム状物は0個/1mm2であり、タテ方向の裂断長は25km、ヨコ方向の裂断長は11kmであり、非常に高強力な不織布を得た。
【0029】
[実施例2]
実施例1と同じ方法にて、目付が8g/m2の不織布を製造した。不織布の平均繊維径は2.4μmで、0.2mm2以上のフィルム状物は0個/1mm2であり、タテ方向の裂断長は16km、ヨコ方向の裂断長は11kmであり、非常に低目付けでありながら高強力な不織布を得た。
【0030】
[実施例3]
孔径0.15mmφ、L/D=20、幅1mあたり孔数1300個(ノズル孔同士の間隔0.77mm)のノズルを使用する以外は、実施例1と同条件にて、目付が40g/m2の不織布を得た。得られた不織布の平均繊維径は3.2μmで、0.2mm2以上のフィルム状物は0個/1mm2であり、タテ方向の裂断長は22km、ヨコ方向の裂断長は9kmであり、非常に高強力な不織布を得た。
【0031】
[比較例1]
パラヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸との共重合物からなり、融点が300℃、310℃での溶融粘度が15Pa・sである溶融液晶形成性全芳香族ポリエステル(ポリプラスチックス株式会社製、べクトラーLタイプ)を、二軸押し出し機により押し出し、ノズル孔径0.08mmφ、L/D=30、幅1mあたり孔数1300個(ノズル孔同士の間隔0.77mm)のノズルを有するメルトブローン不織布製造装置に供給したが、ノズル孔径が小さすぎるため、ノズル詰まりが多発し、目的とする不織布が得られなかった。
【0032】
[比較例2]
実施例1と同じ溶融液晶形成性全芳香族ポリエステルを、二軸押し出し機により押し出し、ノズル孔径0.4mmφ、L/D=30、幅1mあたり孔数1300個(ノズル孔同士の間隔は0.77mm)のノズルを有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて目付が40g/m2の不織布を得たが、ノズル孔径が大きすぎるため、ノズル直下での糸切れが多発し、風綿飛散が多く、目的とする不織布が得られなかった。
【0033】
[比較例3]
実施例1と同じ溶融液晶形成性全芳香族ポリエステルを、二軸押し出し機により押し出し、ノズル孔径0.15mmφ、L/D=15、幅1mあたり孔数1300個(ノズル孔同士の間隔0.77mm)のノズルを有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて目付が40g/m2の不織布を得たが、実施例3と比較すると、ノズルのL/Dが小さすぎるため、ノズル直下での糸切れが多かった。さらに、空気中にて300℃で6時間処理したところ、得られた不織布の平均繊維径は3.4μmで、0.2mm2以上のフィルム状部は4個/1mm2であり、タテ方向の裂断長は8km、ヨコ方向の裂断長は3kmであり、強力が不十分であった。
【0034】
[比較例4]
実施例1と同じ溶融液晶形成性全芳香族ポリエステルを、二軸押し出し機により押し出し、ノズル孔径0.15mmφ、L/D=30、幅1mあたり孔数650のノズル(ノズル孔同士の間隔1.54mm)を有するメルトブローン不織布製造装置に供給し、単孔吐出量0.05g/分、樹脂温度310℃、熱風温度310℃、35Nm3で吹き付けて40g/m2の不織布を得た後、空気中にて300℃で6時間処理した。得られた不織布の平均繊維径は3.1μmで、0.2mm2以上のフィルム状部は1個/1mm2であったが、タテ方向の裂断長は7km、ヨコ方向の裂断長は3kmであり、強力が不十分であった。これはノズル孔同士の間隔が広すぎたためと考えられる。
【0035】
[比較例5]
250℃で3時間熱処理する以外は実施例1と同条件で目付が40g/m2の不織布を得た。得られた不織布は、不織布の平均繊維径は2.4μmで、0.2mm2以上のフィルム状部は0個/1mm2であったが、タテ裂断長は5.3km、ヨコ裂断長は3.2kmであり、十分な強力が得られなかった。これは熱処理温度が低すぎたためと考えられる。
【0036】
[比較例6]
340℃で3時間熱処理する以外は実施例1と同条件で目付が40g/m2の不織布を得た。得られた不織布は、熱処理温度が高すぎるため、繊維の大部分が溶融し、フィルム状となり、通気性が失われ、フィルターや樹脂を含浸させる基材としては不適な構造体となった。
【産業上の利用可能性】
【0037】
本発明の溶融液晶形成性全芳香族ポリエステルを主成分とする不織布は耐熱性を有し、かつ高強力であり、しかも非吸湿性であるので、プリント基板、研磨キャリア等の樹脂補強(FRP)用基材、テープ基材、バグフィルター、リチウムイオン二次電池セパレータ、燃料電池電解質膜補強基材用等に有用である。
【図面の簡単な説明】
【0038】
【図1】本発明のフィルム状物のない不織布の表面状態の一例を示す走査型電子顕微鏡写真。
【図2】従来のフィルム状物が散在している不織布の表面状態の一例を示す走査型電子顕微鏡写真。
【特許請求の範囲】
【請求項1】
310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が0.5μm以上15μm以下である実質的に連続したフィラメントからなり、以下(1)、(2)をともに満足することを特徴とするメルトブロー不織布。
(1)不織布中に存在する、0.02mm2以上の大きさのフィルム状物が2個未満/1mm2であること、
(2)タテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上であること。
【請求項2】
溶融液晶形成性全芳香族ポリエステルを溶融紡出すると同時に紡出物を高温高速流体で吹き飛ばして、捕集面上に集積してウェブを形成し、加熱処理を施してメルトブロー不織布を製造するに際し、ノズル孔径0.1〜0.3mmφ、ノズル孔長さとノズル孔径の比(L/D)が20〜50、ノズル孔同士の間隔が0.2〜1.0mmである紡糸ノズルより溶融紡出して得られた不織布を、<溶融液晶形成性全芳香族ポリエステルの融点−40℃>以上、<融点温度+20℃>以下の温度で3時間以上加熱処理を行うことを特徴とする請求項1記載のメルトブロー不織布の製造方法。
【請求項1】
310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が0.5μm以上15μm以下である実質的に連続したフィラメントからなり、以下(1)、(2)をともに満足することを特徴とするメルトブロー不織布。
(1)不織布中に存在する、0.02mm2以上の大きさのフィルム状物が2個未満/1mm2であること、
(2)タテ方向の裂断長が10km以上且つ、ヨコ方向の裂断長が6km以上であること。
【請求項2】
溶融液晶形成性全芳香族ポリエステルを溶融紡出すると同時に紡出物を高温高速流体で吹き飛ばして、捕集面上に集積してウェブを形成し、加熱処理を施してメルトブロー不織布を製造するに際し、ノズル孔径0.1〜0.3mmφ、ノズル孔長さとノズル孔径の比(L/D)が20〜50、ノズル孔同士の間隔が0.2〜1.0mmである紡糸ノズルより溶融紡出して得られた不織布を、<溶融液晶形成性全芳香族ポリエステルの融点−40℃>以上、<融点温度+20℃>以下の温度で3時間以上加熱処理を行うことを特徴とする請求項1記載のメルトブロー不織布の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−72142(P2013−72142A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−210015(P2011−210015)
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]