
高強度および高伸長率のワイパー
【課題】本発明は、高強度不織布ワイパー材料、およびそれを作るプロセスを実現する。
【解決手段】高強度不織布ワイパー材料は、セルロース系繊維、合成繊維、またはこれらの混合物を、二成分繊維および適宜、結合剤とともに含む。本発明は、優れた引張強さを持つ、高強度、高伸長率、低剛性の不織布ワイパー材料を実現する。
【解決手段】高強度不織布ワイパー材料は、セルロース系繊維、合成繊維、またはこれらの混合物を、二成分繊維および適宜、結合剤とともに含む。本発明は、優れた引張強さを持つ、高強度、高伸長率、低剛性の不織布ワイパー材料を実現する。
【発明の詳細な説明】
【技術分野】
【0001】
関連出願への相互参照
本出願は、35 U.S.C.§119に従い、参照により本明細書に組み込まれている、2005年1月6日に出願した出願第60/642,048号、2005年4月8日に出願した出願第60/669,830号、および2005年12月2日に出願した出願第60/741,583号に基づく優先権を主張するものである。
【0002】
本発明は、高強度不織複合材料およびその製造の工程に関する。
【背景技術】
【0003】
ワイパーなどの不織複合材料を製造する際に、乾燥強度、湿潤強度、乾燥伸長、湿潤伸長の増大、柔軟性の改善、剛性の低減、または湿気のある性質の制御などの特定の目的に関してある種の添加剤が提案されている。以前には、水と接触する場合、および/または湿潤環境で使用される場合に、紙製品の強度を高めたり、他の何らかの方法で紙製品の特性を制御するために、強度増強剤が紙製品に添加されていた。例えば、濡らした後もペーパータオルが分解することなく、ペーパータオルを使って表面を拭き取り、ごしごしと磨けるように、強度増強剤がペーパータオルに添加される。湿潤強度増強剤は、また、流体と接触したときに破れるのを防止するためティッシュペーパーに添加される。いくつかの用途では、さらに、使用時にトイレットペーパーの強度を高めるために、強度増強剤を添加する。しかし、トイレットペーパーに添加した場合、湿潤強度増強剤は、トイレに落とし下水道に流した場合にはトイレットペーパーが分解するのを妨げることがあってはならない。トイレットペーパーに添加された湿潤強度増強剤は、ときには、一時的湿潤強度増強剤とも呼ばれるが、それは、指定された時間の間のみトイレットペーパーの湿潤強度を維持するからである。
【0004】
紙製品に強度特性を与えることについては大きな発展があったが、それでも、当業には、強度および伸長特性を増大または他の何らかの形でその制御性を高め、紙製品のある種の用途において剛性を低減するさまざまなニーズが存在する。例えば、低強度および/または低伸長のベビーワイパーは、使用中にバラバラになることがあり、そのため、利用者にとってはマイナスの効果をもたらす。それに加えて、ワイパーの強度を高める現在の方法は、典型的には、原価が高く、通常は剛性のある製品が得られ、環境にあまり優しくない、液体または半液体物質を保持する吸収能力の低い、合成物質の割合が多い材料を使用することを伴う。
【0005】
高強度性、高伸長性、および低剛性をワイパーなどの繊維性材料に付与し、その一方で同時に高いパフォーマンスおよび吸収性を保持する費用効果の高い不織布組成に対するニーズが存在する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】出願第60/642,048号
【特許文献2】出願第60/669,830号
【特許文献3】出願第60/741,583号
【特許文献4】米国特許第4,115,989号
【特許文献5】米国特許第4,217,321号
【特許文献6】米国特許第4,529,368号
【特許文献7】米国特許第4,687,610号
【特許文献8】米国特許第5,185,199号
【特許文献9】米国特許第5,372,885号
【特許文献10】米国特許第6,841,245号
【特許文献11】米国特許第3,931,386号
【特許文献12】米国特許第4,021,410号
【特許文献13】米国特許第4,237,187号
【特許文献14】米国特許第4,434,204号
【特許文献15】米国特許第4,609,710号
【特許文献16】米国特許第5,229,060号
【特許文献17】米国特許第5,336,709号
【特許文献18】米国特許第5,634,249号
【特許文献19】米国特許第5,660,804号
【特許文献20】米国特許第5,773,825号
【特許文献21】米国特許第5,811,186号
【特許文献22】米国特許第5,849,232号
【特許文献23】米国特許第5,972,463号
【特許文献24】米国特許第6,080,482号
【特許文献25】米国特許第5,456,982号
【特許文献26】米国特許第4,950,541号
【特許文献27】米国特許第5,082,899号
【特許文献28】米国特許第5,126,199号
【特許文献29】米国特許第5,705,565号
【特許文献30】米国特許第2,861,319号
【特許文献31】米国特許第2,931,091号
【特許文献32】米国特許第2,989,798号
【特許文献33】米国特許第3,038,235号
【特許文献34】米国特許第3,081,490号
【特許文献35】米国特許第3,117,362号
【特許文献36】米国特許第3,121,254号
【特許文献37】米国特許第3,188,689号
【特許文献38】米国特許第3,237,245号
【特許文献39】米国特許第3,249,669号
【特許文献40】米国特許第3,457,342号
【特許文献41】米国特許第3,466,703号
【特許文献42】米国特許第3,469,279号
【特許文献43】米国特許第3,500,498号
【特許文献44】米国特許第3,585,685号
【特許文献45】米国特許第3,163,170号
【特許文献46】米国特許第3,692,423号
【特許文献47】米国特許第3,716,317号
【特許文献48】米国特許第3,778,208号
【特許文献49】米国特許第3,787,162号
【特許文献50】米国特許第3,814,561号
【特許文献51】米国特許第3,963,406号
【特許文献52】米国特許第3,992,499号
【特許文献53】米国特許第4,052,146号
【特許文献54】米国特許第4,251,200号
【特許文献55】米国特許第4,350,006号
【特許文献56】米国特許第4,370,114号
【特許文献57】米国特許第4,406,850号
【特許文献58】米国特許第4,445,833号
【特許文献59】米国特許第4,717,325号
【特許文献60】米国特許第4,743,189号
【特許文献61】米国特許第5,162,074号
【特許文献62】米国特許第5,256,050号
【特許文献63】米国特許第5,505,889号
【特許文献64】米国特許第5,582,913号
【特許文献65】米国特許第6,670,035号
【特許文献66】米国特許出願第10/707,598号
【特許文献67】米国特許第6,241,713号
【特許文献68】米国特許第6,353,148号
【特許文献69】米国特許第6,171,441号
【特許文献70】米国特許第6,159,335号
【特許文献71】米国特許第5,695,486号
【特許文献72】米国特許第6,344,109号
【特許文献73】米国特許第5,068,079号
【特許文献74】米国特許第5,269,049号
【特許文献75】米国特許第5,693,162号
【特許文献76】米国特許第5,922,163号
【特許文献77】米国特許第6,007,653号
【特許文献78】米国特許第6,420,626号
【特許文献79】米国特許第6,355,079号
【特許文献80】米国特許第6,403,857号
【特許文献81】米国特許第6,479,415号
【特許文献82】米国特許第6,495,734号
【特許文献83】米国特許第6,562,742号
【特許文献84】米国特許第6,562,743号
【特許文献85】米国特許第6,559,081号
【特許文献86】米国特許出願第09/719,338号
【特許文献87】米国特許出願第09/774,248号
【特許文献88】米国特許出願第09/854,179号
【特許文献89】米国特許第4,335,066号
【特許文献90】米国特許第4,732,552号
【特許文献91】米国特許第4,375,448号
【特許文献92】米国特許第4,366,111号
【特許文献93】米国特許第4,375,447号
【特許文献94】米国特許第4,640,810号
【特許文献95】米国特許第206,632号
【特許文献96】米国特許第2,543,870号
【特許文献97】米国特許第2,588,533号
【特許文献98】米国特許第5,234,550号
【特許文献99】米国特許第4,351,793号
【特許文献100】米国特許第4,264,289号
【特許文献101】米国特許第4,666,390号
【特許文献102】米国特許第4,582,666号
【特許文献103】米国特許第5,076,774号
【特許文献104】米国特許第874,418号
【特許文献105】米国特許第5,566,611号
【特許文献106】米国特許第6,284,145号
【特許文献107】米国特許第6,363,580号
【特許文献108】米国特許第6,726,461号
【特許文献109】米国特許第4,394,485号
【特許文献110】米国特許第4,684,576号
【特許文献111】米国特許第5,045,401号
【特許文献112】米国特許第6,855,422号
【特許文献113】米国特許第6,811,871号
【特許文献114】米国特許第6,811,716号
【特許文献115】米国特許第6,811,873号
【特許文献116】米国特許第6.838,402号
【特許文献117】米国特許第6,783,854号
【特許文献118】米国特許第6,773,810号
【特許文献119】米国特許第6,846,561号
【特許文献120】米国特許第6,838,402号
【非特許文献】
【0007】
【非特許文献1】Encyclopedia of Polymer Science and Technology、Interscience、New York、第6巻(1967)、505〜555頁および第9巻(1968)、403〜440頁
【非特許文献2】Kirk−Othmer Encyclopedia of Chemical Technology、第16巻、「Olefin Fibers」、John Wiley and Sons、New York、1981、第3版
【非特許文献3】Man Made and Fiber and Textile Dictionary、Celanese Corporation
【非特許文献4】Fundamentals of Fibre Formation−−The Science of Fibre Spinning and Drawing、Adrezij Ziabicki、John Wiley and Sons、London/New York、1976
【非特許文献5】Man Made Fibres、R. W. Moncrieff著、John Wiley and Sons、London/New York、1975
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、優れた引張強さを有する高強度、高伸長、低剛性の不織布ワイパー材料を実現し、これにより、原価を抑え、合成物質の消費量を低減しつつ使用している利用者に対する保護性を高める。
【課題を解決するための手段】
【0009】
このタイプの現在市販されているベビーワイパーは、典型的には、約177g/cm(450g/in)の横方向湿潤(CDW)引張強さを有するが、本発明は、同等の合成物質含有量で256g/cm(650g/in)以上まで、さらには、455g/cm以上までの引張強さを実現することができる。このタイプの現在市販されているベビーワイパーは、典型的には、約25%のCDW伸長率を有するが、本発明は、同等の、またはそれよりも低い合成物質含有量で、50%以上までのCDW伸長率を実現することができる。さらに、このタイプの現在のワイパー材料は、典型的には、135mmを超える高い角度曲げ剛性を有するが、本発明は、同等の合成物質含有量で、約100mm以下の角度曲げ剛性を実現することができる。
【0010】
一実施形態では、本発明は、高強度不織布ワイパー材料であって、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセント、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセント、
(C)任意に、結合剤約0から約15重量パーセントを含み、
重量パーセントは、材料の全重量に基づき、また材料は、
(D)約40gsmから約100gsmまでの坪量、
(E)約0.03から約0.15g/ccの密度、および
(F)約147g/cm以上のCDW引張強さを有する。
【0011】
本発明の他の実施形態では、材料は、約194g/cm以上、好ましくは約208g/cm以上、より好ましくは約239g/cm以上、より好ましくは約252g/cm以上、なおいっそう好ましくは約681g/cm以上のCDW引張強さを有する。他の実施形態では、材料は、約394g/cm以上、好ましくは約591g/cm以上、より好ましくは約787g/cm以上のCDW引張強さを有する。
【0012】
いくつかの実施形態では、二成分繊維は部分的に延伸されたコアを持つ。
【0013】
本発明の異なる一実施形態では、高強度多層不織布ワイパー材料は、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセント、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセント、
(C)任意に、結合剤0から約15重量パーセントを含み、
重量パーセントは、材料の全重量に基づき、また材料は、
(D)約40gsmから約100gsmまでの坪量、
(E)約0.03から約0.15g/ccの密度、および
(F)約252g/cm以上のCDW引張強さを有し、
材料は、二成分繊維約60重量パーセントから約100重量パーセントからなる少なくとも1つの層を有する。
【0014】
いくつかの実施形態では、材料は、さらに、2つ以上の異なる層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる。他の実施形態では、材料は、2つの外側層と1つまたは複数の内側層を有し、内側層のマトリクス繊維は、二成分繊維を含む。他の実施形態では、材料は、2つの外側層と1つまたは複数の内側層を有し、1つまたは複数の内側層の二成分繊維の重量パーセントは、外側層内の二成分繊維の重量パーセントよりも大きい。
【0015】
材料が2つの外側層および1つまたは複数の内側層を有する特定の実施形態において、1つの内側層の二成分繊維の重量パーセントは、その1つの内側層の総重量に基づき二成分繊維約70重量パーセントから約100重量パーセント、好ましくは二成分繊維約70重量パーセントから約95重量パーセント、より好ましくは二成分繊維約75重量パーセントから約95重量パーセント、より好ましくは二成分繊維約80重量パーセントから約90重量パーセントである。材料が2つの外側層および1つまたは複数の内側層を有する他の実施形態では、1つの内側層の二成分繊維の重量パーセントは、その1つの内側層の総重量に基づき二成分繊維約90重量パーセントから約100重量パーセントである。
【0016】
本発明の他の実施形態では、高強度不織布ワイパー材料は、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約0から約10重量パーセント、
(B)部分的に延伸されたコアを有する二成分繊維約90から約100重量パーセント、
(C)任意に、結合剤0から約15重量パーセントを含み、
重量パーセントは、材料の全重量に基づき、また材料は、
(D)約40gsmから約100gsmまでの坪量、
(E)約0.03から約0.15g/ccの密度、
(F)約1,200g/cm以上のCDW引張強さ、および
(G)約50%から約60%のCDW伸長率を有する。
【0017】
さらに他の実施形態では、高強度不織布材料は、
(A)マトリクス繊維の約0から約40重量パーセント、
(B)長さが約3mmから約36mmまでの範囲である二成分繊維約60から約100重量パーセント、および
(C)任意に、エマルジョンポリマー結合剤の最大約8重量パーセントまでを含み、
不織布材料は、
(D)約40gsmから約100gsmまでの坪量、および
(E)約0.03g/ccから約0.15g/ccの密度、
(F)および約1,200g/cmから約2,000g/cm以上までのCDW引張強さ、および
(G)約50%から約60%までの範囲の材料のCDW伸長率を有する。
【0018】
本発明の二成分材料は、約6mm以上、約8mm以上、好ましくは10mm以上、および好ましくは約12mm以上の長さを有する。
【0019】
本発明は、さらに、前の請求項のうちの1つのワイパー材料を生産するプロセスを対象とし、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維との混合物を含むマトリクス繊維の約45から約90重量パーセント、および1つまたは複数の層により材料を形成するための二成分繊維約5から約55重量パーセントのエアーレイイングを行うことを含み、材料は、二成分繊維約60重量パーセントから約100重量パーセントを含む少なくとも1つの内部層を有し、二成分繊維は、その長さが約3mmから約36mmまでの範囲であり、不織布材料のCDW引張強さは、約90g/cmから約2,600g/cmである。
【0020】
他の実施形態では、前の請求項のうちの1つのワイパー材料を生産するプロセスは、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維との混合物を含むマトリクス繊維約45から約95重量パーセント、長さが約3mmから約36mmの二成分繊維約5から約55重量パーセント、任意に結合剤0から約15重量パーセントのエアーレイイングを行うことを含み、重量パーセントは、材料の総重量に基づき、材料は、約40gsmから約100gsmの坪量、約0.03から約0.15g/ccの密度、および約147g/cm以上のCDW引張強さを有する。
【0021】
他の実施形態では、前の請求項のうちの1つのワイパー材料を生産するプロセスは、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維との混合物を含むマトリクス繊維約45から約95重量パーセント、長さが約3mmから約36mmの二成分繊維約5から約55重量パーセント、任意に結合剤0から約15重量パーセントのエアーレイイングを行うことを含み、重量パーセントは、材料の総重量に基づき、材料は、約40gsmから約100gsmの坪量、約0.03から約0.15g/ccの密度、および約252g/cm以上のCDW引張強さを有し、材料は、二成分繊維約60重量パーセントから約100重量パーセントを含む層を有する。
【0022】
他の実施形態では、前の請求項のうちの1つのワイパー材料を生産するプロセスは、マトリクス繊維の約0重量パーセントから約40重量パーセント、1つまたは複数の層で材料を形成する二成分繊維約60重量パーセントから約100重量パーセント、および任意に結合剤最大約8重量パーセントのエアーレイイングを行うことを含み、重量パーセントは、材料の総重量に基づき、材料は、約40gsmから約100gsmの坪量、約0.03から約0.15g/ccの密度を有し、二成分繊維は、長さが約3mmから約36mmまでの範囲であり、材料のCDW引張強さは、約1,200g/cm以上であり、CDW伸長率は、約50%から約60%までの範囲内である。
【0023】
好ましくは、本発明の不織布材料は、エアーレイドプロセスにより生産されている。いくつかの実施形態では、二成分繊維は、1つの形成ヘッドにより堆積される。
【0024】
好ましくは、本発明の不織布材料は、限定はしないが、おむつ、生理用品、失禁治療機器、外科用ドレープおよび関連材料、ならびにワイパーおよびモップを含む、さまざまな吸収構造の構成要素として使用することができる。
【0025】
本発明のこれらおよび他の態様は、詳細な説明および実施例においてさらに詳しく説明される。
【図面の簡単な説明】
【0026】
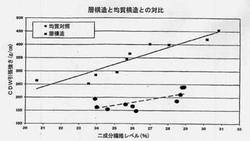
【図1】二成分繊維のレベルが上がるとともに高まる引張強さを示す図である。この図は、対照と層構造との間の二成分繊維の割合に対する横方向湿潤(CDW)(g/cm)を示している。
【図2】パルプと長さ6mmの二成分繊維の均質なブレンドと比較した、二成分繊維の割合に対するCDW(g/cm)による、パルプと長さ12mmの二成分繊維の均質なブレンドの増強された引張強さを示す図である。
【図3】二成分繊維とパルプの混合物を含む均質構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル1〜10、21〜24、30、33、36、39、52、および53〜57を表している。
【図4】1つの層が100%二成分繊維であり、第2の層が二成分繊維とパルプの混合物で作られている、層構造をなすワイパー材料の断面図である。この断面は、実施例に示されているサンプル11〜20を表している。
【図5】低含量の二成分繊維と高含量のパルプの混合物の第1の層、高含量の二成分繊維の第2の層、および低含量の二成分繊維と高含量のパルプの混合物の第3の層を有する市販の層構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル25、25B、26、26B、29、32、35、38、41、42、44、および45を表している。
【図6】低含量の二成分繊維と高含量のパルプの混合物の第1の層、含量100%の二成分繊維の第2の層、および低含量の二成分繊維と高含量のパルプの混合物の第3の層を有する市販の層構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル27、27B、28、31、34、37、40、および43を表している。
【図7】結合剤の第1の層、二成分繊維とパルプの混合物の第2の均質な層、および結合剤の第3の層を有するパイロット層構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル46〜51を表している。
【図8】サンプルの剛性を調べるために使用される角度曲がり剛性測定装置の図である。「1」と標識されている上部ピースは、ミリメートル単位で較正されるスラットである。テストサンプルは、「2」と標識されており、スラットの下にある。角度曲がり剛性測定装置は、「3」と標識されており、サンプルの下にある。45度の傾斜に最も近い角度曲がり剛性測定装置の前縁は、「4」と標識されている。角度曲がり剛性測定装置の45度傾斜側の平面は、「5」と標識されている。
【図9】100%二成分繊維であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル52を表している。
【図10】部分的に延伸されたコア二成分繊維を含む構造の正規化されたCDW引張強さおよび伸長率を示す図である。部分的に延伸されたコア二成分繊維のパーセンテージは、x軸(%)上に表され、CDW伸長のパーセンテージ(%)は、第1のy軸上に正方形のデータプロットとして表され、CDW引張強さ(g/cm)は、第2のy軸上に円形のデータプロットとして表される。
【発明を実施するための形態】
【0027】
本発明は、二成分繊維、結合剤、および市販のフラッフパルプを含む高強度不織ワイパー材料を実現する。
【0028】
定義
本明細書で使用されているように、「不織布」は、限定はしないが、織物またはプラスチックを含む、材料のクラスを指す。「ワイパー」は、したがって、不織布のサブクラスである。
【0029】
「重量パーセント」という用語は、材料の重量のパーセンテージとして材料に含まれる化合物の重量による量を指すか、または不織布最終製品の重量のパーセンテージとして材料の構成要素の重量による量を指すことが意図されている。
【0030】
本明細書で使用されているような「坪量」という用語は、所定の領域上の化合物の重量による量を指す。測定単位の例としては、グラム/平方メートルがあり、これは頭字語(gsm)で表される。本発明では、不織布材料の坪量は、約25gsmから約250gsm、好ましくは約40gsmから約100gsmまでの範囲である。より好ましくは、不織布の坪量は、約50gsmから約75gsmまでの範囲である。
【0031】
本明細書で使用されているように、「高強度」または「高い引張強さ」という用語は、材料の強度を指す。最低でも、本発明の材料は、横方向湿潤(CDW)強度が20%増大する。不織布材料のCDW引張強さは、約90g/cmから約2,600g/cmまでの範囲である。いくつかの実施形態では、CDW引張強さは、約98g/cmから約984g/cmまでの範囲である。好ましくは、引張強さは、約100g/cmを超え、より好ましくは約147g/cmを超える。
【0032】
特定の実施形態では、ノンマテリアル織布の複合成分構成の量に応じて、CDW引張強さは、約100g/cm以上、好ましくは約147g/cm以上、好ましくは約194g/cm以上、好ましくは約208g/cm以上である。他の実施形態では、CDW引張強さは、約239g/cm以上、好ましくは約252g/cm以上、好ましくは約326g/cm以上、または約394g/cm以上まで、または約591g/cm以上まで、約681g/cm以上まで、約787g/cm以上までである。二成分繊維含量が、約60重量パーセント以上である特定の実施形態では、引張強さは、約1,200g/cm以上、好ましくは約1,700g/cm以上、より好ましくは約2,000g/cm以上である。
【0033】
不織布材料の密度は、不織布材料全体の密度を指す。不織布材料の密度は、約0.03から約0.15 g/ccまでの範囲である。
【0034】
材料の完全性は、例えば以下のように説明されているCDW引張強さ試験により評価することができる。サンプルは、エアーレイド不織布が機械で生産されている方向に垂直に切断される。サンプルは、長さ4インチ、幅1インチでなければならない。サンプルは、半分に折り畳まれ、5秒間水中の中点のところまで沈められる。次いで、サンプルは、引張試験器のグリップに置かれる。典型的な引張試験器は、Thwing−Albert Instrument Company社(ペンシルバニア州フィラデルフィア)が生産しているEJA Vantage 5である。引張試験器のグリップは、サンプルが破壊するまでロードセルからの印加された力により引き離される。引張試験器は、サンプルを破壊するのに要する力を記録する。この数値は、横方向湿潤引張強さとして報告される。横方向湿潤引張強さは、頭字語CDWとして報告され、典型的な単位は、サンプルの幅(単位センチメートル)に対する力の量(単位グラム)から誘導されるグラム/センチメートルである。
【0035】
本明細書で使用されているように、「高伸長率」という用語は、材料の伸長率を指す。最低でも、本発明の材料は、CDW伸長率が15%増大する。好ましくは、材料のCDW伸長率は、約15%から約100%まで、好ましくは約15%から約50%までの範囲であり、好ましくは25%よりも高い。他の実施形態では、材料のCDW伸長率は、約50%から約60%までの範囲である。CDW伸長率は、CDW引張強さと同じ方法で計算される。CDW伸長率は、サンプルが開始距離に関して変位される総距離のパーセンテージとして表される。
【0036】
本明細書で使用されているように、「低剛性」という用語は、角度曲げ剛性法により試験される材料の剛性を指す。最低でも、本発明の材料は、角度曲げ剛性が25%低下する。好ましくは、材料の角度曲げ剛性は、約50mmから120mmまでの範囲内、好ましくは110mm未満である。材料の剛性は、以下のように例として説明される横方向(CD)角度曲げ剛性テストによって評価できる。角度曲げ剛性デバイスは、図8に示されている。サンプルは、横方向(CD)とも呼ばれる、エアーレイド不織布が機械で生産されている方向に垂直に切断される。サンプルは、長さ300mm、幅50.8mmでなければならない。次いで、サンプルは、サンプルの切れ端の狭い部分の前縁がデバイスの45度傾斜側で角度曲げ剛性デバイスの縁と均一に揃えられるように角度曲げ剛性デバイスの上部に置かれる。次いで、長さ300mmの縁にそってミリメートル単位で較正されている長さ300mm、幅60mmの平坦な切れ端を、スラットとも呼ばれている、サンプルの上部に置かれる。スラットは、幅50.8mmの側部が前縁となるように揃えられ、またサンプルの縁および図8に示されているような角度曲げ剛性デバイスに均一に揃えられる。次いで、サンプルおよび較正されたスラットは、表面の端から端まで水平方向にゆっくりと移動され、常時、角度曲げ剛性デバイスの表面との接触を維持する。サンプルは、角度曲げ剛性デバイスの45度傾斜側の上の空中にぶら下がるまで縁を横切っていっぱいに延ばされる。サンプルおよびスラットは、サンプルが下方向に曲がり始めるまで、このようにして絶えず移動される。サンプルが、前縁が45度傾斜の平面を破るまでサンプルが十分に曲がるように前縁の上を十分な距離だけ移動されると、サンプルが移動された距離は、スラット上で与えられたとおりミリメートル単位で記録される。剛性のある製品は、ミリメートル単位で高い角度曲げ剛性を示し、垂らしやすい製品は、ミリメートル単位で低い角度曲げ剛性を示す。
【0037】
本明細書で使用されているように、「長繊維」という用語は、切断工程の前の製造プロセスの紡績、延伸、圧接、および他の工程のときに繊維が最初に有している形態などの連続構造を意味する。
【0038】
本明細書に使用されているように、「繊維」という用語は、製造プロセスで長繊維が切断されるときに、トウとも呼ばれる、1本または複数の長繊維に対し生じるような、より小さな断片に切断された長繊維を意味する。繊維は、他の方法によっても形成することができる。
【0039】
本明細書で使用されているように、「部分的に延伸されたコア」または「部分的に延伸された繊維」という用語は、二成分繊維を含むような、繊維の全部または一部が、その繊維形態において可能な最高の引張強さまたは強度が生じるほど延伸または伸長されていないが、ある程度の配向または結晶化度および強度が繊維に生じるようにある程度の延伸または伸長が行われていることを意味する。そのため、部分的に延伸されたコアの二成分繊維または部分的に延伸されたホモポリマーは、いったん物品に組み込まれた後もさらに伸長または延伸されることが可能である。これにより、部分的に延伸されたコアの二成分繊維または部分的に延伸されたホモポリマーを使用することで、おしぼりなどの物品内に組み込まれていればさらに物品が延伸されるときに物品に対し強度と伸長性を加えることができる。ホモポリマーまたは二成分繊維は、典型的には、破損点の近くまで伸長されるが、これは、高レベルの結晶化度と強度を繊維形態中に生じさせるからである。長繊維の延伸または伸長は、複数の繊維に切断される前に、紡績および延伸の両方の工程において実行されうる。紡績工程における延伸は、ドローダウンとも呼ばれる溶融繊維が紡糸口金の正面から引き出され、紡糸長繊維が延伸されるときに行われる。例えば、Trevira 1661などの市販の2.0dpfの二成分繊維は、約40%の伸長率を有するが、2.0dpfのTrevira T255などの部分的に延伸されたコアの二成分繊維は、約100%以上の伸長率を有する。紡糸されたままの長繊維が時効のため砕けるのを防止するためにある程度の延伸が必要であるが、時効は、延伸工程において、破壊などの破滅的障害の原因となりうる。ホモポリマーおよび二成分繊維を紡糸し、延伸する多数の例が、米国特許第4,115,989号、米国特許第4,217,321号、米国特許第4,529,368号、米国特許第4,687,610号、米国特許第5,185,199号、米国特許第5,372,885号、米国特許第6,841,245号において開示されている。未延伸であるともいわれるが、ポリマーが紡糸口金の正面から引き離される溶融紡糸段階である程度の延伸が行われる、繊維、糸、および他の溶融され紡糸されるかまたは押し出し成形された材料を生産する多数の実施例および紡糸口金の正面から出るときに長繊維に張力がほとんどまたは全く加えられず、例えば、粘着ポリマーが形成され、未延伸されるといわれる、繊維、糸、および他の溶融され紡糸されるかまたは押し出し成形された材料を生産する多数の実施例が、米国特許第3,931,386号、米国特許第4,021,410号、米国特許第4,237,187号、米国特許第4,434,204号、米国特許第4,609,710号、米国特許第5,229,060号、米国特許第5,336,709号、米国特許第5,634,249号、米国特許第5,660,804号、米国特許第5,773,825号、米国特許第5,811,186号、米国特許第5,849,232号、米国特許第5,972,463号、および米国特許第6,080,482号で開示されている。
【0040】
本明細書で使用されているように、「約、おおよそ(about、approximately)」という用語は、当業者により決定されるような特定の値に対する許容可能な誤差範囲内であることを意味し、これは、値がどのように測定または決定されるか、例えば、測定システムの限界に部分的に依存する。例えば、「約またはおおよそ」は、当業の慣例に従い、1または1を超える標準偏差の範囲内であることを意味しうる。それとは別に、「約またはおおよそ」は、所定の値の20%まで、好ましくは10%まで、より好ましくは5%まで、より好ましくはさらに1%までの範囲を意味しうる。それとは別に、この用語は、ある値の一桁の範囲内、好ましくは5倍の範囲内、より好ましくは2倍の範囲内であることを意味しうる。
【0041】
本明細書で使用されているように、「溶融紡糸」という用語は、溶融ポリマーが紡糸口金に通され押し出し成形されるか、または切断を介して個々の繊維にその後転換されうる長繊維にダイ成形されるプロセスを意味する。溶融紡糸では、連続供給プロセスを介するか、またはチップが溶融状態になるまで加熱されるチップ形態を介して生じるポリマーを使用することができる。両方の場合において、1つまたは複数の溶融ポリマーが、ポンプにより紡糸口金を通して指定された流量で送り込まれる。紡糸口金は、穴の空いた板で、通常は、金属またはセラミックで作られており、孔の個数と孔のサイズは、所望の繊維の種類により異なる。紡糸口金は、また、より一様な製品を得るためにフィルタおよび静的ミキサーの両方として機能しうる濾過媒体を含むことができる。1つまたは複数の溶融ポリマーがポンプにより紡糸口金を通して送られた後、1つまたは複数の溶融ポリマーから熱を効率的に除去する媒体でほとんどすぐに急冷されるか、または冷まされる長繊維を形成する。これにより、長繊維は、繊維形成プロセスの他の工程に対する長繊維としてそこに形状を保つことができる。紡糸口金の正面から引き出され、一緒にされてトウを形成する連続長繊維は、本質的に、長繊維の束である。本質的に引き出すことである、長繊維が紡糸口金の正面から取り去られるプロセスにより、結果として、この引きにより繊維のある程度の延伸が生じるので、ポリマー内でわずかに配向する。ここで紡績糸とも呼ばれる、トウは、限定はしないが、延伸を含む、繊維形成プロセスの後続の工程の準備が整っている。
【0042】
本明細書で使用されているように、「延伸」という用語は、ここでトウまたは紡績糸と呼ぶこともできる、溶融紡糸工程からの1つまたは複数の長繊維が機械的に引き出されるか、伸長されるか、または延伸されるプロセスを意味する。この結果、トウ内の個々の長繊維の直径が減少するが、その一方で、分子配向が大きくなり、引張強さも大きくなる。熱は、一般に、トウの延伸を助長するために加えられる。延伸は、トウを高速に回転しているロール上に渡してトウの個々の長繊維を引き出し、その直径を減少させることにより行うことができ、長繊維内の個々のポリマー鎖を揃えやすくするが、これは、引張強さを高める分子配向をもたらすともいわれる。その後の工程は、さらに、熱設定、圧接、切断、およびベール梱包を含むことができる。
【0043】
紡績および延伸は、連続プロセスとして行われ、および/または紡績プロセスは、長繊維の延伸の大半を行うように最適化されることができるか、かつまたは延伸工程は、長繊維の延伸の大半を行うことができるので、従来の定義は、本発明の範囲を制限することはない。長繊維を延伸するこれらのさまざまな方法はどれも、本明細書で言及されている部分的に延伸されたコアの二成分繊維およびホモポリマー繊維を生産するために適用することが可能である。それに加えて、当業において知られている部分的に延伸された繊維を生産する他の方法もある。
【0044】
不織布材料
本発明のマトリクス繊維は、天然繊維、合成繊維、またはこれらの混合物とすることができる。一実施形態では、繊維は、複数のセルロース系繊維、1つまたは複数の合成繊維、またはこれらの混合物とすることができる。木材パルプ由来の繊維など、天然起源のセルロース繊維を含む、当業で知られているセルロース繊維は、セルロース層において使用することができる。好ましいセルロース繊維は、限定はしないが、針葉樹、広葉樹、またはコットンリンターから得られる、クラフト処理繊維、前加水分解クラフト処理繊維、ソーダ処理繊維、亜硫酸塩処理繊維、化学熱機械処理繊維、および熱機械処理繊維などの、消化繊維を含む。より好ましいセルロース繊維は、限定はしないが、前加水分解クラフト消化繊維を含む、クラフト消化繊維を含む。本発明の使用に適しているのは、マツ、モミ、およびトウヒなどの針葉樹に由来するセルロース繊維である。他の好適なセルロース繊維は、エスパルト、バガス、ケンプ、亜麻、麻、ケナフ、および他の木質およびセルロース系繊維源に由来する繊維を含む。好適なセルロース繊維は、限定はしないが、FOLEY FLUFFS(登録商標)(Buckeye Technologies Inc.社、テネシー州メンフィス)という商標で販売されている漂白クラフトサザンパイン繊維を含む。
【0045】
本発明の不織布材料は、さらに、限定はしないが、南方針葉樹フラッフパルプ(Treated FOLEY FLUFFS(登録商標)など)、北方針葉樹亜硫酸パルプ(Weyerheuser社のT 730など)、広葉樹パルプ(ユーカリなど)を含む、市販の明るいフラッフパルプも含むことができる。好ましいパルプは、Buckeye Technologies Inc.社(テネシー州メンフィス)のTreated FOLEY FLUFFS(登録商標)であるが、吸収するフラッフパルプまたはその混合物であれば使用できる。
【0046】
本発明の一実施形態では、本発明の構造で使用するのに適しているマトリクス繊維は、セルロース系繊維または合成繊維またはこれらのブレンドを含むことができる。最も好ましいのは、木材セルロースである。また好ましいのは、コットンリンターパルプ、架橋セルロース繊維などの化学修飾されたセルロース、およびBuckeye HPFなどの高純度セルロース繊維である(それぞれ、Buckeye Technologies Inc.(テネシー州メンフィス)から入手可能)。フラッフ繊維は、合成繊維、例えば、PETなどのポリエステル、ナイロン、ポリエチレン、またはポリプロピレンとブレンドしてもよい。
【0047】
コアおよびシースを有する二成分繊維は、当業で知られている。不織布材料、特にエアーレイド技術により生産されるものの製造では多くの変更形態が使用される。本発明で使用するのに適しているさまざまな二成分繊維は、米国特許第5,372,885号および米国特許第5,456,982号で開示されており、両方ともその全体が参照により本明細書に組み込まれている。二成分繊維の製造実施例は、Invista(ノースカロライナ州ソールズベリー)、Trevira(ドイツ、ボビンゲン)、およびES Fiber Visions (ジョージア州アセンズ)を含む。
【0048】
二成分繊維は、そのコアおよびシース構成要素としてさまざまなポリマーを組み込むことができる。PE(ポリエチレン)または修飾PEシースを有する二成分繊維は、典型的には、PET(ポリエチレンテレフタレート)またはPP(ポリプロピレン)コアを有する。一実施形態では、二成分繊維は、ポリエステルでできているコアおよびポリエチレンでできているシースを有する。二成分繊維のデニールは、好ましくは約1.0dpfから約4.0dpfまで、より好ましくは約1.5dpfから約2.5dpfまでの範囲である。
【0049】
二成分繊維の長さは、約3mmから約36mm、好ましくは約4mmから約24mm、より好ましくは約5mmから約18mm、より一層好ましくは6mmから約12mmである。好ましい実施形態では、二成分繊維は、約6mm以上、好ましくは約8mm以上、より好ましくは約10mm以上、およびより好ましくは約12mm以上である。
【0050】
本発明の二成分繊維には、同心型、偏心型、海島型、および並列型を含む、さまざまな幾何学的形状を使用することができる。繊維全体のコアおよびシース構成要素の相対的重量パーセンテージは、変化しうる。
【0051】
さまざまな伸長度、延伸度、または延伸比を、部分的に延伸された、また延伸度の高い二成分繊維およびホモポリマーを含む、本発明の二成分繊維に使用することができる。これらの繊維は、さまざまなポリマーを含むことができ、また部分的に延伸されたコア、部分的に延伸されたシースまたは部分的に延伸されたコアとシースを有することができるか、または部分的に延伸されたホモポリマーであってよい。
【0052】
二成分繊維は、典型的には、溶融紡糸により商業的に製造される。この手順では、それぞれの溶融ポリマーは、ダイ、例えば紡糸口金を通して押し出し成形され、その後、溶融ポリマーを引き出して紡糸口金の正面から離し、周囲の流体媒体、例えば冷却された空気に熱を伝達することによりポリマーを固化し、これで固体になった長繊維を巻き取る。溶融紡糸の後の追加の工程は、さらに、高温または低温延伸、熱処理、圧接、および切断を含むことができる。この製造プロセス全体は、一般に、最初に、長繊維およびその集合体を多数の長繊維を含むトウに紡ぐことを伴う不連続な2つの工程プロセスとして実行される。紡糸工程で、溶融ポリマーが紡糸口金の正面から引き離されるときに、ドローダウンとも呼ばれる長繊維のある程度の延伸が、行われる。この後に、分子整列および結晶度を高め、高められた強度および他の物理的特性を個々の長繊維に付与するために紡糸繊維が延伸または伸長される。後続の工程は、長繊維の熱設定、圧接、および切断を行って複数の繊維にすることを含むことができる。延伸または伸長工程は、コアおよびシースが含まれる材料および延伸または伸長プロセスで使用される条件に応じて、二成分繊維のコア、二成分繊維のシース、または二成分繊維のコアとシースの両方を延伸することを伴うことができる。二成分繊維は、さらに、紡糸および延伸が連続プロセスで実行される連続プロセスにおいて形成されうる。繊維および長繊維業界の標準的な用語に従って、以下の定義が本明細書で使用されている用語に適用される。
【0053】
人造熱可塑性物質の繊維および長繊維を含み、参照により本明細書に組み込まれている繊維および長繊維に関する入手しやすい参考文献は、例えば、(a) Encyclopedia of Polymer Science and Technology、Interscience、New York、第6巻(1967)、505〜555頁および第9巻(1968)、403〜440頁、(b) Kirk−Othmer Encyclopedia of Chemical Technology、第16巻、「Olefin Fibers」、John Wiley and Sons、New York、1981、第3版、(c) Man Made and Fiber and Textile Dictionary、Celanese Corporation、(d) Fundamentals of Fibre Formation−−The Science of Fibre Spinning and Drawing、Adrezij Ziabicki、John Wiley and Sons、London/New York、1976、および(e) Man Made Fibres、R. W. Moncrieff著、John Wiley and Sons、London/New York、1975である。
【0054】
多数の他のプロセスが、紡糸および延伸工程の前、紡糸および延伸工程の間、および紡糸および延伸工程の後に関わっており、米国特許第4,950,541号、米国特許第5,082,899号、米国特許第5,126,199号、米国特許第5,372,885号、米国特許第5,456,982号、米国特許第5,705,565号、米国特許第2,861,319号、米国特許第2,931,091号、米国特許第2,989,798号、米国特許第3,038,235号、米国特許第3,081,490号、米国特許第3,117,362号、米国特許第3,121,254号、米国特許第3,188,689号、米国特許第3,237,245号、米国特許第3,249,669号、米国特許第3,457,342号、米国特許第3,466,703号、米国特許第3,469,279号、米国特許第3,500,498号、米国特許第3,585,685号、米国特許第3,163,170号、米国特許第3,692,423号、米国特許第3,716,317号、米国特許第3,778,208号、米国特許第3,787,162号、米国特許第3,814,561号、米国特許第3,963,406号、米国特許第3,992,499号、米国特許第4,052,146号、米国特許第4,251,200号、米国特許第4,350,006号、米国特許第4,370,114号、米国特許第4,406,850号、米国特許第4,445,833号、米国特許第4,717,325号、米国特許第4,743,189号、米国特許第5,162,074号、米国特許第5,256,050号、米国特許第5,505,889号、米国特許第5,582,913号、および米国特許第6,670,035号において開示されており、いずれも、参照によりその全体が本明細書に組み込まれている。完全に延伸された二成分繊維は、現在、これらに限らないが、Invista(ノースカロライナ州ソールズベリー)、Wellman(サウスカロライナ州フォートミル)、Trevira(ドイツ、ボビンゲン)、およびFiberVisions(デンマーク、バーゼ)などの企業により工業規模で生産されている。完全に延伸されるとは、繊維内に高度の分子配向を生じさせるように最大レベルの延伸または伸長に近い延伸または伸長であると定義され、それとともに、破滅的破損および潜在的破壊を繊維が有するような過延伸または過伸長になることなく、繊維形態の強度を高めた。本発明では、前述の企業およびこの技術を実施する他の企業により工業規模で現在行われているものなどの、完全には延伸または伸長されていない繊維は、完全に延伸された現在商業生産されている二成分繊維を使用する同じ製品に関して最終製品の引張りおよび伸長特性を向上させることができることを示している。本発明は、さまざまな程度の延伸または伸長により部分的に延伸されている二成分繊維、高延伸二成分繊維、およびこれらの混合物を含む製品を含む。これらは、さまざまなシース材料、特にInvista T255(ノースカロライナ州ソールズベリー)およびTrevira T255(ドイツ、ボビンゲン)などのポリエチレンシースを含むシース材料を使用する高延伸ポリエステルコア二成分繊維、またはさまざまなシース材料、特にES FiberVisions AL−Adhesion−C(デンマーク、バーゼ)などのポリエチレンシースを含むシース材料を使用する高延伸ポリプロピレンコア二成分繊維を含む。さらに、ポリブチレンテレフタレート樹脂(PBT)で作られたコアおよびポリエチレンで作られたシースを含む部分的に延伸されたコアを有するTrevira T265二成分繊維(ドイツ、ボビンゲン)を使用することができる。
【0055】
本発明の二成分繊維は、さらに、特にポリエチレンシースを含む、さまざまなシース材料とともに部分的に延伸されたポリエステルコアを使用する繊維をも含むことができる。部分的に延伸された二成分繊維と高延伸された二成分繊維の両方を同じ構造内で使用することを活かして、その構造内への組み込まれ方に基づいて特定の物理的特性および性能特性の条件を満たすことができる。本発明の二成分繊維は、範囲に関してコアまたはシースのいずれかに対する特定のポリマーに限定されないが、それは、部分的に延伸されたどのようなコア二成分繊維も伸長率と強度に関して性能を向上させることが可能だからである。部分的に延伸された二成分繊維が延伸される程度は、範囲の制限を受けないが、それは、延伸の程度が異なれば、性能の向上も異なるからである。部分的に延伸された二成分繊維の範囲は、限定はしないが、同心、偏心、並列、海島、パイ断片、および他の変更形態を含む、さまざまなコアシース構成を有する繊維を含む。それに加えて、本発明の範囲は、ポリエステル、ポリプロピレン、ナイロン、および他の溶融紡糸可能ポリマーなどの部分的に延伸されたホモポリマーの使用を含む。本発明の範囲は、さらに、2よりも多いポリマーを繊維構造の一部として有する多成分繊維も含む。
【0056】
マトリクス繊維として、または二成分結合剤繊維としてさまざまな実施形態において使用するのに適している他の合成繊維は、例えば、限定はしないが、アクリル樹脂、ポリアミド(例えば、ナイロン6、ナイロン6/6、ナイロン12、ポリアスパラギン酸、ポリグルタミン酸など)、ポリアミン、ポリアミド、ポリアクリル樹脂(例えば、ポリアクリルアミド、ポリアクリロニトリル、メタクリル酸エステル、およびアクリル酸など)、ポリカーボネート(例えば、ポリビスフェノールAカーボネート、ポリプロピレンカーボネートなど)、ポリジエン(例えば、ポリブタジエン、ポリイソプレン、ポリノルボルネンなど)、ポリエポキシド、ポリエステル(例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリオリメチレンテレフタレート、ポリカプロラクトン、ポリグリコリド、ポリラクチド、ポリヒドロキシ酪酸塩、ポリヒドロキシ吉草酸塩、ポリエチレンアジピン酸塩、ポリブチレンアジピン酸塩、ポリプロピレンコハク酸塩など)、ポリエーテル(例えば、ポリエチレングリコール(ポリエチレンオキシド)、ポリブチレングリコール、ポリプロピレンオキシド、ポリオキシメチレン(パラホルムアルデヒド)、ポリテトラメチレンエーテル(ポリテトラヒドロフラン)、ポリエピクロルヒドリンなど)、ポリフッ化炭素、ホルムアルデヒド重合体(例えば、尿素ホルムアルデヒド、メラミンホルムアルデヒド、フェノールホルムアルデヒドなど)、天然高分子(例えば、セルロース誘導体、キトサン、リグニン、ろうなど)、ポリオレフィン(例えば、ポリエチレン、ポリプロピレン、ポリブチレン、ポリブテン、ポリオクテンなど)、ポリフェニレン(例えば、ポリフェニレンオキシド、ポリフェニレンサルファイド、ポリフェニレンエーテルスルホンなど)、シリコン含有ポリマー(例えば、ポリジメチルシロキサン、ポリマルボメチルシランなど)、ポリウレタン、ポリビニル(例えば、ポリビニルブチラール、ポリビニルアルコール、ポリビニルアルコールのエステルおよびエーテル、ポリ酢酸ビニル、ポリスチレン、ポリメチルスチレン、ポリ塩化ビニル、ポリビニルピロリドン、ポリメチルビニルエーテル、ポリエチルビニルエーテル、ポリビニルメチルケトンなど)、ポリアセタール、ポリアリレート、およびコポリマー(例えば、ポリエチレン−酢酸ビニル共重合体、ポリエチレン−アクリル酸共重合体、ポリブチレンテレフタレート−ポリエチレンテレフタレート共重合体、ポリラウリルラクタム−ポリテトラフドロフランブロック共重合体など)、およびポリ乳酸系ポリマーを含む、さまざまなポリマーから作られる繊維を含む。
【0057】
本発明のさまざまな実施形態において有用なのは、参照によりその全体が本明細書に組み込まれている、米国特許第6,855,422号で説明されているような高められた可逆熱特性を有する多成分繊維である。これらの多成分繊維は、温度調節物質を含み、一般に相変化物質は、熱エネルギーを吸収または放出して熱流量を低減するか、またはなくす能力を有する。一般に、相変化物質は、熱エネルギーを吸収または放出して、温度安定化範囲で、またはその範囲内で熱流量を低減するか、またはなくす能力を有する任意の物質、または物質の混合物を含むことができる。温度安定化範囲は、特定の遷移温度または遷移温度の範囲を含むことができる。本発明のさまざまな実施形態とともに使用される相変化物質は、相変化物質が熱を吸収または放出しているときに、典型的には相変化物質が2つの状態、例えば液体の状態と固体の状態、液体の状態と気体の状態、固体の状態と気体の状態、または2つの固体の状態の間の遷移を受けると、熱エネルギーの流れを阻止することができる。この作用は、典型的には一時的であり、加熱または冷却プロセスにおいて相変化物質の潜熱が吸収されるか、または放出されるまで生じることになる。熱エネルギーは、相変化物質に蓄積またはそこから取り出されることがあり、相変化物質は、典型的には、熱源または冷熱源により効果的に再チャージすることができる。適切な相変化物質を選択することにより、多くの製品のうちのどの1つについても使用できるように多成分繊維を設計することができる。
【0058】
本発明は、また、任意に結合剤も含む。好ましい結合剤は、限定はしないが、陰イオン界面活性剤である、約0.75重量%のAerosol OT(Cytec Industries、ニュージャージー州ウエストパターソン)を組み込んだ約10%の固体のレベルで施されるAirFlex 124(Air Products、ペンシルバニア州アレンタウン)などのエチル−酢酸ビニル共重合体を含む。スチレン−ブタジエンおよびアクリル結合剤などの他のクラスのエマルジョンポリマー結合剤も使用できる。例えば、二酸化チタンなどの乳白剤と漂白剤を乳濁液中に分散させた結合剤AirFiex 124および192(Air Products、ペンシルバニア州アレンタウン)も使用することができる。他の好ましい結合剤は、限定はしないが、Celanese Emulsions(ニュージャージー州ブリッジウォーター)のElite 22およびElite 33を含む。本発明の不織布材料中で結合剤が使用される特定の実施形態において、結合剤は、不織布材料の総重量に基づき約0から約20重量パーセント、好ましくは約0から約15重量パーセント、より好ましくは約0から約8重量パーセントの範囲内の量だけ施される。
【0059】
本発明の材料は、さらに、限定はしないが、超白色添加剤、着色剤、不透明増加剤、つや消し剤および光沢剤、および参照によりその全体が本明細書に組み込まれている、2003年12月23日に出願された米国特許出願第10/707,598号で開示されているような光学的美観を高める他の添加剤を含む、追加の添加剤を含むこともできる。
【0060】
本発明の特定の一実施形態では、多層不織布材料は、セルロース系繊維、合成繊維、またはこれらの混合物を含むマトリクス繊維約45から約95重量パーセント、および二成分繊維約5から約55重量パーセントを含む。
【0061】
他の実施形態では、不織布材料は、セルロース系繊維、合成繊維、またはこれらの混合物を含むマトリクス繊維約0から約40重量パーセント、および二成分繊維約60から約100重量パーセントを含む。
【0062】
他の実施形態では、不織布材料は、内側層の総重量に基づき二成分繊維約60から約100重量パーセント、好ましくは約70から約100重量パーセント、より好ましくは約70から約95重量パーセント、より好ましくは75から95重量パーセントを含む少なくとも1つの内側層を有する。他の実施形態では、不織布材料は、二成分繊維約80から約90重量パーセントを含む少なくとも1つの内側層を有する。また他の実施形態では、少なくとも1つの内側層は、二成分繊維約90から約100重量パーセントを有する。
【0063】
高強度、高伸長率材料を生産する方法
本発明を実施するうえで有用なさまざまな材料、構造、および製造プロセスは、参照によりその全体が本明細書に組み込まれている、米国特許第6,241,713号、米国特許第6,353,148号、米国特許第6,353,148号、米国特許第6,171,441号、米国特許第6,159,335号、米国特許第5,695,486号、米国特許第6,344,109号、米国特許第5,068,079号、米国特許第5,269,049号、米国特許第5,693,162号、米国特許第5,922,163号、米国特許第6,007,653号、米国特許第6,420,626号、米国特許第6,355,079号、米国特許第6,403,857号、米国特許第6,479,415号、米国特許第6,495,734号、米国特許第6,562,742号、米国特許第6,562,743号、米国特許第6,559,081号、2001年1月17日に出願された米国特許出願第09/719,338号、2001年1月30日に出願された米国特許出願第09/774,248号、2001年5月11日に出願された米国特許出願第09/854,179号において開示されている。
【0064】
限定はしないが、エアーレイイングおよび梳綿などの従来のウェットレイイングプロセスおよび乾式形成プロセスまたはスパンレースあるいはエアーレースなどの他の形成技術を含む、さまざまなプロセスを使用することで、本発明を実施する際に使用される材料を組み立てて本発明の高強度材料を生産することができる。好ましくは、高強度材料は、エアーレイドプロセスにより作成できる。エアーレイドプロセスは、1つまたは複数の形成ヘッドを使用して、異なる組成の原料を製造プロセスにおいて選択された順序で堆積し、異なる層を持つ製品を生産することを含む。これにより、生産できる製品の多様性が大幅に広がる。
【0065】
本発明の不織布材料の生産に使用されるプロセスおよび機器は、当業において知られており、参照によりその全体が本明細書に組み込まれている、米国特許第4,335,066号、米国特許第4,732,552号、米国特許第4,375,448号、米国特許第4,366,111号、米国特許第4,375,447号、米国特許第4,640,810号、米国特許第206,632号、米国特許第2,543,870号、米国特許第2,588,533号、米国特許第5,234,550号、米国特許第4,351,793号、米国特許第4,264,289号、米国特許第4,666,390号、米国特許第4,582,666号、米国特許第5,076,774号、米国特許第874,418号、米国特許第5,566,611号、米国特許第6,284,145号、米国特許第6,363,580号、米国特許第6,726,461号を含むが、そのうち米国特許第6,726,461号および米国特許第4,640,810号が好ましい。
【0066】
本発明の一実施形態では、複数の層を持つ材料を生産する1から6つの形成ヘッドを備える構造が形成される。形成ヘッドは、特定のターゲット材料に応じてセットされ、これによりマトリクス繊維を生産ラインに加える。それぞれの形成ヘッドに加えられるマトリクス繊維は、ターゲット材料に応じて異なり、ただし、マトリクス繊維は、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維の組合せとすることができる。一実施形態では、1つの内側層に対する形成ヘッドは、二成分繊維約60から約100重量パーセントを含む層を生産する。他の実施形態では、外側層に対する形成ヘッドは、セルロース系繊維、合成繊維、またはこれらの組合せを含む。二成分繊維100%を有する形成ヘッドの数が多いほど、外側層で必要な合成材料は少なくて済む。形成ヘッドは、圧縮ロールにより圧縮される多層ウェブを形成する。次いで、ウェブは、約130℃〜200℃の範囲の温度で硬化され、毎分約10メートルから毎分約500メートルの機械速度で巻かれ、集められる。
【0067】
二成分および多成分繊維のさまざまな製造プロセス、およびこのような繊維を添加剤で処理することは、本発明を実施するうえで有用であり、参照によりその全体が本明細書に組み込まれている、米国特許第4,394,485号、米国特許第4,684,576号、米国特許第4,950,541号、米国特許第5,045,401号、米国特許第5,082,899号、米国特許第5,126,199号、米国特許第5,185,199号、米国特許第5,705,565号、米国特許第6,855,422号、米国特許第6,811,871号、米国特許第6,811,716号、米国特許第6,811,873号、米国特許第6.838,402号、米国特許第6,783,854号、米国特許第6,773,810号、米国特許第6,846,561号、米国特許第6,841,245号、米国特許第6,838,402号、および米国特許第6,811,873号で開示されている。構成要素は、混合され、溶融され、冷却され、再細断される。次いで、所望の二成分繊維を製造するために、最終チップが繊維紡糸プロセスに組み込まれる。このプロセスで使用される形成速度または温度は、当業で知られているものと似ている、例えば、参照により本明細書に組み込まれている、マレイン酸またはマレイン酸化合物が二成分繊維に一体化される米国特許第4,950,541号と類似している。
【0068】
本発明の一態様では、高強度不織布材料は、限定はしないが、ワイパー、おむつ、生理用品、失禁治療機器、外科用ドレープおよび関連材料、ならびにモップを含む、さまざまな吸収構造の構成要素として使用することができる。
【0069】
(実施例)
本発明は、制限するのではなく本発明の例示として与えられている、以下の実施例を参照することによりよく理解することができる。
【0070】
以下のさまざまな実施例で使用されるエアーレイドパイロット管路は、デュアルドラムフォーマーおよびそれらの上で空気中に曝されている形成ヘッドを使用するDan−Web設計および製造であるか、またはパイロット管路は、M&J設計である。以下のさまざまな実施例の製造に使用される商業ラインは、形成ヘッドがその上で空気に曝されない、米国特許第6,726,461号で開示されているような修正Dan−Webタイプのものであった。連続運転では、セルロースパルプシートは、個別の繊維に粉砕するためハンマーミル粉砕機に送られ、繊維はコントロールされた湿度と温度の空気流中に空気連行される。次いで、二成分繊維は、形成ヘッドに向かう途中でコントロールされた空気流内に導入され、そこで、空気流中でセルロース繊維と混合された後、その混合物は形成ヘッドにより堆積される。非常に高い含有量の二成分繊維がヘッドから堆積された非均質構造を持つサンプルでは、同じ空気流系が使用されるが、二成分繊維の導入前に流れの中にセルロース繊維はほとんど、または全くない。
【0071】
商業エアーレイド製造プロセスでは、ライン速度は、約100m/分(メートル/分)以上、より望ましくは約200m/分以上、なお一層望ましくは約300m/分以上、好ましくは約350m/分以上であるのが望ましい。これは、機械横幅が約1メートル以上のエアーレイド抄紙機の場合に重要であり、幅が約2メートル以上の抄紙機の場合にはなお一層重要であり、幅が約2.5メートル以上の抄紙機の場合には特に重要である。
【0072】
(実施例1)
層構造に対するパイロット管路からの均質な対照サンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。対照材料は、二成分繊維と離解されたフラッフパルプの均質なブレンドを単一層中に含んでいた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0073】
サンプル1から10に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。
【0074】
サンプル1は、形成ヘッドを1つだけ使用する3ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)14.18gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)40.46gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。
【0075】
サンプル2から10は、サンプル1と同様にして作成されたが、表1および表2に示されている組成を使用した。サンプル1〜10の断面は、図3に示されている。
【0076】
【表1】

【0077】
【表2】
【0078】
表3は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0079】
【表3】
【0080】
坪量および横方向湿潤引張強さ(CDW)は、前の方で説明した方法を使用して測定された。
【0081】
(実施例2)
パイロット管路からの層二成分サンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0082】
層材料は、2つ以上の層から作られたが、これらの層のうちの1つまたは複数は、二成分繊維含量の多い層からなり、二成分繊維含量は60%から100%、二成分繊維の最も好ましいレベルは100%であった。他の1つまたは複数の層は、二成分繊維含量が0%から60%の二成分繊維と離解されたフラッフパルプとのより均質なブレンドから作られた。
【0083】
デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0084】
サンプル11から20に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。
【0085】
サンプル11は、2つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.81gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)40.22gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)9.55gsmを加えたが、FOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)は加えなかった。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。
【0086】
サンプル12から20は、サンプル11と同様にして作成されたが、表4および表5に示されている組成を使用した。サンプル11〜20の断面は、図4に示されている。
【0087】
【表4】
【0088】
【表5】
【0089】
表6は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0090】
【表6】
【0091】
表3および表6のデータは、図1にプロットされている。図1は、均質なブレンドに対する基板内の100%二成分繊維の層を使用することにより得られる横方向湿潤(CDW)引張強さの増大を示している。
【0092】
(実施例3)
長二成分繊維構造に対するパイロット管路からのサンプルと対照サンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0093】
対照材料は、単一層中の二成分繊維と離解されたフラッフパルプの均質なブレンドで作られた。サンプル21に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0094】
サンプル21は、形成ヘッドを1つだけ使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)14.36gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)39.99gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145℃〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表7に示されている。
【0095】
サンプル22に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が12mmであるTrevira 4178二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0096】
サンプル22は、形成ヘッドを1つだけ使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が12mmのTrevira 4178二成分繊維(ドイツ、ボビンゲン)12.75gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)47.37gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。
【0097】
サンプル23および24は、サンプル22と同様にして作成されたが、表8に示されている組成を使用した。サンプル21〜24の断面は、図3に示されている。
【0098】
【表7】
【0099】
【表8】
【0100】
表9は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0101】
【表9】
【0102】
表9のデータは、図2にプロットされている。図2は、均質な構造で使用された場合に6mmの二成分繊維に対し12mmの二成分繊維を使用することにより得られる横方向湿潤(CDW)引張強さの増大を示している。
【0103】
(実施例4)
層構造および長繊維構造に対する商業ラインからのサンプル
本発明の実施例では、原料を組み合わせて商業サンプルを形成した。
【0104】
デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用される。また、デニールが1.5dpfで、繊維長が8mmであるTrevira 4234二成分繊維(ドイツ、ボビンゲン)が使用される。さらに、デニールが2.0dpfで、繊維長が12mmであるTrevira 4178二成分繊維(ドイツ、ボビンゲン)が使用される。二成分繊維はすべて、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0105】
サンプル25から27で示されている構造は、Buckeye Technologies社の商業エアーレイドラインにおいて作成される。サンプル25および26の断面は、図5に示されている。サンプル27の断面は、図6に示されている。
【0106】
サンプル25は、5つの形成ヘッドを使って1パスで作成される。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)3.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.6gsmの混合物を加える。第2の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)10.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)9.61gsmの混合物を加える。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加える。第4の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加える。第5の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)1.2gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)5.0gsmの混合物を加える。この直後に、圧縮ロールを介してウェブを圧縮する。次いで、ウェブは、水性乳剤の形態のAirflex 192エチル−酢酸ビニル結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.6gsmを吹き付けられ、スルーエアーオーブンで硬化される。次いで、ウェブは、水性乳剤の形態のAirflex 192結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.0gsmを再び吹き付けられ、第2のスルーエアーオーブンで硬化される。オーブンは両方とも、135〜195℃の範囲の温度である。この後、ウェブは、巻かれ、集められる。組成は、表10に示されている。
【0107】
サンプル26および27は、サンプル25と同様にして作成されるが、表11および12に示されている組成を使用する。
【0108】
【表10】
【0109】
【表11】
【0110】
【表12】
【0111】
(実施例4B)
層構造および長繊維構造に対する商業ラインからのサンプル
本発明の実施例では、原料を組み合わせて商業ドラム形成ライン上でサンプルを形成した。
【0112】
デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。デニールが1.5dpfで、繊維長が8mmであるTrevira 4234二成分繊維(ドイツ、ボビンゲン)が使用された。デニールが2.0dpfで、繊維長が12mmであるTrevira 4178二成分繊維(ドイツ、ボビンゲン)が使用された。デニールが2.0dpfで、繊維長が6mmであるInvista T255二成分繊維(ノースカロライナ州ソールズベリー)が使用された。二成分繊維はすべて、ポリエステルでできているコアとポリエチレンでできているシースを有していた。
【0113】
サンプル25Bから27Bで示されている構造は、Buckeye Technologies社の商業エアーレイドラインにおいて作成された。サンプル25Bおよび26Bの断面は、図5に示されている。サンプル27Bの断面は、図6に示されている。
【0114】
サンプル25Bは、5つの形成ヘッドを使って1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)3.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.6gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)10.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)9.61gsmの混合物を加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加えた。第4の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加えた。第5の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)1.2gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)5.0gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、ウェブは、水性乳剤の形態のAirflex 124エチル−酢酸ビニル結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.6gsmを吹き付けられ、スルーエアーオーブンで硬化された。次いで、ウェブは、水性乳剤の形態のAirflex 124結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.0gsmを再び吹き付けられ、第2のスルーエアーオーブンで硬化される。オーブンは両方とも、135〜195℃の範囲の温度であった。この後、ウェブを巻いて集めた。組成は、表10Bに示されている。
【0115】
サンプル26Bおよび27Bは、サンプル25Bと同様にして作成されるが、表11Bおよび12Bに示されている組成を使用した。
【0116】
【表13】
【0117】
【表14】
【0118】
【表15】
【0119】
表13Bは、すべてのパイロットサンプルの性能結果をまとめたものである。
【0120】
【表16】
【0121】
サンプル25Bとサンプル26Bとの比較から、サンプル26Bの第2の層の長さ8mmに切断された二成分繊維は、構造の残り部分は名目上同じであるが、サンプル25Bの第2の層の長さ6mmに切断された二成分繊維に比べて、高いCDW強さを示すことがわかる。
【0122】
サンプル27Bとサンプル25Bとの比較から、第2の層の長さ12mmの二成分繊維の100%層は、サンプル25Bが全体として高いレベルの二成分繊維を有するとしても、サンプル25Bの6mm二成分繊維フラッフパルプブレンド層に比べて、著しく高いCDW強さを示すことがわかる。
【0123】
(実施例5)
部分的に延伸されたコアの二成分繊維構造および層構造のパイロット管路からのサンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0124】
サンプル28に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T265二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリブチレンテレフタレート(PBT)でできているコアとポリエチレンでできているシースを有する。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0125】
サンプル28は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.79gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)20.84gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpfで、繊維長が6mmであるTrevira T265二成分繊維(ドイツ、ボビンゲン)12.47gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.79gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)20.84gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表14に示されている。
【0126】
サンプル29および30は、サンプル28と同様にして作成されたが、表15および表16に示されている組成を使用した。サンプル28の断面は、図6に示されている。サンプル29の断面は、図5に示されており、サンプル30の断面は、図3に示されている。
【0127】
【表17】
【0128】
【表18】
【0129】
【表19】
【0130】
表17は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0131】
【表20】
【0132】
サンプル31に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが4.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有していた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0133】
サンプル31は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)6.51gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.81gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが4.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)10.43gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)6.51gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.81gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表18に示されている。
【0134】
サンプル32および33は、サンプル31と同様にして作成されたが、表19および表20に示されている組成を使用した。サンプル31の断面は、図6に示され、サンプル32の断面は、図5に示され、サンプル33の断面は、図3に示されている。
【0135】
【表21】
【0136】
【表22】
【0137】
【表23】
【0138】
表21は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0139】
【表24】
【0140】
サンプル34に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0141】
サンプル34は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.31gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.30gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)11.71gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.31gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.30gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表22に示されている。
【0142】
サンプル35および36は、サンプル34と同様にして作成されたが、表23および表24に示されている組成を使用した。サンプル34の断面は、図6に示され、サンプル35の断面は、図5に示され、サンプル36の断面は、図3に示されている。
【0143】
【表25】
【0144】
【表26】
【0145】
【表27】
【0146】
表25は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0147】
【表28】
【0148】
サンプル37に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0149】
サンプル37は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)9.06gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)15.58gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)14.48gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)9.06gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)15.58gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表26に示されている。
【0150】
サンプル38および39は、サンプル37と同様にして作成されたが、表27および表28に示されている組成を使用した。サンプル37の断面は、図6に示され、サンプル38の断面は、図5に示され、サンプル39の断面は、図3に示されている。
【0151】
【表29】
【0152】
【表30】
【0153】
【表31】
【0154】
表29は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0155】
【表32】
【0156】
サンプル40に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有していた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0157】
サンプル40は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)4.99gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.32gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)7.99gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)4.99gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.32gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表30に示されている。
【0158】
サンプル41および42は、サンプル40と同様にして作成されたが、表31および表32に示されている組成を使用した。サンプル40の断面は、図6に示され、サンプル41の断面は、図5に示され、サンプル42の断面は、図5に示されている。
【0159】
【表33】
【0160】
【表34】
【0161】
【表35】
【0162】
表33は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0163】
【表36】
【0164】
サンプル43に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0165】
サンプル43は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)5.38gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.96gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)8.61gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)5.38gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.96gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表34に示されている。
【0166】
サンプル44および45は、サンプル43と同様にして作成されたが、表35および表36に示されている組成を使用した。サンプル32の断面は、図6に示され、サンプル44の断面は、図5に示され、サンプル45の断面は、図5に示されている。
【0167】
【表37】
【0168】
【表38】
【0169】
【表39】
【0170】
表37は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0171】
【表40】
【0172】
以下の比較はすべて、二成分繊維、パルプ、および坪量のさまざまなレベルのバラツキを考慮している。Trevira 1661二成分繊維を使用した市販のサンプル37、38、および39と部分的に延伸されたコア二成分繊維を使用したサンプル28から36との比較から、部分的に延伸されたコア二成分繊維を使用することで、コアポリマーおよびデニールが変化するにもかかわらず高い湿潤伸長率およびより高い湿潤引張強さがもたらされることがわかる。サンプル43〜45とサンプル40〜42を比較すると、部分的に延伸されたPETコア二成分繊維は、同じデニールおよび切断長の市販のTrevira 1661二成分繊維に比べて高い強度および伸長率を示すことがわかる。サンプル43、44、および45を互いに比較すると、中間層内の市販のTrevira 1661二成分繊維のパーセンテージを60%から80%に、そして最終的に100%に高めると、湿潤引張強さも大きくなるが、湿潤伸長率への影響は最小であることがわかる。2.0dpfおよび切断長6mmのTrevira 1661の100%のレベルでは、最高の湿潤引張強さが得られる。サンプル41、42、および43を互いに比較すると、中間層内の2.0dpfおよび切断長6mmの部分的に延伸されたポリエステルコアのパーセンテージを60%から80%に高めると、湿潤引張強さおよび湿潤伸長率は両方とも大きくなることがわかる。さらに、中間層内の部分的に延伸されたポリエステルコアの2.0dpfおよび切断長6mmの二成分繊維のレベルを80%から100%に高めても、湿潤伸長率または湿潤引張強さは大きくならない。
【0173】
(実施例6)
伸長率が高く、剛性が低い構造について結合剤を使用するパイロット管路からのサンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0174】
サンプル46に示されている構造は、M&Jパイロット規模エアーレイド製造ユニットで作られた。デニールが1.7dpfで、繊維長が4mmであるFiberVisions社(デンマーク、バーゼ)のAL−Adhesion−C二成分繊維が使用された。この二成分繊維は、ポリエチレンでできているコアとポリエチレンでできているシースを有していた。
【0175】
サンプル46は、形成ヘッドを1つ使用するエアーレイドパイロット管路を通じて1パスで作成された。形成ヘッドでは、デニールが1.7dpf、繊維長が4mmのFiberVisions社のAL−Adhesion−C二成分繊維(デンマーク、バーゼ)11.81gsmとWeyerhaeuser社のNB416フラッフパルプ(ワシントン州フェデラルウェイ)44.25gsmの混合物を加えた。ウェブは、圧縮ロールを介して即座に圧縮された。次いで、この圧縮されたウェブの最上部に、高圧スプレーシステムを介して、Celanese Emulsions Developmental Product 25−442A結合剤1.47gsm(乾燥重量)の50%の水溶液を加えたが、これは、湿潤伸長性が改善された非常に柔らかい感触を与えるように設計された自己架橋酢酸ビニル−エチレン(VAE)共重合体乳濁液である。この直後、ウェブを温度約140〜160℃のThrough Air Tunnel Drier内で硬化させた。この直後に、さらにCelanese Emulsions Developmental Product 25−442A結合剤1.48gsm(乾燥重量)を50%水溶液としてウェブの反対側に加えた。この直後に、ウェブを温度約140〜160℃のThrough Air Tunnel Drier内で硬化させた。この後、ウェブを巻いて集めた。サンプル46の組成は、以下の表38に示されている。
【0176】
サンプル47、48、49、50、および51は、サンプル46と同様にして作成されたが、表39、表40、表41、表42、および表43にそれぞれ示されている組成を使用した。サンプル46〜51の断面は、図7に示されている。
【0177】
【表41】
【0178】
【表42】
【0179】
【表43】
【0180】
【表44】
【0181】
【表45】
【0182】
【表46】
【0183】
表44は、Celanese Emulsions Developmental Product 25−442A結合剤を組み込んだすべてのパイロットサンプルの性能結果をまとめたものである。
【0184】
【表47】
【0185】
表45は、Celanese Emulsions Elite 33結合剤を組み込んだすべてのパイロットサンプルの性能結果をまとめたものである。
【0186】
【表48】
【0187】
以下の比較はすべて、結合剤、パルプ、および坪量のさまざまなレベルのバラツキを考慮している。Celanese Emulsions Developmental Product 25−442A結合剤を使用したサンプル46、47、および48の比較から、これらのサンプルでは同じ付加レベルで33%以上までの横方向湿潤伸長率がもたらされるが、さらに、Celanese Elite 33結合剤に関して所定の設計および組成のエアーレイド基板内で横方向剛性が最大33%まで減少することがわかる。Celanese Emulsion Developmental Product 25−442A結合剤は、付加レベルが10%以上のときにCelanese Elite 33結合剤に関して低い横方向湿潤引張強さを示すが、結合剤付加レベルが5%の場合には影響は無視できるくらい小さい。
【0188】
(実施例7)
部分的に延伸されたコアの二成分繊維構造のパイロット管路からのサンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0189】
サンプル52に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエチレンテレフタレート(PET)でできているコアとポリエチレンでできているシースを有していた。
【0190】
サンプル52は、形成ヘッドを1つ使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpf、繊維長が6mmのTrevira T255二成分繊維(ドイツ、ボビンゲン)59gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)0gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表46に示されている。サンプル53、54、55、56、および57は、サンプル52と同様にして作成されたが、表47、表48、表49、表50、および表51にそれぞれ示されている組成を使用した。サンプル52の断面は、図9に示されている。サンプル53〜57の断面は、図3に示されている。
【0191】
【表49】
【0192】
【表50】
【0193】
【表51】
【0194】
【表52】
【0195】
【表53】
【0196】
【表54】
【0197】
表52は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0198】
【表55】
【0199】
表52の結果は、CDW引張強さの結果の相互の解釈を難しくすると思われる、さまざまな坪量および厚さを対象としている。これらの結果の解釈をしやすくするために、坪量60.0gsmおよび厚さ1.00mmとして設定されている標準に合わせて正規化するとよい。当業では、ウェブの坪量を増やすと、CDW引張強さも増大することが知られている。そこで、60gsmの設定点に関して坪量に対するCDW引張強さの正規化は、測定されたCDW引張強さに60gsmを乗算し、測定された坪量で除算することにより行われる。これで、坪量が60gsmを超える場合にCDW引張強さを小さくし、坪量が60gsm未満の場合にCDW引張強さを大きくすることにより、高い坪量を補正する。当業では、さらに、ウェブの厚さを減らすと、CDW引張強さが増大することも知られている。そこで、1.00mmの設定点に関して、厚さに対するCDW引張強さの正規化は、測定されたCDW引張強さに厚さを乗算することにより行われる。これで、厚さが1.00mmを超える場合にCDW引張強さを大きくし、厚さが1.00mm未満の場合にCDW引張強さを小さくすることにより、大きな厚さを補正する。正規化されたCDW引張強さ(CDW−N)は、以下の式で与えられるようなCDW引張強さに対する正規化の式により表すことができる。
M×C×60gsm/BW=N
ただし、「M」は、g/cmを測定単位とする横方向湿潤(CDW)引張強さであり、
「C」は、mmを測定単位とする厚さであり、
「BW」は、gsmを測定単位とする坪量であり、
「N」は、g/cmを測定単位とする正規化された横方向湿潤(CDW)引張強さである。
【0200】
したがって、表52のCDW引張強さに対する結果は、CDW引張強さに対する正規化の式を使用して表53に示されている正規化された結果を得ることにより正規化することができる。
【0201】
表53は、すべてのパイロットサンプルの正規化された性能結果をまとめたものである。
【0202】
【表56】
【0203】
以下の比較のすべてにおいて、CDW%伸長率の結果およびCDW引張強さの正規化された結果に対する結合剤、パルプ、坪量、および厚さのさまざまなレベルのバラツキを考慮している。これらは、表52および表53で与えられ、図10に示されている、サンプル52、53、54、55、56、および57の比較結果に基づいており、これらはすべて、表53に示されているレベルのTrevira T255 2.0dpf部分的延伸コア二成分繊維を含んでいた。サンプル52、53、54、55、56、および57の比較から、二成分繊維のパーセンテージが高まるとともに、二成分繊維含量約90%のレベルのところで頭打ち状態になるまでCDW%伸長率も増大することがわかる。CDW%伸長率は、二成分繊維含量が90%から100%まで増えるにつれわずかに増大する。表53に示されている正規化されたCDW引張強さの比較から、二成分繊維のパーセンテージが増大すると、二成分繊維レベルが約90%から96%になるまでCDW引張強さも増大することがわかる。二成分繊維レベルが、さらに約96%から100%まで増大すると、CDW引張強さは著しく減少する。
【0204】
結果のまとめ
表54は、実施例1〜7で得られるデータの全体的まとめとなっている。表54の1列目の「#」は、本出願における実施例の番号を意味する。表54の2列目の「Smp」は、実施例内のサンプル番号を意味する。3列目の「Lyrs」は、サンプル内の層の数を意味する。3列目において、1+Ltxは、1つの層とラテックスの追加を意味する。3列目において、5+Ltxは、5つの層とラテックスの追加を意味する。
【0205】
表54の4列目の「組成」−「合計」−「BW」−「(gsm)」は、組成のグラム/平方メートルを単位とする総坪量を意味する。5列目の「組成」−「フラッフパルプ」−「BW」−「(gsm)」は、構造のフラッフパルプのグラム/平方メートルを単位とする坪量を意味する。6列目の「組成」−「フラッフパルプ」−「Wt(%)」は、構造の組成全体におけるフラッフパルプの重量パーセントを意味する。
【0206】
表54の7列目の「組成」−「二成分繊維」−「BW」−「(gsm)」は、構造の二成分繊維部分のグラム/平方メートルを単位とする坪量を意味する。8列目の「組成」−「二成分繊維」−「Wt(%)」は、構造の組成全体における二成分繊維の重量パーセントを意味する。表54の9列目の「組成」−「二成分繊維」−「タイプ」は、メーカーとタイプで使用されるタイプを意味する。表54の9列目では、T−1661は、Treviraタイプ1661の二成分繊維を意味する。
【0207】
【表57】
【0208】
表54の9列目では、I−255は、Invistaタイプ255の二成分繊維を意味する。表54の9列目では、T−4178は、Treviraタイプ4178の二成分繊維を意味する。9列目では、T−255Pは、Treviraタイプ255Pの二成分繊維を意味する。表54の9列目では、F−ALCは、ES FiberVisions AL−Adhesion−C二成分繊維を意味する。9列目では、T−4234は、Treviraタイプ4234二成分繊維を意味する。
【0209】
表54の10列目の「組成」−「二成分繊維」−「長さ(mm)」は、ミリメートルを単位とする二成分繊維の長さを意味する。11列目の「組成」−「結合剤」−「BW」−「(gsm)」は、構造の結合剤部分のグラム/平方メートルを単位とする坪量を意味する。12列目の「組成」−「結合剤」−「Wt%」は、構造の組成全体における結合剤の重量パーセントを意味する。
【0210】
13列目の「組成」−「結合剤」−「タイプ」は、メーカーとタイプで使用される結合剤のタイプを意味する。表54の13列目では、A−192は、Air Products Airflex 192結合剤を意味し、A−124は、Air Products Airflex 124結合剤を意味し、25−442Aは、Celanese Emulsions Development Product 25−442A結合剤を意味し、Elite 33は、Celanese Emulsions Elite 33結合剤を意味し、n/aは、製品上で使用される結合剤がなかったという点で該当なしを意味する。
【0211】
表54の14列目の「横方向特性」−「湿潤」−「引張強さ」−「(g/cm)」は、グラム/センチメートルを単位とする横方向湿潤引張強さを意味する。15列目の「横方向特性」−「湿潤」−「伸長率」−「(%)」は、湿潤状態での横方向の伸長の量を意味する。16列目の「横方向特性」−「剛性」−「(mm)」は、乾燥状態でのミリメートルを単位とする横方向の角度曲げ剛性を意味する。17列目の「横方向特性」−「湿潤」−「引張強さ」−「正規化」−「(g/cm)」は、上記の式を使って計算されたグラム/センチメートルを単位とする正規化された横方向湿潤引張強さを意味する。
【0212】
本発明は、本明細書で説明されている特定の実施形態により範囲を制限されないものとする。実際、本明細書で説明されているものに加えて本発明のさまざまな修正形態は、前記の説明を読み、付属の図を参照する当業者にとっては明白なことである。このような修正形態は、付属の請求項の範囲内にあることが意図されている。
【0213】
特許、特許出願、出版物、製品説明、およびプロトコルは、本願全体を通して引用されており、その開示は、すべての目的に関して、全体を参照することにより本明細書に組み込まれている。
【符号の説明】
【0214】
1 上部ピース
2 テストサンプル
3 角度曲がり剛性測定装置
4 前縁
5 平面
【技術分野】
【0001】
関連出願への相互参照
本出願は、35 U.S.C.§119に従い、参照により本明細書に組み込まれている、2005年1月6日に出願した出願第60/642,048号、2005年4月8日に出願した出願第60/669,830号、および2005年12月2日に出願した出願第60/741,583号に基づく優先権を主張するものである。
【0002】
本発明は、高強度不織複合材料およびその製造の工程に関する。
【背景技術】
【0003】
ワイパーなどの不織複合材料を製造する際に、乾燥強度、湿潤強度、乾燥伸長、湿潤伸長の増大、柔軟性の改善、剛性の低減、または湿気のある性質の制御などの特定の目的に関してある種の添加剤が提案されている。以前には、水と接触する場合、および/または湿潤環境で使用される場合に、紙製品の強度を高めたり、他の何らかの方法で紙製品の特性を制御するために、強度増強剤が紙製品に添加されていた。例えば、濡らした後もペーパータオルが分解することなく、ペーパータオルを使って表面を拭き取り、ごしごしと磨けるように、強度増強剤がペーパータオルに添加される。湿潤強度増強剤は、また、流体と接触したときに破れるのを防止するためティッシュペーパーに添加される。いくつかの用途では、さらに、使用時にトイレットペーパーの強度を高めるために、強度増強剤を添加する。しかし、トイレットペーパーに添加した場合、湿潤強度増強剤は、トイレに落とし下水道に流した場合にはトイレットペーパーが分解するのを妨げることがあってはならない。トイレットペーパーに添加された湿潤強度増強剤は、ときには、一時的湿潤強度増強剤とも呼ばれるが、それは、指定された時間の間のみトイレットペーパーの湿潤強度を維持するからである。
【0004】
紙製品に強度特性を与えることについては大きな発展があったが、それでも、当業には、強度および伸長特性を増大または他の何らかの形でその制御性を高め、紙製品のある種の用途において剛性を低減するさまざまなニーズが存在する。例えば、低強度および/または低伸長のベビーワイパーは、使用中にバラバラになることがあり、そのため、利用者にとってはマイナスの効果をもたらす。それに加えて、ワイパーの強度を高める現在の方法は、典型的には、原価が高く、通常は剛性のある製品が得られ、環境にあまり優しくない、液体または半液体物質を保持する吸収能力の低い、合成物質の割合が多い材料を使用することを伴う。
【0005】
高強度性、高伸長性、および低剛性をワイパーなどの繊維性材料に付与し、その一方で同時に高いパフォーマンスおよび吸収性を保持する費用効果の高い不織布組成に対するニーズが存在する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】出願第60/642,048号
【特許文献2】出願第60/669,830号
【特許文献3】出願第60/741,583号
【特許文献4】米国特許第4,115,989号
【特許文献5】米国特許第4,217,321号
【特許文献6】米国特許第4,529,368号
【特許文献7】米国特許第4,687,610号
【特許文献8】米国特許第5,185,199号
【特許文献9】米国特許第5,372,885号
【特許文献10】米国特許第6,841,245号
【特許文献11】米国特許第3,931,386号
【特許文献12】米国特許第4,021,410号
【特許文献13】米国特許第4,237,187号
【特許文献14】米国特許第4,434,204号
【特許文献15】米国特許第4,609,710号
【特許文献16】米国特許第5,229,060号
【特許文献17】米国特許第5,336,709号
【特許文献18】米国特許第5,634,249号
【特許文献19】米国特許第5,660,804号
【特許文献20】米国特許第5,773,825号
【特許文献21】米国特許第5,811,186号
【特許文献22】米国特許第5,849,232号
【特許文献23】米国特許第5,972,463号
【特許文献24】米国特許第6,080,482号
【特許文献25】米国特許第5,456,982号
【特許文献26】米国特許第4,950,541号
【特許文献27】米国特許第5,082,899号
【特許文献28】米国特許第5,126,199号
【特許文献29】米国特許第5,705,565号
【特許文献30】米国特許第2,861,319号
【特許文献31】米国特許第2,931,091号
【特許文献32】米国特許第2,989,798号
【特許文献33】米国特許第3,038,235号
【特許文献34】米国特許第3,081,490号
【特許文献35】米国特許第3,117,362号
【特許文献36】米国特許第3,121,254号
【特許文献37】米国特許第3,188,689号
【特許文献38】米国特許第3,237,245号
【特許文献39】米国特許第3,249,669号
【特許文献40】米国特許第3,457,342号
【特許文献41】米国特許第3,466,703号
【特許文献42】米国特許第3,469,279号
【特許文献43】米国特許第3,500,498号
【特許文献44】米国特許第3,585,685号
【特許文献45】米国特許第3,163,170号
【特許文献46】米国特許第3,692,423号
【特許文献47】米国特許第3,716,317号
【特許文献48】米国特許第3,778,208号
【特許文献49】米国特許第3,787,162号
【特許文献50】米国特許第3,814,561号
【特許文献51】米国特許第3,963,406号
【特許文献52】米国特許第3,992,499号
【特許文献53】米国特許第4,052,146号
【特許文献54】米国特許第4,251,200号
【特許文献55】米国特許第4,350,006号
【特許文献56】米国特許第4,370,114号
【特許文献57】米国特許第4,406,850号
【特許文献58】米国特許第4,445,833号
【特許文献59】米国特許第4,717,325号
【特許文献60】米国特許第4,743,189号
【特許文献61】米国特許第5,162,074号
【特許文献62】米国特許第5,256,050号
【特許文献63】米国特許第5,505,889号
【特許文献64】米国特許第5,582,913号
【特許文献65】米国特許第6,670,035号
【特許文献66】米国特許出願第10/707,598号
【特許文献67】米国特許第6,241,713号
【特許文献68】米国特許第6,353,148号
【特許文献69】米国特許第6,171,441号
【特許文献70】米国特許第6,159,335号
【特許文献71】米国特許第5,695,486号
【特許文献72】米国特許第6,344,109号
【特許文献73】米国特許第5,068,079号
【特許文献74】米国特許第5,269,049号
【特許文献75】米国特許第5,693,162号
【特許文献76】米国特許第5,922,163号
【特許文献77】米国特許第6,007,653号
【特許文献78】米国特許第6,420,626号
【特許文献79】米国特許第6,355,079号
【特許文献80】米国特許第6,403,857号
【特許文献81】米国特許第6,479,415号
【特許文献82】米国特許第6,495,734号
【特許文献83】米国特許第6,562,742号
【特許文献84】米国特許第6,562,743号
【特許文献85】米国特許第6,559,081号
【特許文献86】米国特許出願第09/719,338号
【特許文献87】米国特許出願第09/774,248号
【特許文献88】米国特許出願第09/854,179号
【特許文献89】米国特許第4,335,066号
【特許文献90】米国特許第4,732,552号
【特許文献91】米国特許第4,375,448号
【特許文献92】米国特許第4,366,111号
【特許文献93】米国特許第4,375,447号
【特許文献94】米国特許第4,640,810号
【特許文献95】米国特許第206,632号
【特許文献96】米国特許第2,543,870号
【特許文献97】米国特許第2,588,533号
【特許文献98】米国特許第5,234,550号
【特許文献99】米国特許第4,351,793号
【特許文献100】米国特許第4,264,289号
【特許文献101】米国特許第4,666,390号
【特許文献102】米国特許第4,582,666号
【特許文献103】米国特許第5,076,774号
【特許文献104】米国特許第874,418号
【特許文献105】米国特許第5,566,611号
【特許文献106】米国特許第6,284,145号
【特許文献107】米国特許第6,363,580号
【特許文献108】米国特許第6,726,461号
【特許文献109】米国特許第4,394,485号
【特許文献110】米国特許第4,684,576号
【特許文献111】米国特許第5,045,401号
【特許文献112】米国特許第6,855,422号
【特許文献113】米国特許第6,811,871号
【特許文献114】米国特許第6,811,716号
【特許文献115】米国特許第6,811,873号
【特許文献116】米国特許第6.838,402号
【特許文献117】米国特許第6,783,854号
【特許文献118】米国特許第6,773,810号
【特許文献119】米国特許第6,846,561号
【特許文献120】米国特許第6,838,402号
【非特許文献】
【0007】
【非特許文献1】Encyclopedia of Polymer Science and Technology、Interscience、New York、第6巻(1967)、505〜555頁および第9巻(1968)、403〜440頁
【非特許文献2】Kirk−Othmer Encyclopedia of Chemical Technology、第16巻、「Olefin Fibers」、John Wiley and Sons、New York、1981、第3版
【非特許文献3】Man Made and Fiber and Textile Dictionary、Celanese Corporation
【非特許文献4】Fundamentals of Fibre Formation−−The Science of Fibre Spinning and Drawing、Adrezij Ziabicki、John Wiley and Sons、London/New York、1976
【非特許文献5】Man Made Fibres、R. W. Moncrieff著、John Wiley and Sons、London/New York、1975
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、優れた引張強さを有する高強度、高伸長、低剛性の不織布ワイパー材料を実現し、これにより、原価を抑え、合成物質の消費量を低減しつつ使用している利用者に対する保護性を高める。
【課題を解決するための手段】
【0009】
このタイプの現在市販されているベビーワイパーは、典型的には、約177g/cm(450g/in)の横方向湿潤(CDW)引張強さを有するが、本発明は、同等の合成物質含有量で256g/cm(650g/in)以上まで、さらには、455g/cm以上までの引張強さを実現することができる。このタイプの現在市販されているベビーワイパーは、典型的には、約25%のCDW伸長率を有するが、本発明は、同等の、またはそれよりも低い合成物質含有量で、50%以上までのCDW伸長率を実現することができる。さらに、このタイプの現在のワイパー材料は、典型的には、135mmを超える高い角度曲げ剛性を有するが、本発明は、同等の合成物質含有量で、約100mm以下の角度曲げ剛性を実現することができる。
【0010】
一実施形態では、本発明は、高強度不織布ワイパー材料であって、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセント、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセント、
(C)任意に、結合剤約0から約15重量パーセントを含み、
重量パーセントは、材料の全重量に基づき、また材料は、
(D)約40gsmから約100gsmまでの坪量、
(E)約0.03から約0.15g/ccの密度、および
(F)約147g/cm以上のCDW引張強さを有する。
【0011】
本発明の他の実施形態では、材料は、約194g/cm以上、好ましくは約208g/cm以上、より好ましくは約239g/cm以上、より好ましくは約252g/cm以上、なおいっそう好ましくは約681g/cm以上のCDW引張強さを有する。他の実施形態では、材料は、約394g/cm以上、好ましくは約591g/cm以上、より好ましくは約787g/cm以上のCDW引張強さを有する。
【0012】
いくつかの実施形態では、二成分繊維は部分的に延伸されたコアを持つ。
【0013】
本発明の異なる一実施形態では、高強度多層不織布ワイパー材料は、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセント、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセント、
(C)任意に、結合剤0から約15重量パーセントを含み、
重量パーセントは、材料の全重量に基づき、また材料は、
(D)約40gsmから約100gsmまでの坪量、
(E)約0.03から約0.15g/ccの密度、および
(F)約252g/cm以上のCDW引張強さを有し、
材料は、二成分繊維約60重量パーセントから約100重量パーセントからなる少なくとも1つの層を有する。
【0014】
いくつかの実施形態では、材料は、さらに、2つ以上の異なる層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる。他の実施形態では、材料は、2つの外側層と1つまたは複数の内側層を有し、内側層のマトリクス繊維は、二成分繊維を含む。他の実施形態では、材料は、2つの外側層と1つまたは複数の内側層を有し、1つまたは複数の内側層の二成分繊維の重量パーセントは、外側層内の二成分繊維の重量パーセントよりも大きい。
【0015】
材料が2つの外側層および1つまたは複数の内側層を有する特定の実施形態において、1つの内側層の二成分繊維の重量パーセントは、その1つの内側層の総重量に基づき二成分繊維約70重量パーセントから約100重量パーセント、好ましくは二成分繊維約70重量パーセントから約95重量パーセント、より好ましくは二成分繊維約75重量パーセントから約95重量パーセント、より好ましくは二成分繊維約80重量パーセントから約90重量パーセントである。材料が2つの外側層および1つまたは複数の内側層を有する他の実施形態では、1つの内側層の二成分繊維の重量パーセントは、その1つの内側層の総重量に基づき二成分繊維約90重量パーセントから約100重量パーセントである。
【0016】
本発明の他の実施形態では、高強度不織布ワイパー材料は、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約0から約10重量パーセント、
(B)部分的に延伸されたコアを有する二成分繊維約90から約100重量パーセント、
(C)任意に、結合剤0から約15重量パーセントを含み、
重量パーセントは、材料の全重量に基づき、また材料は、
(D)約40gsmから約100gsmまでの坪量、
(E)約0.03から約0.15g/ccの密度、
(F)約1,200g/cm以上のCDW引張強さ、および
(G)約50%から約60%のCDW伸長率を有する。
【0017】
さらに他の実施形態では、高強度不織布材料は、
(A)マトリクス繊維の約0から約40重量パーセント、
(B)長さが約3mmから約36mmまでの範囲である二成分繊維約60から約100重量パーセント、および
(C)任意に、エマルジョンポリマー結合剤の最大約8重量パーセントまでを含み、
不織布材料は、
(D)約40gsmから約100gsmまでの坪量、および
(E)約0.03g/ccから約0.15g/ccの密度、
(F)および約1,200g/cmから約2,000g/cm以上までのCDW引張強さ、および
(G)約50%から約60%までの範囲の材料のCDW伸長率を有する。
【0018】
本発明の二成分材料は、約6mm以上、約8mm以上、好ましくは10mm以上、および好ましくは約12mm以上の長さを有する。
【0019】
本発明は、さらに、前の請求項のうちの1つのワイパー材料を生産するプロセスを対象とし、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維との混合物を含むマトリクス繊維の約45から約90重量パーセント、および1つまたは複数の層により材料を形成するための二成分繊維約5から約55重量パーセントのエアーレイイングを行うことを含み、材料は、二成分繊維約60重量パーセントから約100重量パーセントを含む少なくとも1つの内部層を有し、二成分繊維は、その長さが約3mmから約36mmまでの範囲であり、不織布材料のCDW引張強さは、約90g/cmから約2,600g/cmである。
【0020】
他の実施形態では、前の請求項のうちの1つのワイパー材料を生産するプロセスは、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維との混合物を含むマトリクス繊維約45から約95重量パーセント、長さが約3mmから約36mmの二成分繊維約5から約55重量パーセント、任意に結合剤0から約15重量パーセントのエアーレイイングを行うことを含み、重量パーセントは、材料の総重量に基づき、材料は、約40gsmから約100gsmの坪量、約0.03から約0.15g/ccの密度、および約147g/cm以上のCDW引張強さを有する。
【0021】
他の実施形態では、前の請求項のうちの1つのワイパー材料を生産するプロセスは、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維との混合物を含むマトリクス繊維約45から約95重量パーセント、長さが約3mmから約36mmの二成分繊維約5から約55重量パーセント、任意に結合剤0から約15重量パーセントのエアーレイイングを行うことを含み、重量パーセントは、材料の総重量に基づき、材料は、約40gsmから約100gsmの坪量、約0.03から約0.15g/ccの密度、および約252g/cm以上のCDW引張強さを有し、材料は、二成分繊維約60重量パーセントから約100重量パーセントを含む層を有する。
【0022】
他の実施形態では、前の請求項のうちの1つのワイパー材料を生産するプロセスは、マトリクス繊維の約0重量パーセントから約40重量パーセント、1つまたは複数の層で材料を形成する二成分繊維約60重量パーセントから約100重量パーセント、および任意に結合剤最大約8重量パーセントのエアーレイイングを行うことを含み、重量パーセントは、材料の総重量に基づき、材料は、約40gsmから約100gsmの坪量、約0.03から約0.15g/ccの密度を有し、二成分繊維は、長さが約3mmから約36mmまでの範囲であり、材料のCDW引張強さは、約1,200g/cm以上であり、CDW伸長率は、約50%から約60%までの範囲内である。
【0023】
好ましくは、本発明の不織布材料は、エアーレイドプロセスにより生産されている。いくつかの実施形態では、二成分繊維は、1つの形成ヘッドにより堆積される。
【0024】
好ましくは、本発明の不織布材料は、限定はしないが、おむつ、生理用品、失禁治療機器、外科用ドレープおよび関連材料、ならびにワイパーおよびモップを含む、さまざまな吸収構造の構成要素として使用することができる。
【0025】
本発明のこれらおよび他の態様は、詳細な説明および実施例においてさらに詳しく説明される。
【図面の簡単な説明】
【0026】
【図1】二成分繊維のレベルが上がるとともに高まる引張強さを示す図である。この図は、対照と層構造との間の二成分繊維の割合に対する横方向湿潤(CDW)(g/cm)を示している。
【図2】パルプと長さ6mmの二成分繊維の均質なブレンドと比較した、二成分繊維の割合に対するCDW(g/cm)による、パルプと長さ12mmの二成分繊維の均質なブレンドの増強された引張強さを示す図である。
【図3】二成分繊維とパルプの混合物を含む均質構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル1〜10、21〜24、30、33、36、39、52、および53〜57を表している。
【図4】1つの層が100%二成分繊維であり、第2の層が二成分繊維とパルプの混合物で作られている、層構造をなすワイパー材料の断面図である。この断面は、実施例に示されているサンプル11〜20を表している。
【図5】低含量の二成分繊維と高含量のパルプの混合物の第1の層、高含量の二成分繊維の第2の層、および低含量の二成分繊維と高含量のパルプの混合物の第3の層を有する市販の層構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル25、25B、26、26B、29、32、35、38、41、42、44、および45を表している。
【図6】低含量の二成分繊維と高含量のパルプの混合物の第1の層、含量100%の二成分繊維の第2の層、および低含量の二成分繊維と高含量のパルプの混合物の第3の層を有する市販の層構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル27、27B、28、31、34、37、40、および43を表している。
【図7】結合剤の第1の層、二成分繊維とパルプの混合物の第2の均質な層、および結合剤の第3の層を有するパイロット層構造であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル46〜51を表している。
【図8】サンプルの剛性を調べるために使用される角度曲がり剛性測定装置の図である。「1」と標識されている上部ピースは、ミリメートル単位で較正されるスラットである。テストサンプルは、「2」と標識されており、スラットの下にある。角度曲がり剛性測定装置は、「3」と標識されており、サンプルの下にある。45度の傾斜に最も近い角度曲がり剛性測定装置の前縁は、「4」と標識されている。角度曲がり剛性測定装置の45度傾斜側の平面は、「5」と標識されている。
【図9】100%二成分繊維であるワイパー材料の断面図である。この断面は、実施例に示されているサンプル52を表している。
【図10】部分的に延伸されたコア二成分繊維を含む構造の正規化されたCDW引張強さおよび伸長率を示す図である。部分的に延伸されたコア二成分繊維のパーセンテージは、x軸(%)上に表され、CDW伸長のパーセンテージ(%)は、第1のy軸上に正方形のデータプロットとして表され、CDW引張強さ(g/cm)は、第2のy軸上に円形のデータプロットとして表される。
【発明を実施するための形態】
【0027】
本発明は、二成分繊維、結合剤、および市販のフラッフパルプを含む高強度不織ワイパー材料を実現する。
【0028】
定義
本明細書で使用されているように、「不織布」は、限定はしないが、織物またはプラスチックを含む、材料のクラスを指す。「ワイパー」は、したがって、不織布のサブクラスである。
【0029】
「重量パーセント」という用語は、材料の重量のパーセンテージとして材料に含まれる化合物の重量による量を指すか、または不織布最終製品の重量のパーセンテージとして材料の構成要素の重量による量を指すことが意図されている。
【0030】
本明細書で使用されているような「坪量」という用語は、所定の領域上の化合物の重量による量を指す。測定単位の例としては、グラム/平方メートルがあり、これは頭字語(gsm)で表される。本発明では、不織布材料の坪量は、約25gsmから約250gsm、好ましくは約40gsmから約100gsmまでの範囲である。より好ましくは、不織布の坪量は、約50gsmから約75gsmまでの範囲である。
【0031】
本明細書で使用されているように、「高強度」または「高い引張強さ」という用語は、材料の強度を指す。最低でも、本発明の材料は、横方向湿潤(CDW)強度が20%増大する。不織布材料のCDW引張強さは、約90g/cmから約2,600g/cmまでの範囲である。いくつかの実施形態では、CDW引張強さは、約98g/cmから約984g/cmまでの範囲である。好ましくは、引張強さは、約100g/cmを超え、より好ましくは約147g/cmを超える。
【0032】
特定の実施形態では、ノンマテリアル織布の複合成分構成の量に応じて、CDW引張強さは、約100g/cm以上、好ましくは約147g/cm以上、好ましくは約194g/cm以上、好ましくは約208g/cm以上である。他の実施形態では、CDW引張強さは、約239g/cm以上、好ましくは約252g/cm以上、好ましくは約326g/cm以上、または約394g/cm以上まで、または約591g/cm以上まで、約681g/cm以上まで、約787g/cm以上までである。二成分繊維含量が、約60重量パーセント以上である特定の実施形態では、引張強さは、約1,200g/cm以上、好ましくは約1,700g/cm以上、より好ましくは約2,000g/cm以上である。
【0033】
不織布材料の密度は、不織布材料全体の密度を指す。不織布材料の密度は、約0.03から約0.15 g/ccまでの範囲である。
【0034】
材料の完全性は、例えば以下のように説明されているCDW引張強さ試験により評価することができる。サンプルは、エアーレイド不織布が機械で生産されている方向に垂直に切断される。サンプルは、長さ4インチ、幅1インチでなければならない。サンプルは、半分に折り畳まれ、5秒間水中の中点のところまで沈められる。次いで、サンプルは、引張試験器のグリップに置かれる。典型的な引張試験器は、Thwing−Albert Instrument Company社(ペンシルバニア州フィラデルフィア)が生産しているEJA Vantage 5である。引張試験器のグリップは、サンプルが破壊するまでロードセルからの印加された力により引き離される。引張試験器は、サンプルを破壊するのに要する力を記録する。この数値は、横方向湿潤引張強さとして報告される。横方向湿潤引張強さは、頭字語CDWとして報告され、典型的な単位は、サンプルの幅(単位センチメートル)に対する力の量(単位グラム)から誘導されるグラム/センチメートルである。
【0035】
本明細書で使用されているように、「高伸長率」という用語は、材料の伸長率を指す。最低でも、本発明の材料は、CDW伸長率が15%増大する。好ましくは、材料のCDW伸長率は、約15%から約100%まで、好ましくは約15%から約50%までの範囲であり、好ましくは25%よりも高い。他の実施形態では、材料のCDW伸長率は、約50%から約60%までの範囲である。CDW伸長率は、CDW引張強さと同じ方法で計算される。CDW伸長率は、サンプルが開始距離に関して変位される総距離のパーセンテージとして表される。
【0036】
本明細書で使用されているように、「低剛性」という用語は、角度曲げ剛性法により試験される材料の剛性を指す。最低でも、本発明の材料は、角度曲げ剛性が25%低下する。好ましくは、材料の角度曲げ剛性は、約50mmから120mmまでの範囲内、好ましくは110mm未満である。材料の剛性は、以下のように例として説明される横方向(CD)角度曲げ剛性テストによって評価できる。角度曲げ剛性デバイスは、図8に示されている。サンプルは、横方向(CD)とも呼ばれる、エアーレイド不織布が機械で生産されている方向に垂直に切断される。サンプルは、長さ300mm、幅50.8mmでなければならない。次いで、サンプルは、サンプルの切れ端の狭い部分の前縁がデバイスの45度傾斜側で角度曲げ剛性デバイスの縁と均一に揃えられるように角度曲げ剛性デバイスの上部に置かれる。次いで、長さ300mmの縁にそってミリメートル単位で較正されている長さ300mm、幅60mmの平坦な切れ端を、スラットとも呼ばれている、サンプルの上部に置かれる。スラットは、幅50.8mmの側部が前縁となるように揃えられ、またサンプルの縁および図8に示されているような角度曲げ剛性デバイスに均一に揃えられる。次いで、サンプルおよび較正されたスラットは、表面の端から端まで水平方向にゆっくりと移動され、常時、角度曲げ剛性デバイスの表面との接触を維持する。サンプルは、角度曲げ剛性デバイスの45度傾斜側の上の空中にぶら下がるまで縁を横切っていっぱいに延ばされる。サンプルおよびスラットは、サンプルが下方向に曲がり始めるまで、このようにして絶えず移動される。サンプルが、前縁が45度傾斜の平面を破るまでサンプルが十分に曲がるように前縁の上を十分な距離だけ移動されると、サンプルが移動された距離は、スラット上で与えられたとおりミリメートル単位で記録される。剛性のある製品は、ミリメートル単位で高い角度曲げ剛性を示し、垂らしやすい製品は、ミリメートル単位で低い角度曲げ剛性を示す。
【0037】
本明細書で使用されているように、「長繊維」という用語は、切断工程の前の製造プロセスの紡績、延伸、圧接、および他の工程のときに繊維が最初に有している形態などの連続構造を意味する。
【0038】
本明細書に使用されているように、「繊維」という用語は、製造プロセスで長繊維が切断されるときに、トウとも呼ばれる、1本または複数の長繊維に対し生じるような、より小さな断片に切断された長繊維を意味する。繊維は、他の方法によっても形成することができる。
【0039】
本明細書で使用されているように、「部分的に延伸されたコア」または「部分的に延伸された繊維」という用語は、二成分繊維を含むような、繊維の全部または一部が、その繊維形態において可能な最高の引張強さまたは強度が生じるほど延伸または伸長されていないが、ある程度の配向または結晶化度および強度が繊維に生じるようにある程度の延伸または伸長が行われていることを意味する。そのため、部分的に延伸されたコアの二成分繊維または部分的に延伸されたホモポリマーは、いったん物品に組み込まれた後もさらに伸長または延伸されることが可能である。これにより、部分的に延伸されたコアの二成分繊維または部分的に延伸されたホモポリマーを使用することで、おしぼりなどの物品内に組み込まれていればさらに物品が延伸されるときに物品に対し強度と伸長性を加えることができる。ホモポリマーまたは二成分繊維は、典型的には、破損点の近くまで伸長されるが、これは、高レベルの結晶化度と強度を繊維形態中に生じさせるからである。長繊維の延伸または伸長は、複数の繊維に切断される前に、紡績および延伸の両方の工程において実行されうる。紡績工程における延伸は、ドローダウンとも呼ばれる溶融繊維が紡糸口金の正面から引き出され、紡糸長繊維が延伸されるときに行われる。例えば、Trevira 1661などの市販の2.0dpfの二成分繊維は、約40%の伸長率を有するが、2.0dpfのTrevira T255などの部分的に延伸されたコアの二成分繊維は、約100%以上の伸長率を有する。紡糸されたままの長繊維が時効のため砕けるのを防止するためにある程度の延伸が必要であるが、時効は、延伸工程において、破壊などの破滅的障害の原因となりうる。ホモポリマーおよび二成分繊維を紡糸し、延伸する多数の例が、米国特許第4,115,989号、米国特許第4,217,321号、米国特許第4,529,368号、米国特許第4,687,610号、米国特許第5,185,199号、米国特許第5,372,885号、米国特許第6,841,245号において開示されている。未延伸であるともいわれるが、ポリマーが紡糸口金の正面から引き離される溶融紡糸段階である程度の延伸が行われる、繊維、糸、および他の溶融され紡糸されるかまたは押し出し成形された材料を生産する多数の実施例および紡糸口金の正面から出るときに長繊維に張力がほとんどまたは全く加えられず、例えば、粘着ポリマーが形成され、未延伸されるといわれる、繊維、糸、および他の溶融され紡糸されるかまたは押し出し成形された材料を生産する多数の実施例が、米国特許第3,931,386号、米国特許第4,021,410号、米国特許第4,237,187号、米国特許第4,434,204号、米国特許第4,609,710号、米国特許第5,229,060号、米国特許第5,336,709号、米国特許第5,634,249号、米国特許第5,660,804号、米国特許第5,773,825号、米国特許第5,811,186号、米国特許第5,849,232号、米国特許第5,972,463号、および米国特許第6,080,482号で開示されている。
【0040】
本明細書で使用されているように、「約、おおよそ(about、approximately)」という用語は、当業者により決定されるような特定の値に対する許容可能な誤差範囲内であることを意味し、これは、値がどのように測定または決定されるか、例えば、測定システムの限界に部分的に依存する。例えば、「約またはおおよそ」は、当業の慣例に従い、1または1を超える標準偏差の範囲内であることを意味しうる。それとは別に、「約またはおおよそ」は、所定の値の20%まで、好ましくは10%まで、より好ましくは5%まで、より好ましくはさらに1%までの範囲を意味しうる。それとは別に、この用語は、ある値の一桁の範囲内、好ましくは5倍の範囲内、より好ましくは2倍の範囲内であることを意味しうる。
【0041】
本明細書で使用されているように、「溶融紡糸」という用語は、溶融ポリマーが紡糸口金に通され押し出し成形されるか、または切断を介して個々の繊維にその後転換されうる長繊維にダイ成形されるプロセスを意味する。溶融紡糸では、連続供給プロセスを介するか、またはチップが溶融状態になるまで加熱されるチップ形態を介して生じるポリマーを使用することができる。両方の場合において、1つまたは複数の溶融ポリマーが、ポンプにより紡糸口金を通して指定された流量で送り込まれる。紡糸口金は、穴の空いた板で、通常は、金属またはセラミックで作られており、孔の個数と孔のサイズは、所望の繊維の種類により異なる。紡糸口金は、また、より一様な製品を得るためにフィルタおよび静的ミキサーの両方として機能しうる濾過媒体を含むことができる。1つまたは複数の溶融ポリマーがポンプにより紡糸口金を通して送られた後、1つまたは複数の溶融ポリマーから熱を効率的に除去する媒体でほとんどすぐに急冷されるか、または冷まされる長繊維を形成する。これにより、長繊維は、繊維形成プロセスの他の工程に対する長繊維としてそこに形状を保つことができる。紡糸口金の正面から引き出され、一緒にされてトウを形成する連続長繊維は、本質的に、長繊維の束である。本質的に引き出すことである、長繊維が紡糸口金の正面から取り去られるプロセスにより、結果として、この引きにより繊維のある程度の延伸が生じるので、ポリマー内でわずかに配向する。ここで紡績糸とも呼ばれる、トウは、限定はしないが、延伸を含む、繊維形成プロセスの後続の工程の準備が整っている。
【0042】
本明細書で使用されているように、「延伸」という用語は、ここでトウまたは紡績糸と呼ぶこともできる、溶融紡糸工程からの1つまたは複数の長繊維が機械的に引き出されるか、伸長されるか、または延伸されるプロセスを意味する。この結果、トウ内の個々の長繊維の直径が減少するが、その一方で、分子配向が大きくなり、引張強さも大きくなる。熱は、一般に、トウの延伸を助長するために加えられる。延伸は、トウを高速に回転しているロール上に渡してトウの個々の長繊維を引き出し、その直径を減少させることにより行うことができ、長繊維内の個々のポリマー鎖を揃えやすくするが、これは、引張強さを高める分子配向をもたらすともいわれる。その後の工程は、さらに、熱設定、圧接、切断、およびベール梱包を含むことができる。
【0043】
紡績および延伸は、連続プロセスとして行われ、および/または紡績プロセスは、長繊維の延伸の大半を行うように最適化されることができるか、かつまたは延伸工程は、長繊維の延伸の大半を行うことができるので、従来の定義は、本発明の範囲を制限することはない。長繊維を延伸するこれらのさまざまな方法はどれも、本明細書で言及されている部分的に延伸されたコアの二成分繊維およびホモポリマー繊維を生産するために適用することが可能である。それに加えて、当業において知られている部分的に延伸された繊維を生産する他の方法もある。
【0044】
不織布材料
本発明のマトリクス繊維は、天然繊維、合成繊維、またはこれらの混合物とすることができる。一実施形態では、繊維は、複数のセルロース系繊維、1つまたは複数の合成繊維、またはこれらの混合物とすることができる。木材パルプ由来の繊維など、天然起源のセルロース繊維を含む、当業で知られているセルロース繊維は、セルロース層において使用することができる。好ましいセルロース繊維は、限定はしないが、針葉樹、広葉樹、またはコットンリンターから得られる、クラフト処理繊維、前加水分解クラフト処理繊維、ソーダ処理繊維、亜硫酸塩処理繊維、化学熱機械処理繊維、および熱機械処理繊維などの、消化繊維を含む。より好ましいセルロース繊維は、限定はしないが、前加水分解クラフト消化繊維を含む、クラフト消化繊維を含む。本発明の使用に適しているのは、マツ、モミ、およびトウヒなどの針葉樹に由来するセルロース繊維である。他の好適なセルロース繊維は、エスパルト、バガス、ケンプ、亜麻、麻、ケナフ、および他の木質およびセルロース系繊維源に由来する繊維を含む。好適なセルロース繊維は、限定はしないが、FOLEY FLUFFS(登録商標)(Buckeye Technologies Inc.社、テネシー州メンフィス)という商標で販売されている漂白クラフトサザンパイン繊維を含む。
【0045】
本発明の不織布材料は、さらに、限定はしないが、南方針葉樹フラッフパルプ(Treated FOLEY FLUFFS(登録商標)など)、北方針葉樹亜硫酸パルプ(Weyerheuser社のT 730など)、広葉樹パルプ(ユーカリなど)を含む、市販の明るいフラッフパルプも含むことができる。好ましいパルプは、Buckeye Technologies Inc.社(テネシー州メンフィス)のTreated FOLEY FLUFFS(登録商標)であるが、吸収するフラッフパルプまたはその混合物であれば使用できる。
【0046】
本発明の一実施形態では、本発明の構造で使用するのに適しているマトリクス繊維は、セルロース系繊維または合成繊維またはこれらのブレンドを含むことができる。最も好ましいのは、木材セルロースである。また好ましいのは、コットンリンターパルプ、架橋セルロース繊維などの化学修飾されたセルロース、およびBuckeye HPFなどの高純度セルロース繊維である(それぞれ、Buckeye Technologies Inc.(テネシー州メンフィス)から入手可能)。フラッフ繊維は、合成繊維、例えば、PETなどのポリエステル、ナイロン、ポリエチレン、またはポリプロピレンとブレンドしてもよい。
【0047】
コアおよびシースを有する二成分繊維は、当業で知られている。不織布材料、特にエアーレイド技術により生産されるものの製造では多くの変更形態が使用される。本発明で使用するのに適しているさまざまな二成分繊維は、米国特許第5,372,885号および米国特許第5,456,982号で開示されており、両方ともその全体が参照により本明細書に組み込まれている。二成分繊維の製造実施例は、Invista(ノースカロライナ州ソールズベリー)、Trevira(ドイツ、ボビンゲン)、およびES Fiber Visions (ジョージア州アセンズ)を含む。
【0048】
二成分繊維は、そのコアおよびシース構成要素としてさまざまなポリマーを組み込むことができる。PE(ポリエチレン)または修飾PEシースを有する二成分繊維は、典型的には、PET(ポリエチレンテレフタレート)またはPP(ポリプロピレン)コアを有する。一実施形態では、二成分繊維は、ポリエステルでできているコアおよびポリエチレンでできているシースを有する。二成分繊維のデニールは、好ましくは約1.0dpfから約4.0dpfまで、より好ましくは約1.5dpfから約2.5dpfまでの範囲である。
【0049】
二成分繊維の長さは、約3mmから約36mm、好ましくは約4mmから約24mm、より好ましくは約5mmから約18mm、より一層好ましくは6mmから約12mmである。好ましい実施形態では、二成分繊維は、約6mm以上、好ましくは約8mm以上、より好ましくは約10mm以上、およびより好ましくは約12mm以上である。
【0050】
本発明の二成分繊維には、同心型、偏心型、海島型、および並列型を含む、さまざまな幾何学的形状を使用することができる。繊維全体のコアおよびシース構成要素の相対的重量パーセンテージは、変化しうる。
【0051】
さまざまな伸長度、延伸度、または延伸比を、部分的に延伸された、また延伸度の高い二成分繊維およびホモポリマーを含む、本発明の二成分繊維に使用することができる。これらの繊維は、さまざまなポリマーを含むことができ、また部分的に延伸されたコア、部分的に延伸されたシースまたは部分的に延伸されたコアとシースを有することができるか、または部分的に延伸されたホモポリマーであってよい。
【0052】
二成分繊維は、典型的には、溶融紡糸により商業的に製造される。この手順では、それぞれの溶融ポリマーは、ダイ、例えば紡糸口金を通して押し出し成形され、その後、溶融ポリマーを引き出して紡糸口金の正面から離し、周囲の流体媒体、例えば冷却された空気に熱を伝達することによりポリマーを固化し、これで固体になった長繊維を巻き取る。溶融紡糸の後の追加の工程は、さらに、高温または低温延伸、熱処理、圧接、および切断を含むことができる。この製造プロセス全体は、一般に、最初に、長繊維およびその集合体を多数の長繊維を含むトウに紡ぐことを伴う不連続な2つの工程プロセスとして実行される。紡糸工程で、溶融ポリマーが紡糸口金の正面から引き離されるときに、ドローダウンとも呼ばれる長繊維のある程度の延伸が、行われる。この後に、分子整列および結晶度を高め、高められた強度および他の物理的特性を個々の長繊維に付与するために紡糸繊維が延伸または伸長される。後続の工程は、長繊維の熱設定、圧接、および切断を行って複数の繊維にすることを含むことができる。延伸または伸長工程は、コアおよびシースが含まれる材料および延伸または伸長プロセスで使用される条件に応じて、二成分繊維のコア、二成分繊維のシース、または二成分繊維のコアとシースの両方を延伸することを伴うことができる。二成分繊維は、さらに、紡糸および延伸が連続プロセスで実行される連続プロセスにおいて形成されうる。繊維および長繊維業界の標準的な用語に従って、以下の定義が本明細書で使用されている用語に適用される。
【0053】
人造熱可塑性物質の繊維および長繊維を含み、参照により本明細書に組み込まれている繊維および長繊維に関する入手しやすい参考文献は、例えば、(a) Encyclopedia of Polymer Science and Technology、Interscience、New York、第6巻(1967)、505〜555頁および第9巻(1968)、403〜440頁、(b) Kirk−Othmer Encyclopedia of Chemical Technology、第16巻、「Olefin Fibers」、John Wiley and Sons、New York、1981、第3版、(c) Man Made and Fiber and Textile Dictionary、Celanese Corporation、(d) Fundamentals of Fibre Formation−−The Science of Fibre Spinning and Drawing、Adrezij Ziabicki、John Wiley and Sons、London/New York、1976、および(e) Man Made Fibres、R. W. Moncrieff著、John Wiley and Sons、London/New York、1975である。
【0054】
多数の他のプロセスが、紡糸および延伸工程の前、紡糸および延伸工程の間、および紡糸および延伸工程の後に関わっており、米国特許第4,950,541号、米国特許第5,082,899号、米国特許第5,126,199号、米国特許第5,372,885号、米国特許第5,456,982号、米国特許第5,705,565号、米国特許第2,861,319号、米国特許第2,931,091号、米国特許第2,989,798号、米国特許第3,038,235号、米国特許第3,081,490号、米国特許第3,117,362号、米国特許第3,121,254号、米国特許第3,188,689号、米国特許第3,237,245号、米国特許第3,249,669号、米国特許第3,457,342号、米国特許第3,466,703号、米国特許第3,469,279号、米国特許第3,500,498号、米国特許第3,585,685号、米国特許第3,163,170号、米国特許第3,692,423号、米国特許第3,716,317号、米国特許第3,778,208号、米国特許第3,787,162号、米国特許第3,814,561号、米国特許第3,963,406号、米国特許第3,992,499号、米国特許第4,052,146号、米国特許第4,251,200号、米国特許第4,350,006号、米国特許第4,370,114号、米国特許第4,406,850号、米国特許第4,445,833号、米国特許第4,717,325号、米国特許第4,743,189号、米国特許第5,162,074号、米国特許第5,256,050号、米国特許第5,505,889号、米国特許第5,582,913号、および米国特許第6,670,035号において開示されており、いずれも、参照によりその全体が本明細書に組み込まれている。完全に延伸された二成分繊維は、現在、これらに限らないが、Invista(ノースカロライナ州ソールズベリー)、Wellman(サウスカロライナ州フォートミル)、Trevira(ドイツ、ボビンゲン)、およびFiberVisions(デンマーク、バーゼ)などの企業により工業規模で生産されている。完全に延伸されるとは、繊維内に高度の分子配向を生じさせるように最大レベルの延伸または伸長に近い延伸または伸長であると定義され、それとともに、破滅的破損および潜在的破壊を繊維が有するような過延伸または過伸長になることなく、繊維形態の強度を高めた。本発明では、前述の企業およびこの技術を実施する他の企業により工業規模で現在行われているものなどの、完全には延伸または伸長されていない繊維は、完全に延伸された現在商業生産されている二成分繊維を使用する同じ製品に関して最終製品の引張りおよび伸長特性を向上させることができることを示している。本発明は、さまざまな程度の延伸または伸長により部分的に延伸されている二成分繊維、高延伸二成分繊維、およびこれらの混合物を含む製品を含む。これらは、さまざまなシース材料、特にInvista T255(ノースカロライナ州ソールズベリー)およびTrevira T255(ドイツ、ボビンゲン)などのポリエチレンシースを含むシース材料を使用する高延伸ポリエステルコア二成分繊維、またはさまざまなシース材料、特にES FiberVisions AL−Adhesion−C(デンマーク、バーゼ)などのポリエチレンシースを含むシース材料を使用する高延伸ポリプロピレンコア二成分繊維を含む。さらに、ポリブチレンテレフタレート樹脂(PBT)で作られたコアおよびポリエチレンで作られたシースを含む部分的に延伸されたコアを有するTrevira T265二成分繊維(ドイツ、ボビンゲン)を使用することができる。
【0055】
本発明の二成分繊維は、さらに、特にポリエチレンシースを含む、さまざまなシース材料とともに部分的に延伸されたポリエステルコアを使用する繊維をも含むことができる。部分的に延伸された二成分繊維と高延伸された二成分繊維の両方を同じ構造内で使用することを活かして、その構造内への組み込まれ方に基づいて特定の物理的特性および性能特性の条件を満たすことができる。本発明の二成分繊維は、範囲に関してコアまたはシースのいずれかに対する特定のポリマーに限定されないが、それは、部分的に延伸されたどのようなコア二成分繊維も伸長率と強度に関して性能を向上させることが可能だからである。部分的に延伸された二成分繊維が延伸される程度は、範囲の制限を受けないが、それは、延伸の程度が異なれば、性能の向上も異なるからである。部分的に延伸された二成分繊維の範囲は、限定はしないが、同心、偏心、並列、海島、パイ断片、および他の変更形態を含む、さまざまなコアシース構成を有する繊維を含む。それに加えて、本発明の範囲は、ポリエステル、ポリプロピレン、ナイロン、および他の溶融紡糸可能ポリマーなどの部分的に延伸されたホモポリマーの使用を含む。本発明の範囲は、さらに、2よりも多いポリマーを繊維構造の一部として有する多成分繊維も含む。
【0056】
マトリクス繊維として、または二成分結合剤繊維としてさまざまな実施形態において使用するのに適している他の合成繊維は、例えば、限定はしないが、アクリル樹脂、ポリアミド(例えば、ナイロン6、ナイロン6/6、ナイロン12、ポリアスパラギン酸、ポリグルタミン酸など)、ポリアミン、ポリアミド、ポリアクリル樹脂(例えば、ポリアクリルアミド、ポリアクリロニトリル、メタクリル酸エステル、およびアクリル酸など)、ポリカーボネート(例えば、ポリビスフェノールAカーボネート、ポリプロピレンカーボネートなど)、ポリジエン(例えば、ポリブタジエン、ポリイソプレン、ポリノルボルネンなど)、ポリエポキシド、ポリエステル(例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリオリメチレンテレフタレート、ポリカプロラクトン、ポリグリコリド、ポリラクチド、ポリヒドロキシ酪酸塩、ポリヒドロキシ吉草酸塩、ポリエチレンアジピン酸塩、ポリブチレンアジピン酸塩、ポリプロピレンコハク酸塩など)、ポリエーテル(例えば、ポリエチレングリコール(ポリエチレンオキシド)、ポリブチレングリコール、ポリプロピレンオキシド、ポリオキシメチレン(パラホルムアルデヒド)、ポリテトラメチレンエーテル(ポリテトラヒドロフラン)、ポリエピクロルヒドリンなど)、ポリフッ化炭素、ホルムアルデヒド重合体(例えば、尿素ホルムアルデヒド、メラミンホルムアルデヒド、フェノールホルムアルデヒドなど)、天然高分子(例えば、セルロース誘導体、キトサン、リグニン、ろうなど)、ポリオレフィン(例えば、ポリエチレン、ポリプロピレン、ポリブチレン、ポリブテン、ポリオクテンなど)、ポリフェニレン(例えば、ポリフェニレンオキシド、ポリフェニレンサルファイド、ポリフェニレンエーテルスルホンなど)、シリコン含有ポリマー(例えば、ポリジメチルシロキサン、ポリマルボメチルシランなど)、ポリウレタン、ポリビニル(例えば、ポリビニルブチラール、ポリビニルアルコール、ポリビニルアルコールのエステルおよびエーテル、ポリ酢酸ビニル、ポリスチレン、ポリメチルスチレン、ポリ塩化ビニル、ポリビニルピロリドン、ポリメチルビニルエーテル、ポリエチルビニルエーテル、ポリビニルメチルケトンなど)、ポリアセタール、ポリアリレート、およびコポリマー(例えば、ポリエチレン−酢酸ビニル共重合体、ポリエチレン−アクリル酸共重合体、ポリブチレンテレフタレート−ポリエチレンテレフタレート共重合体、ポリラウリルラクタム−ポリテトラフドロフランブロック共重合体など)、およびポリ乳酸系ポリマーを含む、さまざまなポリマーから作られる繊維を含む。
【0057】
本発明のさまざまな実施形態において有用なのは、参照によりその全体が本明細書に組み込まれている、米国特許第6,855,422号で説明されているような高められた可逆熱特性を有する多成分繊維である。これらの多成分繊維は、温度調節物質を含み、一般に相変化物質は、熱エネルギーを吸収または放出して熱流量を低減するか、またはなくす能力を有する。一般に、相変化物質は、熱エネルギーを吸収または放出して、温度安定化範囲で、またはその範囲内で熱流量を低減するか、またはなくす能力を有する任意の物質、または物質の混合物を含むことができる。温度安定化範囲は、特定の遷移温度または遷移温度の範囲を含むことができる。本発明のさまざまな実施形態とともに使用される相変化物質は、相変化物質が熱を吸収または放出しているときに、典型的には相変化物質が2つの状態、例えば液体の状態と固体の状態、液体の状態と気体の状態、固体の状態と気体の状態、または2つの固体の状態の間の遷移を受けると、熱エネルギーの流れを阻止することができる。この作用は、典型的には一時的であり、加熱または冷却プロセスにおいて相変化物質の潜熱が吸収されるか、または放出されるまで生じることになる。熱エネルギーは、相変化物質に蓄積またはそこから取り出されることがあり、相変化物質は、典型的には、熱源または冷熱源により効果的に再チャージすることができる。適切な相変化物質を選択することにより、多くの製品のうちのどの1つについても使用できるように多成分繊維を設計することができる。
【0058】
本発明は、また、任意に結合剤も含む。好ましい結合剤は、限定はしないが、陰イオン界面活性剤である、約0.75重量%のAerosol OT(Cytec Industries、ニュージャージー州ウエストパターソン)を組み込んだ約10%の固体のレベルで施されるAirFlex 124(Air Products、ペンシルバニア州アレンタウン)などのエチル−酢酸ビニル共重合体を含む。スチレン−ブタジエンおよびアクリル結合剤などの他のクラスのエマルジョンポリマー結合剤も使用できる。例えば、二酸化チタンなどの乳白剤と漂白剤を乳濁液中に分散させた結合剤AirFiex 124および192(Air Products、ペンシルバニア州アレンタウン)も使用することができる。他の好ましい結合剤は、限定はしないが、Celanese Emulsions(ニュージャージー州ブリッジウォーター)のElite 22およびElite 33を含む。本発明の不織布材料中で結合剤が使用される特定の実施形態において、結合剤は、不織布材料の総重量に基づき約0から約20重量パーセント、好ましくは約0から約15重量パーセント、より好ましくは約0から約8重量パーセントの範囲内の量だけ施される。
【0059】
本発明の材料は、さらに、限定はしないが、超白色添加剤、着色剤、不透明増加剤、つや消し剤および光沢剤、および参照によりその全体が本明細書に組み込まれている、2003年12月23日に出願された米国特許出願第10/707,598号で開示されているような光学的美観を高める他の添加剤を含む、追加の添加剤を含むこともできる。
【0060】
本発明の特定の一実施形態では、多層不織布材料は、セルロース系繊維、合成繊維、またはこれらの混合物を含むマトリクス繊維約45から約95重量パーセント、および二成分繊維約5から約55重量パーセントを含む。
【0061】
他の実施形態では、不織布材料は、セルロース系繊維、合成繊維、またはこれらの混合物を含むマトリクス繊維約0から約40重量パーセント、および二成分繊維約60から約100重量パーセントを含む。
【0062】
他の実施形態では、不織布材料は、内側層の総重量に基づき二成分繊維約60から約100重量パーセント、好ましくは約70から約100重量パーセント、より好ましくは約70から約95重量パーセント、より好ましくは75から95重量パーセントを含む少なくとも1つの内側層を有する。他の実施形態では、不織布材料は、二成分繊維約80から約90重量パーセントを含む少なくとも1つの内側層を有する。また他の実施形態では、少なくとも1つの内側層は、二成分繊維約90から約100重量パーセントを有する。
【0063】
高強度、高伸長率材料を生産する方法
本発明を実施するうえで有用なさまざまな材料、構造、および製造プロセスは、参照によりその全体が本明細書に組み込まれている、米国特許第6,241,713号、米国特許第6,353,148号、米国特許第6,353,148号、米国特許第6,171,441号、米国特許第6,159,335号、米国特許第5,695,486号、米国特許第6,344,109号、米国特許第5,068,079号、米国特許第5,269,049号、米国特許第5,693,162号、米国特許第5,922,163号、米国特許第6,007,653号、米国特許第6,420,626号、米国特許第6,355,079号、米国特許第6,403,857号、米国特許第6,479,415号、米国特許第6,495,734号、米国特許第6,562,742号、米国特許第6,562,743号、米国特許第6,559,081号、2001年1月17日に出願された米国特許出願第09/719,338号、2001年1月30日に出願された米国特許出願第09/774,248号、2001年5月11日に出願された米国特許出願第09/854,179号において開示されている。
【0064】
限定はしないが、エアーレイイングおよび梳綿などの従来のウェットレイイングプロセスおよび乾式形成プロセスまたはスパンレースあるいはエアーレースなどの他の形成技術を含む、さまざまなプロセスを使用することで、本発明を実施する際に使用される材料を組み立てて本発明の高強度材料を生産することができる。好ましくは、高強度材料は、エアーレイドプロセスにより作成できる。エアーレイドプロセスは、1つまたは複数の形成ヘッドを使用して、異なる組成の原料を製造プロセスにおいて選択された順序で堆積し、異なる層を持つ製品を生産することを含む。これにより、生産できる製品の多様性が大幅に広がる。
【0065】
本発明の不織布材料の生産に使用されるプロセスおよび機器は、当業において知られており、参照によりその全体が本明細書に組み込まれている、米国特許第4,335,066号、米国特許第4,732,552号、米国特許第4,375,448号、米国特許第4,366,111号、米国特許第4,375,447号、米国特許第4,640,810号、米国特許第206,632号、米国特許第2,543,870号、米国特許第2,588,533号、米国特許第5,234,550号、米国特許第4,351,793号、米国特許第4,264,289号、米国特許第4,666,390号、米国特許第4,582,666号、米国特許第5,076,774号、米国特許第874,418号、米国特許第5,566,611号、米国特許第6,284,145号、米国特許第6,363,580号、米国特許第6,726,461号を含むが、そのうち米国特許第6,726,461号および米国特許第4,640,810号が好ましい。
【0066】
本発明の一実施形態では、複数の層を持つ材料を生産する1から6つの形成ヘッドを備える構造が形成される。形成ヘッドは、特定のターゲット材料に応じてセットされ、これによりマトリクス繊維を生産ラインに加える。それぞれの形成ヘッドに加えられるマトリクス繊維は、ターゲット材料に応じて異なり、ただし、マトリクス繊維は、セルロース系繊維、合成繊維、またはセルロース系繊維と合成繊維の組合せとすることができる。一実施形態では、1つの内側層に対する形成ヘッドは、二成分繊維約60から約100重量パーセントを含む層を生産する。他の実施形態では、外側層に対する形成ヘッドは、セルロース系繊維、合成繊維、またはこれらの組合せを含む。二成分繊維100%を有する形成ヘッドの数が多いほど、外側層で必要な合成材料は少なくて済む。形成ヘッドは、圧縮ロールにより圧縮される多層ウェブを形成する。次いで、ウェブは、約130℃〜200℃の範囲の温度で硬化され、毎分約10メートルから毎分約500メートルの機械速度で巻かれ、集められる。
【0067】
二成分および多成分繊維のさまざまな製造プロセス、およびこのような繊維を添加剤で処理することは、本発明を実施するうえで有用であり、参照によりその全体が本明細書に組み込まれている、米国特許第4,394,485号、米国特許第4,684,576号、米国特許第4,950,541号、米国特許第5,045,401号、米国特許第5,082,899号、米国特許第5,126,199号、米国特許第5,185,199号、米国特許第5,705,565号、米国特許第6,855,422号、米国特許第6,811,871号、米国特許第6,811,716号、米国特許第6,811,873号、米国特許第6.838,402号、米国特許第6,783,854号、米国特許第6,773,810号、米国特許第6,846,561号、米国特許第6,841,245号、米国特許第6,838,402号、および米国特許第6,811,873号で開示されている。構成要素は、混合され、溶融され、冷却され、再細断される。次いで、所望の二成分繊維を製造するために、最終チップが繊維紡糸プロセスに組み込まれる。このプロセスで使用される形成速度または温度は、当業で知られているものと似ている、例えば、参照により本明細書に組み込まれている、マレイン酸またはマレイン酸化合物が二成分繊維に一体化される米国特許第4,950,541号と類似している。
【0068】
本発明の一態様では、高強度不織布材料は、限定はしないが、ワイパー、おむつ、生理用品、失禁治療機器、外科用ドレープおよび関連材料、ならびにモップを含む、さまざまな吸収構造の構成要素として使用することができる。
【0069】
(実施例)
本発明は、制限するのではなく本発明の例示として与えられている、以下の実施例を参照することによりよく理解することができる。
【0070】
以下のさまざまな実施例で使用されるエアーレイドパイロット管路は、デュアルドラムフォーマーおよびそれらの上で空気中に曝されている形成ヘッドを使用するDan−Web設計および製造であるか、またはパイロット管路は、M&J設計である。以下のさまざまな実施例の製造に使用される商業ラインは、形成ヘッドがその上で空気に曝されない、米国特許第6,726,461号で開示されているような修正Dan−Webタイプのものであった。連続運転では、セルロースパルプシートは、個別の繊維に粉砕するためハンマーミル粉砕機に送られ、繊維はコントロールされた湿度と温度の空気流中に空気連行される。次いで、二成分繊維は、形成ヘッドに向かう途中でコントロールされた空気流内に導入され、そこで、空気流中でセルロース繊維と混合された後、その混合物は形成ヘッドにより堆積される。非常に高い含有量の二成分繊維がヘッドから堆積された非均質構造を持つサンプルでは、同じ空気流系が使用されるが、二成分繊維の導入前に流れの中にセルロース繊維はほとんど、または全くない。
【0071】
商業エアーレイド製造プロセスでは、ライン速度は、約100m/分(メートル/分)以上、より望ましくは約200m/分以上、なお一層望ましくは約300m/分以上、好ましくは約350m/分以上であるのが望ましい。これは、機械横幅が約1メートル以上のエアーレイド抄紙機の場合に重要であり、幅が約2メートル以上の抄紙機の場合にはなお一層重要であり、幅が約2.5メートル以上の抄紙機の場合には特に重要である。
【0072】
(実施例1)
層構造に対するパイロット管路からの均質な対照サンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。対照材料は、二成分繊維と離解されたフラッフパルプの均質なブレンドを単一層中に含んでいた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0073】
サンプル1から10に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。
【0074】
サンプル1は、形成ヘッドを1つだけ使用する3ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)14.18gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)40.46gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。
【0075】
サンプル2から10は、サンプル1と同様にして作成されたが、表1および表2に示されている組成を使用した。サンプル1〜10の断面は、図3に示されている。
【0076】
【表1】
【0077】
【表2】
【0078】
表3は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0079】
【表3】
【0080】
坪量および横方向湿潤引張強さ(CDW)は、前の方で説明した方法を使用して測定された。
【0081】
(実施例2)
パイロット管路からの層二成分サンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0082】
層材料は、2つ以上の層から作られたが、これらの層のうちの1つまたは複数は、二成分繊維含量の多い層からなり、二成分繊維含量は60%から100%、二成分繊維の最も好ましいレベルは100%であった。他の1つまたは複数の層は、二成分繊維含量が0%から60%の二成分繊維と離解されたフラッフパルプとのより均質なブレンドから作られた。
【0083】
デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0084】
サンプル11から20に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。
【0085】
サンプル11は、2つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.81gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)40.22gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)9.55gsmを加えたが、FOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)は加えなかった。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。
【0086】
サンプル12から20は、サンプル11と同様にして作成されたが、表4および表5に示されている組成を使用した。サンプル11〜20の断面は、図4に示されている。
【0087】
【表4】
【0088】
【表5】
【0089】
表6は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0090】
【表6】
【0091】
表3および表6のデータは、図1にプロットされている。図1は、均質なブレンドに対する基板内の100%二成分繊維の層を使用することにより得られる横方向湿潤(CDW)引張強さの増大を示している。
【0092】
(実施例3)
長二成分繊維構造に対するパイロット管路からのサンプルと対照サンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0093】
対照材料は、単一層中の二成分繊維と離解されたフラッフパルプの均質なブレンドで作られた。サンプル21に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0094】
サンプル21は、形成ヘッドを1つだけ使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)14.36gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)39.99gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145℃〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表7に示されている。
【0095】
サンプル22に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が12mmであるTrevira 4178二成分繊維(ドイツ、ボビンゲン)が使用された。二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0096】
サンプル22は、形成ヘッドを1つだけ使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が12mmのTrevira 4178二成分繊維(ドイツ、ボビンゲン)12.75gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)47.37gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。
【0097】
サンプル23および24は、サンプル22と同様にして作成されたが、表8に示されている組成を使用した。サンプル21〜24の断面は、図3に示されている。
【0098】
【表7】
【0099】
【表8】
【0100】
表9は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0101】
【表9】
【0102】
表9のデータは、図2にプロットされている。図2は、均質な構造で使用された場合に6mmの二成分繊維に対し12mmの二成分繊維を使用することにより得られる横方向湿潤(CDW)引張強さの増大を示している。
【0103】
(実施例4)
層構造および長繊維構造に対する商業ラインからのサンプル
本発明の実施例では、原料を組み合わせて商業サンプルを形成した。
【0104】
デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用される。また、デニールが1.5dpfで、繊維長が8mmであるTrevira 4234二成分繊維(ドイツ、ボビンゲン)が使用される。さらに、デニールが2.0dpfで、繊維長が12mmであるTrevira 4178二成分繊維(ドイツ、ボビンゲン)が使用される。二成分繊維はすべて、ポリエステルでできているコアとポリエチレンでできているシースを有する。
【0105】
サンプル25から27で示されている構造は、Buckeye Technologies社の商業エアーレイドラインにおいて作成される。サンプル25および26の断面は、図5に示されている。サンプル27の断面は、図6に示されている。
【0106】
サンプル25は、5つの形成ヘッドを使って1パスで作成される。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)3.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.6gsmの混合物を加える。第2の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)10.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)9.61gsmの混合物を加える。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加える。第4の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加える。第5の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)1.2gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)5.0gsmの混合物を加える。この直後に、圧縮ロールを介してウェブを圧縮する。次いで、ウェブは、水性乳剤の形態のAirflex 192エチル−酢酸ビニル結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.6gsmを吹き付けられ、スルーエアーオーブンで硬化される。次いで、ウェブは、水性乳剤の形態のAirflex 192結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.0gsmを再び吹き付けられ、第2のスルーエアーオーブンで硬化される。オーブンは両方とも、135〜195℃の範囲の温度である。この後、ウェブは、巻かれ、集められる。組成は、表10に示されている。
【0107】
サンプル26および27は、サンプル25と同様にして作成されるが、表11および12に示されている組成を使用する。
【0108】
【表10】
【0109】
【表11】
【0110】
【表12】
【0111】
(実施例4B)
層構造および長繊維構造に対する商業ラインからのサンプル
本発明の実施例では、原料を組み合わせて商業ドラム形成ライン上でサンプルを形成した。
【0112】
デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。デニールが1.5dpfで、繊維長が8mmであるTrevira 4234二成分繊維(ドイツ、ボビンゲン)が使用された。デニールが2.0dpfで、繊維長が12mmであるTrevira 4178二成分繊維(ドイツ、ボビンゲン)が使用された。デニールが2.0dpfで、繊維長が6mmであるInvista T255二成分繊維(ノースカロライナ州ソールズベリー)が使用された。二成分繊維はすべて、ポリエステルでできているコアとポリエチレンでできているシースを有していた。
【0113】
サンプル25Bから27Bで示されている構造は、Buckeye Technologies社の商業エアーレイドラインにおいて作成された。サンプル25Bおよび26Bの断面は、図5に示されている。サンプル27Bの断面は、図6に示されている。
【0114】
サンプル25Bは、5つの形成ヘッドを使って1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)3.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.6gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)10.5gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)9.61gsmの混合物を加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加えた。第4の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)1.6gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)3.2gsmの混合物を加えた。第5の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのInvista T255二成分繊維(ノースカロライナ州ソールズベリー)1.2gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)5.0gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、ウェブは、水性乳剤の形態のAirflex 124エチル−酢酸ビニル結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.6gsmを吹き付けられ、スルーエアーオーブンで硬化された。次いで、ウェブは、水性乳剤の形態のAirflex 124結合剤(Air Products社、ペンシルバニア州アレンタウン)固形物1.0gsmを再び吹き付けられ、第2のスルーエアーオーブンで硬化される。オーブンは両方とも、135〜195℃の範囲の温度であった。この後、ウェブを巻いて集めた。組成は、表10Bに示されている。
【0115】
サンプル26Bおよび27Bは、サンプル25Bと同様にして作成されるが、表11Bおよび12Bに示されている組成を使用した。
【0116】
【表13】
【0117】
【表14】
【0118】
【表15】
【0119】
表13Bは、すべてのパイロットサンプルの性能結果をまとめたものである。
【0120】
【表16】
【0121】
サンプル25Bとサンプル26Bとの比較から、サンプル26Bの第2の層の長さ8mmに切断された二成分繊維は、構造の残り部分は名目上同じであるが、サンプル25Bの第2の層の長さ6mmに切断された二成分繊維に比べて、高いCDW強さを示すことがわかる。
【0122】
サンプル27Bとサンプル25Bとの比較から、第2の層の長さ12mmの二成分繊維の100%層は、サンプル25Bが全体として高いレベルの二成分繊維を有するとしても、サンプル25Bの6mm二成分繊維フラッフパルプブレンド層に比べて、著しく高いCDW強さを示すことがわかる。
【0123】
(実施例5)
部分的に延伸されたコアの二成分繊維構造および層構造のパイロット管路からのサンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0124】
サンプル28に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T265二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリブチレンテレフタレート(PBT)でできているコアとポリエチレンでできているシースを有する。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0125】
サンプル28は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.79gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)20.84gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpfで、繊維長が6mmであるTrevira T265二成分繊維(ドイツ、ボビンゲン)12.47gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.79gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)20.84gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表14に示されている。
【0126】
サンプル29および30は、サンプル28と同様にして作成されたが、表15および表16に示されている組成を使用した。サンプル28の断面は、図6に示されている。サンプル29の断面は、図5に示されており、サンプル30の断面は、図3に示されている。
【0127】
【表17】
【0128】
【表18】
【0129】
【表19】
【0130】
表17は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0131】
【表20】
【0132】
サンプル31に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが4.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有していた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0133】
サンプル31は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)6.51gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.81gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが4.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)10.43gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)6.51gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.81gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表18に示されている。
【0134】
サンプル32および33は、サンプル31と同様にして作成されたが、表19および表20に示されている組成を使用した。サンプル31の断面は、図6に示され、サンプル32の断面は、図5に示され、サンプル33の断面は、図3に示されている。
【0135】
【表21】
【0136】
【表22】
【0137】
【表23】
【0138】
表21は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0139】
【表24】
【0140】
サンプル34に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有する。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0141】
サンプル34は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.31gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.30gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)11.71gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)7.31gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.30gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表22に示されている。
【0142】
サンプル35および36は、サンプル34と同様にして作成されたが、表23および表24に示されている組成を使用した。サンプル34の断面は、図6に示され、サンプル35の断面は、図5に示され、サンプル36の断面は、図3に示されている。
【0143】
【表25】
【0144】
【表26】
【0145】
【表27】
【0146】
表25は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0147】
【表28】
【0148】
サンプル37に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0149】
サンプル37は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)9.06gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)15.58gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)14.48gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)9.06gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)15.58gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表26に示されている。
【0150】
サンプル38および39は、サンプル37と同様にして作成されたが、表27および表28に示されている組成を使用した。サンプル37の断面は、図6に示され、サンプル38の断面は、図5に示され、サンプル39の断面は、図3に示されている。
【0151】
【表29】
【0152】
【表30】
【0153】
【表31】
【0154】
表29は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0155】
【表32】
【0156】
サンプル40に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエステルでできているコアとポリエチレンでできているシースを有していた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)も使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0157】
サンプル40は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)4.99gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.32gsmの混合物を加えた。第2の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)7.99gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)4.99gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)18.32gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表30に示されている。
【0158】
サンプル41および42は、サンプル40と同様にして作成されたが、表31および表32に示されている組成を使用した。サンプル40の断面は、図6に示され、サンプル41の断面は、図5に示され、サンプル42の断面は、図5に示されている。
【0159】
【表33】
【0160】
【表34】
【0161】
【表35】
【0162】
表33は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0163】
【表36】
【0164】
サンプル43に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)が使用された。この二成分繊維は、ポリエステルのコアとポリエチレンのシースを有する。
【0165】
サンプル43は、3つの形成ヘッドを使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)5.38gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.96gsmの混合物を加えた。第2の形成ヘッドでは、デニールが2.0dpfで、繊維長が6mmであるTrevira 1661二成分繊維(ドイツ、ボビンゲン)8.61gsmを加えた。第3の形成ヘッドでは、デニールが2.0dpf、繊維長が6mmのTrevira 1661二成分繊維(ドイツ、ボビンゲン)5.38gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)19.96gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表34に示されている。
【0166】
サンプル44および45は、サンプル43と同様にして作成されたが、表35および表36に示されている組成を使用した。サンプル32の断面は、図6に示され、サンプル44の断面は、図5に示され、サンプル45の断面は、図5に示されている。
【0167】
【表37】
【0168】
【表38】
【0169】
【表39】
【0170】
表37は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0171】
【表40】
【0172】
以下の比較はすべて、二成分繊維、パルプ、および坪量のさまざまなレベルのバラツキを考慮している。Trevira 1661二成分繊維を使用した市販のサンプル37、38、および39と部分的に延伸されたコア二成分繊維を使用したサンプル28から36との比較から、部分的に延伸されたコア二成分繊維を使用することで、コアポリマーおよびデニールが変化するにもかかわらず高い湿潤伸長率およびより高い湿潤引張強さがもたらされることがわかる。サンプル43〜45とサンプル40〜42を比較すると、部分的に延伸されたPETコア二成分繊維は、同じデニールおよび切断長の市販のTrevira 1661二成分繊維に比べて高い強度および伸長率を示すことがわかる。サンプル43、44、および45を互いに比較すると、中間層内の市販のTrevira 1661二成分繊維のパーセンテージを60%から80%に、そして最終的に100%に高めると、湿潤引張強さも大きくなるが、湿潤伸長率への影響は最小であることがわかる。2.0dpfおよび切断長6mmのTrevira 1661の100%のレベルでは、最高の湿潤引張強さが得られる。サンプル41、42、および43を互いに比較すると、中間層内の2.0dpfおよび切断長6mmの部分的に延伸されたポリエステルコアのパーセンテージを60%から80%に高めると、湿潤引張強さおよび湿潤伸長率は両方とも大きくなることがわかる。さらに、中間層内の部分的に延伸されたポリエステルコアの2.0dpfおよび切断長6mmの二成分繊維のレベルを80%から100%に高めても、湿潤伸長率または湿潤引張強さは大きくならない。
【0173】
(実施例6)
伸長率が高く、剛性が低い構造について結合剤を使用するパイロット管路からのサンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0174】
サンプル46に示されている構造は、M&Jパイロット規模エアーレイド製造ユニットで作られた。デニールが1.7dpfで、繊維長が4mmであるFiberVisions社(デンマーク、バーゼ)のAL−Adhesion−C二成分繊維が使用された。この二成分繊維は、ポリエチレンでできているコアとポリエチレンでできているシースを有していた。
【0175】
サンプル46は、形成ヘッドを1つ使用するエアーレイドパイロット管路を通じて1パスで作成された。形成ヘッドでは、デニールが1.7dpf、繊維長が4mmのFiberVisions社のAL−Adhesion−C二成分繊維(デンマーク、バーゼ)11.81gsmとWeyerhaeuser社のNB416フラッフパルプ(ワシントン州フェデラルウェイ)44.25gsmの混合物を加えた。ウェブは、圧縮ロールを介して即座に圧縮された。次いで、この圧縮されたウェブの最上部に、高圧スプレーシステムを介して、Celanese Emulsions Developmental Product 25−442A結合剤1.47gsm(乾燥重量)の50%の水溶液を加えたが、これは、湿潤伸長性が改善された非常に柔らかい感触を与えるように設計された自己架橋酢酸ビニル−エチレン(VAE)共重合体乳濁液である。この直後、ウェブを温度約140〜160℃のThrough Air Tunnel Drier内で硬化させた。この直後に、さらにCelanese Emulsions Developmental Product 25−442A結合剤1.48gsm(乾燥重量)を50%水溶液としてウェブの反対側に加えた。この直後に、ウェブを温度約140〜160℃のThrough Air Tunnel Drier内で硬化させた。この後、ウェブを巻いて集めた。サンプル46の組成は、以下の表38に示されている。
【0176】
サンプル47、48、49、50、および51は、サンプル46と同様にして作成されたが、表39、表40、表41、表42、および表43にそれぞれ示されている組成を使用した。サンプル46〜51の断面は、図7に示されている。
【0177】
【表41】
【0178】
【表42】
【0179】
【表43】
【0180】
【表44】
【0181】
【表45】
【0182】
【表46】
【0183】
表44は、Celanese Emulsions Developmental Product 25−442A結合剤を組み込んだすべてのパイロットサンプルの性能結果をまとめたものである。
【0184】
【表47】
【0185】
表45は、Celanese Emulsions Elite 33結合剤を組み込んだすべてのパイロットサンプルの性能結果をまとめたものである。
【0186】
【表48】
【0187】
以下の比較はすべて、結合剤、パルプ、および坪量のさまざまなレベルのバラツキを考慮している。Celanese Emulsions Developmental Product 25−442A結合剤を使用したサンプル46、47、および48の比較から、これらのサンプルでは同じ付加レベルで33%以上までの横方向湿潤伸長率がもたらされるが、さらに、Celanese Elite 33結合剤に関して所定の設計および組成のエアーレイド基板内で横方向剛性が最大33%まで減少することがわかる。Celanese Emulsion Developmental Product 25−442A結合剤は、付加レベルが10%以上のときにCelanese Elite 33結合剤に関して低い横方向湿潤引張強さを示すが、結合剤付加レベルが5%の場合には影響は無視できるくらい小さい。
【0188】
(実施例7)
部分的に延伸されたコアの二成分繊維構造のパイロット管路からのサンプル
本発明の実施例では、原料を組み合わせてパイロットサンプルを形成した。
【0189】
サンプル52に示されている構造は、Dan−Webパイロット規模エアーレイド製造ユニットで作られた。デニールが2.0dpfで、繊維長が6mmであるTrevira T255二成分繊維(ドイツ、ボビンゲン)、および部分的に延伸されたコアが使用された。この二成分繊維は、ポリエチレンテレフタレート(PET)でできているコアとポリエチレンでできているシースを有していた。
【0190】
サンプル52は、形成ヘッドを1つ使用する3形成ヘッドエアーレイドパイロット管路を通じて1パスで作成された。第1の形成ヘッドでは、部分的に延伸されたコアを持つ、デニールが2.0dpf、繊維長が6mmのTrevira T255二成分繊維(ドイツ、ボビンゲン)59gsmとFOLEY FLUFFS(登録商標)パルプ(Buckeye Technologies Inc.、テネシー州メンフィス)0gsmの混合物を加えた。この直後に、圧縮ロールを介してウェブを圧縮した。次いで、温度を145〜155℃として、Moldow Through Air Tunnel Drier(Moldow Systems AS、デンマーク、ブェアレーセ)内でウェブを硬化させた。この後、ウェブを巻いて集めた。機械速度は、10〜20メートル/分であった。組成は、以下の表46に示されている。サンプル53、54、55、56、および57は、サンプル52と同様にして作成されたが、表47、表48、表49、表50、および表51にそれぞれ示されている組成を使用した。サンプル52の断面は、図9に示されている。サンプル53〜57の断面は、図3に示されている。
【0191】
【表49】
【0192】
【表50】
【0193】
【表51】
【0194】
【表52】
【0195】
【表53】
【0196】
【表54】
【0197】
表52は、すべてのパイロットサンプルの性能結果をまとめたものである。
【0198】
【表55】
【0199】
表52の結果は、CDW引張強さの結果の相互の解釈を難しくすると思われる、さまざまな坪量および厚さを対象としている。これらの結果の解釈をしやすくするために、坪量60.0gsmおよび厚さ1.00mmとして設定されている標準に合わせて正規化するとよい。当業では、ウェブの坪量を増やすと、CDW引張強さも増大することが知られている。そこで、60gsmの設定点に関して坪量に対するCDW引張強さの正規化は、測定されたCDW引張強さに60gsmを乗算し、測定された坪量で除算することにより行われる。これで、坪量が60gsmを超える場合にCDW引張強さを小さくし、坪量が60gsm未満の場合にCDW引張強さを大きくすることにより、高い坪量を補正する。当業では、さらに、ウェブの厚さを減らすと、CDW引張強さが増大することも知られている。そこで、1.00mmの設定点に関して、厚さに対するCDW引張強さの正規化は、測定されたCDW引張強さに厚さを乗算することにより行われる。これで、厚さが1.00mmを超える場合にCDW引張強さを大きくし、厚さが1.00mm未満の場合にCDW引張強さを小さくすることにより、大きな厚さを補正する。正規化されたCDW引張強さ(CDW−N)は、以下の式で与えられるようなCDW引張強さに対する正規化の式により表すことができる。
M×C×60gsm/BW=N
ただし、「M」は、g/cmを測定単位とする横方向湿潤(CDW)引張強さであり、
「C」は、mmを測定単位とする厚さであり、
「BW」は、gsmを測定単位とする坪量であり、
「N」は、g/cmを測定単位とする正規化された横方向湿潤(CDW)引張強さである。
【0200】
したがって、表52のCDW引張強さに対する結果は、CDW引張強さに対する正規化の式を使用して表53に示されている正規化された結果を得ることにより正規化することができる。
【0201】
表53は、すべてのパイロットサンプルの正規化された性能結果をまとめたものである。
【0202】
【表56】
【0203】
以下の比較のすべてにおいて、CDW%伸長率の結果およびCDW引張強さの正規化された結果に対する結合剤、パルプ、坪量、および厚さのさまざまなレベルのバラツキを考慮している。これらは、表52および表53で与えられ、図10に示されている、サンプル52、53、54、55、56、および57の比較結果に基づいており、これらはすべて、表53に示されているレベルのTrevira T255 2.0dpf部分的延伸コア二成分繊維を含んでいた。サンプル52、53、54、55、56、および57の比較から、二成分繊維のパーセンテージが高まるとともに、二成分繊維含量約90%のレベルのところで頭打ち状態になるまでCDW%伸長率も増大することがわかる。CDW%伸長率は、二成分繊維含量が90%から100%まで増えるにつれわずかに増大する。表53に示されている正規化されたCDW引張強さの比較から、二成分繊維のパーセンテージが増大すると、二成分繊維レベルが約90%から96%になるまでCDW引張強さも増大することがわかる。二成分繊維レベルが、さらに約96%から100%まで増大すると、CDW引張強さは著しく減少する。
【0204】
結果のまとめ
表54は、実施例1〜7で得られるデータの全体的まとめとなっている。表54の1列目の「#」は、本出願における実施例の番号を意味する。表54の2列目の「Smp」は、実施例内のサンプル番号を意味する。3列目の「Lyrs」は、サンプル内の層の数を意味する。3列目において、1+Ltxは、1つの層とラテックスの追加を意味する。3列目において、5+Ltxは、5つの層とラテックスの追加を意味する。
【0205】
表54の4列目の「組成」−「合計」−「BW」−「(gsm)」は、組成のグラム/平方メートルを単位とする総坪量を意味する。5列目の「組成」−「フラッフパルプ」−「BW」−「(gsm)」は、構造のフラッフパルプのグラム/平方メートルを単位とする坪量を意味する。6列目の「組成」−「フラッフパルプ」−「Wt(%)」は、構造の組成全体におけるフラッフパルプの重量パーセントを意味する。
【0206】
表54の7列目の「組成」−「二成分繊維」−「BW」−「(gsm)」は、構造の二成分繊維部分のグラム/平方メートルを単位とする坪量を意味する。8列目の「組成」−「二成分繊維」−「Wt(%)」は、構造の組成全体における二成分繊維の重量パーセントを意味する。表54の9列目の「組成」−「二成分繊維」−「タイプ」は、メーカーとタイプで使用されるタイプを意味する。表54の9列目では、T−1661は、Treviraタイプ1661の二成分繊維を意味する。
【0207】
【表57】
【0208】
表54の9列目では、I−255は、Invistaタイプ255の二成分繊維を意味する。表54の9列目では、T−4178は、Treviraタイプ4178の二成分繊維を意味する。9列目では、T−255Pは、Treviraタイプ255Pの二成分繊維を意味する。表54の9列目では、F−ALCは、ES FiberVisions AL−Adhesion−C二成分繊維を意味する。9列目では、T−4234は、Treviraタイプ4234二成分繊維を意味する。
【0209】
表54の10列目の「組成」−「二成分繊維」−「長さ(mm)」は、ミリメートルを単位とする二成分繊維の長さを意味する。11列目の「組成」−「結合剤」−「BW」−「(gsm)」は、構造の結合剤部分のグラム/平方メートルを単位とする坪量を意味する。12列目の「組成」−「結合剤」−「Wt%」は、構造の組成全体における結合剤の重量パーセントを意味する。
【0210】
13列目の「組成」−「結合剤」−「タイプ」は、メーカーとタイプで使用される結合剤のタイプを意味する。表54の13列目では、A−192は、Air Products Airflex 192結合剤を意味し、A−124は、Air Products Airflex 124結合剤を意味し、25−442Aは、Celanese Emulsions Development Product 25−442A結合剤を意味し、Elite 33は、Celanese Emulsions Elite 33結合剤を意味し、n/aは、製品上で使用される結合剤がなかったという点で該当なしを意味する。
【0211】
表54の14列目の「横方向特性」−「湿潤」−「引張強さ」−「(g/cm)」は、グラム/センチメートルを単位とする横方向湿潤引張強さを意味する。15列目の「横方向特性」−「湿潤」−「伸長率」−「(%)」は、湿潤状態での横方向の伸長の量を意味する。16列目の「横方向特性」−「剛性」−「(mm)」は、乾燥状態でのミリメートルを単位とする横方向の角度曲げ剛性を意味する。17列目の「横方向特性」−「湿潤」−「引張強さ」−「正規化」−「(g/cm)」は、上記の式を使って計算されたグラム/センチメートルを単位とする正規化された横方向湿潤引張強さを意味する。
【0212】
本発明は、本明細書で説明されている特定の実施形態により範囲を制限されないものとする。実際、本明細書で説明されているものに加えて本発明のさまざまな修正形態は、前記の説明を読み、付属の図を参照する当業者にとっては明白なことである。このような修正形態は、付属の請求項の範囲内にあることが意図されている。
【0213】
特許、特許出願、出版物、製品説明、およびプロトコルは、本願全体を通して引用されており、その開示は、すべての目的に関して、全体を参照することにより本明細書に組み込まれている。
【符号の説明】
【0214】
1 上部ピース
2 テストサンプル
3 角度曲がり剛性測定装置
4 前縁
5 平面
【特許請求の範囲】
【請求項1】
高強度不織布ワイパー材料であって、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセントと、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセントと、
(C)結合剤約0から約15重量パーセントとを含み、
前記重量パーセントは、前記材料の全重量に基づき、また前記材料は、
(D)約40gsmから約100gsmまでの坪量と、
(E)約0.03から約0.15g/ccの密度と、
(F)約90g/cm以上のCDW引張強さと、
(G)約15%から約100%までのCDW伸長率と、を有し、
前記材料は二つ以上の層を含む、高強度不織布ワイパー材料。
【請求項2】
前記二成分繊維は、約6mm以上の長さを有する請求項1に記載の材料。
【請求項3】
前記二成分繊維は、約8mm以上の長さを有する請求項2に記載の材料。
【請求項4】
前記二成分繊維は、約10mm以上の長さを有する請求項3に記載の材料。
【請求項5】
前記二成分繊維は、約12mm以上の長さを有する請求項4に記載の材料。
【請求項6】
前記材料は、約100g/cm以上のCDW引張強さを有する請求項1に記載の材料。
【請求項7】
前記材料は、約147g/cm以上のCDW引張強さを有する請求項6に記載の材料。
【請求項8】
前記材料はエアーレイドプロセスにより生産されている、請求項1に記載の材料。
【請求項9】
前記二成分繊維は、部分的に延伸されたコアを有する請求項1に記載の材料。
【請求項10】
前記材料は、二成分繊維約60重量パーセントから約100重量パーセント有する少なくとも1つの層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる、請求項1に記載の高強度多層不織布ワイパー材料。
【請求項11】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層は二成分繊維とマトリクス繊維とを含む請求項1に記載の材料。
【請求項12】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層の二成分繊維の重量パーセントは、前記外側層内の二成分繊維の重量パーセントよりも大きい請求項1に記載の材料。
【請求項13】
前記材料は、二成分繊維約5重量パーセントから約55重量パーセント有する少なくとも1つの層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる、請求項1に記載の高強度多層不織布ワイパー材料。
【請求項14】
高強度多層不織布ワイパー材料であって、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセントと、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセントと、
(C)任意に、結合剤0から約15重量パーセントとを含み、
重量パーセントは、前記材料の全重量に基づき、また前記材料は、
(D)約40gsmから約100gsmまでの坪量と、
(E)約0.03から約0.15g/ccの密度と、
(F)約252g/cm以上のCDW引張強さとを有し、
前記材料は、二成分繊維約60重量パーセントから約100重量パーセント有する少なくとも1つの層を有する高強度多層不織布ワイパー材料。
【請求項15】
さらに、2つ以上の異なる層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる請求項1から14のいずれか一項に記載の材料。
【請求項16】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層のマトリクス繊維は、二成分繊維を含む請求項1から15のいずれか一項に記載の材料。
【請求項17】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層の二成分繊維の重量パーセントは、前記外側層内の二成分繊維の重量パーセントよりも大きい請求項1から16のいずれか一項に記載の材料。
【請求項18】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約70重量パーセントから約100重量パーセントである請求項1から17のいずれか一項に記載の材料。
【請求項19】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約70重量パーセントから約95重量パーセントである請求項1から18のいずれか一項に記載の材料。
【請求項20】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約75重量パーセントから約95重量パーセントである請求項1から19のいずれか一項に記載の材料。
【請求項21】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約80重量パーセントから約90重量パーセントである請求項1から20のいずれか一項に記載の材料。
【請求項22】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約90重量パーセントから約100重量パーセントである請求項1から21のいずれか一項に記載の材料。
【請求項23】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの外側層の二成分繊維の重量パーセントは、前記外側層の総重量に基づき二成分繊維約70重量パーセントから約100重量パーセントである請求項1から22のいずれか一項に記載の材料。
【請求項24】
前記二成分繊維は、約6mm以上の長さを有する請求項1から23のいずれか一項に記載の材料。
【請求項25】
前記二成分繊維は、約8mm以上の長さを有する請求項1から24のいずれか一項に記載の材料。
【請求項26】
前記二成分繊維は、約10mm以上の長さを有する請求項1から25のいずれか一項に記載の材料。
【請求項27】
前記二成分繊維は、約12mm以上の長さを有する請求項1から26のいずれか一項に記載の材料。
【請求項28】
前記不織布材料のCDW引張強さは、約394g/cm以上である請求項1から27のいずれか一項に記載の材料。
【請求項29】
前記不織布材料のCDW引張強さは、約591g/cm以上である請求項1から28のいずれか一項に記載の材料。
【請求項30】
前記不織布材料のCDW引張強さは、約787g/cm以上である請求項1から29のいずれか一項に記載の材料。
【請求項31】
前記材料は、エアーレイドプロセスにより生産されている請求項1から30のいずれか一項に記載の材料。
【請求項32】
前記二成分繊維は、部分的に延伸されたコアを有する請求項1から31のいずれか一項に記載の材料。
【請求項1】
高強度不織布ワイパー材料であって、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセントと、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセントと、
(C)結合剤約0から約15重量パーセントとを含み、
前記重量パーセントは、前記材料の全重量に基づき、また前記材料は、
(D)約40gsmから約100gsmまでの坪量と、
(E)約0.03から約0.15g/ccの密度と、
(F)約90g/cm以上のCDW引張強さと、
(G)約15%から約100%までのCDW伸長率と、を有し、
前記材料は二つ以上の層を含む、高強度不織布ワイパー材料。
【請求項2】
前記二成分繊維は、約6mm以上の長さを有する請求項1に記載の材料。
【請求項3】
前記二成分繊維は、約8mm以上の長さを有する請求項2に記載の材料。
【請求項4】
前記二成分繊維は、約10mm以上の長さを有する請求項3に記載の材料。
【請求項5】
前記二成分繊維は、約12mm以上の長さを有する請求項4に記載の材料。
【請求項6】
前記材料は、約100g/cm以上のCDW引張強さを有する請求項1に記載の材料。
【請求項7】
前記材料は、約147g/cm以上のCDW引張強さを有する請求項6に記載の材料。
【請求項8】
前記材料はエアーレイドプロセスにより生産されている、請求項1に記載の材料。
【請求項9】
前記二成分繊維は、部分的に延伸されたコアを有する請求項1に記載の材料。
【請求項10】
前記材料は、二成分繊維約60重量パーセントから約100重量パーセント有する少なくとも1つの層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる、請求項1に記載の高強度多層不織布ワイパー材料。
【請求項11】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層は二成分繊維とマトリクス繊維とを含む請求項1に記載の材料。
【請求項12】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層の二成分繊維の重量パーセントは、前記外側層内の二成分繊維の重量パーセントよりも大きい請求項1に記載の材料。
【請求項13】
前記材料は、二成分繊維約5重量パーセントから約55重量パーセント有する少なくとも1つの層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる、請求項1に記載の高強度多層不織布ワイパー材料。
【請求項14】
高強度多層不織布ワイパー材料であって、
(A)セルロース系繊維、合成繊維、およびセルロース系繊維と合成繊維の混合物からなる群から選択されたマトリクス繊維約45から約95重量パーセントと、
(B)長さが約3mmから約36mmまでの二成分繊維約5から約55重量パーセントと、
(C)任意に、結合剤0から約15重量パーセントとを含み、
重量パーセントは、前記材料の全重量に基づき、また前記材料は、
(D)約40gsmから約100gsmまでの坪量と、
(E)約0.03から約0.15g/ccの密度と、
(F)約252g/cm以上のCDW引張強さとを有し、
前記材料は、二成分繊維約60重量パーセントから約100重量パーセント有する少なくとも1つの層を有する高強度多層不織布ワイパー材料。
【請求項15】
さらに、2つ以上の異なる層を有し、層はどの1つをとっても、少なくとも隣接する1つの層と、組成が異なる請求項1から14のいずれか一項に記載の材料。
【請求項16】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層のマトリクス繊維は、二成分繊維を含む請求項1から15のいずれか一項に記載の材料。
【請求項17】
前記材料は、2つの外側層と1つまたは複数の内側層を有し、前記内側層の二成分繊維の重量パーセントは、前記外側層内の二成分繊維の重量パーセントよりも大きい請求項1から16のいずれか一項に記載の材料。
【請求項18】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約70重量パーセントから約100重量パーセントである請求項1から17のいずれか一項に記載の材料。
【請求項19】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約70重量パーセントから約95重量パーセントである請求項1から18のいずれか一項に記載の材料。
【請求項20】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約75重量パーセントから約95重量パーセントである請求項1から19のいずれか一項に記載の材料。
【請求項21】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約80重量パーセントから約90重量パーセントである請求項1から20のいずれか一項に記載の材料。
【請求項22】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの内側層の二成分繊維の重量パーセントは、前記1つの内側層の総重量に基づき二成分繊維約90重量パーセントから約100重量パーセントである請求項1から21のいずれか一項に記載の材料。
【請求項23】
前記材料は、2つの外側層および1つまたは複数の内側層を有し、1つの外側層の二成分繊維の重量パーセントは、前記外側層の総重量に基づき二成分繊維約70重量パーセントから約100重量パーセントである請求項1から22のいずれか一項に記載の材料。
【請求項24】
前記二成分繊維は、約6mm以上の長さを有する請求項1から23のいずれか一項に記載の材料。
【請求項25】
前記二成分繊維は、約8mm以上の長さを有する請求項1から24のいずれか一項に記載の材料。
【請求項26】
前記二成分繊維は、約10mm以上の長さを有する請求項1から25のいずれか一項に記載の材料。
【請求項27】
前記二成分繊維は、約12mm以上の長さを有する請求項1から26のいずれか一項に記載の材料。
【請求項28】
前記不織布材料のCDW引張強さは、約394g/cm以上である請求項1から27のいずれか一項に記載の材料。
【請求項29】
前記不織布材料のCDW引張強さは、約591g/cm以上である請求項1から28のいずれか一項に記載の材料。
【請求項30】
前記不織布材料のCDW引張強さは、約787g/cm以上である請求項1から29のいずれか一項に記載の材料。
【請求項31】
前記材料は、エアーレイドプロセスにより生産されている請求項1から30のいずれか一項に記載の材料。
【請求項32】
前記二成分繊維は、部分的に延伸されたコアを有する請求項1から31のいずれか一項に記載の材料。
【図1】

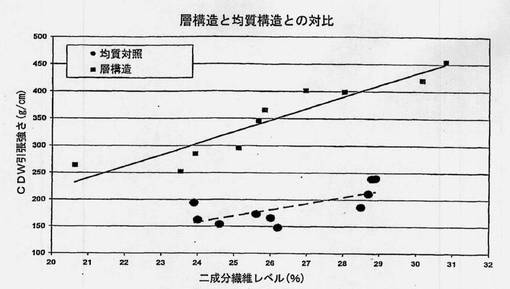
【図2】
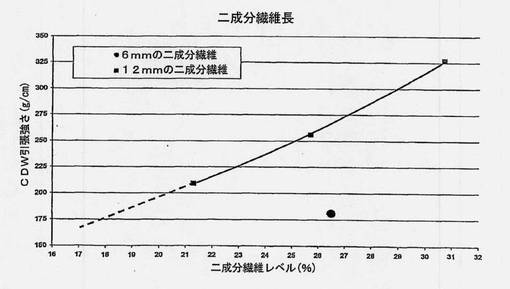
【図3】
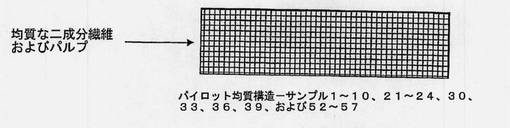
【図4】
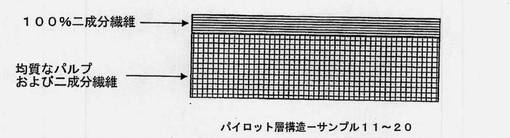
【図5】
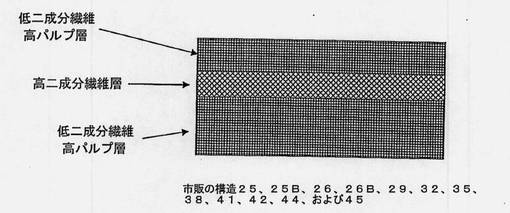
【図6】
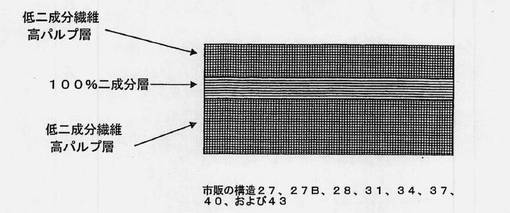
【図7】
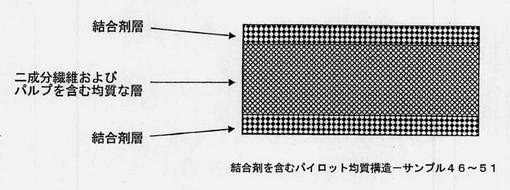
【図8】
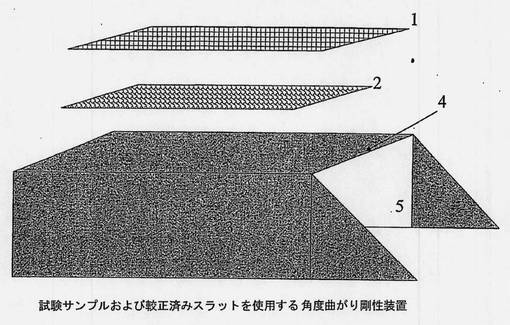
【図9】
【図10】
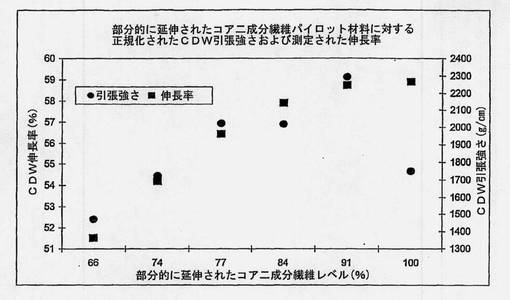
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−148090(P2012−148090A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2012−54262(P2012−54262)
【出願日】平成24年3月12日(2012.3.12)
【分割の表示】特願2007−550376(P2007−550376)の分割
【原出願日】平成17年12月13日(2005.12.13)
【出願人】(500562215)ビーケイアイ・ホールディング・コーポレーション (6)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成24年3月12日(2012.3.12)
【分割の表示】特願2007−550376(P2007−550376)の分割
【原出願日】平成17年12月13日(2005.12.13)
【出願人】(500562215)ビーケイアイ・ホールディング・コーポレーション (6)
【Fターム(参考)】
[ Back to top ]