
高強度アルミニウム合金材およびその製造方法

【課題】強度及び表面品質の両方に優れた高強度アルミニウム合金を提供する。
【解決手段】Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001以上0.05%以下及び残部がAlと不可避不純物からなる化学成分を有する。耐力が350MPa以上であり、金属組織が再結晶組織よりなる。
【解決手段】Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001以上0.05%以下及び残部がAlと不可避不純物からなる化学成分を有する。耐力が350MPa以上であり、金属組織が再結晶組織よりなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば輸送機器、スポーツ用具、機械部品等の、強度特性と外観特性の双方が重要視される部位に用いられる高強度アルミニウム合金材に関する。
【背景技術】
【0002】
輸送機器、スポーツ用具、機械部品等の、強度特性と外観特性の双方が重要視される用途に用いられる材料として、高強度かつ軽量なアルミニウム合金を採用することが増えてきている。これらの用途には、耐久性が要求されるため、耐力が350MPa以上であるアルミニウム合金が切望されている。
【0003】
このような高強度を示すアルミニウム合金としては、アルミニウムにZnおよびMgを添加した7000系アルミニウム合金が知られている。7000系アルミニウム合金は、Al−Mg−Zn系の析出物が時効析出するために高い強度を示す。また、7000系アルミニウム合金の中でも、Zn、Mgに加えてCuを添加したものは、アルミニウム合金の中で最も高い強度を示す。
【0004】
7000系アルミニウム合金は、例えば熱間押出加工等により製造され、高強度を要求される航空機や車両等の輸送機器、スポーツ用具、機械部品などに使用されている。これらの用途で使用する場合に要求される特性は、強度以外に、耐応力腐食割れ性、衝撃吸収性、展伸性などがある。上記特性を満足するアルミニウム合金の例としては、例えば特許文献1に記載のアルミニウム合金押出材が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−119904号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来の成分範囲かつ従来の製造方法で製造した、7000系の高耐力を示すアルミニウム合金においては、例えば、表面傷を防止する目的で陽極酸化処理等を行うと、表面に筋状模様が現れてしまうという外観上の問題があった。
また、上記アルミニウム合金は、例えば陽極酸化処理等の表面処理を行った後に、高級感をかもし出すためシルバー色となることが望まれている。しかしながら、上記従来の7000系アルミニウム合金に陽極酸化処理等を行うと、表面が黄色の色調を強く帯びてしまうという外観上の問題があった。
このように、上記従来の7000系アルミニウム合金は、表面処理後に現れる筋状模様や色調変化が表面品質上の問題となるため、採用することが困難であった。
【0007】
本発明は、かかる背景に鑑みてなされたもので、表面品質に優れた高強度アルミニウム合金材およびその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の一態様は、Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有し、
耐力が350MPa以上であり、
金属組織が再結晶組織よりなることを特徴とする高強度アルミニウム合金材にある(請求項1)。
【0009】
本発明の他の態様は、Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有する鋳塊を作製し、
上記鋳塊を、540℃を超え580℃以下の温度で1〜24時間加熱する均質化処理を行い、
その後、加工開始時における上記鋳塊の温度を440℃〜560℃とした状態で該鋳塊に熱間加工を施して展伸材とし、
該展伸材の温度が400℃以上である間に150℃以下の温度まで冷却する急冷処理を行い、
該急冷処理またはその後の冷却により該展伸材の温度を室温まで冷却し、
その後100℃〜170℃の温度で5〜30時間加熱する人工時効処理を行うことを特徴とする高強度アルミニウム合金材の製造方法にある(請求項3)。
【発明の効果】
【0010】
上記高強度アルミニウム合金材は、上記特定の化学成分を有している。そのため、上記従来の7000系アルミニウム合金材と同等の耐力を有すると共に、表面処理後に発生する色調変化等を抑制し、良好な表面品質を得ることができる。
また、上記高強度アルミニウム合金材は、350MPa以上の耐力を有する。そのため、強度特性と外観特性の双方が重要視される用途に用いられる材料としての強度面での要求を比較的容易に満たすことができる。
また、上記高強度アルミニウム合金材の金属組織は、再結晶組織よりなる。そのため、表面処理後に繊維状組織に起因する筋状模様が発生すること等を抑制し、良好な表面品質を得ることができる。
従って、上記高強度アルミニウム合金材は、強度及び表面品質の両方に優れたものとなる。
【0011】
次に、上記高強度アルミニウム合金材の製造方法では、上記特定の処理温度、処理時間及び処理手順により上記高強度アルミニウム合金材を製造する。そのため、上記高強度アルミニウム合金材を容易に得ることができる。
【図面の簡単な説明】
【0012】
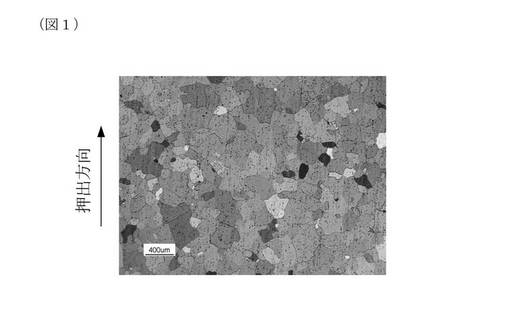
【図1】実施例1にかかる試料No.1の再結晶組織写真。
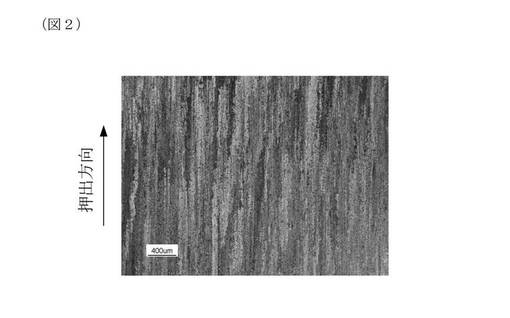
【図2】実施例1にかかる試料No.18の繊維状組織写真。
【発明を実施するための形態】
【0013】
上記高強度アルミニウム合金材は、7.2%を超え8.7%以下のZnと、1.3%以上2.1%以下のMgを共に含有する。ZnとMgは、アルミニウム合金中において共存することでη’相を析出する。そのため、両者が共に含まれる上記高強度アルミニウム合金材は、析出強化により強度が向上する。
【0014】
Znの含有量が7.2%以下の場合には、η’相の析出量が少なくなるため、強度向上効果が低くなる。そのため、Znの含有量は7.2%より多い方が良く、好ましくは7.5%以上が良い。一方、Znの含有量が8.7%を超えると、熱間加工性が低下するため、生産性が低下する。そのため、Znの含有量は8.7%以下が良く、好ましくは8.5%以下が良い。
【0015】
また、Mgの含有量が1.3%より少ない場合には、η’相の析出量が少なくなるため、強度向上効果が低くなる。一方、Mgの含有量が2.1%を超えると、熱間加工性が低下するため、生産性が低下する。
【0016】
また上記化学成分のうち、Cuの含有量を0.50%未満に規制する。Cuは、上記高強度アルミニウム合金材の原料としてリサイクル材を使用する場合に混入する可能性がある。Cuがアルミニウム合金材に含有されると、その効果により強度が高くなるが、一方で化学研磨後の光沢の低下や、陽極酸化処理による黄色への色調変化など、表面品質が低下する原因となる。このような光沢の低下もしくは色調の変化による表面品質の低下は、Cuの含有量を0.50%未満に規制し、好ましくは0.20%未満に規制することにより抑制することができる。
【0017】
また上記化学成分のうち、Feを0.30%以下に、Siを0.30%以下に、Mnを0.05%未満に、Crを0.20%以下に、Zrを0.05%未満にそれぞれ規制する。Fe、Siはアルミニウム地金中の不純物として混入し、Mn、Cr、Zrはリサイクル材を使用する場合に混入する可能性のある成分である。
【0018】
上記の5成分のうち、Fe、SiおよびMnは、Alとの間にAlMn系、AlMnFe系もしくはAlMnFeSi系の金属間化合物を形成することにより再結晶化を抑制する作用を有する。また、Cr、Zrは、各々Alとの間にAlCr系、AlZr系の金属間化合物を形成することにより再結晶化を抑制する作用を有する。そのため、上記5成分が上記高強度アルミニウム合金材に過度に混入した場合には再結晶組織の生成が抑制され、その替わりに繊維状組織が生成されやすくなる。上記繊維状組織が存在すると、例えば陽極酸化処理を行った後に、上記繊維状組織に起因する筋状模様が表面に現れやすくなるため、表面品質が低下するおそれがある。
このような筋状模様による表面品質の低下は、Feを0.30%以下に、Siを0.30%以下に、Mnを0.05%未満に、Crを0.20%以下に、Zrを0.05%未満にそれぞれ規制することで抑制することが可能となる。
【0019】
また上記高強度アルミニウム合金材は、0.001%以上0.05%以下のTiを含有する。Tiは、アルミニウム合金材に添加することで、鋳塊組織を微細化する作用を有する。鋳塊組織が微細になるほど、斑がなく高い光沢が得られるため、Tiが含有されることにより表面品質を向上させることができる。
【0020】
Tiの含有量が0.001%より少ない場合には、鋳塊組織の微細化が充分に為されないため、上記高強度アルミニウム合金材の光沢に斑を生じるおそれがある。また、Tiの含有量が0.05%より多い場合には、Alとの間に形成されるAlTi系金属間化合物などが原因となり、点状の欠陥が発生しやすくなるため、表面品質が低下するおそれがある。
【0021】
更に上記高強度アルミニウム合金材は、JIS Z2241(ISO6892−1)に規定される耐力が350MPa以上である。これにより、軽量化のための薄肉化に対応し得る強度特性を比較的容易に得ることができる。
【0022】
更に上記高強度アルミニウム合金材は、金属組織が粒状の再結晶組織より構成されている。通常、熱間加工を行って作製したアルミニウム合金材は繊維状組織よりなる金属組織を有するため、表面の光沢等に筋状模様が生じ、その結果表面品質が低くなるおそれがある。一方上記高強度アルミニウム合金材では、金属組織が再結晶組織で構成されているため、表面に筋状模様は発生せず、表面品質が良好となる。
【0023】
なお、上記金属組織は、例えばアルミニウム合金材の表面に電解研磨を行い、得られた表面を偏光顕微鏡で観察することで確認できる。
【0024】
また、上記再結晶組織は、その結晶粒の平均粒径が500μm以下であり、熱間加工方向に平行な方向の結晶長さを、熱間加工方向に垂直な方向の結晶長さに対して0.5倍以上4倍以下とすることができる(請求項2)。
上記結晶粒の平均粒径が500μmを超えると、結晶粒が過度に粗大となるため、陽極酸化処理等の表面処理を行った後に、表面に斑が生じやすく、表面品質が低下するおそれがある。そのため、上記結晶粒の平均粒径は小さいほど良い。なお、平均粒径が50μm未満となる場合には、上記結晶粒の間に繊維状組織が残留するおそれがある。従って、良好な表面品質を得るためには、上記結晶粒の平均粒径は500μm以下が良く、好ましくは50μm以上500μm以下が良い。
【0025】
また、上記結晶粒のアスペクト比(熱間加工方向に垂直な方向の結晶長さに対する熱間加工方向に平行な方向の結晶長さの比を指す)が4を超えると、例えば陽極酸化処理等の表面処理を行った後の表面に筋状模様が現れるおそれがある。一方、アスペクト比が0.5未満となる結晶粒は、実質的な製造設備では得ることが難しい。
【0026】
また、上記再結晶組織は、熱間加工時に生成されたものであることが好ましい。
再結晶組織は、その製造過程により動的再結晶組織と静的再結晶組織に分類することができ、上記のごとく熱間加工時に生成されるものを動的再結晶組織という。一方、静的再結晶組織は、熱間加工や冷間加工を行った後、溶体化処理や焼鈍処理等の熱処理工程を追加することにより生成されるものをいう。前述した課題は、いずれの再結晶組織であっても解決しうるが、動的再結晶組織の場合には、生産工程が簡素となるため、容易に製造することができる。
【0027】
次に、上記高強度アルミニウム合金材の製造方法においては、上記化学成分を有する鋳塊に対し、540℃を超え580℃以下の温度で1時間以上24時間以下の加熱をする、均質化処理を行う。
上記均質化処理の加熱温度が540℃以下の場合には、上記鋳塊偏析層の均質化が不十分となる。その結果、結晶粒の粗大化や、不均一な結晶組織の形成等が起こるため、最終的に得られる合金材の表面品質が低下する。一方、加熱温度が580℃より高いと、上記鋳塊が局部的に溶融を起こすおそれがあるため、製造が困難となる。従って、上記均質化処理の温度は、540℃を超え580℃以下であることが好ましい。
【0028】
また、上記均質化処理の加熱時間が1時間未満の場合には、上記鋳塊偏析層の均質化が不十分となるため、上記と同様に最終的な表面品質が低下する。一方、加熱時間が24時間を超えると、上記鋳塊偏析層の均質化が充分なされた状態になるため、それ以上の効果を見込むことができない。従って、上記均質化処理の時間は、1時間以上24時間以内であることが好ましい。
【0029】
上記均質化処理を行った鋳塊は、熱間加工を施して展伸材とする。熱間加工開始時の上記鋳塊の温度は、440℃以上560℃以下とする。
熱間加工前の鋳塊の加熱温度が440℃より低いと、変形抵抗が高く、実質的な製造設備では加工が困難となる。一方、鋳塊を560℃を超える温度まで加熱した後に熱間加工を行うと、加工時の加工発熱が加わることにより上記鋳塊が局所的に融解し、その結果熱間割れが発生するおそれがある。従って、熱間加工前の上記鋳塊の温度は、440℃以上560℃以下であることが好ましい。
なお、上記熱間加工としては、押出加工や圧延加工などを採用することができる。
【0030】
また、上記熱間処理の後に、上記展伸材の温度が400℃以上である状態から、150℃以下の温度まで冷却する急冷処理を行う。
上記急冷処理前の上記展伸材の温度が400℃未満である場合には、焼入れが不十分となり、その結果得られる展伸材の耐力が350MPa未満となるおそれがある。また、急冷処理後の展伸材の温度が150℃を超える場合にも焼入れが不十分となり、その結果得られる展伸材の耐力は350MPa未満となるおそれがある。
【0031】
なお、上記急冷処理とは、上記展伸材を強制的な手段により冷却する処理を意味する。上記急冷処理としては、例えばファン空冷、ミスト冷却、シャワー冷却もしくは水冷等の方法を採用できる。
【0032】
また、上記急冷処理の冷却速度は、5℃/秒以上1000℃/秒以下とすることができる(請求項4)。
上記冷却速度が1000℃/秒を超える場合には、設備が過大になる上、それに見合った効果を得ることができない。一方、冷却速度が5℃/秒未満であると、焼入れが不十分となるため、得られる展伸材の耐力が350MPaに満たなくなるおそれがある。従って、冷却速度は早いほうがよく、5℃/秒以上1000℃/秒以下、好ましくは100℃/秒以上1000℃/秒以下がよい。
【0033】
また、上記急冷処理を行った後に、上記展伸材の温度を室温まで到達させる。これは、上記急冷処理により室温に到達してもよく、または該急冷処理の後に追加の冷却処理を行うことにより到達してもよい。展伸材の温度を室温まで到達させることにより、室温時効の効果が現れるため、展伸材の強度が向上する。
なお、上記追加の冷却処理には、急冷処理と同じく、例えばファン空冷、ミスト冷却、シャワー冷却もしくは水冷等の方法を採用できる。
【0034】
ここで、上記展伸材を、室温を維持した状態で保管すると、室温時効効果により該展伸材の強度がより向上する。室温時効時間は、初期の段階においては時間が長いほど強度が向上するが、室温時効時間が24時間以上となる場合には、室温時効の効果が飽和してくる。
【0035】
次に、上記のごとく室温まで冷却を行った上記展伸材を、100℃以上170℃以下の温度で5時間以上30時間以内の加熱を行う人工時効処理を行う。人工時効処理が、上記の温度範囲または時間範囲を外れると、得られる展伸材の耐力が350MPa未満となるおそれがあり、充分な強度特性を有する展伸材を得ることが困難となる。
【実施例】
【0036】
(実施例1)
上記高強度アルミニウム合金材に係る実施例について、表1および表2を用いて説明する。
本例では、表1に示すごとく、アルミニウム合金材の化学成分を変化させた試料(No.1〜No.24)を同一の製造条件にて作製し、各試料の強度測定、金属組織観察を行った。更に、各試料に表面処理を行った後、表面品質評価を行った。
以下に、各試料の製造条件、強度測定方法及び金属組織観察方法、ならびに表面処理方法及び表面品質評価方法を説明する。
【0037】
<試料の製造条件>
半連続鋳造により、表1に記載された化学成分を有する直径90mmの鋳塊を鋳造する。その後、該鋳塊を550℃の温度で12時間加熱する均質化処理を行う。その後、上記鋳塊の温度が520℃である状態で、該鋳塊を熱間押出加工することにより、幅150mm、厚さ10mmの展伸材を形成する。その後、該展伸材の温度が505℃である状態で、該展伸材を600℃/秒の冷却速度で100℃まで冷却する急冷処理を行う。そして、上記急冷処理を行った上記展伸材を室温まで冷却し、室温下で24時間の室温時効を行った後に、150℃の温度で12時間の加熱を行う人工時効処理を実施して試料とする。
【0038】
<強度測定方法>
試料から、JIS Z2241(ISO6892−1)に準拠する方法により試験片を採取し、引張強さ、耐力及び伸びの測定を行う。その結果、350MPa以上の耐力を示すものを合格と判定する。
【0039】
<金属組織観察方法>
試料を電解研磨した後、倍率50倍〜100倍の偏光顕微鏡により試料表面の顕微鏡像を取得する。該顕微鏡像に対し画像解析を行い、試料の金属組織を構成する結晶粒の平均粒径及びアスペクト比を求める。その結果、平均粒径については500μm以下であるもの、アスペクト比については0.5〜4.0の範囲内にあるものをそれぞれ好ましい結果と判定する。
【0040】
<表面処理方法>
上記人工時効処理を行った試料の表面をバフ研磨した後、水酸化ナトリウム水溶液によりエッチングを行い、次いでデスマット処理を行う。該デスマット処理を行った試料を、リン酸−硝酸法を用いて90℃の温度で1分間の化学研磨を行う。そして、該化学研磨を行った試料を、15%硫酸浴下において150A/m2の電流密度で陽極酸化処理を行い、10μmの陽極酸化皮膜を形成する。最後に、上記陽極酸化処理後の試料を沸騰水に浸漬し、上記陽極酸化皮膜の封孔処理を行う。
【0041】
<表面品質評価方法>
上記表面処理を行った試料の表面を目視観察する。目視観察では、表面に筋状模様、斑状模様または点状欠陥等が現れていないものを合格と判定する。
次いで、試料の表面の色調を色差計により計測し、JIS Z8729(ISO7724−1)に記載のL*a*b*表色系における各座標の値を取得する。その結果、L*値(明度):85〜95、a*値(緑〜赤の色度):−2.0〜0、b*値(青〜黄の色度):−0.5〜2.5の範囲内にあるものを合格と判定する。
【0042】
上記のごとく作製した各試料の評価結果を、表2に示す。なお、各々の評価結果において合格と判定されなかったものもしくは好ましい結果と判定されなかったものについては、表2中の当該評価結果に下線を付して示した。
【0043】
表2より知られるごとく、試料No.1〜No.12は、全ての評価項目で合格となり、強度、表面品質共に優れた特性を示した。
優れた表面品質を有する試料の代表例として、図1に、試料No.1の金属組織観察結果を示す。優れた表面品質を有する試料は、図1より知られるごとく、粒状の再結晶組織よりなる金属組織を有すると同時に、目視確認においても筋状模様は観察されず、斑がなく高い光沢を有する。
【0044】
試料No.13は、Zn含有量が低すぎるため、強度向上効果が充分に得られず、耐力が不合格と判定した。
試料No.14は、Zn含有量が高すぎるため、熱間加工性が悪く、実質的な設備では熱間押出加工が不可能であった。
【0045】
試料No.15は、Mg含有量が低すぎるため、強度向上効果が充分に得られず、耐力が不合格と判定した。
試料No.16は、Mg含有量が高すぎるため、熱間加工性が悪く、実質的な設備では熱間押出加工が不可能であった。
【0046】
試料No.17は、Cu含有量が高すぎるため、表面の色調が黄色を帯び不合格と判定した。
【0047】
試料No.18は、Fe含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。
表面品質が不合格となった試料のうち、筋状模様が視認された試料の代表例として、図2に、試料No.18の金属組織観察結果を示す。筋状模様が視認された試料は、図2より知られるごとく、繊維状組織よりなる金属組織を有する。
試料No.19は、Si含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。同時に、表面の色調が黄色を帯びていた。
試料No.20は、Mn含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。
【0048】
試料No.21は、Cr含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。同時に、表面の色調が黄色を帯びていた。
試料No.22は、Zr含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。
【0049】
試料No.23は、Ti含有量が低すぎるため、粗大な鋳塊組織に起因する斑状模様が現れ不合格と判定した。
試料No.24は、Ti含有量が高すぎるため、Alとの金属間化合物が形成された結果、表面に点状欠陥が視認され不合格と判定した。
【0050】
(実施例2)
次に、上記高強度アルミニウム合金の製造方法に係る実施例について、表3〜表5を用いて説明する。
本例では、表3に示す化学成分を含有するアルミニウム合金材を、表4に示すごとく製造条件を変化させて試料(No.A〜No.X)を作製し、各試料の強度測定、金属組織観察を行った。更に、各試料に表面処理を行った後、表面品質評価を行った。
【0051】
以下に、各試料の製造条件を詳説する。なお、各試料の強度測定方法、金属組織観察方法、表面処理方法及び表面品質評価方法は、上記実施例1と同一の方法によりおこなった。
【0052】
<試料の製造条件>
半連続鋳造により、表3に記載された化学成分を有する直径90mmの鋳塊を鋳造する。その後、表4に示す処理温度、処理時間または冷却時間の組み合わせを用いて、上記鋳塊に均質化処理、熱間押出加工、急冷処理及び人工時効処理をこの順で施し、試料を得る。なお、表4に記載の室温時効時間とは、急冷処理を行った後、展伸材が室温に達してから人工時効処理を行うまでの時間を意味する。
【0053】
上記のごとく作製した各試料の評価結果を、表5に示す。なお、各々の測定結果において合格と判定されなかったものもしくは好ましい結果と判定されなかったものについては、表5中の当該評価結果に下線を付して示した。
【0054】
表5より知られるごとく、試料No.A〜No.Oは、全ての評価項目で合格となり、強度、表面品質共に優れた特性を示した。
【0055】
試料Pは、均質化処理における加熱温度が低すぎたため、耐力が350MPaに満たず不合格と判定した。同時に、結晶粒が粗大となり、表面に斑状模様も視認された。
試料Qは、均質化処理における処理時間が短すぎたため、耐力が350MPaに満たず不合格と判定した。同時に、結晶粒が粗大となり、表面に斑状模様も視認された。
【0056】
試料Rは、熱間押出加工前における鋳塊の加熱温度が高すぎたため、押出加工時に部分溶融した結果、熱間加工割れを起こし、急冷処理以降の処理を行うことができなかった。
【0057】
試料Sは、急冷処理における冷却速度が低すぎたため、焼入れが不十分となり耐力が350MPaに満たず不合格と判定した。
試料Tは、急冷処理後における展伸材の温度が高すぎたため、焼入れが不十分となり耐力が350MPaに満たず不合格と判定した。
【0058】
試料Uは、人工時効処理における加熱温度が低すぎたため、時効硬化が不十分となり耐力が350MPaに満たず不合格と判定した。
試料Vは、人工時効処理における加熱温度が高すぎたため、過時効となり耐力が350MPaに満たず不合格と判定した。
試料Wは、人工時効処理における処理時間が短すぎたため、時効硬化が不十分となり耐力が350MPaに満たず不合格と判定した。
試料Xは、人工時効処理における処理時間が長すぎたため、過時効となり耐力が350MPaに満たず不合格と判定した。
【0059】
【表1】

【0060】
【表2】
【0061】
【表3】
【0062】
【表4】
【0063】
【表5】
【技術分野】
【0001】
本発明は、例えば輸送機器、スポーツ用具、機械部品等の、強度特性と外観特性の双方が重要視される部位に用いられる高強度アルミニウム合金材に関する。
【背景技術】
【0002】
輸送機器、スポーツ用具、機械部品等の、強度特性と外観特性の双方が重要視される用途に用いられる材料として、高強度かつ軽量なアルミニウム合金を採用することが増えてきている。これらの用途には、耐久性が要求されるため、耐力が350MPa以上であるアルミニウム合金が切望されている。
【0003】
このような高強度を示すアルミニウム合金としては、アルミニウムにZnおよびMgを添加した7000系アルミニウム合金が知られている。7000系アルミニウム合金は、Al−Mg−Zn系の析出物が時効析出するために高い強度を示す。また、7000系アルミニウム合金の中でも、Zn、Mgに加えてCuを添加したものは、アルミニウム合金の中で最も高い強度を示す。
【0004】
7000系アルミニウム合金は、例えば熱間押出加工等により製造され、高強度を要求される航空機や車両等の輸送機器、スポーツ用具、機械部品などに使用されている。これらの用途で使用する場合に要求される特性は、強度以外に、耐応力腐食割れ性、衝撃吸収性、展伸性などがある。上記特性を満足するアルミニウム合金の例としては、例えば特許文献1に記載のアルミニウム合金押出材が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−119904号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来の成分範囲かつ従来の製造方法で製造した、7000系の高耐力を示すアルミニウム合金においては、例えば、表面傷を防止する目的で陽極酸化処理等を行うと、表面に筋状模様が現れてしまうという外観上の問題があった。
また、上記アルミニウム合金は、例えば陽極酸化処理等の表面処理を行った後に、高級感をかもし出すためシルバー色となることが望まれている。しかしながら、上記従来の7000系アルミニウム合金に陽極酸化処理等を行うと、表面が黄色の色調を強く帯びてしまうという外観上の問題があった。
このように、上記従来の7000系アルミニウム合金は、表面処理後に現れる筋状模様や色調変化が表面品質上の問題となるため、採用することが困難であった。
【0007】
本発明は、かかる背景に鑑みてなされたもので、表面品質に優れた高強度アルミニウム合金材およびその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の一態様は、Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有し、
耐力が350MPa以上であり、
金属組織が再結晶組織よりなることを特徴とする高強度アルミニウム合金材にある(請求項1)。
【0009】
本発明の他の態様は、Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有する鋳塊を作製し、
上記鋳塊を、540℃を超え580℃以下の温度で1〜24時間加熱する均質化処理を行い、
その後、加工開始時における上記鋳塊の温度を440℃〜560℃とした状態で該鋳塊に熱間加工を施して展伸材とし、
該展伸材の温度が400℃以上である間に150℃以下の温度まで冷却する急冷処理を行い、
該急冷処理またはその後の冷却により該展伸材の温度を室温まで冷却し、
その後100℃〜170℃の温度で5〜30時間加熱する人工時効処理を行うことを特徴とする高強度アルミニウム合金材の製造方法にある(請求項3)。
【発明の効果】
【0010】
上記高強度アルミニウム合金材は、上記特定の化学成分を有している。そのため、上記従来の7000系アルミニウム合金材と同等の耐力を有すると共に、表面処理後に発生する色調変化等を抑制し、良好な表面品質を得ることができる。
また、上記高強度アルミニウム合金材は、350MPa以上の耐力を有する。そのため、強度特性と外観特性の双方が重要視される用途に用いられる材料としての強度面での要求を比較的容易に満たすことができる。
また、上記高強度アルミニウム合金材の金属組織は、再結晶組織よりなる。そのため、表面処理後に繊維状組織に起因する筋状模様が発生すること等を抑制し、良好な表面品質を得ることができる。
従って、上記高強度アルミニウム合金材は、強度及び表面品質の両方に優れたものとなる。
【0011】
次に、上記高強度アルミニウム合金材の製造方法では、上記特定の処理温度、処理時間及び処理手順により上記高強度アルミニウム合金材を製造する。そのため、上記高強度アルミニウム合金材を容易に得ることができる。
【図面の簡単な説明】
【0012】
【図1】実施例1にかかる試料No.1の再結晶組織写真。
【図2】実施例1にかかる試料No.18の繊維状組織写真。
【発明を実施するための形態】
【0013】
上記高強度アルミニウム合金材は、7.2%を超え8.7%以下のZnと、1.3%以上2.1%以下のMgを共に含有する。ZnとMgは、アルミニウム合金中において共存することでη’相を析出する。そのため、両者が共に含まれる上記高強度アルミニウム合金材は、析出強化により強度が向上する。
【0014】
Znの含有量が7.2%以下の場合には、η’相の析出量が少なくなるため、強度向上効果が低くなる。そのため、Znの含有量は7.2%より多い方が良く、好ましくは7.5%以上が良い。一方、Znの含有量が8.7%を超えると、熱間加工性が低下するため、生産性が低下する。そのため、Znの含有量は8.7%以下が良く、好ましくは8.5%以下が良い。
【0015】
また、Mgの含有量が1.3%より少ない場合には、η’相の析出量が少なくなるため、強度向上効果が低くなる。一方、Mgの含有量が2.1%を超えると、熱間加工性が低下するため、生産性が低下する。
【0016】
また上記化学成分のうち、Cuの含有量を0.50%未満に規制する。Cuは、上記高強度アルミニウム合金材の原料としてリサイクル材を使用する場合に混入する可能性がある。Cuがアルミニウム合金材に含有されると、その効果により強度が高くなるが、一方で化学研磨後の光沢の低下や、陽極酸化処理による黄色への色調変化など、表面品質が低下する原因となる。このような光沢の低下もしくは色調の変化による表面品質の低下は、Cuの含有量を0.50%未満に規制し、好ましくは0.20%未満に規制することにより抑制することができる。
【0017】
また上記化学成分のうち、Feを0.30%以下に、Siを0.30%以下に、Mnを0.05%未満に、Crを0.20%以下に、Zrを0.05%未満にそれぞれ規制する。Fe、Siはアルミニウム地金中の不純物として混入し、Mn、Cr、Zrはリサイクル材を使用する場合に混入する可能性のある成分である。
【0018】
上記の5成分のうち、Fe、SiおよびMnは、Alとの間にAlMn系、AlMnFe系もしくはAlMnFeSi系の金属間化合物を形成することにより再結晶化を抑制する作用を有する。また、Cr、Zrは、各々Alとの間にAlCr系、AlZr系の金属間化合物を形成することにより再結晶化を抑制する作用を有する。そのため、上記5成分が上記高強度アルミニウム合金材に過度に混入した場合には再結晶組織の生成が抑制され、その替わりに繊維状組織が生成されやすくなる。上記繊維状組織が存在すると、例えば陽極酸化処理を行った後に、上記繊維状組織に起因する筋状模様が表面に現れやすくなるため、表面品質が低下するおそれがある。
このような筋状模様による表面品質の低下は、Feを0.30%以下に、Siを0.30%以下に、Mnを0.05%未満に、Crを0.20%以下に、Zrを0.05%未満にそれぞれ規制することで抑制することが可能となる。
【0019】
また上記高強度アルミニウム合金材は、0.001%以上0.05%以下のTiを含有する。Tiは、アルミニウム合金材に添加することで、鋳塊組織を微細化する作用を有する。鋳塊組織が微細になるほど、斑がなく高い光沢が得られるため、Tiが含有されることにより表面品質を向上させることができる。
【0020】
Tiの含有量が0.001%より少ない場合には、鋳塊組織の微細化が充分に為されないため、上記高強度アルミニウム合金材の光沢に斑を生じるおそれがある。また、Tiの含有量が0.05%より多い場合には、Alとの間に形成されるAlTi系金属間化合物などが原因となり、点状の欠陥が発生しやすくなるため、表面品質が低下するおそれがある。
【0021】
更に上記高強度アルミニウム合金材は、JIS Z2241(ISO6892−1)に規定される耐力が350MPa以上である。これにより、軽量化のための薄肉化に対応し得る強度特性を比較的容易に得ることができる。
【0022】
更に上記高強度アルミニウム合金材は、金属組織が粒状の再結晶組織より構成されている。通常、熱間加工を行って作製したアルミニウム合金材は繊維状組織よりなる金属組織を有するため、表面の光沢等に筋状模様が生じ、その結果表面品質が低くなるおそれがある。一方上記高強度アルミニウム合金材では、金属組織が再結晶組織で構成されているため、表面に筋状模様は発生せず、表面品質が良好となる。
【0023】
なお、上記金属組織は、例えばアルミニウム合金材の表面に電解研磨を行い、得られた表面を偏光顕微鏡で観察することで確認できる。
【0024】
また、上記再結晶組織は、その結晶粒の平均粒径が500μm以下であり、熱間加工方向に平行な方向の結晶長さを、熱間加工方向に垂直な方向の結晶長さに対して0.5倍以上4倍以下とすることができる(請求項2)。
上記結晶粒の平均粒径が500μmを超えると、結晶粒が過度に粗大となるため、陽極酸化処理等の表面処理を行った後に、表面に斑が生じやすく、表面品質が低下するおそれがある。そのため、上記結晶粒の平均粒径は小さいほど良い。なお、平均粒径が50μm未満となる場合には、上記結晶粒の間に繊維状組織が残留するおそれがある。従って、良好な表面品質を得るためには、上記結晶粒の平均粒径は500μm以下が良く、好ましくは50μm以上500μm以下が良い。
【0025】
また、上記結晶粒のアスペクト比(熱間加工方向に垂直な方向の結晶長さに対する熱間加工方向に平行な方向の結晶長さの比を指す)が4を超えると、例えば陽極酸化処理等の表面処理を行った後の表面に筋状模様が現れるおそれがある。一方、アスペクト比が0.5未満となる結晶粒は、実質的な製造設備では得ることが難しい。
【0026】
また、上記再結晶組織は、熱間加工時に生成されたものであることが好ましい。
再結晶組織は、その製造過程により動的再結晶組織と静的再結晶組織に分類することができ、上記のごとく熱間加工時に生成されるものを動的再結晶組織という。一方、静的再結晶組織は、熱間加工や冷間加工を行った後、溶体化処理や焼鈍処理等の熱処理工程を追加することにより生成されるものをいう。前述した課題は、いずれの再結晶組織であっても解決しうるが、動的再結晶組織の場合には、生産工程が簡素となるため、容易に製造することができる。
【0027】
次に、上記高強度アルミニウム合金材の製造方法においては、上記化学成分を有する鋳塊に対し、540℃を超え580℃以下の温度で1時間以上24時間以下の加熱をする、均質化処理を行う。
上記均質化処理の加熱温度が540℃以下の場合には、上記鋳塊偏析層の均質化が不十分となる。その結果、結晶粒の粗大化や、不均一な結晶組織の形成等が起こるため、最終的に得られる合金材の表面品質が低下する。一方、加熱温度が580℃より高いと、上記鋳塊が局部的に溶融を起こすおそれがあるため、製造が困難となる。従って、上記均質化処理の温度は、540℃を超え580℃以下であることが好ましい。
【0028】
また、上記均質化処理の加熱時間が1時間未満の場合には、上記鋳塊偏析層の均質化が不十分となるため、上記と同様に最終的な表面品質が低下する。一方、加熱時間が24時間を超えると、上記鋳塊偏析層の均質化が充分なされた状態になるため、それ以上の効果を見込むことができない。従って、上記均質化処理の時間は、1時間以上24時間以内であることが好ましい。
【0029】
上記均質化処理を行った鋳塊は、熱間加工を施して展伸材とする。熱間加工開始時の上記鋳塊の温度は、440℃以上560℃以下とする。
熱間加工前の鋳塊の加熱温度が440℃より低いと、変形抵抗が高く、実質的な製造設備では加工が困難となる。一方、鋳塊を560℃を超える温度まで加熱した後に熱間加工を行うと、加工時の加工発熱が加わることにより上記鋳塊が局所的に融解し、その結果熱間割れが発生するおそれがある。従って、熱間加工前の上記鋳塊の温度は、440℃以上560℃以下であることが好ましい。
なお、上記熱間加工としては、押出加工や圧延加工などを採用することができる。
【0030】
また、上記熱間処理の後に、上記展伸材の温度が400℃以上である状態から、150℃以下の温度まで冷却する急冷処理を行う。
上記急冷処理前の上記展伸材の温度が400℃未満である場合には、焼入れが不十分となり、その結果得られる展伸材の耐力が350MPa未満となるおそれがある。また、急冷処理後の展伸材の温度が150℃を超える場合にも焼入れが不十分となり、その結果得られる展伸材の耐力は350MPa未満となるおそれがある。
【0031】
なお、上記急冷処理とは、上記展伸材を強制的な手段により冷却する処理を意味する。上記急冷処理としては、例えばファン空冷、ミスト冷却、シャワー冷却もしくは水冷等の方法を採用できる。
【0032】
また、上記急冷処理の冷却速度は、5℃/秒以上1000℃/秒以下とすることができる(請求項4)。
上記冷却速度が1000℃/秒を超える場合には、設備が過大になる上、それに見合った効果を得ることができない。一方、冷却速度が5℃/秒未満であると、焼入れが不十分となるため、得られる展伸材の耐力が350MPaに満たなくなるおそれがある。従って、冷却速度は早いほうがよく、5℃/秒以上1000℃/秒以下、好ましくは100℃/秒以上1000℃/秒以下がよい。
【0033】
また、上記急冷処理を行った後に、上記展伸材の温度を室温まで到達させる。これは、上記急冷処理により室温に到達してもよく、または該急冷処理の後に追加の冷却処理を行うことにより到達してもよい。展伸材の温度を室温まで到達させることにより、室温時効の効果が現れるため、展伸材の強度が向上する。
なお、上記追加の冷却処理には、急冷処理と同じく、例えばファン空冷、ミスト冷却、シャワー冷却もしくは水冷等の方法を採用できる。
【0034】
ここで、上記展伸材を、室温を維持した状態で保管すると、室温時効効果により該展伸材の強度がより向上する。室温時効時間は、初期の段階においては時間が長いほど強度が向上するが、室温時効時間が24時間以上となる場合には、室温時効の効果が飽和してくる。
【0035】
次に、上記のごとく室温まで冷却を行った上記展伸材を、100℃以上170℃以下の温度で5時間以上30時間以内の加熱を行う人工時効処理を行う。人工時効処理が、上記の温度範囲または時間範囲を外れると、得られる展伸材の耐力が350MPa未満となるおそれがあり、充分な強度特性を有する展伸材を得ることが困難となる。
【実施例】
【0036】
(実施例1)
上記高強度アルミニウム合金材に係る実施例について、表1および表2を用いて説明する。
本例では、表1に示すごとく、アルミニウム合金材の化学成分を変化させた試料(No.1〜No.24)を同一の製造条件にて作製し、各試料の強度測定、金属組織観察を行った。更に、各試料に表面処理を行った後、表面品質評価を行った。
以下に、各試料の製造条件、強度測定方法及び金属組織観察方法、ならびに表面処理方法及び表面品質評価方法を説明する。
【0037】
<試料の製造条件>
半連続鋳造により、表1に記載された化学成分を有する直径90mmの鋳塊を鋳造する。その後、該鋳塊を550℃の温度で12時間加熱する均質化処理を行う。その後、上記鋳塊の温度が520℃である状態で、該鋳塊を熱間押出加工することにより、幅150mm、厚さ10mmの展伸材を形成する。その後、該展伸材の温度が505℃である状態で、該展伸材を600℃/秒の冷却速度で100℃まで冷却する急冷処理を行う。そして、上記急冷処理を行った上記展伸材を室温まで冷却し、室温下で24時間の室温時効を行った後に、150℃の温度で12時間の加熱を行う人工時効処理を実施して試料とする。
【0038】
<強度測定方法>
試料から、JIS Z2241(ISO6892−1)に準拠する方法により試験片を採取し、引張強さ、耐力及び伸びの測定を行う。その結果、350MPa以上の耐力を示すものを合格と判定する。
【0039】
<金属組織観察方法>
試料を電解研磨した後、倍率50倍〜100倍の偏光顕微鏡により試料表面の顕微鏡像を取得する。該顕微鏡像に対し画像解析を行い、試料の金属組織を構成する結晶粒の平均粒径及びアスペクト比を求める。その結果、平均粒径については500μm以下であるもの、アスペクト比については0.5〜4.0の範囲内にあるものをそれぞれ好ましい結果と判定する。
【0040】
<表面処理方法>
上記人工時効処理を行った試料の表面をバフ研磨した後、水酸化ナトリウム水溶液によりエッチングを行い、次いでデスマット処理を行う。該デスマット処理を行った試料を、リン酸−硝酸法を用いて90℃の温度で1分間の化学研磨を行う。そして、該化学研磨を行った試料を、15%硫酸浴下において150A/m2の電流密度で陽極酸化処理を行い、10μmの陽極酸化皮膜を形成する。最後に、上記陽極酸化処理後の試料を沸騰水に浸漬し、上記陽極酸化皮膜の封孔処理を行う。
【0041】
<表面品質評価方法>
上記表面処理を行った試料の表面を目視観察する。目視観察では、表面に筋状模様、斑状模様または点状欠陥等が現れていないものを合格と判定する。
次いで、試料の表面の色調を色差計により計測し、JIS Z8729(ISO7724−1)に記載のL*a*b*表色系における各座標の値を取得する。その結果、L*値(明度):85〜95、a*値(緑〜赤の色度):−2.0〜0、b*値(青〜黄の色度):−0.5〜2.5の範囲内にあるものを合格と判定する。
【0042】
上記のごとく作製した各試料の評価結果を、表2に示す。なお、各々の評価結果において合格と判定されなかったものもしくは好ましい結果と判定されなかったものについては、表2中の当該評価結果に下線を付して示した。
【0043】
表2より知られるごとく、試料No.1〜No.12は、全ての評価項目で合格となり、強度、表面品質共に優れた特性を示した。
優れた表面品質を有する試料の代表例として、図1に、試料No.1の金属組織観察結果を示す。優れた表面品質を有する試料は、図1より知られるごとく、粒状の再結晶組織よりなる金属組織を有すると同時に、目視確認においても筋状模様は観察されず、斑がなく高い光沢を有する。
【0044】
試料No.13は、Zn含有量が低すぎるため、強度向上効果が充分に得られず、耐力が不合格と判定した。
試料No.14は、Zn含有量が高すぎるため、熱間加工性が悪く、実質的な設備では熱間押出加工が不可能であった。
【0045】
試料No.15は、Mg含有量が低すぎるため、強度向上効果が充分に得られず、耐力が不合格と判定した。
試料No.16は、Mg含有量が高すぎるため、熱間加工性が悪く、実質的な設備では熱間押出加工が不可能であった。
【0046】
試料No.17は、Cu含有量が高すぎるため、表面の色調が黄色を帯び不合格と判定した。
【0047】
試料No.18は、Fe含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。
表面品質が不合格となった試料のうち、筋状模様が視認された試料の代表例として、図2に、試料No.18の金属組織観察結果を示す。筋状模様が視認された試料は、図2より知られるごとく、繊維状組織よりなる金属組織を有する。
試料No.19は、Si含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。同時に、表面の色調が黄色を帯びていた。
試料No.20は、Mn含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。
【0048】
試料No.21は、Cr含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。同時に、表面の色調が黄色を帯びていた。
試料No.22は、Zr含有量が高すぎるため、繊維状組織が形成された結果、表面に筋状模様が視認され不合格と判定した。
【0049】
試料No.23は、Ti含有量が低すぎるため、粗大な鋳塊組織に起因する斑状模様が現れ不合格と判定した。
試料No.24は、Ti含有量が高すぎるため、Alとの金属間化合物が形成された結果、表面に点状欠陥が視認され不合格と判定した。
【0050】
(実施例2)
次に、上記高強度アルミニウム合金の製造方法に係る実施例について、表3〜表5を用いて説明する。
本例では、表3に示す化学成分を含有するアルミニウム合金材を、表4に示すごとく製造条件を変化させて試料(No.A〜No.X)を作製し、各試料の強度測定、金属組織観察を行った。更に、各試料に表面処理を行った後、表面品質評価を行った。
【0051】
以下に、各試料の製造条件を詳説する。なお、各試料の強度測定方法、金属組織観察方法、表面処理方法及び表面品質評価方法は、上記実施例1と同一の方法によりおこなった。
【0052】
<試料の製造条件>
半連続鋳造により、表3に記載された化学成分を有する直径90mmの鋳塊を鋳造する。その後、表4に示す処理温度、処理時間または冷却時間の組み合わせを用いて、上記鋳塊に均質化処理、熱間押出加工、急冷処理及び人工時効処理をこの順で施し、試料を得る。なお、表4に記載の室温時効時間とは、急冷処理を行った後、展伸材が室温に達してから人工時効処理を行うまでの時間を意味する。
【0053】
上記のごとく作製した各試料の評価結果を、表5に示す。なお、各々の測定結果において合格と判定されなかったものもしくは好ましい結果と判定されなかったものについては、表5中の当該評価結果に下線を付して示した。
【0054】
表5より知られるごとく、試料No.A〜No.Oは、全ての評価項目で合格となり、強度、表面品質共に優れた特性を示した。
【0055】
試料Pは、均質化処理における加熱温度が低すぎたため、耐力が350MPaに満たず不合格と判定した。同時に、結晶粒が粗大となり、表面に斑状模様も視認された。
試料Qは、均質化処理における処理時間が短すぎたため、耐力が350MPaに満たず不合格と判定した。同時に、結晶粒が粗大となり、表面に斑状模様も視認された。
【0056】
試料Rは、熱間押出加工前における鋳塊の加熱温度が高すぎたため、押出加工時に部分溶融した結果、熱間加工割れを起こし、急冷処理以降の処理を行うことができなかった。
【0057】
試料Sは、急冷処理における冷却速度が低すぎたため、焼入れが不十分となり耐力が350MPaに満たず不合格と判定した。
試料Tは、急冷処理後における展伸材の温度が高すぎたため、焼入れが不十分となり耐力が350MPaに満たず不合格と判定した。
【0058】
試料Uは、人工時効処理における加熱温度が低すぎたため、時効硬化が不十分となり耐力が350MPaに満たず不合格と判定した。
試料Vは、人工時効処理における加熱温度が高すぎたため、過時効となり耐力が350MPaに満たず不合格と判定した。
試料Wは、人工時効処理における処理時間が短すぎたため、時効硬化が不十分となり耐力が350MPaに満たず不合格と判定した。
試料Xは、人工時効処理における処理時間が長すぎたため、過時効となり耐力が350MPaに満たず不合格と判定した。
【0059】
【表1】
【0060】
【表2】
【0061】
【表3】
【0062】
【表4】
【0063】
【表5】
【特許請求の範囲】
【請求項1】
Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有し、
耐力が350MPa以上であり、
金属組織が再結晶組織よりなることを特徴とする高強度アルミニウム合金材。
【請求項2】
請求項1に記載の高強度アルミニウム合金材において、上記再結晶組織は、その結晶粒の平均粒径が500μm以下であり、熱間加工方向に平行な方向の結晶粒長さが、熱間加工方向に垂直な方向の結晶粒長さに対して0.5〜4倍であることを特徴とする高強度アルミニウム合金材。
【請求項3】
Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有する鋳塊を作製し、
上記鋳塊を540℃を超え580℃以下の温度で1〜24時間加熱する均質化処理を行い、
その後、加工開始時における上記鋳塊の温度を440℃〜560℃とした状態で該鋳塊に熱間加工を施して展伸材とし、
該展伸材の温度が400℃以上である間に150℃以下の温度まで冷却する急冷処理を行い、
該急冷処理またはその後の冷却により該展伸材の温度を室温まで冷却し、
その後100℃〜170℃の温度で5〜30時間加熱する人工時効処理を行うことを特徴とする高強度アルミニウム合金材の製造方法。
【請求項4】
請求項3に記載の高強度アルミニウム合金材の製造方法において、上記急冷処理の冷却速度は5〜1000℃/秒であることを特徴とする高強度アルミニウム合金材の製造方法。
【請求項1】
Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有し、
耐力が350MPa以上であり、
金属組織が再結晶組織よりなることを特徴とする高強度アルミニウム合金材。
【請求項2】
請求項1に記載の高強度アルミニウム合金材において、上記再結晶組織は、その結晶粒の平均粒径が500μm以下であり、熱間加工方向に平行な方向の結晶粒長さが、熱間加工方向に垂直な方向の結晶粒長さに対して0.5〜4倍であることを特徴とする高強度アルミニウム合金材。
【請求項3】
Zn:7.2%(質量%、以下同様)を超え8.7%以下、Mg:1.3%以上2.1%以下、Cu:0.50%未満、Fe:0.30%以下、Si:0.30%以下、Mn:0.05%未満、Cr:0.20%以下、Zr:0.05%未満、Ti:0.001%以上0.05%以下を含有し、残部がAl及び不可避的不純物からなる化学成分を有する鋳塊を作製し、
上記鋳塊を540℃を超え580℃以下の温度で1〜24時間加熱する均質化処理を行い、
その後、加工開始時における上記鋳塊の温度を440℃〜560℃とした状態で該鋳塊に熱間加工を施して展伸材とし、
該展伸材の温度が400℃以上である間に150℃以下の温度まで冷却する急冷処理を行い、
該急冷処理またはその後の冷却により該展伸材の温度を室温まで冷却し、
その後100℃〜170℃の温度で5〜30時間加熱する人工時効処理を行うことを特徴とする高強度アルミニウム合金材の製造方法。
【請求項4】
請求項3に記載の高強度アルミニウム合金材の製造方法において、上記急冷処理の冷却速度は5〜1000℃/秒であることを特徴とする高強度アルミニウム合金材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−7085(P2013−7085A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−139715(P2011−139715)
【出願日】平成23年6月23日(2011.6.23)
【特許番号】特許第5023232号(P5023232)
【特許公報発行日】平成24年9月12日(2012.9.12)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月23日(2011.6.23)
【特許番号】特許第5023232号(P5023232)
【特許公報発行日】平成24年9月12日(2012.9.12)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【Fターム(参考)】
[ Back to top ]