
高強度コンクリートおよびコンクリート部材の製造方法
【課題】施工性を低下させることなく、圧縮強度が200N/mm2を超えるコンクリート部材を構築することを可能とした高強度コンクリートおよびコンクリート部材の製造方法を提供する。
【解決手段】1m3当たり260〜310Lの範囲内で添加された低熱セメントと、120〜170Lの範囲内で添加されたフライアッシュまたは珪石粉と、70〜100Lの範囲内で添加されたシリカフュームと、150〜250Lの範囲内で添加された細骨材と、90〜120Lの範囲内で添加された粗骨材と、低熱セメントとフライアッシュまたは珪石粉とシリカフュームとを含む結合材に対する重量比が11〜13%となるように添加された水と、を混合してなるコンクリート混合体と、コンクリート混合体に対して外割りの容積比で0.5〜2%となるように添加された鋼繊維および0.1%〜0.6%添加されたポリプロピレン繊維と、が含まれている。
【解決手段】1m3当たり260〜310Lの範囲内で添加された低熱セメントと、120〜170Lの範囲内で添加されたフライアッシュまたは珪石粉と、70〜100Lの範囲内で添加されたシリカフュームと、150〜250Lの範囲内で添加された細骨材と、90〜120Lの範囲内で添加された粗骨材と、低熱セメントとフライアッシュまたは珪石粉とシリカフュームとを含む結合材に対する重量比が11〜13%となるように添加された水と、を混合してなるコンクリート混合体と、コンクリート混合体に対して外割りの容積比で0.5〜2%となるように添加された鋼繊維および0.1%〜0.6%添加されたポリプロピレン繊維と、が含まれている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高強度コンクリートおよびコンクリート部材の製造方法に関する。
【背景技術】
【0002】
高強度コンクリートは、結合材に対する水の重量比(水結合材比)を低くして、硬化後のコンクリート組織を緻密にすることで圧縮強度を高めたものである。
【0003】
硬化前の高強度コンクリートには、型枠に密実に充填するために高い流動性が求められるが、流動性を過剰に高くすると、骨材とセメントペーストとの分離が生じてしまう。
【0004】
そのため、従来、減水剤(JIS A 6204における高性能減水剤、AE減水剤、高性能AE減水剤等)を適正に使用することにより良質な高強度コンクリートを生成することを図っている。
例えば、非特許文献1では、設計基準強度150〜200N/mm2の高強度コンクリートを提供することを目的として、セメントと、2種類の特殊ポリカルボン酸系高性能減水剤と、細骨材と、粗骨材と、ポリプロピレン繊維と、鋼繊維と、の混合体からなるものが開示されている。
【0005】
また、特許文献1には、設計基準強度が200N/mm2の超高強度高流動コンクリートとして、300〜400L/m3の水硬性結合材と、250〜350L/m3の粗骨材と、100〜200L/m3の人造高密度細骨材と、水硬結合材の0.5〜4.0重量%の化学混和剤(ポリカルボン酸系高性能AE減水剤)と、を含有したものが、開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−51682号公報
【非特許文献】
【0007】
【非特許文献1】三井健郎、小島正郎、米澤敏男、菅田昌宏、三橋博三、日本建築学会技術報告集 第16巻 第32号「設計基準強度150〜200N/mm2超高強度繊維補強コンクリートの開発と実建物への適用」、日本建築学会、2010年2月20日、第21−26頁
【発明の概要】
【発明が解決しようとする課題】
【0008】
このような超高強度コンクリートは、コンクリート構造物に採用することで、コンクリート構造物の高層化や、空間の自由度を向上させるための部材の小断面化を可能としている。そのため、近年は、さらなるコンクリート構造物の高層化等を目的として、さらに強度の高いコンクリートが求められつつある。
【0009】
そのため、本発明は、施工性を低下させることなく、圧縮強度が200N/mm2を超えるコンクリート部材を構築することを可能とした高強度コンクリートおよびコンクリート部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するために、本発明の高強度コンクリートは、1m3当たり260〜310Lの範囲内で添加された低熱セメントと、1m3当たり120〜170Lの範囲内で添加されたフライアッシュまたは珪石粉と、1m3当たり70〜100Lの範囲内で添加されたシリカフュームと、1m3当たり150〜250Lの範囲内で添加された細骨材と、1m3当たり90〜120Lの範囲内で添加された粗骨材と、前記低熱セメントと前記フライアッシュまたは珪石粉と前記シリカフュームとを含む結合材に対する重量比が11〜13%となるように添加された水と、を混合してなるコンクリート混合体と、前記コンクリート混合体に対して外割りの容積比で0.5〜2%となるように添加された鋼繊維および外割りの容積比で0.1%〜0.6%添加されたポリプロピレン繊維と、が含まれていることを特徴としている。
【0011】
かかる高強度コンクリートによれば、打設時の流動性を確保するとともに材料分離を抑制しつつ、圧縮強度が200N/mm2を超えるようなコンクリート部材を提供することが可能となる。
【0012】
また、本発明のコンクリート部材の製造方法は、前記高強度コンクリートを打設する打設工程と、前記高強度コンクリートを常温よりも高い温度で養生する第一養生工程と、第一養生工程後に乾燥加熱養生を行う第二養生工程と、を含むことを特徴としている。
ここで、第一養生工程には、高温養生やオートクレーブによる高温高圧養生およびセメントの水和熱を利用した断熱養生を含むものとする。
【0013】
かかるコンクリート部材の製造方法によれば、圧縮強度が230N/mm2以上のコンクリート部材を製造することができる。
【発明の効果】
【0014】
本発明の高強度コンクリートおよびコンクリート部材の製造方法によれば、施工性を低下させることなく、圧縮強度が200N/mm2を超えるコンクリート部材を構築することが可能となる。
【図面の簡単な説明】
【0015】
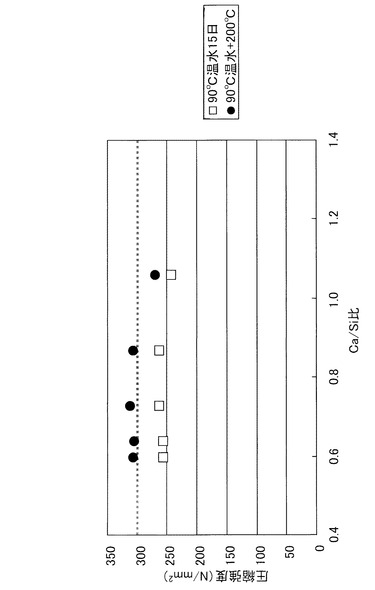
【図1】本実施形態に係る高強度コンクリートのCa/Si比と圧縮強度との関係を示すグラフである。
【発明を実施するための形態】
【0016】
以下、本発明の好適な実施の形態について説明する。
本実施形態に係る高強度コンクリートは、少なくとも結合材と、水と、細骨材と、粗骨材と、含んだ混合体により構成されている。
【0017】
結合材は、低熱セメントとフライアッシュまたは珪石粉とシリカフュームとを含んでいる。結合材は、予め所定の配合で混合されたプレミックス品を使用してもよいし、コンクリート製造時に混合してもよい。各粉体にはCa(カルシウム)やSi(ケイ素)が含まれており、化学組成から考えた最適な各粉体の混合バランスは、養生温度によって異なる場合があるが、本実施形態の配合によれば、図1に示すように、230N/mm2以上の圧縮強度を確保することができる。
【0018】
低熱セメントは、いわゆる低熱ポルトランドセメントである。低熱ポルトランドセメントは、中庸熱ポルトランドセメントと比較して、水和発熱量が小さく、長期強度が大きいという特性を有している。
本実施形態では、低熱セメントを、細骨材および粗骨材を除いたコンクリート混合体1m3当たり260(より好ましくは290)〜310L(リットル)の範囲内で添加する。
ここで、低熱セメントの添加量が260〜310L/m3の範囲を外れると、各粉体(低熱セメント、フライアッシュまたは珪石粉、シリカフューム)の化学組成のバランスや粒度分布のバランスが崩れ、高強度を達成できなくなるおそれがある。
【0019】
フライアッシュとしては、JIS規格II種のいわゆるコンクリート用フライアッシュを使用する。本実施形態では、フライアッシュ(珪石微粉)を、コンクリート混合体1m3当たり120(より好ましくは150)〜170Lの範囲内で添加する。なお、フライアッシュに替えて、珪石微粉(累積50%粒子の粒径10μm程度以下)を使用してもよい。
ここで、フライアッシュの添加量が120〜170L/m3の範囲を外れると、各粉体(低熱セメント、フライアッシュまたは珪石粉、シリカフューム)の化学組成のバランスや粒度分布のバランスが崩れ、高強度を達成できなくなるおそれがある。
【0020】
シリカフュームとしては、粉末状のいわゆるコンクリート用シリカフュームを使用するものとする。
本実施形態では、コンクリート混合体1m3当たり70(より好ましくは80)〜100Lの範囲内でシリカフュームを添加する。
ここで、シリカフュームの添加量が70〜100L/m3の範囲を外れると、各粉体(低熱セメント、フライアッシュまたは珪石粉、シリカフューム)の化学組成のバランスや粒度分布のバランスが崩れ、高強度を達成できなくなるおそれがある。
【0021】
水は、低熱セメントとフライアッシュ(珪石粉)とシリカフュームとを含む結合材に対して、重量比が11〜13%となるように添加する。
ここで、水の結合材に対する重量比が11%未満だと、練混ぜることができなくなるおそれがある。一方、水の結合材に対する重量比が13%よりも大きいと、高強度を達成できなくなるおそれがある。
【0022】
細骨材として、本実施形態では珪砂6号を使用するが、細骨材を構成する材料は、粒径が0.5〜0.6mm以下のものであれば限定されるものではなく、例えば、川砂、山砂等の天然骨材や砕砂、高炉スラグ細骨材等も採用可能である。
本実施形態では、コンクリート混合体1m3当たり150〜250(より好ましくは200)Lの範囲内で細骨材を添加する。
ここで、細骨材の添加量が150L/m3未満だと、調合的に細骨材から置換される粗骨材が多くなりすぎ、鋼繊維などと干渉して良好な流動性を得られなくなるおそれがある。一方、細骨材の添加量が250L/m3よりも大きいと、コンクリートとしての収縮が大きくなるおそれがある。
【0023】
粗骨材には、砂利または砕石を使用する。本実施形態では、砕石(大月砕石)を使用するものとし、コンクリート混合体1m3当たり90(より好ましくは100)〜120Lの範囲内で添加する。
ここで、粗骨材の添加量が90L/m3未満だと、コンクリートとしての収縮が大きくなるおそれがある。一方、粗骨材の添加量が120L/m3よりも大きいと、鋼繊維などと干渉して良好な流動性を得られなくなるおそれがある。
【0024】
鋼繊維は、コンクリート混合体に対して、外割りの容積比で0.5〜2%程度となるように混入されている。
本実施形態では、長さが13±2mm、直径が0.16mm、断面積が0.020m2、質量が100本あたり204.1mg±15%のものを使用する。なお、鋼繊維の形状寸法は限定されるものではなく、例えば、長さが6±2mmのものを使用してもよい。
ここで、鋼繊維の容積比が0.5%未満だと、繊維の補強効果が減少し、良好は強度が得られなくなるおそれがある。一方、鋼繊維の容積比が2%よりも大きいと、コンクリートの流動性が大きく低下するおそれがある。
なお、鋼繊維は後述するポリプロピレン繊維の添加による強度低下を補完する目的で添加されている。
【0025】
また、本実施形態では、鋼繊維として、引張強度が2000N/mm2以上の高張力鋼繊維、アモルファス鋼繊維、ステンレス繊維などの公知の鋼繊維から適宜選定して使用する。
鋼繊維の形状は、限定されるものではなく、円形断面、矩形断面や多角形断面等の異形断面の他、変形する断面径状を有したものを使用することが可能である。
【0026】
ポリプロピレン繊維は、コンクリート混合体に対して、外割りの容積比で0.1%〜0.6%となるように混入されている。
本実施形態では、ポリプロピレン繊維として、直径48μm、長さ20mmのものを使用するが、例えば直径18μm、長さ10mmのものを使用するなど、ポリプロピレン繊維の寸法は限定されるものではない。
ここで、ポリプロピレン繊維の容積比が0.1%未満だと、耐火繊維の効果が減少し、火災時の爆裂抑制効果が得られなくなるおそれがある。一方、ポリプロピレン繊維の容積比が0.6%よりも大きいと、コンクリートの流動性が大きく低下するとともに、高強度が得られなくなるおそれがある。なお、外割りの容積比で0.55%のポリプロピレン繊維を添加すると、30N/mm2程度の圧縮強度の低下を生じる。
【0027】
ポリプロピレン繊維の形状は、限定されるものではなく、円形断面、矩形断面や多角形断面等の異形断面の他、変形する断面形状を有したものを使用することが可能である。例えば、繊維とコンクリート混合体との付着力を向上させることを目的として、繊維の異形断面がねじられているもの、波形に変形しているもの、端部がかぎ型、フック型になっているもの、端部がつぶれていわゆるドッグホーン状になっているものでもよい。
【0028】
次に、本実施形態のコンクリート部材の製造方法について、説明する。
本実施形態では、混練工程、打設工程、型枠養生工程、第一養生工程および第二養生工程により、コンクリート部材を製造する。
【0029】
混練工程は、セメントと、フライアッシュと、シリカフュームと、細骨材と、粗骨材と、水と、により生成されたコンクリート混合体に、鋼繊維およびポリプロピレン繊維を練り混ぜる工程である。
【0030】
本実施形態の混練工程は、コンクリート混合体の粉体部分を練り混ぜる乾燥混練と、乾燥混練により練り混ぜられた粉体部分に液体部分を投入して練り混ぜる湿潤混練と、湿潤混練により練り混ぜられたコンクリート混合体に繊維(鋼繊維およびポリプロピレン繊維)を投入して練り混ぜる繊維混練と、を含んでいる。
【0031】
ここで、乾燥混練では、セメントと、フライアッシュと、シリカフュームと、細骨材と、粗骨材と、をドライ状態で練り混ぜる。なお、この段階でポリプロピレン繊維を一緒に混練してもよい。乾燥混練における、各材料の練り混ぜ方法や手段は限定されるものではなく、適宜行えばよい。
【0032】
湿潤混練では、粉体部分の練り混ぜが完了した後、水を投入して練り混ぜることでコンクリート混合体に所定の流動性を発現させる。なお、湿潤混練における練り混ぜ方法や手段は限定されるものではなく、適宜行えばよい。
【0033】
繊維混練では、湿潤混練により、所定の流動性が得られたコンクリート混合体に、繊維を混入してさらに練り混ぜる。なお、繊維混練における練り混ぜ方法や手段は限定されるものではなく、適宜行えばよい。
【0034】
打設工程は、混練工程により、練り混ぜられた繊維を含むコンクリート混合体(高強度コンクリート)を、公知の手段により、打設する工程である。
高強度コンクリートは、コンクリート構造体の形状に応じた形状に形成された型枠に打設する。
【0035】
型枠養生工程は、打設工程により打設された高強度コンクリートを養生する工程である。
本実施形態では、型枠に打設された高強度コンクリートを、所定の強度が発現するまで(1〜2日程度)、常温(20℃程度)にて行う。
【0036】
第一養生工程は、型枠養生工程により所定の強度が発現した高強度コンクリートを脱型し、蒸気養生もしくはオートクレーブ養生のいずれかもしくはその組み合わせで養生する工程である。
【0037】
第一養生工程では、常温よりも高い温度でコンクリートを養生し、基本組織を構築する工程である。養生の方法は、蒸気養生槽などを用いた90℃程度の高温養生によるか、オートクレーブ槽を用いた180℃程度、10気圧程度の等温等圧状態を3時間程度保持することにより行う。なお、型枠養生工程の段階で、断熱養生によりセメントの水和熱を利用した養生を行う場合には、これが第一養生工程に相当する。
なお、第一養生工程における養生の温度、気圧、保持時間は、前記の条件に限定されるものではなく、適宜設定すればよい。また、型枠養生工程で基本組織が十分に構築できると判断される場合には、第一養生工程を省略してもよい。また、型枠養生工程において断熱養生を行い、さらに、高温養生や高温高圧養生による第一養生工程を行ってもよい。
【0038】
第二養生工程は、型枠養生工程後もしくは第一養生工程後の高強度コンクリートに乾燥加熱養生を行う工程である。
本実施形態の第二養生工程は、乾燥加熱養生を200℃程度の温度環境下で3時間以上行う。
【0039】
以上、本実施形態の高強度コンクリートおよびコンクリート部材の製造方法によれば、粗骨材が含有されたコンクリートについて、設計基準強度が200N/mm2を超える超高強度コンクリートを提供することが可能となる。また、水結合材比が重量比で11〜13%確保されているため、従来の高強度コンクリートと比較して流動性が低下することがなく、施工性が低下することもない。
【0040】
高強度コンクリートは、常温よりも高い温度での養生(第一養生工程)をすることにより、圧縮強度が200N/mm2以上のコンクリート部材を提供することができる。
さらに、200℃による乾燥加熱養生を行うことで、圧縮強度が230N/mm2以上のコンクリート部材を製造することができる。
【0041】
そのため、例えば、高層コンクリート建物の柱として使用すれば、柱としての強度を低下させることなく小断面化が可能となるため、使用空間の自由化が広がる。また、構造物全体の軽量化が可能となるため、全体費用の低減化も可能となる。
【0042】
以上、本発明について、好適な実施形態について説明した。しかし、本発明は、前述の各実施形態に限られず、前記の各構成要素については、本発明の趣旨を逸脱しない範囲で、適宜変更が可能である。
【0043】
例えば、前記実施形態では、高強度コンクリートの養生を、常温よりも高い温度での養生と乾燥加熱養生により行う場合について説明したが、いずれかの養生のみを行ってもよい。
【0044】
また、前記実施形態では、コンクリート混合物の混練工程として、粉体材料のみを混練してから、液体材料を投入し、さらに混練して所定の流動性が発現してから繊維を混練する方法としたが、混練工程における材料の投入の順序は限定されるものではなく、適宜設定して行えばよい。
【0045】
前記実施形態では、ポリプロピレン繊維として、同一形状のものを所定量添加するものとしたが、異なる形状のポリプロピレン繊維を添加してもよい。例えば、直径48μm、長さ20mmのものと、直径18μm、長さ10mmのものと、をそれぞれ50%ずつ使用してもよい。鋼繊維についても同様に、異なる材質や形状のものを組み合わせて添加してもよい。
【実施例】
【0046】
以下、本実施形態に係る高強度コンクリートの有効性を確認するために実施した実験1の結果を示す。
実験1では、高強度コンクリートについて、20℃気中養生後、90℃養生を行った試料Aと、20℃気中養生後、オートクレーブ養生(180℃10気圧)を行った試料Bと、20℃気中養生後、90℃養生を行い、200℃加熱養生を行った試料Cと、20℃気中養生後、オートクレーブ養生(180℃10気圧)を行い、200℃加熱養生を行った試料Dと、について、圧縮強度を測定した。
【0047】
表1に実験1で使用したコンクリートの配合を表1に示す。
【0048】
【表1】

【0049】
表2に、本実験で使用した低熱セメントの物性値を示す。
【0050】
【表2】
【0051】
表3に本実験で使用したフライアッシュの物性を示す。
【0052】
【表3】
【0053】
表4に本実験で使用したシリカフュームの物性を示す。
【0054】
【表4】
【0055】
表5に本実験で使用した細骨材の物性を示す。
【0056】
【表5】
【0057】
実験の結果、試料Aの圧縮強度は207N/mm2、試料Bの圧縮強度は231N/mm2、試料Cの圧縮強度は235N/mm2、試料Dの圧縮強度は255N/mm2となった。したがって、本実施形態の高強度コンクリートが常温よりも高い温度での養生(第一養生工程)をすることにより、圧縮強度が200N/mm2以上のコンクリート部材を提供することができることが実証された。さらに、200℃による乾燥加熱養生を行うことで、圧縮強度が230N/mm2以上のコンクリート部材を製造することができることが実証された。
【0058】
また、実験2として、表1のPP繊維の量を2.5kg/m3とした高強度コンクリートについて、20℃気中養生後、型枠養生工程におけるセメントの水和熱を利用した養生によって40℃程度の常温よりも高い温度を与え、200℃加熱養生を行った試料Eについて、圧縮強度を測定した。実験の結果、試料Eの圧縮強度は249N/mm2となった。したがって、本実施形態の型枠養生工程におけるセメントの水和熱を利用した養生の後に200℃による乾燥加熱養生を行うことで、圧縮強度が230N/mm2以上のコンクリート部材を製造することができることが実証された。
【0059】
故に、本実施の形態に係る高強度コンクリートおよびコンクリート部材の製造方法により、圧縮強度が200N/mm2を超えるようなコンクリート部材を提供可能である。
【技術分野】
【0001】
本発明は、高強度コンクリートおよびコンクリート部材の製造方法に関する。
【背景技術】
【0002】
高強度コンクリートは、結合材に対する水の重量比(水結合材比)を低くして、硬化後のコンクリート組織を緻密にすることで圧縮強度を高めたものである。
【0003】
硬化前の高強度コンクリートには、型枠に密実に充填するために高い流動性が求められるが、流動性を過剰に高くすると、骨材とセメントペーストとの分離が生じてしまう。
【0004】
そのため、従来、減水剤(JIS A 6204における高性能減水剤、AE減水剤、高性能AE減水剤等)を適正に使用することにより良質な高強度コンクリートを生成することを図っている。
例えば、非特許文献1では、設計基準強度150〜200N/mm2の高強度コンクリートを提供することを目的として、セメントと、2種類の特殊ポリカルボン酸系高性能減水剤と、細骨材と、粗骨材と、ポリプロピレン繊維と、鋼繊維と、の混合体からなるものが開示されている。
【0005】
また、特許文献1には、設計基準強度が200N/mm2の超高強度高流動コンクリートとして、300〜400L/m3の水硬性結合材と、250〜350L/m3の粗骨材と、100〜200L/m3の人造高密度細骨材と、水硬結合材の0.5〜4.0重量%の化学混和剤(ポリカルボン酸系高性能AE減水剤)と、を含有したものが、開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−51682号公報
【非特許文献】
【0007】
【非特許文献1】三井健郎、小島正郎、米澤敏男、菅田昌宏、三橋博三、日本建築学会技術報告集 第16巻 第32号「設計基準強度150〜200N/mm2超高強度繊維補強コンクリートの開発と実建物への適用」、日本建築学会、2010年2月20日、第21−26頁
【発明の概要】
【発明が解決しようとする課題】
【0008】
このような超高強度コンクリートは、コンクリート構造物に採用することで、コンクリート構造物の高層化や、空間の自由度を向上させるための部材の小断面化を可能としている。そのため、近年は、さらなるコンクリート構造物の高層化等を目的として、さらに強度の高いコンクリートが求められつつある。
【0009】
そのため、本発明は、施工性を低下させることなく、圧縮強度が200N/mm2を超えるコンクリート部材を構築することを可能とした高強度コンクリートおよびコンクリート部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するために、本発明の高強度コンクリートは、1m3当たり260〜310Lの範囲内で添加された低熱セメントと、1m3当たり120〜170Lの範囲内で添加されたフライアッシュまたは珪石粉と、1m3当たり70〜100Lの範囲内で添加されたシリカフュームと、1m3当たり150〜250Lの範囲内で添加された細骨材と、1m3当たり90〜120Lの範囲内で添加された粗骨材と、前記低熱セメントと前記フライアッシュまたは珪石粉と前記シリカフュームとを含む結合材に対する重量比が11〜13%となるように添加された水と、を混合してなるコンクリート混合体と、前記コンクリート混合体に対して外割りの容積比で0.5〜2%となるように添加された鋼繊維および外割りの容積比で0.1%〜0.6%添加されたポリプロピレン繊維と、が含まれていることを特徴としている。
【0011】
かかる高強度コンクリートによれば、打設時の流動性を確保するとともに材料分離を抑制しつつ、圧縮強度が200N/mm2を超えるようなコンクリート部材を提供することが可能となる。
【0012】
また、本発明のコンクリート部材の製造方法は、前記高強度コンクリートを打設する打設工程と、前記高強度コンクリートを常温よりも高い温度で養生する第一養生工程と、第一養生工程後に乾燥加熱養生を行う第二養生工程と、を含むことを特徴としている。
ここで、第一養生工程には、高温養生やオートクレーブによる高温高圧養生およびセメントの水和熱を利用した断熱養生を含むものとする。
【0013】
かかるコンクリート部材の製造方法によれば、圧縮強度が230N/mm2以上のコンクリート部材を製造することができる。
【発明の効果】
【0014】
本発明の高強度コンクリートおよびコンクリート部材の製造方法によれば、施工性を低下させることなく、圧縮強度が200N/mm2を超えるコンクリート部材を構築することが可能となる。
【図面の簡単な説明】
【0015】
【図1】本実施形態に係る高強度コンクリートのCa/Si比と圧縮強度との関係を示すグラフである。
【発明を実施するための形態】
【0016】
以下、本発明の好適な実施の形態について説明する。
本実施形態に係る高強度コンクリートは、少なくとも結合材と、水と、細骨材と、粗骨材と、含んだ混合体により構成されている。
【0017】
結合材は、低熱セメントとフライアッシュまたは珪石粉とシリカフュームとを含んでいる。結合材は、予め所定の配合で混合されたプレミックス品を使用してもよいし、コンクリート製造時に混合してもよい。各粉体にはCa(カルシウム)やSi(ケイ素)が含まれており、化学組成から考えた最適な各粉体の混合バランスは、養生温度によって異なる場合があるが、本実施形態の配合によれば、図1に示すように、230N/mm2以上の圧縮強度を確保することができる。
【0018】
低熱セメントは、いわゆる低熱ポルトランドセメントである。低熱ポルトランドセメントは、中庸熱ポルトランドセメントと比較して、水和発熱量が小さく、長期強度が大きいという特性を有している。
本実施形態では、低熱セメントを、細骨材および粗骨材を除いたコンクリート混合体1m3当たり260(より好ましくは290)〜310L(リットル)の範囲内で添加する。
ここで、低熱セメントの添加量が260〜310L/m3の範囲を外れると、各粉体(低熱セメント、フライアッシュまたは珪石粉、シリカフューム)の化学組成のバランスや粒度分布のバランスが崩れ、高強度を達成できなくなるおそれがある。
【0019】
フライアッシュとしては、JIS規格II種のいわゆるコンクリート用フライアッシュを使用する。本実施形態では、フライアッシュ(珪石微粉)を、コンクリート混合体1m3当たり120(より好ましくは150)〜170Lの範囲内で添加する。なお、フライアッシュに替えて、珪石微粉(累積50%粒子の粒径10μm程度以下)を使用してもよい。
ここで、フライアッシュの添加量が120〜170L/m3の範囲を外れると、各粉体(低熱セメント、フライアッシュまたは珪石粉、シリカフューム)の化学組成のバランスや粒度分布のバランスが崩れ、高強度を達成できなくなるおそれがある。
【0020】
シリカフュームとしては、粉末状のいわゆるコンクリート用シリカフュームを使用するものとする。
本実施形態では、コンクリート混合体1m3当たり70(より好ましくは80)〜100Lの範囲内でシリカフュームを添加する。
ここで、シリカフュームの添加量が70〜100L/m3の範囲を外れると、各粉体(低熱セメント、フライアッシュまたは珪石粉、シリカフューム)の化学組成のバランスや粒度分布のバランスが崩れ、高強度を達成できなくなるおそれがある。
【0021】
水は、低熱セメントとフライアッシュ(珪石粉)とシリカフュームとを含む結合材に対して、重量比が11〜13%となるように添加する。
ここで、水の結合材に対する重量比が11%未満だと、練混ぜることができなくなるおそれがある。一方、水の結合材に対する重量比が13%よりも大きいと、高強度を達成できなくなるおそれがある。
【0022】
細骨材として、本実施形態では珪砂6号を使用するが、細骨材を構成する材料は、粒径が0.5〜0.6mm以下のものであれば限定されるものではなく、例えば、川砂、山砂等の天然骨材や砕砂、高炉スラグ細骨材等も採用可能である。
本実施形態では、コンクリート混合体1m3当たり150〜250(より好ましくは200)Lの範囲内で細骨材を添加する。
ここで、細骨材の添加量が150L/m3未満だと、調合的に細骨材から置換される粗骨材が多くなりすぎ、鋼繊維などと干渉して良好な流動性を得られなくなるおそれがある。一方、細骨材の添加量が250L/m3よりも大きいと、コンクリートとしての収縮が大きくなるおそれがある。
【0023】
粗骨材には、砂利または砕石を使用する。本実施形態では、砕石(大月砕石)を使用するものとし、コンクリート混合体1m3当たり90(より好ましくは100)〜120Lの範囲内で添加する。
ここで、粗骨材の添加量が90L/m3未満だと、コンクリートとしての収縮が大きくなるおそれがある。一方、粗骨材の添加量が120L/m3よりも大きいと、鋼繊維などと干渉して良好な流動性を得られなくなるおそれがある。
【0024】
鋼繊維は、コンクリート混合体に対して、外割りの容積比で0.5〜2%程度となるように混入されている。
本実施形態では、長さが13±2mm、直径が0.16mm、断面積が0.020m2、質量が100本あたり204.1mg±15%のものを使用する。なお、鋼繊維の形状寸法は限定されるものではなく、例えば、長さが6±2mmのものを使用してもよい。
ここで、鋼繊維の容積比が0.5%未満だと、繊維の補強効果が減少し、良好は強度が得られなくなるおそれがある。一方、鋼繊維の容積比が2%よりも大きいと、コンクリートの流動性が大きく低下するおそれがある。
なお、鋼繊維は後述するポリプロピレン繊維の添加による強度低下を補完する目的で添加されている。
【0025】
また、本実施形態では、鋼繊維として、引張強度が2000N/mm2以上の高張力鋼繊維、アモルファス鋼繊維、ステンレス繊維などの公知の鋼繊維から適宜選定して使用する。
鋼繊維の形状は、限定されるものではなく、円形断面、矩形断面や多角形断面等の異形断面の他、変形する断面径状を有したものを使用することが可能である。
【0026】
ポリプロピレン繊維は、コンクリート混合体に対して、外割りの容積比で0.1%〜0.6%となるように混入されている。
本実施形態では、ポリプロピレン繊維として、直径48μm、長さ20mmのものを使用するが、例えば直径18μm、長さ10mmのものを使用するなど、ポリプロピレン繊維の寸法は限定されるものではない。
ここで、ポリプロピレン繊維の容積比が0.1%未満だと、耐火繊維の効果が減少し、火災時の爆裂抑制効果が得られなくなるおそれがある。一方、ポリプロピレン繊維の容積比が0.6%よりも大きいと、コンクリートの流動性が大きく低下するとともに、高強度が得られなくなるおそれがある。なお、外割りの容積比で0.55%のポリプロピレン繊維を添加すると、30N/mm2程度の圧縮強度の低下を生じる。
【0027】
ポリプロピレン繊維の形状は、限定されるものではなく、円形断面、矩形断面や多角形断面等の異形断面の他、変形する断面形状を有したものを使用することが可能である。例えば、繊維とコンクリート混合体との付着力を向上させることを目的として、繊維の異形断面がねじられているもの、波形に変形しているもの、端部がかぎ型、フック型になっているもの、端部がつぶれていわゆるドッグホーン状になっているものでもよい。
【0028】
次に、本実施形態のコンクリート部材の製造方法について、説明する。
本実施形態では、混練工程、打設工程、型枠養生工程、第一養生工程および第二養生工程により、コンクリート部材を製造する。
【0029】
混練工程は、セメントと、フライアッシュと、シリカフュームと、細骨材と、粗骨材と、水と、により生成されたコンクリート混合体に、鋼繊維およびポリプロピレン繊維を練り混ぜる工程である。
【0030】
本実施形態の混練工程は、コンクリート混合体の粉体部分を練り混ぜる乾燥混練と、乾燥混練により練り混ぜられた粉体部分に液体部分を投入して練り混ぜる湿潤混練と、湿潤混練により練り混ぜられたコンクリート混合体に繊維(鋼繊維およびポリプロピレン繊維)を投入して練り混ぜる繊維混練と、を含んでいる。
【0031】
ここで、乾燥混練では、セメントと、フライアッシュと、シリカフュームと、細骨材と、粗骨材と、をドライ状態で練り混ぜる。なお、この段階でポリプロピレン繊維を一緒に混練してもよい。乾燥混練における、各材料の練り混ぜ方法や手段は限定されるものではなく、適宜行えばよい。
【0032】
湿潤混練では、粉体部分の練り混ぜが完了した後、水を投入して練り混ぜることでコンクリート混合体に所定の流動性を発現させる。なお、湿潤混練における練り混ぜ方法や手段は限定されるものではなく、適宜行えばよい。
【0033】
繊維混練では、湿潤混練により、所定の流動性が得られたコンクリート混合体に、繊維を混入してさらに練り混ぜる。なお、繊維混練における練り混ぜ方法や手段は限定されるものではなく、適宜行えばよい。
【0034】
打設工程は、混練工程により、練り混ぜられた繊維を含むコンクリート混合体(高強度コンクリート)を、公知の手段により、打設する工程である。
高強度コンクリートは、コンクリート構造体の形状に応じた形状に形成された型枠に打設する。
【0035】
型枠養生工程は、打設工程により打設された高強度コンクリートを養生する工程である。
本実施形態では、型枠に打設された高強度コンクリートを、所定の強度が発現するまで(1〜2日程度)、常温(20℃程度)にて行う。
【0036】
第一養生工程は、型枠養生工程により所定の強度が発現した高強度コンクリートを脱型し、蒸気養生もしくはオートクレーブ養生のいずれかもしくはその組み合わせで養生する工程である。
【0037】
第一養生工程では、常温よりも高い温度でコンクリートを養生し、基本組織を構築する工程である。養生の方法は、蒸気養生槽などを用いた90℃程度の高温養生によるか、オートクレーブ槽を用いた180℃程度、10気圧程度の等温等圧状態を3時間程度保持することにより行う。なお、型枠養生工程の段階で、断熱養生によりセメントの水和熱を利用した養生を行う場合には、これが第一養生工程に相当する。
なお、第一養生工程における養生の温度、気圧、保持時間は、前記の条件に限定されるものではなく、適宜設定すればよい。また、型枠養生工程で基本組織が十分に構築できると判断される場合には、第一養生工程を省略してもよい。また、型枠養生工程において断熱養生を行い、さらに、高温養生や高温高圧養生による第一養生工程を行ってもよい。
【0038】
第二養生工程は、型枠養生工程後もしくは第一養生工程後の高強度コンクリートに乾燥加熱養生を行う工程である。
本実施形態の第二養生工程は、乾燥加熱養生を200℃程度の温度環境下で3時間以上行う。
【0039】
以上、本実施形態の高強度コンクリートおよびコンクリート部材の製造方法によれば、粗骨材が含有されたコンクリートについて、設計基準強度が200N/mm2を超える超高強度コンクリートを提供することが可能となる。また、水結合材比が重量比で11〜13%確保されているため、従来の高強度コンクリートと比較して流動性が低下することがなく、施工性が低下することもない。
【0040】
高強度コンクリートは、常温よりも高い温度での養生(第一養生工程)をすることにより、圧縮強度が200N/mm2以上のコンクリート部材を提供することができる。
さらに、200℃による乾燥加熱養生を行うことで、圧縮強度が230N/mm2以上のコンクリート部材を製造することができる。
【0041】
そのため、例えば、高層コンクリート建物の柱として使用すれば、柱としての強度を低下させることなく小断面化が可能となるため、使用空間の自由化が広がる。また、構造物全体の軽量化が可能となるため、全体費用の低減化も可能となる。
【0042】
以上、本発明について、好適な実施形態について説明した。しかし、本発明は、前述の各実施形態に限られず、前記の各構成要素については、本発明の趣旨を逸脱しない範囲で、適宜変更が可能である。
【0043】
例えば、前記実施形態では、高強度コンクリートの養生を、常温よりも高い温度での養生と乾燥加熱養生により行う場合について説明したが、いずれかの養生のみを行ってもよい。
【0044】
また、前記実施形態では、コンクリート混合物の混練工程として、粉体材料のみを混練してから、液体材料を投入し、さらに混練して所定の流動性が発現してから繊維を混練する方法としたが、混練工程における材料の投入の順序は限定されるものではなく、適宜設定して行えばよい。
【0045】
前記実施形態では、ポリプロピレン繊維として、同一形状のものを所定量添加するものとしたが、異なる形状のポリプロピレン繊維を添加してもよい。例えば、直径48μm、長さ20mmのものと、直径18μm、長さ10mmのものと、をそれぞれ50%ずつ使用してもよい。鋼繊維についても同様に、異なる材質や形状のものを組み合わせて添加してもよい。
【実施例】
【0046】
以下、本実施形態に係る高強度コンクリートの有効性を確認するために実施した実験1の結果を示す。
実験1では、高強度コンクリートについて、20℃気中養生後、90℃養生を行った試料Aと、20℃気中養生後、オートクレーブ養生(180℃10気圧)を行った試料Bと、20℃気中養生後、90℃養生を行い、200℃加熱養生を行った試料Cと、20℃気中養生後、オートクレーブ養生(180℃10気圧)を行い、200℃加熱養生を行った試料Dと、について、圧縮強度を測定した。
【0047】
表1に実験1で使用したコンクリートの配合を表1に示す。
【0048】
【表1】
【0049】
表2に、本実験で使用した低熱セメントの物性値を示す。
【0050】
【表2】
【0051】
表3に本実験で使用したフライアッシュの物性を示す。
【0052】
【表3】
【0053】
表4に本実験で使用したシリカフュームの物性を示す。
【0054】
【表4】
【0055】
表5に本実験で使用した細骨材の物性を示す。
【0056】
【表5】
【0057】
実験の結果、試料Aの圧縮強度は207N/mm2、試料Bの圧縮強度は231N/mm2、試料Cの圧縮強度は235N/mm2、試料Dの圧縮強度は255N/mm2となった。したがって、本実施形態の高強度コンクリートが常温よりも高い温度での養生(第一養生工程)をすることにより、圧縮強度が200N/mm2以上のコンクリート部材を提供することができることが実証された。さらに、200℃による乾燥加熱養生を行うことで、圧縮強度が230N/mm2以上のコンクリート部材を製造することができることが実証された。
【0058】
また、実験2として、表1のPP繊維の量を2.5kg/m3とした高強度コンクリートについて、20℃気中養生後、型枠養生工程におけるセメントの水和熱を利用した養生によって40℃程度の常温よりも高い温度を与え、200℃加熱養生を行った試料Eについて、圧縮強度を測定した。実験の結果、試料Eの圧縮強度は249N/mm2となった。したがって、本実施形態の型枠養生工程におけるセメントの水和熱を利用した養生の後に200℃による乾燥加熱養生を行うことで、圧縮強度が230N/mm2以上のコンクリート部材を製造することができることが実証された。
【0059】
故に、本実施の形態に係る高強度コンクリートおよびコンクリート部材の製造方法により、圧縮強度が200N/mm2を超えるようなコンクリート部材を提供可能である。
【特許請求の範囲】
【請求項1】
1m3当たり260〜310Lの範囲内で添加された低熱セメントと、
1m3当たり120〜170Lの範囲内で添加されたフライアッシュまたは珪石粉と、
1m3当たり70〜100Lの範囲内で添加されたシリカフュームと、
1m3当たり150〜250Lの範囲内で添加された細骨材と、
1m3当たり90〜120Lの範囲内で添加された粗骨材と、
前記低熱セメントと前記フライアッシュまたは珪石粉と前記シリカフュームとを含む結合材に対する重量比が11〜13%となるように添加された水と、を混合してなるコンクリート混合体と、
前記コンクリート混合体に対して外割りの容積比で0.5〜2%となるように添加された鋼繊維および外割りの容積比で0.1%〜0.6%添加されたポリプロピレン繊維と、が含まれていることを特徴とする、高強度コンクリート。
【請求項2】
請求項1に記載の高強度コンクリートを打設する打設工程と、
前記高強度コンクリートを常温よりも高い温度で養生する第一養生工程と、
第一養生工程後に乾燥加熱養生を行う第二養生工程と、を含むことを特徴とする、コンクリート部材の製造方法。
【請求項1】
1m3当たり260〜310Lの範囲内で添加された低熱セメントと、
1m3当たり120〜170Lの範囲内で添加されたフライアッシュまたは珪石粉と、
1m3当たり70〜100Lの範囲内で添加されたシリカフュームと、
1m3当たり150〜250Lの範囲内で添加された細骨材と、
1m3当たり90〜120Lの範囲内で添加された粗骨材と、
前記低熱セメントと前記フライアッシュまたは珪石粉と前記シリカフュームとを含む結合材に対する重量比が11〜13%となるように添加された水と、を混合してなるコンクリート混合体と、
前記コンクリート混合体に対して外割りの容積比で0.5〜2%となるように添加された鋼繊維および外割りの容積比で0.1%〜0.6%添加されたポリプロピレン繊維と、が含まれていることを特徴とする、高強度コンクリート。
【請求項2】
請求項1に記載の高強度コンクリートを打設する打設工程と、
前記高強度コンクリートを常温よりも高い温度で養生する第一養生工程と、
第一養生工程後に乾燥加熱養生を行う第二養生工程と、を含むことを特徴とする、コンクリート部材の製造方法。
【図1】

【公開番号】特開2012−1427(P2012−1427A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2011−110690(P2011−110690)
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000206211)大成建設株式会社 (1,602)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000206211)大成建設株式会社 (1,602)
【Fターム(参考)】
[ Back to top ]