
高強度ワイヤロープ

【課題】ロープ心の早期断線を防ぎ、破断荷重を向上することが可能な高強度ワイヤロープを提供する。
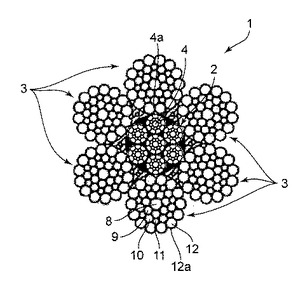
【解決手段】高強度ワイヤロープ1は、異形ストランドからなる心ストランド4がより合わされたロープ心2と、当該ロープ心2の周囲により合わされた複数の側ストランド3とを備えており、心ストランド4の外周面4aの曲率半径は側ストランド3の最外層の素線の外周面の曲率半径より大きく、かつ、ロープ心2の素線5〜7と側ストランドの最外層の素線12との引張強さの比である素線強度比が90%以下に設定されている。
【解決手段】高強度ワイヤロープ1は、異形ストランドからなる心ストランド4がより合わされたロープ心2と、当該ロープ心2の周囲により合わされた複数の側ストランド3とを備えており、心ストランド4の外周面4aの曲率半径は側ストランド3の最外層の素線の外周面の曲率半径より大きく、かつ、ロープ心2の素線5〜7と側ストランドの最外層の素線12との引張強さの比である素線強度比が90%以下に設定されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クレーン等の荷役機械用ロープなどに適用可能な高強度ワイヤロープに関する。
【背景技術】
【0002】
ワイヤロープの破断荷重BLは、ワイヤロープを構成する素線の集合引張強さσwと、ワイヤロープの断面積S,および、より減り率ρによって、以下の式1のように表される。
BL=(100−ρ)×σw×S/100 (式1)
従来、ワイヤーロープ素線としては、φ3.0mm以下の素線が頻繁に使用されており、その素線引張強さは、1.910MPa以下程度であり、このような素線を得るため、炭素含有量を0.40〜0.90重量%程度の原料線を使用し、伸線加工時の減面率(すなわち、断面積の減少率)が80〜90%程度の伸線加工が行われている。
【0003】
ここで、ワイヤロープの破断荷重BLを高くするためには、ワイヤロープを構成する素線の集合引張強さσwを大きくする必要がある。
【0004】
とくに、特許文献1に記載されている高強度ワイヤロープのように、引張強さが2000MPaを越えるような素線を得ようとする場合には、炭素含有量が0.90重量%を超える高炭素鋼線材を使用したり、あるいは減面率が90%を上回る伸線加工を行う必要がある。従来では、ワイヤロープ用の素線を高強度化するために、キリング加工および伸線加工時の冷却・線温管理などの公知技術を組み合わせることにより、減面率を95%まで高くすることが可能である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−77555号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
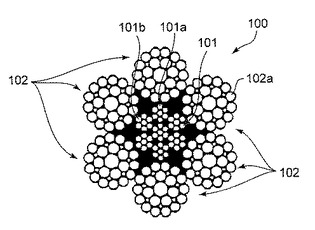
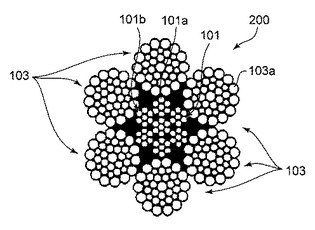
一般的に、クレーン等の荷役機械用ワイヤロープには、素線をより合わせたストランドを、さらにより合わせたワイヤロープ状のロープ心(IWRC(Independent Wire Rope Coreの略))を使用したIWRCワイヤロープが使用されている。例えばIWRCワイヤロープの従来例として、図5にはIWRC6×Fi(29)の構造を有するIWRCワイヤロープ100が示され、図6にはIWRC6×WS(36)の構造を有するIWRCワイヤロープ200が示されている。これらのIWRCワイヤロープ100、200は、IWRC101の周囲にそれぞれ複数の側ストランド102または103がより合わされている。
【0007】
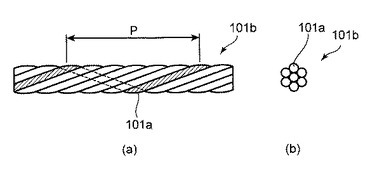
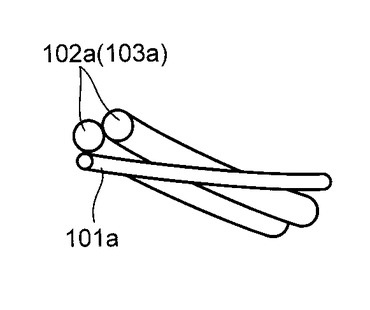
しかし、このような従来のIWRCワイヤロープ100、200は、ロープ心であるIWRC101が凹凸の大きい外周面を有する断面構造になっている。さらに、IWRC101の素線101aと側ストランド102、103の素線102a、103aとのよりの長さ(すなわち、図7(a)、(b)で示されるように、素線101aがらせん状により合わされて1つのストランド101bを形成するときに当該素線101aが1周するために必要な長さP(1ピッチ))を比較した場合、素線101aと素線102aまたは103aとのよりの長さが異なるため、IWRC101の素線101aと側ストランド102の素線102a(または側ストランド103の素線103a)とが点接触またはそれに近い接触状態になる(図8参照)。
【0008】
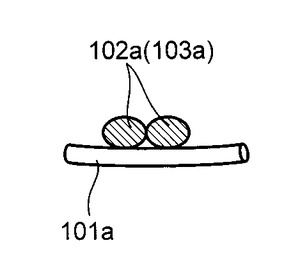
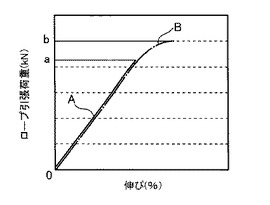
そのため、上記のIWRCワイヤロープ100、200の全体に引張荷重が作用した際に、当該ワイヤロープ100、200の内部に高い圧力が作用し、図9に示されるように、IWRC101の素線101aが側ストランド102、103の素線102a、103aによって局部的に曲げられて圧痕が生じるおそれがある。その結果、側ストランド102、103の素線102a、103aと比較して細いIWRC101の素線101aが当該素線102a、103aよりも早く断線するおそれがある。IWRC101が早期に断線した場合、図10の曲線Aのようにワイヤロープの破断荷重aは、IWRC101が早期に断線しないでワイヤロープ全体がほぼ同時に破断した場合の曲線Bにおける破断荷重bよりも大幅に低くなる傾向にあるので、ワイヤロープ破断荷重の向上が難しい。
【0009】
すなわち、ワイヤロープの構造上、IWRC(ワイヤロープ状のロープ心)の長さは、ワイヤロープを展開した際の側ストランドの長さと比較して短い。そのため、ワイヤロープに引張荷重が作用する際に、側ストランドに対するIWRCの伸びが不十分である場合、側ストランドとIWRCが同時に破断に至らず、図10の曲線AのようにIWRCが比較的低い荷重で早期に断線を起こすおそれがある。
【0010】
また、上記のように公知の伸線加工技術等によってワイヤロープ用素線を高強度化することは可能であるが、素線を高強度化するのに伴って、伸線加工後の素線の靭延性が低下する傾向がある。そのため、素線の靭延性の低下によって、各素線をより合わせてワイヤロープを製造する際のより減り率ρは大きくなる。したがって、高いワイヤロープ破断荷重を得られないおそれがある。
【0011】
さらに、素線を高強度化した場合には、一般的に、使用期間中に経時的に進行するひずみ時効の影響が顕著に現れる傾向がある。ひずみ時効が進行すれば、ワイヤロープを構成する素線の靭延性の低下を引き起こし、より減り率が大きくなるので、高いワイヤロープ破断荷重を得られないおそれがある。
【0012】
なお、ひずみ時効とは、例えば、伸線加工中の温度上昇により、鋼材のパーライト組織中のセメンタイトから溶出した炭素原子が鋼材中を拡散し、伸線加工時に導入される転位周辺のひずみ場(コットレル雰囲気)に集積して転位を固着し、鋼材の塑性変形能を下げるため、ワイヤロープ素線の靭延性の低下を引き起こすものである。この炭素原子の拡散は、室温(20℃前後)程度でも充分に起こるおそれがある。
【0013】
本発明は、上記のような事情に鑑みてなされたものであり、ロープ心の早期断線を防ぎ、破断荷重を向上することが可能な高強度ワイヤロープを提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するためのものとして、本発明の高強度ワイヤロープは、複数の素線がより合わされて形成された心ストランドを複数本より合わせて形成されたロープ心と、複数の素線がより合わされて形成された側ストランドであって、前記ロープ心の周囲により合わされた複数の側ストランドとを備えており、前記心ストランドは、滑らかな外周面を有しており、前記心ストランドの外周面における曲率半径は、前記側ストランドの最外層の素線の外周面における曲率半径より大きく、前記ロープ心の素線と前記側ストランドの素線との引張強さの比である素線強度比が、90%以下である、ことを特徴とする、
かかる構成によれば、ロープ心を構成する心ストランドが滑らかな外周面を有しており、心ストランドの外周面における曲率半径は、側ストランドの最外層の素線の外周面における曲率半径より大きいので、ワイヤロープ全体に引張荷重が作用する際も、従来のワイヤロープ状のロープ心(IWRC)の場合と比較して、ワイヤロープ内部で発生する圧力をロープ心を構成する心ストランドの滑らかな外周面で分散できるので、ロープ心の素線に局部的な曲げによる圧痕が生じるおそれが低くなる。その結果、ロープ心が側ストランドと比較して低い荷重で早期に断線するおそれが低くなる。
【0015】
さらに、ロープ心の素線と側ストランドの素線との引張強さの比である素線強度比が90%以下に設定されているので、ロープ心を構成する各素線を、上記の設定範囲を満たすように当該素線の減面率(伸線加工度)を低く抑えて伸線加工をすることにより、ロープ心の伸びを維持することが可能になり、ロープ心が早期に破断するおそれがさらに低くなる。
【0016】
また、上記のように、ロープ心を構成する心ストランドが滑らかな外周面を有し、当該外周面における曲率半径が側ストランドの最外層の素線の外周面における曲率半径より大きく、かつ、ロープ心の素線と側ストランドの素線との引張強さの比である素線強度比が90%以下に設定されているので、ワイヤロープの破断荷重を高くするために、ワイヤロープを構成する素線の引張強さを高くしたことによって素線の靭延性が低下したとしても、より減り率の増大を抑えることが可能であり、かつ、ロープ心の早期断線を抑制することができる。これにより、ワイヤロープ1の破断荷重を向上させることが可能である。
【0017】
さらに、上記のように、ロープ心を構成する心ストランドが滑らかな外周面を有し、当該外周面における曲率半径が側ストランドの最外層の素線の外周面における曲率半径より大きく、かつ、ロープ心の素線と側ストランドの素線との引張強さの比である素線強度比が90%以下に設定されているので、ひずみ時効の進行により、ワイヤロープの各素線の靭延性が時間経過とともに低下した場合でも、より減り率の増大を抑えることが可能であり、かつ、ロープ心の早期断線を抑制することができる。これにより、ひずみ時効が進行した場合でも、ワイヤロープの破断荷重を向上させることが可能である。
【0018】
また、前記ロープ心の前記素線の少なくとも一部は、丸形断面形状でない断面形状を有する異形線からなり、前記心ストランドの前記外周面は、前記異形線の外周面によって構成されているのが好ましい。
【0019】
かかる構成によれば、心ストランドの滑らかな外周面が異形線の外周面によって構成されているので、従来の異形線の製造技術によってロープ心の平坦な外周面を容易に形成することが可能である。
【発明の効果】
【0020】
以上説明したように、本発明の高強度ワイヤロープによれば、ロープ心の早期断線を防ぎ、破断荷重を向上することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施形態に係わる高強度ワイヤロープの断面図である。
【図2】図1の異形ロープからなるロープ心の断面図である。
【図3】本発明の比較例である従来のワイヤロープ状のロープ心(IWRC)を有するワイヤロープの断面図である。
【図4】図3のIWRCの断面図である。
【図5】従来のIWRCワイヤロープの一例である、IWRC6×Fi(29)の構造を有するIWRCワイヤロープの断面図である。
【図6】従来のIWRCワイヤロープの他の例である、IWRC6×WS(36)の構造を有するIWRCワイヤロープの断面図である。
【図7】よりの長さ(1ピッチ)を説明するための説明図であって、(a)は心ストランドの側面図、(b)は心ストランドの断面図である。
【図8】ロープ心の素線と側ストランドの素線とが点接触している状態を示す拡大斜視図である。
【図9】ロープ心の素線が側ストランドの素線によって局部的に曲げられた状態を示す拡大斜視図である。
【図10】ワイヤロープの引張荷重と伸びとの関係を示すグラフである。
【図11】ひずみ時効の進行によるワイヤロープ破断荷重の変化を示すグラフである。
【発明を実施するための形態】
【0022】
以下、本発明を実施するための形態について図面を参照しながら詳細に説明する。
【0023】
本実施形態に係る高強度ワイヤロープ(以下、ワイヤロープという)1は、図1に示されるように、ロープ心2と、当該ロープ心2の周囲により合わされた複数の側ストランド3とから構成されている。本実施形態では、6本の側ストランド3が1本のロープ心2の周囲により合わされているが、側ストランド3の本数や構造については本発明ではとくに限定されない。
【0024】
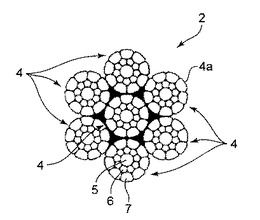
ロープ心2は、図2に示されるように、7本の心ストランド4からなる。これらの心ストランド4は、それぞれ滑らかな外周面4aを有しており、いわゆる異形ストランドからなる。これら7本の心ストランド4のうちの1本の心ストランド4をロープ心の芯として、他の6本の心ストランド4がそのロープ心の芯の周囲により合わされることにより、ロープ心2が構成されている。
【0025】
それぞれの心ストランド4は、複数の素線5、6、7がより合わされて形成されている。具体的には、中心の素線5の周囲に2層目の素線6が複数本より合わされ、さらにその周囲に3層目の素線7がより合わされることにより、心ストランド4を構成している。
【0026】
心ストランド4の最外周の素線7は、丸形断面形状でない略台形断面形状の異形線からなる。異形線からなる素線7は、例えば、丸形断面形状の原料線を2層目の素線6の周囲により合わせてストランドとして、このストランドを当該ストランドの外接円の外径より若干小さい口径を有する丸穴ダイスに通すことによって、最外層にある丸形断面形状の原料線を外側から押圧して略台形断面形状に変形させてその外周面の曲率半径を変形前の曲率半径よりも大きくすることによって得られる。このとき、心ストランド4の外周面4aは、変形前のストランドに比べて比較的滑らかな略円筒面状に形成される。つまり、ストランドは、最外周の素線が周方向に配列される構成なので、ストランドの外周面は凹凸形状になるが、心ストランド4ではこの凹凸形状に比べ比較的滑らかな外周面となる。なお、素線7として、あらかじめ略台形断面形状をした異形線からなる原料線を用いてもよい。
【0027】
それぞれの心ストランド4は、異形線である素線7を含む複数の素線5〜7がより合わされて構成された異形ストランドからなる。そして、ロープ心2は、異形ストランドからなる心ストランド4がより合わされて構成された7×P・S(19)の構造の異形ロープからなる。
【0028】
これにより、上記のようなロープ心2の平坦な外周面2aは、異形線からなる最外周の素線7の外周面によって構成される。
【0029】
図1に示されるように、複数の側ストランド3は、複数の素線8、9、10、11、12がより合わされて形成されている。具体的には、本実施形態の側ストランド3は、36本の素線からなるウォーリントンシール形の側ストランドであり、中心の素線8の周囲に2層目の素線9がより合わされ、さらにその周囲に3層目の素線10およびフィラー用の素線11がより合わされ、さらにその周囲に4層目の素線12がより合わされることにより、側ストランド3を構成している。
【0030】
本実施形態のワイヤロープ1では、ロープ心2を構成する心ストランド4が比較的滑らかな外周面4aを有しており、心ストランド4の外周面4aにおける曲率半径は、側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きいので、心ストランド4の滑らかな外周面4aと側ストランド3の最外周の素線12の外周面12aとが線接触している。
【0031】
そして、ロープ心2の各素線5〜7のそれぞれ(好ましくは最外層の素線7)と側ストランド3の最外層の素線12との引張強さの比である素線強度比が90%以下になるように設定されている。
【0032】
ロープ心2の各素線5〜7および側ストランド3の最外層の素線12は、例えば、同じ原料線を伸線加工して製造され、引張強さが2000〜2500MPaである高強度の線材が用いられる。ロープ心2の各素線5〜7および側ストランド3の最外層の素線12の引張強さは、伸線加工時の減面率を変えることにより調整することが可能である。ロープ心2の各素線5〜7の減面率は、側ストランド3の最外層の素線12の減面率よりも低くなるように調整して、上記のように、ロープ心2の各素線5〜7のそれぞれと側ストランド3の最外層の素線12との素線強度比が90%以下になるように設定することが可能である。これにより、ロープ心2の各素線5〜7のそれぞれは、側ストランド3の最外層の素線12の引張強さの90%以下に抑えられ、ロープ心2の伸びが確保されている。
【0033】
上記のように構成された本実施形態の高強度ワイヤロープ1では、以下のような特徴を有する。
【0034】
(1)
本実施形態の高強度ワイヤロープ1では、ロープ心2を構成する心ストランド4が滑らかな外周面4aを有しており、心ストランド4の外周面4aにおける曲率半径は、側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きいので、ワイヤロープ1全体に引張荷重が作用する際も、従来のワイヤロープ状のロープ心(図3〜4に示されるIWRC32)の場合と比較して、ワイヤロープ1内部で発生する圧力をロープ心2を構成する心ストランド4の比較的滑らかな外周面4aで分散できるので、ロープ心2の素線5〜7に局部的な曲げによる圧痕が生じるおそれが低くなる。その結果、ロープ心2が側ストランド3と比較して低い荷重で早期に断線するおそれが低くなる。
【0035】
さらに、ロープ心2の各素線5〜7のそれぞれと側ストランド3の最外層の素線12との引張強さの比である素線強度比が90%以下に設定されているので、ロープ心2を構成する各素線を、上記の設定範囲を満たすように当該素線の減面率(伸線加工度)を低く抑えて伸線加工をすることにより、ロープ心2の伸びを維持することが可能になり、ロープ心2が早期に破断するおそれがさらに低くなる。
【0036】
(2)
また、本実施形態の高強度ワイヤロープ1では、上記のように、ロープ心2を構成する心ストランド4が比較的滑らかな外周面4aを有し、心ストランド4の外周面4aにおける曲率半径が側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きく、かつ、ロープ心2の素線5〜7と側ストランド3の最外層の素線12との引張強さの比である素線強度比が90%以下に設定されているので、ワイヤロープ1の破断荷重を高くするために、ワイヤロープ1を構成する素線5〜12(とくに、側ストランド3の最外層の素線12)の引張強さを高くしたことによって素線の靭延性が低下したとしても、後述するより減り率の増大を(例えば20%以下に)抑えることが可能であり、かつ、ロープ心2の早期断線を抑制することができる。これにより、ワイヤロープ1の破断荷重を向上させることが可能である。
【0037】
(3)
本実施形態の高強度ワイヤロープ1では、上記のように、ロープ心2を構成する心ストランド4が滑らかな外周面4aを有し、心ストランド4の外周面4aにおける曲率半径が側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きく、かつ、ロープ心2の素線と側ストランド3の素線との引張強さの比である素線強度比が90%以下に設定されているので、ひずみ時効の進行により、ワイヤロープ1の各素線の靭延性が低下した場合でも、より減り率の増大を(例えば20%以下に)抑えることが可能であり、かつ、ロープ心2の早期断線を抑制することができる。これにより、ひずみ時効が進行した場合でも、ワイヤロープ1の破断荷重を向上させることが可能である。
【0038】
(4)
本実施形態の高強度ワイヤロープ1では、心ストランド4の滑らかな外周面4aが異形線7の外周面によって構成されているので、従来の異形線7の製造技術によってロープ心2の平坦な外周面2aを容易に形成することが可能である。
【0039】
(5)
本実施形態の高強度ワイヤロープ1では、心ストランド4は、異形線7を含む複数の素線がより合わされて構成された異形ストランドからなるので、各心ストランド4の外周面4aは、異形線7によって滑らかな略円筒面状に形成することが可能である。そして、滑らかな外周面4aを有するこれら心ストランド4同士をより合わせて異形ロープからなるロープ心2を構成することにより、ロープ心2内部においても、心ストランド4同士の接触による圧力を分散することができるので、ロープ心2の早期断線を抑えることが可能である。
【0040】
(6)
本実施形態の高強度ワイヤロープ1では、ロープ心2の各素線5〜7の破断荷重および側ストランド3の各素線8〜12の破断荷重の合計である集合破断荷重をBw、ワイヤロープ1全体の破断荷重である実際破断荷重をBとして、より減り率Ls=(1−B/Bw)×100で表される場合において、当該より減り率Lsが20%以下であるように設定されるのが好ましい。これにより、ワイヤロープ1の破断荷重をより向上させることが可能である。
【0041】
(変形例)
上記実施形態では、ロープ心2の素線5〜7と側ストランド3の最外層の素線12との引張強さの比を素線強度比として、当該素線強度比が90%以下に設定されている例が示されているが、本発明はこれに限定されるものではなく、ロープ心2の各素線5〜7と側ストランド3の素線8〜12のうちのいずれか1本またはそれら全部との引張強さの比を素線強度比として設定してもよい。
[実施例]
【0042】
つぎに、本発明の実施形態に係るワイヤロープ1についての強度試験について説明する。
【0043】
<実験前の準備段階>
ここで、上記の本実施形態に係るワイヤロープ1(後段の表2〜3に示される実施例1〜2に対応するワイヤロープ)は、以下のような手順で製造した。
【0044】
まず原料線を伸線する前に鉛パテンチングの処理を行う。鉛パテンチングでは、原料線を加熱した後に鉛浴で急冷して焼入れを行う。
【0045】
ついで、鉛パテンチング後の素線を伸線する。
【0046】
その後、素線をより合わせて心ストランドを形成した後、上記実施形態のように、心ストランドを丸穴ダイスに通す。これにより、心ストランドの最外層の素線を略断面形状に変形させて、滑らかな外周面を有する異形ストランドになるように心ストランドを成形加工する。
【0047】
ついで、複数の心ストランドをより合わせて異形ロープ心を形成する。
【0048】
また、異形ロープ心の形成と並行して、鉛パテンチング後の素線を伸線しより合わせて複数の側ストランドを形成する。
【0049】
最後に異形ロープ心の周囲に複数の側ストランドをより合わせることにより、異形ロープ心を有するワイヤロープが完成する。
【0050】
なお、後段の表2〜3に示される比較例1〜4のワイヤロープも、鉛パテンチング後の素線を伸線しより合わせてロープ心および側ストランドを形成し、当該側ストランドをロープ心の周囲により合わせることにより製造される。
【0051】
(I)供試材
原料線として、以下の表1に示すように、比較例1〜4のための比較材、および実施例1〜2のための実施材、を用いて比較例1〜4および実施例1〜2のためのワイヤロープを製作した。
【0052】
【表1】

【0053】
(II)伸線加工
上記の表1に示す原料線に鉛パテンチングを施した後、それぞれの原料線を以下の表2に示される減面率でそれぞれ伸線加工することにより、当該表2に示す素線引張強さを有するワイヤロープ素線(すなわち、ロープ心の素線および側ストランドの外層素線)を得た。なお、ワイヤロープの素線特性評価は、JIS G 3525に準拠し、引張試験、捻回試験、および巻解試験をそれぞれ実施した。
【0054】
【表2】
【0055】
(III)試験用のワイヤロープの製造
上記の表2に示されるワイヤロープ素線を使用して、実施例1〜2のために、本実施形態のワイヤロープ1(図1〜2参照)を上記の構成で製造した。
【0056】
また、本発明の比較例として比較例1〜4のためのIWRCワイヤロープ31(図3〜4参照)を製造した。
【0057】
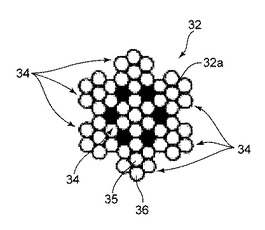
ここで、図3〜4に示される比較例のIWRCワイヤロープ31の構造は、ワイヤロープ状のロープ心(IWRC)32の周囲に36本の素線からなるウォーリントンシール形の側ストランド33が6本より合わされたIWRC6×WS(36)の構造を有している。ここでは、IWRC32は、7本の心ストランド34がより合わさって構成されている。各心ストランド34は、丸形断面形状の素線35〜36によってより合わされて構成されている。具体的には、中心の素線35の周囲に複数の素線36がより合わされることにより、心ストランド34が構成される。側ストランド33は、36本の素線からなるウォーリントンシール形の側ストランドであり、上記の図1に示される側ストランド3と同じ構造を有する。
【0058】
上記のように構成された比較例のIWRCワイヤロープ31では、図4に示されるように、IWRC32の外周面32aは、最外周の素線36の曲面によって、上記実施形態の平坦な外周面2a(図2参照)と比較して凹凸が大きくなっている。
【0059】
(IV)ワイヤロープの静引張試験
上記の表2に示されるワイヤロープ素線を使用して製造された比較例1〜4にかかるIWRCワイヤロープ31(図3〜4参照)と、本発明の実施例1〜2にかかるワイヤロープ1(図1〜2参照)とを、それぞれ静引張試験を行った。
【0060】
その試験結果は、以下の表3の通りである。
【0061】
【表3】
【0062】
(V)試験結果
(表2〜3の製作ロープNo.1)比較例1のワイヤロープは、ロープ心としてIWRCを有しており、ストランド外層素線の減面率が87%であり、ロープ心とストランド外層素線の強度比が96%(表2参照)のロープである。
【0063】
このロープは、時効促進処理(すなわち、ワイヤロープを加熱してひずみ時効を促進する処理。詳細については後段で述べる)の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の98%程度を維持しているので、ロープ心の早期断線は生じていないと考えられる。しかし、ストランド外層素線の引張強さが低いため、ワイヤロープ破断荷重BLが低かった(表3参照)。
【0064】
(同製作ロープNo.2)比較例2のワイヤロープは、ロープ心としてIWRCを有しており、ストランド外層素線の減面率が93%であり、ロープ心とストランド外層素線の強度比が99%(表2参照)のロープである。
【0065】
このロープは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の87%以下であるので、ロープ心の早期断線が生じたと考えられる。特に時効促進処理を行った場合は、ロープ心の早期断線荷重が低く、ワイヤロープ破断荷重BLは時効促進処理を行わない場合に比べて低かった(表3参照)。
【0066】
(同製作ロープNo.3)比較例3のワイヤロープは、ロープ心としてIWRCを有しており、ストランド外層素線の減面率が92%であり、ロープ心とストランド外層素線の強度比が86%(表2参照)のロープである。
【0067】
このロープは、時効促進処理を行わない場合は、ロープ心の早期断線荷重はワイヤロープ破断荷重の97%程度を維持しているので、ロープ心の早期断線が生じていないと考えられる。一方、時効促進処理を行った場合は、ワイヤロープ破断荷重BLが時効促進処理を行わない場合に比べてほとんど変化していないものの、ロープ心の早期断線荷重がワイヤロープ破断荷重の63%程度まで低下しているので、ロープ心の早期断線が生じたと考えられる(表3参照)。
【0068】
(同製作ロープNo.4)比較例4のワイヤロープは、炭素含有量が0.90重量%を超える高炭素鋼線材を素線として使用し、かつ、ロープ心としてIWRCを有している。ストランド外層素線の減面率が87%であり、ロープ心とストランド外層素線の強度比が99%(表2参照)のロープである。
【0069】
このロープは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の81%以下であるので、ロープ心の早期断線が生じたと考えられる。特に時効促進処理を行った場合は、ロープ心の早期断線荷重が低い。しかし、時効促進処理を行わない場合のワイヤロープ破断荷重BLは993kNであり、比較例1〜4の中で2番目に高い(表3参照)。
【0070】
(同製作ロープNo.5)実施例1のワイヤロープは、ロープ心として異形ロープ心を有しており、ストランド外層素線の減面率が92%であり、ロープ心とストランド外層素線の強度比が85%(表2参照)のロープである。
【0071】
このロープでは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の94%程度を維持しているので、ロープ心の早期断線が生じていないと考えられる。また、時効促進処理を行った場合では、上記比較例1〜4を上回る、高いワイヤロープ破断荷重BL(1001kN)を得ることができた(表3参照)。
【0072】
(同製作ロープNo.6)実施例2のワイヤロープは、上記実施例1と同様に、ロープ心として異形ロープ心を有しているが、ストランド外層素線の減面率が91%であり、ロープ心とストランド外層素線の強度比が90%(表2参照)のロープである。
【0073】
このロープでは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の94%程度を維持しているので、ロープ心の早期断線が生じていないと考えられる。また、時効促進処理を行った場合では、実施例2のワイヤロープ破断荷重BL(983kN)は、上記実施例1よりは若干低いものの、上記比較例1〜4を上回っている(表3参照)。
【0074】
(VI)試験結果の考察
比較例1(同製作ロープNo.1)と比較例2(同製作ロープNo.2)との比較により、ロープ心と側ストランド素線の減面率が90%を超えるとロープ心の早期断線が発生し、高いワイヤロープ破断荷重BLを得ることができないことがわかった。
【0075】
また、比較例2(同製作ロープNo.2)と比較例3(同製作ロープNo.3)との比較により、側ストランド素線の減面率が90%以上を超える場合でも、ロープ心と側ストランドの素線強度比を90%以下にすることにより、時効促進処理を行わない場合はロープ心の早期断線は発生せず、高いワイヤロープ破断荷重BLを得ることができることがわかった。しかし、時効促進処理を行った場合は、ロープ心の早期断線が生じ、高いワイヤロープ破断荷重BLを得ることができないこともわかった。
【0076】
また、比較例2(同製作ロープNo.2)と比較例4(同製作ロープNo.4)との比較により、炭素含有量が0.90重量%を超える高炭素鋼線材をしようすると、ロープ心と側ストランド素線の減面率を90%以下としても、ロープ心の早期断線が発生し、高いワイヤロープ破断荷重BLを得ることができないことがわかった。
【0077】
実施例1〜2(同製作ロープNo.5〜6)を比較例1〜4(同製作ロープNo.1〜4)と比較すれば、側ストランド素線の減面率が90%を超えた場合でも、ロープ心として異形ロープ心を使用し、さらにロープ心と側ストランドの素線強度比を90%以下にすることにより、時効促進処理の有無に関わらず、ロープ心の早期断線が発生しないことがわかった。また、時効促進処理が有る場合には、実施例1〜2のワイヤロープ破断荷重BLは比較例1〜4のそれらよりも常に高くなることがわかった。
【0078】
以上のことから、ワイヤロープ用素線を高強度化する際に、側ストランドの減面率が90%を超える伸線加工を施した場合でも、実施例1〜2のワイヤロープのように、ロープ心として異形ロープ心を使用し、かつ、ロープ心と側ストランドの素線強度比を90%以下に設定することにより、時効促進処理の有無に関わらず、ロープ心の早期断線は発生せず、とくに、時効促進処理が有る場合には高いワイヤロープ破断荷重BLを得ることができることがわかった。
【0079】
(ひずみ時効および時効促進処理についての説明)
上記実験例では、ひずみ時効が高強度ワイヤロープに及ぼす影響を確認・評価する方法として、ワイヤロープ本体の加熱促進処理を実施した。この処理は、時効促進処理と呼ばれるものであり、具体的には以下のように行われる。
【0080】
図11に示されるように、実使用環境下における、従来の高強度ワイヤロープ本体のひずみ時効によるワイヤロープ破断荷重BLの変化率の低下(図11の曲線C参照)は、普通強度品であるワイヤロープにおける破断荷重BLの変化率の上昇(図11の曲線D参照)と同様に、1年間程度で収束している。そのため、室温で当該期間に生じる、ひずみ時効の原因となる、鋼材中の炭素原子の拡散を再現する目的で、処理温度を75℃、処理時間を48時間とした加熱促進処理(時効処理)を実施した。
【0081】
なお、この時効促進処理条件については、以下の式2に示す鋼材中の炭素の拡散係数式を用い、室温にて当該期間に生じる炭素原子の拡散距離Dtを算出し、Dt相当の拡散を再現するための処理温度および処理時間を決定した。
Dt=3.94×10−7exp{(80.3kJ/mol)/RT}m2/s (式2)
【符号の説明】
【0082】
1 ワイヤロープ
2 ロープ心
3 側ストランド
4 心ストランド
5、6、7、8、9、10、11、12 素線
【技術分野】
【0001】
本発明は、クレーン等の荷役機械用ロープなどに適用可能な高強度ワイヤロープに関する。
【背景技術】
【0002】
ワイヤロープの破断荷重BLは、ワイヤロープを構成する素線の集合引張強さσwと、ワイヤロープの断面積S,および、より減り率ρによって、以下の式1のように表される。
BL=(100−ρ)×σw×S/100 (式1)
従来、ワイヤーロープ素線としては、φ3.0mm以下の素線が頻繁に使用されており、その素線引張強さは、1.910MPa以下程度であり、このような素線を得るため、炭素含有量を0.40〜0.90重量%程度の原料線を使用し、伸線加工時の減面率(すなわち、断面積の減少率)が80〜90%程度の伸線加工が行われている。
【0003】
ここで、ワイヤロープの破断荷重BLを高くするためには、ワイヤロープを構成する素線の集合引張強さσwを大きくする必要がある。
【0004】
とくに、特許文献1に記載されている高強度ワイヤロープのように、引張強さが2000MPaを越えるような素線を得ようとする場合には、炭素含有量が0.90重量%を超える高炭素鋼線材を使用したり、あるいは減面率が90%を上回る伸線加工を行う必要がある。従来では、ワイヤロープ用の素線を高強度化するために、キリング加工および伸線加工時の冷却・線温管理などの公知技術を組み合わせることにより、減面率を95%まで高くすることが可能である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−77555号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一般的に、クレーン等の荷役機械用ワイヤロープには、素線をより合わせたストランドを、さらにより合わせたワイヤロープ状のロープ心(IWRC(Independent Wire Rope Coreの略))を使用したIWRCワイヤロープが使用されている。例えばIWRCワイヤロープの従来例として、図5にはIWRC6×Fi(29)の構造を有するIWRCワイヤロープ100が示され、図6にはIWRC6×WS(36)の構造を有するIWRCワイヤロープ200が示されている。これらのIWRCワイヤロープ100、200は、IWRC101の周囲にそれぞれ複数の側ストランド102または103がより合わされている。
【0007】
しかし、このような従来のIWRCワイヤロープ100、200は、ロープ心であるIWRC101が凹凸の大きい外周面を有する断面構造になっている。さらに、IWRC101の素線101aと側ストランド102、103の素線102a、103aとのよりの長さ(すなわち、図7(a)、(b)で示されるように、素線101aがらせん状により合わされて1つのストランド101bを形成するときに当該素線101aが1周するために必要な長さP(1ピッチ))を比較した場合、素線101aと素線102aまたは103aとのよりの長さが異なるため、IWRC101の素線101aと側ストランド102の素線102a(または側ストランド103の素線103a)とが点接触またはそれに近い接触状態になる(図8参照)。
【0008】
そのため、上記のIWRCワイヤロープ100、200の全体に引張荷重が作用した際に、当該ワイヤロープ100、200の内部に高い圧力が作用し、図9に示されるように、IWRC101の素線101aが側ストランド102、103の素線102a、103aによって局部的に曲げられて圧痕が生じるおそれがある。その結果、側ストランド102、103の素線102a、103aと比較して細いIWRC101の素線101aが当該素線102a、103aよりも早く断線するおそれがある。IWRC101が早期に断線した場合、図10の曲線Aのようにワイヤロープの破断荷重aは、IWRC101が早期に断線しないでワイヤロープ全体がほぼ同時に破断した場合の曲線Bにおける破断荷重bよりも大幅に低くなる傾向にあるので、ワイヤロープ破断荷重の向上が難しい。
【0009】
すなわち、ワイヤロープの構造上、IWRC(ワイヤロープ状のロープ心)の長さは、ワイヤロープを展開した際の側ストランドの長さと比較して短い。そのため、ワイヤロープに引張荷重が作用する際に、側ストランドに対するIWRCの伸びが不十分である場合、側ストランドとIWRCが同時に破断に至らず、図10の曲線AのようにIWRCが比較的低い荷重で早期に断線を起こすおそれがある。
【0010】
また、上記のように公知の伸線加工技術等によってワイヤロープ用素線を高強度化することは可能であるが、素線を高強度化するのに伴って、伸線加工後の素線の靭延性が低下する傾向がある。そのため、素線の靭延性の低下によって、各素線をより合わせてワイヤロープを製造する際のより減り率ρは大きくなる。したがって、高いワイヤロープ破断荷重を得られないおそれがある。
【0011】
さらに、素線を高強度化した場合には、一般的に、使用期間中に経時的に進行するひずみ時効の影響が顕著に現れる傾向がある。ひずみ時効が進行すれば、ワイヤロープを構成する素線の靭延性の低下を引き起こし、より減り率が大きくなるので、高いワイヤロープ破断荷重を得られないおそれがある。
【0012】
なお、ひずみ時効とは、例えば、伸線加工中の温度上昇により、鋼材のパーライト組織中のセメンタイトから溶出した炭素原子が鋼材中を拡散し、伸線加工時に導入される転位周辺のひずみ場(コットレル雰囲気)に集積して転位を固着し、鋼材の塑性変形能を下げるため、ワイヤロープ素線の靭延性の低下を引き起こすものである。この炭素原子の拡散は、室温(20℃前後)程度でも充分に起こるおそれがある。
【0013】
本発明は、上記のような事情に鑑みてなされたものであり、ロープ心の早期断線を防ぎ、破断荷重を向上することが可能な高強度ワイヤロープを提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するためのものとして、本発明の高強度ワイヤロープは、複数の素線がより合わされて形成された心ストランドを複数本より合わせて形成されたロープ心と、複数の素線がより合わされて形成された側ストランドであって、前記ロープ心の周囲により合わされた複数の側ストランドとを備えており、前記心ストランドは、滑らかな外周面を有しており、前記心ストランドの外周面における曲率半径は、前記側ストランドの最外層の素線の外周面における曲率半径より大きく、前記ロープ心の素線と前記側ストランドの素線との引張強さの比である素線強度比が、90%以下である、ことを特徴とする、
かかる構成によれば、ロープ心を構成する心ストランドが滑らかな外周面を有しており、心ストランドの外周面における曲率半径は、側ストランドの最外層の素線の外周面における曲率半径より大きいので、ワイヤロープ全体に引張荷重が作用する際も、従来のワイヤロープ状のロープ心(IWRC)の場合と比較して、ワイヤロープ内部で発生する圧力をロープ心を構成する心ストランドの滑らかな外周面で分散できるので、ロープ心の素線に局部的な曲げによる圧痕が生じるおそれが低くなる。その結果、ロープ心が側ストランドと比較して低い荷重で早期に断線するおそれが低くなる。
【0015】
さらに、ロープ心の素線と側ストランドの素線との引張強さの比である素線強度比が90%以下に設定されているので、ロープ心を構成する各素線を、上記の設定範囲を満たすように当該素線の減面率(伸線加工度)を低く抑えて伸線加工をすることにより、ロープ心の伸びを維持することが可能になり、ロープ心が早期に破断するおそれがさらに低くなる。
【0016】
また、上記のように、ロープ心を構成する心ストランドが滑らかな外周面を有し、当該外周面における曲率半径が側ストランドの最外層の素線の外周面における曲率半径より大きく、かつ、ロープ心の素線と側ストランドの素線との引張強さの比である素線強度比が90%以下に設定されているので、ワイヤロープの破断荷重を高くするために、ワイヤロープを構成する素線の引張強さを高くしたことによって素線の靭延性が低下したとしても、より減り率の増大を抑えることが可能であり、かつ、ロープ心の早期断線を抑制することができる。これにより、ワイヤロープ1の破断荷重を向上させることが可能である。
【0017】
さらに、上記のように、ロープ心を構成する心ストランドが滑らかな外周面を有し、当該外周面における曲率半径が側ストランドの最外層の素線の外周面における曲率半径より大きく、かつ、ロープ心の素線と側ストランドの素線との引張強さの比である素線強度比が90%以下に設定されているので、ひずみ時効の進行により、ワイヤロープの各素線の靭延性が時間経過とともに低下した場合でも、より減り率の増大を抑えることが可能であり、かつ、ロープ心の早期断線を抑制することができる。これにより、ひずみ時効が進行した場合でも、ワイヤロープの破断荷重を向上させることが可能である。
【0018】
また、前記ロープ心の前記素線の少なくとも一部は、丸形断面形状でない断面形状を有する異形線からなり、前記心ストランドの前記外周面は、前記異形線の外周面によって構成されているのが好ましい。
【0019】
かかる構成によれば、心ストランドの滑らかな外周面が異形線の外周面によって構成されているので、従来の異形線の製造技術によってロープ心の平坦な外周面を容易に形成することが可能である。
【発明の効果】
【0020】
以上説明したように、本発明の高強度ワイヤロープによれば、ロープ心の早期断線を防ぎ、破断荷重を向上することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施形態に係わる高強度ワイヤロープの断面図である。
【図2】図1の異形ロープからなるロープ心の断面図である。
【図3】本発明の比較例である従来のワイヤロープ状のロープ心(IWRC)を有するワイヤロープの断面図である。
【図4】図3のIWRCの断面図である。
【図5】従来のIWRCワイヤロープの一例である、IWRC6×Fi(29)の構造を有するIWRCワイヤロープの断面図である。
【図6】従来のIWRCワイヤロープの他の例である、IWRC6×WS(36)の構造を有するIWRCワイヤロープの断面図である。
【図7】よりの長さ(1ピッチ)を説明するための説明図であって、(a)は心ストランドの側面図、(b)は心ストランドの断面図である。
【図8】ロープ心の素線と側ストランドの素線とが点接触している状態を示す拡大斜視図である。
【図9】ロープ心の素線が側ストランドの素線によって局部的に曲げられた状態を示す拡大斜視図である。
【図10】ワイヤロープの引張荷重と伸びとの関係を示すグラフである。
【図11】ひずみ時効の進行によるワイヤロープ破断荷重の変化を示すグラフである。
【発明を実施するための形態】
【0022】
以下、本発明を実施するための形態について図面を参照しながら詳細に説明する。
【0023】
本実施形態に係る高強度ワイヤロープ(以下、ワイヤロープという)1は、図1に示されるように、ロープ心2と、当該ロープ心2の周囲により合わされた複数の側ストランド3とから構成されている。本実施形態では、6本の側ストランド3が1本のロープ心2の周囲により合わされているが、側ストランド3の本数や構造については本発明ではとくに限定されない。
【0024】
ロープ心2は、図2に示されるように、7本の心ストランド4からなる。これらの心ストランド4は、それぞれ滑らかな外周面4aを有しており、いわゆる異形ストランドからなる。これら7本の心ストランド4のうちの1本の心ストランド4をロープ心の芯として、他の6本の心ストランド4がそのロープ心の芯の周囲により合わされることにより、ロープ心2が構成されている。
【0025】
それぞれの心ストランド4は、複数の素線5、6、7がより合わされて形成されている。具体的には、中心の素線5の周囲に2層目の素線6が複数本より合わされ、さらにその周囲に3層目の素線7がより合わされることにより、心ストランド4を構成している。
【0026】
心ストランド4の最外周の素線7は、丸形断面形状でない略台形断面形状の異形線からなる。異形線からなる素線7は、例えば、丸形断面形状の原料線を2層目の素線6の周囲により合わせてストランドとして、このストランドを当該ストランドの外接円の外径より若干小さい口径を有する丸穴ダイスに通すことによって、最外層にある丸形断面形状の原料線を外側から押圧して略台形断面形状に変形させてその外周面の曲率半径を変形前の曲率半径よりも大きくすることによって得られる。このとき、心ストランド4の外周面4aは、変形前のストランドに比べて比較的滑らかな略円筒面状に形成される。つまり、ストランドは、最外周の素線が周方向に配列される構成なので、ストランドの外周面は凹凸形状になるが、心ストランド4ではこの凹凸形状に比べ比較的滑らかな外周面となる。なお、素線7として、あらかじめ略台形断面形状をした異形線からなる原料線を用いてもよい。
【0027】
それぞれの心ストランド4は、異形線である素線7を含む複数の素線5〜7がより合わされて構成された異形ストランドからなる。そして、ロープ心2は、異形ストランドからなる心ストランド4がより合わされて構成された7×P・S(19)の構造の異形ロープからなる。
【0028】
これにより、上記のようなロープ心2の平坦な外周面2aは、異形線からなる最外周の素線7の外周面によって構成される。
【0029】
図1に示されるように、複数の側ストランド3は、複数の素線8、9、10、11、12がより合わされて形成されている。具体的には、本実施形態の側ストランド3は、36本の素線からなるウォーリントンシール形の側ストランドであり、中心の素線8の周囲に2層目の素線9がより合わされ、さらにその周囲に3層目の素線10およびフィラー用の素線11がより合わされ、さらにその周囲に4層目の素線12がより合わされることにより、側ストランド3を構成している。
【0030】
本実施形態のワイヤロープ1では、ロープ心2を構成する心ストランド4が比較的滑らかな外周面4aを有しており、心ストランド4の外周面4aにおける曲率半径は、側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きいので、心ストランド4の滑らかな外周面4aと側ストランド3の最外周の素線12の外周面12aとが線接触している。
【0031】
そして、ロープ心2の各素線5〜7のそれぞれ(好ましくは最外層の素線7)と側ストランド3の最外層の素線12との引張強さの比である素線強度比が90%以下になるように設定されている。
【0032】
ロープ心2の各素線5〜7および側ストランド3の最外層の素線12は、例えば、同じ原料線を伸線加工して製造され、引張強さが2000〜2500MPaである高強度の線材が用いられる。ロープ心2の各素線5〜7および側ストランド3の最外層の素線12の引張強さは、伸線加工時の減面率を変えることにより調整することが可能である。ロープ心2の各素線5〜7の減面率は、側ストランド3の最外層の素線12の減面率よりも低くなるように調整して、上記のように、ロープ心2の各素線5〜7のそれぞれと側ストランド3の最外層の素線12との素線強度比が90%以下になるように設定することが可能である。これにより、ロープ心2の各素線5〜7のそれぞれは、側ストランド3の最外層の素線12の引張強さの90%以下に抑えられ、ロープ心2の伸びが確保されている。
【0033】
上記のように構成された本実施形態の高強度ワイヤロープ1では、以下のような特徴を有する。
【0034】
(1)
本実施形態の高強度ワイヤロープ1では、ロープ心2を構成する心ストランド4が滑らかな外周面4aを有しており、心ストランド4の外周面4aにおける曲率半径は、側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きいので、ワイヤロープ1全体に引張荷重が作用する際も、従来のワイヤロープ状のロープ心(図3〜4に示されるIWRC32)の場合と比較して、ワイヤロープ1内部で発生する圧力をロープ心2を構成する心ストランド4の比較的滑らかな外周面4aで分散できるので、ロープ心2の素線5〜7に局部的な曲げによる圧痕が生じるおそれが低くなる。その結果、ロープ心2が側ストランド3と比較して低い荷重で早期に断線するおそれが低くなる。
【0035】
さらに、ロープ心2の各素線5〜7のそれぞれと側ストランド3の最外層の素線12との引張強さの比である素線強度比が90%以下に設定されているので、ロープ心2を構成する各素線を、上記の設定範囲を満たすように当該素線の減面率(伸線加工度)を低く抑えて伸線加工をすることにより、ロープ心2の伸びを維持することが可能になり、ロープ心2が早期に破断するおそれがさらに低くなる。
【0036】
(2)
また、本実施形態の高強度ワイヤロープ1では、上記のように、ロープ心2を構成する心ストランド4が比較的滑らかな外周面4aを有し、心ストランド4の外周面4aにおける曲率半径が側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きく、かつ、ロープ心2の素線5〜7と側ストランド3の最外層の素線12との引張強さの比である素線強度比が90%以下に設定されているので、ワイヤロープ1の破断荷重を高くするために、ワイヤロープ1を構成する素線5〜12(とくに、側ストランド3の最外層の素線12)の引張強さを高くしたことによって素線の靭延性が低下したとしても、後述するより減り率の増大を(例えば20%以下に)抑えることが可能であり、かつ、ロープ心2の早期断線を抑制することができる。これにより、ワイヤロープ1の破断荷重を向上させることが可能である。
【0037】
(3)
本実施形態の高強度ワイヤロープ1では、上記のように、ロープ心2を構成する心ストランド4が滑らかな外周面4aを有し、心ストランド4の外周面4aにおける曲率半径が側ストランド3の最外層の素線12の外周面12aにおける曲率半径より大きく、かつ、ロープ心2の素線と側ストランド3の素線との引張強さの比である素線強度比が90%以下に設定されているので、ひずみ時効の進行により、ワイヤロープ1の各素線の靭延性が低下した場合でも、より減り率の増大を(例えば20%以下に)抑えることが可能であり、かつ、ロープ心2の早期断線を抑制することができる。これにより、ひずみ時効が進行した場合でも、ワイヤロープ1の破断荷重を向上させることが可能である。
【0038】
(4)
本実施形態の高強度ワイヤロープ1では、心ストランド4の滑らかな外周面4aが異形線7の外周面によって構成されているので、従来の異形線7の製造技術によってロープ心2の平坦な外周面2aを容易に形成することが可能である。
【0039】
(5)
本実施形態の高強度ワイヤロープ1では、心ストランド4は、異形線7を含む複数の素線がより合わされて構成された異形ストランドからなるので、各心ストランド4の外周面4aは、異形線7によって滑らかな略円筒面状に形成することが可能である。そして、滑らかな外周面4aを有するこれら心ストランド4同士をより合わせて異形ロープからなるロープ心2を構成することにより、ロープ心2内部においても、心ストランド4同士の接触による圧力を分散することができるので、ロープ心2の早期断線を抑えることが可能である。
【0040】
(6)
本実施形態の高強度ワイヤロープ1では、ロープ心2の各素線5〜7の破断荷重および側ストランド3の各素線8〜12の破断荷重の合計である集合破断荷重をBw、ワイヤロープ1全体の破断荷重である実際破断荷重をBとして、より減り率Ls=(1−B/Bw)×100で表される場合において、当該より減り率Lsが20%以下であるように設定されるのが好ましい。これにより、ワイヤロープ1の破断荷重をより向上させることが可能である。
【0041】
(変形例)
上記実施形態では、ロープ心2の素線5〜7と側ストランド3の最外層の素線12との引張強さの比を素線強度比として、当該素線強度比が90%以下に設定されている例が示されているが、本発明はこれに限定されるものではなく、ロープ心2の各素線5〜7と側ストランド3の素線8〜12のうちのいずれか1本またはそれら全部との引張強さの比を素線強度比として設定してもよい。
[実施例]
【0042】
つぎに、本発明の実施形態に係るワイヤロープ1についての強度試験について説明する。
【0043】
<実験前の準備段階>
ここで、上記の本実施形態に係るワイヤロープ1(後段の表2〜3に示される実施例1〜2に対応するワイヤロープ)は、以下のような手順で製造した。
【0044】
まず原料線を伸線する前に鉛パテンチングの処理を行う。鉛パテンチングでは、原料線を加熱した後に鉛浴で急冷して焼入れを行う。
【0045】
ついで、鉛パテンチング後の素線を伸線する。
【0046】
その後、素線をより合わせて心ストランドを形成した後、上記実施形態のように、心ストランドを丸穴ダイスに通す。これにより、心ストランドの最外層の素線を略断面形状に変形させて、滑らかな外周面を有する異形ストランドになるように心ストランドを成形加工する。
【0047】
ついで、複数の心ストランドをより合わせて異形ロープ心を形成する。
【0048】
また、異形ロープ心の形成と並行して、鉛パテンチング後の素線を伸線しより合わせて複数の側ストランドを形成する。
【0049】
最後に異形ロープ心の周囲に複数の側ストランドをより合わせることにより、異形ロープ心を有するワイヤロープが完成する。
【0050】
なお、後段の表2〜3に示される比較例1〜4のワイヤロープも、鉛パテンチング後の素線を伸線しより合わせてロープ心および側ストランドを形成し、当該側ストランドをロープ心の周囲により合わせることにより製造される。
【0051】
(I)供試材
原料線として、以下の表1に示すように、比較例1〜4のための比較材、および実施例1〜2のための実施材、を用いて比較例1〜4および実施例1〜2のためのワイヤロープを製作した。
【0052】
【表1】
【0053】
(II)伸線加工
上記の表1に示す原料線に鉛パテンチングを施した後、それぞれの原料線を以下の表2に示される減面率でそれぞれ伸線加工することにより、当該表2に示す素線引張強さを有するワイヤロープ素線(すなわち、ロープ心の素線および側ストランドの外層素線)を得た。なお、ワイヤロープの素線特性評価は、JIS G 3525に準拠し、引張試験、捻回試験、および巻解試験をそれぞれ実施した。
【0054】
【表2】
【0055】
(III)試験用のワイヤロープの製造
上記の表2に示されるワイヤロープ素線を使用して、実施例1〜2のために、本実施形態のワイヤロープ1(図1〜2参照)を上記の構成で製造した。
【0056】
また、本発明の比較例として比較例1〜4のためのIWRCワイヤロープ31(図3〜4参照)を製造した。
【0057】
ここで、図3〜4に示される比較例のIWRCワイヤロープ31の構造は、ワイヤロープ状のロープ心(IWRC)32の周囲に36本の素線からなるウォーリントンシール形の側ストランド33が6本より合わされたIWRC6×WS(36)の構造を有している。ここでは、IWRC32は、7本の心ストランド34がより合わさって構成されている。各心ストランド34は、丸形断面形状の素線35〜36によってより合わされて構成されている。具体的には、中心の素線35の周囲に複数の素線36がより合わされることにより、心ストランド34が構成される。側ストランド33は、36本の素線からなるウォーリントンシール形の側ストランドであり、上記の図1に示される側ストランド3と同じ構造を有する。
【0058】
上記のように構成された比較例のIWRCワイヤロープ31では、図4に示されるように、IWRC32の外周面32aは、最外周の素線36の曲面によって、上記実施形態の平坦な外周面2a(図2参照)と比較して凹凸が大きくなっている。
【0059】
(IV)ワイヤロープの静引張試験
上記の表2に示されるワイヤロープ素線を使用して製造された比較例1〜4にかかるIWRCワイヤロープ31(図3〜4参照)と、本発明の実施例1〜2にかかるワイヤロープ1(図1〜2参照)とを、それぞれ静引張試験を行った。
【0060】
その試験結果は、以下の表3の通りである。
【0061】
【表3】
【0062】
(V)試験結果
(表2〜3の製作ロープNo.1)比較例1のワイヤロープは、ロープ心としてIWRCを有しており、ストランド外層素線の減面率が87%であり、ロープ心とストランド外層素線の強度比が96%(表2参照)のロープである。
【0063】
このロープは、時効促進処理(すなわち、ワイヤロープを加熱してひずみ時効を促進する処理。詳細については後段で述べる)の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の98%程度を維持しているので、ロープ心の早期断線は生じていないと考えられる。しかし、ストランド外層素線の引張強さが低いため、ワイヤロープ破断荷重BLが低かった(表3参照)。
【0064】
(同製作ロープNo.2)比較例2のワイヤロープは、ロープ心としてIWRCを有しており、ストランド外層素線の減面率が93%であり、ロープ心とストランド外層素線の強度比が99%(表2参照)のロープである。
【0065】
このロープは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の87%以下であるので、ロープ心の早期断線が生じたと考えられる。特に時効促進処理を行った場合は、ロープ心の早期断線荷重が低く、ワイヤロープ破断荷重BLは時効促進処理を行わない場合に比べて低かった(表3参照)。
【0066】
(同製作ロープNo.3)比較例3のワイヤロープは、ロープ心としてIWRCを有しており、ストランド外層素線の減面率が92%であり、ロープ心とストランド外層素線の強度比が86%(表2参照)のロープである。
【0067】
このロープは、時効促進処理を行わない場合は、ロープ心の早期断線荷重はワイヤロープ破断荷重の97%程度を維持しているので、ロープ心の早期断線が生じていないと考えられる。一方、時効促進処理を行った場合は、ワイヤロープ破断荷重BLが時効促進処理を行わない場合に比べてほとんど変化していないものの、ロープ心の早期断線荷重がワイヤロープ破断荷重の63%程度まで低下しているので、ロープ心の早期断線が生じたと考えられる(表3参照)。
【0068】
(同製作ロープNo.4)比較例4のワイヤロープは、炭素含有量が0.90重量%を超える高炭素鋼線材を素線として使用し、かつ、ロープ心としてIWRCを有している。ストランド外層素線の減面率が87%であり、ロープ心とストランド外層素線の強度比が99%(表2参照)のロープである。
【0069】
このロープは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の81%以下であるので、ロープ心の早期断線が生じたと考えられる。特に時効促進処理を行った場合は、ロープ心の早期断線荷重が低い。しかし、時効促進処理を行わない場合のワイヤロープ破断荷重BLは993kNであり、比較例1〜4の中で2番目に高い(表3参照)。
【0070】
(同製作ロープNo.5)実施例1のワイヤロープは、ロープ心として異形ロープ心を有しており、ストランド外層素線の減面率が92%であり、ロープ心とストランド外層素線の強度比が85%(表2参照)のロープである。
【0071】
このロープでは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の94%程度を維持しているので、ロープ心の早期断線が生じていないと考えられる。また、時効促進処理を行った場合では、上記比較例1〜4を上回る、高いワイヤロープ破断荷重BL(1001kN)を得ることができた(表3参照)。
【0072】
(同製作ロープNo.6)実施例2のワイヤロープは、上記実施例1と同様に、ロープ心として異形ロープ心を有しているが、ストランド外層素線の減面率が91%であり、ロープ心とストランド外層素線の強度比が90%(表2参照)のロープである。
【0073】
このロープでは、時効促進処理の有無に関わらず、ロープ心の早期断線荷重はワイヤロープ破断荷重の94%程度を維持しているので、ロープ心の早期断線が生じていないと考えられる。また、時効促進処理を行った場合では、実施例2のワイヤロープ破断荷重BL(983kN)は、上記実施例1よりは若干低いものの、上記比較例1〜4を上回っている(表3参照)。
【0074】
(VI)試験結果の考察
比較例1(同製作ロープNo.1)と比較例2(同製作ロープNo.2)との比較により、ロープ心と側ストランド素線の減面率が90%を超えるとロープ心の早期断線が発生し、高いワイヤロープ破断荷重BLを得ることができないことがわかった。
【0075】
また、比較例2(同製作ロープNo.2)と比較例3(同製作ロープNo.3)との比較により、側ストランド素線の減面率が90%以上を超える場合でも、ロープ心と側ストランドの素線強度比を90%以下にすることにより、時効促進処理を行わない場合はロープ心の早期断線は発生せず、高いワイヤロープ破断荷重BLを得ることができることがわかった。しかし、時効促進処理を行った場合は、ロープ心の早期断線が生じ、高いワイヤロープ破断荷重BLを得ることができないこともわかった。
【0076】
また、比較例2(同製作ロープNo.2)と比較例4(同製作ロープNo.4)との比較により、炭素含有量が0.90重量%を超える高炭素鋼線材をしようすると、ロープ心と側ストランド素線の減面率を90%以下としても、ロープ心の早期断線が発生し、高いワイヤロープ破断荷重BLを得ることができないことがわかった。
【0077】
実施例1〜2(同製作ロープNo.5〜6)を比較例1〜4(同製作ロープNo.1〜4)と比較すれば、側ストランド素線の減面率が90%を超えた場合でも、ロープ心として異形ロープ心を使用し、さらにロープ心と側ストランドの素線強度比を90%以下にすることにより、時効促進処理の有無に関わらず、ロープ心の早期断線が発生しないことがわかった。また、時効促進処理が有る場合には、実施例1〜2のワイヤロープ破断荷重BLは比較例1〜4のそれらよりも常に高くなることがわかった。
【0078】
以上のことから、ワイヤロープ用素線を高強度化する際に、側ストランドの減面率が90%を超える伸線加工を施した場合でも、実施例1〜2のワイヤロープのように、ロープ心として異形ロープ心を使用し、かつ、ロープ心と側ストランドの素線強度比を90%以下に設定することにより、時効促進処理の有無に関わらず、ロープ心の早期断線は発生せず、とくに、時効促進処理が有る場合には高いワイヤロープ破断荷重BLを得ることができることがわかった。
【0079】
(ひずみ時効および時効促進処理についての説明)
上記実験例では、ひずみ時効が高強度ワイヤロープに及ぼす影響を確認・評価する方法として、ワイヤロープ本体の加熱促進処理を実施した。この処理は、時効促進処理と呼ばれるものであり、具体的には以下のように行われる。
【0080】
図11に示されるように、実使用環境下における、従来の高強度ワイヤロープ本体のひずみ時効によるワイヤロープ破断荷重BLの変化率の低下(図11の曲線C参照)は、普通強度品であるワイヤロープにおける破断荷重BLの変化率の上昇(図11の曲線D参照)と同様に、1年間程度で収束している。そのため、室温で当該期間に生じる、ひずみ時効の原因となる、鋼材中の炭素原子の拡散を再現する目的で、処理温度を75℃、処理時間を48時間とした加熱促進処理(時効処理)を実施した。
【0081】
なお、この時効促進処理条件については、以下の式2に示す鋼材中の炭素の拡散係数式を用い、室温にて当該期間に生じる炭素原子の拡散距離Dtを算出し、Dt相当の拡散を再現するための処理温度および処理時間を決定した。
Dt=3.94×10−7exp{(80.3kJ/mol)/RT}m2/s (式2)
【符号の説明】
【0082】
1 ワイヤロープ
2 ロープ心
3 側ストランド
4 心ストランド
5、6、7、8、9、10、11、12 素線
【特許請求の範囲】
【請求項1】
複数の素線がより合わされて形成された心ストランドを複数本より合わせて形成されたロープ心と、
複数の素線がより合わされて形成された側ストランドであって、前記ロープ心の周囲により合わされた複数の側ストランドと
を備えており、
前記心ストランドは、滑らかな外周面を有しており、
前記心ストランドの外周面における曲率半径は、前記側ストランドの最外層の素線の外周面における曲率半径より大きく、
前記ロープ心の素線と前記側ストランドの素線との引張強さの比である素線強度比が、90%以下である、
ことを特徴とする、高強度ワイヤロープ。
【請求項2】
前記ロープ心の前記素線の少なくとも一部は、丸形断面形状でない断面形状を有する異形線からなり、
前記心ストランドの前記外周面は、前記異形線の外周面によって構成されている、
請求項1に記載の高強度ワイヤロープ。
【請求項1】
複数の素線がより合わされて形成された心ストランドを複数本より合わせて形成されたロープ心と、
複数の素線がより合わされて形成された側ストランドであって、前記ロープ心の周囲により合わされた複数の側ストランドと
を備えており、
前記心ストランドは、滑らかな外周面を有しており、
前記心ストランドの外周面における曲率半径は、前記側ストランドの最外層の素線の外周面における曲率半径より大きく、
前記ロープ心の素線と前記側ストランドの素線との引張強さの比である素線強度比が、90%以下である、
ことを特徴とする、高強度ワイヤロープ。
【請求項2】
前記ロープ心の前記素線の少なくとも一部は、丸形断面形状でない断面形状を有する異形線からなり、
前記心ストランドの前記外周面は、前記異形線の外周面によって構成されている、
請求項1に記載の高強度ワイヤロープ。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−67888(P2013−67888A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−206474(P2011−206474)
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000192626)神鋼鋼線工業株式会社 (44)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000192626)神鋼鋼線工業株式会社 (44)
【Fターム(参考)】
[ Back to top ]