
高強度多孔質アルミニウム合金の製造方法

【課題】気孔を均一に形成することができ、軽量且つ高強度な多孔質アルミニウム合金を製造するための有用な方法を提供する。
【解決手段】本発明方法は、純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属の小片と、アルミニウムと合金を生成しうる第2の金属の粉末と、発熱助剤を含み、アルミニウムと第2の金属の原子量比(前者:後者)が4:1〜10:1である原料混合物を固化成形する工程、前記固化成形体を前記アルミニウム系金属の小片の融点以上の温度に加熱し、次いで前記固化成形体をその自己発熱によってさらに加熱する燃焼合成工程、とから構成される。
【解決手段】本発明方法は、純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属の小片と、アルミニウムと合金を生成しうる第2の金属の粉末と、発熱助剤を含み、アルミニウムと第2の金属の原子量比(前者:後者)が4:1〜10:1である原料混合物を固化成形する工程、前記固化成形体を前記アルミニウム系金属の小片の融点以上の温度に加熱し、次いで前記固化成形体をその自己発熱によってさらに加熱する燃焼合成工程、とから構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衝撃吸収部材、断熱材、吸・遮音材、制振材等として広範な分野で工業上利用される多孔質アルミニウム合金の製造方法に関するものであり、特に軽量且つ高強度な多孔質アルミニウム合金を製造するための有用な方法に関するものである。
【背景技術】
【0002】
構造材料や機能性材料に対する要求が高度化且つ多様化する中で、これらの材料における高強度且つ軽量(高気孔率)、および均質化制御技術の開発が進められている。特に近年では、環境・リサイクル性への関心も高まり、コストや機能を犠牲としないような新しい技術による多孔質構造体の製造方法への期待は大きいものとなっている。
【0003】
多孔質構造体としては、水素を気孔生成源とするアルミニウム系発泡体が開発され、実用化されている。しかしながら、この技術は比較的融点の低いアルミニウム等の金属材料に適用対象が限られ、高融点で高強度のアルミニウム合金の多孔質構造体への適用は限られている。アルミニウム合金のセル構造体を製造するための方法としては、原料粉末を圧粉体とした後焼結する方法が一般的に採用されている。しかしながら、こうした方法では、製造工程が複雑となるばかりか、焼結工程において多大な時間を要するという問題がある。
【0004】
こうしたことから、燃焼合成によって瞬時に多孔質構造体を製造する方法(以下、この方法を「燃焼合成法」と呼ぶ)も実施されている。この燃焼合成法は、原料粉末を融点以上まで加熱し、その後の自己発熱によって、発泡を生じさせるものである。このときの発泡は、原料粉末に通常含まれている(粉末表面に吸着、若しくは粉末中に吸蔵されている)ガス成分(例えば、水素、酸素、窒素等)によって生じるものであり、多孔質構造体を形成することになる。
【0005】
こうした方法に関して、例えば特許文献1には、「ガス成分が吸着または吸蔵されている第1金属の粉末と、第1金属の粉末の間に金属間化合物を生成する第2の金属の粉末を混合して原料粉末とし、該原料粉末を圧粉成形した後、金属間化合物またはセラミックスを生成する燃焼合成反応時に前記ガス成分を第1金属から放出させ、金属間化合物またはセラミックスの内部に気孔を生じさせる多孔質金属間化合物またはセラミックスの製造方法」について開示されている。
【0006】
この技術は、原料粉末中の第1金属(例えば、Al)と第2の金属(例えば、Ni)の原子量比(Al/Ni)を3.0程度までとし、生成物組織中に金属アルミニウムを含まない多孔質金属間化合物を燃焼合成法で製造するものである。この技術で得られる多孔質構造体は、その骨格となる金属間化合物が硬質なものとなるが、骨格中に内在する微小欠陥の影響によって圧縮強度が低くなるという若干の問題がある。
【0007】
上記技術では、原料として微細な粉末を用いているのでコストが高くなることが懸念されている。こうしたことから、アルミニウム切削屑のような比較的安価な大粒原料を用いることも考えられる。しかしながら、アルミニウム切削屑のような大粒原料を用いた場合には、燃焼合成中に発泡ガスが容易に大気放出され、希望する気孔形態を有する多孔質アルミニウム合金を生成することができないと考えられていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−97531号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明はこうした状況の下でなされたものであって、その目的は、気孔を均一に形成することができ、軽量且つ高強度な多孔質アルミニウム合金を製造するための有用な方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決することのできた本発明の高強度多孔質アルミニウム合金の製造方法とは、
純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属の小片と、アルミニウムと合金を生成しうる第2の金属の粉末と、発熱助剤を含み、アルミニウムとの原子量比(前者:後者)が4:1〜10:1である原料混合物を固化成形する工程、
前記固化成形体を前記アルミニウム系金属の小片の融点以上の温度に加熱し、次いで前記固化成形体をその自己発熱によってさらに加熱する燃焼合成工程、
とから構成される点に要旨を有するものである。
【0011】
本発明で用いる発熱助剤としては、TiとB4Cをモル比で3:1〜5:1の範囲で含む混合物であることが好ましい。また、発熱助剤の含有量は5〜20質量%であることが好ましい。
【0012】
本発明の製造方法において、アルミニウムと合金を生成しうる第2の金属の粉末としては、Ni,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上が挙げられる。
【0013】
本発明方法において、前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の粉末である場合には、圧粉成形によって前記固化成形体にするようにすれば良い。前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の切削屑である場合には、前記原料混合物を600℃以下の温度で熱間押出しして固化成形体にすることが有用である。
【発明の効果】
【0014】
本発明によれば、燃焼合成法で多孔質アルミニウム合金を製造するに際して、原料混合物中のAlと第2の金属の原子量比を適切に規定すると共に、発熱助剤を含有させることによって、気孔を均一に形成してすることができ、軽量且つ高強度な多孔質アルミニウム合金を製造できた。
【図面の簡単な説明】
【0015】
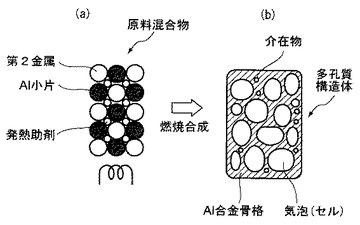
【図1】多孔質アルミニウム合金の生成メカニズムを説明するための図である。
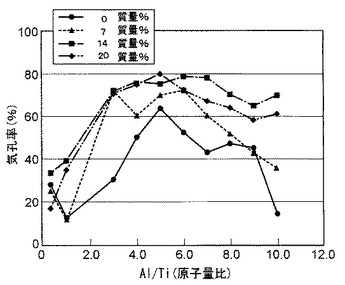
【図2】原料混合物中のAl/Ti(原子量比)と発熱助剤の含有量が、多孔質アルミニウム合金の気孔率に与える影響を示したグラフである。
【図3】Al−Ni(Al3Ni)金属間化合物組織中の微小欠陥を示す図面代用顕微鏡写真である。
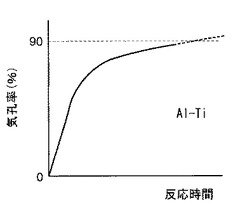
【図4】燃焼合成の反応時間が気孔率に及ぼす影響を示すグラフである。
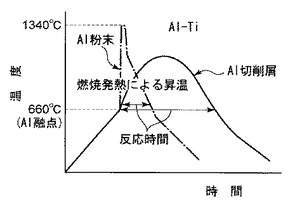
【図5】原料混合物の形態(粉末または切削屑)が燃焼合成の反応時間に及ぼす影響を示すグラフである。
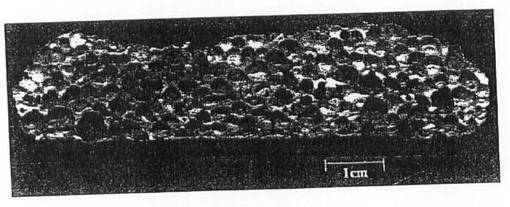
【図6】工業用純アルミニウム切削屑を原料混合物として得られた多孔質アルミニウム合金の断面を示す説明図である。
【図7】原子量比が及ぼす気孔形態への影響を示す図面代用断面写真である。
【図8】異なる成形圧力により作製された圧粉体を用いて燃焼合成により得られた多孔質アルミニウム合金の断面を示す図面代用断面写真である。
【図9】異なるアルミニウム切削屑によって得られた多孔質アルミニウム合金の例を示す図面代用断面写真である。
【図10】本発明の多孔質アルミニウム合金の組織を示す図面代用顕微鏡写真である。
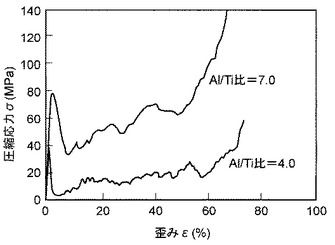
【図11】本発明のAl−Ti系多孔質アルミニウム合金の圧縮応力σ−歪みε曲線を示すグラフである。
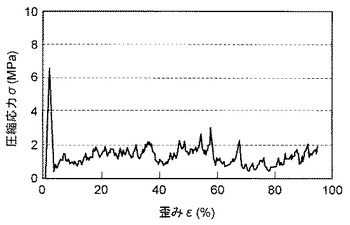
【図12】従来のAl−Ni系多孔質アルミニウム合金の圧縮応力σ−歪みε曲線を示すグラフである。
【発明を実施するための形態】
【0016】
本発明者らは、上記目的を達成する為に様々な角度から検討した。その結果、純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属(アルミニウム若しくはアルミニウム合金:以下、「第1金属」と呼ぶことがある)の小片と、アルミニウムと合金を生成しうる第2の金属の粉末を混合するに際し、これらの原子量比(第1金属中のAl:第2の金属)を4:1〜10:1にすると共に、発熱助剤を含有させた原料混合物を用いて燃焼合成法を適用することによって、多孔質構造体の骨格中にアルミニウム合金部分を多量に生成させて希望する特性を発揮する多孔質アルミニウム合金が実現できることを見出し、本発明を完成した。以下、本発明が完成された経緯に沿って本発明の構成を詳細に説明する。
【0017】
本発明で適用する燃焼合成法で生じる反応は、異種金属を融点以上の温度に加熱することによって、相互拡散反応を活発化させ、多孔質構造体を生成する反応である。この反応は、発熱反応であり(即ち、融点以上の温度までの加熱以降は自己発熱によって反応が進行する)、多孔質構造体が瞬時に生成することになる。
【0018】
図1は、本発明方法によって多孔質アルミニウム合金が生成するメカニズムを説明するための図である。アルミニウム若しくはアルミニウム合金(以下、「アルミニウム(Al)」で代表することがある)の小片と、Ti等の第2の金属(以下、Tiで代表することがある)の粉末を混合した原料混合物に、発熱助剤を添加して燃焼合成すると[図1(a)、Al原子とTi原子との間で結合が生じ、Al−Ti系金属間化合物を生成して骨格を形成すると共に(一部介在物が含まれる)、第1金属中に吸着または吸蔵されている水素、酸素、窒素等のガス成分が原料粉末から放出され、内部に複数の気泡(セル)が形成されることになる[図1(b)]。このとき、AlとTiとのAl/Ti比(原子量比)が大きいと、Al3Tiを複合相として有するアルミニウム合金(即ち、多孔質アルミニウム合金)が生成することになる(後記図10参照)。
【0019】
燃焼合成反応によって多孔質アルミニウム合金を生成する組合せは、Al−Tiの他、Al−Ni、Al−Zr、Al−Fe、およびこれらの混合物(即ち、第2の金属がNi,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上)等が挙げられる。
【0020】
尚、第1金属に含まれるガス成分の形態として、「吸着または吸蔵されている」と表現したのは、第1金属中にフリーの形態で含まれている(この状態を「吸蔵」と呼んでいる)ガス成分の他、第1金属中に水和物、酸化物、窒化物としてAl小片と反応しているガス成分(この形態を「吸着」と呼んでいる)を包含する趣旨である。
【0021】
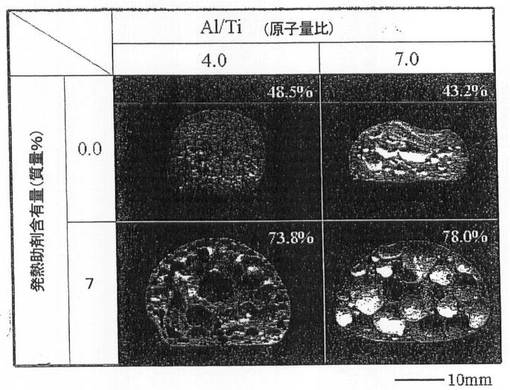
図2は、原料混合物中のAl/Ti比(原子量比)と発熱助剤の含有量(原料混合物全体に対する含有量)が、多孔質アルミニウム合金の気孔率に与える影響を示したグラフである。気孔形態(大きさ、形状)が均質で高気孔率(図2での気孔率の基準は50%)の多孔質材料の原子量比の最適値は4〜10の範囲で、発熱助剤は5〜20質量%の範囲であることが分かる。特に、Al/Ti比(原子量比)が4〜7で、発熱助剤の含有量が14〜20質量%の場合には、より高い気孔率を示すものとなるので(気孔率:例えば75%以上)、好ましい。
【0022】
また、Al/Ti比(原子量比)が4.0程度では、発熱助剤の含有量によっては、表面部と内部で気孔形態が異なり、均一とは言い難い場合も若干生じるが(後記図7参照)、この場合は発熱助剤の含有量を増加させることによって、均質で高気孔率の多孔質アルミニウム合金を製造することはできる。要するに、Al/Ti比(原子量比)と、発熱助剤の含有量を上記範囲内で適切に調整することによって、希望する特性を発揮する多孔質アルミニウム合金が実現できる。
【0023】
図3は、第2の金属としてNi粉末を用い(第1金属はAl粉末)、Al/Ni比(原子量比)を3として燃焼合成したとき(発熱助剤の添加なし)の多孔質構造体の金属組織を示したものである(図面代用顕微鏡写真)。こうした条件で製造された多孔質構造体では、Al−Ni金属間化合物組織中(Al3Ni)に微小欠陥が発生することになる。こうした微小欠陥の存在が、従来技術で得られた多孔質材料が強度的に不足する原因と考えられる。これに対し、本発明で得られる多孔質アルミニウム合金では、上記のような微小欠陥がなくなり、後記実施例に示すように(例えば、表3、図11)、高い強度(従来品の3倍以上)を示すものとなる。こうしたことから、上記Al/Ti比(またはAl/Ni比)の増大は、圧縮強度を向上させる上で有用であることが分かる。
【0024】
燃焼合成反応の原理は、アルミニウムの小片と異種金属の混合粉末を高温加熱して、アルミニウム合金を合成する際に、アルミニウム小片に吸着または吸蔵されているガス成分が放出されて気泡を形成する。本発明者らは、原料混合物からのガス成分放出のための反応時間が長いことに着目し、原料混合物の混合比(第1金属中のAlと第2の金属の混合比)、熱間押出し温度や圧力(高密度固化)、および発熱助剤の添加等によって燃焼合成反応を制御することで、アルミニウム小片を有効に利用して多孔質アルミニウム合金を製造することについても検討した。特に、粒径の大きなアルミニウム切削屑(例えば、最大径で1mm程度の異形状のもの)を原料粉末として用いる場合には、ガス成分の容易な大気放出を防止するために、適切な温度による押出し成形によって、燃焼合成前の固化(高密度固化)を行なって、燃焼合成のための圧粉体とすることが有効であることが分かった。こうした工程を行なうことによって、所定の気孔形態や気孔率を有する多孔質アルミニウム合金を低コストで製造することができる。
【0025】
尚、アルミニウム切削屑とは、帯ノコ切断する際に生成し、粒径が比較的大きく(最大径が1〜1.2mm程度)、その形状が均一でないものを意味し、これまであまり利用されていなかったものである。
【0026】
一方、原料混合物として市販のアルミニウム粉末(本発明では、最大粒径が45μm以下のものと言う)を主体として用いる場合には、圧粉成形(例えば、室温単軸圧粉成形)にて固化したもの(圧粉体)を得ることができるが、本発明者らはアルミニウム切削屑での高密度のための最適な固化方法についても検討した。その結果、燃焼合成反応を生じない600℃程度の温度(アルミニウムの融点は660℃程度)での熱間押出しが均質・高密度化に有効であることが判明した。尚、このときの温度は好ましくは400℃以上である。400℃未満での熱間押出しであっても、多孔質アルミニウム合金を得ることはできるが、気孔率は若干低下する。また、アルミニウム粉末を原料混合物として用いた場合であっても、多孔質アルミニウム合金の気孔サイズや気孔率は、原料混合物の圧縮比や圧縮条件によって制御できるが、押出し法等の高圧圧縮成形では、圧粉成形と比べて15%程度気孔率を向上させることができた。
【0027】
上記各固化条件を採用するに際しては、原料混合物をアルミニウム粉末またはアルミニウム切削屑のいずれかを必ず採用する趣旨ではなく、両者を混合したものを用いることもできるものである。要するに、どちらの形態のもの(粉末または切削屑)が主成分(例えば、70質量%以上)であるかによって、採用する方法を決定すれば良い。
【0028】
上記のようにして得られる多孔質アルミニウム合金の気孔サイズや気孔率は、アルミニウム小片(粉末または切削屑)に吸着または吸蔵されているガス成分の量や、燃焼合成反応の進行の度合い(進展度)によって制御できる。ガス成分が多くなればなるほど、また燃焼合成反応が進行するほど(反応時間が長いほど)、多孔質アルミニウム合金の気孔率が増加すると共に(図4)、気孔サイズが大きくなる。逆に、ガス成分が少なくなればなるほど、また反応時間が短いほど、多孔質アルミニウム合金の気孔率が減少すると共に、気孔サイズが小さくなる。
【0029】
図5は、原料混合物の形態(粉末または切削屑)が、燃焼合成の反応時間に及ぼす影響を示したグラフである。例えば、アルミニウム切削屑を用いた場合では、その表面に酸化物や水和物(Al2O3・3H2OまたはAl2O3・H2O)からなる皮膜が形成されているが、酸化物や水和物は燃焼合成時に切削屑表面から放出され、酸素、水素、水蒸気等の気泡となって多孔質アルミニウム合金の内部に気泡を形成する。アルミニウム切削屑は、その粒径が大きくその表面積が小さいために、その表面からガスが放出されやすい状態となっている。
【0030】
こうしたことから、原料混合物の主成分がアルミニウム切削屑である場合には、その固化工程において、ガスの大気放出を防止すると共に、ガス成分の量的制御を効果的に行なうことができる熱間押出しによる高密度化が有効である。一方、原料混合物の主成分がアルミニウム粉末である場合には、燃焼合成反応が速いが(図5)、アルミニウム切削屑は粒径が大きいために、反応時間が長くなることもあり、均質で粉末よりも高気孔率(粉末で80%程度、切削屑で90%以上)の多孔質アルミニウム合金が得られるものとなる。
【0031】
燃焼合成反応の進展度は、原料混合物中に添加される発熱助剤の含有量によっても制御できる。この発熱助剤は、燃焼合成反応(この反応は発熱反応)を促進するために添加されるものであり、この含有量が多くなればなるほど気孔サイズを大きくすると共に、気孔率を高めるように作用する。こうした発熱助剤としては、TiやB4C等(夫々単独または混合物)が挙げられるが、TiとB4Cをモル比で3:1〜5:1の範囲で含む混合物であることが好ましい。また、発熱助剤の含有量は5〜20質量%であることが好ましい。
【0032】
本発明においては、第2の金属の粉末としては、Ni,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上を用いることができる。即ち、第2の金属(アルミニウムとの間にアルミニウム合金を生成する金属)としてTiを含む場合もあるが、こうした場合に発熱助剤としてもTiを含むときには、TiとB4Cのモル比が5:1を超える領域の余剰のTiは第2の金属として扱う。
【0033】
燃焼合成反応の開始時間は、使用する原料混合物中で最も低い融点を持つ物質の融点で決まることになる。燃焼合成反応は、加熱速度:400℃/分程度の高周波誘導加熱でも確認され、全ての試料で反応開始温度に達すると、数秒以内の短時間で反応は完了するものとなる。尚、本発明で原料として用いられるアルミニウム合金(粉末または切削屑)の種類については、限定するものではなく、Mg,Si,Cu,Fe,Mn,Zn等、通常のアルミニウム合金に含有されている成分を含有していても良い。
【0034】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0035】
[実施例1]
最大粒径が45μmのAl粉末と、最大粒径が44μmのTi粉末とを、Al:Ti=4:1(原子量比)の割合となるように混合し、直径が10mmの円柱状に圧粉成形した。また、最大粒径が1mm程度である工業用純アルミニウム切削屑と、最大粒径が44μmのTi粉末とを、原子量比Al:Ti=4:1の割合で混合する共に、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を14質量%の割合(原料混合物全体に対する割合)で混合し、直径が10mmの円柱状に熱間押出し成形した。
【0036】
上記で得られた圧粉成形体および押出し成形体を、赤外線イメージ炉に挿入して加熱したところ、Alの融点(660℃)近傍で燃焼合成反応が生じていることが確認できた。燃焼合成反応後に、各成形体をイメージ炉から取り出し、内部構造を調査したところ、アルキメデス法による気孔率(平均気孔率)が、アルミニウム粉末を原料として用いたもので75%程度となり、アルミニウム切削屑を原料として用いたもので85%程度となって多数の気泡が分散していた。また気泡は大部分が、独立気泡であった。
【0037】
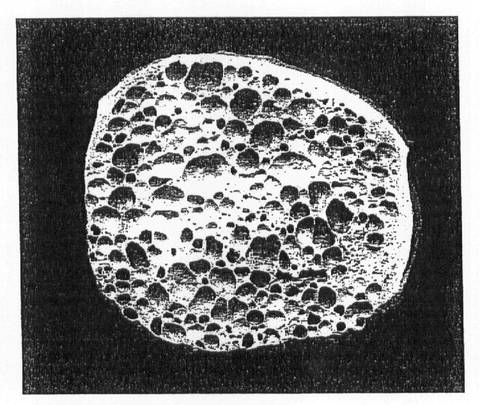
Ti粉末を用いる変わりにNi粉末を用い(最大粒径:5μm)、これとアルミニウム粉末(最大粒径:45μm)または工業用純アルミニウム切削屑(最大粒径:1mm程度)を原子量比(Al:Ni)が4.5:1となるように混合し、これに発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)の混合粉末を7質量%(原料混合物全体に対する割合)となるように添加・混合し、アルミニウム切削屑では上記と同様に熱間押出し成形した後、これらを燃焼合成した。この場合にも、工業用純アルミニウム切削屑を用いたものでは、主として独立気泡が多数分散した気孔率90%以上の多孔質アルミニウム合金が得られていた。このとき得られた多孔質アルミニウム合金の内部構造(気孔形状)を図6(図面代用断面写真)に示す。
【0038】
[実施例2]
最大粒径が45μmのAl粉末と、最大粒径が44μmのTi粉末とを、AlとTiの原子量比(Al:Ti)が1:3〜10:1(Al/Ti=0.33〜10.0)の割合となるように混合し、これに発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を0〜20質量%(原料混合物全体に対する割合)の範囲で変化させて添加・混合し、圧粉成形した後、実施例1と同様にして燃焼合成し、上記原子量比(Al/Ti)や発熱助剤の含有量が多孔質アルミニウム合金の気孔率に及ぼす影響について調査した。その結果を、下記表1に示す。また、この結果を図示したのが、前記図2である。
【0039】
【表1】

【0040】
これらの結果から明らかなように、気孔率はアルミニウム粉末とTi粉末の混合割合、発熱助剤の含有量等によって影響されることが分かる。特に、Al/Ti比(原子量比)を4.0〜7.0とすると共に、発熱助剤の含有量を14〜20質量%の範囲とした場合には、良好な気孔率(67%以上)が達成されていることが分かる。尚こうした傾向は、アルミニウム切削屑やNi粉末を用いた場合も同様であることが確認できた。このうち、代表的な内部形状(気孔形状)を図7(図面代用断面写真)に示す。
【0041】
[実施例3]
最大粒径が45μmのAl粉末と、最大粒径が44μmのTi粉末とを、Al:Ti=4:1(原子量比)の割合となるように混合し、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を14質量%の割合(原料混合物全体に対する割合)で添加・混合し、室温短軸圧粉成形(圧粉圧力:30〜165MPa)、または温度400℃での熱間押出し(押出し圧力:240MPa)によって成形した。
【0042】
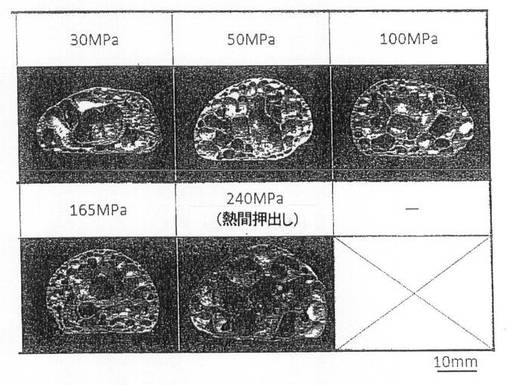
得られた成形体を実施例1と同様にして燃焼合成し、多孔質アルミニウム合金を製造した。得られた多孔質アルミニウム合金の相対密度、気孔径(平均気孔径)および気孔率(平均気孔率)を下記表2に示す。このうち、各種圧縮応力で製造したものの代表的な内部形状(気孔形状)を図8(図面代用断面写真)に示す。
【0043】
【表2】
【0044】
[実施例4]
大きさ(最大径)が1mm程度である工業用純アルミニウム切削屑と、最大粒径が5μmのNi粉末とを、Al:Ni(原子量比)=4.5:1の割合で混合する共に、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を7質量%の割合(原料混合物全体に対する割合)で混合した原料混合物を、熱間押出し成形の加熱温度を400℃と500℃に設定して、圧粉成形体とし、これを実施例1と同様の条件で燃焼合成し、得られた多孔質アルミニウム合金の気孔率に及ぼす熱間押出し温度の影響について調査した。
【0045】
その結果、熱間押出し成形の加熱温度が500℃のときに90%以上の気孔率の多孔質アルミニウム合金が得られ、400℃のときには80%程度の多孔質アルミニウム合金しか得られず、熱間押出し成形時の加熱温度を500℃にすることが有効であることが確認できた。
【0046】
[実施例5]
異なる組成(6063系Al合金切削屑:50質量%と、4042系Al合金:50質量%)のアルミニウム切削屑(最大径:1mm)と、最大粒径が5μmのNi粉末とを、Al:Ni(モル比)=4.5:1の割合で混合する共に、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を7質量%の割合(原料混合物全体に対する割合)で混合して原料混合物として熱間押出しによって成形体を作製し、これを実施例1と同じ加熱条件で燃焼合成を行なった。その結果、切削屑の組成の如何に関わらず、良好な形態を示す多孔質アルミニウム合金を得ることができた。このとき得られた多孔質アルミニウム合金の断面を図9(図面代用断面写真)に示す。
【0047】
[実施例6]
前記実施例2で得られたAl−Ti系多孔質アルミニウム合金(Al/Ti=4.0、7.0のもの)と、従来技術で得られたAl−Ni系多孔質アルミニウム合金(Al/Ni=3.0のもの)について、密度、降伏応力、プラトー応力σp(20−30%プラトー応力σp)および吸収エネルギーEについて調査した。
【0048】
尚、上記調査項目のうち、降伏応力σy(MPa)、プラトー応力σp(20−30%プラトー応力σp:MPa)および吸収エネルギーE(MJ/m3)については、JIS H 7902に準拠して求めたものである。尚、プラトー応力σpとは、多孔質アルミニウム合金の圧縮強度を示す指標となるものであり、この値が大きいほど高圧縮強度であることを示している。
【0049】
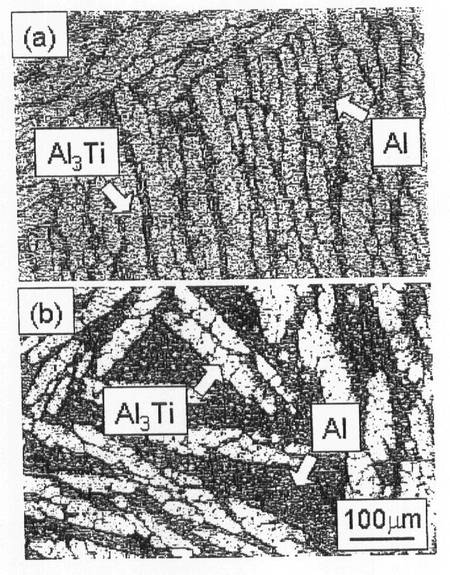
その結果を、下記表3に一括して示す。Al−Ti系多孔質アルミニウム合金(Al/Ti=4.0、7.0のもの)の生成物の組織を図10[図面代用写真:図10(a)は、Al/Ti=4.0のもの、図10(b)は、Al/Ti=7.0のもの]に示す。また本発明のAl−Ti系多孔質アルミニウム合金の圧縮応力σ−歪みε曲線を図11に、従来のAl−Ni系多孔質アルミニウム合金(Al/Ni=3.0のもの)の圧縮応力σ−歪みε曲線を図12に夫々示す。尚、下記表3には、6061系Al合金溶湯を発泡剤(水素化チタン:TiH2)によって発泡させて得られた多孔質構造体の結果についても示した(表中「6061合金」で示す)。
【0050】
【表3】
【0051】
この結果から明らかなように、本発明で得られたAl−Ti系多孔質アルミニウム合金(Al/Ti=4.0、7.0のもの)は、既存のAl−Ni系多孔質アルミニウム合金(Al/Ni=3.0のもの)に比べて、極めて高い圧縮応力が実現できていることが分かる。
【産業上の利用可能性】
【0052】
本発明では、アルミニウム合金を製造するための組合せにおいて、適切な組成のアルミニウム粉末や切削屑と異種金属粉末とを混合した原料粉末を用いて燃焼合成することによって、良好な形態を有する多孔質アルミニウム合金が得られる。このような多孔質アルミニウム合金は、既存の多孔質構造体に比べて、極めて高い強度(例えば、圧縮強度)を示すものとなる。また、本発明の多孔質アルミニウム合金の気孔サイズや気孔率は、原料粉末の混合比、原料粉末の固化時の圧縮比、発熱助剤の添加量等によって制御でき、衝撃吸収部材、断熱材、吸・遮音材、制振材等の用途に応じて20〜90%の気孔率の範囲で調整できる。
【技術分野】
【0001】
本発明は、衝撃吸収部材、断熱材、吸・遮音材、制振材等として広範な分野で工業上利用される多孔質アルミニウム合金の製造方法に関するものであり、特に軽量且つ高強度な多孔質アルミニウム合金を製造するための有用な方法に関するものである。
【背景技術】
【0002】
構造材料や機能性材料に対する要求が高度化且つ多様化する中で、これらの材料における高強度且つ軽量(高気孔率)、および均質化制御技術の開発が進められている。特に近年では、環境・リサイクル性への関心も高まり、コストや機能を犠牲としないような新しい技術による多孔質構造体の製造方法への期待は大きいものとなっている。
【0003】
多孔質構造体としては、水素を気孔生成源とするアルミニウム系発泡体が開発され、実用化されている。しかしながら、この技術は比較的融点の低いアルミニウム等の金属材料に適用対象が限られ、高融点で高強度のアルミニウム合金の多孔質構造体への適用は限られている。アルミニウム合金のセル構造体を製造するための方法としては、原料粉末を圧粉体とした後焼結する方法が一般的に採用されている。しかしながら、こうした方法では、製造工程が複雑となるばかりか、焼結工程において多大な時間を要するという問題がある。
【0004】
こうしたことから、燃焼合成によって瞬時に多孔質構造体を製造する方法(以下、この方法を「燃焼合成法」と呼ぶ)も実施されている。この燃焼合成法は、原料粉末を融点以上まで加熱し、その後の自己発熱によって、発泡を生じさせるものである。このときの発泡は、原料粉末に通常含まれている(粉末表面に吸着、若しくは粉末中に吸蔵されている)ガス成分(例えば、水素、酸素、窒素等)によって生じるものであり、多孔質構造体を形成することになる。
【0005】
こうした方法に関して、例えば特許文献1には、「ガス成分が吸着または吸蔵されている第1金属の粉末と、第1金属の粉末の間に金属間化合物を生成する第2の金属の粉末を混合して原料粉末とし、該原料粉末を圧粉成形した後、金属間化合物またはセラミックスを生成する燃焼合成反応時に前記ガス成分を第1金属から放出させ、金属間化合物またはセラミックスの内部に気孔を生じさせる多孔質金属間化合物またはセラミックスの製造方法」について開示されている。
【0006】
この技術は、原料粉末中の第1金属(例えば、Al)と第2の金属(例えば、Ni)の原子量比(Al/Ni)を3.0程度までとし、生成物組織中に金属アルミニウムを含まない多孔質金属間化合物を燃焼合成法で製造するものである。この技術で得られる多孔質構造体は、その骨格となる金属間化合物が硬質なものとなるが、骨格中に内在する微小欠陥の影響によって圧縮強度が低くなるという若干の問題がある。
【0007】
上記技術では、原料として微細な粉末を用いているのでコストが高くなることが懸念されている。こうしたことから、アルミニウム切削屑のような比較的安価な大粒原料を用いることも考えられる。しかしながら、アルミニウム切削屑のような大粒原料を用いた場合には、燃焼合成中に発泡ガスが容易に大気放出され、希望する気孔形態を有する多孔質アルミニウム合金を生成することができないと考えられていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−97531号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明はこうした状況の下でなされたものであって、その目的は、気孔を均一に形成することができ、軽量且つ高強度な多孔質アルミニウム合金を製造するための有用な方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決することのできた本発明の高強度多孔質アルミニウム合金の製造方法とは、
純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属の小片と、アルミニウムと合金を生成しうる第2の金属の粉末と、発熱助剤を含み、アルミニウムとの原子量比(前者:後者)が4:1〜10:1である原料混合物を固化成形する工程、
前記固化成形体を前記アルミニウム系金属の小片の融点以上の温度に加熱し、次いで前記固化成形体をその自己発熱によってさらに加熱する燃焼合成工程、
とから構成される点に要旨を有するものである。
【0011】
本発明で用いる発熱助剤としては、TiとB4Cをモル比で3:1〜5:1の範囲で含む混合物であることが好ましい。また、発熱助剤の含有量は5〜20質量%であることが好ましい。
【0012】
本発明の製造方法において、アルミニウムと合金を生成しうる第2の金属の粉末としては、Ni,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上が挙げられる。
【0013】
本発明方法において、前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の粉末である場合には、圧粉成形によって前記固化成形体にするようにすれば良い。前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の切削屑である場合には、前記原料混合物を600℃以下の温度で熱間押出しして固化成形体にすることが有用である。
【発明の効果】
【0014】
本発明によれば、燃焼合成法で多孔質アルミニウム合金を製造するに際して、原料混合物中のAlと第2の金属の原子量比を適切に規定すると共に、発熱助剤を含有させることによって、気孔を均一に形成してすることができ、軽量且つ高強度な多孔質アルミニウム合金を製造できた。
【図面の簡単な説明】
【0015】
【図1】多孔質アルミニウム合金の生成メカニズムを説明するための図である。
【図2】原料混合物中のAl/Ti(原子量比)と発熱助剤の含有量が、多孔質アルミニウム合金の気孔率に与える影響を示したグラフである。
【図3】Al−Ni(Al3Ni)金属間化合物組織中の微小欠陥を示す図面代用顕微鏡写真である。
【図4】燃焼合成の反応時間が気孔率に及ぼす影響を示すグラフである。
【図5】原料混合物の形態(粉末または切削屑)が燃焼合成の反応時間に及ぼす影響を示すグラフである。
【図6】工業用純アルミニウム切削屑を原料混合物として得られた多孔質アルミニウム合金の断面を示す説明図である。
【図7】原子量比が及ぼす気孔形態への影響を示す図面代用断面写真である。
【図8】異なる成形圧力により作製された圧粉体を用いて燃焼合成により得られた多孔質アルミニウム合金の断面を示す図面代用断面写真である。
【図9】異なるアルミニウム切削屑によって得られた多孔質アルミニウム合金の例を示す図面代用断面写真である。
【図10】本発明の多孔質アルミニウム合金の組織を示す図面代用顕微鏡写真である。
【図11】本発明のAl−Ti系多孔質アルミニウム合金の圧縮応力σ−歪みε曲線を示すグラフである。
【図12】従来のAl−Ni系多孔質アルミニウム合金の圧縮応力σ−歪みε曲線を示すグラフである。
【発明を実施するための形態】
【0016】
本発明者らは、上記目的を達成する為に様々な角度から検討した。その結果、純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属(アルミニウム若しくはアルミニウム合金:以下、「第1金属」と呼ぶことがある)の小片と、アルミニウムと合金を生成しうる第2の金属の粉末を混合するに際し、これらの原子量比(第1金属中のAl:第2の金属)を4:1〜10:1にすると共に、発熱助剤を含有させた原料混合物を用いて燃焼合成法を適用することによって、多孔質構造体の骨格中にアルミニウム合金部分を多量に生成させて希望する特性を発揮する多孔質アルミニウム合金が実現できることを見出し、本発明を完成した。以下、本発明が完成された経緯に沿って本発明の構成を詳細に説明する。
【0017】
本発明で適用する燃焼合成法で生じる反応は、異種金属を融点以上の温度に加熱することによって、相互拡散反応を活発化させ、多孔質構造体を生成する反応である。この反応は、発熱反応であり(即ち、融点以上の温度までの加熱以降は自己発熱によって反応が進行する)、多孔質構造体が瞬時に生成することになる。
【0018】
図1は、本発明方法によって多孔質アルミニウム合金が生成するメカニズムを説明するための図である。アルミニウム若しくはアルミニウム合金(以下、「アルミニウム(Al)」で代表することがある)の小片と、Ti等の第2の金属(以下、Tiで代表することがある)の粉末を混合した原料混合物に、発熱助剤を添加して燃焼合成すると[図1(a)、Al原子とTi原子との間で結合が生じ、Al−Ti系金属間化合物を生成して骨格を形成すると共に(一部介在物が含まれる)、第1金属中に吸着または吸蔵されている水素、酸素、窒素等のガス成分が原料粉末から放出され、内部に複数の気泡(セル)が形成されることになる[図1(b)]。このとき、AlとTiとのAl/Ti比(原子量比)が大きいと、Al3Tiを複合相として有するアルミニウム合金(即ち、多孔質アルミニウム合金)が生成することになる(後記図10参照)。
【0019】
燃焼合成反応によって多孔質アルミニウム合金を生成する組合せは、Al−Tiの他、Al−Ni、Al−Zr、Al−Fe、およびこれらの混合物(即ち、第2の金属がNi,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上)等が挙げられる。
【0020】
尚、第1金属に含まれるガス成分の形態として、「吸着または吸蔵されている」と表現したのは、第1金属中にフリーの形態で含まれている(この状態を「吸蔵」と呼んでいる)ガス成分の他、第1金属中に水和物、酸化物、窒化物としてAl小片と反応しているガス成分(この形態を「吸着」と呼んでいる)を包含する趣旨である。
【0021】
図2は、原料混合物中のAl/Ti比(原子量比)と発熱助剤の含有量(原料混合物全体に対する含有量)が、多孔質アルミニウム合金の気孔率に与える影響を示したグラフである。気孔形態(大きさ、形状)が均質で高気孔率(図2での気孔率の基準は50%)の多孔質材料の原子量比の最適値は4〜10の範囲で、発熱助剤は5〜20質量%の範囲であることが分かる。特に、Al/Ti比(原子量比)が4〜7で、発熱助剤の含有量が14〜20質量%の場合には、より高い気孔率を示すものとなるので(気孔率:例えば75%以上)、好ましい。
【0022】
また、Al/Ti比(原子量比)が4.0程度では、発熱助剤の含有量によっては、表面部と内部で気孔形態が異なり、均一とは言い難い場合も若干生じるが(後記図7参照)、この場合は発熱助剤の含有量を増加させることによって、均質で高気孔率の多孔質アルミニウム合金を製造することはできる。要するに、Al/Ti比(原子量比)と、発熱助剤の含有量を上記範囲内で適切に調整することによって、希望する特性を発揮する多孔質アルミニウム合金が実現できる。
【0023】
図3は、第2の金属としてNi粉末を用い(第1金属はAl粉末)、Al/Ni比(原子量比)を3として燃焼合成したとき(発熱助剤の添加なし)の多孔質構造体の金属組織を示したものである(図面代用顕微鏡写真)。こうした条件で製造された多孔質構造体では、Al−Ni金属間化合物組織中(Al3Ni)に微小欠陥が発生することになる。こうした微小欠陥の存在が、従来技術で得られた多孔質材料が強度的に不足する原因と考えられる。これに対し、本発明で得られる多孔質アルミニウム合金では、上記のような微小欠陥がなくなり、後記実施例に示すように(例えば、表3、図11)、高い強度(従来品の3倍以上)を示すものとなる。こうしたことから、上記Al/Ti比(またはAl/Ni比)の増大は、圧縮強度を向上させる上で有用であることが分かる。
【0024】
燃焼合成反応の原理は、アルミニウムの小片と異種金属の混合粉末を高温加熱して、アルミニウム合金を合成する際に、アルミニウム小片に吸着または吸蔵されているガス成分が放出されて気泡を形成する。本発明者らは、原料混合物からのガス成分放出のための反応時間が長いことに着目し、原料混合物の混合比(第1金属中のAlと第2の金属の混合比)、熱間押出し温度や圧力(高密度固化)、および発熱助剤の添加等によって燃焼合成反応を制御することで、アルミニウム小片を有効に利用して多孔質アルミニウム合金を製造することについても検討した。特に、粒径の大きなアルミニウム切削屑(例えば、最大径で1mm程度の異形状のもの)を原料粉末として用いる場合には、ガス成分の容易な大気放出を防止するために、適切な温度による押出し成形によって、燃焼合成前の固化(高密度固化)を行なって、燃焼合成のための圧粉体とすることが有効であることが分かった。こうした工程を行なうことによって、所定の気孔形態や気孔率を有する多孔質アルミニウム合金を低コストで製造することができる。
【0025】
尚、アルミニウム切削屑とは、帯ノコ切断する際に生成し、粒径が比較的大きく(最大径が1〜1.2mm程度)、その形状が均一でないものを意味し、これまであまり利用されていなかったものである。
【0026】
一方、原料混合物として市販のアルミニウム粉末(本発明では、最大粒径が45μm以下のものと言う)を主体として用いる場合には、圧粉成形(例えば、室温単軸圧粉成形)にて固化したもの(圧粉体)を得ることができるが、本発明者らはアルミニウム切削屑での高密度のための最適な固化方法についても検討した。その結果、燃焼合成反応を生じない600℃程度の温度(アルミニウムの融点は660℃程度)での熱間押出しが均質・高密度化に有効であることが判明した。尚、このときの温度は好ましくは400℃以上である。400℃未満での熱間押出しであっても、多孔質アルミニウム合金を得ることはできるが、気孔率は若干低下する。また、アルミニウム粉末を原料混合物として用いた場合であっても、多孔質アルミニウム合金の気孔サイズや気孔率は、原料混合物の圧縮比や圧縮条件によって制御できるが、押出し法等の高圧圧縮成形では、圧粉成形と比べて15%程度気孔率を向上させることができた。
【0027】
上記各固化条件を採用するに際しては、原料混合物をアルミニウム粉末またはアルミニウム切削屑のいずれかを必ず採用する趣旨ではなく、両者を混合したものを用いることもできるものである。要するに、どちらの形態のもの(粉末または切削屑)が主成分(例えば、70質量%以上)であるかによって、採用する方法を決定すれば良い。
【0028】
上記のようにして得られる多孔質アルミニウム合金の気孔サイズや気孔率は、アルミニウム小片(粉末または切削屑)に吸着または吸蔵されているガス成分の量や、燃焼合成反応の進行の度合い(進展度)によって制御できる。ガス成分が多くなればなるほど、また燃焼合成反応が進行するほど(反応時間が長いほど)、多孔質アルミニウム合金の気孔率が増加すると共に(図4)、気孔サイズが大きくなる。逆に、ガス成分が少なくなればなるほど、また反応時間が短いほど、多孔質アルミニウム合金の気孔率が減少すると共に、気孔サイズが小さくなる。
【0029】
図5は、原料混合物の形態(粉末または切削屑)が、燃焼合成の反応時間に及ぼす影響を示したグラフである。例えば、アルミニウム切削屑を用いた場合では、その表面に酸化物や水和物(Al2O3・3H2OまたはAl2O3・H2O)からなる皮膜が形成されているが、酸化物や水和物は燃焼合成時に切削屑表面から放出され、酸素、水素、水蒸気等の気泡となって多孔質アルミニウム合金の内部に気泡を形成する。アルミニウム切削屑は、その粒径が大きくその表面積が小さいために、その表面からガスが放出されやすい状態となっている。
【0030】
こうしたことから、原料混合物の主成分がアルミニウム切削屑である場合には、その固化工程において、ガスの大気放出を防止すると共に、ガス成分の量的制御を効果的に行なうことができる熱間押出しによる高密度化が有効である。一方、原料混合物の主成分がアルミニウム粉末である場合には、燃焼合成反応が速いが(図5)、アルミニウム切削屑は粒径が大きいために、反応時間が長くなることもあり、均質で粉末よりも高気孔率(粉末で80%程度、切削屑で90%以上)の多孔質アルミニウム合金が得られるものとなる。
【0031】
燃焼合成反応の進展度は、原料混合物中に添加される発熱助剤の含有量によっても制御できる。この発熱助剤は、燃焼合成反応(この反応は発熱反応)を促進するために添加されるものであり、この含有量が多くなればなるほど気孔サイズを大きくすると共に、気孔率を高めるように作用する。こうした発熱助剤としては、TiやB4C等(夫々単独または混合物)が挙げられるが、TiとB4Cをモル比で3:1〜5:1の範囲で含む混合物であることが好ましい。また、発熱助剤の含有量は5〜20質量%であることが好ましい。
【0032】
本発明においては、第2の金属の粉末としては、Ni,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上を用いることができる。即ち、第2の金属(アルミニウムとの間にアルミニウム合金を生成する金属)としてTiを含む場合もあるが、こうした場合に発熱助剤としてもTiを含むときには、TiとB4Cのモル比が5:1を超える領域の余剰のTiは第2の金属として扱う。
【0033】
燃焼合成反応の開始時間は、使用する原料混合物中で最も低い融点を持つ物質の融点で決まることになる。燃焼合成反応は、加熱速度:400℃/分程度の高周波誘導加熱でも確認され、全ての試料で反応開始温度に達すると、数秒以内の短時間で反応は完了するものとなる。尚、本発明で原料として用いられるアルミニウム合金(粉末または切削屑)の種類については、限定するものではなく、Mg,Si,Cu,Fe,Mn,Zn等、通常のアルミニウム合金に含有されている成分を含有していても良い。
【0034】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0035】
[実施例1]
最大粒径が45μmのAl粉末と、最大粒径が44μmのTi粉末とを、Al:Ti=4:1(原子量比)の割合となるように混合し、直径が10mmの円柱状に圧粉成形した。また、最大粒径が1mm程度である工業用純アルミニウム切削屑と、最大粒径が44μmのTi粉末とを、原子量比Al:Ti=4:1の割合で混合する共に、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を14質量%の割合(原料混合物全体に対する割合)で混合し、直径が10mmの円柱状に熱間押出し成形した。
【0036】
上記で得られた圧粉成形体および押出し成形体を、赤外線イメージ炉に挿入して加熱したところ、Alの融点(660℃)近傍で燃焼合成反応が生じていることが確認できた。燃焼合成反応後に、各成形体をイメージ炉から取り出し、内部構造を調査したところ、アルキメデス法による気孔率(平均気孔率)が、アルミニウム粉末を原料として用いたもので75%程度となり、アルミニウム切削屑を原料として用いたもので85%程度となって多数の気泡が分散していた。また気泡は大部分が、独立気泡であった。
【0037】
Ti粉末を用いる変わりにNi粉末を用い(最大粒径:5μm)、これとアルミニウム粉末(最大粒径:45μm)または工業用純アルミニウム切削屑(最大粒径:1mm程度)を原子量比(Al:Ni)が4.5:1となるように混合し、これに発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)の混合粉末を7質量%(原料混合物全体に対する割合)となるように添加・混合し、アルミニウム切削屑では上記と同様に熱間押出し成形した後、これらを燃焼合成した。この場合にも、工業用純アルミニウム切削屑を用いたものでは、主として独立気泡が多数分散した気孔率90%以上の多孔質アルミニウム合金が得られていた。このとき得られた多孔質アルミニウム合金の内部構造(気孔形状)を図6(図面代用断面写真)に示す。
【0038】
[実施例2]
最大粒径が45μmのAl粉末と、最大粒径が44μmのTi粉末とを、AlとTiの原子量比(Al:Ti)が1:3〜10:1(Al/Ti=0.33〜10.0)の割合となるように混合し、これに発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を0〜20質量%(原料混合物全体に対する割合)の範囲で変化させて添加・混合し、圧粉成形した後、実施例1と同様にして燃焼合成し、上記原子量比(Al/Ti)や発熱助剤の含有量が多孔質アルミニウム合金の気孔率に及ぼす影響について調査した。その結果を、下記表1に示す。また、この結果を図示したのが、前記図2である。
【0039】
【表1】
【0040】
これらの結果から明らかなように、気孔率はアルミニウム粉末とTi粉末の混合割合、発熱助剤の含有量等によって影響されることが分かる。特に、Al/Ti比(原子量比)を4.0〜7.0とすると共に、発熱助剤の含有量を14〜20質量%の範囲とした場合には、良好な気孔率(67%以上)が達成されていることが分かる。尚こうした傾向は、アルミニウム切削屑やNi粉末を用いた場合も同様であることが確認できた。このうち、代表的な内部形状(気孔形状)を図7(図面代用断面写真)に示す。
【0041】
[実施例3]
最大粒径が45μmのAl粉末と、最大粒径が44μmのTi粉末とを、Al:Ti=4:1(原子量比)の割合となるように混合し、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を14質量%の割合(原料混合物全体に対する割合)で添加・混合し、室温短軸圧粉成形(圧粉圧力:30〜165MPa)、または温度400℃での熱間押出し(押出し圧力:240MPa)によって成形した。
【0042】
得られた成形体を実施例1と同様にして燃焼合成し、多孔質アルミニウム合金を製造した。得られた多孔質アルミニウム合金の相対密度、気孔径(平均気孔径)および気孔率(平均気孔率)を下記表2に示す。このうち、各種圧縮応力で製造したものの代表的な内部形状(気孔形状)を図8(図面代用断面写真)に示す。
【0043】
【表2】
【0044】
[実施例4]
大きさ(最大径)が1mm程度である工業用純アルミニウム切削屑と、最大粒径が5μmのNi粉末とを、Al:Ni(原子量比)=4.5:1の割合で混合する共に、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を7質量%の割合(原料混合物全体に対する割合)で混合した原料混合物を、熱間押出し成形の加熱温度を400℃と500℃に設定して、圧粉成形体とし、これを実施例1と同様の条件で燃焼合成し、得られた多孔質アルミニウム合金の気孔率に及ぼす熱間押出し温度の影響について調査した。
【0045】
その結果、熱間押出し成形の加熱温度が500℃のときに90%以上の気孔率の多孔質アルミニウム合金が得られ、400℃のときには80%程度の多孔質アルミニウム合金しか得られず、熱間押出し成形時の加熱温度を500℃にすることが有効であることが確認できた。
【0046】
[実施例5]
異なる組成(6063系Al合金切削屑:50質量%と、4042系Al合金:50質量%)のアルミニウム切削屑(最大径:1mm)と、最大粒径が5μmのNi粉末とを、Al:Ni(モル比)=4.5:1の割合で混合する共に、発熱助剤としてのTi+B4C(TiとB4Cのモル比が5:1のもの)を7質量%の割合(原料混合物全体に対する割合)で混合して原料混合物として熱間押出しによって成形体を作製し、これを実施例1と同じ加熱条件で燃焼合成を行なった。その結果、切削屑の組成の如何に関わらず、良好な形態を示す多孔質アルミニウム合金を得ることができた。このとき得られた多孔質アルミニウム合金の断面を図9(図面代用断面写真)に示す。
【0047】
[実施例6]
前記実施例2で得られたAl−Ti系多孔質アルミニウム合金(Al/Ti=4.0、7.0のもの)と、従来技術で得られたAl−Ni系多孔質アルミニウム合金(Al/Ni=3.0のもの)について、密度、降伏応力、プラトー応力σp(20−30%プラトー応力σp)および吸収エネルギーEについて調査した。
【0048】
尚、上記調査項目のうち、降伏応力σy(MPa)、プラトー応力σp(20−30%プラトー応力σp:MPa)および吸収エネルギーE(MJ/m3)については、JIS H 7902に準拠して求めたものである。尚、プラトー応力σpとは、多孔質アルミニウム合金の圧縮強度を示す指標となるものであり、この値が大きいほど高圧縮強度であることを示している。
【0049】
その結果を、下記表3に一括して示す。Al−Ti系多孔質アルミニウム合金(Al/Ti=4.0、7.0のもの)の生成物の組織を図10[図面代用写真:図10(a)は、Al/Ti=4.0のもの、図10(b)は、Al/Ti=7.0のもの]に示す。また本発明のAl−Ti系多孔質アルミニウム合金の圧縮応力σ−歪みε曲線を図11に、従来のAl−Ni系多孔質アルミニウム合金(Al/Ni=3.0のもの)の圧縮応力σ−歪みε曲線を図12に夫々示す。尚、下記表3には、6061系Al合金溶湯を発泡剤(水素化チタン:TiH2)によって発泡させて得られた多孔質構造体の結果についても示した(表中「6061合金」で示す)。
【0050】
【表3】
【0051】
この結果から明らかなように、本発明で得られたAl−Ti系多孔質アルミニウム合金(Al/Ti=4.0、7.0のもの)は、既存のAl−Ni系多孔質アルミニウム合金(Al/Ni=3.0のもの)に比べて、極めて高い圧縮応力が実現できていることが分かる。
【産業上の利用可能性】
【0052】
本発明では、アルミニウム合金を製造するための組合せにおいて、適切な組成のアルミニウム粉末や切削屑と異種金属粉末とを混合した原料粉末を用いて燃焼合成することによって、良好な形態を有する多孔質アルミニウム合金が得られる。このような多孔質アルミニウム合金は、既存の多孔質構造体に比べて、極めて高い強度(例えば、圧縮強度)を示すものとなる。また、本発明の多孔質アルミニウム合金の気孔サイズや気孔率は、原料粉末の混合比、原料粉末の固化時の圧縮比、発熱助剤の添加量等によって制御でき、衝撃吸収部材、断熱材、吸・遮音材、制振材等の用途に応じて20〜90%の気孔率の範囲で調整できる。
【特許請求の範囲】
【請求項1】
純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属の小片と、アルミニウムと合金を生成しうる第2の金属の粉末と、発熱助剤を含み、アルミニウムと第2の金属の原子量比(前者:後者)が4:1〜10:1である原料混合物を固化成形する工程、
前記固化成形体を前記アルミニウム系金属の小片の融点以上の温度に加熱し、次いで前記固化成形体をその自己発熱によってさらに加熱する燃焼合成工程、
とから構成されることを特徴とする高強度多孔質アルミニウム合金の製造方法。
【請求項2】
前記発熱助剤は、TiとB4Cをモル比で3:1〜5:1の範囲で含む混合物である請求項1に記載の製造方法。
【請求項3】
前記発熱助剤の含有量が5〜20質量%である原料混合物を固化成形する請求項1または2に記載の製造方法。
【請求項4】
前記第2の金属が、Ni,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上である請求項1〜3のいずれかに記載の製造方法。
【請求項5】
前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の粉末であって、圧粉成形によって前記固化成形体にする請求項1〜4のいずれかに記載の製造方法。
【請求項6】
前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の切削屑であって、前記原料混合物を600℃以下の温度で熱間押出しして固化成形体にする請求項1〜5のいずれかに記載の製造方法。
【請求項1】
純成分および/または合金成分としてアルミニウムを含むアルミニウム系金属の小片と、アルミニウムと合金を生成しうる第2の金属の粉末と、発熱助剤を含み、アルミニウムと第2の金属の原子量比(前者:後者)が4:1〜10:1である原料混合物を固化成形する工程、
前記固化成形体を前記アルミニウム系金属の小片の融点以上の温度に加熱し、次いで前記固化成形体をその自己発熱によってさらに加熱する燃焼合成工程、
とから構成されることを特徴とする高強度多孔質アルミニウム合金の製造方法。
【請求項2】
前記発熱助剤は、TiとB4Cをモル比で3:1〜5:1の範囲で含む混合物である請求項1に記載の製造方法。
【請求項3】
前記発熱助剤の含有量が5〜20質量%である原料混合物を固化成形する請求項1または2に記載の製造方法。
【請求項4】
前記第2の金属が、Ni,Ti,ZrおよびFeよりなる群から選ばれる1種または2種以上である請求項1〜3のいずれかに記載の製造方法。
【請求項5】
前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の粉末であって、圧粉成形によって前記固化成形体にする請求項1〜4のいずれかに記載の製造方法。
【請求項6】
前記アルミニウム系金属の小片の主成分が、アルミニウム系金属の切削屑であって、前記原料混合物を600℃以下の温度で熱間押出しして固化成形体にする請求項1〜5のいずれかに記載の製造方法。
【図1】

【図2】
【図4】
【図5】
【図11】
【図12】
【図3】

【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図4】
【図5】
【図11】
【図12】
【図3】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−47012(P2011−47012A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−197431(P2009−197431)
【出願日】平成21年8月27日(2009.8.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(501327156)
【出願人】(501327145)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月27日(2009.8.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(501327156)
【出願人】(501327145)
【Fターム(参考)】
[ Back to top ]