
高強度熱延鋼板およびその製造方法

【課題】 異方性がなく、高い強度と良好な加工性及び耐遅れ破壊特性および耐高速圧壊特性を併せもつ新しい低合金・高強度の鋼板およびその製法を提供する。
【解決手段】 発明の高強度熱延鋼板は、800℃以上Ae3温度以下の2相域で最終仕上圧延されていて、フェライト組織が粒径10μ以下でその比率が5%以上70%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織である。たとえば、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo: 0.03〜0.60%を含み、残部は鉄および不可避的不純物の組成とするのがよい。
【解決手段】 発明の高強度熱延鋼板は、800℃以上Ae3温度以下の2相域で最終仕上圧延されていて、フェライト組織が粒径10μ以下でその比率が5%以上70%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織である。たとえば、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo: 0.03〜0.60%を含み、残部は鉄および不可避的不純物の組成とするのがよい。
【発明の詳細な説明】
【技術分野】
【0001】
請求項に係る発明は、高い引張り強度をもちながらも異方性がなく優れた加工性、遅れ破壊特性および高速圧壊特性を有する高強度熱延鋼板と、その製造方法に関するものである。
【背景技術】
【0002】
加工性の優れた高強度鋼板に対する最近の要請を、自動車の場合を例にして述べる。地球環境保全の観点から、自動車分野においてもCO2等の排ガス量を低減していくことが是非とも必要である。そのためには、自動車車体の一層の軽量化が不可欠になる。車体の軽量化を達成するためには、自動車に使用される鋼板の強度を高めて、板厚を薄くしていかなければならない。同時に、自動車においては、搭乗者の安全性を確保していかなければならない。このためにも、鋼板の強度を一層高めていくことが必要になる。
【0003】
強度を高めるための方法としては、固溶強化、析出強化、結晶粒微細化、低温変態組織利用による強化などが基本的な方法である。固溶強化や析出強化といった多量の合金添加を必要とする強化機構の適用だけでは、極めて高い強度を必要とする鋼板の製造は不可能である。また結晶粒微細化による強化機構を適用するにしても、強度の上昇はある程度図れても限界がある。低温変態組織利用による強化は600MPa超の鋼鈑を製造するには極めて有効な方法であるが、強度上昇に見合う延性の向上は期待できない。
【0004】
一般的に、鋼板の強度を高めると、延性は小さくなり加工性は低くなる。
高強度鋼板の延性を高める従来技術として、フェライトとマルテンサイト組織からなる複合組織(Dual Phase)鋼板、フェライト、ベイナイトと残留オーステナイト組織からなるTRIP(Transformation Induced Plasticity)鋼板とよばれているものがある。
複合組織鋼板は、フェライト中に硬質なマルテンサイトを微細に分散させるが、この硬質なマルテンサイトにより、変形時に大きな加工硬化を引き起こし、高い延性を鋼板にもたらすのである。
TRIP鋼板については特許文献1にその例が示されている。残留オーステナイトを含有するこの種の鋼板は、その量と変形に対する安定度に応じて、加工誘起変態に起因する極めて良好な延性と成形性を有するのである。
【特許文献1】特許第4002315号公報
【0005】
さらに、鋼板の強度を980MPa以上に高めると、遅れ破壊の問題が発生する。遅れ破壊とは、部材の加工、組み立ての際には割れや破壊が発生せず、使用中に突如として割れが発生する現象のことである。
特許文献2に示す高強度鋼板は、ベイナイトや焼戻しマルテンサイトなどの硬質な低温変態相に対し、フェライトのような軟質相を極力低減し、かつ残留オーステナイトを4%以下に制限することで、良好な耐遅れ破壊特性を確立したものである。
【特許文献2】特許第3247908号公報
【0006】
自動車の衝突安全性の評価として曲げおよび軸方向の高速圧潰試験が行われ、吸収エネルギーが評価される。このエネルギーは一般に鋼板の引張強さの向上にしたがって増加するといわれている。このなかで、980MPa以下のフェライト、マルテンサイトの2相組織鋼板は強度にたいして吸収エネルギーが高く、かつ軸圧潰試験ではきれいなアコーデオン状に折りたたまれている。これは、軟質なフェライト相がクッション材になっているためと考えられている。下記の特許文献3・4には、フェライト、マルテンサイト等の複相組織鋼板についての軸圧潰試験が報告されている。
【特許文献3】特開平9−111396公報
【特許文献4】特開2008−231480公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
複合組織鋼板では比較的低い合金添加量でも高い強度が得られ、同時に、加工硬化により良い均一伸び特性が得られる。
TRIP鋼板はさらに高い延性を示し、高深絞り性を有するものである。そのため複雑な形状で高い加工性を必要とし、高い強度が要求される部材への適用が指向されている。
特許文献1では圧延終了後の冷却過程で、オーステナイト中にフェライトの生成を促進するため、Ar3〜Ar1での緩冷却を行うか、もしくは圧延完了温度をAr3点近傍とし、その後350〜500℃の範囲まで冷却し、巻取ることで製造する。これらTRIP鋼板はフェライト母相中にマルテンサイトもしくは残留オーステナイト、ベイナイトが分散した組織を有し、優れた強度と伸び特性を有する。しかし、引張強度で800MPa程度しか得られず、さらに高い980MPa以上強度範囲の鋼板は遅れ破壊の観点から製造が困難である。
またA1点付近で冷却を一時停止した後、マルテンサイトや残留オーステナイト組織の安定化のため500℃以下まで冷却し、巻取る工程を必要とする。圧延終了後の冷却設備長を長くとる必要があり、設備コストが増大する。
圧延終了後途中に緩冷却を行わず、連続的に500℃以下まで冷却する方法においても、これまで検討している成分系では圧延終了温度をAr3点近傍とすれば、微細なフェライトの生成促進が可能となるが、Ar3点近傍で圧延をした熱延鋼板の材質特性は異方性が大きい問題がある。
【0008】
遅れ破壊の原因である鋼板中に固溶した水素は、結晶構造に起因し、残留オーステナイト中に優先的にトラップされる。特に加工の影響を受け、加工誘起変態したマルテンサイトとフェライトの界面が最も危険なトラップサイトとされる。
残留オーステナイト粒が粗大であればあるほど、残留オーステナイト粒の体積に比べ、加工誘起変態したマルテンサイトとフェライトの界面の面積比が減少し、トラップされる水素濃度が高濃度化し、遅れ破壊の危険性が高まる。さらにマルテンサイトと残留オーステナイトが隣接した状態(MA)で共存していれば、破壊の伝播が促進され、さらに危険性が高まるとされる。
特許文献2に記載した高強度鋼板は、この残留オーステナイト量を制約することにより、耐遅れ破壊性を向上させたものである。しかし、高い強度を有しつつ、優れた加工性を得るためには、残留オーステナイトの活用は有効であり、その制約を設けずとも、遅れ破壊に対して無害化することが望ましい。
【0009】
前記の特許文献3・4には、高強度鋼板ではないものの、軸圧潰試験でフェライト、マルテンサイトの2相組織鋼板は強度にたいして比較上吸収エネルギーが高く、軟質なフェライト相がクッション材になってきれいなアコーデオン状に折りたたまれる事が報告されているが、980MPa以上の強度で安定してフェライト相を有する鋼鈑が望まれる。
【0010】
そこで本願の発明者らは、合金元素を種々検討しホットストリップミル仕上圧延を高温のオーステナイトとフェライトの2相域で行い整粒フェライトを生成し、ROTでの複雑な冷却制御をおこなわないで、巻取り後にベイナイト変態をさせ、2μm以下の残留オーステナイト(7%以上20%以下)を微細分散させた複合組織を得ることで、異方性がなく高い強度と良好な加工性及び耐遅れ破壊特性および耐高速圧壊特性を併せもつ新しい低合金・高強度の鋼板およびその製法を開発したものである。
【課題を解決するための手段】
【0011】
鋭意研究を行った結果、発明者らは、高温の2相域での高圧下圧延条件を採用し、またさらに、これまでの高強度鋼板にはかならず用いられていた合金元素であるMnの添加量を制限し、強度元素として変態温度を高めるSiとMoおよび変態点降下の少ないCrを用い、その組成を制限することで、好ましい高強度鋼板が得られることを見出した。すなわち、適正な成分範囲を有するスラブを、熱間圧延の仕上圧延において、後段高ひずみ圧延を2相域の高温で終了し、適正な温度で巻取ることで、低合金組成で高い強度と優れた延性、耐遅れ破壊特性および耐高速圧壊特性を同時に付与することが出来きるのである。その詳細を以下に示す。
【0012】
請求項に記載した高強度熱延鋼板は、800℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μ以下でその比率(フェライト組織の体積比率)が5%以上70%以下であり、残留オーステナイト組織が粒径2μm以下でその比率(残留オーステナイト組織の体積比率)が7%以上20%以下であり、残部がベイナイト組織であることを特徴とする。
こうした組織性状を得ることにより、高強度で加工性が良く、且つ耐遅れ破壊特性および耐高速衝撃特性にも優れた鋼板を得ることが出来るのである。
ベイナイト組織で高い強度を得て、残留オーステナイトにより高い延性をもたせ、さらにフェライト組織が存在することで適度な加工性が得られる。マルテンサイト組織の比率を少なくすることと、残留オーステナイトの大きさを2μm以下で、効果的に微細に分散しているため、耐遅れ破壊性を得ることが出来るのである。また、キレツの伝播を遅らせ局部伸びを向上させる。
800℃以上Ae3温度以下の2相域で仕上圧延されているため、フェライトが回復して整粒になり、圧延方向および圧延直角方向の材質異方性が低減されている。したがって、この高強度熱延鋼板により、さらなる加工性の向上が図れる。
【0013】
請求項に記載した高強度熱延鋼板は、860℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μm以下でその比率が5%以上35%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織であるとともに、その成分範囲は、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo: 0.03〜0.60%を含み、残部は鉄および不可避的不純物の組成とするのがよい。
また、上記温度の代わりに800℃以上860℃以下(望ましくは830〜860℃)の2相域で仕上圧延されていて、フェライト組織の比率が上記の代わりに35%以上70%以下(望ましくは40〜65%)であり、上記割合のCr、Moの代わりにCr: 0.5〜2.0%(望ましくは1.2〜1.8%)、Mo:0.03〜0.2%(望ましくは0.12〜0.18%)であるものも好ましい。
上記いずれについても、とくに、下記(1)式を満足するのが望ましく、またさらに、Ti: 0.02〜0.20%、Nb: 0.02〜0.10%、V:0.02〜0.20%、B:0.0001〜0.0030%のうち1種または2種を含有したものであるのが好ましい。
Ae3=919-266*C+38*Si-28*Mn-27*Ni-11*Cr+12*Mo≧890 ・・・(1)
こうした適切な種類と量の化学成分を含むこととすれば、上記の組織を有していて望ましい機械的性質を発揮する高強度鋼板とすることが容易である。合金元素については、フェライトを回復させるため高温2相域圧延を行ううえではAr3変態温度が高いことがのぞましいので、Ar3変態温度を高めるシリコンおよびモリブデンを主要元素とし、強度の不足を変態点降下の少ないクロムを用いた。またシリコンはベイナイト変態を促進させるのに有効な元素と言われている。(1)式を満足するようにすれば、安定した2相域圧延が可能になる。なお、各成分の作用については後述する。
【0014】
上記高強度熱延鋼板として、上記した組織を有するとともに、板厚が1.0mmから4.0mm、引張り強さTS(MPa)が980MPa以上で、TSと伸び値EL(%)との積TS×ELが20000(MPa・%)以上であるものも好ましい。
そのような鋼板は、上述の組織を有していて高い強度と良い伸び特性とを兼ね備えるものだからである。
【0015】
上記高強度熱延鋼板についての請求項の製造方法は、上記成分範囲で1200℃以上の鋼材(素材スラブ)を粗圧延した後、複数スタンドを有する熱間圧延機によって、仕上後段3スタンドの累積歪が0.45以上でかつ860℃以上Ae3温度以下(または、上記に合わせて800℃以上860℃以下)の2相域で最終仕上圧延を完了することを特徴とする。
また、さらに、仕上圧延の圧延完了後、2秒以上5秒以内放冷後、10℃/sec以上の冷却速度で冷却を開始し、Bs 以下Ms+50℃以上で巻き取ることとするのも好ましい。なお、Bsは(2)式、Msは(3)式で示す。
Bs=649-83*C-19*Si-26*Mn-30*Ni-21*Cr-29*Mo・・・・・・・・・・・・(2)
Ms=539-423*C-30.4*Mn-17.7*Ni-12.1*Cr-7.5*Mo・・・・・・・・・・・・(3)
この製造方法によれば、高温の2相域で圧延されるためフェライトは回復し整粒になり、圧延方向及び圧延直角方向の材質異方性が低減出来、さらなる加工性の向上が図れるのである。
また、この製法によれば、その温度管理が容易となる。発明者らの製造試験によると、後述のように、こうした条件によって上述の高強度鋼板を得ることができた。
【発明の効果】
【0016】
請求項に記載の高強度鋼板は、フェライト及びベイナイトに、残留オーステナイトが多量に微細に分散した状態で混在するため、互いに相反する特性である強度と加工特性を兼備した鋼板であり、耐遅れ破壊特性および耐高速圧潰特性にも優れた鋼板である。
【0017】
請求項に記載した製造方法によれば、上記した高強度鋼板を円滑に製造することが出来る。
【発明を実施するための最良の形態】
【0018】
以下、980MPa以上の引張り強度をもちながらも、優れた加工性、耐遅れ破壊特性および耐高速圧潰特性が必要とされる加工部品に使用される薄鋼板とその製造方法について、実施の形態を示す。
鋼板の成分系として、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo: 0.03〜0.6%を含み、残部は鉄および不可避的不純物の組成である。とくに、下記の (1)式を満足し、さらに、Ti: 0.02〜0.20%、Nb: 0.02〜0.10%、V:0.02〜0.20%、B:0.0001〜0.0030%の4種のうちいずれか1種または2種を含有するものである。
なお、ここで述べる薄鋼板とは、板厚が1.0から4.0mmの鋼板のことである。製造する鋼板は、主として自動車、家電製品、電子機器製品、等の高い加工性と強度が必要な部品に使用することが出来る。その他、鋼管用の素材として適用が可能である。
【0019】
まず、鋼板の成分について述べる。
炭素(C)としては、0.14〜0.30%の範囲の量が必要である。炭素は残留オーステナイトを安定化させるために最も重要な元素で、0.14%未満では十分安定度が得られないので、0.14%以上の炭素量が必要である。一方、炭素量が0.30%以上になると、溶接部が硬化しすぎて溶接部から破断しやすくなる。これは、薄鋼板にとっては使用上の制約になるので、炭素量に上限を設けた。そして、0.14〜0.30%の炭素量であれば、本発明の主旨にそった複合組織が得られることを見出したものである。
【0020】
シリコン(Si)量は、1.0〜3.5%の範囲とする。シリコンは固溶強化による強度の向上効果も有する。さらに、Ae3を高めかつ残留オーステナイトの安定化のために活用する。シリコン量は、1.0%以上であれば、本発明の複合組織と材質特性が得られる。シリコン量は多いほど、Ae3を高め、残留オーステナイト量を増やすことができると同時に、その安定性を促す。しかし、3.5%以上のシリコン量になると、強度延性バランスの特性が飽和するので、シリコン量の上限を3.5%とする。
【0021】
クロム(Cr)量は、0.5〜3.0%の範囲とする。クロム量は(1)式に影響しAe3の低下が比較的少なく強度を高めることができる。0.5%未満になると、強度を満足することが出来ない。クロム量が3.0%を超えると、Ae3の低下が著しいので、その上限を3.0%とした。
【0022】
マンガン(Mn)量は0.1〜0.4%の範囲とする。マンガン量が0.1%未満になると、製鋼上での製造が困難になるので0.1%以上とする。 マンガン量を0.4%以上添加すると、Ae3を著しく低下しマルテンサイトが生成しやすくなり、本発明の目的とする組織が得られない。
【0023】
モリブデン(Mo)は、Si同様にAe3を向上させ、鋼の強度を向上させることが出来るが、故意に添加を行えばコストの上昇を招くため、その範囲を0.03〜0.6%とした。
【0024】
チタン(Ti)は、熱延工程における結晶粒の微細化効果を有している。
フェライト粒や残留オーステナイト粒を微細に分散させるためにチタンは有効な元素である。チタン量は0.02%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.02%以上とする。さらに0.20%よりも増えても作用効果はあまり増加しないのに加え、製鋼上での製造が困難になるので、その上限の量を0.20%とする。
【0025】
ニオブ(Nb)にも、チタンと同様に、再結晶や結晶粒成長を抑制する効果がある。
フェライト粒や残留オーステナイト粒を微細に分散させるためにニオブは有効な元素である。ニオブ量は0.02%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.02%以上とする。また、ニオブ量が0.10%よりも増えてもその作用効果はあまり増加しないので、その上限を0.10%とした。
【0026】
バナジウム(V)にも、チタン、ニオブと同様に、再結晶や結晶粒成長を抑制する効果がある。フェライト粒や残留オーステナイト粒を微細に分散させるためにバナジウムは有効な元素である。バナジウム量は0.02%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.02%以上とする。また、バナジウム量が0.20%よりも増えてもその作用効果はあまり増加しないので、その上限を0.20%とした。
【0027】
ボロン(B)にも、チタン、ニオブと同様に、再結晶や結晶粒成長を抑制する効果がある。フェライト粒や残留オーステナイト粒を微細に分散させるためにボロンは有効な元素である。ボロン量は0.0001%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.0001%以上とする。また、ボロン量が0.0030%よりも増えてもその作用効果はあまり増加しないので、その上限を0.0030%とした。
【0028】
上記の基準成分に調整したスラブ(被圧延鋼材)は、再加熱してから熱間圧延をおこなうか、もしくは鋳造後直ちに熱間圧延をおこなうものとする。熱間圧延を施すにあたっては、粗圧延の後、複数スタンドを有する熱間圧延機によって、累積歪みが0.45以上になるように仕上圧延を行う。そのような高圧下率の圧延を行うためには、ワークロールの直径が600mm以下の小径ロールミル、またはワークロールの平均直径が600mm以下である異径ロールミルを少なくとも後段の複数スタンドに使用することが好ましい。圧延完了温度が低温になると扁平の結晶粒が回復せず整粒化しないので、圧延終了温度を860℃以上Ae3温度以下とする。
ここで「歪み」とは、各スタンド(各段)の入側での鋼板の厚さh0と出側での厚さh1の差を両者の平均厚さで除した
ε=(h0−h1)/{(h0+h1)/2}
をいい、「累積歪み」とは、後段3スタンドの各段での歪みを金属組織に対する影響の強さを考慮して加重積算したもので、最終段とその前段・前々段での歪みをそれぞれεn、εn-1、εn-2とするとき、
εc=εn+εn-1/2+εn-2/4
で表されるεcをいうものとする。仕上圧延機が6段の場合には、
εc=RED=F4/4+F5/2+F6
とも表すことができる。
【0029】
圧延終了温度が860℃以上Ae3温度以下(二相域)で熱間圧延を完了し、圧延完了後2秒以上5秒以下放冷後、10℃/sec以上の冷却速度で冷却を開始し、巻取ることが必要である。
累積歪みが0.45以上になるように熱間圧延することによりオーステナイト粒の微細化を行い、高温仕上げと、その後の2秒以上の放冷過程で結晶粒中の転位密度を減少させることが必要である。この圧延方式により、転位密度の少ない等軸で微細な旧オーステナイト粒が得られ、その後の冷却過程で得られる組織を、方向性が少ない均一、微細な組織とすることが出来るのである。巻き取り温度はBs 以下,Ms+50℃以上の温度範囲にすることにより、フェライトとベイナイトの混在する組織になり、オーステナイトも残留する。この残留オーステナイトは2μm以下と極めて微細に分散させることが出来る。
ここで巻き取り温度をBs 以下,Ms+50℃以上としたが、Ms+50℃以下の温度範囲ではマルテンサイト組織が多く生成し、遅れ破壊がおこりやすい。またBs 以上の温度では組織が粗大化し高い強度が得られない。
【0030】
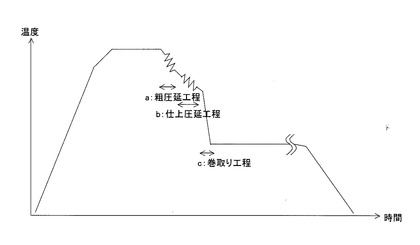
図1は、この発明の実施形態の製造プロセスにおける熱間圧延及び冷却での温度履歴の概念を示すもので、横軸は時間経過、縦軸は温度である。図の左方から、aの範囲は粗圧延工程、bは仕上圧延工程、cは巻取り工程をそれぞれ行っていることを示す。
【0031】
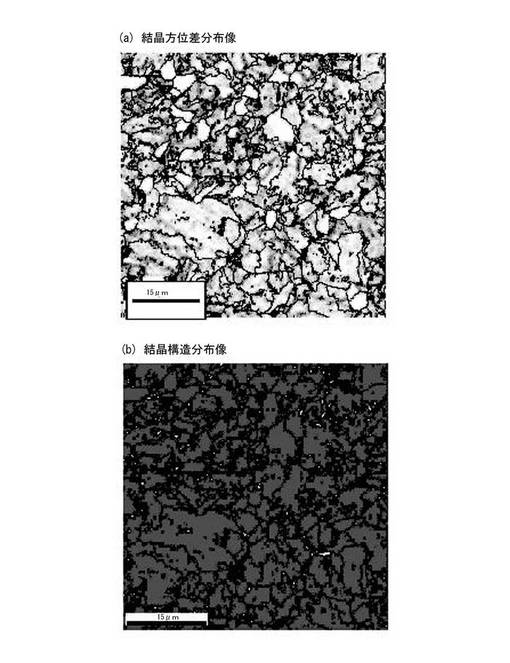
図2では、EBSD法を用いて、体心立方構造のフェライトもしくはベイナイト相と面心立方構造のオーステナイト相を色分けした本発明鋼の組織断面を示した。(b)の白色(薄い色)で示した残留オーステナイト組織は2.0μm以下に微細かつ均一に分散していることが観察出来る。
ここで(a)は結晶方位差分布像(方位差15°以上を結晶粒界で識別)であり
(b)は結晶構造分布像(体心立方⇔面心立方)である。
【0032】
遅れ破壊試験法は、U曲げ連続チャージ法(参考文献:「鉄と鋼」vol83(1997) No11 P66)にもとづき実施した。すなわち、試験片寸法は板厚原板のまま、板幅30mm、板長さ100mmとし、端面は切断まま、クリアランス15%、曲げ内面側にバリを配置した。負荷応力を2000MPaとし、1N硫酸水溶液中で最大120分チャージした。割れ発生までの時間が120分以内のものを割れ発生とし、120分以上を割れなしとした。
【0033】
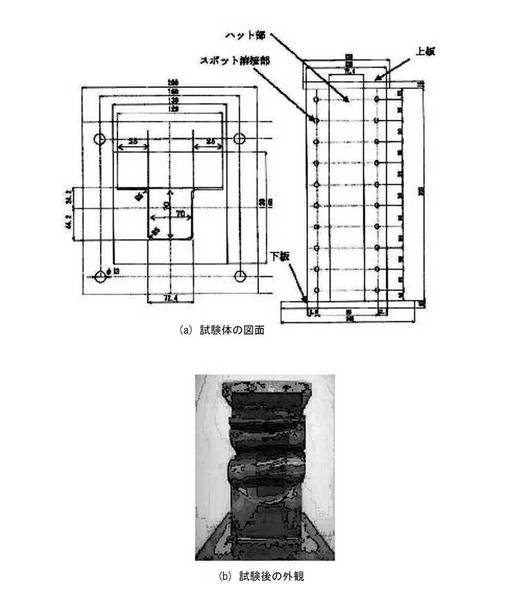
図3(a)は高速軸圧潰試験に用いた試験体の図面で70mm×70mmの角柱である。図3(b)は高速軸圧潰試験後の試験体の外観を示す。この図のように上部からきれいなアコーデオン状にたたまれたものを良好とし、折りたたまれず、さらに割れが発生したものを不良とした。
本発明は、以上の知見に基づき開発されたものである。
【実施例1】
【0034】
以下に発明の実施例を説明する。
表1に示す化学成分を有する溶鋼を、連続鋳造法もしくは鍛造法によりスラブ(圧延素材)とした。続いてこれらのスラブを再加熱し、熱間圧延を行い、熱延鋼板とした。
【表1】

【0035】
表1に示す鋼種A,B,C,D,E,F,N,O,P,Qは実施例の範囲(化学成分についての条件を満たす範囲)で、鋼種G,H.I.J,K,L,Mは比較例である。
【0036】
鋼種A,B,C,D,E,F,N,O,P,Qは下記(1)式をも満足した実施例である。
Ae3=919-266*C+38*Si-28*Mn-27*Ni-11*Cr+12*Mo≧890 ・・・(1)
比較例の鋼種Gは(1)式の範囲内であるがマンガン(Mn)が本発明の範囲を外れるものである。鋼種Hは(1)式の範囲内であるがクロム(Cr)が本発明の範囲を外れるものである。鋼種Iおよび鋼種Jは珪素(Si)が低く、マンガン(Mn)が高く本発明の範囲を外れ、(1)式も発明の範囲を外れる。鋼種Kは(1)式が発明の範囲を外れる。鋼種Lおよび鋼種Mは炭素量(C)が低位で本発明の範囲をはずれる。
【0037】
表2に熱間圧延条件とその材料特性を示す。
【表2】
【0038】
表2のNo.1〜3は本発明の範囲の化学成分をもつ鋼種Aを用いて、発明の範囲内で熱間圧延を行ったものである。高温での2相域圧延を行っているためフェライトが生成し、異方性が少なく引張強さ(TS)*伸び(El)も良好である。遅れ破壊特性も良好で、高速軸圧潰特性も良好であった。No.4は本発明の範囲の化学成分をもつ鋼種Aを用いたが、熱間圧延温度が高く、フェライトが生成しないため、高速軸圧潰特性が不良である比較例である。No.5は本発明の範囲の化学成分をもつ鋼種Aを用いたが、熱間圧延温度が低く、異方性が大きい比較例である。No.6は本発明の範囲の化学成分をもつ鋼種Aを用いたが、熱間圧延での圧延の累積歪みが少ないため結晶粒が大きく、遅れ破壊が発生した比較例である。
No.7は本発明の範囲の化学成分をもつ鋼種Bを用いて、発明の範囲内で熱間圧延を行ったものである。異方性が少なく引張強さ(TS)*伸び(El)も良好で,遅れ破壊特性も良好で、かつ高速軸圧潰特性も良好であった。No.8は本発明の範囲の化学成分をもつ鋼種Bを用いたが、巻取温度が低く、マルテンサイト組織が生成し、遅れ破壊が発生した比較例である。
No.9〜12は本発明の範囲の化学成分をもつ鋼種C,D,E,Fを用いて、発明の範囲内で熱間圧延を行ったものである。フェライトが生成し、異方性が少なく引張強さ(TS)*伸び(El)も良好である。遅れ破壊特性も良好で、高速軸圧潰特性も良好であった。
No.13〜20は本発明の成分範囲をはずれた比較例の鋼種Fを用いて、熱間圧延を行ったものである。No.13、14は比較例の鋼種G,Hを用いて発明の範囲内で熱間圧延をしたものであるが、マルテンサイト組織が生成し、遅れ破壊特性が発生した比較例である。
No.15〜17は比較例の鋼種I,J,Kを用いて熱間圧延したものであるが、Ae3変態点が低く、それ以上の圧延温度であったためフェライトが生成せず、高速軸圧潰特性が不良である比較例である。No.18比較例の鋼種Kを用いて熱間圧延したものであるが、熱間圧延温度が低く、異方性が大きい比較例である。
No.19、20は比較例の鋼種L,Mを用いて発明の範囲内で熱間圧延をしたものであるが、残留γの生成量が少なく、引張強さ(TS)*伸び(El)特性が低い比較例である。
No.21〜24は本発明の範囲の化学成分をもつ鋼種N,O,P,Qを用いて、発明の範囲内で熱間圧延を行ったものである。フェライトが生成し、異方性が少なく引張強さ(TS)*伸び(El)も良好である。遅れ破壊特性も良好で、高速軸圧潰特性も良好であった。
【実施例2】
【0039】
以下に発明の第2の実施例を示す。この例では、上記(発明を実施するための形態および実施例1)の例から Cr、Moの量を減少させた表3の化学成分を有する鋼種Rのスラブ(圧延素材)を材料(比較例ではなく実施例)とし、これを再加熱して熱間圧延を行い、熱延鋼板とした。
【表3】
【0040】
表4に、上記鋼種Rのスラブを材料として行った熱間圧延の条件と、それによって得た熱延鋼板の材料特性とを示す。熱間圧延の完了後、2秒以上5秒以下放冷したのち10℃/sec以上の冷却速度で冷却を開始し、Bs 以下,Ms+50℃以上で巻き取ることは、前記と同様である。
【表4】
【0041】
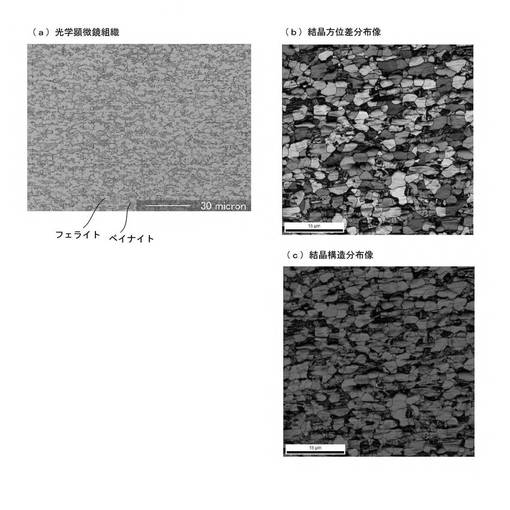
表4に示す2つの例(No.25、No.26)は、表2の実施例に比べて仕上温度のみを下げて圧延を行ったものだが、いずれの特性についても良好な結果が得られている。γ粒(残留オーステナイト)の再結晶を抑制するMoおよびCrの添加量を調整することにより、圧延温度を下げても、異方性の少ない高強度鋼板が得られたことになる。また、フェライト量が増えることでTS*Elバランスがさらに向上していることが確認される。
図4は、上記圧延材(実施例2)の断面組織を示す顕微鏡写真である。図2のものと同様な複相を呈している。
【図面の簡単な説明】
【0042】
【図1】この発明の実施形態の製造プロセスにおける熱間圧延及び冷却での温度履歴の概念を示す線図。
【図2】成分及び圧延条件が本発明の範囲において製造した鋼板のEBSD法による断面組織写真。(b)の写真白色(薄い色)の部分が残留オーステナイト。 (a)は結晶方位差分布像、(b)は結晶構造分布像。
【図3】図3(a)は高速軸圧潰試験に用いた試験体の図面であり、図3(b)は高速軸圧潰試験後の試験体の外観を示す。
【図4】実施例2の圧延材について示す断面組織写真である。(a)は光学顕微鏡組織、(b)は結晶方位差分布像、(c)は結晶構造分布像をそれぞれ示す。
【技術分野】
【0001】
請求項に係る発明は、高い引張り強度をもちながらも異方性がなく優れた加工性、遅れ破壊特性および高速圧壊特性を有する高強度熱延鋼板と、その製造方法に関するものである。
【背景技術】
【0002】
加工性の優れた高強度鋼板に対する最近の要請を、自動車の場合を例にして述べる。地球環境保全の観点から、自動車分野においてもCO2等の排ガス量を低減していくことが是非とも必要である。そのためには、自動車車体の一層の軽量化が不可欠になる。車体の軽量化を達成するためには、自動車に使用される鋼板の強度を高めて、板厚を薄くしていかなければならない。同時に、自動車においては、搭乗者の安全性を確保していかなければならない。このためにも、鋼板の強度を一層高めていくことが必要になる。
【0003】
強度を高めるための方法としては、固溶強化、析出強化、結晶粒微細化、低温変態組織利用による強化などが基本的な方法である。固溶強化や析出強化といった多量の合金添加を必要とする強化機構の適用だけでは、極めて高い強度を必要とする鋼板の製造は不可能である。また結晶粒微細化による強化機構を適用するにしても、強度の上昇はある程度図れても限界がある。低温変態組織利用による強化は600MPa超の鋼鈑を製造するには極めて有効な方法であるが、強度上昇に見合う延性の向上は期待できない。
【0004】
一般的に、鋼板の強度を高めると、延性は小さくなり加工性は低くなる。
高強度鋼板の延性を高める従来技術として、フェライトとマルテンサイト組織からなる複合組織(Dual Phase)鋼板、フェライト、ベイナイトと残留オーステナイト組織からなるTRIP(Transformation Induced Plasticity)鋼板とよばれているものがある。
複合組織鋼板は、フェライト中に硬質なマルテンサイトを微細に分散させるが、この硬質なマルテンサイトにより、変形時に大きな加工硬化を引き起こし、高い延性を鋼板にもたらすのである。
TRIP鋼板については特許文献1にその例が示されている。残留オーステナイトを含有するこの種の鋼板は、その量と変形に対する安定度に応じて、加工誘起変態に起因する極めて良好な延性と成形性を有するのである。
【特許文献1】特許第4002315号公報
【0005】
さらに、鋼板の強度を980MPa以上に高めると、遅れ破壊の問題が発生する。遅れ破壊とは、部材の加工、組み立ての際には割れや破壊が発生せず、使用中に突如として割れが発生する現象のことである。
特許文献2に示す高強度鋼板は、ベイナイトや焼戻しマルテンサイトなどの硬質な低温変態相に対し、フェライトのような軟質相を極力低減し、かつ残留オーステナイトを4%以下に制限することで、良好な耐遅れ破壊特性を確立したものである。
【特許文献2】特許第3247908号公報
【0006】
自動車の衝突安全性の評価として曲げおよび軸方向の高速圧潰試験が行われ、吸収エネルギーが評価される。このエネルギーは一般に鋼板の引張強さの向上にしたがって増加するといわれている。このなかで、980MPa以下のフェライト、マルテンサイトの2相組織鋼板は強度にたいして吸収エネルギーが高く、かつ軸圧潰試験ではきれいなアコーデオン状に折りたたまれている。これは、軟質なフェライト相がクッション材になっているためと考えられている。下記の特許文献3・4には、フェライト、マルテンサイト等の複相組織鋼板についての軸圧潰試験が報告されている。
【特許文献3】特開平9−111396公報
【特許文献4】特開2008−231480公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
複合組織鋼板では比較的低い合金添加量でも高い強度が得られ、同時に、加工硬化により良い均一伸び特性が得られる。
TRIP鋼板はさらに高い延性を示し、高深絞り性を有するものである。そのため複雑な形状で高い加工性を必要とし、高い強度が要求される部材への適用が指向されている。
特許文献1では圧延終了後の冷却過程で、オーステナイト中にフェライトの生成を促進するため、Ar3〜Ar1での緩冷却を行うか、もしくは圧延完了温度をAr3点近傍とし、その後350〜500℃の範囲まで冷却し、巻取ることで製造する。これらTRIP鋼板はフェライト母相中にマルテンサイトもしくは残留オーステナイト、ベイナイトが分散した組織を有し、優れた強度と伸び特性を有する。しかし、引張強度で800MPa程度しか得られず、さらに高い980MPa以上強度範囲の鋼板は遅れ破壊の観点から製造が困難である。
またA1点付近で冷却を一時停止した後、マルテンサイトや残留オーステナイト組織の安定化のため500℃以下まで冷却し、巻取る工程を必要とする。圧延終了後の冷却設備長を長くとる必要があり、設備コストが増大する。
圧延終了後途中に緩冷却を行わず、連続的に500℃以下まで冷却する方法においても、これまで検討している成分系では圧延終了温度をAr3点近傍とすれば、微細なフェライトの生成促進が可能となるが、Ar3点近傍で圧延をした熱延鋼板の材質特性は異方性が大きい問題がある。
【0008】
遅れ破壊の原因である鋼板中に固溶した水素は、結晶構造に起因し、残留オーステナイト中に優先的にトラップされる。特に加工の影響を受け、加工誘起変態したマルテンサイトとフェライトの界面が最も危険なトラップサイトとされる。
残留オーステナイト粒が粗大であればあるほど、残留オーステナイト粒の体積に比べ、加工誘起変態したマルテンサイトとフェライトの界面の面積比が減少し、トラップされる水素濃度が高濃度化し、遅れ破壊の危険性が高まる。さらにマルテンサイトと残留オーステナイトが隣接した状態(MA)で共存していれば、破壊の伝播が促進され、さらに危険性が高まるとされる。
特許文献2に記載した高強度鋼板は、この残留オーステナイト量を制約することにより、耐遅れ破壊性を向上させたものである。しかし、高い強度を有しつつ、優れた加工性を得るためには、残留オーステナイトの活用は有効であり、その制約を設けずとも、遅れ破壊に対して無害化することが望ましい。
【0009】
前記の特許文献3・4には、高強度鋼板ではないものの、軸圧潰試験でフェライト、マルテンサイトの2相組織鋼板は強度にたいして比較上吸収エネルギーが高く、軟質なフェライト相がクッション材になってきれいなアコーデオン状に折りたたまれる事が報告されているが、980MPa以上の強度で安定してフェライト相を有する鋼鈑が望まれる。
【0010】
そこで本願の発明者らは、合金元素を種々検討しホットストリップミル仕上圧延を高温のオーステナイトとフェライトの2相域で行い整粒フェライトを生成し、ROTでの複雑な冷却制御をおこなわないで、巻取り後にベイナイト変態をさせ、2μm以下の残留オーステナイト(7%以上20%以下)を微細分散させた複合組織を得ることで、異方性がなく高い強度と良好な加工性及び耐遅れ破壊特性および耐高速圧壊特性を併せもつ新しい低合金・高強度の鋼板およびその製法を開発したものである。
【課題を解決するための手段】
【0011】
鋭意研究を行った結果、発明者らは、高温の2相域での高圧下圧延条件を採用し、またさらに、これまでの高強度鋼板にはかならず用いられていた合金元素であるMnの添加量を制限し、強度元素として変態温度を高めるSiとMoおよび変態点降下の少ないCrを用い、その組成を制限することで、好ましい高強度鋼板が得られることを見出した。すなわち、適正な成分範囲を有するスラブを、熱間圧延の仕上圧延において、後段高ひずみ圧延を2相域の高温で終了し、適正な温度で巻取ることで、低合金組成で高い強度と優れた延性、耐遅れ破壊特性および耐高速圧壊特性を同時に付与することが出来きるのである。その詳細を以下に示す。
【0012】
請求項に記載した高強度熱延鋼板は、800℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μ以下でその比率(フェライト組織の体積比率)が5%以上70%以下であり、残留オーステナイト組織が粒径2μm以下でその比率(残留オーステナイト組織の体積比率)が7%以上20%以下であり、残部がベイナイト組織であることを特徴とする。
こうした組織性状を得ることにより、高強度で加工性が良く、且つ耐遅れ破壊特性および耐高速衝撃特性にも優れた鋼板を得ることが出来るのである。
ベイナイト組織で高い強度を得て、残留オーステナイトにより高い延性をもたせ、さらにフェライト組織が存在することで適度な加工性が得られる。マルテンサイト組織の比率を少なくすることと、残留オーステナイトの大きさを2μm以下で、効果的に微細に分散しているため、耐遅れ破壊性を得ることが出来るのである。また、キレツの伝播を遅らせ局部伸びを向上させる。
800℃以上Ae3温度以下の2相域で仕上圧延されているため、フェライトが回復して整粒になり、圧延方向および圧延直角方向の材質異方性が低減されている。したがって、この高強度熱延鋼板により、さらなる加工性の向上が図れる。
【0013】
請求項に記載した高強度熱延鋼板は、860℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μm以下でその比率が5%以上35%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織であるとともに、その成分範囲は、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo: 0.03〜0.60%を含み、残部は鉄および不可避的不純物の組成とするのがよい。
また、上記温度の代わりに800℃以上860℃以下(望ましくは830〜860℃)の2相域で仕上圧延されていて、フェライト組織の比率が上記の代わりに35%以上70%以下(望ましくは40〜65%)であり、上記割合のCr、Moの代わりにCr: 0.5〜2.0%(望ましくは1.2〜1.8%)、Mo:0.03〜0.2%(望ましくは0.12〜0.18%)であるものも好ましい。
上記いずれについても、とくに、下記(1)式を満足するのが望ましく、またさらに、Ti: 0.02〜0.20%、Nb: 0.02〜0.10%、V:0.02〜0.20%、B:0.0001〜0.0030%のうち1種または2種を含有したものであるのが好ましい。
Ae3=919-266*C+38*Si-28*Mn-27*Ni-11*Cr+12*Mo≧890 ・・・(1)
こうした適切な種類と量の化学成分を含むこととすれば、上記の組織を有していて望ましい機械的性質を発揮する高強度鋼板とすることが容易である。合金元素については、フェライトを回復させるため高温2相域圧延を行ううえではAr3変態温度が高いことがのぞましいので、Ar3変態温度を高めるシリコンおよびモリブデンを主要元素とし、強度の不足を変態点降下の少ないクロムを用いた。またシリコンはベイナイト変態を促進させるのに有効な元素と言われている。(1)式を満足するようにすれば、安定した2相域圧延が可能になる。なお、各成分の作用については後述する。
【0014】
上記高強度熱延鋼板として、上記した組織を有するとともに、板厚が1.0mmから4.0mm、引張り強さTS(MPa)が980MPa以上で、TSと伸び値EL(%)との積TS×ELが20000(MPa・%)以上であるものも好ましい。
そのような鋼板は、上述の組織を有していて高い強度と良い伸び特性とを兼ね備えるものだからである。
【0015】
上記高強度熱延鋼板についての請求項の製造方法は、上記成分範囲で1200℃以上の鋼材(素材スラブ)を粗圧延した後、複数スタンドを有する熱間圧延機によって、仕上後段3スタンドの累積歪が0.45以上でかつ860℃以上Ae3温度以下(または、上記に合わせて800℃以上860℃以下)の2相域で最終仕上圧延を完了することを特徴とする。
また、さらに、仕上圧延の圧延完了後、2秒以上5秒以内放冷後、10℃/sec以上の冷却速度で冷却を開始し、Bs 以下Ms+50℃以上で巻き取ることとするのも好ましい。なお、Bsは(2)式、Msは(3)式で示す。
Bs=649-83*C-19*Si-26*Mn-30*Ni-21*Cr-29*Mo・・・・・・・・・・・・(2)
Ms=539-423*C-30.4*Mn-17.7*Ni-12.1*Cr-7.5*Mo・・・・・・・・・・・・(3)
この製造方法によれば、高温の2相域で圧延されるためフェライトは回復し整粒になり、圧延方向及び圧延直角方向の材質異方性が低減出来、さらなる加工性の向上が図れるのである。
また、この製法によれば、その温度管理が容易となる。発明者らの製造試験によると、後述のように、こうした条件によって上述の高強度鋼板を得ることができた。
【発明の効果】
【0016】
請求項に記載の高強度鋼板は、フェライト及びベイナイトに、残留オーステナイトが多量に微細に分散した状態で混在するため、互いに相反する特性である強度と加工特性を兼備した鋼板であり、耐遅れ破壊特性および耐高速圧潰特性にも優れた鋼板である。
【0017】
請求項に記載した製造方法によれば、上記した高強度鋼板を円滑に製造することが出来る。
【発明を実施するための最良の形態】
【0018】
以下、980MPa以上の引張り強度をもちながらも、優れた加工性、耐遅れ破壊特性および耐高速圧潰特性が必要とされる加工部品に使用される薄鋼板とその製造方法について、実施の形態を示す。
鋼板の成分系として、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo: 0.03〜0.6%を含み、残部は鉄および不可避的不純物の組成である。とくに、下記の (1)式を満足し、さらに、Ti: 0.02〜0.20%、Nb: 0.02〜0.10%、V:0.02〜0.20%、B:0.0001〜0.0030%の4種のうちいずれか1種または2種を含有するものである。
なお、ここで述べる薄鋼板とは、板厚が1.0から4.0mmの鋼板のことである。製造する鋼板は、主として自動車、家電製品、電子機器製品、等の高い加工性と強度が必要な部品に使用することが出来る。その他、鋼管用の素材として適用が可能である。
【0019】
まず、鋼板の成分について述べる。
炭素(C)としては、0.14〜0.30%の範囲の量が必要である。炭素は残留オーステナイトを安定化させるために最も重要な元素で、0.14%未満では十分安定度が得られないので、0.14%以上の炭素量が必要である。一方、炭素量が0.30%以上になると、溶接部が硬化しすぎて溶接部から破断しやすくなる。これは、薄鋼板にとっては使用上の制約になるので、炭素量に上限を設けた。そして、0.14〜0.30%の炭素量であれば、本発明の主旨にそった複合組織が得られることを見出したものである。
【0020】
シリコン(Si)量は、1.0〜3.5%の範囲とする。シリコンは固溶強化による強度の向上効果も有する。さらに、Ae3を高めかつ残留オーステナイトの安定化のために活用する。シリコン量は、1.0%以上であれば、本発明の複合組織と材質特性が得られる。シリコン量は多いほど、Ae3を高め、残留オーステナイト量を増やすことができると同時に、その安定性を促す。しかし、3.5%以上のシリコン量になると、強度延性バランスの特性が飽和するので、シリコン量の上限を3.5%とする。
【0021】
クロム(Cr)量は、0.5〜3.0%の範囲とする。クロム量は(1)式に影響しAe3の低下が比較的少なく強度を高めることができる。0.5%未満になると、強度を満足することが出来ない。クロム量が3.0%を超えると、Ae3の低下が著しいので、その上限を3.0%とした。
【0022】
マンガン(Mn)量は0.1〜0.4%の範囲とする。マンガン量が0.1%未満になると、製鋼上での製造が困難になるので0.1%以上とする。 マンガン量を0.4%以上添加すると、Ae3を著しく低下しマルテンサイトが生成しやすくなり、本発明の目的とする組織が得られない。
【0023】
モリブデン(Mo)は、Si同様にAe3を向上させ、鋼の強度を向上させることが出来るが、故意に添加を行えばコストの上昇を招くため、その範囲を0.03〜0.6%とした。
【0024】
チタン(Ti)は、熱延工程における結晶粒の微細化効果を有している。
フェライト粒や残留オーステナイト粒を微細に分散させるためにチタンは有効な元素である。チタン量は0.02%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.02%以上とする。さらに0.20%よりも増えても作用効果はあまり増加しないのに加え、製鋼上での製造が困難になるので、その上限の量を0.20%とする。
【0025】
ニオブ(Nb)にも、チタンと同様に、再結晶や結晶粒成長を抑制する効果がある。
フェライト粒や残留オーステナイト粒を微細に分散させるためにニオブは有効な元素である。ニオブ量は0.02%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.02%以上とする。また、ニオブ量が0.10%よりも増えてもその作用効果はあまり増加しないので、その上限を0.10%とした。
【0026】
バナジウム(V)にも、チタン、ニオブと同様に、再結晶や結晶粒成長を抑制する効果がある。フェライト粒や残留オーステナイト粒を微細に分散させるためにバナジウムは有効な元素である。バナジウム量は0.02%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.02%以上とする。また、バナジウム量が0.20%よりも増えてもその作用効果はあまり増加しないので、その上限を0.20%とした。
【0027】
ボロン(B)にも、チタン、ニオブと同様に、再結晶や結晶粒成長を抑制する効果がある。フェライト粒や残留オーステナイト粒を微細に分散させるためにボロンは有効な元素である。ボロン量は0.0001%未満になると、再結晶や結晶粒成長を抑制する効果がなくなるので、添加する場合には0.0001%以上とする。また、ボロン量が0.0030%よりも増えてもその作用効果はあまり増加しないので、その上限を0.0030%とした。
【0028】
上記の基準成分に調整したスラブ(被圧延鋼材)は、再加熱してから熱間圧延をおこなうか、もしくは鋳造後直ちに熱間圧延をおこなうものとする。熱間圧延を施すにあたっては、粗圧延の後、複数スタンドを有する熱間圧延機によって、累積歪みが0.45以上になるように仕上圧延を行う。そのような高圧下率の圧延を行うためには、ワークロールの直径が600mm以下の小径ロールミル、またはワークロールの平均直径が600mm以下である異径ロールミルを少なくとも後段の複数スタンドに使用することが好ましい。圧延完了温度が低温になると扁平の結晶粒が回復せず整粒化しないので、圧延終了温度を860℃以上Ae3温度以下とする。
ここで「歪み」とは、各スタンド(各段)の入側での鋼板の厚さh0と出側での厚さh1の差を両者の平均厚さで除した
ε=(h0−h1)/{(h0+h1)/2}
をいい、「累積歪み」とは、後段3スタンドの各段での歪みを金属組織に対する影響の強さを考慮して加重積算したもので、最終段とその前段・前々段での歪みをそれぞれεn、εn-1、εn-2とするとき、
εc=εn+εn-1/2+εn-2/4
で表されるεcをいうものとする。仕上圧延機が6段の場合には、
εc=RED=F4/4+F5/2+F6
とも表すことができる。
【0029】
圧延終了温度が860℃以上Ae3温度以下(二相域)で熱間圧延を完了し、圧延完了後2秒以上5秒以下放冷後、10℃/sec以上の冷却速度で冷却を開始し、巻取ることが必要である。
累積歪みが0.45以上になるように熱間圧延することによりオーステナイト粒の微細化を行い、高温仕上げと、その後の2秒以上の放冷過程で結晶粒中の転位密度を減少させることが必要である。この圧延方式により、転位密度の少ない等軸で微細な旧オーステナイト粒が得られ、その後の冷却過程で得られる組織を、方向性が少ない均一、微細な組織とすることが出来るのである。巻き取り温度はBs 以下,Ms+50℃以上の温度範囲にすることにより、フェライトとベイナイトの混在する組織になり、オーステナイトも残留する。この残留オーステナイトは2μm以下と極めて微細に分散させることが出来る。
ここで巻き取り温度をBs 以下,Ms+50℃以上としたが、Ms+50℃以下の温度範囲ではマルテンサイト組織が多く生成し、遅れ破壊がおこりやすい。またBs 以上の温度では組織が粗大化し高い強度が得られない。
【0030】
図1は、この発明の実施形態の製造プロセスにおける熱間圧延及び冷却での温度履歴の概念を示すもので、横軸は時間経過、縦軸は温度である。図の左方から、aの範囲は粗圧延工程、bは仕上圧延工程、cは巻取り工程をそれぞれ行っていることを示す。
【0031】
図2では、EBSD法を用いて、体心立方構造のフェライトもしくはベイナイト相と面心立方構造のオーステナイト相を色分けした本発明鋼の組織断面を示した。(b)の白色(薄い色)で示した残留オーステナイト組織は2.0μm以下に微細かつ均一に分散していることが観察出来る。
ここで(a)は結晶方位差分布像(方位差15°以上を結晶粒界で識別)であり
(b)は結晶構造分布像(体心立方⇔面心立方)である。
【0032】
遅れ破壊試験法は、U曲げ連続チャージ法(参考文献:「鉄と鋼」vol83(1997) No11 P66)にもとづき実施した。すなわち、試験片寸法は板厚原板のまま、板幅30mm、板長さ100mmとし、端面は切断まま、クリアランス15%、曲げ内面側にバリを配置した。負荷応力を2000MPaとし、1N硫酸水溶液中で最大120分チャージした。割れ発生までの時間が120分以内のものを割れ発生とし、120分以上を割れなしとした。
【0033】
図3(a)は高速軸圧潰試験に用いた試験体の図面で70mm×70mmの角柱である。図3(b)は高速軸圧潰試験後の試験体の外観を示す。この図のように上部からきれいなアコーデオン状にたたまれたものを良好とし、折りたたまれず、さらに割れが発生したものを不良とした。
本発明は、以上の知見に基づき開発されたものである。
【実施例1】
【0034】
以下に発明の実施例を説明する。
表1に示す化学成分を有する溶鋼を、連続鋳造法もしくは鍛造法によりスラブ(圧延素材)とした。続いてこれらのスラブを再加熱し、熱間圧延を行い、熱延鋼板とした。
【表1】
【0035】
表1に示す鋼種A,B,C,D,E,F,N,O,P,Qは実施例の範囲(化学成分についての条件を満たす範囲)で、鋼種G,H.I.J,K,L,Mは比較例である。
【0036】
鋼種A,B,C,D,E,F,N,O,P,Qは下記(1)式をも満足した実施例である。
Ae3=919-266*C+38*Si-28*Mn-27*Ni-11*Cr+12*Mo≧890 ・・・(1)
比較例の鋼種Gは(1)式の範囲内であるがマンガン(Mn)が本発明の範囲を外れるものである。鋼種Hは(1)式の範囲内であるがクロム(Cr)が本発明の範囲を外れるものである。鋼種Iおよび鋼種Jは珪素(Si)が低く、マンガン(Mn)が高く本発明の範囲を外れ、(1)式も発明の範囲を外れる。鋼種Kは(1)式が発明の範囲を外れる。鋼種Lおよび鋼種Mは炭素量(C)が低位で本発明の範囲をはずれる。
【0037】
表2に熱間圧延条件とその材料特性を示す。
【表2】
【0038】
表2のNo.1〜3は本発明の範囲の化学成分をもつ鋼種Aを用いて、発明の範囲内で熱間圧延を行ったものである。高温での2相域圧延を行っているためフェライトが生成し、異方性が少なく引張強さ(TS)*伸び(El)も良好である。遅れ破壊特性も良好で、高速軸圧潰特性も良好であった。No.4は本発明の範囲の化学成分をもつ鋼種Aを用いたが、熱間圧延温度が高く、フェライトが生成しないため、高速軸圧潰特性が不良である比較例である。No.5は本発明の範囲の化学成分をもつ鋼種Aを用いたが、熱間圧延温度が低く、異方性が大きい比較例である。No.6は本発明の範囲の化学成分をもつ鋼種Aを用いたが、熱間圧延での圧延の累積歪みが少ないため結晶粒が大きく、遅れ破壊が発生した比較例である。
No.7は本発明の範囲の化学成分をもつ鋼種Bを用いて、発明の範囲内で熱間圧延を行ったものである。異方性が少なく引張強さ(TS)*伸び(El)も良好で,遅れ破壊特性も良好で、かつ高速軸圧潰特性も良好であった。No.8は本発明の範囲の化学成分をもつ鋼種Bを用いたが、巻取温度が低く、マルテンサイト組織が生成し、遅れ破壊が発生した比較例である。
No.9〜12は本発明の範囲の化学成分をもつ鋼種C,D,E,Fを用いて、発明の範囲内で熱間圧延を行ったものである。フェライトが生成し、異方性が少なく引張強さ(TS)*伸び(El)も良好である。遅れ破壊特性も良好で、高速軸圧潰特性も良好であった。
No.13〜20は本発明の成分範囲をはずれた比較例の鋼種Fを用いて、熱間圧延を行ったものである。No.13、14は比較例の鋼種G,Hを用いて発明の範囲内で熱間圧延をしたものであるが、マルテンサイト組織が生成し、遅れ破壊特性が発生した比較例である。
No.15〜17は比較例の鋼種I,J,Kを用いて熱間圧延したものであるが、Ae3変態点が低く、それ以上の圧延温度であったためフェライトが生成せず、高速軸圧潰特性が不良である比較例である。No.18比較例の鋼種Kを用いて熱間圧延したものであるが、熱間圧延温度が低く、異方性が大きい比較例である。
No.19、20は比較例の鋼種L,Mを用いて発明の範囲内で熱間圧延をしたものであるが、残留γの生成量が少なく、引張強さ(TS)*伸び(El)特性が低い比較例である。
No.21〜24は本発明の範囲の化学成分をもつ鋼種N,O,P,Qを用いて、発明の範囲内で熱間圧延を行ったものである。フェライトが生成し、異方性が少なく引張強さ(TS)*伸び(El)も良好である。遅れ破壊特性も良好で、高速軸圧潰特性も良好であった。
【実施例2】
【0039】
以下に発明の第2の実施例を示す。この例では、上記(発明を実施するための形態および実施例1)の例から Cr、Moの量を減少させた表3の化学成分を有する鋼種Rのスラブ(圧延素材)を材料(比較例ではなく実施例)とし、これを再加熱して熱間圧延を行い、熱延鋼板とした。
【表3】
【0040】
表4に、上記鋼種Rのスラブを材料として行った熱間圧延の条件と、それによって得た熱延鋼板の材料特性とを示す。熱間圧延の完了後、2秒以上5秒以下放冷したのち10℃/sec以上の冷却速度で冷却を開始し、Bs 以下,Ms+50℃以上で巻き取ることは、前記と同様である。
【表4】
【0041】
表4に示す2つの例(No.25、No.26)は、表2の実施例に比べて仕上温度のみを下げて圧延を行ったものだが、いずれの特性についても良好な結果が得られている。γ粒(残留オーステナイト)の再結晶を抑制するMoおよびCrの添加量を調整することにより、圧延温度を下げても、異方性の少ない高強度鋼板が得られたことになる。また、フェライト量が増えることでTS*Elバランスがさらに向上していることが確認される。
図4は、上記圧延材(実施例2)の断面組織を示す顕微鏡写真である。図2のものと同様な複相を呈している。
【図面の簡単な説明】
【0042】
【図1】この発明の実施形態の製造プロセスにおける熱間圧延及び冷却での温度履歴の概念を示す線図。
【図2】成分及び圧延条件が本発明の範囲において製造した鋼板のEBSD法による断面組織写真。(b)の写真白色(薄い色)の部分が残留オーステナイト。 (a)は結晶方位差分布像、(b)は結晶構造分布像。
【図3】図3(a)は高速軸圧潰試験に用いた試験体の図面であり、図3(b)は高速軸圧潰試験後の試験体の外観を示す。
【図4】実施例2の圧延材について示す断面組織写真である。(a)は光学顕微鏡組織、(b)は結晶方位差分布像、(c)は結晶構造分布像をそれぞれ示す。
【特許請求の範囲】
【請求項1】
800℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μm以下でその比率が5%以上70%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織であることを特徴とする高強度熱延鋼板。
【請求項2】
860℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μm以下でその比率が5%以上35%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織であること、
および、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo:0.03〜0.6%を含み、残部は鉄および不可避的不純物の組成にてなること
を特徴とする請求項1に記載の高強度熱延鋼板。
【請求項3】
成分範囲が(1)式を満足することを特徴とする請求項2に記載した高強度熱延鋼板。
Ae3=919-266*C+38*Si-28*Mn-27*Ni-11*Cr+12*Mo≧890 ・・・(1)
【請求項4】
Ti: 0.02〜0.20%、Nb: 0.02〜0.10%、V:0.02〜0.20%、B:0.0001〜0.0030%のうち1種または2種をさらに含有した請求項2または3に記載した高強度熱延鋼板。
【請求項5】
板厚が1.0mm以上4.0mm以下、引張り強さが980MPa以上であり、引張り強さと伸び値との積が20,000(MPa・%)以上であることを特徴とする請求項2〜4のいずれかに記載の高強度熱延鋼板。
【請求項6】
上記温度の代わりに800℃以上860℃以下の2相域で仕上圧延されていて、フェライト組織の比率が上記の代わりに35%以上70%以下であること、
および、上記割合のCr、Moの代わりにCr: 0.5〜2.0%、Mo:0.03〜0.2%を含む
ことを特徴とする請求項2〜5のいずれかに記載した高強度熱延鋼板。
【請求項7】
請求項2〜5のいずれかに記載した高強度熱延鋼板の製造方法であって、
上記成分範囲で1200℃以上の鋼材(素材スラブ)を粗圧延した後、複数スタンドを有する熱間圧延機によって、仕上後段3スタンドの累積歪が0.45以上で、かつ、860℃以上Ae3温度以下の2相域で、最終仕上圧延を完了することを特徴とする高強度熱延鋼板の製造方法。
【請求項8】
請求項6に記載した高強度熱延鋼板の製造方法であって、
上記成分範囲で1200℃以上の鋼材(素材スラブ)を粗圧延した後、複数スタンドを有する熱間圧延機によって、仕上後段3スタンドの累積歪が0.45以上で、かつ、800℃以上860℃以下の2相域で、最終仕上圧延を完了することを特徴とする高強度熱延鋼板の製造方法。
【請求項9】
仕上圧延の圧延完了後、2秒以上5秒以内の放冷後、10℃/sec以上の冷却速度で冷却を開始し、Bs 以下Ms+50℃以上で巻き取ることを特徴とする請求項7または8に記載の高強度熱延鋼板の製造方法。なお、Bsは(2)式、Msは(3)式で示す。
Bs=649-83*C-19*Si-26*Mn-30*Ni-21*Cr-29*Mo・・・・・・・・・・・・(2)
Ms=539-423*C-30.4*Mn-17.7*Ni-12.1*Cr-7.5*Mo・・・・・・・・・・・・(3)
【請求項1】
800℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μm以下でその比率が5%以上70%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織であることを特徴とする高強度熱延鋼板。
【請求項2】
860℃以上Ae3温度以下の2相域で仕上圧延されていて、フェライト組織が粒径10μm以下でその比率が5%以上35%以下であり、残留オーステナイト組織が粒径2μm以下でその比率が7%以上20%以下であり、残部がベイナイト組織であること、
および、C:0.14〜0.30%、Si:1.0〜3.5%、Mn:0.1〜0.4%、Cr: 0.5〜3.0%、Mo:0.03〜0.6%を含み、残部は鉄および不可避的不純物の組成にてなること
を特徴とする請求項1に記載の高強度熱延鋼板。
【請求項3】
成分範囲が(1)式を満足することを特徴とする請求項2に記載した高強度熱延鋼板。
Ae3=919-266*C+38*Si-28*Mn-27*Ni-11*Cr+12*Mo≧890 ・・・(1)
【請求項4】
Ti: 0.02〜0.20%、Nb: 0.02〜0.10%、V:0.02〜0.20%、B:0.0001〜0.0030%のうち1種または2種をさらに含有した請求項2または3に記載した高強度熱延鋼板。
【請求項5】
板厚が1.0mm以上4.0mm以下、引張り強さが980MPa以上であり、引張り強さと伸び値との積が20,000(MPa・%)以上であることを特徴とする請求項2〜4のいずれかに記載の高強度熱延鋼板。
【請求項6】
上記温度の代わりに800℃以上860℃以下の2相域で仕上圧延されていて、フェライト組織の比率が上記の代わりに35%以上70%以下であること、
および、上記割合のCr、Moの代わりにCr: 0.5〜2.0%、Mo:0.03〜0.2%を含む
ことを特徴とする請求項2〜5のいずれかに記載した高強度熱延鋼板。
【請求項7】
請求項2〜5のいずれかに記載した高強度熱延鋼板の製造方法であって、
上記成分範囲で1200℃以上の鋼材(素材スラブ)を粗圧延した後、複数スタンドを有する熱間圧延機によって、仕上後段3スタンドの累積歪が0.45以上で、かつ、860℃以上Ae3温度以下の2相域で、最終仕上圧延を完了することを特徴とする高強度熱延鋼板の製造方法。
【請求項8】
請求項6に記載した高強度熱延鋼板の製造方法であって、
上記成分範囲で1200℃以上の鋼材(素材スラブ)を粗圧延した後、複数スタンドを有する熱間圧延機によって、仕上後段3スタンドの累積歪が0.45以上で、かつ、800℃以上860℃以下の2相域で、最終仕上圧延を完了することを特徴とする高強度熱延鋼板の製造方法。
【請求項9】
仕上圧延の圧延完了後、2秒以上5秒以内の放冷後、10℃/sec以上の冷却速度で冷却を開始し、Bs 以下Ms+50℃以上で巻き取ることを特徴とする請求項7または8に記載の高強度熱延鋼板の製造方法。なお、Bsは(2)式、Msは(3)式で示す。
Bs=649-83*C-19*Si-26*Mn-30*Ni-21*Cr-29*Mo・・・・・・・・・・・・(2)
Ms=539-423*C-30.4*Mn-17.7*Ni-12.1*Cr-7.5*Mo・・・・・・・・・・・・(3)
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−168651(P2010−168651A)
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願番号】特願2009−289173(P2009−289173)
【出願日】平成21年12月21日(2009.12.21)
【出願人】(000150280)株式会社中山製鋼所 (26)
【Fターム(参考)】
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願日】平成21年12月21日(2009.12.21)
【出願人】(000150280)株式会社中山製鋼所 (26)
【Fターム(参考)】
[ Back to top ]