
高強度高延性アルミニウム合金板およびその製造方法
【課題】高強度な割に高延性であり、構造用部品や部材としての信頼性に優れた7000系アルミニウム合金板およびその製造方法を提供する。
【解決手段】特に鋳造厚みが10mm以下の薄鋳片から得られるアルミニウム合金板であって、Zn含有量が特に高い7000系アルミニウム合金板の鋳片冷却速度を速くして、合金元素の強制固溶量を増し、人工時効処理により、組織(図1の灰色の素地)中に析出させる晶析出物(図1の黒い不定形の小さな模様)を微細化させるとともに、これら晶析出物の平均面積分率を一定以下として、高強度な割に高延性なアルミニウム合金板とする。
【解決手段】特に鋳造厚みが10mm以下の薄鋳片から得られるアルミニウム合金板であって、Zn含有量が特に高い7000系アルミニウム合金板の鋳片冷却速度を速くして、合金元素の強制固溶量を増し、人工時効処理により、組織(図1の灰色の素地)中に析出させる晶析出物(図1の黒い不定形の小さな模様)を微細化させるとともに、これら晶析出物の平均面積分率を一定以下として、高強度な割に高延性なアルミニウム合金板とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋳造時の凝固速度を速めて急冷凝固させた鋳片から得られたAl−Zn−Mg−Cu系の7000系アルミニウム合金板に関し、高強度な割に高延性であり、構造用部品や部材としての信頼性に優れたアルミニウム合金板およびその製造方法に関するものである。
【0002】
ここで、本発明で言う急冷凝固鋳片とは、鋳型や双ロールを用いて溶解鋳造された板状鋳片のことであり、例えその形状が板状であっても、アルミニウム合金溶湯をガスアトマイズにより急冷凝固させた粉末やプリフォーム体を含まない。また、本発明で言うアルミニウム合金板とは、この鋳片を冷間圧延した薄板のことであり、好ましくは、この冷間圧延後に人工時効処理し、組織中に晶析出物を十分に析出させた薄板のことを言う。
【背景技術】
【0003】
近年、軽量化の要求が高まっている自動車部品、電子材料用端末機械、精密機械部品などには、高強度で軽量なアルミニウム合金材料が幅広く使用されている。
【0004】
ただ、これらアルミニウム合金の常温での機械的特性は、近年飛躍的に向上しているとはいうものの、高強度鋼に比べると未だ十分とはいえず、その使用も制限されている。例えば、高力アルミニウム合金として広く用いられている、いわゆるA7000系アルミニウム合金でさえも、その強度は不十分であり、その使用範囲は限られている。
【0005】
これに対して、通常の溶解鋳造合金では、凝固速度が比較的遅く、合金元素をマトリックス中に強制的に固溶できる量には限界があり、その後の人工時効処理によって析出できる晶析出物の量にも、大きな限界がある。したがって、その強度や伸びなどの機械的特性の飛躍的な向上には限界がある。
【0006】
このため、A7000系アルミニウム合金の強度を一層高めることを目的として、アトマイズ法による急冷凝固粉末として得る方法が、従来から提案されている。この急冷凝固法によれば、合金元素の含有量を、前記溶解鋳造アルミニウム合金板よりも増すことができる。したがって、これら合金元素を多量に含有したアルミニウム合金板を急冷凝固によって粉末化し、これを固化成形することで、強度に優れたアルミニウム合金を得ることができる。
【0007】
例えば、特許文献1では、A7000系アルミニウム合金の成分組成を特定量のAgを配合したものとし、空気アトマイズ法により得た、この成分組成の急冷凝固合金粉末を押出による粉末冶金法により固化成形体としている。因みに、この成形体を均質化処理および時効硬化処理したT6調質後の成形体材の引張強度は、約900MPaまで増大することが開示されている。
【0008】
しかし、このような急冷凝固粉末法では、得られるアルミニウム合金の大きさに限度があり、構造部材としてのパネルなど、一定以上の大きさ(面積)を有する薄板を製造できない。また、例え、薄板を製造できたとしても、通常の溶解鋳造法であるDC鋳造−熱間圧延−冷間圧延によるアルミニウム合金薄板の製造方法に比して、コストが却って高くなり、商品価値が小さい。
【0009】
これに対して、上記溶解鋳造法により得られる構造部材用アルミニウム合金薄板の強度や延性を、上記急冷凝固粉末法並か、あるいは、例えそれ以下であっても、大幅に向上させることができれば、前記構造部材用アルミニウム合金薄板の用途を大きく拡大することができる。
【0010】
この点、特許文献2〜5などに例示するたけで、他にも多数の特許文献によって提案されている通り、6%以上の高MgのAl−Mg系合金薄板を双ロール式などの連続鋳造法で製造することが公知である。この双ロール式連続鋳造法は、回転する一対の水冷鋳型 (双ロール) 間に、耐火物製の給湯ノズルからアルミニウム合金溶湯を注湯して凝固させ、かつ、この双ロール間において、上記凝固直後に急冷して、アルミニウム合金薄板とする方法である。この双ロール式連続鋳造法はハンター法や3C法などが知られている。
【0011】
この双ロール式連続鋳造法の冷却速度は、従来のDC鋳造法やベルト式連続鋳造法に較べて1〜3桁大きい。このため、6%以上の高MgのAl−Mg系合金薄板が得られ、強度延性バランスなどの特性が向上する。また、鋳片も比較的薄い10mm以下のものが得られるため、常法によるDC鋳塊(厚さ200〜600mm)で、薄板製造のために必要な熱間粗圧延、熱間仕上げ圧延等の工程が省略できる。さらに鋳塊の均質化処理も省略出来る。
【特許文献1】特開平7−316601号公報
【特許文献2】特開平7−252571号公報
【特許文献3】特開平8−165538号公報
【特許文献4】特開2006−28554号公報
【特許文献5】特開2007−21533号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
前記した通り、特許文献1のようなこのような急冷凝固粉末法では、得られるアルミニウム合金の大きさに限度があり、一定以上の大きさ(面積)を有する7000系アルミニウム合金薄板を製造できない。また、特許文献1のような7000系アルミニウム合金の急冷凝固粉末であっても、高強度になるほど伸びが大きく低下することは、やはり避けられない。例えば、文献などに公開されたデータとして、Al−Zn−Mg−Cu系の7000系アルミニウム合金板におけるA7090のアルミニウム合金板急冷凝固粉末固化成形材の引張強度が625MPaの場合の伸びは約6%程度でしかない。また、通常のDC鋳造材であるA7075アルミニウム合金板押出材であっても、引張強度が570MPaの場合の全伸びは11%程度である。
【0013】
このような低い伸びでは、その用途に応じて、素材薄板として、所望の部材乃至部品形状に冷間にて成形加工する際の成形性が低く、冷間加工が困難となる。このように、高強度の割りには伸びが低いことが、通常のDC鋳造−熱間圧延−冷間圧延によって得られる7000系アルミニウム合金薄板の用途を、大幅に制約していた理由でもある。
【0014】
一方で、7000系アルミニウム合金薄板を、上記通常の製造方法ではなく、双ロール式などの連続鋳造法で製造する方法は、これまであまり提案されていない。これは、7000系アルミニウム合金材は、押出形材の方が主流であり、高強度の割りには伸びが低いために、上記した通り、薄板の方はあまり用途がなく、生産量も少なかったことによると推考される。
【0015】
本発明は、かかる問題に鑑みなされたもので、高強度な割に高延性であり、構造用部品や部材としての信頼性に優れた7000系アルミニウム合金板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
この目的を達成するために、本発明の高強度高延性アルミニウム合金板の要旨は、Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、残部がAlおよび不可避的不純物からなるアルミニウム合金板であって、このアルミニウム合金板組織の倍率400倍の光学顕微鏡にて観察される晶析出物における、面積が等価な円の直径に換算した各晶析出物の大きさの平均値が3.0μm以下であるとともに、これら晶析出物の平均面積分率が4.5%以下とすることである。
【0017】
ここで、前記アルミニウム合金板が、選択的に、Agを0.01〜0.1質量%含有することが好ましい。また、前記アルミニウム合金板が、選択的に、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下にすることが好ましい。また、前記アルミニウム合金板が、鋳造厚みが10mm以下の薄鋳片を冷間圧延して得られたアルミニウム合金薄板であることが好ましい。
【0018】
また、上記目的を達成するために、本発明の高強度高延性アルミニウム合金板の製造方法の要旨は、Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、選択的に、Agを0.01〜0.1質量%を含有するか、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下とし、残部がAlおよび不可避的不純物からなるアルミニウム合金溶湯を、鋳造厚みが10mm以下の薄鋳片に鋳造し、この薄鋳片をそのまま冷間圧延してアルミニウム合金板とし、更に人工時効処理した後の、このアルミニウム合金板組織の晶析出物の、面積が等価な円の直径に換算した各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率が4.5%以下とすることである。
【0019】
ここで、前記アルミニウム合金板の製造方法における、前記鋳造時の冷却速度を10℃/s以上、前記冷間圧延の加工率を50%以上とすることが好ましい。
【発明の効果】
【0020】
本発明では、鋳型や双ロールを用いて溶解鋳造するに際して、鋳造厚みを10mm以下と薄くして鋳造時の凝固速度を速めた急冷凝固鋳片から、Al−Zn−Mg−Cu系の7000系アルミニウム合金板を得る。これによって、合金元素の強制固溶量を増し、人工時効処理などによって、組織中に晶析出物を十分に析出させ、高強度で高延性なアルミニウム合金薄板を得る。
【0021】
但し、この際、本発明では、更に、このアルミニウム合金薄板組織中の晶析出物の大きさを規制して、粗大な晶析出物を少なくするとともに、これら晶析出物の面積分率を一定以下とする。これによって、7000系アルミニウム合金薄板の前記した高強度で高延性な特性を保証する。具体的には、後述する通り、引張強度TSが600MPa以上の高強度の場合であっても、15%以上の全伸びELを達成する。これによって、構造用部品や部材への加工性や信頼性に優れたアルミニウム合金薄板を提供できる。と同時に、静的な機械的特性としての強度、延性も高めることができる。
【0022】
ここで、通常のDC鋳造によって得られる7000系アルミニウム合金板では、例え、各主要元素がいずれも本発明で規定する最少量で、かつ最適析出条件で人工時効処理を施したとしても、必然的に、前記晶析出物の平均面積分率は5%以上と多くなり、本発明で規定する4.5%以下とはなり得ない。この点でも、本発明は、通常のDC鋳造によって得られる7000系アルミニウム合金板とは区別される。
【発明を実施するための最良の形態】
【0023】
(アルミニウム合金板組成)
本発明アルミニウム合金板の化学成分組成について、各元素の限定理由を含めて、以下に説明する。なお、各元素の含有量の%表示は全て質量%の意味である。本発明アルミニウム合金板の化学成分組成は、前記急冷凝固により得られたAl−Zn−Mg−Cu系の7000系アルミニウム合金板として、本発明で意図する強度や延性などの機械的な特性を保証するために決定される。この観点から、本発明アルミニウム合金板の化学成分組成は、Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、残部がAlおよび不可避的不純物からなるものとする。この組成に対し、選択的な添加元素として、更に、Agを0.1〜0.01質量%の範囲で含有させても良い。また、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vなどの元素は、含有させても良いが、合計(総量)で0.5質量%以下とすることが好ましい。
【0024】
(Zn、Mg)
必須の合金元素であるZn、Mgは、人工時効処理後にGPゾーンあるいは中間析出相と呼ばれるMgZn2 、Mg32AlZn49などの微細分散相を形成して強度を向上させる。Znが5質量%未満、Mgが2質量%未満など、Zn、Mgの含有量が少な過ぎると、これら微細分散相が不足して、強度が低下する。特にZnは強度−延性のバランス向上効果が高く、含有量は多いほどよく、好ましくは7質量%以上、より好ましくは8質量%以上とする。
【0025】
一方、Znが12質量%超え、Mgが4質量%超えなど、Zn、Mgの含有量が多過ぎると、溶湯の急冷凝固を経たとしても、これらの元素は、Al中に固溶できないため、粗大な晶出物を形成し、アルミニウム合金板の強度や伸びの低下の原因となり、冷間加工性も著しく低下する。したがって、Znの含有量は5〜12質量%、好ましくは7〜12質量%、より好ましくは8〜12質量%の範囲とする。また、Mgの含有量は2〜4質量%の範囲とする。
【0026】
(Cu)
必須の合金元素であるCuは、固溶強化によって強度を向上させる。Cuが1%質量未満と、Cuの含有量が少な過ぎると、固溶Cu量が減って、強度や伸びが低下する。一方、Cuの含有量が2質量%を超えて多過ぎると、析出物が粗大化し、耐応力腐食割れ性などの耐食性が著しく低下し、また、強度や伸びも却って低下する。したがって、Cuの含有量は1〜2質量%の範囲とする。
【0027】
(Ag)
選択的な添加元素であるAgは、析出物の微細化効果があり、アルミニウム合金板の強度や伸びを向上させる。この効果を発揮させるために含有させる場合には0.01質量%以上含有させ、0.1質量%を超えて含有させる必要は無い。したがって、Agを選択的に含有させる場合は0.1〜0.01質量%の範囲とする。
【0028】
(Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、V)
Si、Fe、Mn、Cr、Co、Ni、Zr、TiおよびVは、不純物として、スクラップなどの溶解原料などから混入しやすい。これらの元素の含有量が合計で0.5質量%を超えた場合、これらの元素の粗大析出物が形成され、強度や伸び(延性)の低下の原因となる。但し、これらの元素が少量含有されると、析出効果によって、アルミニウム合金板の強度を向上させることができる面もあり、これらの元素を大幅に低減するためにはコストがかかる。したがって、これらSi、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vは、これらの合計含有量(総量)で0.5質量%以下の含有までは許容される。
【0029】
(不純物)
以上記載した元素以外のその他の元素は不純物であり、本発明の意図する特性を阻害しない範囲において、Al−Zn−Mg−Cu系の7000系アルミニウム合金板に通常含まれる範囲までは許容する。ただ、酸素など、特に介在物を生じやすい不純物元素は、アルミニウム合金板組織中に介在物を生じて、破壊の起点となり、強度や伸びを低下させる可能性が高い。したがって、これらの不純物はできるだけ少なくすることが好ましい。
【0030】
(組織)
以上のような7000系アルミニウム合金板組成を前提として、本発明では、特に強度や伸び(延性)を向上、保証するために、このアルミニウム合金板組織の粗大な晶析出物を抑制するよう、晶析出物の平均的な大きさを規制する。即ち、このアルミニウム合金板組織の晶析出物における、面積が等価な円の直径に換算した各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率を4.5%以下とする。
【0031】
これによって、急冷凝固により製造した7000系アルミニウム合金板組織中に含まれる晶析出物が微細化され、機械的特性としての強度や伸びも高くなり、構造用部品や部材としての信頼性を高めることができる。このアルミニウム合金板組織の前記各晶析出物の大きさの平均値が3.0μmを超えるか、あるいは、これら晶析出物の平均面積分率が4.5%を超えた場合には、急冷凝固により製造した7000系アルミニウム合金板であっても、引張強度TSが600MPa以上の高強度の場合の15%以上の全伸びELを保証することができない。
【0032】
具体的には、前記した通り、7000系アルミニウム合金における、急冷凝固粉末固化成形材の引張強度が625MPa、伸びが約6%程度であり、また、通常のDC鋳造材の引張強度が570MPa、伸びが11%程度である。これに対して、本発明では、引張強度TSが600MPa以上の高強度の場合であっても、15%以上の全伸びELを達成することができる。この強度−延性バランスは、この種高強度なAl−Zn−Mg−Cu系の7000系アルミニウム合金板としては、かなり画期的である。
【0033】
このような晶析出物組織は、鋳片の冷却速度を急冷凝固により速くして製造した、鋳片の合金元素の強制固溶量を増し、後工程での人工時効処理などによって、組織中に晶析出物を十分に析出させないと得られない。また、この鋳片の冷却速度制御により、晶析出物の強制固溶量や析出量を制御して、このような強度−延性バランスが劇的に向上するのは、この種高強度なAl−Zn−Mg−Cu系の7000系アルミニウム合金板に特有の傾向である。即ち、本発明のような晶析出物の制御によって、このような強度−延性バランスの劇的な向上が、他の合金系でも必ず発現するという訳ではなく、強度−延性バランスの向上効果がないアルミニウム合金系もある。また、通常のDC鋳造(均熱ー熱延ー冷延)によって得られる7000系アルミニウム合金板では、前記した通り、例え、Zn、Mg、Cuの主要元素がいずれも本発明で規定する最少量(下限量)で、かつ最適析出条件で人工時効処理を施したとしても、必然的に、前記晶析出物の平均面積分率は5%以上と多くなり、本発明で規定する4.5%以下とはなり得ない。
【0034】
(晶析出物の大きさ測定方法)
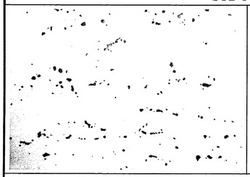
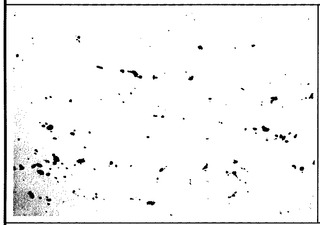
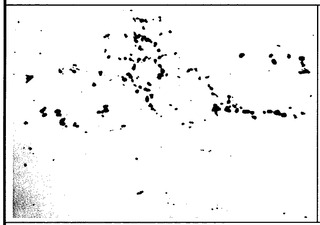
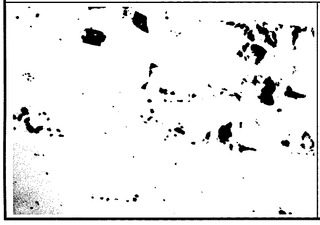
晶析出物の大きさや面積分率の測定は、アルミニウム合金板組織を、倍率400倍の光学顕微鏡による観察にて行う。この倍率400倍の光学顕微鏡観察では、マトリックス中に存在する晶析出物(晶出物や析出物)は、後述する図1〜6のように、灰色のマトリックスに対して散在する、黒い不定形の小さな模様として観察される。これを画像処理して、視野内に観察される各晶析出物(各黒い模様)の大きさを、面積が等価な円の直径に換算した大きさとして、50視野程度を観察する。そして、これら各視野内の晶析出物の平均的な大きさや平均的な面積分率を、更に、観察した50視野にて平均化したものが、本発明に係る晶析出物の大きさや面積分率である。
【0035】
ここで、本発明で言う晶析出物は、晶析出物組成で言うと、合金元素であるZn、Mg、Cuなどの金属間化合物(前記Zn、Mgの微細分散相や、Alとの金属間化合物を含む)である。また、前記したAgやSi、Fe、Mn、Cr、Co、Ni、Zr、TiおよびVなどの選択的な添加元素を含有させた場合には、これらを含めた金属間化合物である。ただ、本発明では、これら晶析出物の種類や、また晶出物か析出物かも問わず、前記した光学顕微鏡にて、灰色のマトリックスに対して散在する黒い不定形の小さな模様として観察されるもの全てを、特に強度や伸び(延性)に影響する晶析出物として扱う。
【0036】
(製造方法)
以下に、本発明アルミニウム合金板の製造方法を説明する。本発明Al−Zn−Mg−Cu系の7000系アルミニウム合金板は、Zn、Mg系の金属間化合物を多く析出させ、高強度化させるために、通常の溶解鋳造方法ではなく、急冷凝固によって製造する。この急冷凝固は、連続鋳造方法としては、双ロール式、ベルトキャスター式、プロペルチ式、ブロックキャスター式などがある。しかし、鋳片鋳造の際の冷却速度(凝固速度)をより速くするためには、双ロール式連続鋳造が好ましい。但し、本発明では、鋳造厚みを10mm以下と薄くして、鋳片鋳造の際の冷却速度をより速くしているので、ブックモールドなどの鋳型法でも、鋳造厚みを薄くすれば、所望の冷却速度を得ることができる。
【0037】
(鋳片厚み)
上記連続鋳造による急冷凝固にて鋳造される鋳片の厚みは、工業的には (実機、実生産設備においては) 、10mm以下と薄くしなければ、双ロール式連続鋳造であっても、鋳造時の冷却速度を10℃/s以上とすることが困難となる。ただ、試験設備など小規模の連続鋳造機では、後述する通り、鋳片の厚みが20〜30mm程度の厚みでも、鋳造時の冷却速度を10℃/s以上とすることができる。
【0038】
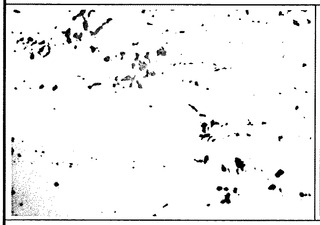
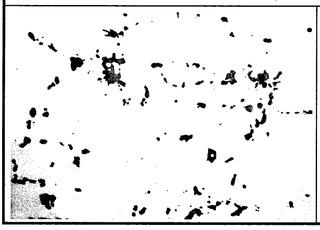
鋳片の冷却速度が10℃/s未満では、7000系アルミニウム合金板組織の、前記各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率を4.5%以下とすることが困難となる。なお、鋳片の厚みが1mm未満の鋳造は、鋳型やロール間への注湯や、ロール間のロールギャップ制御などの鋳造限界から困難である。したがって、この鋳造能力の限界と、後述する冷間圧延の加工率の確保から、鋳片の厚みの下限は、好ましくは1mm以上とする。後述する図1〜6(図面代用写真)の通り、鋳片の冷却速度が40℃/sと速い図1、4ほど、各晶析出物が微細となって、前記各晶析出物の規定を満足できる。一方、鋳片の冷却速度が4℃/sと遅い図3、6ほど、各晶析出物が粗大となって、前記各晶析出物の規定を満足できない。
【0039】
(冷却速度)
冷却速度は、別途冷却速度測定用の鋳造実験を行ない、実測により決定した。即ち、鋳型に注湯した凝固前の溶湯に熱電対を挿入し、板厚中央部における凝固時の温度を測定した。冷却速度は、凝固温度以下150℃の範囲で決定した。なお、冷却速度を、設備制約上、直接計測することが難しい場合は、鋳造された板 (鋳塊) のデンドライトアームスペーシングから冷却速度を算出することも可能である。これは、鋳造された板 (鋳塊) のデンドライトアームスペーシング (デンドライト二次枝間隔、:DAS) から、公知の方法(例えば、軽金属学会、昭和63年8.20発行、「アルミニウムデンドライトアームスペーシングと冷却速度の測定方法」などに記載)により求める。即ち、鋳造された板の鋳造組織における、互いに隣接するデンドライト二次アーム (二次枝) の平均間隔d を交線法を用いて計測し (視野数3 以上、交点数は10以上) 、このd を用いて次式、d = 62×C −0.337 (但し、d:デンドライト二次アーム間隔mm、C : 冷却速度℃/s) から求める。
【0040】
(冷間圧延)
このように、前記所定の成分組成からなるアルミニウム合金溶湯は、鋳造厚みが10mm以下の薄鋳片に鋳造され、この薄鋳片を冷間圧延してアルミニウム合金板とする。ここで、冷間圧延前に、必要により、鋳片表面は研削あるいは清浄化され、表面の平滑化や汚れの除去が図られる。ただ、通常のDC鋳造法における板の製造工程である、均熱処理、粗、仕上などの熱間圧延、熱間圧延後の荒焼は基本的に不要である。しかし、薄鋳片が比較的厚い場合などに、これらの工程の効果を活用するために、必要により、あるいは選択的に、これらの工程を施しても良い。
【0041】
この冷間圧延の加工率(冷延トータルの加工率)は50%以上とすることが好ましい。冷間圧延は鋳造組織を加工組織化し、所定の板厚とする(板厚精度の向上を含む)とともに、薄鋳片の空孔(ミクロポア)を消滅させる効果もある。これらの効果を発揮させるためには、冷間圧延の加工率は50%以上とする。なお、冷間圧延は1パスにて圧延せずとも、複数回の圧延パスとして良い。
【0042】
(人工時効処理)
冷間圧延された薄板は、7000系アルミニウム合金板組織の、前記各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率を4.5%以下とするために、好ましくは、この冷間圧延後に人工時効処理され、組織中に晶析出物を十分に析出させる。人工時効処理(人工時効硬化処理)は、通常の100〜150℃×10〜50時間程度の条件で良い。
【0043】
ここで、通常は、冷間圧延後の人工時効処理前に、480〜520℃×2〜8時間程度の条件で施される溶体化処理は、本発明鋳片には、前記鋳造条件によって、合金元素が十分強制固溶されているので、強制固溶のためには、基本的に不要である。しかし、必要により溶体化処理を施しても勿論良い。なお、このような人工時効処理は、本発明アルミニウム合金板(部品、部材などの素材)を、前記自動車部品、電子材料用端末機械、精密機械部品などの構造用部品、部材などの用途へ、成形加工後に行っても良い。
【0044】
(双ロール式連続鋳造)
ここで、双ロール式連続鋳造は、前記した通り、回転する一対の水冷銅鋳型などの双ロール間に、耐火物製の給湯ノズルから、上記成分組成の7000系アルミニウム合金溶湯を注湯して凝固させ、かつ、この双ロール間において、上記凝固直後に軽圧下し、かつ急冷して、アルミニウム合金薄板とする。この際、潤滑剤 (離型剤) によって表面が潤滑されていないロールを用いることが望ましい。潤滑剤を用いた場合、冷却速度が遅くなって、必要な冷却速度が得られない可能性が高い。
【0045】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0046】
下記表1に示す各成分組成のAl−Zn−Mg−Cu系の7000系アルミニウム合金溶湯をブックモールドにて試験的に鋳造して、薄板に製造した。この際、鋳片の鋳造厚み、鋳造時の冷却速度、冷延の加工率(冷延トータルの加工率)を各々変えて行い、これらの条件の板の特性への影響を調査した。
【0047】
但し、本実施例では、前記した実機の製造工程とは違い、実機の製造工程では省略できる、均熱処理と熱間圧延、および溶体化処理とを共通して加えた。これらの工程を加えることによって、強度、延性などの板の特性向上に対しては、各例とも一様に有利に働く。したがって、各例における、これら板の特性の互いの差や傾向が異なる、あるいは逆転することは一切なく、これらの工程を省略した実機の製造工程においても、各例とも同様の差あるいは傾向となる。
【0048】
具体的には、各例とも共通して、鋳片を470℃×4時間均熱処理後に、400℃×2時間再加熱後に開始する熱間圧延を行い、この熱延板に対して、3回のパスにて冷間圧延して、共通して、板厚1〜2mmの冷延薄板とした。そして、この冷延板を、各例とも共通して、470℃×2時間の溶体化処理後に、110℃×30時間の人工時効処理を行った。
【0049】
これら得られたアルミニウム合金板から試験片を採取して、これらのアルミニウム合金板に含まれる晶析出物の大きさの平均値、平均面積分率を、前記した要領にて、各々調査した。また、同時に、これらのアルミニウム合金板の機械的特性を以下のようにして調査した。これらの結果を各々表2、3に示す。
【0050】
(強度、伸び)
各例とも、前記得られたアルミニウム合金板を切断して得た、1.0mmt、幅20mm、長さ100mmの板状試験片の圧延方向(試験片長手方向)の室温引張り試験を行い、引張強度(MPa)、全伸び(%)を測定した。室温引張り試験はJIS2241(1980)に基づき、室温20℃で試験を行った。引張り速度は5mm/mm/分で、試験片が破断するまで一定の速度で行った。
【0051】
表1、2から明らかなように、各発明例は、本発明組成のアルミニウム合金板(溶湯)A〜Iを用い、鋳造される鋳片の厚みを10mm以下と薄くし、ブックモールド鋳造であっても、鋳造時の冷却速度を10℃/s以上とし、かつ冷間圧延の加工率を50%以上と、好ましい条件下で薄板を製造している。
【0052】
この結果、各発明例は、このアルミニウム合金板組織の倍率400倍の光学顕微鏡にて観察される晶析出物の、面積が等価な円の直径に換算した各晶析出物の大きさの平均値が3.0μm以下であるとともに、これら晶析出物の平均面積分率が4.5%以下である。
【0053】
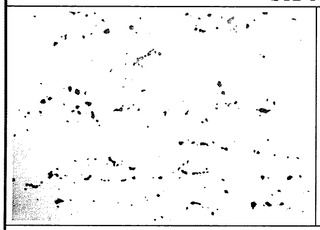
発明例、比較例の組織の倍率400倍の光学顕微鏡にて観察される晶析出物を、鋳片冷却速度が速い順に、合金Aでは、発明例1、3、比較例12の順に、図1、2、3(図面代用写真)に示す。合金Bでは、発明例2、4、比較例13の順に、図4、5、6(図面代用写真)に示す。これらの図の通り、灰色のマトリックスに対して散在する、黒い不定形の小さな模様として観察される晶析出物は、鋳片の冷却速度が40℃/sと速い、発明例1、2(図1、4)の方が、鋳片の冷却速度が4℃/sと遅い、比較例12、13(図3、6)に比して、微細である。したがって、発明例は前記各晶析出物の規定を満足でき、比較例は前記各晶析出物の規定を満足できない。
【0054】
それゆえ、各発明例は、アルミニウム合金薄板の引張強度が600MPa以上であり、かつ15%以上の伸びを有する。したがって、構造材として要求される強度あるいは構造材への冷間加工性などを満足できる高強度高延性な特性を有する。
【0055】
これに対して、比較例12〜15は、合金組成が範囲内である表1の合金A、Bを用いているが、鋳造される鋳片の厚み、鋳造時の冷却速度、かつ冷間圧延の加工率のいずれかが、好ましい条件を外れて、薄板を製造している。このため、これら比較例は、図3、6に示す通り、図1、4の発明例などに比して、晶析出物の大きさの平均値が3.0μmを超え、粗大な晶析出物を有している。それゆえ、これら比較例は、これら晶析出物の平均面積分率は4.5%以下であり、アルミニウム合金薄板の引張強度が600MPa以上あっても、伸びが15%未満である。したがって、構造材として要求される強度や構造材への冷間加工性などを満足できない。
【0056】
比較例16〜21は、合金組成が範囲から外れる表1の合金J〜Oを用いている。この内、比較例16はZnが下限に外れる合金Jを用いている。比較例17はZnが上限に外れる合金Kを用いている。比較例18はMgが下限に外れる合金Lを用いている。比較例19はMgが上限に外れる合金Mを用いている。比較例20はCuが下限に外れる合金Nを用いている。また、比較例21は比較例22はCuが上限に外れる合金Oを用いている。
【0057】
このため、これら比較例は、好ましい製造方法で製造され、本発明の晶析出物規定は満足するものの、常温での機械的な特性が劣っている。即ち、高強度な割りには伸びが低く過ぎる。したがって、これら比較例は、構造材として要求される強度や加工性を満足できていない。
【0058】
以上の結果から、本発明アルミニウム合金板が高強度と高延性を満足するための本発明各要件や、好ましい各要件などの、臨界的な意義が裏付けられる。
【0059】
【表1】

【0060】
【表2】
【産業上の利用可能性】
【0061】
以上説明したように、本発明は、高強度な割に高延性であり、構造用部品や部材としての信頼性に優れた7000系アルミニウム合金板およびその製造方法を提供できる。したがって、その用途に応じて、高延性を利して所望の形状に冷間などで成形加工され、高強度を利して所望の部材、部品とされる、自動車部品、電子材料用端末機械、精密機械部品などに好適である。
【図面の簡単な説明】
【0062】
【図1】アルミニウム合金板の組織を示す図面代用写真である。
【図2】アルミニウム合金板の組織を示す図面代用写真である。
【図3】アルミニウム合金板の組織を示す図面代用写真である。
【図4】アルミニウム合金板の組織を示す図面代用写真である。
【図5】アルミニウム合金板の組織を示す図面代用写真である。
【図6】アルミニウム合金板の組織を示す図面代用写真である。
【技術分野】
【0001】
本発明は、鋳造時の凝固速度を速めて急冷凝固させた鋳片から得られたAl−Zn−Mg−Cu系の7000系アルミニウム合金板に関し、高強度な割に高延性であり、構造用部品や部材としての信頼性に優れたアルミニウム合金板およびその製造方法に関するものである。
【0002】
ここで、本発明で言う急冷凝固鋳片とは、鋳型や双ロールを用いて溶解鋳造された板状鋳片のことであり、例えその形状が板状であっても、アルミニウム合金溶湯をガスアトマイズにより急冷凝固させた粉末やプリフォーム体を含まない。また、本発明で言うアルミニウム合金板とは、この鋳片を冷間圧延した薄板のことであり、好ましくは、この冷間圧延後に人工時効処理し、組織中に晶析出物を十分に析出させた薄板のことを言う。
【背景技術】
【0003】
近年、軽量化の要求が高まっている自動車部品、電子材料用端末機械、精密機械部品などには、高強度で軽量なアルミニウム合金材料が幅広く使用されている。
【0004】
ただ、これらアルミニウム合金の常温での機械的特性は、近年飛躍的に向上しているとはいうものの、高強度鋼に比べると未だ十分とはいえず、その使用も制限されている。例えば、高力アルミニウム合金として広く用いられている、いわゆるA7000系アルミニウム合金でさえも、その強度は不十分であり、その使用範囲は限られている。
【0005】
これに対して、通常の溶解鋳造合金では、凝固速度が比較的遅く、合金元素をマトリックス中に強制的に固溶できる量には限界があり、その後の人工時効処理によって析出できる晶析出物の量にも、大きな限界がある。したがって、その強度や伸びなどの機械的特性の飛躍的な向上には限界がある。
【0006】
このため、A7000系アルミニウム合金の強度を一層高めることを目的として、アトマイズ法による急冷凝固粉末として得る方法が、従来から提案されている。この急冷凝固法によれば、合金元素の含有量を、前記溶解鋳造アルミニウム合金板よりも増すことができる。したがって、これら合金元素を多量に含有したアルミニウム合金板を急冷凝固によって粉末化し、これを固化成形することで、強度に優れたアルミニウム合金を得ることができる。
【0007】
例えば、特許文献1では、A7000系アルミニウム合金の成分組成を特定量のAgを配合したものとし、空気アトマイズ法により得た、この成分組成の急冷凝固合金粉末を押出による粉末冶金法により固化成形体としている。因みに、この成形体を均質化処理および時効硬化処理したT6調質後の成形体材の引張強度は、約900MPaまで増大することが開示されている。
【0008】
しかし、このような急冷凝固粉末法では、得られるアルミニウム合金の大きさに限度があり、構造部材としてのパネルなど、一定以上の大きさ(面積)を有する薄板を製造できない。また、例え、薄板を製造できたとしても、通常の溶解鋳造法であるDC鋳造−熱間圧延−冷間圧延によるアルミニウム合金薄板の製造方法に比して、コストが却って高くなり、商品価値が小さい。
【0009】
これに対して、上記溶解鋳造法により得られる構造部材用アルミニウム合金薄板の強度や延性を、上記急冷凝固粉末法並か、あるいは、例えそれ以下であっても、大幅に向上させることができれば、前記構造部材用アルミニウム合金薄板の用途を大きく拡大することができる。
【0010】
この点、特許文献2〜5などに例示するたけで、他にも多数の特許文献によって提案されている通り、6%以上の高MgのAl−Mg系合金薄板を双ロール式などの連続鋳造法で製造することが公知である。この双ロール式連続鋳造法は、回転する一対の水冷鋳型 (双ロール) 間に、耐火物製の給湯ノズルからアルミニウム合金溶湯を注湯して凝固させ、かつ、この双ロール間において、上記凝固直後に急冷して、アルミニウム合金薄板とする方法である。この双ロール式連続鋳造法はハンター法や3C法などが知られている。
【0011】
この双ロール式連続鋳造法の冷却速度は、従来のDC鋳造法やベルト式連続鋳造法に較べて1〜3桁大きい。このため、6%以上の高MgのAl−Mg系合金薄板が得られ、強度延性バランスなどの特性が向上する。また、鋳片も比較的薄い10mm以下のものが得られるため、常法によるDC鋳塊(厚さ200〜600mm)で、薄板製造のために必要な熱間粗圧延、熱間仕上げ圧延等の工程が省略できる。さらに鋳塊の均質化処理も省略出来る。
【特許文献1】特開平7−316601号公報
【特許文献2】特開平7−252571号公報
【特許文献3】特開平8−165538号公報
【特許文献4】特開2006−28554号公報
【特許文献5】特開2007−21533号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
前記した通り、特許文献1のようなこのような急冷凝固粉末法では、得られるアルミニウム合金の大きさに限度があり、一定以上の大きさ(面積)を有する7000系アルミニウム合金薄板を製造できない。また、特許文献1のような7000系アルミニウム合金の急冷凝固粉末であっても、高強度になるほど伸びが大きく低下することは、やはり避けられない。例えば、文献などに公開されたデータとして、Al−Zn−Mg−Cu系の7000系アルミニウム合金板におけるA7090のアルミニウム合金板急冷凝固粉末固化成形材の引張強度が625MPaの場合の伸びは約6%程度でしかない。また、通常のDC鋳造材であるA7075アルミニウム合金板押出材であっても、引張強度が570MPaの場合の全伸びは11%程度である。
【0013】
このような低い伸びでは、その用途に応じて、素材薄板として、所望の部材乃至部品形状に冷間にて成形加工する際の成形性が低く、冷間加工が困難となる。このように、高強度の割りには伸びが低いことが、通常のDC鋳造−熱間圧延−冷間圧延によって得られる7000系アルミニウム合金薄板の用途を、大幅に制約していた理由でもある。
【0014】
一方で、7000系アルミニウム合金薄板を、上記通常の製造方法ではなく、双ロール式などの連続鋳造法で製造する方法は、これまであまり提案されていない。これは、7000系アルミニウム合金材は、押出形材の方が主流であり、高強度の割りには伸びが低いために、上記した通り、薄板の方はあまり用途がなく、生産量も少なかったことによると推考される。
【0015】
本発明は、かかる問題に鑑みなされたもので、高強度な割に高延性であり、構造用部品や部材としての信頼性に優れた7000系アルミニウム合金板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
この目的を達成するために、本発明の高強度高延性アルミニウム合金板の要旨は、Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、残部がAlおよび不可避的不純物からなるアルミニウム合金板であって、このアルミニウム合金板組織の倍率400倍の光学顕微鏡にて観察される晶析出物における、面積が等価な円の直径に換算した各晶析出物の大きさの平均値が3.0μm以下であるとともに、これら晶析出物の平均面積分率が4.5%以下とすることである。
【0017】
ここで、前記アルミニウム合金板が、選択的に、Agを0.01〜0.1質量%含有することが好ましい。また、前記アルミニウム合金板が、選択的に、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下にすることが好ましい。また、前記アルミニウム合金板が、鋳造厚みが10mm以下の薄鋳片を冷間圧延して得られたアルミニウム合金薄板であることが好ましい。
【0018】
また、上記目的を達成するために、本発明の高強度高延性アルミニウム合金板の製造方法の要旨は、Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、選択的に、Agを0.01〜0.1質量%を含有するか、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下とし、残部がAlおよび不可避的不純物からなるアルミニウム合金溶湯を、鋳造厚みが10mm以下の薄鋳片に鋳造し、この薄鋳片をそのまま冷間圧延してアルミニウム合金板とし、更に人工時効処理した後の、このアルミニウム合金板組織の晶析出物の、面積が等価な円の直径に換算した各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率が4.5%以下とすることである。
【0019】
ここで、前記アルミニウム合金板の製造方法における、前記鋳造時の冷却速度を10℃/s以上、前記冷間圧延の加工率を50%以上とすることが好ましい。
【発明の効果】
【0020】
本発明では、鋳型や双ロールを用いて溶解鋳造するに際して、鋳造厚みを10mm以下と薄くして鋳造時の凝固速度を速めた急冷凝固鋳片から、Al−Zn−Mg−Cu系の7000系アルミニウム合金板を得る。これによって、合金元素の強制固溶量を増し、人工時効処理などによって、組織中に晶析出物を十分に析出させ、高強度で高延性なアルミニウム合金薄板を得る。
【0021】
但し、この際、本発明では、更に、このアルミニウム合金薄板組織中の晶析出物の大きさを規制して、粗大な晶析出物を少なくするとともに、これら晶析出物の面積分率を一定以下とする。これによって、7000系アルミニウム合金薄板の前記した高強度で高延性な特性を保証する。具体的には、後述する通り、引張強度TSが600MPa以上の高強度の場合であっても、15%以上の全伸びELを達成する。これによって、構造用部品や部材への加工性や信頼性に優れたアルミニウム合金薄板を提供できる。と同時に、静的な機械的特性としての強度、延性も高めることができる。
【0022】
ここで、通常のDC鋳造によって得られる7000系アルミニウム合金板では、例え、各主要元素がいずれも本発明で規定する最少量で、かつ最適析出条件で人工時効処理を施したとしても、必然的に、前記晶析出物の平均面積分率は5%以上と多くなり、本発明で規定する4.5%以下とはなり得ない。この点でも、本発明は、通常のDC鋳造によって得られる7000系アルミニウム合金板とは区別される。
【発明を実施するための最良の形態】
【0023】
(アルミニウム合金板組成)
本発明アルミニウム合金板の化学成分組成について、各元素の限定理由を含めて、以下に説明する。なお、各元素の含有量の%表示は全て質量%の意味である。本発明アルミニウム合金板の化学成分組成は、前記急冷凝固により得られたAl−Zn−Mg−Cu系の7000系アルミニウム合金板として、本発明で意図する強度や延性などの機械的な特性を保証するために決定される。この観点から、本発明アルミニウム合金板の化学成分組成は、Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、残部がAlおよび不可避的不純物からなるものとする。この組成に対し、選択的な添加元素として、更に、Agを0.1〜0.01質量%の範囲で含有させても良い。また、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vなどの元素は、含有させても良いが、合計(総量)で0.5質量%以下とすることが好ましい。
【0024】
(Zn、Mg)
必須の合金元素であるZn、Mgは、人工時効処理後にGPゾーンあるいは中間析出相と呼ばれるMgZn2 、Mg32AlZn49などの微細分散相を形成して強度を向上させる。Znが5質量%未満、Mgが2質量%未満など、Zn、Mgの含有量が少な過ぎると、これら微細分散相が不足して、強度が低下する。特にZnは強度−延性のバランス向上効果が高く、含有量は多いほどよく、好ましくは7質量%以上、より好ましくは8質量%以上とする。
【0025】
一方、Znが12質量%超え、Mgが4質量%超えなど、Zn、Mgの含有量が多過ぎると、溶湯の急冷凝固を経たとしても、これらの元素は、Al中に固溶できないため、粗大な晶出物を形成し、アルミニウム合金板の強度や伸びの低下の原因となり、冷間加工性も著しく低下する。したがって、Znの含有量は5〜12質量%、好ましくは7〜12質量%、より好ましくは8〜12質量%の範囲とする。また、Mgの含有量は2〜4質量%の範囲とする。
【0026】
(Cu)
必須の合金元素であるCuは、固溶強化によって強度を向上させる。Cuが1%質量未満と、Cuの含有量が少な過ぎると、固溶Cu量が減って、強度や伸びが低下する。一方、Cuの含有量が2質量%を超えて多過ぎると、析出物が粗大化し、耐応力腐食割れ性などの耐食性が著しく低下し、また、強度や伸びも却って低下する。したがって、Cuの含有量は1〜2質量%の範囲とする。
【0027】
(Ag)
選択的な添加元素であるAgは、析出物の微細化効果があり、アルミニウム合金板の強度や伸びを向上させる。この効果を発揮させるために含有させる場合には0.01質量%以上含有させ、0.1質量%を超えて含有させる必要は無い。したがって、Agを選択的に含有させる場合は0.1〜0.01質量%の範囲とする。
【0028】
(Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、V)
Si、Fe、Mn、Cr、Co、Ni、Zr、TiおよびVは、不純物として、スクラップなどの溶解原料などから混入しやすい。これらの元素の含有量が合計で0.5質量%を超えた場合、これらの元素の粗大析出物が形成され、強度や伸び(延性)の低下の原因となる。但し、これらの元素が少量含有されると、析出効果によって、アルミニウム合金板の強度を向上させることができる面もあり、これらの元素を大幅に低減するためにはコストがかかる。したがって、これらSi、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vは、これらの合計含有量(総量)で0.5質量%以下の含有までは許容される。
【0029】
(不純物)
以上記載した元素以外のその他の元素は不純物であり、本発明の意図する特性を阻害しない範囲において、Al−Zn−Mg−Cu系の7000系アルミニウム合金板に通常含まれる範囲までは許容する。ただ、酸素など、特に介在物を生じやすい不純物元素は、アルミニウム合金板組織中に介在物を生じて、破壊の起点となり、強度や伸びを低下させる可能性が高い。したがって、これらの不純物はできるだけ少なくすることが好ましい。
【0030】
(組織)
以上のような7000系アルミニウム合金板組成を前提として、本発明では、特に強度や伸び(延性)を向上、保証するために、このアルミニウム合金板組織の粗大な晶析出物を抑制するよう、晶析出物の平均的な大きさを規制する。即ち、このアルミニウム合金板組織の晶析出物における、面積が等価な円の直径に換算した各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率を4.5%以下とする。
【0031】
これによって、急冷凝固により製造した7000系アルミニウム合金板組織中に含まれる晶析出物が微細化され、機械的特性としての強度や伸びも高くなり、構造用部品や部材としての信頼性を高めることができる。このアルミニウム合金板組織の前記各晶析出物の大きさの平均値が3.0μmを超えるか、あるいは、これら晶析出物の平均面積分率が4.5%を超えた場合には、急冷凝固により製造した7000系アルミニウム合金板であっても、引張強度TSが600MPa以上の高強度の場合の15%以上の全伸びELを保証することができない。
【0032】
具体的には、前記した通り、7000系アルミニウム合金における、急冷凝固粉末固化成形材の引張強度が625MPa、伸びが約6%程度であり、また、通常のDC鋳造材の引張強度が570MPa、伸びが11%程度である。これに対して、本発明では、引張強度TSが600MPa以上の高強度の場合であっても、15%以上の全伸びELを達成することができる。この強度−延性バランスは、この種高強度なAl−Zn−Mg−Cu系の7000系アルミニウム合金板としては、かなり画期的である。
【0033】
このような晶析出物組織は、鋳片の冷却速度を急冷凝固により速くして製造した、鋳片の合金元素の強制固溶量を増し、後工程での人工時効処理などによって、組織中に晶析出物を十分に析出させないと得られない。また、この鋳片の冷却速度制御により、晶析出物の強制固溶量や析出量を制御して、このような強度−延性バランスが劇的に向上するのは、この種高強度なAl−Zn−Mg−Cu系の7000系アルミニウム合金板に特有の傾向である。即ち、本発明のような晶析出物の制御によって、このような強度−延性バランスの劇的な向上が、他の合金系でも必ず発現するという訳ではなく、強度−延性バランスの向上効果がないアルミニウム合金系もある。また、通常のDC鋳造(均熱ー熱延ー冷延)によって得られる7000系アルミニウム合金板では、前記した通り、例え、Zn、Mg、Cuの主要元素がいずれも本発明で規定する最少量(下限量)で、かつ最適析出条件で人工時効処理を施したとしても、必然的に、前記晶析出物の平均面積分率は5%以上と多くなり、本発明で規定する4.5%以下とはなり得ない。
【0034】
(晶析出物の大きさ測定方法)
晶析出物の大きさや面積分率の測定は、アルミニウム合金板組織を、倍率400倍の光学顕微鏡による観察にて行う。この倍率400倍の光学顕微鏡観察では、マトリックス中に存在する晶析出物(晶出物や析出物)は、後述する図1〜6のように、灰色のマトリックスに対して散在する、黒い不定形の小さな模様として観察される。これを画像処理して、視野内に観察される各晶析出物(各黒い模様)の大きさを、面積が等価な円の直径に換算した大きさとして、50視野程度を観察する。そして、これら各視野内の晶析出物の平均的な大きさや平均的な面積分率を、更に、観察した50視野にて平均化したものが、本発明に係る晶析出物の大きさや面積分率である。
【0035】
ここで、本発明で言う晶析出物は、晶析出物組成で言うと、合金元素であるZn、Mg、Cuなどの金属間化合物(前記Zn、Mgの微細分散相や、Alとの金属間化合物を含む)である。また、前記したAgやSi、Fe、Mn、Cr、Co、Ni、Zr、TiおよびVなどの選択的な添加元素を含有させた場合には、これらを含めた金属間化合物である。ただ、本発明では、これら晶析出物の種類や、また晶出物か析出物かも問わず、前記した光学顕微鏡にて、灰色のマトリックスに対して散在する黒い不定形の小さな模様として観察されるもの全てを、特に強度や伸び(延性)に影響する晶析出物として扱う。
【0036】
(製造方法)
以下に、本発明アルミニウム合金板の製造方法を説明する。本発明Al−Zn−Mg−Cu系の7000系アルミニウム合金板は、Zn、Mg系の金属間化合物を多く析出させ、高強度化させるために、通常の溶解鋳造方法ではなく、急冷凝固によって製造する。この急冷凝固は、連続鋳造方法としては、双ロール式、ベルトキャスター式、プロペルチ式、ブロックキャスター式などがある。しかし、鋳片鋳造の際の冷却速度(凝固速度)をより速くするためには、双ロール式連続鋳造が好ましい。但し、本発明では、鋳造厚みを10mm以下と薄くして、鋳片鋳造の際の冷却速度をより速くしているので、ブックモールドなどの鋳型法でも、鋳造厚みを薄くすれば、所望の冷却速度を得ることができる。
【0037】
(鋳片厚み)
上記連続鋳造による急冷凝固にて鋳造される鋳片の厚みは、工業的には (実機、実生産設備においては) 、10mm以下と薄くしなければ、双ロール式連続鋳造であっても、鋳造時の冷却速度を10℃/s以上とすることが困難となる。ただ、試験設備など小規模の連続鋳造機では、後述する通り、鋳片の厚みが20〜30mm程度の厚みでも、鋳造時の冷却速度を10℃/s以上とすることができる。
【0038】
鋳片の冷却速度が10℃/s未満では、7000系アルミニウム合金板組織の、前記各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率を4.5%以下とすることが困難となる。なお、鋳片の厚みが1mm未満の鋳造は、鋳型やロール間への注湯や、ロール間のロールギャップ制御などの鋳造限界から困難である。したがって、この鋳造能力の限界と、後述する冷間圧延の加工率の確保から、鋳片の厚みの下限は、好ましくは1mm以上とする。後述する図1〜6(図面代用写真)の通り、鋳片の冷却速度が40℃/sと速い図1、4ほど、各晶析出物が微細となって、前記各晶析出物の規定を満足できる。一方、鋳片の冷却速度が4℃/sと遅い図3、6ほど、各晶析出物が粗大となって、前記各晶析出物の規定を満足できない。
【0039】
(冷却速度)
冷却速度は、別途冷却速度測定用の鋳造実験を行ない、実測により決定した。即ち、鋳型に注湯した凝固前の溶湯に熱電対を挿入し、板厚中央部における凝固時の温度を測定した。冷却速度は、凝固温度以下150℃の範囲で決定した。なお、冷却速度を、設備制約上、直接計測することが難しい場合は、鋳造された板 (鋳塊) のデンドライトアームスペーシングから冷却速度を算出することも可能である。これは、鋳造された板 (鋳塊) のデンドライトアームスペーシング (デンドライト二次枝間隔、:DAS) から、公知の方法(例えば、軽金属学会、昭和63年8.20発行、「アルミニウムデンドライトアームスペーシングと冷却速度の測定方法」などに記載)により求める。即ち、鋳造された板の鋳造組織における、互いに隣接するデンドライト二次アーム (二次枝) の平均間隔d を交線法を用いて計測し (視野数3 以上、交点数は10以上) 、このd を用いて次式、d = 62×C −0.337 (但し、d:デンドライト二次アーム間隔mm、C : 冷却速度℃/s) から求める。
【0040】
(冷間圧延)
このように、前記所定の成分組成からなるアルミニウム合金溶湯は、鋳造厚みが10mm以下の薄鋳片に鋳造され、この薄鋳片を冷間圧延してアルミニウム合金板とする。ここで、冷間圧延前に、必要により、鋳片表面は研削あるいは清浄化され、表面の平滑化や汚れの除去が図られる。ただ、通常のDC鋳造法における板の製造工程である、均熱処理、粗、仕上などの熱間圧延、熱間圧延後の荒焼は基本的に不要である。しかし、薄鋳片が比較的厚い場合などに、これらの工程の効果を活用するために、必要により、あるいは選択的に、これらの工程を施しても良い。
【0041】
この冷間圧延の加工率(冷延トータルの加工率)は50%以上とすることが好ましい。冷間圧延は鋳造組織を加工組織化し、所定の板厚とする(板厚精度の向上を含む)とともに、薄鋳片の空孔(ミクロポア)を消滅させる効果もある。これらの効果を発揮させるためには、冷間圧延の加工率は50%以上とする。なお、冷間圧延は1パスにて圧延せずとも、複数回の圧延パスとして良い。
【0042】
(人工時効処理)
冷間圧延された薄板は、7000系アルミニウム合金板組織の、前記各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率を4.5%以下とするために、好ましくは、この冷間圧延後に人工時効処理され、組織中に晶析出物を十分に析出させる。人工時効処理(人工時効硬化処理)は、通常の100〜150℃×10〜50時間程度の条件で良い。
【0043】
ここで、通常は、冷間圧延後の人工時効処理前に、480〜520℃×2〜8時間程度の条件で施される溶体化処理は、本発明鋳片には、前記鋳造条件によって、合金元素が十分強制固溶されているので、強制固溶のためには、基本的に不要である。しかし、必要により溶体化処理を施しても勿論良い。なお、このような人工時効処理は、本発明アルミニウム合金板(部品、部材などの素材)を、前記自動車部品、電子材料用端末機械、精密機械部品などの構造用部品、部材などの用途へ、成形加工後に行っても良い。
【0044】
(双ロール式連続鋳造)
ここで、双ロール式連続鋳造は、前記した通り、回転する一対の水冷銅鋳型などの双ロール間に、耐火物製の給湯ノズルから、上記成分組成の7000系アルミニウム合金溶湯を注湯して凝固させ、かつ、この双ロール間において、上記凝固直後に軽圧下し、かつ急冷して、アルミニウム合金薄板とする。この際、潤滑剤 (離型剤) によって表面が潤滑されていないロールを用いることが望ましい。潤滑剤を用いた場合、冷却速度が遅くなって、必要な冷却速度が得られない可能性が高い。
【0045】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0046】
下記表1に示す各成分組成のAl−Zn−Mg−Cu系の7000系アルミニウム合金溶湯をブックモールドにて試験的に鋳造して、薄板に製造した。この際、鋳片の鋳造厚み、鋳造時の冷却速度、冷延の加工率(冷延トータルの加工率)を各々変えて行い、これらの条件の板の特性への影響を調査した。
【0047】
但し、本実施例では、前記した実機の製造工程とは違い、実機の製造工程では省略できる、均熱処理と熱間圧延、および溶体化処理とを共通して加えた。これらの工程を加えることによって、強度、延性などの板の特性向上に対しては、各例とも一様に有利に働く。したがって、各例における、これら板の特性の互いの差や傾向が異なる、あるいは逆転することは一切なく、これらの工程を省略した実機の製造工程においても、各例とも同様の差あるいは傾向となる。
【0048】
具体的には、各例とも共通して、鋳片を470℃×4時間均熱処理後に、400℃×2時間再加熱後に開始する熱間圧延を行い、この熱延板に対して、3回のパスにて冷間圧延して、共通して、板厚1〜2mmの冷延薄板とした。そして、この冷延板を、各例とも共通して、470℃×2時間の溶体化処理後に、110℃×30時間の人工時効処理を行った。
【0049】
これら得られたアルミニウム合金板から試験片を採取して、これらのアルミニウム合金板に含まれる晶析出物の大きさの平均値、平均面積分率を、前記した要領にて、各々調査した。また、同時に、これらのアルミニウム合金板の機械的特性を以下のようにして調査した。これらの結果を各々表2、3に示す。
【0050】
(強度、伸び)
各例とも、前記得られたアルミニウム合金板を切断して得た、1.0mmt、幅20mm、長さ100mmの板状試験片の圧延方向(試験片長手方向)の室温引張り試験を行い、引張強度(MPa)、全伸び(%)を測定した。室温引張り試験はJIS2241(1980)に基づき、室温20℃で試験を行った。引張り速度は5mm/mm/分で、試験片が破断するまで一定の速度で行った。
【0051】
表1、2から明らかなように、各発明例は、本発明組成のアルミニウム合金板(溶湯)A〜Iを用い、鋳造される鋳片の厚みを10mm以下と薄くし、ブックモールド鋳造であっても、鋳造時の冷却速度を10℃/s以上とし、かつ冷間圧延の加工率を50%以上と、好ましい条件下で薄板を製造している。
【0052】
この結果、各発明例は、このアルミニウム合金板組織の倍率400倍の光学顕微鏡にて観察される晶析出物の、面積が等価な円の直径に換算した各晶析出物の大きさの平均値が3.0μm以下であるとともに、これら晶析出物の平均面積分率が4.5%以下である。
【0053】
発明例、比較例の組織の倍率400倍の光学顕微鏡にて観察される晶析出物を、鋳片冷却速度が速い順に、合金Aでは、発明例1、3、比較例12の順に、図1、2、3(図面代用写真)に示す。合金Bでは、発明例2、4、比較例13の順に、図4、5、6(図面代用写真)に示す。これらの図の通り、灰色のマトリックスに対して散在する、黒い不定形の小さな模様として観察される晶析出物は、鋳片の冷却速度が40℃/sと速い、発明例1、2(図1、4)の方が、鋳片の冷却速度が4℃/sと遅い、比較例12、13(図3、6)に比して、微細である。したがって、発明例は前記各晶析出物の規定を満足でき、比較例は前記各晶析出物の規定を満足できない。
【0054】
それゆえ、各発明例は、アルミニウム合金薄板の引張強度が600MPa以上であり、かつ15%以上の伸びを有する。したがって、構造材として要求される強度あるいは構造材への冷間加工性などを満足できる高強度高延性な特性を有する。
【0055】
これに対して、比較例12〜15は、合金組成が範囲内である表1の合金A、Bを用いているが、鋳造される鋳片の厚み、鋳造時の冷却速度、かつ冷間圧延の加工率のいずれかが、好ましい条件を外れて、薄板を製造している。このため、これら比較例は、図3、6に示す通り、図1、4の発明例などに比して、晶析出物の大きさの平均値が3.0μmを超え、粗大な晶析出物を有している。それゆえ、これら比較例は、これら晶析出物の平均面積分率は4.5%以下であり、アルミニウム合金薄板の引張強度が600MPa以上あっても、伸びが15%未満である。したがって、構造材として要求される強度や構造材への冷間加工性などを満足できない。
【0056】
比較例16〜21は、合金組成が範囲から外れる表1の合金J〜Oを用いている。この内、比較例16はZnが下限に外れる合金Jを用いている。比較例17はZnが上限に外れる合金Kを用いている。比較例18はMgが下限に外れる合金Lを用いている。比較例19はMgが上限に外れる合金Mを用いている。比較例20はCuが下限に外れる合金Nを用いている。また、比較例21は比較例22はCuが上限に外れる合金Oを用いている。
【0057】
このため、これら比較例は、好ましい製造方法で製造され、本発明の晶析出物規定は満足するものの、常温での機械的な特性が劣っている。即ち、高強度な割りには伸びが低く過ぎる。したがって、これら比較例は、構造材として要求される強度や加工性を満足できていない。
【0058】
以上の結果から、本発明アルミニウム合金板が高強度と高延性を満足するための本発明各要件や、好ましい各要件などの、臨界的な意義が裏付けられる。
【0059】
【表1】
【0060】
【表2】
【産業上の利用可能性】
【0061】
以上説明したように、本発明は、高強度な割に高延性であり、構造用部品や部材としての信頼性に優れた7000系アルミニウム合金板およびその製造方法を提供できる。したがって、その用途に応じて、高延性を利して所望の形状に冷間などで成形加工され、高強度を利して所望の部材、部品とされる、自動車部品、電子材料用端末機械、精密機械部品などに好適である。
【図面の簡単な説明】
【0062】
【図1】アルミニウム合金板の組織を示す図面代用写真である。
【図2】アルミニウム合金板の組織を示す図面代用写真である。
【図3】アルミニウム合金板の組織を示す図面代用写真である。
【図4】アルミニウム合金板の組織を示す図面代用写真である。
【図5】アルミニウム合金板の組織を示す図面代用写真である。
【図6】アルミニウム合金板の組織を示す図面代用写真である。
【特許請求の範囲】
【請求項1】
Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、残部がAlおよび不可避的不純物からなるアルミニウム合金板であって、このアルミニウム合金板組織の晶析出物における、面積が等価な円の直径に換算した各晶析出物の大きさの平均値が3.0μm以下であるとともに、これら晶析出物の平均面積分率が4.5%以下であることを特徴とする高強度高延性アルミニウム合金板。
【請求項2】
前記アルミニウム合金板が、更に、Agを0.01〜0.1質量%含有する請求項1に記載の高強度高延性アルミニウム合金板。
【請求項3】
前記アルミニウム合金板が、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下とした請求項1または2に記載の高強度高延性アルミニウム合金板。
【請求項4】
前記アルミニウム合金板が、鋳造厚みが10mm以下の薄鋳片を冷間圧延して得られたアルミニウム合金薄板である請求項1乃至3のいずれか1項に記載の高強度高延性アルミニウム合金板。
【請求項5】
Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、選択的に、Agを0.01〜0.1質量%を含有するか、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下とし、残部がAlおよび不可避的不純物からなるアルミニウム合金溶湯を、鋳造厚みが10mm以下の薄鋳片に鋳造し、この薄鋳片をそのまま冷間圧延してアルミニウム合金板とし、更に人工時効処理した後の、このアルミニウム合金板組織の晶析出物の、面積が等価な円の直径に換算した各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率が4.5%以下とすることを特徴とする高強度高延性アルミニウム合金板の製造方法。
【請求項6】
前記アルミニウム合金板の製造方法における、前記鋳造時の冷却速度を10℃/s以上、前記冷間圧延の加工率を50%以上とした請求項5に記載の高強度高延性アルミニウム合金板の製造方法。
【請求項1】
Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、残部がAlおよび不可避的不純物からなるアルミニウム合金板であって、このアルミニウム合金板組織の晶析出物における、面積が等価な円の直径に換算した各晶析出物の大きさの平均値が3.0μm以下であるとともに、これら晶析出物の平均面積分率が4.5%以下であることを特徴とする高強度高延性アルミニウム合金板。
【請求項2】
前記アルミニウム合金板が、更に、Agを0.01〜0.1質量%含有する請求項1に記載の高強度高延性アルミニウム合金板。
【請求項3】
前記アルミニウム合金板が、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下とした請求項1または2に記載の高強度高延性アルミニウム合金板。
【請求項4】
前記アルミニウム合金板が、鋳造厚みが10mm以下の薄鋳片を冷間圧延して得られたアルミニウム合金薄板である請求項1乃至3のいずれか1項に記載の高強度高延性アルミニウム合金板。
【請求項5】
Zn:5〜12質量%、Mg:2〜4質量%、Cu:1〜2質量%を各々含み、選択的に、Agを0.01〜0.1質量%を含有するか、Si、Fe、Mn、Cr、Co、Ni、Zr、Ti、Vの合計含有量を0.5質量%以下とし、残部がAlおよび不可避的不純物からなるアルミニウム合金溶湯を、鋳造厚みが10mm以下の薄鋳片に鋳造し、この薄鋳片をそのまま冷間圧延してアルミニウム合金板とし、更に人工時効処理した後の、このアルミニウム合金板組織の晶析出物の、面積が等価な円の直径に換算した各晶析出物の大きさの平均値を3.0μm以下とするとともに、これら晶析出物の平均面積分率が4.5%以下とすることを特徴とする高強度高延性アルミニウム合金板の製造方法。
【請求項6】
前記アルミニウム合金板の製造方法における、前記鋳造時の冷却速度を10℃/s以上、前記冷間圧延の加工率を50%以上とした請求項5に記載の高強度高延性アルミニウム合金板の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−144190(P2009−144190A)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願番号】特願2007−321032(P2007−321032)
【出願日】平成19年12月12日(2007.12.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願日】平成19年12月12日(2007.12.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]