
高放熱絶縁樹脂シート及びその製造方法
【課題】 優れた熱伝導率とともに優れた可とう性を有する樹脂シート、及びそのような樹脂シートを容易に製造できる方法を提供すること。
【解決手段】 エポキシ樹脂、硬化剤、無機フィラを含み、上記エポキシ樹脂がオリゴマー化されており、エポキシ樹脂の全重量を基準としてモノマー単体を45〜80重量%、二量体を12〜30重量%、三量体を8〜25重量%の割合で含むことを特徴とする高放熱絶縁樹脂シートを作製する。
【解決手段】 エポキシ樹脂、硬化剤、無機フィラを含み、上記エポキシ樹脂がオリゴマー化されており、エポキシ樹脂の全重量を基準としてモノマー単体を45〜80重量%、二量体を12〜30重量%、三量体を8〜25重量%の割合で含むことを特徴とする高放熱絶縁樹脂シートを作製する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高放熱絶縁樹脂シート及びその製造方法に関する。さらに詳しくは、プレポリマ反応によってBステージにおけるシートの可とう性を改善した高放熱絶縁樹脂シート及びその製造方法に関する。
【背景技術】
【0002】
近年、電子機器・パソコン等の家電や、自動車・モータ等の大型機器の分野では、高電圧駆動及び高出力化が急速に進み、各種機器からの発熱量は増大傾向にある。発熱量の増大に伴う温度上昇によって、電子部品の機能障害等の不具合が生じるおそれがあるため、電子部品用の高放熱絶縁材料に対する要求が高まっている。従来から、樹脂組成物に、アルミナ、窒化ホウ素及び窒化アルミなどの熱伝導性の高い無機フィラを添加することによって、熱伝導性を向上する方法が知られている。このような方法では、特に、エポキシ樹脂をベース樹脂とする無機フィラ含有熱伝導性樹脂組成物が広く用いられている。例えば、ベース樹脂と無機フィラとを含む熱伝導性樹脂組成物をシート状に成形し、接着シートとして、基板の接着に使用している(特許文献1参照)。
【0003】
また、熱伝導性樹脂組成物の熱伝導率を向上させるために、アルミナ、窒化ホウ素及び窒化アルミニウムなどの高い熱伝導率を有する無機フィラを使用し、これらの無機フィラを樹脂中に高充填する方法も検討されている。例えば、エポキシ樹脂中に無機フィラを80〜95質量%もの高充填とすることによって、3〜10W/mKの高熱伝導率を有する成形品を提供することができる(特許文献2参照)。
【0004】
しかし、窒化ホウ素や窒化アルミニウムなどの無機フィラは、エポキシ樹脂などの樹脂に対する親和性が乏しいため、高充填の際に樹脂に対する十分な濡れを確保することが困難となる。無機フィラと樹脂との界面の濡れが不十分であると、この界面における熱伝導率も低いものとなるため、無機フィラを高充填した場合であっても、形成される成形品の熱伝導率を十分に向上させることが困難となる。そのため、無機フィラと樹脂との濡れ性を向上するために、無機フィラに表面処理を施す方法が検討されている。(特許文献3及び4参照)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−353772号公報
【特許文献2】特開2001−348488号公報
【特許文献3】特開2008−179720号公報
【特許文献4】特開2008−189814号公報
【特許文献5】特開2000−68429号公報
【特許文献6】WO2002/094905号パンフレット
【特許文献7】特開2005−206814号公報
【特許文献8】特開2008−13759号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述のように、熱伝導性樹脂組成物における無機フィラの高充填化は、熱伝導特性の観点では有利であるが、屈曲性、接着性及び絶縁性など本来の樹脂特性の低下といった悪影響を与える傾向がある。また、成形後のシート特性についても、加工性及び可とう性を低下させる傾向がある。シートの可とう性は、熱伝導性樹脂組成物中にポリマ材料を添加することによって向上させることが可能であるが、一般的に、ポリマ材料を添加すると熱伝導率が大幅に低下する傾向がある。そのため、優れた熱伝導率とともに優れた可とう性を有する樹脂シートの実現、及びそのような樹脂シートを容易に提供できる製造方法が望まれている。
【0007】
高い熱伝導率を有するポリマ材料として、ポリ−p−ビフェニレンや配向ポリエチレンなどが知られており、これらのポリマ材料を使用して、熱伝導率を向上する方法が検討されている(特許文献5参照)。しかし、これらのポリマ材料は結晶性が高いため加工性に乏しく、また極めて高価であるため、これらポリマ材料を用いる方法は現実的でなく、さらなる検討が望まれている。
【0008】
これに対して、熱硬化中にエポキシ樹脂の自己配向によって熱が伝わりやすいドメインを形成し、さらにそのドメインを硬化系内にランダムに固定することにより、等方的に高熱伝導率化する方法が検討されている(特許文献6参照)。この方法では、外部応力を使用しないため、比較的安価かつ容易に高熱伝導率化が可能となる。しかし、これらの高熱伝導性樹脂は、総じて可とう性が悪いため、加工性に乏しい。そのため、これら高熱伝導性樹脂を複合材として使用する場合には、可とう性のさらなる向上が望まれている。
【課題を解決するための手段】
【0009】
本発明者らは、上述の状況に鑑みてエポキシ樹脂を含有する樹脂シートについて鋭意検討を行った結果、エポキシ樹脂の一部を適切にオリゴマー化することによって、所期の目的が達成できることを見出し、本発明を完成するに至った。すなわち、本発明は以下に記載の事項に関する。
【0010】
本発明の第1の態様は、高放熱絶縁樹脂シートに関し、該高放熱絶縁樹脂シートは、エポキシ樹脂、無機フィラ、硬化剤を含み、上記エポキシ樹脂がオリゴマー化されたエポキシ樹脂を含むことを特徴とする。
【0011】
上記エポキシ樹脂は、該エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、オリゴマー化されたエポキシ樹脂として二量体を12〜30重量%及び三量体を8〜25重量%の割合で含むことが好ましい。また、上記エポキシ樹脂は、基本骨格にメソゲン骨格を有し、硬化時に400nm以上のドメインを形成するエポキシ樹脂であることが好ましい。
【0012】
また、上記硬化剤は、アミン又はフェノールノボラックであることが好ましい。上記無機フィラは、無機フィラの全体積を基準として、粒径10μm〜100μmの無機フィラを60〜80体積%、粒径1〜10μmの無機フィラを12〜24体積%、粒径0.1〜1μmの無機フィラを10〜12体積%の割合で含むことが好ましい。
【0013】
また、上記高放熱絶縁樹脂シートは、硬化後に5W/mK以上の熱伝導率を有することが好ましい。
【0014】
本発明の第2の態様は、上記第1の態様である高放熱絶縁樹脂シートを用いた硬化物に関する。
【0015】
本発明の第3の態様は、高放熱絶縁樹脂シートの製造方法であって、エポキシ樹脂、硬化剤、無機フィラ、及び溶媒を含むワニスをシート状に成形し、加熱乾燥によって上記溶媒を除去してシートを得る工程と、上記シートを平坦化プレス処理する工程とを有し、上記加熱乾燥が、80〜120℃の温度で、20〜40分間にわたって実施されることを特徴とする。
【発明の効果】
【0016】
本発明によれば、優れた熱伝導率を有するとともに可とう性にも優れた高放熱絶縁樹脂シートを提供することができる。
【図面の簡単な説明】
【0017】
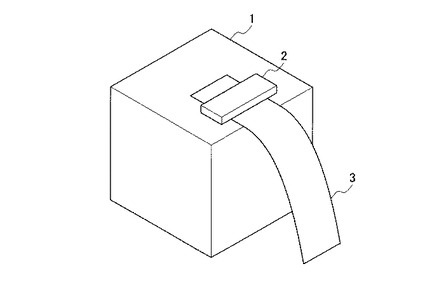
【図1】本発明による高放熱絶縁樹脂シートの可とう性を測定する方法を説明する概略図である。
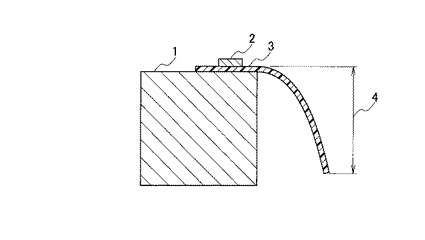
【図2】本発明による高放熱絶縁樹脂シートの可とう性を測定する方法を説明する模式的側面断面図である。
【発明を実施するための形態】
【0018】
以下、本発明を詳細に説明する。
1.高放熱絶縁樹脂シート
本発明の高放熱絶縁樹脂シートは、エポキシ樹脂、硬化剤、無機フィラ、及び有機微粒子を含み、上記エポキシ樹脂が、オリゴマー化されたエポキシ樹脂を含むことを特徴とする。本発明の好ましい一実施形態において、エポキシ樹脂は、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、オリゴマー化されたエポキシ樹脂として二量体を12〜30重量%及び三量体を8〜25重量%の割合で有することを特徴とする。このように、本発明によれば、特定量の二量体及び三量体を含むようにオリゴマー化されたエポキシ樹脂をベース樹脂として使用することによって、無機フィラを高充填した場合に従来みられる可とう性、屈曲性、接着性、及び絶縁性の低下を改善することが可能となる。その理由は、理論によって拘束するものではないが、本願発明者らは、特定量の二量体及び三量体を含むようにエポキシ樹脂をオリゴマー化することによって、エポキシ樹脂の再結晶化が抑制され、その結果、無機フィラの高充填下においても高い可とう性や加工性を発現させることができるようになると考えている。
【0019】
上述のように、エポキシ樹脂の全重量に対するモノマー単量体の割合は、45〜80重量%の範囲が好ましい。モノマー単量体の割合が80重量%を超え、すなわちオリゴマー化されたエポキシ樹脂の割合が20%を下回ると、可とう性、屈曲性、及び絶縁性が低下しやすい傾向がある。また、モノマー単量体の割合が45重量%を下回ると、すなわちオリゴマー化されたエポキシ樹脂の割合が55重量%を超えると、接着性、及び熱伝導率が低下しやすい傾向がある。一方、オリゴマー化されたエポキシ樹脂における二量体及び三量体の割合は、エポキシ樹脂全体に対するそれらの合計量が20〜55重量%の範囲を維持する限り、特に限定されるものではない。このように、本発明では、エポキシ樹脂を特定の割合でオリゴマー化することにより、所望とする特性をバランスよく得ることが可能となる。
【0020】
本発明の一実施形態として、シートの可とう性の観点から、上記エポキシ樹脂は、エポキシ樹脂の全重量基準として、モノマー単体を45〜74重量%、二量体を15〜24重量%、三量体を11〜18重量%の割合で含むことがより好ましい。また、可とう性と接着性との両立の観点から、上記エポキシ樹脂は、エポキシ樹脂の全重量基準として、モノマー単体を65〜73重量%、二量体を15〜20重量%、三量体を12〜15重量%の割合で含むことが特に好ましい。
【0021】
本発明で使用するエポキシ樹脂は、二量体および三量体を所望の割合で含むように任意の方法でオリゴマー化されたエポキシ樹脂であってよく、エポキシ樹脂及び硬化剤の種類については特に限定されない。また、その他成分についても特に限定されない。本発明による高放熱絶縁樹脂シートの好ましい実施形態として、以下に各成分を例示する。
【0022】
(エポキシ樹脂)
高放熱絶縁樹脂シートが高放熱を実現するためには、エポキシ樹脂自身の熱伝導率が高いことが好ましい。このような観点から、特に限定するものではないが、メソゲン骨格を有し硬化後にドメインを形成するエポキシ樹脂は、硬化反応時にドメインを形成し、高熱伝導率を有するようになるためより好ましい。なかでも、形成されるドメインの大きさが400nm以上の直径を持つようなエポキシ樹脂は、高熱伝導率化の観点から更に好ましい。このようなエポキシ樹脂は、例えば、特許文献6〜8で開示されている。その中でも、好ましいエポキシ樹脂として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンが挙げられる。また、別の例として、本発明の一実施形態では、2−メチル−1,4−(4−オキシラニルメトキシフェニレン)−ジベンゾエート、4,4’−ジ−(4−オキシラニルメチル安息香酸)−ビフェニル、YL−6121H(三菱化学株式会社製、商品名)、TCX−6(日本化薬株式会社製、商品名)を使用してもよい。
【0023】
本発明の一実施形態では、エポキシ樹脂として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンを使用することが好ましい。上記化合物は、高熱伝導率化が容易となる点で好ましい。
【0024】
本発明による高放熱絶縁樹脂シート中のエポキシ樹脂の含有量は、シートを構成する各成分の全質量を基準として、接着性の観点から10%〜20%の範囲、また、接着性と高熱伝導率を両立するためにより好ましくは11%〜17%の範囲であってよい。エポキシ樹脂の含有量を上述の範囲とすることによって、エポキシ樹脂のオリゴマー化による可とう性の改善効果が得られるとともに、高熱伝導率の実現が容易となる。
【0025】
本発明のエポキシ樹脂において、オリゴマーとは、エポキシ樹脂単独で構成されていてもよく、また、その他の成分を含んでいてもよい。シートの乾燥工程中に、プロセスを増やすことなくオリゴマー合成を行う観点から、オリゴマーはエポキシ樹脂と硬化剤が交互に反応した化合物であることが好ましい。より具体的には、二量体は、エポキシ樹脂−硬化剤−エポキシ樹脂の順に反応した化合物であることが好ましい。また、三量体は、エポキシ樹脂−硬化剤−エポキシ樹脂−硬化剤−エポキシ樹脂の順に反応した化合物であることが好ましい。
【0026】
(硬化剤)
本発明では、エポキシ樹脂の硬化剤として、アミン系硬化剤またはフェノールノボラック系硬化剤を用いることが好ましい。これらの硬化剤は、必要に応じて2種類以上組み合わせて用いることができる。
【0027】
アミン系硬化剤は、触媒を使用せずにエポキシ樹脂との硬化反応を進行できる点で好ましい。アミン系硬化剤の具体例として、p−フェニレンジアミン、o−フェニレンジアミン、m−フェニレンジアミン、3,3’−ジエチル−4,4’−ジアミノジフェニルメタン、3,3’,5,5’−テトラエチル−4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、3,3’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルエーテル、1,5−ジアミノナフタレンなどがある。本発明の一実施形態では、熱伝導率の向上効果の観点から、1,5−ジアミノナフタレンを使用することが好ましい。
【0028】
また、フェノールノボラック系硬化剤では、系内に触媒を添加する必要があるが、室温での反応が遅いためシートの寿命を長くする点で好ましい。フェノールノボラック系硬化剤の例として、フェノールノボラック、カテコールノボラック、レゾルシノールノボラック、o−クレゾールノボラック、m−クレゾールノボラック、p−クレゾールノボラックなどがある。これらのノボラック系硬化剤の分子量が100以上である場合、配合時の作業性の観点から好ましい。また上記ノボラック系硬化剤の分子量が40000以下である場合、硬化剤とエポキシ樹脂との反応性の観点から好ましい。特に限定するものではないが、本発明の一実施形態では、フェノールノボラックを使用することが好ましい。可とう性を向上する目的において、分子量100〜20000の多官能フェノールノボラックを用いることが好ましい。さらに、高熱伝導率と可とう性、及び接着性を両立する目的においては、分子量200〜10000の多官能フェノールノボラックがより好ましい。中でも、可とう性と高熱伝導性とを両立する観点から、例えば日立化成工業(株)製の商品名「A−4」として入手できる、分子量400〜1000の二官能フェノール系化合物が好ましい。
【0029】
フェノールノボラック系硬化剤を用いる際の触媒は、室温では反応せず、エポキシ樹脂のガラス転移点以上で反応する触媒を用いることが好ましい。また、フェノールへの反応開始剤として用いるため、塩基性の触媒が好ましく、シートの絶縁性を保つ目的で金属イオンを含有しない触媒がより好ましい。このような観点から、触媒の一例として、トリフェニルホスフィン、N,N’−ジメチルアミノピリジン、ジアザビシクロウンデセン、ジアザビシクロノナンなどが挙げられる。中でも、反応開始温度がエポキシ樹脂のガラス転移点以上であり、高熱伝導率の硬化物が得やすい観点から、トリフェニルホスフィンが好ましい。
【0030】
本発明において、硬化剤の使用量は、エポキシ樹脂の全質量を基準として、10%〜100%の範囲であってよく、エポキシ基と硬化剤の反応性官能基が等量比で反応する20%〜30%の範囲がより好ましい。硬化剤の使用量を上述の範囲とすることによって、エポキシ基と硬化剤の反応性官能基とを等量比で反応させることが容易となる。なお、本発明では、必要に応じて、硬化剤と併せて、トリフェニルホスフィン等の硬化触媒を使用してもよい。
【0031】
(無機フィラ)
熱伝導率向上に有効な無機フィラとしては、高い熱伝導率を有するものであれば特に限定はされないが、アルミナや水酸化アルミニウム、酸化亜鉛、酸化マグネシウム、二酸化ケイ素、窒化ホウ素、窒化アルミニウムなどといった高い熱伝導率を有する無機物を使用することが好ましい。単体の熱伝導率に注視して無機フィラを選定すると、アルミナが好ましく、アルミナよりも高い熱伝導率を有する窒化ホウ素がより好ましく、上記二種の無機フィラよりも高い熱伝導率を有する窒化アルミニウムがさらに好ましい。
【0032】
粒子の表面活性の観点から無機フィラを選定すると、窒化ホウ素は空気中の水分と反応して水酸化アルミニウムとなりアンモニアガスを発生してしまうため、前処理が必要となりうるので、水と反応しにくい窒化ホウ素やアルミナの使用が好ましい。
【0033】
粒子の形状の観点から無機フィラを選定する場合は、結晶構造として鱗片状になりやすい窒化ホウ素よりも、容易に多面体や球形を形成することの出来るアルミナや窒化アルミニウムが、高放熱絶縁樹脂シート内部の異方性を防ぐ目的において好ましい。無機フィラの粒径は、粒径0.1〜100μmであると好ましい。粒径が大きいほど界面の熱抵抗が減少して熱伝導率は高くなるが、絶縁特性が減少しやすい傾向がある。そのため、無機フィラの粒径は0.4〜18μmの大きさであるとさらに好ましい。これら粒子の種類、及び大きさは、ともに高放熱絶縁樹脂シート作成時に必要とする物性や特性に合わせて選定することが出来る。
【0034】
本発明の一実施形態では、無機フィラを細密充填する目的で、異なる粒径を有する無機フィラを複数組み合わせて使用することが好ましい。例えば、無機フィラの全体積を基準として、粒径10μm〜100μmのフィラを60〜74体積%、粒径1〜10μmのフィラを12〜24体積%、粒径0.1〜1μmのフィラを10〜12体積%となるように組み合わせて使用した場合、高熱伝導率を容易に実現できるため好ましい。
【0035】
本発明において無機フィラの使用量は、シートを構成する各成分の全体積を基準として60〜90体積%の範囲、より好ましくは65〜75の体積%の範囲であってよい。本発明では、無機充填剤を高充填量とした場合であっても、シートの可とう性の低下を抑制することができ、優れた熱伝導率とともに、優れた可とう性を実現することが可能である。
【0036】
(有機微粒子)
本発明では、シートを構成する成分として、上述のエポキシ樹脂、硬化剤及び無機フィラに加えて、必要に応じて有機微粒子を使用してもよい。有機微粒子の一例として、カップリング剤等の微粒の添加剤が挙げられる。例えば、カップリング剤を添加した場合、無機フィラと樹脂との濡れ性を向上させることができる。カップリング剤としては、シランカップリング剤が好ましく、エポキシ樹脂と反応する官能基を有するシランカップリング剤であるとより好ましい。例として、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン,3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどが挙げられる。また、SC−6000KS2(日立化成コーテットサンド株式会社製、商品名)に代表されるシランカップリング剤オリゴマーを用いてもよい。本発明では、上述の各種カップリング剤を、必要に応じて二種類以上組み合わせて用いることができる。
【0037】
本発明では、上記カップリング剤の他にも、密着性付与、接着強度向上、流動性向上などを目的として、様々な溶解性又は微粒の添加剤を添加してもよい。添加量は、熱伝導率の低下を防ぐために、樹脂成分の全質量に対して、2%未満の範囲にすることが好ましい。
【0038】
2.高放熱絶縁樹脂シートの製造方法
本発明による高放熱絶縁樹脂シートは、エポキシ樹脂、硬化剤、無機フィラ、及び有機微粒子を含み、上記エポキシ樹脂がオリゴマー化されており、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、二量体を12〜30重量%、三量体を8〜25重量%の割合で有することを特徴とする。したがって、エポキシ樹脂がオリゴマー化し、所定の割合で二量体及び三量体を有するようになる如何なる方法を適用してもよい。例えば、オリゴマー化を実施する際の温度及び硬化時間、エポキシ樹脂と硬化剤との配合量を調整することによって、所望の樹脂シートを形成することができる。別の方法として、二量体及び三量体を別個に合成し、それらを混合することで調整してもよい。
【0039】
本発明の一実施形態として、エポキシ樹脂、硬化剤、無機フィラ、有機微粒子、及び溶媒を含むワニスをシート状に成形し、加熱乾燥によって上記溶媒を除去してシートを得る工程と、上記シートを平坦化プレス処理する工程とを有する、高放熱絶縁樹脂シート製造方法が挙げられる。この実施形態では、ワニスから溶媒を除去する加熱乾燥時に、併せてエポキシ樹脂のオリゴマー化を行うことが好ましい。このような製造方法の実施形態について、以下により具体的に説明する。
【0040】
(ワニスの調製)
ワニスは、先に説明したエポキシ樹脂、硬化剤、無機フィラ、必要であれば触媒及び有機微粒子といった各種成分の所定量を、溶媒中で混合し溶解することによって調製することができる。ワニスの配合及び混合は、15〜35℃の温度範囲で実施することが好ましい。溶媒に対するエポキシ樹脂の溶解度や、溶媒の気化を考慮すると、20〜30℃の温度範囲内で実施することが更に好ましい。また、高すぎる環境湿度は、ワニスの系内に水分が混入し、エポキシ樹脂と硬化剤との硬化不良を引き起こす可能性があるため望ましくない。環境湿度は、40〜60%の範囲内であることが好ましい。
【0041】
次に、ワニスの調製に使用する溶媒について説明する。溶媒は、エポキシ樹脂、硬化剤、必要であれば触媒、無機フィラ、溶媒、及び有機微粒子を混合・攪拌する目的で使用される。そのため、溶媒はエポキシ樹脂、硬化剤、必要であれば触媒・有機微粒子が可溶である溶媒が好ましい。特に、添加量の多いエポキシ樹脂と硬化剤に対する溶解性が高い溶媒が好ましい。具体例として、トルエン、ベンゼン、メチルエチルケトン、メチルイソブチルケトン、ジエチルエーテル、エチルセルソルブ(エチレングリコールモノメチルエーテル)、酢酸メチル、酢酸エチル、アセトン、シクロヘキサノン、N,N’−ジメチルアセトアミド、N,N’−ジメチルホルムアミド、N,N’−ジメチルスルホキシド、テトラヒドロフラン、N−メチルピロリドン、メタノール、エタノール、n−プロパノール、イソプロパノール、n−ブタノール、tert−ブタノール、n−ヘキサノール、シクロヘキサノール、ベンジルアルコールなどが挙げられる。本発明では、これら溶媒を二種類以上混合して用いることができる。
【0042】
また、シートを形成する際の加熱工程により、エポキシ樹脂のオリゴマー化を促進する場合、溶媒の種類によって、生成するオリゴマー量が変化する傾向にある。このことについて、本発明者らは、エポキシ樹脂の溶媒への溶解性、及び溶媒の極性といった二つの要因が関与していると考えている。前者については、エポキシ樹脂の溶解性が高いほど硬化剤との反応性が高くなり、生成するプレポリマ量が多くなる傾向にある。また、後者については、エポキシ樹脂と硬化剤の求核(SN2)置換反応において系内に極性の高い溶剤分子を含む場合、活性化エネルギーの低下を起こし、反応速度を上げる働きをすると考えられる。オリゴマー成分が多すぎる場合、接着性が低下する恐れがある。そのため、適切量のオリゴマーが形成されるように、エポキシ樹脂と溶剤との組み合わせを適切に選択することが好ましい。
【0043】
(シートの成形)
シートの成形は、特に限定されず、塗工などの当技術分野で周知の方法を使用して実施することができる。次いで、シート状にした成形したワニスの加熱乾燥を経て、シートを得ることができる。上記加熱乾燥における乾燥温度は80℃から120℃の範囲であると好ましい。本発明によれば、シートの成形において、溶媒除去工程時の加熱乾燥によって、エポキシ樹脂とアミンもしくはフェノールノボラックといった硬化剤との間で一部架橋反応を起こし、特定量の二量体及び三量体を含むようにエポキシ樹脂をオリゴマー化させることができる。これにより、エポキシ樹脂の再結晶化が抑制され、無機フィラの高充填下においても高い可とう性や加工性を発現させることができる。このように、シートを成形する際の加熱工程によって、エポキシ樹脂のオリゴマー化を促進してもよい。このような方法によれば、少ない工程で本発明の樹脂シートを作製することが可能となる。より具体的には、オリゴマー化のためのプレポリマ反応を促進する目的からすると、乾燥温度は90℃以上とすることがより好ましい。一方、プレポリマ反応が過度に促進されるとシートの接着性が劣る傾向があるため、乾燥温度は110℃以下とすることがより好ましい。このような観点から、乾燥温度は、95℃〜105℃の範囲内とすることが更に好ましい。乾燥時間は、20〜40分の範囲が好ましい。オリゴマー化のためのプレポリマ反応を促進する目的からすると、乾燥時間は25分以上とすることがより好ましい。一方、プレポリマ反応が進みすぎると四量体以上の成分が生成し、シートの接着性が極端に劣る傾向があるため、乾燥時間は35分以下とすることがより好ましい。
【0044】
(シートの平坦化処理)
本発明では、上述のようにエポキシ樹脂をオリゴマー化して得たシートを、さらに平坦化プレス処理することによって、所望とするシートを得ることができる。平坦化プレス処理は、シート表面の凹凸を無くすことを目的として実施されるものである。エポキシ樹脂が硬化反応を起こさず、オリゴマー含有率を変化させない時間内で、エポキシ樹脂の融点以上の温度条件下で、溶融、流動させながらシートをプレスすることによって平坦化を行う。そのことにより、シートと被着体との接着時に界面に発生する空隙を減らすことが可能となり、接着性及び絶縁性を向上し、また熱抵抗を低減することができる。また、保護フィルムとして用いているPETフィルムからの剥離を容易にすることができる。平坦化プレス処理には、当技術分野で周知の方法を適用することができる。例えば、平坦化プレス処理は、熱板を備えた油圧プレスでシートを上下方向からプレスする方法や、ラミネータ処理を行う方法によって実施することができる。
【0045】
以上説明したように、本発明による高放熱絶縁樹脂シートは、例えば、所定の成分を有するワニスをシート状に塗工し、加熱乾燥を経て平坦化プレス処理を施して作製することができる。このような製造過程において、加熱乾燥工程時に溶媒除去と同時にエポキシ樹脂と硬化剤が一部架橋反応を起こしてオリゴマー化するため、加熱乾燥時の条件を適切に調整することによって、シートに所望とする可とう性を発現することが可能となる。本発明の一実施形態では、ワニスをシート状に塗工した後に、100℃、25〜35分間の加熱乾燥を行うことによって、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、二量体を12〜30%重量、三量体を8〜25重量%の割合で含むシートを作製することが可能となる。このようにして得られるシートは、1cm以上の可とう性が発現する。なお、本明細書で記載する「可とう性」とは、図1及び図2に示される測定方法によって得られるシートの尺度変化に基づいたものである。より具体的には、図1及び図2に示したように、5.0cm×7.0cmに切り出したシート3を、その長手方向にみて端部から2.0cmまでの領域(5.0cm×2.0cm)が固定台1上に位置するように固定具2で固定し、残りの5.0cmの領域(5.0cm×2.0cm)を重力がかかった状態に垂らし、固定台1の上面からシート3の最下面までの距離(図2の参照符号4)をL字定規で計測し、この長さを可とう性とした。
【0046】
なお、上述の実施形態では、シート製造における加熱乾燥工程時にエポキシ樹脂をオリゴマー化し、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、二量体を12〜30%、三量体を8〜25%の割合とすることによって、高放熱絶縁樹脂シートの熱伝導率を損なわずに、可とう性を付与することができる。本発明による高放熱絶縁樹脂シートは、熱伝導性及び可とう性に優れるとともに、加工性及び接着性にも優れるため、特定用途に制限されず、様々な実施形態に好適に使用することができる。例えば、本発明による高放熱絶縁樹脂シートは、自動車などの大型インバータ向けの接着部材として好適に使用することができる。また、他の例として、片面あるいは両面に金属箔を有する金属箔付高放熱絶縁樹脂シートを構成し、各種基板材料として好適に使用することもできる。さらに、本発明による高放熱絶縁樹脂シートは、通常、熱伝導性シートを使用する用途に限らず、絶縁接着シート、封止材、LED、モータ、配線板等の様々な分野に適用することもできる。
【実施例】
【0047】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0048】
1.高放熱絶縁樹脂シートの製造
(実施例1)
(1)ワニス配合
無機フィラとして、アルミナ(住友化学製:スミコランダム)の粒径10μm〜100μmを300重量部、粒径1〜10μmを100重量部、粒径0.1〜1μmを50重量部、カップリング剤(信越化学製:KBM−403)0.48重量部、溶媒(シクロヘキサノン/メチルエチルケトン=3/1)65重量部を500mLポリビンに計りとり、タッチミキサーで全体が一様に湿潤するまで攪拌した。その後、1−(3−メチル−4−ヒドロキシフェニル)−4−(4−ヒドロキシフェニル)−1−シクロヘキセンとエピクロルヒドリンから合成されたエポキシ樹脂である(1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン40重量部とアミン硬化剤(サンケミカル製:1,5−ジアミノナフタレン)4重量部、および球石としてアルミナボール600重量部を投入し、再度タッチミキサーを用いて5分間混合した。その後、ビックロータ(AS−ONE製:BR−2)上に置き、室温20℃で40時間攪拌した。
(2)シート作製
バーコータ(テスター産業製:PI−1210)を用いて、上記ワニスをPETフィルム上に秒速30mの速度で塗布した。ワニス塗布後、15分間にわたって室温雰囲気下で放置(風乾)した後、100℃の箱型乾燥機(espec製の商品名「SPH(H)−201」)にて30分間乾燥した。その後、油圧プレスを用い、上/下の熱板温度150℃/80℃、圧力1MPaで、1分間にわたって熱プレスすることによって、高放熱絶縁樹脂シートを作製した。
【0049】
(実施例2)
溶媒をシクロヘキサノン/メチルエチルケトンの混合系からN,N’−ジメチルアセトアミド/メチルエチルケトン(=1/3の割合)に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0050】
(実施例3)
溶媒をシクロヘキサノン/メチルエチルケトンの混合系からN−メチルピロリドン/メチルエチルケトン(=1/3の割合)に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0051】
(実施例4)
硬化剤を1,5−ジアミノナフタレン4重量部からフェノールノボラック(日立化成製「A−4」)11重量部に変更し、さらに硬化触媒としてトリフェニルホスフィン0.4重量部を追加した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0052】
(実施例5)
エポキシ樹脂を1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンから2−メチル−1,4−(4−オキシラニルメトキシフェニレン)−ジベンゾエートに変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0053】
(実施例6)
エポキシ樹脂を1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンからYL−6121H(三菱化学株式会社製、商品名)に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0054】
(比較例1)
加熱乾燥工程の条件を100℃、30分間の条件から、60℃、30分間の条件に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0055】
(比較例2)
加熱乾燥工程の条件を100℃、30分間の条件から、100℃、15分間の条件に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0056】
(比較例3)
溶媒をシクロヘキサノン/メチルエチルケトンの混合系からテトラヒドロフランに変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0057】
2.高放熱絶縁樹脂シートの評価
先に実施例1〜6及び比較例1〜3で得た高放熱絶縁樹脂シートについて、オリゴマー構成ユニット数、可とう性、再結晶成分の残量、接着面積、及び熱伝導率を、以下の方法に従って評価した。評価結果を表1示す。
【0058】
(1)オリゴマー構成ユニット数の評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを1cm×1cm角に切り出し、THF2mLに溶解した。目視にてフィラ以外の固形分が全てTHFに溶解したことを確認した後、約5分静置してフィラを沈殿させた。このようにして得た溶液の上澄みを孔径0.4μmのフィルターでろ過した後、重量平均分子量(Mw)及び分子量分布(Mw/Mn)をゲルパーミエーションクロマトグラフィー法(GPC)により標準ポリスチレンによる検量線を用いて測定した。GPCとしてポンプ(株式会社日立製作所製L−6200型)、カラム(TSKgel−G5000HXLおよびTSKgel−G2000HXL、いずれも東ソー株式会社製商品名)、検出器(株式会社日立製作所製L−3300RI型)を用い、テトラヒドロフランを溶離液として温度30℃、流量1.0ml/minの条件で測定した。その分子量及び積分値から構成ユニット数とその割合を求めた。
【0059】
(2)可とう性評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを、5.0cm×7.0cmに切り出した。次に、図1及び図2に示すように、切り出したシート3を、その長手方向にみて端部から2.0cmまでの領域(5.0cm×2.0cm)が固定台1上に位置するように固定具2で固定し、残りの5.0cmの領域(5.0cm×2.0cm)を重力がかかった状態に垂らし、固定台1の上面からシート3の最下面までの距離(図2の参照符号4)をL字定規で計測した。計測した長さを可とう性として評価した。
【0060】
(3)再結晶成分の残量(結晶性)の評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを、DSC(Perkin Elmer製:DSC7)にて測定し、70〜100℃の範囲に発現する液晶構造相転移に由来するピークの有無を評価した。後記の表1では、10℃/minの昇温条件で測定を行い、結晶から液晶への相転移ピークが観測されないサンプルを「○」、観測されたサンプルを「×」とした。
【0061】
(4)接着面積の評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを、10cm×10cmに切り出し、80μm厚の銅箔に挟み、150℃に設定した真空プレスで5分間圧着した。その後、140℃で2時間、160℃で2時間、190℃で2時間の3段階で硬化を行い、シート硬化物を得た。この硬化物を過硫酸ナトリウム20%水溶液に浸してエッチングを行い、銅箔を除去した後に、シート表面の酸化による変色の度合いを接着面積として評価した。後記する表1では、95%以上の接着面積を有するサンプルを「○」、それ以下の接着面積のものを「×」とした。
【0062】
(5)熱伝導率評価
上記接着面積の評価で使用したシート硬化物を、1cm×1cmに切り出し、両面をグラファイトスプレーで黒化処理し,厚さ方向の熱拡散率を測定した。レーザーフラッシュ法(Netzsch製:LFA447/2)にて熱拡散率を測定した。測定はXe−flash法(装置:LFA447 nanoflash,NETZSCH社製)にて行った。パルス光照射は、パルス幅0.1(ms)、印加電圧 236Vの条件で行った。測定は雰囲気温度25 ℃ ± 1℃で行った。次いで、式(1)を用いて比熱,密度を熱拡散率に乗算することによって,熱伝導率の値を得た。
λ = α・Cp・ρ ・・・式(1)
式(I)中、λは熱伝導率(W/mK)、αは熱拡散率(m2/s)、Cpは比熱(J /kg・K)、ρは密度(d:g/cm3)をそれぞれ示す。
【0063】
【表1】

【0064】
表1に示されるように、実施例1〜6の高放熱絶縁樹脂シートでは、可とう性、接着性、及び熱伝導率のいずれについても良好な結果が得られた。
これに対して、比較例1〜3の高放熱絶縁樹脂シートでは、可とう性、接着性及び熱伝導率といった特性について同時に満足できる結果を得ることはできなかった。このような結果から、加熱乾燥時の条件を適切に調整することによって、エポキシ樹脂のオリゴマー化が最適化され、樹脂シートにおける可とう性の改善が可能になることが分かる。
また、実施例1〜6の結果から分かるように、本発明による高放熱絶縁樹脂シートは、可とう性、接着性及び熱伝導率に優れることに加えて、結晶性に優れており加工性も向上するため、本発明によればシートを生産性よく製造することも可能である。
【符号の説明】
【0065】
1 固定台
2 固定具
3 高放熱絶縁樹脂シート
4 可とう性長さ
【技術分野】
【0001】
本発明は、高放熱絶縁樹脂シート及びその製造方法に関する。さらに詳しくは、プレポリマ反応によってBステージにおけるシートの可とう性を改善した高放熱絶縁樹脂シート及びその製造方法に関する。
【背景技術】
【0002】
近年、電子機器・パソコン等の家電や、自動車・モータ等の大型機器の分野では、高電圧駆動及び高出力化が急速に進み、各種機器からの発熱量は増大傾向にある。発熱量の増大に伴う温度上昇によって、電子部品の機能障害等の不具合が生じるおそれがあるため、電子部品用の高放熱絶縁材料に対する要求が高まっている。従来から、樹脂組成物に、アルミナ、窒化ホウ素及び窒化アルミなどの熱伝導性の高い無機フィラを添加することによって、熱伝導性を向上する方法が知られている。このような方法では、特に、エポキシ樹脂をベース樹脂とする無機フィラ含有熱伝導性樹脂組成物が広く用いられている。例えば、ベース樹脂と無機フィラとを含む熱伝導性樹脂組成物をシート状に成形し、接着シートとして、基板の接着に使用している(特許文献1参照)。
【0003】
また、熱伝導性樹脂組成物の熱伝導率を向上させるために、アルミナ、窒化ホウ素及び窒化アルミニウムなどの高い熱伝導率を有する無機フィラを使用し、これらの無機フィラを樹脂中に高充填する方法も検討されている。例えば、エポキシ樹脂中に無機フィラを80〜95質量%もの高充填とすることによって、3〜10W/mKの高熱伝導率を有する成形品を提供することができる(特許文献2参照)。
【0004】
しかし、窒化ホウ素や窒化アルミニウムなどの無機フィラは、エポキシ樹脂などの樹脂に対する親和性が乏しいため、高充填の際に樹脂に対する十分な濡れを確保することが困難となる。無機フィラと樹脂との界面の濡れが不十分であると、この界面における熱伝導率も低いものとなるため、無機フィラを高充填した場合であっても、形成される成形品の熱伝導率を十分に向上させることが困難となる。そのため、無機フィラと樹脂との濡れ性を向上するために、無機フィラに表面処理を施す方法が検討されている。(特許文献3及び4参照)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−353772号公報
【特許文献2】特開2001−348488号公報
【特許文献3】特開2008−179720号公報
【特許文献4】特開2008−189814号公報
【特許文献5】特開2000−68429号公報
【特許文献6】WO2002/094905号パンフレット
【特許文献7】特開2005−206814号公報
【特許文献8】特開2008−13759号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述のように、熱伝導性樹脂組成物における無機フィラの高充填化は、熱伝導特性の観点では有利であるが、屈曲性、接着性及び絶縁性など本来の樹脂特性の低下といった悪影響を与える傾向がある。また、成形後のシート特性についても、加工性及び可とう性を低下させる傾向がある。シートの可とう性は、熱伝導性樹脂組成物中にポリマ材料を添加することによって向上させることが可能であるが、一般的に、ポリマ材料を添加すると熱伝導率が大幅に低下する傾向がある。そのため、優れた熱伝導率とともに優れた可とう性を有する樹脂シートの実現、及びそのような樹脂シートを容易に提供できる製造方法が望まれている。
【0007】
高い熱伝導率を有するポリマ材料として、ポリ−p−ビフェニレンや配向ポリエチレンなどが知られており、これらのポリマ材料を使用して、熱伝導率を向上する方法が検討されている(特許文献5参照)。しかし、これらのポリマ材料は結晶性が高いため加工性に乏しく、また極めて高価であるため、これらポリマ材料を用いる方法は現実的でなく、さらなる検討が望まれている。
【0008】
これに対して、熱硬化中にエポキシ樹脂の自己配向によって熱が伝わりやすいドメインを形成し、さらにそのドメインを硬化系内にランダムに固定することにより、等方的に高熱伝導率化する方法が検討されている(特許文献6参照)。この方法では、外部応力を使用しないため、比較的安価かつ容易に高熱伝導率化が可能となる。しかし、これらの高熱伝導性樹脂は、総じて可とう性が悪いため、加工性に乏しい。そのため、これら高熱伝導性樹脂を複合材として使用する場合には、可とう性のさらなる向上が望まれている。
【課題を解決するための手段】
【0009】
本発明者らは、上述の状況に鑑みてエポキシ樹脂を含有する樹脂シートについて鋭意検討を行った結果、エポキシ樹脂の一部を適切にオリゴマー化することによって、所期の目的が達成できることを見出し、本発明を完成するに至った。すなわち、本発明は以下に記載の事項に関する。
【0010】
本発明の第1の態様は、高放熱絶縁樹脂シートに関し、該高放熱絶縁樹脂シートは、エポキシ樹脂、無機フィラ、硬化剤を含み、上記エポキシ樹脂がオリゴマー化されたエポキシ樹脂を含むことを特徴とする。
【0011】
上記エポキシ樹脂は、該エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、オリゴマー化されたエポキシ樹脂として二量体を12〜30重量%及び三量体を8〜25重量%の割合で含むことが好ましい。また、上記エポキシ樹脂は、基本骨格にメソゲン骨格を有し、硬化時に400nm以上のドメインを形成するエポキシ樹脂であることが好ましい。
【0012】
また、上記硬化剤は、アミン又はフェノールノボラックであることが好ましい。上記無機フィラは、無機フィラの全体積を基準として、粒径10μm〜100μmの無機フィラを60〜80体積%、粒径1〜10μmの無機フィラを12〜24体積%、粒径0.1〜1μmの無機フィラを10〜12体積%の割合で含むことが好ましい。
【0013】
また、上記高放熱絶縁樹脂シートは、硬化後に5W/mK以上の熱伝導率を有することが好ましい。
【0014】
本発明の第2の態様は、上記第1の態様である高放熱絶縁樹脂シートを用いた硬化物に関する。
【0015】
本発明の第3の態様は、高放熱絶縁樹脂シートの製造方法であって、エポキシ樹脂、硬化剤、無機フィラ、及び溶媒を含むワニスをシート状に成形し、加熱乾燥によって上記溶媒を除去してシートを得る工程と、上記シートを平坦化プレス処理する工程とを有し、上記加熱乾燥が、80〜120℃の温度で、20〜40分間にわたって実施されることを特徴とする。
【発明の効果】
【0016】
本発明によれば、優れた熱伝導率を有するとともに可とう性にも優れた高放熱絶縁樹脂シートを提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明による高放熱絶縁樹脂シートの可とう性を測定する方法を説明する概略図である。
【図2】本発明による高放熱絶縁樹脂シートの可とう性を測定する方法を説明する模式的側面断面図である。
【発明を実施するための形態】
【0018】
以下、本発明を詳細に説明する。
1.高放熱絶縁樹脂シート
本発明の高放熱絶縁樹脂シートは、エポキシ樹脂、硬化剤、無機フィラ、及び有機微粒子を含み、上記エポキシ樹脂が、オリゴマー化されたエポキシ樹脂を含むことを特徴とする。本発明の好ましい一実施形態において、エポキシ樹脂は、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、オリゴマー化されたエポキシ樹脂として二量体を12〜30重量%及び三量体を8〜25重量%の割合で有することを特徴とする。このように、本発明によれば、特定量の二量体及び三量体を含むようにオリゴマー化されたエポキシ樹脂をベース樹脂として使用することによって、無機フィラを高充填した場合に従来みられる可とう性、屈曲性、接着性、及び絶縁性の低下を改善することが可能となる。その理由は、理論によって拘束するものではないが、本願発明者らは、特定量の二量体及び三量体を含むようにエポキシ樹脂をオリゴマー化することによって、エポキシ樹脂の再結晶化が抑制され、その結果、無機フィラの高充填下においても高い可とう性や加工性を発現させることができるようになると考えている。
【0019】
上述のように、エポキシ樹脂の全重量に対するモノマー単量体の割合は、45〜80重量%の範囲が好ましい。モノマー単量体の割合が80重量%を超え、すなわちオリゴマー化されたエポキシ樹脂の割合が20%を下回ると、可とう性、屈曲性、及び絶縁性が低下しやすい傾向がある。また、モノマー単量体の割合が45重量%を下回ると、すなわちオリゴマー化されたエポキシ樹脂の割合が55重量%を超えると、接着性、及び熱伝導率が低下しやすい傾向がある。一方、オリゴマー化されたエポキシ樹脂における二量体及び三量体の割合は、エポキシ樹脂全体に対するそれらの合計量が20〜55重量%の範囲を維持する限り、特に限定されるものではない。このように、本発明では、エポキシ樹脂を特定の割合でオリゴマー化することにより、所望とする特性をバランスよく得ることが可能となる。
【0020】
本発明の一実施形態として、シートの可とう性の観点から、上記エポキシ樹脂は、エポキシ樹脂の全重量基準として、モノマー単体を45〜74重量%、二量体を15〜24重量%、三量体を11〜18重量%の割合で含むことがより好ましい。また、可とう性と接着性との両立の観点から、上記エポキシ樹脂は、エポキシ樹脂の全重量基準として、モノマー単体を65〜73重量%、二量体を15〜20重量%、三量体を12〜15重量%の割合で含むことが特に好ましい。
【0021】
本発明で使用するエポキシ樹脂は、二量体および三量体を所望の割合で含むように任意の方法でオリゴマー化されたエポキシ樹脂であってよく、エポキシ樹脂及び硬化剤の種類については特に限定されない。また、その他成分についても特に限定されない。本発明による高放熱絶縁樹脂シートの好ましい実施形態として、以下に各成分を例示する。
【0022】
(エポキシ樹脂)
高放熱絶縁樹脂シートが高放熱を実現するためには、エポキシ樹脂自身の熱伝導率が高いことが好ましい。このような観点から、特に限定するものではないが、メソゲン骨格を有し硬化後にドメインを形成するエポキシ樹脂は、硬化反応時にドメインを形成し、高熱伝導率を有するようになるためより好ましい。なかでも、形成されるドメインの大きさが400nm以上の直径を持つようなエポキシ樹脂は、高熱伝導率化の観点から更に好ましい。このようなエポキシ樹脂は、例えば、特許文献6〜8で開示されている。その中でも、好ましいエポキシ樹脂として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンが挙げられる。また、別の例として、本発明の一実施形態では、2−メチル−1,4−(4−オキシラニルメトキシフェニレン)−ジベンゾエート、4,4’−ジ−(4−オキシラニルメチル安息香酸)−ビフェニル、YL−6121H(三菱化学株式会社製、商品名)、TCX−6(日本化薬株式会社製、商品名)を使用してもよい。
【0023】
本発明の一実施形態では、エポキシ樹脂として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンを使用することが好ましい。上記化合物は、高熱伝導率化が容易となる点で好ましい。
【0024】
本発明による高放熱絶縁樹脂シート中のエポキシ樹脂の含有量は、シートを構成する各成分の全質量を基準として、接着性の観点から10%〜20%の範囲、また、接着性と高熱伝導率を両立するためにより好ましくは11%〜17%の範囲であってよい。エポキシ樹脂の含有量を上述の範囲とすることによって、エポキシ樹脂のオリゴマー化による可とう性の改善効果が得られるとともに、高熱伝導率の実現が容易となる。
【0025】
本発明のエポキシ樹脂において、オリゴマーとは、エポキシ樹脂単独で構成されていてもよく、また、その他の成分を含んでいてもよい。シートの乾燥工程中に、プロセスを増やすことなくオリゴマー合成を行う観点から、オリゴマーはエポキシ樹脂と硬化剤が交互に反応した化合物であることが好ましい。より具体的には、二量体は、エポキシ樹脂−硬化剤−エポキシ樹脂の順に反応した化合物であることが好ましい。また、三量体は、エポキシ樹脂−硬化剤−エポキシ樹脂−硬化剤−エポキシ樹脂の順に反応した化合物であることが好ましい。
【0026】
(硬化剤)
本発明では、エポキシ樹脂の硬化剤として、アミン系硬化剤またはフェノールノボラック系硬化剤を用いることが好ましい。これらの硬化剤は、必要に応じて2種類以上組み合わせて用いることができる。
【0027】
アミン系硬化剤は、触媒を使用せずにエポキシ樹脂との硬化反応を進行できる点で好ましい。アミン系硬化剤の具体例として、p−フェニレンジアミン、o−フェニレンジアミン、m−フェニレンジアミン、3,3’−ジエチル−4,4’−ジアミノジフェニルメタン、3,3’,5,5’−テトラエチル−4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、3,3’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルエーテル、1,5−ジアミノナフタレンなどがある。本発明の一実施形態では、熱伝導率の向上効果の観点から、1,5−ジアミノナフタレンを使用することが好ましい。
【0028】
また、フェノールノボラック系硬化剤では、系内に触媒を添加する必要があるが、室温での反応が遅いためシートの寿命を長くする点で好ましい。フェノールノボラック系硬化剤の例として、フェノールノボラック、カテコールノボラック、レゾルシノールノボラック、o−クレゾールノボラック、m−クレゾールノボラック、p−クレゾールノボラックなどがある。これらのノボラック系硬化剤の分子量が100以上である場合、配合時の作業性の観点から好ましい。また上記ノボラック系硬化剤の分子量が40000以下である場合、硬化剤とエポキシ樹脂との反応性の観点から好ましい。特に限定するものではないが、本発明の一実施形態では、フェノールノボラックを使用することが好ましい。可とう性を向上する目的において、分子量100〜20000の多官能フェノールノボラックを用いることが好ましい。さらに、高熱伝導率と可とう性、及び接着性を両立する目的においては、分子量200〜10000の多官能フェノールノボラックがより好ましい。中でも、可とう性と高熱伝導性とを両立する観点から、例えば日立化成工業(株)製の商品名「A−4」として入手できる、分子量400〜1000の二官能フェノール系化合物が好ましい。
【0029】
フェノールノボラック系硬化剤を用いる際の触媒は、室温では反応せず、エポキシ樹脂のガラス転移点以上で反応する触媒を用いることが好ましい。また、フェノールへの反応開始剤として用いるため、塩基性の触媒が好ましく、シートの絶縁性を保つ目的で金属イオンを含有しない触媒がより好ましい。このような観点から、触媒の一例として、トリフェニルホスフィン、N,N’−ジメチルアミノピリジン、ジアザビシクロウンデセン、ジアザビシクロノナンなどが挙げられる。中でも、反応開始温度がエポキシ樹脂のガラス転移点以上であり、高熱伝導率の硬化物が得やすい観点から、トリフェニルホスフィンが好ましい。
【0030】
本発明において、硬化剤の使用量は、エポキシ樹脂の全質量を基準として、10%〜100%の範囲であってよく、エポキシ基と硬化剤の反応性官能基が等量比で反応する20%〜30%の範囲がより好ましい。硬化剤の使用量を上述の範囲とすることによって、エポキシ基と硬化剤の反応性官能基とを等量比で反応させることが容易となる。なお、本発明では、必要に応じて、硬化剤と併せて、トリフェニルホスフィン等の硬化触媒を使用してもよい。
【0031】
(無機フィラ)
熱伝導率向上に有効な無機フィラとしては、高い熱伝導率を有するものであれば特に限定はされないが、アルミナや水酸化アルミニウム、酸化亜鉛、酸化マグネシウム、二酸化ケイ素、窒化ホウ素、窒化アルミニウムなどといった高い熱伝導率を有する無機物を使用することが好ましい。単体の熱伝導率に注視して無機フィラを選定すると、アルミナが好ましく、アルミナよりも高い熱伝導率を有する窒化ホウ素がより好ましく、上記二種の無機フィラよりも高い熱伝導率を有する窒化アルミニウムがさらに好ましい。
【0032】
粒子の表面活性の観点から無機フィラを選定すると、窒化ホウ素は空気中の水分と反応して水酸化アルミニウムとなりアンモニアガスを発生してしまうため、前処理が必要となりうるので、水と反応しにくい窒化ホウ素やアルミナの使用が好ましい。
【0033】
粒子の形状の観点から無機フィラを選定する場合は、結晶構造として鱗片状になりやすい窒化ホウ素よりも、容易に多面体や球形を形成することの出来るアルミナや窒化アルミニウムが、高放熱絶縁樹脂シート内部の異方性を防ぐ目的において好ましい。無機フィラの粒径は、粒径0.1〜100μmであると好ましい。粒径が大きいほど界面の熱抵抗が減少して熱伝導率は高くなるが、絶縁特性が減少しやすい傾向がある。そのため、無機フィラの粒径は0.4〜18μmの大きさであるとさらに好ましい。これら粒子の種類、及び大きさは、ともに高放熱絶縁樹脂シート作成時に必要とする物性や特性に合わせて選定することが出来る。
【0034】
本発明の一実施形態では、無機フィラを細密充填する目的で、異なる粒径を有する無機フィラを複数組み合わせて使用することが好ましい。例えば、無機フィラの全体積を基準として、粒径10μm〜100μmのフィラを60〜74体積%、粒径1〜10μmのフィラを12〜24体積%、粒径0.1〜1μmのフィラを10〜12体積%となるように組み合わせて使用した場合、高熱伝導率を容易に実現できるため好ましい。
【0035】
本発明において無機フィラの使用量は、シートを構成する各成分の全体積を基準として60〜90体積%の範囲、より好ましくは65〜75の体積%の範囲であってよい。本発明では、無機充填剤を高充填量とした場合であっても、シートの可とう性の低下を抑制することができ、優れた熱伝導率とともに、優れた可とう性を実現することが可能である。
【0036】
(有機微粒子)
本発明では、シートを構成する成分として、上述のエポキシ樹脂、硬化剤及び無機フィラに加えて、必要に応じて有機微粒子を使用してもよい。有機微粒子の一例として、カップリング剤等の微粒の添加剤が挙げられる。例えば、カップリング剤を添加した場合、無機フィラと樹脂との濡れ性を向上させることができる。カップリング剤としては、シランカップリング剤が好ましく、エポキシ樹脂と反応する官能基を有するシランカップリング剤であるとより好ましい。例として、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン,3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどが挙げられる。また、SC−6000KS2(日立化成コーテットサンド株式会社製、商品名)に代表されるシランカップリング剤オリゴマーを用いてもよい。本発明では、上述の各種カップリング剤を、必要に応じて二種類以上組み合わせて用いることができる。
【0037】
本発明では、上記カップリング剤の他にも、密着性付与、接着強度向上、流動性向上などを目的として、様々な溶解性又は微粒の添加剤を添加してもよい。添加量は、熱伝導率の低下を防ぐために、樹脂成分の全質量に対して、2%未満の範囲にすることが好ましい。
【0038】
2.高放熱絶縁樹脂シートの製造方法
本発明による高放熱絶縁樹脂シートは、エポキシ樹脂、硬化剤、無機フィラ、及び有機微粒子を含み、上記エポキシ樹脂がオリゴマー化されており、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、二量体を12〜30重量%、三量体を8〜25重量%の割合で有することを特徴とする。したがって、エポキシ樹脂がオリゴマー化し、所定の割合で二量体及び三量体を有するようになる如何なる方法を適用してもよい。例えば、オリゴマー化を実施する際の温度及び硬化時間、エポキシ樹脂と硬化剤との配合量を調整することによって、所望の樹脂シートを形成することができる。別の方法として、二量体及び三量体を別個に合成し、それらを混合することで調整してもよい。
【0039】
本発明の一実施形態として、エポキシ樹脂、硬化剤、無機フィラ、有機微粒子、及び溶媒を含むワニスをシート状に成形し、加熱乾燥によって上記溶媒を除去してシートを得る工程と、上記シートを平坦化プレス処理する工程とを有する、高放熱絶縁樹脂シート製造方法が挙げられる。この実施形態では、ワニスから溶媒を除去する加熱乾燥時に、併せてエポキシ樹脂のオリゴマー化を行うことが好ましい。このような製造方法の実施形態について、以下により具体的に説明する。
【0040】
(ワニスの調製)
ワニスは、先に説明したエポキシ樹脂、硬化剤、無機フィラ、必要であれば触媒及び有機微粒子といった各種成分の所定量を、溶媒中で混合し溶解することによって調製することができる。ワニスの配合及び混合は、15〜35℃の温度範囲で実施することが好ましい。溶媒に対するエポキシ樹脂の溶解度や、溶媒の気化を考慮すると、20〜30℃の温度範囲内で実施することが更に好ましい。また、高すぎる環境湿度は、ワニスの系内に水分が混入し、エポキシ樹脂と硬化剤との硬化不良を引き起こす可能性があるため望ましくない。環境湿度は、40〜60%の範囲内であることが好ましい。
【0041】
次に、ワニスの調製に使用する溶媒について説明する。溶媒は、エポキシ樹脂、硬化剤、必要であれば触媒、無機フィラ、溶媒、及び有機微粒子を混合・攪拌する目的で使用される。そのため、溶媒はエポキシ樹脂、硬化剤、必要であれば触媒・有機微粒子が可溶である溶媒が好ましい。特に、添加量の多いエポキシ樹脂と硬化剤に対する溶解性が高い溶媒が好ましい。具体例として、トルエン、ベンゼン、メチルエチルケトン、メチルイソブチルケトン、ジエチルエーテル、エチルセルソルブ(エチレングリコールモノメチルエーテル)、酢酸メチル、酢酸エチル、アセトン、シクロヘキサノン、N,N’−ジメチルアセトアミド、N,N’−ジメチルホルムアミド、N,N’−ジメチルスルホキシド、テトラヒドロフラン、N−メチルピロリドン、メタノール、エタノール、n−プロパノール、イソプロパノール、n−ブタノール、tert−ブタノール、n−ヘキサノール、シクロヘキサノール、ベンジルアルコールなどが挙げられる。本発明では、これら溶媒を二種類以上混合して用いることができる。
【0042】
また、シートを形成する際の加熱工程により、エポキシ樹脂のオリゴマー化を促進する場合、溶媒の種類によって、生成するオリゴマー量が変化する傾向にある。このことについて、本発明者らは、エポキシ樹脂の溶媒への溶解性、及び溶媒の極性といった二つの要因が関与していると考えている。前者については、エポキシ樹脂の溶解性が高いほど硬化剤との反応性が高くなり、生成するプレポリマ量が多くなる傾向にある。また、後者については、エポキシ樹脂と硬化剤の求核(SN2)置換反応において系内に極性の高い溶剤分子を含む場合、活性化エネルギーの低下を起こし、反応速度を上げる働きをすると考えられる。オリゴマー成分が多すぎる場合、接着性が低下する恐れがある。そのため、適切量のオリゴマーが形成されるように、エポキシ樹脂と溶剤との組み合わせを適切に選択することが好ましい。
【0043】
(シートの成形)
シートの成形は、特に限定されず、塗工などの当技術分野で周知の方法を使用して実施することができる。次いで、シート状にした成形したワニスの加熱乾燥を経て、シートを得ることができる。上記加熱乾燥における乾燥温度は80℃から120℃の範囲であると好ましい。本発明によれば、シートの成形において、溶媒除去工程時の加熱乾燥によって、エポキシ樹脂とアミンもしくはフェノールノボラックといった硬化剤との間で一部架橋反応を起こし、特定量の二量体及び三量体を含むようにエポキシ樹脂をオリゴマー化させることができる。これにより、エポキシ樹脂の再結晶化が抑制され、無機フィラの高充填下においても高い可とう性や加工性を発現させることができる。このように、シートを成形する際の加熱工程によって、エポキシ樹脂のオリゴマー化を促進してもよい。このような方法によれば、少ない工程で本発明の樹脂シートを作製することが可能となる。より具体的には、オリゴマー化のためのプレポリマ反応を促進する目的からすると、乾燥温度は90℃以上とすることがより好ましい。一方、プレポリマ反応が過度に促進されるとシートの接着性が劣る傾向があるため、乾燥温度は110℃以下とすることがより好ましい。このような観点から、乾燥温度は、95℃〜105℃の範囲内とすることが更に好ましい。乾燥時間は、20〜40分の範囲が好ましい。オリゴマー化のためのプレポリマ反応を促進する目的からすると、乾燥時間は25分以上とすることがより好ましい。一方、プレポリマ反応が進みすぎると四量体以上の成分が生成し、シートの接着性が極端に劣る傾向があるため、乾燥時間は35分以下とすることがより好ましい。
【0044】
(シートの平坦化処理)
本発明では、上述のようにエポキシ樹脂をオリゴマー化して得たシートを、さらに平坦化プレス処理することによって、所望とするシートを得ることができる。平坦化プレス処理は、シート表面の凹凸を無くすことを目的として実施されるものである。エポキシ樹脂が硬化反応を起こさず、オリゴマー含有率を変化させない時間内で、エポキシ樹脂の融点以上の温度条件下で、溶融、流動させながらシートをプレスすることによって平坦化を行う。そのことにより、シートと被着体との接着時に界面に発生する空隙を減らすことが可能となり、接着性及び絶縁性を向上し、また熱抵抗を低減することができる。また、保護フィルムとして用いているPETフィルムからの剥離を容易にすることができる。平坦化プレス処理には、当技術分野で周知の方法を適用することができる。例えば、平坦化プレス処理は、熱板を備えた油圧プレスでシートを上下方向からプレスする方法や、ラミネータ処理を行う方法によって実施することができる。
【0045】
以上説明したように、本発明による高放熱絶縁樹脂シートは、例えば、所定の成分を有するワニスをシート状に塗工し、加熱乾燥を経て平坦化プレス処理を施して作製することができる。このような製造過程において、加熱乾燥工程時に溶媒除去と同時にエポキシ樹脂と硬化剤が一部架橋反応を起こしてオリゴマー化するため、加熱乾燥時の条件を適切に調整することによって、シートに所望とする可とう性を発現することが可能となる。本発明の一実施形態では、ワニスをシート状に塗工した後に、100℃、25〜35分間の加熱乾燥を行うことによって、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、二量体を12〜30%重量、三量体を8〜25重量%の割合で含むシートを作製することが可能となる。このようにして得られるシートは、1cm以上の可とう性が発現する。なお、本明細書で記載する「可とう性」とは、図1及び図2に示される測定方法によって得られるシートの尺度変化に基づいたものである。より具体的には、図1及び図2に示したように、5.0cm×7.0cmに切り出したシート3を、その長手方向にみて端部から2.0cmまでの領域(5.0cm×2.0cm)が固定台1上に位置するように固定具2で固定し、残りの5.0cmの領域(5.0cm×2.0cm)を重力がかかった状態に垂らし、固定台1の上面からシート3の最下面までの距離(図2の参照符号4)をL字定規で計測し、この長さを可とう性とした。
【0046】
なお、上述の実施形態では、シート製造における加熱乾燥工程時にエポキシ樹脂をオリゴマー化し、エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、二量体を12〜30%、三量体を8〜25%の割合とすることによって、高放熱絶縁樹脂シートの熱伝導率を損なわずに、可とう性を付与することができる。本発明による高放熱絶縁樹脂シートは、熱伝導性及び可とう性に優れるとともに、加工性及び接着性にも優れるため、特定用途に制限されず、様々な実施形態に好適に使用することができる。例えば、本発明による高放熱絶縁樹脂シートは、自動車などの大型インバータ向けの接着部材として好適に使用することができる。また、他の例として、片面あるいは両面に金属箔を有する金属箔付高放熱絶縁樹脂シートを構成し、各種基板材料として好適に使用することもできる。さらに、本発明による高放熱絶縁樹脂シートは、通常、熱伝導性シートを使用する用途に限らず、絶縁接着シート、封止材、LED、モータ、配線板等の様々な分野に適用することもできる。
【実施例】
【0047】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0048】
1.高放熱絶縁樹脂シートの製造
(実施例1)
(1)ワニス配合
無機フィラとして、アルミナ(住友化学製:スミコランダム)の粒径10μm〜100μmを300重量部、粒径1〜10μmを100重量部、粒径0.1〜1μmを50重量部、カップリング剤(信越化学製:KBM−403)0.48重量部、溶媒(シクロヘキサノン/メチルエチルケトン=3/1)65重量部を500mLポリビンに計りとり、タッチミキサーで全体が一様に湿潤するまで攪拌した。その後、1−(3−メチル−4−ヒドロキシフェニル)−4−(4−ヒドロキシフェニル)−1−シクロヘキセンとエピクロルヒドリンから合成されたエポキシ樹脂である(1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン40重量部とアミン硬化剤(サンケミカル製:1,5−ジアミノナフタレン)4重量部、および球石としてアルミナボール600重量部を投入し、再度タッチミキサーを用いて5分間混合した。その後、ビックロータ(AS−ONE製:BR−2)上に置き、室温20℃で40時間攪拌した。
(2)シート作製
バーコータ(テスター産業製:PI−1210)を用いて、上記ワニスをPETフィルム上に秒速30mの速度で塗布した。ワニス塗布後、15分間にわたって室温雰囲気下で放置(風乾)した後、100℃の箱型乾燥機(espec製の商品名「SPH(H)−201」)にて30分間乾燥した。その後、油圧プレスを用い、上/下の熱板温度150℃/80℃、圧力1MPaで、1分間にわたって熱プレスすることによって、高放熱絶縁樹脂シートを作製した。
【0049】
(実施例2)
溶媒をシクロヘキサノン/メチルエチルケトンの混合系からN,N’−ジメチルアセトアミド/メチルエチルケトン(=1/3の割合)に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0050】
(実施例3)
溶媒をシクロヘキサノン/メチルエチルケトンの混合系からN−メチルピロリドン/メチルエチルケトン(=1/3の割合)に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0051】
(実施例4)
硬化剤を1,5−ジアミノナフタレン4重量部からフェノールノボラック(日立化成製「A−4」)11重量部に変更し、さらに硬化触媒としてトリフェニルホスフィン0.4重量部を追加した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0052】
(実施例5)
エポキシ樹脂を1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンから2−メチル−1,4−(4−オキシラニルメトキシフェニレン)−ジベンゾエートに変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0053】
(実施例6)
エポキシ樹脂を1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンからYL−6121H(三菱化学株式会社製、商品名)に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0054】
(比較例1)
加熱乾燥工程の条件を100℃、30分間の条件から、60℃、30分間の条件に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0055】
(比較例2)
加熱乾燥工程の条件を100℃、30分間の条件から、100℃、15分間の条件に変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0056】
(比較例3)
溶媒をシクロヘキサノン/メチルエチルケトンの混合系からテトラヒドロフランに変更した以外は、全て実施例1と同様にして、高放熱絶縁樹脂シートを作製した。
【0057】
2.高放熱絶縁樹脂シートの評価
先に実施例1〜6及び比較例1〜3で得た高放熱絶縁樹脂シートについて、オリゴマー構成ユニット数、可とう性、再結晶成分の残量、接着面積、及び熱伝導率を、以下の方法に従って評価した。評価結果を表1示す。
【0058】
(1)オリゴマー構成ユニット数の評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを1cm×1cm角に切り出し、THF2mLに溶解した。目視にてフィラ以外の固形分が全てTHFに溶解したことを確認した後、約5分静置してフィラを沈殿させた。このようにして得た溶液の上澄みを孔径0.4μmのフィルターでろ過した後、重量平均分子量(Mw)及び分子量分布(Mw/Mn)をゲルパーミエーションクロマトグラフィー法(GPC)により標準ポリスチレンによる検量線を用いて測定した。GPCとしてポンプ(株式会社日立製作所製L−6200型)、カラム(TSKgel−G5000HXLおよびTSKgel−G2000HXL、いずれも東ソー株式会社製商品名)、検出器(株式会社日立製作所製L−3300RI型)を用い、テトラヒドロフランを溶離液として温度30℃、流量1.0ml/minの条件で測定した。その分子量及び積分値から構成ユニット数とその割合を求めた。
【0059】
(2)可とう性評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを、5.0cm×7.0cmに切り出した。次に、図1及び図2に示すように、切り出したシート3を、その長手方向にみて端部から2.0cmまでの領域(5.0cm×2.0cm)が固定台1上に位置するように固定具2で固定し、残りの5.0cmの領域(5.0cm×2.0cm)を重力がかかった状態に垂らし、固定台1の上面からシート3の最下面までの距離(図2の参照符号4)をL字定規で計測した。計測した長さを可とう性として評価した。
【0060】
(3)再結晶成分の残量(結晶性)の評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを、DSC(Perkin Elmer製:DSC7)にて測定し、70〜100℃の範囲に発現する液晶構造相転移に由来するピークの有無を評価した。後記の表1では、10℃/minの昇温条件で測定を行い、結晶から液晶への相転移ピークが観測されないサンプルを「○」、観測されたサンプルを「×」とした。
【0061】
(4)接着面積の評価
各実施例及び比較例で作製した高放熱絶縁樹脂シートを、10cm×10cmに切り出し、80μm厚の銅箔に挟み、150℃に設定した真空プレスで5分間圧着した。その後、140℃で2時間、160℃で2時間、190℃で2時間の3段階で硬化を行い、シート硬化物を得た。この硬化物を過硫酸ナトリウム20%水溶液に浸してエッチングを行い、銅箔を除去した後に、シート表面の酸化による変色の度合いを接着面積として評価した。後記する表1では、95%以上の接着面積を有するサンプルを「○」、それ以下の接着面積のものを「×」とした。
【0062】
(5)熱伝導率評価
上記接着面積の評価で使用したシート硬化物を、1cm×1cmに切り出し、両面をグラファイトスプレーで黒化処理し,厚さ方向の熱拡散率を測定した。レーザーフラッシュ法(Netzsch製:LFA447/2)にて熱拡散率を測定した。測定はXe−flash法(装置:LFA447 nanoflash,NETZSCH社製)にて行った。パルス光照射は、パルス幅0.1(ms)、印加電圧 236Vの条件で行った。測定は雰囲気温度25 ℃ ± 1℃で行った。次いで、式(1)を用いて比熱,密度を熱拡散率に乗算することによって,熱伝導率の値を得た。
λ = α・Cp・ρ ・・・式(1)
式(I)中、λは熱伝導率(W/mK)、αは熱拡散率(m2/s)、Cpは比熱(J /kg・K)、ρは密度(d:g/cm3)をそれぞれ示す。
【0063】
【表1】
【0064】
表1に示されるように、実施例1〜6の高放熱絶縁樹脂シートでは、可とう性、接着性、及び熱伝導率のいずれについても良好な結果が得られた。
これに対して、比較例1〜3の高放熱絶縁樹脂シートでは、可とう性、接着性及び熱伝導率といった特性について同時に満足できる結果を得ることはできなかった。このような結果から、加熱乾燥時の条件を適切に調整することによって、エポキシ樹脂のオリゴマー化が最適化され、樹脂シートにおける可とう性の改善が可能になることが分かる。
また、実施例1〜6の結果から分かるように、本発明による高放熱絶縁樹脂シートは、可とう性、接着性及び熱伝導率に優れることに加えて、結晶性に優れており加工性も向上するため、本発明によればシートを生産性よく製造することも可能である。
【符号の説明】
【0065】
1 固定台
2 固定具
3 高放熱絶縁樹脂シート
4 可とう性長さ
【特許請求の範囲】
【請求項1】
エポキシ樹脂、無機フィラ、硬化剤を含み、前記エポキシ樹脂がオリゴマー化されたエポキシ樹脂を含む、高放熱絶縁樹脂シート。
【請求項2】
前記エポキシ樹脂が、該エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、オリゴマー化されたエポキシ樹脂として二量体を12〜30重量%及び三量体を8〜25重量%の割合で含む、請求項1に記載の高放熱絶縁樹脂シート。
【請求項3】
前記硬化剤が、アミン又はフェノールノボラックである、請求項1又は2に記載の高放熱絶縁樹脂シート。
【請求項4】
前記エポキシ樹脂が、基本骨格にメソゲン骨格を有し、硬化時に400nm以上のドメインを形成するエポキシ樹脂である、請求項1〜3のいずれか1項に記載の高放熱絶縁樹脂シート。
【請求項5】
前記無機フィラが、無機フィラの全体積を基準として、粒径10μm〜100μmの無機フィラを60〜80体積%、粒径1〜10μmの無機フィラを12〜24体積%、粒径0.1〜1μmの無機フィラを10〜12体積%の割合で含む、請求項1〜4のいずれか1項に記載の高放熱絶縁樹脂シート。
【請求項6】
硬化後に5W/mK以上の熱伝導率を有する請求項1〜5のいずれか1項に記載の高放熱絶縁樹脂シート。
【請求項7】
請求項1〜6のいずれか1項に記載の高放熱絶縁樹脂シートを用いた硬化物。
【請求項8】
エポキシ樹脂、硬化剤、無機フィラ、及び溶媒を含むワニスをシート状に成形し、加熱乾燥によって前記溶媒を除去してシートを得る工程と、
前記シートを平坦化プレス処理する工程と
を有する高放熱絶縁樹脂シートの製造方法であり、
前記加熱乾燥が、80〜120℃の温度で、20〜40分間にわたって実施される、高放熱絶縁樹脂シートの製造方法。
【請求項1】
エポキシ樹脂、無機フィラ、硬化剤を含み、前記エポキシ樹脂がオリゴマー化されたエポキシ樹脂を含む、高放熱絶縁樹脂シート。
【請求項2】
前記エポキシ樹脂が、該エポキシ樹脂の全重量を基準として、モノマー単体を45〜80重量%、オリゴマー化されたエポキシ樹脂として二量体を12〜30重量%及び三量体を8〜25重量%の割合で含む、請求項1に記載の高放熱絶縁樹脂シート。
【請求項3】
前記硬化剤が、アミン又はフェノールノボラックである、請求項1又は2に記載の高放熱絶縁樹脂シート。
【請求項4】
前記エポキシ樹脂が、基本骨格にメソゲン骨格を有し、硬化時に400nm以上のドメインを形成するエポキシ樹脂である、請求項1〜3のいずれか1項に記載の高放熱絶縁樹脂シート。
【請求項5】
前記無機フィラが、無機フィラの全体積を基準として、粒径10μm〜100μmの無機フィラを60〜80体積%、粒径1〜10μmの無機フィラを12〜24体積%、粒径0.1〜1μmの無機フィラを10〜12体積%の割合で含む、請求項1〜4のいずれか1項に記載の高放熱絶縁樹脂シート。
【請求項6】
硬化後に5W/mK以上の熱伝導率を有する請求項1〜5のいずれか1項に記載の高放熱絶縁樹脂シート。
【請求項7】
請求項1〜6のいずれか1項に記載の高放熱絶縁樹脂シートを用いた硬化物。
【請求項8】
エポキシ樹脂、硬化剤、無機フィラ、及び溶媒を含むワニスをシート状に成形し、加熱乾燥によって前記溶媒を除去してシートを得る工程と、
前記シートを平坦化プレス処理する工程と
を有する高放熱絶縁樹脂シートの製造方法であり、
前記加熱乾燥が、80〜120℃の温度で、20〜40分間にわたって実施される、高放熱絶縁樹脂シートの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−67205(P2012−67205A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−213607(P2010−213607)
【出願日】平成22年9月24日(2010.9.24)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月24日(2010.9.24)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]