
高減衰膨張性材料および機器
a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤
を含み、成分a)からe)の合計は100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される、熱膨張性材料。好ましくは、該熱膨張性材料は、a)は、−25℃〜0.0℃の範囲でのガラス転移温度を有する第一熱可塑性エラストマー、0.1℃〜30℃の範囲でのガラス転移温度を有する第二熱可塑性エラストマー、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される熱可塑性ポリマー、少なくとも1つの化学発泡剤、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤を含んでなる。該材料は、消散振動波バリア、自動車用密閉パネル部品の音減衰、空間充填挿入物および制限層減衰構造のような種々の音減衰用途に用いることができる。

b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤
を含み、成分a)からe)の合計は100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される、熱膨張性材料。好ましくは、該熱膨張性材料は、a)は、−25℃〜0.0℃の範囲でのガラス転移温度を有する第一熱可塑性エラストマー、0.1℃〜30℃の範囲でのガラス転移温度を有する第二熱可塑性エラストマー、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される熱可塑性ポリマー、少なくとも1つの化学発泡剤、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤を含んでなる。該材料は、消散振動波バリア、自動車用密閉パネル部品の音減衰、空間充填挿入物および制限層減衰構造のような種々の音減衰用途に用いることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、新規な高減衰膨張性材料、および特にバス、トラックおよび乗用車のような車両において、音響振動を減衰させるための膨張した物質の使用に関する。該物質および対応する機器の種々の使用法を記載する。
【背景技術】
【0002】
車両では、原動力発生器、例えばエンジン、モーター、ポンプまたはギアボックス等によって発生する振動の、構造部品によるパネルのような放出面への伝達は、構造伝播ノイズの放出を生じさせる。WO2007/039309には、膨張した場合、特に振動発生器によって生成する振動の伝達の減少に特に効果的な、接着剤、シーリングおよび被覆目的に有用な熱膨張性材料が記載されている。引用発明は、膨張すると、0.1MPaおよび1000MPaの間のヤングの貯蔵弾性率E’、少なくとも3(好ましくは少なくとも1)の損失係数および好ましくは0.1MPaおよび500MPaの間のせん断貯蔵弾性率G’を−10および+40℃の間の温度で0〜500Hzの周波数範囲で有する膨張性材料を提供する。
【0003】
本特許出願では、ヤングの貯蔵弾性率(E’)を引張応力と引張歪みとの比が物質の比例限度未満であると定義する。せん断貯蔵弾性率G’は、せん断応力とせん断歪みとの比が比例限度内であると定義し、物質中で弾性的に貯蔵される等価エネルギーの尺度と見なす。損失係数(構造固有減衰またはtanδとも称される)は、引張圧縮における減衰についてのヤングの貯蔵弾性率E’を越えるヤングの損失弾性率E’’の割合である。
【0004】
これらの値は、本発明では、膨張後の熱膨張性物質である物質の動的機械分析(DMA)によって容易に決定し得る。先行技術によく知られているように、動的機械分析は、物質がキャリア上で特徴付けられる間接法(Oberstのビーム試験)または試験試料が特徴とすべき物質からのみ作られた直接法(viscoanalyzer)のいずれかによって実施することができる。
【0005】
WO2007/039309による膨張性材料は、WO2007/039308に記載されているように消散性振動波のバリアの製造に有用である。このようなバリアは、内表面および外表面を有するキャリア、多角形断面、長方形、特に必要に応じてU形を有し、外表面上に上記の膨張性物質の被覆物を含むキャリアを含んでなる。
【0006】
より詳細には、WO2007/039308は、次のように教示する:「本発明における使用のために選択されたキャリアは、内表面および外表面を有する。キャリアは断面において、形状が多角形であるべきである。好ましくは、キャリアの断面形状は、直線および/または弧である少なくとも3つの辺を有する。ある実施態様では、キャリアは、一つの辺上で開いているが、他の実施態様では、キャリアの断面形状は閉じている。例えば、キャリアは断面において、長方形、正方形、五角形、六角形、U形およびD形からなる群から選択される形状を有し得る。キャリアの辺は、長さが等しいかまたは異なっていてよく、長さは通常、消散振動波バリアを挿入すべき構造要素の内寸に従って選択される。キャリアは、完全に中空であり得るが、特定の実施態様では、1以上の内部要素、例えば締め具、リブ、隔壁等を有することができる。キャリアは、消散振動波バリアを挿入すべき中空構造要素の底と向かい合った表面またはエッジ上で小さいタブ、脚または他の突出を考慮して設計され得る。これらの突出は、構造要素のより低い内部表面からそのような表面またはエッジを離すために作られ、これによって、車両組立作業に用いる任意の液体をより完全に被覆またはそのようなより低い内部表面と接触することを可能とする。
【0007】
本発明のある実施態様では、キャリアは直線である。しかしながら、他の実施態様では、キャリアは曲がっているかまたは曲線であり得る。さらに他の実施態様では、キャリアは特定の部分において直線であり、他の部分では曲線であり得る。キャリアの各辺は、平面であり得るが、キャリアの辺が1以上の湾入した領域および/または1以上の突き出ている部分を含むこともできる。キャリアの辺は、連続的(任意の開放部を有さない)であり得るが、特定の実施態様では、キャリアの1以上の辺は1以上の開放部を有することができる。一般的に言えば、キャリアの形状および配置は、通常、平行または輪郭もしくは消散振動波バリアを挿入すべき構造要素の形状に適合するように、および一旦熱膨張性物質で被覆された消散振動波バリアをこのような構造要素内で適合させることを妨げることになりかねない構造要素内で任意の要素を取り除くように選択される。消散振動波バリアと構造要素の内表面との間に少なくとも幾つかの間隔の余地を許容することが望ましい。」
【0008】
上記のWO2007/039309およびWO2007/0393098による発明の特に有利な実施態様では、熱膨張性物質は、以下のものを含んでなる:
25〜70重量%、好ましくは35〜55重量%の少なくとも1つの熱可塑性エラストマー(好ましくはスチレン/ブタジエンまたはスチレン/イソプレンブロックコポリマーまたは少なくともその部分水素化誘導体);
15〜40重量、好ましくは20〜35重畳%の少なくとも1つの非エラストマー熱可塑性物質(好ましくはエチレン/酢酸ビニルまたはエチレン/メチルアクリレートコポリマー)、
0.01〜2重量%、好ましくは0.05〜1重量%の少なくとも1つの安定剤または酸化防止剤、
2〜15重量%、好ましくは膨張性物質を150℃の温度で加熱した場合に体積が少なくとも100%膨張するために効果的な量の少なくとも1つの発泡剤、
必要に応じて0.5〜2重量%の少なくとも1つのオレフィン性不飽和モノマーまたはオリゴマーを含む0.5〜4重量%の1以上の硬化剤、および必要に応じて、
10重量%まで(例えば0.1〜10重量%)の少なくとも1つの粘着付与性樹脂、
5重量%(例えば0.1〜5重量%)までの少なくとも1つの可塑剤、
5重量%(例えば0.1〜5重量%)までの少なくとも1つの可塑剤、
10重量%(例えば0.1〜10重量%)までの少なくとも1つのワックス、
3重量%(例えば0.05〜3重量%)までの少なくとも1つの発泡剤用活性剤、
ならびに必要に応じて少なくとも1つの充填剤(充填剤の量は好ましくは10重量%未満、より好ましくは5重量%未満である)、パーセンテージは熱膨張性物質の全重量の重量パーセンテージとして表される。
【0009】
本発明は、WO2007/039308に記載の消散振動波バリアの製造に用い得る向上した熱膨張性物質を提供する。しかしながら、該物質は、車両における他の音減衰用途、例えば自動車の密閉パネルの振動の減衰のために用いることもできる。
【0010】
該用途はWO02/14109に開示されている用途に相当する。該文献には、以下のものを含んでなる自動車密閉パネルの組立において振動の減衰用の系が記載されている:a)自動車用外部パネル構造と関連したイントルージョン機器、およびb)前記イントルージョン機器の少なくとも一部にわたって、前記膨張性物質の膨張前に前記イントルージョン機器と接触させ、前記膨張性物質の膨張後に前記外部パネルの表面と接触させて配置された減衰振動用の外部材料。WO02/14109には、該発明に、むしろ一般的に用いるべき熱活性物質が開示されている。好ましい実施例は、α−オレフィンを有し得るエチレンコポリマーまたはターポリマーをベースとするポリマーフォームである。コポリマーまたはターポリマーとして、ポリマーは2または3の異なったモノマーから構成される。特に好ましいポリマーの例として、エチレン酢酸ビニル、EPDMまたはその混合物が挙げられる。
【0011】
上記の発明の熱膨張性物質のさらなる用途は、空洞充填挿入物に関する。空洞充填挿入物は、車体において封止およびまたはバッフルするために用いることができる。具体的には、本発明は、好ましくは実施的に平面であり、高減衰膨張性物質を実質的に挿入物の全周辺に含む空洞充填挿入物に関する。該挿入物は、車体の空洞に設置されるが、好ましくは取付部材を用いる必要がない。活性化により、膨張性物質は泡立って、内部空洞壁の周りにシールを形成する。活性化空洞充填挿入物は、空洞の壁を透過する振動および空洞内の空気伝播ノイズの両方を低減するのに特に効果的である。
【0012】
図1に示される通り、車体は通常、乗員室、エンジン室、トランク、戸口、窓およびその車輪格納部を形成する複数の中空構造部材(例えば図1におけるピラーA、BおよびC等)が挙げられる。それぞれの中空構造部材には通常、1以上の相互接続した空洞が含まれ、これらの空洞は、パワートレインおよび車両が走行する道路によって引き起こされる所望のノイズおよび振動を車両の乗員室に伝達することがある。これらの望ましくないノイズおよび振動を低減するある従来法は、1以上の空洞充填挿入物90を有する車両の空洞を塞ぐことである。このような空洞充填挿入物は、車両の中空構造部材の強化または補強するのに役立つこともできる。
【0013】
この目的に用いる通常の空洞充填挿入物90として、キャリア、キャリアと一体形成された取付部材、およびキャリア上に形成された熱膨張性物質が挙げられる。空洞充填挿入物90は通常、形状が類似するように配置されるが、設置すべき空洞の断面よりもいくぶん小さい。取付部材は通常、空洞充填挿入物を壁に固定するために空間を定義する壁のひとつに形成された開口部中に挿入されるように配置される。空洞充填挿入物は通常、キャリアの面が空洞の長手方向に実質的に垂直であるように位置する。膨張性物質は、車体を、車両のプライマーまたはペイント硬化行程の一部を形成する焼成炉を通過させる際、熱によって膨張させる。膨張性物質の熱による膨張は、膨張性物質と空間の壁との間の任意の周辺空間を、車両によって生成され、その乗員室に伝達される望ましくないノイズの水準を低減する目的で充填する。
【0014】
考えられ得る努力がそのような空洞充填挿入物(しばしば「音響バッフル」と称される)の開発にこれまで費やされてきたが、そのような空洞充填挿入物は構造部材の空洞を通過する空気伝播ノイズの量の低下にのみ効果的である。しかしながら、いわゆる構造伝播ノイズを著しく低下または停止させることはより困難であることが証明された。「構造伝播ノイズ」は、パネル(通常、フレームまたは他の中空構造部材)を支持する構造によって主に伝達され、原動力発生器(例えば、エンジン、モーター、ポンプまたはギアボックス)によって生成された、放出表面(通常、パネル)によって生成されるノイズである。通常の音響バッフルは、空気伝播ノイズを構造部材空間内で小さくすることができるが、バッフルによって停止されない構造電波ノイズは、空間壁によって継続され、バッフルの空間下流内で空気伝播ノイズを再生成する。それによって、車両のフレームによる乗員室への侵入からのノイズの排除における音響バッフルの全有効性が損なわれる。
【0015】
上記の点から、先行技術における上記の問題を克服する空洞充填挿入物についての必要性が存在する。本特許出願の優先日に公開されていない特許出願PCT/US2007/70578は、上記のWO2007/039309に開示の熱膨張性物質を含む空洞充填挿入物を供給することによって上記の問題の解決を提案している。
【0016】
本発明は、上記の機器に用いるべき新規な熱膨張性物質を提供する。これは、WO2007/039309に開示の物質と比べて向上した全ての特性を有する。
【0017】
先行技術には、膨張状態において音減衰特性を有する熱膨張性物質に関する多くの文献が含まれる。本発明の物質に幾分関連する例は、以下のものである:
【0018】
US6110958には、減衰されるべきパネル、抑制層およびその間に挟み込まれたフォーム振動減衰物質の層を含む制限された層減衰構造が開示されている。該フォーム振動減衰物質は、エラストマーポリマー1〜20重量%、熱可塑性ポリマー20〜60重量%、粘着付与剤0.5〜18重量%、アスファルトフィラー4〜23重量%、無機フィラー20〜50重量%および発泡剤0.2〜7重量%を含む組成物から供給される。エラストマーポリマーは、ゴム、例えばスチレン−ブタジエンコポリマーまたはスチレンイソプレンゴム、特にポリスチレンポリイソプレントリブロックコポリマースチレン−イソプレン−スチレン、(S−I−S)ブロックコポリマー等であり得る。熱可塑性ポリマーは、例えばエチレン酢酸ビニル(EVA)およびエチレンメチルアクリレートから選択され得る。該文献には、硫黄および/または硫黄化合物に基づく硬化剤は挙げられていないようである。
【0019】
US5635562は、制限された層用途に有用な膨張性振動減衰物質組成物を教示する。該組成物は、本質的に、エラストマーポリマー、可塑剤、熱可塑性ポリマー、発泡剤、接着促進剤およびフィラーを含む。これはエポキシ硬化剤を含んでもよい。該エラストマーポリマーは、ポリスチレンブロックおよびビニル結合ポリイソプレンブロックを含むトリブロックコポリマーであり得る。該熱可塑性ポリマーは、エチレン酢酸ビニルコポリマー、アクリル、ポリエチレンおよびポリプロピレンを含み得る。
【先行技術文献】
【特許文献】
【0020】
【特許文献1】国際公開第2007/039309号パンフレット
【特許文献2】国際公開第2007/039309号パンフレット
【特許文献3】国際公開第2007/039308号パンフレット
【特許文献4】国際公開第02/14109号パンフレット
【特許文献5】国際公開第2007/70578号パンレット
【特許文献6】米国特許第6110958号
【特許文献7】米国特許第5635562号
【発明の概要】
【発明が解決しようとする課題】
【0021】
本発明は、例えば上記の用途および機器に用いることができる新規な向上した熱膨張性物質を提供する。
【課題を解決するための手段】
【0022】
第一の実施態様では、本発明は、以下のものを含む熱膨張性物質を含む:
a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
成分a)からe)の合計は100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
【図面の簡単な説明】
【0023】
【図1】図1:乗員室を形成する複数の中空構造部材(例えばピラーA、BおよびC)を含む車体。
【図2】図2:上図:振動バリアを有さない車の中空フレームの部分。発生源から中空フレーム中に射出される深度は、あまり減衰することなくフレームの壁にそって誘導される。下図:伝達経路中に導入された消散振動波バリアの効果(膨張状態での)。
【図3】図3:熱膨張性材料の膨張前の消散性振動波バリアの第一の実施態様の概略斜視図。
【図4】図4:熱膨張性材料の膨張後の図3の消散性振動波バリアの概略斜視図。
【図5】図5:構造要素4に挿入後の図3の消散性振動波バリアの概略斜視図。
【図6】図6:熱膨張性材料の膨張後の図5の消散性振動波バリアの概略斜視図。
【図7】図7:上:限定された要素分析−強化ロッド(イントルージョン機器)を備えた車両ドアの描画:下:熱膨張性材料の2つのストリップで覆われた強化ロッド(イントルージョン機器)の例。
【図8】図8:キャリア3、キャリア3上に支持された膨張性材料5および付属部材7を含む空洞充填挿入物。
【図9】図9:未硬化状態において、未膨潤熱の熱膨潤性材料5とピラーの内表面との間の間隔6を空ける、固定された空洞充填挿入物を有する自動車用ピラーの断面。
【図10】図10:膨張性材料5がキャリア3の周辺の溝に位置し、空洞充填挿入物が中空構造部材内で膨張性材料5と空洞壁10および11との間の間隔を作るように固定される空洞充填挿入物。
【図11】図11:活性化すべき潜在性発泡剤を生じさせるのに効果的な温度に膨張性材料5を加熱した後の図9の空洞充填挿入物。該膨張性材料は、空洞充填挿入物と空洞壁10および11との間に本来存在する、膨張した材料12に変換される。
【図12】図12:膨張性材料5の熱活性化後の図10の空洞充填挿入物。
【図13】図13:減衰されるべきパネル12、例えば金属自動車ボディパネル、膨張後の本発明による熱膨潤性材料の層14、および制限層16を有する制限層減衰構造。
【図14】図14:異なった温度で硬化した材料についてのtanδの値(室温=20℃で)。
【図15】図15:試験温度で100Hzにて実施例による材料とSISコポリマーb)をSISコポリマーa)に置き換えた比較例とのtanδの評価。
【図16】図16:、実施例による膨張したフォームを有する本発明による消散波バリアを振動伝達経路上に設置した場合に車両内のノイズ水準についての減衰値の効果。
【図17】図17(比較):先行技術によるおよび本発明の範囲外のフォームを有する波バリアを用いた場合の不十分な減衰挙動。この図は、減衰損失係数が減少した場合、その解決が、あまり効果的でなく、最も重要な周波数範囲において未処理車両よりも悪くなることを明確に示す。
【図18】図18:形成され、実際の車両の中空フレーム中に挿入されるべき消散波バリアの図。多数の熱膨張性材料の小さなブロックが、キャリア上に固定される。
【図19】図19:従来のビチューメンパッドを有する処理されていない車両ドアと、本発明の膨張した熱膨張性材料を有するイントルージョン機器(図において「高減衰抗フラッター」と呼ぶ)との振動挙動の比較。車両ドアにおけるイントルージョン機器の配置は図7に示される。
【図20】図20:先行技術によるフォームを有するピラーフィラー(「標準ピラーフィラー」)と実施例による熱膨張性材料を有する相当するピラーフィラー(「ピラーフィラーダンパー」)との、周波数の関数としての音挙動(より低い値ほど良好である)の比較。
【発明を実施するための形態】
【0024】
熱膨張性物質は、フォームおよび加熱により膨張する物質であるが、通常、室温(例えば15〜30℃)で固体(好ましくは寸法安定性)である。いくつかの実施態様では、膨張性物質は、乾燥および非粘着性であるが、他の実施態様では、粘着性である。熱膨張性物質は、好ましくは、使用のために所望の形態に成形または鋳造(例えば射出成形または押出によって)することができるように処方され、そのような成形または鋳造は、膨張性物質を容易に加工することができるように膨張性物質を軟化または溶融するのに充分な室温を超えるが、膨張性物質の膨張を誘発する温度未満の温度で実施される。活性化により、すなわち約130℃および240℃の間の温度(用いる膨張性物質の正確な処方に応じる)に付すことにより、該膨張性物質は通常、元の体積の少なくとも約50%または少なくとも100%または少なくとも約150%または少なくとも約200%膨張する。より高い膨張率(例えば少なくとも約1000%)でさえ、所望の最終使用が要求する場合には選択され得る。例えば、自動車の車体に用いる場合には、膨張性物質は通常、プライマーまたはペイントが製造中に車体上で焼成される温度よりも低い活性化温度を有する。
【0025】
熱膨張性物質の膨張は、熱膨張性物質を、発泡剤および存在し得る任意の硬化剤を活性化するのに効果的な時間および温度で加熱する加熱工程によって達成される。
【0026】
熱膨張性物質の性質およびライン条件に応じて、組立ラインにて、加熱工程は通常、130℃〜240℃、好ましくは150℃〜200℃の温度で、炉における滞留時間が約10分〜約30分で実施する。
【0027】
該加熱工程中の温度が通常予期される膨張を生じさせるのに充分である場合、熱膨張性物質の膨張を生じさせる通常用いるエレクトロコーティング浴(E−コート浴)における車両部品の通過に続く加熱工程の恩恵を受けることは有利である。
【0028】
2つの異なった熱可塑性エラストマー(少なくとも10℃異なるガラス転移温度)を用いる特徴は、所望の損失係数tanδについて所望の高い値(少なくとも0.5より高い、好ましくは0.8より高い、より好ましくは1より高い)を、1つの熱可塑性エラストマー単独の使用と比べてより広い範囲の温度にわたって得ることができる。選択されるべきガラス転移温度の絶対値は、減衰されるべき機器についての通常の加工温度の範囲に依存する。例えば機器が乗用車である場合には、最も効率のよい減衰が所望される温度範囲は、外部の周囲温度、特に−25〜+45℃の範囲の温度である。この場合には、2つの異なった熱可塑性エラストマーのガラス転移温度はいずれも、この温度範囲内にある。他方では、使用中に、例えば50〜100℃の範囲での温度で、熱くなる機械部品が減衰される場合には、2つの異なった熱可塑性エラストマーのガラス転移温度はいずれも、より高い温度範囲内にあるべきである。
【0029】
好ましくは、第一熱可塑性エラストマーa)および/または第二熱可塑性エラストマーb)は、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される。特に、成分a)およびb)は、スチレン/イソプレン/スチレントリブロックコポリマー(SIS)、および水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択される。
【0030】
約0℃および約30℃の間の温度範囲(例えば、外部の周囲温度で操作する車両の構造を減衰させる場合)での特に効果的な減衰特性は、第一熱可塑性エラストマーa)が−25〜0.0℃、好ましくは−20〜−5℃の範囲でのガラス転移温度を有する場合、第二熱可塑性エラストマーb)が0.1〜30℃、好ましくは4〜20℃の温度範囲でのガラス転移温度を有する場合に得られる。もっとも好ましくは、第一熱可塑性エラストマーa)が−15〜−10℃の範囲でガラス転移温度を有し、第二熱可塑性エラストマーb)が5〜15℃の範囲でのガラス転移温度を有する。
【0031】
熱可塑性エラストマーa)およびb)は、好ましくはいずれもスチレン/イソプレン/スチレントリブロックコポリマー(SIS)および水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択される。非水素化トリブロックコポリマーは特に好適である。スチレン含有量は、好ましくは15〜25重量%、より好ましくは19〜21重量%の範囲である。特に適当なブロックコポリマーとして、スチレン/イソプレン/スチレントリブロックコポリマー、並びにこれらの完全または部分水素化誘導体が挙げられ、ポリイソプレンブロックは、1,2および/または3,4立体配置を有するイソプレンから誘導される比較的高い割合のモノマー部が挙げられる。好ましくは、少なくとも50%の重合イソプレンモノマー部が、1,2および/または3,4立体配置を有し、残りのイソプレン部は1,4立体配置を有する。この微細構造は、良好な減衰特性に寄与すると考えられている。このようなブロックコポリマーは、商品名HYBRARとしてKuraray Co., Ltd.から市販されており、米国特許第4987194(その全体を引用してここに組み込む)に記載の方法を用いて調製することもできる。適当な物質は、熱可塑性エラストマーa)についてHybrar(登録商標)5127、および熱可塑性エラストマーb)についてのHybrar(登録商標)5125である。
【0032】
成分c)は、加工性、特に熱膨張性物質の押出挙動を向上させる。C=C二重結合の存在(またはこの点において二重結合と等しいとみなされる相当する三重結合)は、この成分の硬化挙動に必要である。酢酸ビニルまたは(メタ)アクリレート単位を有するポリマーまたはコポリマーは好適である。より好適には、少なくとも1つの熱可塑性ポリマーc)は、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される。23〜32モル%の範囲、より好ましくは27〜29モル%の範囲の酢酸ビニル含有量を有するエチレン/酢酸ビニルコポリマーは、好適である。
【0033】
好ましくは、熱膨張性物質は少なくとも1つの粘着付与性樹脂d)を含み、これは好ましくは1〜20重量%の量で存在する。粘着付与性樹脂d)は、ロジン樹脂、テルペン樹脂、テルペンフェノール樹脂、分解石油蒸留物、芳香族粘着付与性樹脂、タル油樹脂、ケトン樹脂およびアルデヒド樹脂から誘導される炭化水素樹脂からなる群内で選択され得る。適当なロジン樹脂は、アビエチン酸、レボピマール酸、ネオアビエチン酸、デキストロピマール酸、パルストリン酸、上記のロジン酸のアルキルエステルおよびロジン酸誘導体の水素化生成物である。好ましくは、脂肪族炭化水素樹脂から選択される。分子量(数平均)は、1000〜2000の範囲であり得る。該軟化点(ASTM D−6090−97に従って測定)は、95℃〜105℃の範囲であり得る。適当な物質はExxonMobileのEscorez(登録商標)1102である。
【0034】
熱膨張性物質は、予備硬化または発泡(「フォーミング」)前に化学線での照射によって、例えば可視光または紫外線、またはガンマ線または電子線によって硬化し得る。該物理硬化行程に加えてまたはその代わりに、該物質は、少なくとも1つの化学硬化剤によって硬化し得、これはさらなる成分f)として物質中に存在する。適当な硬化剤として、フリーラジカル反応を誘導することができる物質、例えば、ケトン過酸化物、ジアシル過酸化物、パーエステル、パーケタール、ヒドロペルオキシドおよび他の化合物(例えばクメンヒドロペルオキシド、ビス(tert−ブチルパーオキシ)ジイソプロピルベンゼン、ジ(−2−tert−ブチルパーオキシイソプロピルベンゼン)、1,1−ジ−tert−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、ジクミル過酸化物、t−ブチルパーオキシベンゾエート、ジ−アルキルパーオキシジカーボネート、ジ−パーオキシケタール(例えば1,1−ジ−tert−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン等)、ケトンパーオキシド(例えばメチルエチルケトン過酸化物等)および4,4−ジ−tert−ブチルペーオキシn−ブチル吉草酸エステル等)を含む有機過酸化物が挙げられる。
【0035】
しかしながら、硫黄および/または硫黄化合物に基づく硬化剤は、これらがいくつかの以下の優位性を生じさせるので好適である:ライン停止でのペイント焼成炉における約200℃を越える温度でまたは長期の硬化時間の「過焼成」が減少し、より高い膨張率が得られ、損失係数tanδが硬化温度からほとんど依存しなくなる。この理由のため、熱膨張性物質が硫黄および/または硫黄化合物、好ましくは元素硫黄および少なくとも1つの有機ジ−またはポリ−硫化物の混合物をベースとする少なくとも1つの化学硬化剤f)を含有することは好ましい。好ましい有機硫化物は、テトラメチルチウラム二硫化物である。
【0036】
硬化剤は、好ましくは潜在性硬化剤であり、すなわち、本質的に室温で不活性または非反応性である硬化剤であるが、高温(例えば、約130℃〜約240℃の範囲内での温度)への加熱によって活性化する。
【0037】
最適化組成物については、以下の成分の少なくとも1つを成分の相対量に適合させることが好ましい:
成分a)は、5〜20重量%、好ましくは8〜16重量%の量で存在し、
成分b)は、15〜40重量%、好ましくは20〜35重量%の量で存在し、
成分c)は、10〜25重量%、好ましくは12〜20重量%の量で存在し、
成分d)は、2〜10重量%、好ましくは3〜8重量%の量で存在し、
成分e)は、1〜20重量%、好ましくは2〜10重量%の量で存在し、
化学硬化剤f)は、0.2〜5重量%、好ましくは0.7〜2重量%の量で存在し、
成分a)〜f)の合計は、100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
【0038】
特に好適な実施態様では、本発明は、以下のものを含む熱膨張性物質を含む:
a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、−25℃〜0.0℃の範囲のガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、0.1℃〜30℃の範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー、
d)2〜10重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%、好ましくは少なくとも100%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
f)0.5〜4重量の、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤、
成分a)〜f)の合計は、100重量%未満であり、100重量%未満までの残りはさらなる成分またはアジュバントから構成される。
【0039】
本発明のこの実施態様による物質は、先行技術による物質を越えるいくつかの優位性を示す。例えば以下の通りである:
【0040】
全ての他の成分と同じであれば、硫黄および/または硫黄化合物をベースとする硬化剤を有する本発明による組成物は、過酸化物硬化系を用いる類似の組成物よりも高い膨張率を示す。
【0041】
硫黄および/または硫黄化合物をベースとする硬化剤は、過酸化物硬化系と比較すると熱安定性を向上させる。過酸化物硬化系を用いる同程度の組成物は、200℃を越える温度での硬化により熱分解する。
【0042】
硫黄および/または硫黄化合物をベースとする硬化剤と異なったガラス転移温度を有する2つの熱可塑性エラストマーとの組み合わせは、140℃および210℃の間の硬化温度の範囲にわたってほとんど一定の損失係数tanδを生じさせる。
【0043】
異なったガラス転移温度を有する2つの熱可塑性エラストマーの組み合わせは、硬化温度から独立して約0℃および約30℃の間の範囲の温度において効果的な減衰特性を生じさせる。
【0044】
全ての既知の発泡剤、例えば分解によってガスを放散する「化学発泡剤」または「物理発泡剤」、すなわち膨張中空ビーズ(膨張性微小球とも称される)は、本発明において発泡剤e)として適している。異なった発泡剤の混合物は、優位に用い得る(例えば、比較的低い活性温度を有する発泡剤を比較的高い活性温度を有する発泡剤と組み合わせて用い得る)。
【0045】
「化学発泡剤」の例として、アゾ、ヒドラジド、ニトロソおよびカルバジド化合物、例えば、アゾビスイソブチロニトリル、アゾジカルボンアミド、ジ−ニトロソ−ペンタメチレンテトラアミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニル−スルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3−ジスルホヒドラジドおよびp−トルエンスルホニルセミカルバジドが挙げられる。特に好ましい発泡剤は、アゾジカルボンアミドである。
【0046】
「化学発泡剤」は、例えば亜鉛化合物(例えば酸化亜鉛)、(変性)尿素等のさらなる触媒または活性化剤の存在の利益を受け得る。
【0047】
しかしながら、「物理発泡剤」および特に膨張中空マイクロビーズ(マイクロスフェアともよばれる)も使用できる。有利には、中空マイクロビーズは塩化ポリビニリデンコポリマーまたはアクリロニトリル/(メタ)アクリレートコポリマーに基づき、軽い炭化水素またはハロゲン化炭化水素などのカプセル化された揮発性物質を含む。
【0048】
適切な膨張性中空マイクロビーズは、例えばPierce&Stevens(現在はHenkel Corporationの一部)またはAkzo Nobelからそれぞれ商品名「Dualite」および「Expancel」として市販されている。
【0049】
本発明の組成物はまた、好ましくは、
g)5〜40重量%、特に10〜30重量%のフィラー、
h)2〜20重量%、特に2〜10重量%の可塑剤、
i)1〜5重量%の硬化触媒、
k)0.05〜3重量%の抗酸化剤および/または安定剤、
l)0.05〜5重量%、特に0.05〜3重量%の促進剤、
m)1〜10重量、特に1〜5重量%のウレアの1以上から選択される、1以上のさらなる成分またはアジュバント
を含んでなる。
【0050】
適当なフィラーg)の例として、粉砕および沈殿チョーク、タルク、炭酸カルシウム、カーボンブラック、炭酸カルシウム−マグネシウム、バライト、粘度、マイカおよびアルミニウム−マグネシウム−カルシウムタイプのシリケートフィラー、例えば珪灰石およびクロライト等を含む。フィラー粒子は、25〜250μmの範囲の粒度を有し得る。フィラーの全量は、15〜25重量%の範囲であり得る。しかしながら、フィラーの全量はまた、10重量%未満、5重量%未満でさえ制限され得る。ある実施形態では、膨張物質は(上述の材料の粒子のような実質的に無機粒子としてここに定義される)フィラーを含まない。
【0051】
適切な可塑剤h)の例として、二塩基酸(例えばフタレートエステル)のC1−10アルキルエステル、ジアリールエーテル、ポリアルキレングリコールのベンゾエート、有機リン酸塩、およびフェノールまたはクレゾールのアルキルスルホン酸エステルが挙げられる。例えば、ジイソノニルフタレートは可塑剤として用い得る。
【0052】
酸化亜鉛は、必要に応じて活性化形態で、硬化触媒i)として好ましく用いる。
【0053】
適切な抗酸化剤および安定化剤k)として、立体的ヒンダードフェノールおよび/またはチオエーテル、立体的ヒンダード芳香族アミン等が挙げられる。フェノール抗酸化剤は好適である。
【0054】
適当な促進剤l)は、チアゾールおよびスルフェンアミドから選択し得る。特に好適には、2−メルカプトベンゾチアゾールと組み合わせて2−N,N’−ジシクロヘキシル−2−ベンゾチアゾールスルフェンアミドを用いることである。
【0055】
好ましい発泡剤、硬化剤、硬化触媒および硬化促進剤の特別な組み合わせは、加熱によって物質の膨張後に独立気泡フォームを生じさせる。少なくともフィルム形成性であるポリマーa)およびb)の好適な選択はまた、ポリマーが発泡工程中に破裂することなく延伸される場合、独立気泡フォームの形成に寄与する。独立気泡フォームは、水で充填または水が浸透することがない場合に好適である。
【0056】
さらに、熱膨張性物質の好適な化合物の組み合わせは、膨張後に他の所望の特性を生じさせる:吸水率(水中で室温で22時間)は膨張物質の10重量%未満であり、膨張物質はe−コートにより良好な接着性を有し、むき出しの鋼について腐食性でない。
【0057】
本発明のある実施態様では、熱膨張性物質の成分は、膨張性物質が任意の熱硬化性樹脂、エポキシ樹脂(例えば膨張性物質はエポキシ樹脂5重量%未満また1重量%未満を含有する)等を含有しないか、実質的に含有しないように選択される。
【0058】
本発明は向上した膨張材料を提供し、該材料は、一度130〜240℃の範囲の温度での加熱によって膨張すると、0.1MPaおよび1000MPaの間のヤング貯蔵弾性率E’、少なくとも0.を越える損失係数tanδ(好ましくは少なくとも1)および好ましくは0.1MPaおよび500MPaの間のせん断貯蔵弾性率G’を有し、該損失係数およびせん断貯蔵弾性率は−10から+50℃の間の温度で、周波数範囲が0から500Hzで計測する。
【0059】
未硬化の熱膨張性物質は、押出および裁断によって、または60〜80℃の範囲での温度での射出成形によって所望の形状にすることができる。発送目的のために、押出(例えば冷金属テープ上に)および造粒することができる。使用する際に、顆粒は、60〜80℃の範囲の温度での加熱によって押出または射出成形によって成形するために再び軟化することができる。
【0060】
膨張性物質は、WO2007/039308に記載の消散振動波バリアの製造に有用である。従って、本発明は、第二の態様において、内表面および外表面を有するキャリアを含む消散振動波バリアを提供し、本発明による熱膨張性物質を含む被覆物が前記内表面および外表面の少なくとも1つに存在する。
【0061】
「消散振動波バリア」は、車両等において、その発生源(エンジン、サスペンション系、排気系、アクセサリー)から音生成放出パネル(乗員室を取り囲むパネルのような、フレームに接続したフラットパネル)への伝達経路(フレームまたは中空体ネットワーク)による構造伝播ノイズの伝達を阻止する。該消散振動波バリアは、可能な限り密にノイズ源への伝達経路中に導入される。
【0062】
上記の効果は図2に概略的に示される:上の図は、振動バリアを有さない車両の中空フレームの一部を示す。発生源から中空フレーム中に射出された振動があまり減衰することなくフレームの壁に沿って導かれる。次いで、該振動は、ノイズを発生する照射パネルに伝達される。
【0063】
下部の図は、伝達経路中に(膨張状態で)導入された消散振動波バリアの効果を示す:該振動は、フレームの壁とキャリアの該表面との間に制限される膨張フォームにおいて消散される。これにより、かなりフレーム中の振動の振幅が低減される。
【0064】
本発明による消散振動波バリア、内表面と外表面を有するキャリアを含み、該キャリアは、多角形部分、特に長方形、必要に応じてU形を有し、外表面上に本発明の熱膨張性材料を含む被覆物を含む。該振動波バリアが、熱膨張性材料の膨張前および膨張後にどのように見ることができるか、および構造要素中への挿入後および熱膨張性材料の膨張後に消散振動波バリアの概略斜視図を与えるかを示す、WO2007/039308の図1〜4を参照する(図3〜6としてここに再現)。同一の立体配置を、本発明の熱膨張性材料で用いることができる。
【0065】
図3は、本発明による熱膨張性材料の膨張前の消散振動波バリアの第一の実施態様の概略斜視図である。
【0066】
図4は、熱膨張性材料の膨張後の消散振動波バリアの第一の実施態様の概略斜視図である。
【0067】
図5は、構造要素中への挿入後の本発明による熱膨張性材料の膨張前の図3の消散振動波バリアの概略斜視図である。
【0068】
図6は、熱膨張性材料の膨張後の図5の消散振動波バリアの概略斜視図である。
【0069】
本発明の上記の実施態様に用いるのに選択されるキャリアは、内表面と外表面を有する。断面において、該キャリアは、形状が多角形であるべきである。好ましくは、キャリアの断面形状は、直線および/または曲線である少なくとも3辺を有する。ある実施態様では、キャリアは、1つの辺上で開放しているが、他の実施態様では、キャリアの断面形状は閉じている。例えば、キャリアは断面において長方形、正号系、五角形、六角形、U形およびD形からなる群から選択される形状を有し得る。キャリアの辺は、長さが等しいかまたは異なっていてよく、長さは通常、消散振動波バリアが挿入される構造要素の内寸に従って選択される。キャリアは、完全に中空であり得るが、特定の実施態様では、1以上の内部要素、例えば締め具、リブ、隔壁等を有することができる。キャリアは、消散振動波バリアが挿入されるべき中空構造要素の底と向かい合った表面またはエッジ上で小さなタブ、脚または他の突出を考慮して設計され得る。これらの突出は、構造要素のより低い内表面からそのような表面またはエッジを離すために構成され、これによって、車両組立作業に用いる任意の液体をより完全に被覆またはそのようなより低い内表面と接触させることを可能とする。
【0070】
本発明のある実施態様では、キャリアは直線である。しかしながら、他の実施態様では、キャリアは曲がっているかまたは曲線であり得る。さらに他の実施態様では、キャリアは特定の部分において直線であり、他の部分では曲線であり得る。キャリアの各辺は、平面(平ら)であり得るが、キャリアの辺が1以上の湾入した領域および/または1以上の突き出ている部分を含むこともできる。キャリアの辺は、連続的であり得る(任意の開放部を有さない)が、特定の実施態様では、キャリアの1以上の辺は1以上の開放部を有することができる。一般的に言えば、キャリアの形状および配置は、通常、平行または輪郭もしくは消散振動波バリアを挿入すべき構造要素の形状に適合するように、および一旦熱膨張性物質で被覆された消散振動波バリアをこのような構造要素内で適合させることを妨げることになりかねない構造要素内で任意の要素を取り除くように選択される。次いで、より詳細に説明すると、消散振動波バリアと構造要素の内表面との間に少なくとも幾つかの間隔の余地を許容することが望ましい。
【0071】
キャリアは金属であり得る。好適な金属は、鋼、特に亜鉛メッキ鋼、およびアルミニウムである。
【0072】
キャリアは、剛性材料からできていてもよく、これは強化繊維(例えばガラス繊維による)および/または他の種類のフィラーで強化された繊維であり得る。好適な合成材料は、低吸水率および少なくとも180℃まで寸法安定性を有する熱可塑性合成物質である。適当な熱可塑性合成材料は、例えば、ポリアミド(PA)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、ポリフェニレンスルホン(PPSU)、ポリエーテルイミド(PEI)およびポリフェニレンイミド(PPI)からなる群内で選択され得る。熱硬化性合成材料、例えば成形性化合物、硬質ポリウレタン等はキャリアを構成するために用いてもよい。キャリアは、任意の適当な方法、例えば成形(射出成形を含む)、スタンピング、曲げ、押出等によって所望の形状に形成され得る。
【0073】
被覆物は、キャリアの外表面の少なくとも一部に適用され、全外表面に適用してもよい。熱膨張性材料の被覆は、連続的であり得るが、本発明はまた、キャリアの外表面上に熱膨張性材料の2以上の分離部分を有することを意図する。これらの部分は、寸法、形状、厚み等が異なり得る。熱膨張性材料はまた、複数の(小さな)ブロックまたはパッチとしてキャリアの表面にわたって分布し得る。
【0074】
熱膨張性材料を含む被覆物は、厚みが均一であってよいが、キャリアの外表面にわたって厚みが変化してもよい。通常、被覆物は、0.5〜10mm厚である。
【0075】
熱膨張性材料は、任意の適当な手段、例えば押出、共成形、過成形等によってキャリア表面に適用され得る。例えば、熱膨張性材料は、存在することができ、外部キャリア表面上にリボンとして押し出された材料を軟化または溶融する発泡剤または硬化剤を用いずに材料を軟化または溶融するのに充分な温度に加熱され得る。次いで、冷却により、熱膨張性材料のリボンは、再固化され、キャリア表面に接着される。あるいは、熱膨張性材料のシートは、ダイカットによって個々の所望のサイズおよび形状の部分に形成され、次いで個々の部分は、任意の適当な手段、例えば機械的ファスナー、または膨張性材料がホットメルト接着剤として働くのに充分な温度に、該キャリア表面と接触させるべき部分の表面を加熱することによって外部キャリアに接着される。別々に適用された接着層を用いて、熱膨張性材料を他のキャリアの外部表面に接着させることもできる。
【0076】
概念は、キャリアが適当でない場合に効率的でない。キャリアは膨張前および膨張中に材料を「運ぶ」および導く機能を有するが、その最も重要な機能は、減衰されるべき構造の壁とサンドイッチ構造を作ることによって膨張後に材料を制限することである。このことは、キャリア材料(鋼、ナイロン等)および設計(リブ、補強材等)が、減衰されるべき構造の動剛性と同程度の動剛性(ねじり、屈曲)を生じさせる場合に達成することができる。キャリアが柔軟すぎる場合には、キャリアは、フォームのずれによって変形され、減衰されるべき構造のずれによってそれ自体変形される。キャリアが硬い場合には、消散振動波バリアは機能するが、大き過ぎることになる。キャリアは発泡減衰材料より硬くなければならない。該条件下では、減衰されるべき構造の振動は、フォームによってキャリアへ伝達されないが、フォーム内で吸収され、熱を生成することによって消散される。これにより、用語「消散波バリア」が説明される。
【0077】
キャリアの適切な機能についてのさらなるある条件は、振動共鳴周波数(全体的および局所的なたわみ形状)が減衰フォームとの接触において、かく乱周波数よりも高くなければならない。このさらなる条件は、本発明の消散振動波バリアに特有であり、これと空気伝播伝達のための標準ピラーフィラーとを区別する。
【0078】
第三の態様では、本発明は、
a)自動車用外部パネル構造と関連するイントルージョン機器、および
b)前記イントルージョン機器の少なくとも1部にわたって、および前記膨張性材料の膨張前に前記イントルージョン機器と接触させ、前記膨張性材料の膨張後に前記外部パネルの構造で、配置される振動を減衰するための熱膨張性材料
を含む、自動車用密閉パネル部品における振動の減衰のための系を含んでなる。
【0079】
この系を用いた場合に、どのようにして車両ドアの振動を減衰させるかを示すWO02/14109の図1および2を参照する。これはまた本特許出願の図7に示される。
【0080】
この実施態様では、本発明は、振動低減系、特に自動車用フレーム部品についての振動低減系、例えば(制限されない)ドアイントルージョン機器を有する車両ドアフレーム部品ならびにスライディングドアに用いる任意の他の自動車用密閉パネル部品、リフトゲートまたは自動車用車両への乗客および/または荷物の出し入れを助けるのに用いる他の設計等を企図する。該系は、本発明による抗振動減衰物質のイントルージョン機器および/またはドアフレームの他の選択部分、例えばベルトライン補強上への、押出現場(extrude−in−place)法による塗布を助けるための小型塗布器技術の形態での押出技術を用い得る。
【0081】
本発明に開示される材料は、イントルージョン機器、例えばイントルージョン機器(組立作業において車両に接着された)等が、車両組立工場において通常見られる塗装作業およびプロセスサイクルによって処理される場合に、膨張し、ドアイントルージョン機器および必要に応じて内部および外部のボディパネルへ接着される場合に抗振動減衰剤として働くことが意図される。該材料は、熱膨張性であり、ドアイントルージョン機器および内部および外部のドアパネルを塗装作業中に結合することによって空洞を少なくとも部分的に充填し、これによって車両のノイズおよび振動特性を減少させ、車両ドアを開放および密閉する場合により静かなドア部品を製造される。
【0082】
本発明は、ドアイントルージョン機器製造業者または車両製造業者のいずれかによって利用され、最終組立作業において車両製造業者による使用のためにドアイントルージョン機器自体上に押し出すことができる。
【0083】
ある実施態様では、減衰材料は、米国特許第5358397に従って固体(柔軟性であるが)状態でイントルージョン機器の部分に沿っておよびイントルージョン機器の部分上に押し出される複数のペレットまたはビードを含んでなる。次いで、e−コート法ならびに最終車両組立施設に見られる他の塗装作業サイクルに付される場合に、ペレットを膨張させ、イントルージョン機器およびボディパネルに結合させる。さらに、本願発明は、自動化または従来法による加熱ならびに溶接および放射線硬化技術または膨張性材料の接着において補助するための適用前の選択部材または部品の清掃または他の促進された製造工程において構造部材または自動車用車両のトリム成分への膨張性材料の直接的な適用を利用し得ることが意図される。
【0084】
特に非制限的な実施態様では、振動減衰物質を含む複数のペレットは、ペレットを、所望の稠度、厚みおよびパターンにおいてイントルージョン機器の外部表面上で流れることができる粘弾性材料に変換するのに充分な温度でペレットを処理する適当な小型塗布器の使用により固体または乾燥化学状態から粘弾性段階へと転換する。
【0085】
複数のペレットの代替物として、本発明による熱膨張性材料を1以上のストライプの形態でイントルージョン機器の少なくとも一部にわたって配置し得る。
【0086】
次いで、該イントルージョン機器は、自動車用ドア部品または他のパネル部品内で当業者によく知られている製造技術に従う車両製造によって設置される。組立が車両の最終組立前に製造される場合、それは、e−コートまたは膨張性材料の膨張およびイントルージョン機器からの、他のパネルまたは選択自動車用密閉パネル、例えば内部ドアパネルおよび外部ドアパネルを有するドアフレーム組立等の外部パネルまたは内部パネルのいずれかまたは両方に結合させる他の熱による塗装作業によって処理され、硬化し、その場にとどまる。該材料が、イントルージョン機器の外表面から膨張し、基材に接合することが意図され、これは、ドア内部パネルおよびドア内部パネルのいずれものいずれかを含むことができ、これによってドア部品からのノイズおよび振動放出を低減する働きをする。好適な実施態様は、イントルージョン機器、例えばドアイントルージョンビーム等の外表面から本質的に化学架橋し、ドア外部パネルと接触する材料を開示するが、イントルージョン機器に沿った材料の種々のパターンおよび用途が材料を膨張させ、ドア内部パネルおよびドア外部パネルのいずれかまたはいずれも並びにドア部品または乗客または荷物のいずれかが車両を利用するのを助ける他の用途に利用または見られ得る任意の他の基材に接着させることは評価される。
【0087】
ある実施態様では、振動減衰媒体は、自動車用ドア部品内での空洞を規定する1以上の内壁付近で連続的または非連続的な押出においてイントルージョン機器上に現場押出しされる。振動低減媒体は、e−コートおよび当業者に良く知られた最終自動車部品塗装の塗装作業サイクルにより処理される場合、ドア部品が、車両上に設置され、車両が熱に曝された後、活性化されて、空洞内で活性材料の変換(例えば膨張または流動)を達成する。得られる構造として、壁、または振動低減材料を作用させて輸送中およびドア部品の機能作業中に振動を低減させながら、表面の少なくとも一部にわたって被覆される膨張押出が挙げられる。
【0088】
図7は、ドアイントルージョン機器を含む自動車車両の製造において通常見られる自動車ドアフレーム部品の例を示す。このような構造が、内部に空洞が存在する、接合され、ドア内部パネルに成形された複数の中空分割パネル部材を含むことは一般的である。適当なドアフレーム部品の例として、荷物用ドア、リフトゲート、ハッチバック、スライドドア、容易に利用できる第三ドア、ドアハンドル、ロック、窓用部品または他の車両ドアおよびドア成分、サブフレーム構造等を挙げることができる。あるこのような構造として、図7において、例示のために(制限することなく)、ドアイントルージョンビームの形態であり得るドアイントルージョン機器が挙げられる。本発明は、ドアイントルージョン機器並びにドア以外の他の自動車密閉パネル部品の存在を要件としないドアフレーム部品の他の部分に用い得、該イントルージョン機器は通常、金属(例えばスチール、アルミニウム、マグネシウム系など)を含み、低温スタンプ、高温スタンプ、ロール形成、管状ビーム、中空管状ビームまたはハイドロフォーム部分であり得る。また、イントルージョン機器が、複合材料または本発明の特定の用途に要求される構造強化に応じた他の強化ポリマー材料から形成され得ることが意図される。
【0089】
材料およびドアイントルージョン機器の振動低減は、イントルージョン機器またはドアフレーム部品、例えば部品と対応する窓枠または熱膨張性材料の適用に適した部品の他の部分との間に形成されるベルトライン強化部材等の他の選択部分のいずれかまたは両方に沿って配置される本発明の振動低減材料の適切なパターンの押出によって本発明によって達成され得る。
【0090】
熱膨張性材料の膨張後、該方法の結果は、前記熱膨張性材料が膨張状態である上記の振動の吸収のための系を有する密閉パネル部品を含む車両である、このような車両は、本発明の範囲内である。
【0091】
他の実施態様ではなお、本発明は、防音および振動減衰のための空洞充填挿入物を中空構造において含み、前記空洞充填挿入物は、熱膨張性材料およ前記空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付部材を含み、a)前記熱膨張性物質は、少なくとも実質的に前記空洞充填挿入物の全周囲で延伸され、b)本発明による熱膨張性材料を用いる。
【0092】
空洞充填挿入物の可能な形状および機能は、本明細書の導入部に記載されている。空洞充填挿入物は、実質的に平面であり得る。本発明において、「実質的に平面」とは、空洞充填挿入物が比較的平らで薄く、かつ挿入物の最大幅よりも相当に小さい最大厚みを有することを意味する。例えば、挿入物の最大厚みは、挿入物の最大幅の20%未満であるのが普通である。通常、空洞充填挿入物の周辺に存在する熱膨張性材料の厚みは、約4〜約10mmである。ここで、「厚み」とは、挿入物の面に垂直かつ挿入物が配置される中空構造部材の縦軸に平行である空洞充填挿入物の寸法を意味する。これは、上記の「消散振動波バリア」に形状の差異を生じさせる。
【0093】
膨張性材料は、好ましくは、活性化中に少なくとも放射状に膨張して、空洞充填挿入物を取付けた構造部材の内部表面に対して封止し、こうして、車両によって生じる望ましくないノイズおよび振動が乗員室に伝達されるのを妨げる。活性化および膨張したときに、膨張性材料が空洞の内部壁と接触するが、それに接着または結合しないように、固体膨張性組成物を配合することができる。別法によれば、また好ましくは、膨張性材料が、その膨張した状態で、内部空洞壁表面に強固に接着または結合するように、固体膨張性組成物の成分を選択することができる(即ち、大きな力を適用しないと壁表面から分離することができない)。本発明の非常に好ましい態様において、膨張性材料から誘導される膨張した材料は、凝集破壊が観察されるように空洞壁表面に十分強固に接着する(即ち、キャリアと空洞壁を分離したときに、これら両方の表面に接着剤が残存するように、接着剤の構造破壊が起こる)。好ましくは、膨張した材料は独立気泡フォームである。また、膨張した材料が比較的低密度(例えば、1200kg/m3未満)であって、得られた緩衝させ/封止した中空構造部材が比較的低重量のままであり、これによって車両に改善された燃料経済性を与えるのが好ましい。
【0094】
また、本発明の実施態様は、振動発生器によって発生した振動エネルギーを消散するための手段を有する前記構造要素を装備することを含み、前記振動エネルギーを消散するための手段が上記の本発明による活性化空洞充填挿入物を含むことを特徴とする、振動発生器が構造要素によって接続した振動発生器からの振動の伝達を低減するための代替法に関する。振動発生器の例として、モーター、エンジン、ポンプ、ギアボックス、サスペンションダンパーおよびスプリングが挙げられる。
【0095】
本発明の実施態様による方法は特に、自動車車両において構造伝播ノイズを低減するために適合される。この場合には、振動発生器は、構造要素によって前記車両の乗員室を構成する部分の少なくとも1つに接合される。構造部材の形状は通常、多角形(例えば、正方形または長方形)断面を有する管状レールであるが、断面は形状が不規則であってもよい。
【0096】
本発明による方法は、以下の逐次的工程を含み得る:
構造部材の空洞に挿入することができるような寸法を有する本発明による空洞充填挿入物を選択する工程、
(通常、挿入物の面が空洞の長手方向に対して実質的に垂直であるように)所望の位置に挿入物を固定する取付部材を用いて、空洞充填挿入物を好ましくは振動発生器に近い場所において空洞中に挿入する工程、および
熱膨張性材料を膨張させる工程。
【0097】
空洞充填挿入物は、好ましくは、振動発生器と音が発生される振動受取構造との間で構造部材の空洞に挿入される。
【0098】
構造部材空洞内での所望の位置が困難である場合には、空洞充填挿入物は、選択的に、構造部材が完全に組立られ、空洞を形成する前に構造部材の一部を取り付け得る。例えば、中空構造部材、例えばレールまたはピラー等は、しばしば、溶接または一緒に接着された2以上の分離形成金属辺から製造される。.例えば、中空構造部材、例えばレールまたはピラー等は、しばしば、溶接または一緒に接着された2以上の分離形成金属辺から製造される。このような場合には、そのような形成された金属片を組み込む中空構造部材の製造前に取付部材を用いてこれらの片の一つに空洞充填挿入物を接着することはより便利であり得る。
【0099】
熱膨張性材料の例は、加熱工程によって達成され、熱膨張性材料は、発泡剤および存在し得る任意の硬化剤を活性化するのに効果的な時間および温度で加熱される。
【0100】
熱膨張性材料の性質および組立ラインのライン条件に応じて、加熱工程を、通常は130〜240℃、好ましくは150〜200℃の温度において、約10〜約30分間のオーブン中の滞留時間で行う。
【0101】
固体膨張性組成物の膨張を引き起こすために、一般的に使用されるエレクトロコーティング浴(E-コート浴)における車両部品の通過に続く加熱工程の恩恵を受けるのが有利である。これは、この加熱工程中の温度が、通常は期待される膨張を引き起こすのに十分であるためである。
【0102】
空洞充填挿入物に存在する熱膨張性材料の量は、膨張後、熱膨張性材料の体積が、挿入物と構造要素の内表面との間の間隔を占有し、中空構造部材内で所望の程度にまで空気伝播および構造伝播ノイズの両方を小さくすることに効果的であるように選択される。
【0103】
本発明の1つの態様において、空洞充填挿入物を、完全に熱膨張性材料から形成する。例えば、挿入物を得るために、熱膨張性材料を成形するか(例えば、完成空洞充填挿入物の所望の形状を有する型を用いる射出成形による)、または他の方法で成形することができる(例えば、熱膨張性材料の平面シートを成形し、次いで、該シートをダイ打抜きまたは他の適当な手段によって切断することによる)。このような態様において、取付部材は、挿入物の一体部分であり(即ち、熱膨張性材料からなり)、摩擦または圧力によって構造部材空洞内の位置に挿入物を保持するのを助ける脚などの形態をとることができる(例えば、そこで該脚は、十分に弾力があって、挿入物を挿入しつつわずかにずらすことが可能であり、次いで、解放時に空洞壁とは反対の位置に跳ね返ることができる)。別法によれば、取付部材は、空洞壁中の開口部から挿入することができるが、該開口部からの引き抜きに抵抗するように設計されたかみ合い突起などの形態であってよく(例えば、開口部近傍における構造部材壁の外側表面と、突起上のフックまたはリッジとのかみ合いによる)、これによって、空洞充填挿入物をその場に確保することができる。ある有利な態様において、取付部材は、固体膨張性組成物からなり、加熱によって活性化したときに、該取付部材が膨張し、それが挿入された空洞壁中の開口部を充填および封止するのを助ける。
【0104】
本発明の別の態様において、空洞充填挿入物の主要部分は熱膨張性材料から組立てられるが、取付部材は、異なる材料、例えば金属または非膨張性の耐熱性プラスチックまたはゴムからなる。例えば、取付部材は、固体膨張性組成物部分の端部に伸びるピン、ならびに、空洞壁開口部から挿入することができるが、該開口部からの引き抜きに抵抗するプラスチック圧縮可能プラグなどを含むことができる。
【0105】
しかし、本発明の好ましい態様において、空洞充填挿入物は、熱膨張性材料が装着されたキャリアを含んでなるが、これは、このような設計が、熱膨張性材料を最も有効かつ効率的に使用することを助けるためである。例えば、中空構造部材を封止し緩衝させるのに必要な熱膨張性材料の量を最少にすることができる。さらに、後にさらに詳しく記載するように、膨張性材料から生じる膨張フォームを空洞壁に向けるように、ならびに、膨張フォームが空洞の完全な封止を妨げるようにたるむかまたは歪むのを防止するように、キャリアを配置することができる。
【0106】
本発明の好適な実施態様を、図を参照して説明する。この開示から、本発明の該実施態様の以下の記載が例示のためだけであって、添付の特許請求の範囲およびその等価なものによって限定される本発明を限定する目的ではないことが当業者に明らかとなる。
【0107】
まず図8を参照すれば、空洞充填挿入物1はキャリア3、キャリア3に支持される膨張性材料5およびキャリア3と一体化して成形され得る取付部材7(この特定の実施態様では、フランジ2およびファスナー4を含む)を含む。キャリア3は、この実施態様では膨張性材料5によって覆われていない、実質的に平面であり、比較的硬質の支持プレート9を含む。キャリアは、支持プレート9の周辺を実質的に包囲する、支持プレートと一体成型された、膨張前に膨張性材料5を受容するように構成された構造(例えば、溝または筋、図2に示されていない)を含むことができる。
【0108】
空洞充填挿入物1の全体形状は、特に限定されないが、図9に示されるように、それが配置される構造部材空洞の垂直横断面に形状が類似しているが若干それより小さいように構成されるのが普通である。一般に、空洞充填挿入物の外側端部が空洞の内部壁に実質的に平行していて、インサートと空洞壁の間の幅が実質的に均一である間隙6を創製するのが望ましいであろう(通常、この間隙は約1〜約10mmであろう)。この間隙は、固体膨張性組成物を活性化する(即ち発泡させる)前に、液体コーティング材料、例えば、金属前処理溶液(例えばリン酸塩浴)、プライマー、またはペイントが、中空構造部材の全内部表面を実質的に被覆するのを可能にする。さらに、膨張性材料5を受容するキャリア3上の構造は、特に限定されず、例えば、「L」形状の棚またはフランジ、「V」、「U」または「C」形状の溝または筋、ブラケット、タブ、クリップなどの形態であってよい。図10は、膨張性材料5を、膨張性材料5と空洞壁10および11の間に間隙を創製するように中空構造部材内に固定化される空洞充填挿入物およびキャリア3の周辺の筋中に配置する本発明の一つの実施態様を示す。該筋は、キャリアの面に実質的に垂直である装着表面13ならびにキャリア3の面に実質的に平行である側壁14および15を含むことができる。また、熱膨張性材料を、キャリア周辺の孔によって(この場合、膨張性材料は該孔中にまたは該孔を通って広がる)、あるいは、キャリアの面に対して通常は垂直であるキャリア周辺のリムによって(この場合、膨張性材料はリムを包囲する)、キャリアに確保することもできる。キャリアは、膨張性材料をキャリアに確保する複数種類の構造を含んでいてもよい。通常、膨張性材料が、封止する空洞の内部表面に向かって膨張しているときに、その方向づけを助ける支持構造(例えば、図10に示される側壁14および15等)を使用するのが好ましいであろう。熱膨張性材料を、キャリア周辺の分離および独立した部分として配置することができ、また、外接した連続バンドの形態で配置することができる。膨張性材料のバンドの外側端部は、キャリアの外側端部からわずかに引っ込めるか、または支持プレートの外側端部と実質的に同じところにするか、またはキャリアの外側端部を越えて外側に伸ばしてよい(図8、9および10に示される)。図12は、同様に、熱膨張性材料5の熱膨張後の図10の空洞充填挿入物を示す。
【0109】
図11は、膨張性材料5を活性化すべき潜在性発泡剤を効果的に生じさせる温度に加熱した後の図9の空洞充填挿入物を示す。膨張性材料は、空洞充填挿入物と空洞壁10および11との間に本来存在する間隔6を充填する膨張材料12に変換され、それによって、空洞の壁によって伝達される振動および空洞内での空気伝播ノイズの両方な効果的な低減を得る。
【0110】
本発明の1つの態様において、キャリアは単一プレートの形態にあるが、他の適する態様において、キャリアは複数プレートを含み、これらを、熱膨張性材料の少なくとも一部を2つのプレートの間に配置するように組立てる。即ち、これらのプレートは、互いに対して実質的に平行であって、プレート間に挟まれた熱膨張性材料の層を有していてよい。熱膨張性材料の層の外側端部を、プレートの外側端部からわずかに引っ込めるか、またはプレートの外側端部と実質的に同じところにするか、またはプレートの外側端部を越えて外側に伸ばしてよい。1つの態様において、熱膨張性材料の層は、本質的に各プレートの全表面にわたって広がっている。しかし、別の態様において、熱膨張性材料の層は、空洞充填挿入物の外側端部あたりにのみ存在し、空洞充填挿入物の内部には熱膨張性材料が存在しない。さらに別の態様において、空洞充填挿入物は、実質的に平らな第1プレートおよび高くした実質的に平らな内側部分を有する第2プレートを含むことができる。第2プレートの高くした実質的に平らな内側部分が第1プレートと接触するように、これらのプレートを一緒に固定して、2つのプレートの周辺に筋(熱膨張性材料を受容および支持することができる)を創製する。
【0111】
プレートの一方または両方は、複数の開口部を含むことができ、その中におよび/またはそれを通って、膨張性材料が広がることができる(活性化および膨張の前後、または活性化および膨張の後のみのいずれか)。即ち、空洞充填挿入物は、例えば格子の形態にあってよい。好ましい態様において、空洞充填挿入物中に最初に存在しているあらゆる貫通孔が、膨張性材料の活性化後に充填されるか、または閉じられる。
【0112】
膨張性材料を支持するキャリアを構造部材の空洞の内部壁に固定することができる、当業者が知る任意の手段を、本発明の空洞充填挿入物の取付部材として用いるために適応してもよく、特定の構造を選択することが特に重要な意味を持つとは考えられない。例えば、取付部材は、構造部材の開口部に固定受容部を構成する、2つまたはより多くの弾性的に撓むことができるかえし部を含んでよい。各かえし部は、保持ピースを有するシャンク(shank)を含んでよく、保持部材はフックを形成するように、シャンクに対してある角度で突出している。小さな力を加えて、かえし部を一緒に相互に向かって可逆的に曲げて、そのような取付部材を壁の開口部に挿入する。かえし部が開口部を通り抜けた後、それらは互いに離れてそれらの通常の配置に戻る。このことは、保持ピースが、開口部周囲で構造部材壁の外側面と係合することを可能にして、その結果、取付部材が開口部から容易に引き出されることを防ぎ、空洞充填挿入物を空洞内に固定させる。挿入物が容易に移動することを防ぐように、このように挿入物を取り付けることが非常に望まれている。なぜなら、さもなければ、ポリマーマトリックスを加熱および活性化させる前の車両組立の間に、構造部材が通常遭遇する操作は、空洞充填挿入物をもはや空洞内の所望の場所に適切に配置させないようにするからである。この目的のために他の種類の取付部材を用いてもよく、例えば、複数の角度をなすフランジを有する長尺部を有する“クリスマスツリー”型の留め具(一般的に弾性プラスチックで作られる)を含む。空洞充填挿入物は1つの取付部材、または同じ種類もしくは異なる種類の複数の取付部材を有してよい。
【0113】
一般的に、取付部材は、空洞挿入フィラーから半径方向に突出し、一般的に空洞挿入フィラーの面に平行または空洞挿入フィラーの平面に存在してよい。
【0114】
キャリアは、好ましくは、通常の使用中の亀裂および破損に対して十分に耐性であり、膨張性材料5の活性化温度および空洞充填材インサートを含む構造部材が暴露される焼付け温度の両温度よりも高い融点または軟化点を有する成形可能な材料からなる。好ましくは、成形可能な材料は、周囲温度において、十分に弾力性(非脆性)かつ強いものであって、亀裂または破損に耐え、その一方で、高温(例えば、膨張性材料の発泡に使用する温度)において、十分に耐熱性であって、膨張性材料を構造部材の空洞内の所望の位置に大きな曲がり、たるみまたは歪みを伴わずに保持する。例えば、キャリアは、組立てた空洞充填材インサートを、亀裂または永久変形を伴うことなく室温において曲げ力にさらすことができるように、幾分曲げやすくかつ耐破損性である成形可能な材料から成形されていてよい。キャリアを構成する材料は特に限定されず、例えば、これらの性質を有する任意の多数のポリマー組成物であってよい(例えば、ポリエステル、芳香族ポリエーテル、ポリエーテルケトン、特にナイロン66などのポリアミド)。キャリアとして使用するのに適するポリマー組成物は、当業者には周知であり、熱可塑性および熱硬化性材料の両方が含まれ、従って、本明細書中に詳しくは記載しない。未発泡(固体)ならびに発泡したポリマー組成物を用いて、キャリアを組立てることができる。また、成形可能な材料は、ポリマー組成物に加えて、所望の物理的性質に依存して種々の添加剤および充填材、例えば着色剤および/または強化繊維(例えばガラス繊維)を含有することもできる。好ましくは、成形可能な材料は、融点または軟化点(ASTM D789)が、少なくとも200℃、より好ましくは少なくとも225℃、最も好ましくは少なくとも250℃であり、そして/または、18.6kgにおける熱たわみ温度(ASTM D648)が、少なくとも180℃、より好ましくは少なくとも200℃、最も好ましくは少なくとも220℃であり、そして/または、引張強度(ASTM D638;50%RH)が、少なくとも1000kg/cm2、より好ましくは少なくとも1200kg/cm2、最も好ましくは少なくとも1400kg/cm2であり、そして/または、曲げ弾性率(ASTM D790;50%RH)が少なくとも50,000kg/cm2、より好ましくは少なくとも60,000kg/cm2、最も好ましくは少なくとも70,000kg/cm2である。別法によれば、キャリアあるいはその1つまたはそれ以上の部分を、金属(例えばスチールまたはアルミニウム)から組立てることができる。
【0115】
膨張性材料は、成形および射出成形を越える共射出成形、サイドバイサイド射出成形を含む、任意の既知の空洞充填挿入物の製造方法によってキャリアと組み立て得る。
【0116】
空洞充填挿入物を構造部材の壁に取付けるときには、挿入される取付部材の部分に実質的に合致するような大きさにした壁の開口部に該部分を挿入することができる。開口部の形状は、特に重要ではなく、取付部材を受容することができ、例えば、正方形、円形、長方形、多角形、楕円形、または不規則形であってよいが、但し、空洞充填挿入物を所望の位置に保持するように取付部材と相互作用することが可能である。
【0117】
本発明の好ましい態様において、膨張性材料の部分を構造部材の壁中の開口部の近くに配置して、膨張性材料を活性化したときに、膨張性材料が膨張して開口部を完全に塞ぐようにする。例えば、取付部材は、空洞充填材インサートから固体膨張性組成物の部分を通って外に伸びていてよい。活性化したときに、膨張した材料は、開口部を通って広がることができ、少なくとも部分的に取付部材を包むことができ、これにより、空洞充填挿入物を空洞内に確実かつ永久に固定するのを助ける。
【0118】
当業者に既知の他のキャリアおよび付属部材の設計は、本発明における使用に容易に適合させることができる。
【0119】
空洞充填挿入物を、限定するものではないが、航空機、家庭用器具、家具、建築物、壁および仕切り、ならびに海洋用途(ボート)を含む、車両以外の中空構造部材を有する物品において使用することができる。
【0120】
本発明さらに他の実施態様は、減衰されるべきパネル、制限層および前記パネルおよび制限層の間に挟み込まれた振動減衰材料の層を含む制限層減衰構造を含み、振動減衰材料の層は本発明による熱膨張性材料からなる。
【0121】
さらに、本発明は、減衰されるべきパネル、制限層および前記パネルおよび制限層の間に挟み込まれた振動減衰材料の層を含む制限層減衰構造を含み、発泡振動減衰材料の層は、130〜240℃の範囲の温度で加熱することによって膨張後の本発明による熱膨張性材料からなる。
【0122】
制限層減衰構造は、導入部に記載のUS6110985に記載の類似の制限層減衰構造に相当し得る。
【0123】
図13を参照すれば、減衰されるべきパネル12、例えば自動車ボディパネル等を有する制限層減衰構造、膨張後の本発明による熱膨張性材料の層14、および制限層16が概略的に示されている。減衰されるべきパネル12は好ましくは、約0.6〜0.8mm鋼板(好ましくは冷延伸)、あまり好ましくはないがより厚いかまたは薄い、あまり好ましくはないがアルミニウムまたは複合材料板である。制限層16は通常パネル12よりも薄く、層16は好ましくは約0.5、あまり好ましくはないが0.3〜0.8mm厚シート鋼である。必要に応じて、いくつかの用途において、層16は0.15〜0.3mm厚であり得る。層16は、あまり好ましくはないがアルミニウムまたは複合材料であり得る。熱膨張性材料の層14は、膨張前に、好ましくは0.5〜2.5、より好ましくは0.5〜2、より好ましくは0.75〜1.5、より好ましくは0.85〜1.2、より好ましくは約1mm厚である。層14は、膨張後、1〜4、より好ましくは1〜3、より好ましくは1.2〜2、より好ましくは約1.5mm厚フォームである。見ることができるように、この膨張した減衰フォームの厚みを孤立した距離または離れた距離またはパネル12および層16の間の間隔と等しい。層14は、膨張中、好ましくは50〜200%膨張し、該間隔を充填する。
【0124】
図13に示される制限層減衰構造を製造するために、本発明による膨張性振動減衰材料のシートを所望の形状にダイカットし、基材または減衰すべきパネル、例えば自動車ボディパネルなどに、または制限シートまたは層に、先行技術に既知の方法、例えば熱ステークまたは機械的ファスナーによって、接着または結合させる。あまり好ましくはないが、接着剤は必要に応じて用い得る。次いで、第二外部シートは、熱膨張性材料をその間に有する第一外部シートに接着して、3つの層のサンドイッチ構造を形成する。しかしながら、2つの外部シートは好ましくは、内部熱膨張性材料層が2つの外部シートの間の距離の約2/3を占有するように先行技術に既知のスタンドオフまたはオフセットで接着されて(例えば、エンボス加工を用いて該シートを分離することによって)、引き続く膨張を可能とする。次いで、制限減衰構造は、加熱されて、膨張し、熱膨張性材料を発泡させる。減衰されるべきパネルは自動車用パネルであり、車両は、e−コート工程および焼成炉を通過する。e−コート焼成サイクル中に、発泡剤は、活性化され、熱膨張性材料は、膨張し、2つの外部層の間の空間または間隔を充填して図13に示される構造を得る。
【0125】
自動車用途、例えば車輪から離れた車輪格納部の外観、ダッシュボード、フロアボード、屋根、防火壁および他の用途等では、減衰されるべき領域は、振動および伝達特性の両方について分析される。最少の重量およびコストのために、制限層減衰構造または減衰系によって覆われるべき領域は、要求される最少の面積に最適化されて、所望の音および振動の低減を達成する。例えば、自動車の車輪格納部では、規定の寸法の金属制限層をスタンプして車輪格納部表面に適合させ、それによって発泡した熱膨張性材料層の最終厚みに相当する固定距離をオフセットさせる。
【0126】
非常に広い意味では、本発明は概して、構造成分の少なくとも1つに、または構造成分の少なくとも1つ上に、熱膨張性材料が130〜240℃の範囲での温度での加熱によって膨張された、本発明による熱膨張性材料を含有する車両を含んでなる。前記の説明では、本発明の熱膨張性材料と接触し得る種々の車両の部品が記載されている。前記の部分に記載の実施態様の一つでは、膨張性材料は、車両ドアパネルおよびドアを強化するイントルージョン機器との間の間隔を充填する。この配置は、ドアパネルの振動を効果的に低減する。
【0127】
しかしながら、この配置に加えて、またはこれの代わりに、自動車ドア部品または自動車の他のパネル部品の振動は、イントルージョン機器を含まずに減衰することもできる。他の減衰配置の例は、前述の説明に記載の制限層構造である。一般的には、減衰特性は、膨張した熱膨張性材料が自動車の構造または機能性要素の2つの表面の間、または自動車の構造または機能性要素と制限層の間のいずれかで制限される。減衰効果は、特に膨張した熱膨張性材料の剛性が自動車の構造または機能性要素の剛性および制限層の剛性よりも低い場合に特に顕著である。
【0128】
しかし、本発明の熱膨張性材料はまた、パネルとキャリア、プレートまたはイントルージョンバーのような制限層との間で制限されなくともパネルの振動の減衰に効果的である。本発明による材料は、減衰されるべきパネルの表面上に、例えばパッチまたはストライプの形態で直接固定され得る。
【実施例】
【0129】
本発明による(未膨潤)熱膨潤性材料の最適実施例を記載する:
SISブロックコポリマーa)12重量部、スチレン含有量20%、ガラス転移温度−13℃(Hybrar(登録商標) 5127、Kurarayから市販)、
SISブロックコポリマーb)28重量部、スチレン含有量20%、ガラス転移温度+8℃(Hybrar(登録商標) 5125、Kurarayから市販)、
熱可塑性エチレン/酢酸ビニルコポリマー(酢酸ビニル含有量28モル%)15重量部、
フィラー(炭酸カルシムおよび硫酸バリウムの混合物)20.5重量部、
脂肪族炭化水素樹脂粘着付与剤(Escorez(登録商標) 1102、ExxonMobil)5重量部、
ジイソノニルフタレート5重量部、
発泡剤(アゾジカーボンアミド)5.8重量部、
酸化亜鉛3重量部、
フェノール抗酸化剤1.1重量部、
硬化剤(硫黄+テトラメチルチウラムジスルフィド)1.2重量部、
促進剤(メルカプトベンゾチアゾールおよびN,N’−ジシクロヘキシル−2−ベンゾチアゾールスルゲンアミド)0.7重量部、
ウレア(表面処理)2.7重量部。
【0130】
特定の割合での2つの水素化トリブロックコポリマー(SIS)の組み合わせは、どの硬化温度でも最適振動特性を生じさせる。これは、フォームが140℃および200℃(フォーム硬化温度)の間で同一の性能を有することを意味し、これは自動車オンライン硬化条件である。2つのSISコポリマーは、異なったガラス転移温度、それぞれ約−13℃および約+80℃を有する。これらの温度は、(硬化サイクル後)0℃および30℃の間で効果的であるフォームを可能とするので重要である。本発明によるフォームは、硬化温度が特定の範囲内であれば同一の性能を有する。これは架橋系および発泡剤の存在に起因し、これらは、硬化温度より低い温度で活性化され、促進される。
【0131】
全てのこれらの成分は、膨張後に独立気泡フォームを製造する。該処方物の膨張率は、体積で約150%である。これは、発泡剤の量を変化させて約200および300%の間にすることによって調節し得る。硬化剤(硫黄+テトラメチルチウラムジスルフィド)を有機過酸化物をベースとする硬化剤に置き換えた場合には、より低い発泡率が得られ、該材料は、約200℃を越える硬化温度で損傷し始める。
【0132】
本発明による材料は、以下の手順に従ってZ−blendミキサー中で調製される:
1.ミキサー温度:180℃、1工程によりSIS材料を導入する。材料溶融物は溶融する(ミキサーの温度よりも低い温度)。均質な生成物が得られるまで待つ。
2.ミキサー温度160℃、3工程によりエチレン/酢酸ビニルコポリマーを導入する。均質な白色ペーストが得られるまで待つ。
3.ミキサー温度150℃、3工程によりフィラーを導入する。均質なペーストが得られるまで待つ。
4.ミキサー温度150℃、1工程により粘着付与性樹脂を導入する。
5.ミキサー温度130℃、最少で4工程によりジイソノニルフタレートを導入して「脱混合」を防止し、均質な生成物が得られるまで待つ。
6.ミキサー温度80℃、ZnOおよび酸化防止剤を導入する。
7.ミキサー温度70℃:材料は80℃未満にし、異なった反応性生成物の活性化を防止する。反応性生成物(硬化剤、促進剤、発泡剤、ウレア)を1つずつ導入し、均質な生成物が得られるまで混合する。
必要に応じて、着色含量(カーボンブラック)を工程7の終わりで添加し得る。
【0133】
実施例による材料の吸水率は、膨張状態において、膨張材料の10重量%未満である(水中で室温にて22時間)。鋼切り取り試片上でのラップせん断強度は、195℃で硬化した場合、0.6MPaである。
【0134】
図14は、異なった温度で硬化した材料についてtanδの値を示す(室温=20℃)。tanδは、常に、1.0を越え、事実上、硬化温度から独立していることが明らかである。
【0135】
図15は、SISコポリマーb)をSISコポリマーa)に置き換えた比較材料と実施例による材料についての試験温度の関数としてのtanδの比較を示す。本発明による材料は、10〜30℃の範囲での最も関連する温度において顕著に高い値のtanδを有する。
【0136】
WO2007/039308に記載の消散波バリアについての実施例による材料の適用:図16の実施例は、実施例による膨張したフォームを有する本発明による消散波バリアを振動伝達経路上に設置した場合に車両内のノイズ水準についての減衰値の効果を示す。この図は、未処理車両と、実際のかつ効果的なヤングの弾性率を有しおよび損失係数(より低い値がより良好である)を減衰する発泡材料を有する同一の車両を比較する。図16での比較について、図17は、先行技術によるおよび本発明の範囲外のフォームを有する波バリアを用いた場合の不十分な減衰挙動を示す。図16での比較について、図17は、先行技術によるおよび本発明の範囲外のフォームを有する波バリアを用いた場合の不十分な減衰挙動を示す。この図は、減衰損失係数が減少した場合、その解決が、あまり効果的でなく、最も重要な周波数範囲において未処理車両よりも悪くなることを明確に示す。
【0137】
図18は、形成され、実際の車両の中空フレーム中に挿入されるべき消散波バリアの図を示す。多数の熱膨張性材料の小さなブロックが、キャリア上に固定される。キャリアは該図に示されるくさびを用いてフレーム内で固定される。
【0138】
図19は、従来のビチューメンパッドを有する処理されていない車両ドアと、本発明の膨張した熱膨張性材料を有するイントルージョン機器(図において「高減衰抗フラッター」と呼ぶ)とのの振動挙動の比較を示す。車両ドアにおけるイントルージョン機器の配置は図7に示される。
【0139】
図20は、先行技術によるフォームを有するピラーフィラー(「標準ピラーフィラー」)と実施例による熱膨張性材料を有する相当するピラーフィラー(「ピラーフィラーダンパー」)との、周波数の関数としての音挙動(より低い値ほど良好である)の比較を示す。本発明によるピラーフィラーは、先行技術による通常のピラーフィラーのように空気伝播ノイズを低減するだけでなく、構造伝播ノイズによる再生成ノイズ効果を低減する。これは、該ピラーフィラーがさらに、本明細書の先に導入されているように、「消散振動波バリア」の機能を部分的に有するからである。
【技術分野】
【0001】
本発明は、新規な高減衰膨張性材料、および特にバス、トラックおよび乗用車のような車両において、音響振動を減衰させるための膨張した物質の使用に関する。該物質および対応する機器の種々の使用法を記載する。
【背景技術】
【0002】
車両では、原動力発生器、例えばエンジン、モーター、ポンプまたはギアボックス等によって発生する振動の、構造部品によるパネルのような放出面への伝達は、構造伝播ノイズの放出を生じさせる。WO2007/039309には、膨張した場合、特に振動発生器によって生成する振動の伝達の減少に特に効果的な、接着剤、シーリングおよび被覆目的に有用な熱膨張性材料が記載されている。引用発明は、膨張すると、0.1MPaおよび1000MPaの間のヤングの貯蔵弾性率E’、少なくとも3(好ましくは少なくとも1)の損失係数および好ましくは0.1MPaおよび500MPaの間のせん断貯蔵弾性率G’を−10および+40℃の間の温度で0〜500Hzの周波数範囲で有する膨張性材料を提供する。
【0003】
本特許出願では、ヤングの貯蔵弾性率(E’)を引張応力と引張歪みとの比が物質の比例限度未満であると定義する。せん断貯蔵弾性率G’は、せん断応力とせん断歪みとの比が比例限度内であると定義し、物質中で弾性的に貯蔵される等価エネルギーの尺度と見なす。損失係数(構造固有減衰またはtanδとも称される)は、引張圧縮における減衰についてのヤングの貯蔵弾性率E’を越えるヤングの損失弾性率E’’の割合である。
【0004】
これらの値は、本発明では、膨張後の熱膨張性物質である物質の動的機械分析(DMA)によって容易に決定し得る。先行技術によく知られているように、動的機械分析は、物質がキャリア上で特徴付けられる間接法(Oberstのビーム試験)または試験試料が特徴とすべき物質からのみ作られた直接法(viscoanalyzer)のいずれかによって実施することができる。
【0005】
WO2007/039309による膨張性材料は、WO2007/039308に記載されているように消散性振動波のバリアの製造に有用である。このようなバリアは、内表面および外表面を有するキャリア、多角形断面、長方形、特に必要に応じてU形を有し、外表面上に上記の膨張性物質の被覆物を含むキャリアを含んでなる。
【0006】
より詳細には、WO2007/039308は、次のように教示する:「本発明における使用のために選択されたキャリアは、内表面および外表面を有する。キャリアは断面において、形状が多角形であるべきである。好ましくは、キャリアの断面形状は、直線および/または弧である少なくとも3つの辺を有する。ある実施態様では、キャリアは、一つの辺上で開いているが、他の実施態様では、キャリアの断面形状は閉じている。例えば、キャリアは断面において、長方形、正方形、五角形、六角形、U形およびD形からなる群から選択される形状を有し得る。キャリアの辺は、長さが等しいかまたは異なっていてよく、長さは通常、消散振動波バリアを挿入すべき構造要素の内寸に従って選択される。キャリアは、完全に中空であり得るが、特定の実施態様では、1以上の内部要素、例えば締め具、リブ、隔壁等を有することができる。キャリアは、消散振動波バリアを挿入すべき中空構造要素の底と向かい合った表面またはエッジ上で小さいタブ、脚または他の突出を考慮して設計され得る。これらの突出は、構造要素のより低い内部表面からそのような表面またはエッジを離すために作られ、これによって、車両組立作業に用いる任意の液体をより完全に被覆またはそのようなより低い内部表面と接触することを可能とする。
【0007】
本発明のある実施態様では、キャリアは直線である。しかしながら、他の実施態様では、キャリアは曲がっているかまたは曲線であり得る。さらに他の実施態様では、キャリアは特定の部分において直線であり、他の部分では曲線であり得る。キャリアの各辺は、平面であり得るが、キャリアの辺が1以上の湾入した領域および/または1以上の突き出ている部分を含むこともできる。キャリアの辺は、連続的(任意の開放部を有さない)であり得るが、特定の実施態様では、キャリアの1以上の辺は1以上の開放部を有することができる。一般的に言えば、キャリアの形状および配置は、通常、平行または輪郭もしくは消散振動波バリアを挿入すべき構造要素の形状に適合するように、および一旦熱膨張性物質で被覆された消散振動波バリアをこのような構造要素内で適合させることを妨げることになりかねない構造要素内で任意の要素を取り除くように選択される。消散振動波バリアと構造要素の内表面との間に少なくとも幾つかの間隔の余地を許容することが望ましい。」
【0008】
上記のWO2007/039309およびWO2007/0393098による発明の特に有利な実施態様では、熱膨張性物質は、以下のものを含んでなる:
25〜70重量%、好ましくは35〜55重量%の少なくとも1つの熱可塑性エラストマー(好ましくはスチレン/ブタジエンまたはスチレン/イソプレンブロックコポリマーまたは少なくともその部分水素化誘導体);
15〜40重量、好ましくは20〜35重畳%の少なくとも1つの非エラストマー熱可塑性物質(好ましくはエチレン/酢酸ビニルまたはエチレン/メチルアクリレートコポリマー)、
0.01〜2重量%、好ましくは0.05〜1重量%の少なくとも1つの安定剤または酸化防止剤、
2〜15重量%、好ましくは膨張性物質を150℃の温度で加熱した場合に体積が少なくとも100%膨張するために効果的な量の少なくとも1つの発泡剤、
必要に応じて0.5〜2重量%の少なくとも1つのオレフィン性不飽和モノマーまたはオリゴマーを含む0.5〜4重量%の1以上の硬化剤、および必要に応じて、
10重量%まで(例えば0.1〜10重量%)の少なくとも1つの粘着付与性樹脂、
5重量%(例えば0.1〜5重量%)までの少なくとも1つの可塑剤、
5重量%(例えば0.1〜5重量%)までの少なくとも1つの可塑剤、
10重量%(例えば0.1〜10重量%)までの少なくとも1つのワックス、
3重量%(例えば0.05〜3重量%)までの少なくとも1つの発泡剤用活性剤、
ならびに必要に応じて少なくとも1つの充填剤(充填剤の量は好ましくは10重量%未満、より好ましくは5重量%未満である)、パーセンテージは熱膨張性物質の全重量の重量パーセンテージとして表される。
【0009】
本発明は、WO2007/039308に記載の消散振動波バリアの製造に用い得る向上した熱膨張性物質を提供する。しかしながら、該物質は、車両における他の音減衰用途、例えば自動車の密閉パネルの振動の減衰のために用いることもできる。
【0010】
該用途はWO02/14109に開示されている用途に相当する。該文献には、以下のものを含んでなる自動車密閉パネルの組立において振動の減衰用の系が記載されている:a)自動車用外部パネル構造と関連したイントルージョン機器、およびb)前記イントルージョン機器の少なくとも一部にわたって、前記膨張性物質の膨張前に前記イントルージョン機器と接触させ、前記膨張性物質の膨張後に前記外部パネルの表面と接触させて配置された減衰振動用の外部材料。WO02/14109には、該発明に、むしろ一般的に用いるべき熱活性物質が開示されている。好ましい実施例は、α−オレフィンを有し得るエチレンコポリマーまたはターポリマーをベースとするポリマーフォームである。コポリマーまたはターポリマーとして、ポリマーは2または3の異なったモノマーから構成される。特に好ましいポリマーの例として、エチレン酢酸ビニル、EPDMまたはその混合物が挙げられる。
【0011】
上記の発明の熱膨張性物質のさらなる用途は、空洞充填挿入物に関する。空洞充填挿入物は、車体において封止およびまたはバッフルするために用いることができる。具体的には、本発明は、好ましくは実施的に平面であり、高減衰膨張性物質を実質的に挿入物の全周辺に含む空洞充填挿入物に関する。該挿入物は、車体の空洞に設置されるが、好ましくは取付部材を用いる必要がない。活性化により、膨張性物質は泡立って、内部空洞壁の周りにシールを形成する。活性化空洞充填挿入物は、空洞の壁を透過する振動および空洞内の空気伝播ノイズの両方を低減するのに特に効果的である。
【0012】
図1に示される通り、車体は通常、乗員室、エンジン室、トランク、戸口、窓およびその車輪格納部を形成する複数の中空構造部材(例えば図1におけるピラーA、BおよびC等)が挙げられる。それぞれの中空構造部材には通常、1以上の相互接続した空洞が含まれ、これらの空洞は、パワートレインおよび車両が走行する道路によって引き起こされる所望のノイズおよび振動を車両の乗員室に伝達することがある。これらの望ましくないノイズおよび振動を低減するある従来法は、1以上の空洞充填挿入物90を有する車両の空洞を塞ぐことである。このような空洞充填挿入物は、車両の中空構造部材の強化または補強するのに役立つこともできる。
【0013】
この目的に用いる通常の空洞充填挿入物90として、キャリア、キャリアと一体形成された取付部材、およびキャリア上に形成された熱膨張性物質が挙げられる。空洞充填挿入物90は通常、形状が類似するように配置されるが、設置すべき空洞の断面よりもいくぶん小さい。取付部材は通常、空洞充填挿入物を壁に固定するために空間を定義する壁のひとつに形成された開口部中に挿入されるように配置される。空洞充填挿入物は通常、キャリアの面が空洞の長手方向に実質的に垂直であるように位置する。膨張性物質は、車体を、車両のプライマーまたはペイント硬化行程の一部を形成する焼成炉を通過させる際、熱によって膨張させる。膨張性物質の熱による膨張は、膨張性物質と空間の壁との間の任意の周辺空間を、車両によって生成され、その乗員室に伝達される望ましくないノイズの水準を低減する目的で充填する。
【0014】
考えられ得る努力がそのような空洞充填挿入物(しばしば「音響バッフル」と称される)の開発にこれまで費やされてきたが、そのような空洞充填挿入物は構造部材の空洞を通過する空気伝播ノイズの量の低下にのみ効果的である。しかしながら、いわゆる構造伝播ノイズを著しく低下または停止させることはより困難であることが証明された。「構造伝播ノイズ」は、パネル(通常、フレームまたは他の中空構造部材)を支持する構造によって主に伝達され、原動力発生器(例えば、エンジン、モーター、ポンプまたはギアボックス)によって生成された、放出表面(通常、パネル)によって生成されるノイズである。通常の音響バッフルは、空気伝播ノイズを構造部材空間内で小さくすることができるが、バッフルによって停止されない構造電波ノイズは、空間壁によって継続され、バッフルの空間下流内で空気伝播ノイズを再生成する。それによって、車両のフレームによる乗員室への侵入からのノイズの排除における音響バッフルの全有効性が損なわれる。
【0015】
上記の点から、先行技術における上記の問題を克服する空洞充填挿入物についての必要性が存在する。本特許出願の優先日に公開されていない特許出願PCT/US2007/70578は、上記のWO2007/039309に開示の熱膨張性物質を含む空洞充填挿入物を供給することによって上記の問題の解決を提案している。
【0016】
本発明は、上記の機器に用いるべき新規な熱膨張性物質を提供する。これは、WO2007/039309に開示の物質と比べて向上した全ての特性を有する。
【0017】
先行技術には、膨張状態において音減衰特性を有する熱膨張性物質に関する多くの文献が含まれる。本発明の物質に幾分関連する例は、以下のものである:
【0018】
US6110958には、減衰されるべきパネル、抑制層およびその間に挟み込まれたフォーム振動減衰物質の層を含む制限された層減衰構造が開示されている。該フォーム振動減衰物質は、エラストマーポリマー1〜20重量%、熱可塑性ポリマー20〜60重量%、粘着付与剤0.5〜18重量%、アスファルトフィラー4〜23重量%、無機フィラー20〜50重量%および発泡剤0.2〜7重量%を含む組成物から供給される。エラストマーポリマーは、ゴム、例えばスチレン−ブタジエンコポリマーまたはスチレンイソプレンゴム、特にポリスチレンポリイソプレントリブロックコポリマースチレン−イソプレン−スチレン、(S−I−S)ブロックコポリマー等であり得る。熱可塑性ポリマーは、例えばエチレン酢酸ビニル(EVA)およびエチレンメチルアクリレートから選択され得る。該文献には、硫黄および/または硫黄化合物に基づく硬化剤は挙げられていないようである。
【0019】
US5635562は、制限された層用途に有用な膨張性振動減衰物質組成物を教示する。該組成物は、本質的に、エラストマーポリマー、可塑剤、熱可塑性ポリマー、発泡剤、接着促進剤およびフィラーを含む。これはエポキシ硬化剤を含んでもよい。該エラストマーポリマーは、ポリスチレンブロックおよびビニル結合ポリイソプレンブロックを含むトリブロックコポリマーであり得る。該熱可塑性ポリマーは、エチレン酢酸ビニルコポリマー、アクリル、ポリエチレンおよびポリプロピレンを含み得る。
【先行技術文献】
【特許文献】
【0020】
【特許文献1】国際公開第2007/039309号パンフレット
【特許文献2】国際公開第2007/039309号パンフレット
【特許文献3】国際公開第2007/039308号パンフレット
【特許文献4】国際公開第02/14109号パンフレット
【特許文献5】国際公開第2007/70578号パンレット
【特許文献6】米国特許第6110958号
【特許文献7】米国特許第5635562号
【発明の概要】
【発明が解決しようとする課題】
【0021】
本発明は、例えば上記の用途および機器に用いることができる新規な向上した熱膨張性物質を提供する。
【課題を解決するための手段】
【0022】
第一の実施態様では、本発明は、以下のものを含む熱膨張性物質を含む:
a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
成分a)からe)の合計は100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
【図面の簡単な説明】
【0023】
【図1】図1:乗員室を形成する複数の中空構造部材(例えばピラーA、BおよびC)を含む車体。
【図2】図2:上図:振動バリアを有さない車の中空フレームの部分。発生源から中空フレーム中に射出される深度は、あまり減衰することなくフレームの壁にそって誘導される。下図:伝達経路中に導入された消散振動波バリアの効果(膨張状態での)。
【図3】図3:熱膨張性材料の膨張前の消散性振動波バリアの第一の実施態様の概略斜視図。
【図4】図4:熱膨張性材料の膨張後の図3の消散性振動波バリアの概略斜視図。
【図5】図5:構造要素4に挿入後の図3の消散性振動波バリアの概略斜視図。
【図6】図6:熱膨張性材料の膨張後の図5の消散性振動波バリアの概略斜視図。
【図7】図7:上:限定された要素分析−強化ロッド(イントルージョン機器)を備えた車両ドアの描画:下:熱膨張性材料の2つのストリップで覆われた強化ロッド(イントルージョン機器)の例。
【図8】図8:キャリア3、キャリア3上に支持された膨張性材料5および付属部材7を含む空洞充填挿入物。
【図9】図9:未硬化状態において、未膨潤熱の熱膨潤性材料5とピラーの内表面との間の間隔6を空ける、固定された空洞充填挿入物を有する自動車用ピラーの断面。
【図10】図10:膨張性材料5がキャリア3の周辺の溝に位置し、空洞充填挿入物が中空構造部材内で膨張性材料5と空洞壁10および11との間の間隔を作るように固定される空洞充填挿入物。
【図11】図11:活性化すべき潜在性発泡剤を生じさせるのに効果的な温度に膨張性材料5を加熱した後の図9の空洞充填挿入物。該膨張性材料は、空洞充填挿入物と空洞壁10および11との間に本来存在する、膨張した材料12に変換される。
【図12】図12:膨張性材料5の熱活性化後の図10の空洞充填挿入物。
【図13】図13:減衰されるべきパネル12、例えば金属自動車ボディパネル、膨張後の本発明による熱膨潤性材料の層14、および制限層16を有する制限層減衰構造。
【図14】図14:異なった温度で硬化した材料についてのtanδの値(室温=20℃で)。
【図15】図15:試験温度で100Hzにて実施例による材料とSISコポリマーb)をSISコポリマーa)に置き換えた比較例とのtanδの評価。
【図16】図16:、実施例による膨張したフォームを有する本発明による消散波バリアを振動伝達経路上に設置した場合に車両内のノイズ水準についての減衰値の効果。
【図17】図17(比較):先行技術によるおよび本発明の範囲外のフォームを有する波バリアを用いた場合の不十分な減衰挙動。この図は、減衰損失係数が減少した場合、その解決が、あまり効果的でなく、最も重要な周波数範囲において未処理車両よりも悪くなることを明確に示す。
【図18】図18:形成され、実際の車両の中空フレーム中に挿入されるべき消散波バリアの図。多数の熱膨張性材料の小さなブロックが、キャリア上に固定される。
【図19】図19:従来のビチューメンパッドを有する処理されていない車両ドアと、本発明の膨張した熱膨張性材料を有するイントルージョン機器(図において「高減衰抗フラッター」と呼ぶ)との振動挙動の比較。車両ドアにおけるイントルージョン機器の配置は図7に示される。
【図20】図20:先行技術によるフォームを有するピラーフィラー(「標準ピラーフィラー」)と実施例による熱膨張性材料を有する相当するピラーフィラー(「ピラーフィラーダンパー」)との、周波数の関数としての音挙動(より低い値ほど良好である)の比較。
【発明を実施するための形態】
【0024】
熱膨張性物質は、フォームおよび加熱により膨張する物質であるが、通常、室温(例えば15〜30℃)で固体(好ましくは寸法安定性)である。いくつかの実施態様では、膨張性物質は、乾燥および非粘着性であるが、他の実施態様では、粘着性である。熱膨張性物質は、好ましくは、使用のために所望の形態に成形または鋳造(例えば射出成形または押出によって)することができるように処方され、そのような成形または鋳造は、膨張性物質を容易に加工することができるように膨張性物質を軟化または溶融するのに充分な室温を超えるが、膨張性物質の膨張を誘発する温度未満の温度で実施される。活性化により、すなわち約130℃および240℃の間の温度(用いる膨張性物質の正確な処方に応じる)に付すことにより、該膨張性物質は通常、元の体積の少なくとも約50%または少なくとも100%または少なくとも約150%または少なくとも約200%膨張する。より高い膨張率(例えば少なくとも約1000%)でさえ、所望の最終使用が要求する場合には選択され得る。例えば、自動車の車体に用いる場合には、膨張性物質は通常、プライマーまたはペイントが製造中に車体上で焼成される温度よりも低い活性化温度を有する。
【0025】
熱膨張性物質の膨張は、熱膨張性物質を、発泡剤および存在し得る任意の硬化剤を活性化するのに効果的な時間および温度で加熱する加熱工程によって達成される。
【0026】
熱膨張性物質の性質およびライン条件に応じて、組立ラインにて、加熱工程は通常、130℃〜240℃、好ましくは150℃〜200℃の温度で、炉における滞留時間が約10分〜約30分で実施する。
【0027】
該加熱工程中の温度が通常予期される膨張を生じさせるのに充分である場合、熱膨張性物質の膨張を生じさせる通常用いるエレクトロコーティング浴(E−コート浴)における車両部品の通過に続く加熱工程の恩恵を受けることは有利である。
【0028】
2つの異なった熱可塑性エラストマー(少なくとも10℃異なるガラス転移温度)を用いる特徴は、所望の損失係数tanδについて所望の高い値(少なくとも0.5より高い、好ましくは0.8より高い、より好ましくは1より高い)を、1つの熱可塑性エラストマー単独の使用と比べてより広い範囲の温度にわたって得ることができる。選択されるべきガラス転移温度の絶対値は、減衰されるべき機器についての通常の加工温度の範囲に依存する。例えば機器が乗用車である場合には、最も効率のよい減衰が所望される温度範囲は、外部の周囲温度、特に−25〜+45℃の範囲の温度である。この場合には、2つの異なった熱可塑性エラストマーのガラス転移温度はいずれも、この温度範囲内にある。他方では、使用中に、例えば50〜100℃の範囲での温度で、熱くなる機械部品が減衰される場合には、2つの異なった熱可塑性エラストマーのガラス転移温度はいずれも、より高い温度範囲内にあるべきである。
【0029】
好ましくは、第一熱可塑性エラストマーa)および/または第二熱可塑性エラストマーb)は、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される。特に、成分a)およびb)は、スチレン/イソプレン/スチレントリブロックコポリマー(SIS)、および水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択される。
【0030】
約0℃および約30℃の間の温度範囲(例えば、外部の周囲温度で操作する車両の構造を減衰させる場合)での特に効果的な減衰特性は、第一熱可塑性エラストマーa)が−25〜0.0℃、好ましくは−20〜−5℃の範囲でのガラス転移温度を有する場合、第二熱可塑性エラストマーb)が0.1〜30℃、好ましくは4〜20℃の温度範囲でのガラス転移温度を有する場合に得られる。もっとも好ましくは、第一熱可塑性エラストマーa)が−15〜−10℃の範囲でガラス転移温度を有し、第二熱可塑性エラストマーb)が5〜15℃の範囲でのガラス転移温度を有する。
【0031】
熱可塑性エラストマーa)およびb)は、好ましくはいずれもスチレン/イソプレン/スチレントリブロックコポリマー(SIS)および水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択される。非水素化トリブロックコポリマーは特に好適である。スチレン含有量は、好ましくは15〜25重量%、より好ましくは19〜21重量%の範囲である。特に適当なブロックコポリマーとして、スチレン/イソプレン/スチレントリブロックコポリマー、並びにこれらの完全または部分水素化誘導体が挙げられ、ポリイソプレンブロックは、1,2および/または3,4立体配置を有するイソプレンから誘導される比較的高い割合のモノマー部が挙げられる。好ましくは、少なくとも50%の重合イソプレンモノマー部が、1,2および/または3,4立体配置を有し、残りのイソプレン部は1,4立体配置を有する。この微細構造は、良好な減衰特性に寄与すると考えられている。このようなブロックコポリマーは、商品名HYBRARとしてKuraray Co., Ltd.から市販されており、米国特許第4987194(その全体を引用してここに組み込む)に記載の方法を用いて調製することもできる。適当な物質は、熱可塑性エラストマーa)についてHybrar(登録商標)5127、および熱可塑性エラストマーb)についてのHybrar(登録商標)5125である。
【0032】
成分c)は、加工性、特に熱膨張性物質の押出挙動を向上させる。C=C二重結合の存在(またはこの点において二重結合と等しいとみなされる相当する三重結合)は、この成分の硬化挙動に必要である。酢酸ビニルまたは(メタ)アクリレート単位を有するポリマーまたはコポリマーは好適である。より好適には、少なくとも1つの熱可塑性ポリマーc)は、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される。23〜32モル%の範囲、より好ましくは27〜29モル%の範囲の酢酸ビニル含有量を有するエチレン/酢酸ビニルコポリマーは、好適である。
【0033】
好ましくは、熱膨張性物質は少なくとも1つの粘着付与性樹脂d)を含み、これは好ましくは1〜20重量%の量で存在する。粘着付与性樹脂d)は、ロジン樹脂、テルペン樹脂、テルペンフェノール樹脂、分解石油蒸留物、芳香族粘着付与性樹脂、タル油樹脂、ケトン樹脂およびアルデヒド樹脂から誘導される炭化水素樹脂からなる群内で選択され得る。適当なロジン樹脂は、アビエチン酸、レボピマール酸、ネオアビエチン酸、デキストロピマール酸、パルストリン酸、上記のロジン酸のアルキルエステルおよびロジン酸誘導体の水素化生成物である。好ましくは、脂肪族炭化水素樹脂から選択される。分子量(数平均)は、1000〜2000の範囲であり得る。該軟化点(ASTM D−6090−97に従って測定)は、95℃〜105℃の範囲であり得る。適当な物質はExxonMobileのEscorez(登録商標)1102である。
【0034】
熱膨張性物質は、予備硬化または発泡(「フォーミング」)前に化学線での照射によって、例えば可視光または紫外線、またはガンマ線または電子線によって硬化し得る。該物理硬化行程に加えてまたはその代わりに、該物質は、少なくとも1つの化学硬化剤によって硬化し得、これはさらなる成分f)として物質中に存在する。適当な硬化剤として、フリーラジカル反応を誘導することができる物質、例えば、ケトン過酸化物、ジアシル過酸化物、パーエステル、パーケタール、ヒドロペルオキシドおよび他の化合物(例えばクメンヒドロペルオキシド、ビス(tert−ブチルパーオキシ)ジイソプロピルベンゼン、ジ(−2−tert−ブチルパーオキシイソプロピルベンゼン)、1,1−ジ−tert−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、ジクミル過酸化物、t−ブチルパーオキシベンゾエート、ジ−アルキルパーオキシジカーボネート、ジ−パーオキシケタール(例えば1,1−ジ−tert−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン等)、ケトンパーオキシド(例えばメチルエチルケトン過酸化物等)および4,4−ジ−tert−ブチルペーオキシn−ブチル吉草酸エステル等)を含む有機過酸化物が挙げられる。
【0035】
しかしながら、硫黄および/または硫黄化合物に基づく硬化剤は、これらがいくつかの以下の優位性を生じさせるので好適である:ライン停止でのペイント焼成炉における約200℃を越える温度でまたは長期の硬化時間の「過焼成」が減少し、より高い膨張率が得られ、損失係数tanδが硬化温度からほとんど依存しなくなる。この理由のため、熱膨張性物質が硫黄および/または硫黄化合物、好ましくは元素硫黄および少なくとも1つの有機ジ−またはポリ−硫化物の混合物をベースとする少なくとも1つの化学硬化剤f)を含有することは好ましい。好ましい有機硫化物は、テトラメチルチウラム二硫化物である。
【0036】
硬化剤は、好ましくは潜在性硬化剤であり、すなわち、本質的に室温で不活性または非反応性である硬化剤であるが、高温(例えば、約130℃〜約240℃の範囲内での温度)への加熱によって活性化する。
【0037】
最適化組成物については、以下の成分の少なくとも1つを成分の相対量に適合させることが好ましい:
成分a)は、5〜20重量%、好ましくは8〜16重量%の量で存在し、
成分b)は、15〜40重量%、好ましくは20〜35重量%の量で存在し、
成分c)は、10〜25重量%、好ましくは12〜20重量%の量で存在し、
成分d)は、2〜10重量%、好ましくは3〜8重量%の量で存在し、
成分e)は、1〜20重量%、好ましくは2〜10重量%の量で存在し、
化学硬化剤f)は、0.2〜5重量%、好ましくは0.7〜2重量%の量で存在し、
成分a)〜f)の合計は、100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
【0038】
特に好適な実施態様では、本発明は、以下のものを含む熱膨張性物質を含む:
a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、−25℃〜0.0℃の範囲のガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、0.1℃〜30℃の範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー、
d)2〜10重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%、好ましくは少なくとも100%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
f)0.5〜4重量の、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤、
成分a)〜f)の合計は、100重量%未満であり、100重量%未満までの残りはさらなる成分またはアジュバントから構成される。
【0039】
本発明のこの実施態様による物質は、先行技術による物質を越えるいくつかの優位性を示す。例えば以下の通りである:
【0040】
全ての他の成分と同じであれば、硫黄および/または硫黄化合物をベースとする硬化剤を有する本発明による組成物は、過酸化物硬化系を用いる類似の組成物よりも高い膨張率を示す。
【0041】
硫黄および/または硫黄化合物をベースとする硬化剤は、過酸化物硬化系と比較すると熱安定性を向上させる。過酸化物硬化系を用いる同程度の組成物は、200℃を越える温度での硬化により熱分解する。
【0042】
硫黄および/または硫黄化合物をベースとする硬化剤と異なったガラス転移温度を有する2つの熱可塑性エラストマーとの組み合わせは、140℃および210℃の間の硬化温度の範囲にわたってほとんど一定の損失係数tanδを生じさせる。
【0043】
異なったガラス転移温度を有する2つの熱可塑性エラストマーの組み合わせは、硬化温度から独立して約0℃および約30℃の間の範囲の温度において効果的な減衰特性を生じさせる。
【0044】
全ての既知の発泡剤、例えば分解によってガスを放散する「化学発泡剤」または「物理発泡剤」、すなわち膨張中空ビーズ(膨張性微小球とも称される)は、本発明において発泡剤e)として適している。異なった発泡剤の混合物は、優位に用い得る(例えば、比較的低い活性温度を有する発泡剤を比較的高い活性温度を有する発泡剤と組み合わせて用い得る)。
【0045】
「化学発泡剤」の例として、アゾ、ヒドラジド、ニトロソおよびカルバジド化合物、例えば、アゾビスイソブチロニトリル、アゾジカルボンアミド、ジ−ニトロソ−ペンタメチレンテトラアミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニル−スルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3−ジスルホヒドラジドおよびp−トルエンスルホニルセミカルバジドが挙げられる。特に好ましい発泡剤は、アゾジカルボンアミドである。
【0046】
「化学発泡剤」は、例えば亜鉛化合物(例えば酸化亜鉛)、(変性)尿素等のさらなる触媒または活性化剤の存在の利益を受け得る。
【0047】
しかしながら、「物理発泡剤」および特に膨張中空マイクロビーズ(マイクロスフェアともよばれる)も使用できる。有利には、中空マイクロビーズは塩化ポリビニリデンコポリマーまたはアクリロニトリル/(メタ)アクリレートコポリマーに基づき、軽い炭化水素またはハロゲン化炭化水素などのカプセル化された揮発性物質を含む。
【0048】
適切な膨張性中空マイクロビーズは、例えばPierce&Stevens(現在はHenkel Corporationの一部)またはAkzo Nobelからそれぞれ商品名「Dualite」および「Expancel」として市販されている。
【0049】
本発明の組成物はまた、好ましくは、
g)5〜40重量%、特に10〜30重量%のフィラー、
h)2〜20重量%、特に2〜10重量%の可塑剤、
i)1〜5重量%の硬化触媒、
k)0.05〜3重量%の抗酸化剤および/または安定剤、
l)0.05〜5重量%、特に0.05〜3重量%の促進剤、
m)1〜10重量、特に1〜5重量%のウレアの1以上から選択される、1以上のさらなる成分またはアジュバント
を含んでなる。
【0050】
適当なフィラーg)の例として、粉砕および沈殿チョーク、タルク、炭酸カルシウム、カーボンブラック、炭酸カルシウム−マグネシウム、バライト、粘度、マイカおよびアルミニウム−マグネシウム−カルシウムタイプのシリケートフィラー、例えば珪灰石およびクロライト等を含む。フィラー粒子は、25〜250μmの範囲の粒度を有し得る。フィラーの全量は、15〜25重量%の範囲であり得る。しかしながら、フィラーの全量はまた、10重量%未満、5重量%未満でさえ制限され得る。ある実施形態では、膨張物質は(上述の材料の粒子のような実質的に無機粒子としてここに定義される)フィラーを含まない。
【0051】
適切な可塑剤h)の例として、二塩基酸(例えばフタレートエステル)のC1−10アルキルエステル、ジアリールエーテル、ポリアルキレングリコールのベンゾエート、有機リン酸塩、およびフェノールまたはクレゾールのアルキルスルホン酸エステルが挙げられる。例えば、ジイソノニルフタレートは可塑剤として用い得る。
【0052】
酸化亜鉛は、必要に応じて活性化形態で、硬化触媒i)として好ましく用いる。
【0053】
適切な抗酸化剤および安定化剤k)として、立体的ヒンダードフェノールおよび/またはチオエーテル、立体的ヒンダード芳香族アミン等が挙げられる。フェノール抗酸化剤は好適である。
【0054】
適当な促進剤l)は、チアゾールおよびスルフェンアミドから選択し得る。特に好適には、2−メルカプトベンゾチアゾールと組み合わせて2−N,N’−ジシクロヘキシル−2−ベンゾチアゾールスルフェンアミドを用いることである。
【0055】
好ましい発泡剤、硬化剤、硬化触媒および硬化促進剤の特別な組み合わせは、加熱によって物質の膨張後に独立気泡フォームを生じさせる。少なくともフィルム形成性であるポリマーa)およびb)の好適な選択はまた、ポリマーが発泡工程中に破裂することなく延伸される場合、独立気泡フォームの形成に寄与する。独立気泡フォームは、水で充填または水が浸透することがない場合に好適である。
【0056】
さらに、熱膨張性物質の好適な化合物の組み合わせは、膨張後に他の所望の特性を生じさせる:吸水率(水中で室温で22時間)は膨張物質の10重量%未満であり、膨張物質はe−コートにより良好な接着性を有し、むき出しの鋼について腐食性でない。
【0057】
本発明のある実施態様では、熱膨張性物質の成分は、膨張性物質が任意の熱硬化性樹脂、エポキシ樹脂(例えば膨張性物質はエポキシ樹脂5重量%未満また1重量%未満を含有する)等を含有しないか、実質的に含有しないように選択される。
【0058】
本発明は向上した膨張材料を提供し、該材料は、一度130〜240℃の範囲の温度での加熱によって膨張すると、0.1MPaおよび1000MPaの間のヤング貯蔵弾性率E’、少なくとも0.を越える損失係数tanδ(好ましくは少なくとも1)および好ましくは0.1MPaおよび500MPaの間のせん断貯蔵弾性率G’を有し、該損失係数およびせん断貯蔵弾性率は−10から+50℃の間の温度で、周波数範囲が0から500Hzで計測する。
【0059】
未硬化の熱膨張性物質は、押出および裁断によって、または60〜80℃の範囲での温度での射出成形によって所望の形状にすることができる。発送目的のために、押出(例えば冷金属テープ上に)および造粒することができる。使用する際に、顆粒は、60〜80℃の範囲の温度での加熱によって押出または射出成形によって成形するために再び軟化することができる。
【0060】
膨張性物質は、WO2007/039308に記載の消散振動波バリアの製造に有用である。従って、本発明は、第二の態様において、内表面および外表面を有するキャリアを含む消散振動波バリアを提供し、本発明による熱膨張性物質を含む被覆物が前記内表面および外表面の少なくとも1つに存在する。
【0061】
「消散振動波バリア」は、車両等において、その発生源(エンジン、サスペンション系、排気系、アクセサリー)から音生成放出パネル(乗員室を取り囲むパネルのような、フレームに接続したフラットパネル)への伝達経路(フレームまたは中空体ネットワーク)による構造伝播ノイズの伝達を阻止する。該消散振動波バリアは、可能な限り密にノイズ源への伝達経路中に導入される。
【0062】
上記の効果は図2に概略的に示される:上の図は、振動バリアを有さない車両の中空フレームの一部を示す。発生源から中空フレーム中に射出された振動があまり減衰することなくフレームの壁に沿って導かれる。次いで、該振動は、ノイズを発生する照射パネルに伝達される。
【0063】
下部の図は、伝達経路中に(膨張状態で)導入された消散振動波バリアの効果を示す:該振動は、フレームの壁とキャリアの該表面との間に制限される膨張フォームにおいて消散される。これにより、かなりフレーム中の振動の振幅が低減される。
【0064】
本発明による消散振動波バリア、内表面と外表面を有するキャリアを含み、該キャリアは、多角形部分、特に長方形、必要に応じてU形を有し、外表面上に本発明の熱膨張性材料を含む被覆物を含む。該振動波バリアが、熱膨張性材料の膨張前および膨張後にどのように見ることができるか、および構造要素中への挿入後および熱膨張性材料の膨張後に消散振動波バリアの概略斜視図を与えるかを示す、WO2007/039308の図1〜4を参照する(図3〜6としてここに再現)。同一の立体配置を、本発明の熱膨張性材料で用いることができる。
【0065】
図3は、本発明による熱膨張性材料の膨張前の消散振動波バリアの第一の実施態様の概略斜視図である。
【0066】
図4は、熱膨張性材料の膨張後の消散振動波バリアの第一の実施態様の概略斜視図である。
【0067】
図5は、構造要素中への挿入後の本発明による熱膨張性材料の膨張前の図3の消散振動波バリアの概略斜視図である。
【0068】
図6は、熱膨張性材料の膨張後の図5の消散振動波バリアの概略斜視図である。
【0069】
本発明の上記の実施態様に用いるのに選択されるキャリアは、内表面と外表面を有する。断面において、該キャリアは、形状が多角形であるべきである。好ましくは、キャリアの断面形状は、直線および/または曲線である少なくとも3辺を有する。ある実施態様では、キャリアは、1つの辺上で開放しているが、他の実施態様では、キャリアの断面形状は閉じている。例えば、キャリアは断面において長方形、正号系、五角形、六角形、U形およびD形からなる群から選択される形状を有し得る。キャリアの辺は、長さが等しいかまたは異なっていてよく、長さは通常、消散振動波バリアが挿入される構造要素の内寸に従って選択される。キャリアは、完全に中空であり得るが、特定の実施態様では、1以上の内部要素、例えば締め具、リブ、隔壁等を有することができる。キャリアは、消散振動波バリアが挿入されるべき中空構造要素の底と向かい合った表面またはエッジ上で小さなタブ、脚または他の突出を考慮して設計され得る。これらの突出は、構造要素のより低い内表面からそのような表面またはエッジを離すために構成され、これによって、車両組立作業に用いる任意の液体をより完全に被覆またはそのようなより低い内表面と接触させることを可能とする。
【0070】
本発明のある実施態様では、キャリアは直線である。しかしながら、他の実施態様では、キャリアは曲がっているかまたは曲線であり得る。さらに他の実施態様では、キャリアは特定の部分において直線であり、他の部分では曲線であり得る。キャリアの各辺は、平面(平ら)であり得るが、キャリアの辺が1以上の湾入した領域および/または1以上の突き出ている部分を含むこともできる。キャリアの辺は、連続的であり得る(任意の開放部を有さない)が、特定の実施態様では、キャリアの1以上の辺は1以上の開放部を有することができる。一般的に言えば、キャリアの形状および配置は、通常、平行または輪郭もしくは消散振動波バリアを挿入すべき構造要素の形状に適合するように、および一旦熱膨張性物質で被覆された消散振動波バリアをこのような構造要素内で適合させることを妨げることになりかねない構造要素内で任意の要素を取り除くように選択される。次いで、より詳細に説明すると、消散振動波バリアと構造要素の内表面との間に少なくとも幾つかの間隔の余地を許容することが望ましい。
【0071】
キャリアは金属であり得る。好適な金属は、鋼、特に亜鉛メッキ鋼、およびアルミニウムである。
【0072】
キャリアは、剛性材料からできていてもよく、これは強化繊維(例えばガラス繊維による)および/または他の種類のフィラーで強化された繊維であり得る。好適な合成材料は、低吸水率および少なくとも180℃まで寸法安定性を有する熱可塑性合成物質である。適当な熱可塑性合成材料は、例えば、ポリアミド(PA)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、ポリフェニレンスルホン(PPSU)、ポリエーテルイミド(PEI)およびポリフェニレンイミド(PPI)からなる群内で選択され得る。熱硬化性合成材料、例えば成形性化合物、硬質ポリウレタン等はキャリアを構成するために用いてもよい。キャリアは、任意の適当な方法、例えば成形(射出成形を含む)、スタンピング、曲げ、押出等によって所望の形状に形成され得る。
【0073】
被覆物は、キャリアの外表面の少なくとも一部に適用され、全外表面に適用してもよい。熱膨張性材料の被覆は、連続的であり得るが、本発明はまた、キャリアの外表面上に熱膨張性材料の2以上の分離部分を有することを意図する。これらの部分は、寸法、形状、厚み等が異なり得る。熱膨張性材料はまた、複数の(小さな)ブロックまたはパッチとしてキャリアの表面にわたって分布し得る。
【0074】
熱膨張性材料を含む被覆物は、厚みが均一であってよいが、キャリアの外表面にわたって厚みが変化してもよい。通常、被覆物は、0.5〜10mm厚である。
【0075】
熱膨張性材料は、任意の適当な手段、例えば押出、共成形、過成形等によってキャリア表面に適用され得る。例えば、熱膨張性材料は、存在することができ、外部キャリア表面上にリボンとして押し出された材料を軟化または溶融する発泡剤または硬化剤を用いずに材料を軟化または溶融するのに充分な温度に加熱され得る。次いで、冷却により、熱膨張性材料のリボンは、再固化され、キャリア表面に接着される。あるいは、熱膨張性材料のシートは、ダイカットによって個々の所望のサイズおよび形状の部分に形成され、次いで個々の部分は、任意の適当な手段、例えば機械的ファスナー、または膨張性材料がホットメルト接着剤として働くのに充分な温度に、該キャリア表面と接触させるべき部分の表面を加熱することによって外部キャリアに接着される。別々に適用された接着層を用いて、熱膨張性材料を他のキャリアの外部表面に接着させることもできる。
【0076】
概念は、キャリアが適当でない場合に効率的でない。キャリアは膨張前および膨張中に材料を「運ぶ」および導く機能を有するが、その最も重要な機能は、減衰されるべき構造の壁とサンドイッチ構造を作ることによって膨張後に材料を制限することである。このことは、キャリア材料(鋼、ナイロン等)および設計(リブ、補強材等)が、減衰されるべき構造の動剛性と同程度の動剛性(ねじり、屈曲)を生じさせる場合に達成することができる。キャリアが柔軟すぎる場合には、キャリアは、フォームのずれによって変形され、減衰されるべき構造のずれによってそれ自体変形される。キャリアが硬い場合には、消散振動波バリアは機能するが、大き過ぎることになる。キャリアは発泡減衰材料より硬くなければならない。該条件下では、減衰されるべき構造の振動は、フォームによってキャリアへ伝達されないが、フォーム内で吸収され、熱を生成することによって消散される。これにより、用語「消散波バリア」が説明される。
【0077】
キャリアの適切な機能についてのさらなるある条件は、振動共鳴周波数(全体的および局所的なたわみ形状)が減衰フォームとの接触において、かく乱周波数よりも高くなければならない。このさらなる条件は、本発明の消散振動波バリアに特有であり、これと空気伝播伝達のための標準ピラーフィラーとを区別する。
【0078】
第三の態様では、本発明は、
a)自動車用外部パネル構造と関連するイントルージョン機器、および
b)前記イントルージョン機器の少なくとも1部にわたって、および前記膨張性材料の膨張前に前記イントルージョン機器と接触させ、前記膨張性材料の膨張後に前記外部パネルの構造で、配置される振動を減衰するための熱膨張性材料
を含む、自動車用密閉パネル部品における振動の減衰のための系を含んでなる。
【0079】
この系を用いた場合に、どのようにして車両ドアの振動を減衰させるかを示すWO02/14109の図1および2を参照する。これはまた本特許出願の図7に示される。
【0080】
この実施態様では、本発明は、振動低減系、特に自動車用フレーム部品についての振動低減系、例えば(制限されない)ドアイントルージョン機器を有する車両ドアフレーム部品ならびにスライディングドアに用いる任意の他の自動車用密閉パネル部品、リフトゲートまたは自動車用車両への乗客および/または荷物の出し入れを助けるのに用いる他の設計等を企図する。該系は、本発明による抗振動減衰物質のイントルージョン機器および/またはドアフレームの他の選択部分、例えばベルトライン補強上への、押出現場(extrude−in−place)法による塗布を助けるための小型塗布器技術の形態での押出技術を用い得る。
【0081】
本発明に開示される材料は、イントルージョン機器、例えばイントルージョン機器(組立作業において車両に接着された)等が、車両組立工場において通常見られる塗装作業およびプロセスサイクルによって処理される場合に、膨張し、ドアイントルージョン機器および必要に応じて内部および外部のボディパネルへ接着される場合に抗振動減衰剤として働くことが意図される。該材料は、熱膨張性であり、ドアイントルージョン機器および内部および外部のドアパネルを塗装作業中に結合することによって空洞を少なくとも部分的に充填し、これによって車両のノイズおよび振動特性を減少させ、車両ドアを開放および密閉する場合により静かなドア部品を製造される。
【0082】
本発明は、ドアイントルージョン機器製造業者または車両製造業者のいずれかによって利用され、最終組立作業において車両製造業者による使用のためにドアイントルージョン機器自体上に押し出すことができる。
【0083】
ある実施態様では、減衰材料は、米国特許第5358397に従って固体(柔軟性であるが)状態でイントルージョン機器の部分に沿っておよびイントルージョン機器の部分上に押し出される複数のペレットまたはビードを含んでなる。次いで、e−コート法ならびに最終車両組立施設に見られる他の塗装作業サイクルに付される場合に、ペレットを膨張させ、イントルージョン機器およびボディパネルに結合させる。さらに、本願発明は、自動化または従来法による加熱ならびに溶接および放射線硬化技術または膨張性材料の接着において補助するための適用前の選択部材または部品の清掃または他の促進された製造工程において構造部材または自動車用車両のトリム成分への膨張性材料の直接的な適用を利用し得ることが意図される。
【0084】
特に非制限的な実施態様では、振動減衰物質を含む複数のペレットは、ペレットを、所望の稠度、厚みおよびパターンにおいてイントルージョン機器の外部表面上で流れることができる粘弾性材料に変換するのに充分な温度でペレットを処理する適当な小型塗布器の使用により固体または乾燥化学状態から粘弾性段階へと転換する。
【0085】
複数のペレットの代替物として、本発明による熱膨張性材料を1以上のストライプの形態でイントルージョン機器の少なくとも一部にわたって配置し得る。
【0086】
次いで、該イントルージョン機器は、自動車用ドア部品または他のパネル部品内で当業者によく知られている製造技術に従う車両製造によって設置される。組立が車両の最終組立前に製造される場合、それは、e−コートまたは膨張性材料の膨張およびイントルージョン機器からの、他のパネルまたは選択自動車用密閉パネル、例えば内部ドアパネルおよび外部ドアパネルを有するドアフレーム組立等の外部パネルまたは内部パネルのいずれかまたは両方に結合させる他の熱による塗装作業によって処理され、硬化し、その場にとどまる。該材料が、イントルージョン機器の外表面から膨張し、基材に接合することが意図され、これは、ドア内部パネルおよびドア内部パネルのいずれものいずれかを含むことができ、これによってドア部品からのノイズおよび振動放出を低減する働きをする。好適な実施態様は、イントルージョン機器、例えばドアイントルージョンビーム等の外表面から本質的に化学架橋し、ドア外部パネルと接触する材料を開示するが、イントルージョン機器に沿った材料の種々のパターンおよび用途が材料を膨張させ、ドア内部パネルおよびドア外部パネルのいずれかまたはいずれも並びにドア部品または乗客または荷物のいずれかが車両を利用するのを助ける他の用途に利用または見られ得る任意の他の基材に接着させることは評価される。
【0087】
ある実施態様では、振動減衰媒体は、自動車用ドア部品内での空洞を規定する1以上の内壁付近で連続的または非連続的な押出においてイントルージョン機器上に現場押出しされる。振動低減媒体は、e−コートおよび当業者に良く知られた最終自動車部品塗装の塗装作業サイクルにより処理される場合、ドア部品が、車両上に設置され、車両が熱に曝された後、活性化されて、空洞内で活性材料の変換(例えば膨張または流動)を達成する。得られる構造として、壁、または振動低減材料を作用させて輸送中およびドア部品の機能作業中に振動を低減させながら、表面の少なくとも一部にわたって被覆される膨張押出が挙げられる。
【0088】
図7は、ドアイントルージョン機器を含む自動車車両の製造において通常見られる自動車ドアフレーム部品の例を示す。このような構造が、内部に空洞が存在する、接合され、ドア内部パネルに成形された複数の中空分割パネル部材を含むことは一般的である。適当なドアフレーム部品の例として、荷物用ドア、リフトゲート、ハッチバック、スライドドア、容易に利用できる第三ドア、ドアハンドル、ロック、窓用部品または他の車両ドアおよびドア成分、サブフレーム構造等を挙げることができる。あるこのような構造として、図7において、例示のために(制限することなく)、ドアイントルージョンビームの形態であり得るドアイントルージョン機器が挙げられる。本発明は、ドアイントルージョン機器並びにドア以外の他の自動車密閉パネル部品の存在を要件としないドアフレーム部品の他の部分に用い得、該イントルージョン機器は通常、金属(例えばスチール、アルミニウム、マグネシウム系など)を含み、低温スタンプ、高温スタンプ、ロール形成、管状ビーム、中空管状ビームまたはハイドロフォーム部分であり得る。また、イントルージョン機器が、複合材料または本発明の特定の用途に要求される構造強化に応じた他の強化ポリマー材料から形成され得ることが意図される。
【0089】
材料およびドアイントルージョン機器の振動低減は、イントルージョン機器またはドアフレーム部品、例えば部品と対応する窓枠または熱膨張性材料の適用に適した部品の他の部分との間に形成されるベルトライン強化部材等の他の選択部分のいずれかまたは両方に沿って配置される本発明の振動低減材料の適切なパターンの押出によって本発明によって達成され得る。
【0090】
熱膨張性材料の膨張後、該方法の結果は、前記熱膨張性材料が膨張状態である上記の振動の吸収のための系を有する密閉パネル部品を含む車両である、このような車両は、本発明の範囲内である。
【0091】
他の実施態様ではなお、本発明は、防音および振動減衰のための空洞充填挿入物を中空構造において含み、前記空洞充填挿入物は、熱膨張性材料およ前記空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付部材を含み、a)前記熱膨張性物質は、少なくとも実質的に前記空洞充填挿入物の全周囲で延伸され、b)本発明による熱膨張性材料を用いる。
【0092】
空洞充填挿入物の可能な形状および機能は、本明細書の導入部に記載されている。空洞充填挿入物は、実質的に平面であり得る。本発明において、「実質的に平面」とは、空洞充填挿入物が比較的平らで薄く、かつ挿入物の最大幅よりも相当に小さい最大厚みを有することを意味する。例えば、挿入物の最大厚みは、挿入物の最大幅の20%未満であるのが普通である。通常、空洞充填挿入物の周辺に存在する熱膨張性材料の厚みは、約4〜約10mmである。ここで、「厚み」とは、挿入物の面に垂直かつ挿入物が配置される中空構造部材の縦軸に平行である空洞充填挿入物の寸法を意味する。これは、上記の「消散振動波バリア」に形状の差異を生じさせる。
【0093】
膨張性材料は、好ましくは、活性化中に少なくとも放射状に膨張して、空洞充填挿入物を取付けた構造部材の内部表面に対して封止し、こうして、車両によって生じる望ましくないノイズおよび振動が乗員室に伝達されるのを妨げる。活性化および膨張したときに、膨張性材料が空洞の内部壁と接触するが、それに接着または結合しないように、固体膨張性組成物を配合することができる。別法によれば、また好ましくは、膨張性材料が、その膨張した状態で、内部空洞壁表面に強固に接着または結合するように、固体膨張性組成物の成分を選択することができる(即ち、大きな力を適用しないと壁表面から分離することができない)。本発明の非常に好ましい態様において、膨張性材料から誘導される膨張した材料は、凝集破壊が観察されるように空洞壁表面に十分強固に接着する(即ち、キャリアと空洞壁を分離したときに、これら両方の表面に接着剤が残存するように、接着剤の構造破壊が起こる)。好ましくは、膨張した材料は独立気泡フォームである。また、膨張した材料が比較的低密度(例えば、1200kg/m3未満)であって、得られた緩衝させ/封止した中空構造部材が比較的低重量のままであり、これによって車両に改善された燃料経済性を与えるのが好ましい。
【0094】
また、本発明の実施態様は、振動発生器によって発生した振動エネルギーを消散するための手段を有する前記構造要素を装備することを含み、前記振動エネルギーを消散するための手段が上記の本発明による活性化空洞充填挿入物を含むことを特徴とする、振動発生器が構造要素によって接続した振動発生器からの振動の伝達を低減するための代替法に関する。振動発生器の例として、モーター、エンジン、ポンプ、ギアボックス、サスペンションダンパーおよびスプリングが挙げられる。
【0095】
本発明の実施態様による方法は特に、自動車車両において構造伝播ノイズを低減するために適合される。この場合には、振動発生器は、構造要素によって前記車両の乗員室を構成する部分の少なくとも1つに接合される。構造部材の形状は通常、多角形(例えば、正方形または長方形)断面を有する管状レールであるが、断面は形状が不規則であってもよい。
【0096】
本発明による方法は、以下の逐次的工程を含み得る:
構造部材の空洞に挿入することができるような寸法を有する本発明による空洞充填挿入物を選択する工程、
(通常、挿入物の面が空洞の長手方向に対して実質的に垂直であるように)所望の位置に挿入物を固定する取付部材を用いて、空洞充填挿入物を好ましくは振動発生器に近い場所において空洞中に挿入する工程、および
熱膨張性材料を膨張させる工程。
【0097】
空洞充填挿入物は、好ましくは、振動発生器と音が発生される振動受取構造との間で構造部材の空洞に挿入される。
【0098】
構造部材空洞内での所望の位置が困難である場合には、空洞充填挿入物は、選択的に、構造部材が完全に組立られ、空洞を形成する前に構造部材の一部を取り付け得る。例えば、中空構造部材、例えばレールまたはピラー等は、しばしば、溶接または一緒に接着された2以上の分離形成金属辺から製造される。.例えば、中空構造部材、例えばレールまたはピラー等は、しばしば、溶接または一緒に接着された2以上の分離形成金属辺から製造される。このような場合には、そのような形成された金属片を組み込む中空構造部材の製造前に取付部材を用いてこれらの片の一つに空洞充填挿入物を接着することはより便利であり得る。
【0099】
熱膨張性材料の例は、加熱工程によって達成され、熱膨張性材料は、発泡剤および存在し得る任意の硬化剤を活性化するのに効果的な時間および温度で加熱される。
【0100】
熱膨張性材料の性質および組立ラインのライン条件に応じて、加熱工程を、通常は130〜240℃、好ましくは150〜200℃の温度において、約10〜約30分間のオーブン中の滞留時間で行う。
【0101】
固体膨張性組成物の膨張を引き起こすために、一般的に使用されるエレクトロコーティング浴(E-コート浴)における車両部品の通過に続く加熱工程の恩恵を受けるのが有利である。これは、この加熱工程中の温度が、通常は期待される膨張を引き起こすのに十分であるためである。
【0102】
空洞充填挿入物に存在する熱膨張性材料の量は、膨張後、熱膨張性材料の体積が、挿入物と構造要素の内表面との間の間隔を占有し、中空構造部材内で所望の程度にまで空気伝播および構造伝播ノイズの両方を小さくすることに効果的であるように選択される。
【0103】
本発明の1つの態様において、空洞充填挿入物を、完全に熱膨張性材料から形成する。例えば、挿入物を得るために、熱膨張性材料を成形するか(例えば、完成空洞充填挿入物の所望の形状を有する型を用いる射出成形による)、または他の方法で成形することができる(例えば、熱膨張性材料の平面シートを成形し、次いで、該シートをダイ打抜きまたは他の適当な手段によって切断することによる)。このような態様において、取付部材は、挿入物の一体部分であり(即ち、熱膨張性材料からなり)、摩擦または圧力によって構造部材空洞内の位置に挿入物を保持するのを助ける脚などの形態をとることができる(例えば、そこで該脚は、十分に弾力があって、挿入物を挿入しつつわずかにずらすことが可能であり、次いで、解放時に空洞壁とは反対の位置に跳ね返ることができる)。別法によれば、取付部材は、空洞壁中の開口部から挿入することができるが、該開口部からの引き抜きに抵抗するように設計されたかみ合い突起などの形態であってよく(例えば、開口部近傍における構造部材壁の外側表面と、突起上のフックまたはリッジとのかみ合いによる)、これによって、空洞充填挿入物をその場に確保することができる。ある有利な態様において、取付部材は、固体膨張性組成物からなり、加熱によって活性化したときに、該取付部材が膨張し、それが挿入された空洞壁中の開口部を充填および封止するのを助ける。
【0104】
本発明の別の態様において、空洞充填挿入物の主要部分は熱膨張性材料から組立てられるが、取付部材は、異なる材料、例えば金属または非膨張性の耐熱性プラスチックまたはゴムからなる。例えば、取付部材は、固体膨張性組成物部分の端部に伸びるピン、ならびに、空洞壁開口部から挿入することができるが、該開口部からの引き抜きに抵抗するプラスチック圧縮可能プラグなどを含むことができる。
【0105】
しかし、本発明の好ましい態様において、空洞充填挿入物は、熱膨張性材料が装着されたキャリアを含んでなるが、これは、このような設計が、熱膨張性材料を最も有効かつ効率的に使用することを助けるためである。例えば、中空構造部材を封止し緩衝させるのに必要な熱膨張性材料の量を最少にすることができる。さらに、後にさらに詳しく記載するように、膨張性材料から生じる膨張フォームを空洞壁に向けるように、ならびに、膨張フォームが空洞の完全な封止を妨げるようにたるむかまたは歪むのを防止するように、キャリアを配置することができる。
【0106】
本発明の好適な実施態様を、図を参照して説明する。この開示から、本発明の該実施態様の以下の記載が例示のためだけであって、添付の特許請求の範囲およびその等価なものによって限定される本発明を限定する目的ではないことが当業者に明らかとなる。
【0107】
まず図8を参照すれば、空洞充填挿入物1はキャリア3、キャリア3に支持される膨張性材料5およびキャリア3と一体化して成形され得る取付部材7(この特定の実施態様では、フランジ2およびファスナー4を含む)を含む。キャリア3は、この実施態様では膨張性材料5によって覆われていない、実質的に平面であり、比較的硬質の支持プレート9を含む。キャリアは、支持プレート9の周辺を実質的に包囲する、支持プレートと一体成型された、膨張前に膨張性材料5を受容するように構成された構造(例えば、溝または筋、図2に示されていない)を含むことができる。
【0108】
空洞充填挿入物1の全体形状は、特に限定されないが、図9に示されるように、それが配置される構造部材空洞の垂直横断面に形状が類似しているが若干それより小さいように構成されるのが普通である。一般に、空洞充填挿入物の外側端部が空洞の内部壁に実質的に平行していて、インサートと空洞壁の間の幅が実質的に均一である間隙6を創製するのが望ましいであろう(通常、この間隙は約1〜約10mmであろう)。この間隙は、固体膨張性組成物を活性化する(即ち発泡させる)前に、液体コーティング材料、例えば、金属前処理溶液(例えばリン酸塩浴)、プライマー、またはペイントが、中空構造部材の全内部表面を実質的に被覆するのを可能にする。さらに、膨張性材料5を受容するキャリア3上の構造は、特に限定されず、例えば、「L」形状の棚またはフランジ、「V」、「U」または「C」形状の溝または筋、ブラケット、タブ、クリップなどの形態であってよい。図10は、膨張性材料5を、膨張性材料5と空洞壁10および11の間に間隙を創製するように中空構造部材内に固定化される空洞充填挿入物およびキャリア3の周辺の筋中に配置する本発明の一つの実施態様を示す。該筋は、キャリアの面に実質的に垂直である装着表面13ならびにキャリア3の面に実質的に平行である側壁14および15を含むことができる。また、熱膨張性材料を、キャリア周辺の孔によって(この場合、膨張性材料は該孔中にまたは該孔を通って広がる)、あるいは、キャリアの面に対して通常は垂直であるキャリア周辺のリムによって(この場合、膨張性材料はリムを包囲する)、キャリアに確保することもできる。キャリアは、膨張性材料をキャリアに確保する複数種類の構造を含んでいてもよい。通常、膨張性材料が、封止する空洞の内部表面に向かって膨張しているときに、その方向づけを助ける支持構造(例えば、図10に示される側壁14および15等)を使用するのが好ましいであろう。熱膨張性材料を、キャリア周辺の分離および独立した部分として配置することができ、また、外接した連続バンドの形態で配置することができる。膨張性材料のバンドの外側端部は、キャリアの外側端部からわずかに引っ込めるか、または支持プレートの外側端部と実質的に同じところにするか、またはキャリアの外側端部を越えて外側に伸ばしてよい(図8、9および10に示される)。図12は、同様に、熱膨張性材料5の熱膨張後の図10の空洞充填挿入物を示す。
【0109】
図11は、膨張性材料5を活性化すべき潜在性発泡剤を効果的に生じさせる温度に加熱した後の図9の空洞充填挿入物を示す。膨張性材料は、空洞充填挿入物と空洞壁10および11との間に本来存在する間隔6を充填する膨張材料12に変換され、それによって、空洞の壁によって伝達される振動および空洞内での空気伝播ノイズの両方な効果的な低減を得る。
【0110】
本発明の1つの態様において、キャリアは単一プレートの形態にあるが、他の適する態様において、キャリアは複数プレートを含み、これらを、熱膨張性材料の少なくとも一部を2つのプレートの間に配置するように組立てる。即ち、これらのプレートは、互いに対して実質的に平行であって、プレート間に挟まれた熱膨張性材料の層を有していてよい。熱膨張性材料の層の外側端部を、プレートの外側端部からわずかに引っ込めるか、またはプレートの外側端部と実質的に同じところにするか、またはプレートの外側端部を越えて外側に伸ばしてよい。1つの態様において、熱膨張性材料の層は、本質的に各プレートの全表面にわたって広がっている。しかし、別の態様において、熱膨張性材料の層は、空洞充填挿入物の外側端部あたりにのみ存在し、空洞充填挿入物の内部には熱膨張性材料が存在しない。さらに別の態様において、空洞充填挿入物は、実質的に平らな第1プレートおよび高くした実質的に平らな内側部分を有する第2プレートを含むことができる。第2プレートの高くした実質的に平らな内側部分が第1プレートと接触するように、これらのプレートを一緒に固定して、2つのプレートの周辺に筋(熱膨張性材料を受容および支持することができる)を創製する。
【0111】
プレートの一方または両方は、複数の開口部を含むことができ、その中におよび/またはそれを通って、膨張性材料が広がることができる(活性化および膨張の前後、または活性化および膨張の後のみのいずれか)。即ち、空洞充填挿入物は、例えば格子の形態にあってよい。好ましい態様において、空洞充填挿入物中に最初に存在しているあらゆる貫通孔が、膨張性材料の活性化後に充填されるか、または閉じられる。
【0112】
膨張性材料を支持するキャリアを構造部材の空洞の内部壁に固定することができる、当業者が知る任意の手段を、本発明の空洞充填挿入物の取付部材として用いるために適応してもよく、特定の構造を選択することが特に重要な意味を持つとは考えられない。例えば、取付部材は、構造部材の開口部に固定受容部を構成する、2つまたはより多くの弾性的に撓むことができるかえし部を含んでよい。各かえし部は、保持ピースを有するシャンク(shank)を含んでよく、保持部材はフックを形成するように、シャンクに対してある角度で突出している。小さな力を加えて、かえし部を一緒に相互に向かって可逆的に曲げて、そのような取付部材を壁の開口部に挿入する。かえし部が開口部を通り抜けた後、それらは互いに離れてそれらの通常の配置に戻る。このことは、保持ピースが、開口部周囲で構造部材壁の外側面と係合することを可能にして、その結果、取付部材が開口部から容易に引き出されることを防ぎ、空洞充填挿入物を空洞内に固定させる。挿入物が容易に移動することを防ぐように、このように挿入物を取り付けることが非常に望まれている。なぜなら、さもなければ、ポリマーマトリックスを加熱および活性化させる前の車両組立の間に、構造部材が通常遭遇する操作は、空洞充填挿入物をもはや空洞内の所望の場所に適切に配置させないようにするからである。この目的のために他の種類の取付部材を用いてもよく、例えば、複数の角度をなすフランジを有する長尺部を有する“クリスマスツリー”型の留め具(一般的に弾性プラスチックで作られる)を含む。空洞充填挿入物は1つの取付部材、または同じ種類もしくは異なる種類の複数の取付部材を有してよい。
【0113】
一般的に、取付部材は、空洞挿入フィラーから半径方向に突出し、一般的に空洞挿入フィラーの面に平行または空洞挿入フィラーの平面に存在してよい。
【0114】
キャリアは、好ましくは、通常の使用中の亀裂および破損に対して十分に耐性であり、膨張性材料5の活性化温度および空洞充填材インサートを含む構造部材が暴露される焼付け温度の両温度よりも高い融点または軟化点を有する成形可能な材料からなる。好ましくは、成形可能な材料は、周囲温度において、十分に弾力性(非脆性)かつ強いものであって、亀裂または破損に耐え、その一方で、高温(例えば、膨張性材料の発泡に使用する温度)において、十分に耐熱性であって、膨張性材料を構造部材の空洞内の所望の位置に大きな曲がり、たるみまたは歪みを伴わずに保持する。例えば、キャリアは、組立てた空洞充填材インサートを、亀裂または永久変形を伴うことなく室温において曲げ力にさらすことができるように、幾分曲げやすくかつ耐破損性である成形可能な材料から成形されていてよい。キャリアを構成する材料は特に限定されず、例えば、これらの性質を有する任意の多数のポリマー組成物であってよい(例えば、ポリエステル、芳香族ポリエーテル、ポリエーテルケトン、特にナイロン66などのポリアミド)。キャリアとして使用するのに適するポリマー組成物は、当業者には周知であり、熱可塑性および熱硬化性材料の両方が含まれ、従って、本明細書中に詳しくは記載しない。未発泡(固体)ならびに発泡したポリマー組成物を用いて、キャリアを組立てることができる。また、成形可能な材料は、ポリマー組成物に加えて、所望の物理的性質に依存して種々の添加剤および充填材、例えば着色剤および/または強化繊維(例えばガラス繊維)を含有することもできる。好ましくは、成形可能な材料は、融点または軟化点(ASTM D789)が、少なくとも200℃、より好ましくは少なくとも225℃、最も好ましくは少なくとも250℃であり、そして/または、18.6kgにおける熱たわみ温度(ASTM D648)が、少なくとも180℃、より好ましくは少なくとも200℃、最も好ましくは少なくとも220℃であり、そして/または、引張強度(ASTM D638;50%RH)が、少なくとも1000kg/cm2、より好ましくは少なくとも1200kg/cm2、最も好ましくは少なくとも1400kg/cm2であり、そして/または、曲げ弾性率(ASTM D790;50%RH)が少なくとも50,000kg/cm2、より好ましくは少なくとも60,000kg/cm2、最も好ましくは少なくとも70,000kg/cm2である。別法によれば、キャリアあるいはその1つまたはそれ以上の部分を、金属(例えばスチールまたはアルミニウム)から組立てることができる。
【0115】
膨張性材料は、成形および射出成形を越える共射出成形、サイドバイサイド射出成形を含む、任意の既知の空洞充填挿入物の製造方法によってキャリアと組み立て得る。
【0116】
空洞充填挿入物を構造部材の壁に取付けるときには、挿入される取付部材の部分に実質的に合致するような大きさにした壁の開口部に該部分を挿入することができる。開口部の形状は、特に重要ではなく、取付部材を受容することができ、例えば、正方形、円形、長方形、多角形、楕円形、または不規則形であってよいが、但し、空洞充填挿入物を所望の位置に保持するように取付部材と相互作用することが可能である。
【0117】
本発明の好ましい態様において、膨張性材料の部分を構造部材の壁中の開口部の近くに配置して、膨張性材料を活性化したときに、膨張性材料が膨張して開口部を完全に塞ぐようにする。例えば、取付部材は、空洞充填材インサートから固体膨張性組成物の部分を通って外に伸びていてよい。活性化したときに、膨張した材料は、開口部を通って広がることができ、少なくとも部分的に取付部材を包むことができ、これにより、空洞充填挿入物を空洞内に確実かつ永久に固定するのを助ける。
【0118】
当業者に既知の他のキャリアおよび付属部材の設計は、本発明における使用に容易に適合させることができる。
【0119】
空洞充填挿入物を、限定するものではないが、航空機、家庭用器具、家具、建築物、壁および仕切り、ならびに海洋用途(ボート)を含む、車両以外の中空構造部材を有する物品において使用することができる。
【0120】
本発明さらに他の実施態様は、減衰されるべきパネル、制限層および前記パネルおよび制限層の間に挟み込まれた振動減衰材料の層を含む制限層減衰構造を含み、振動減衰材料の層は本発明による熱膨張性材料からなる。
【0121】
さらに、本発明は、減衰されるべきパネル、制限層および前記パネルおよび制限層の間に挟み込まれた振動減衰材料の層を含む制限層減衰構造を含み、発泡振動減衰材料の層は、130〜240℃の範囲の温度で加熱することによって膨張後の本発明による熱膨張性材料からなる。
【0122】
制限層減衰構造は、導入部に記載のUS6110985に記載の類似の制限層減衰構造に相当し得る。
【0123】
図13を参照すれば、減衰されるべきパネル12、例えば自動車ボディパネル等を有する制限層減衰構造、膨張後の本発明による熱膨張性材料の層14、および制限層16が概略的に示されている。減衰されるべきパネル12は好ましくは、約0.6〜0.8mm鋼板(好ましくは冷延伸)、あまり好ましくはないがより厚いかまたは薄い、あまり好ましくはないがアルミニウムまたは複合材料板である。制限層16は通常パネル12よりも薄く、層16は好ましくは約0.5、あまり好ましくはないが0.3〜0.8mm厚シート鋼である。必要に応じて、いくつかの用途において、層16は0.15〜0.3mm厚であり得る。層16は、あまり好ましくはないがアルミニウムまたは複合材料であり得る。熱膨張性材料の層14は、膨張前に、好ましくは0.5〜2.5、より好ましくは0.5〜2、より好ましくは0.75〜1.5、より好ましくは0.85〜1.2、より好ましくは約1mm厚である。層14は、膨張後、1〜4、より好ましくは1〜3、より好ましくは1.2〜2、より好ましくは約1.5mm厚フォームである。見ることができるように、この膨張した減衰フォームの厚みを孤立した距離または離れた距離またはパネル12および層16の間の間隔と等しい。層14は、膨張中、好ましくは50〜200%膨張し、該間隔を充填する。
【0124】
図13に示される制限層減衰構造を製造するために、本発明による膨張性振動減衰材料のシートを所望の形状にダイカットし、基材または減衰すべきパネル、例えば自動車ボディパネルなどに、または制限シートまたは層に、先行技術に既知の方法、例えば熱ステークまたは機械的ファスナーによって、接着または結合させる。あまり好ましくはないが、接着剤は必要に応じて用い得る。次いで、第二外部シートは、熱膨張性材料をその間に有する第一外部シートに接着して、3つの層のサンドイッチ構造を形成する。しかしながら、2つの外部シートは好ましくは、内部熱膨張性材料層が2つの外部シートの間の距離の約2/3を占有するように先行技術に既知のスタンドオフまたはオフセットで接着されて(例えば、エンボス加工を用いて該シートを分離することによって)、引き続く膨張を可能とする。次いで、制限減衰構造は、加熱されて、膨張し、熱膨張性材料を発泡させる。減衰されるべきパネルは自動車用パネルであり、車両は、e−コート工程および焼成炉を通過する。e−コート焼成サイクル中に、発泡剤は、活性化され、熱膨張性材料は、膨張し、2つの外部層の間の空間または間隔を充填して図13に示される構造を得る。
【0125】
自動車用途、例えば車輪から離れた車輪格納部の外観、ダッシュボード、フロアボード、屋根、防火壁および他の用途等では、減衰されるべき領域は、振動および伝達特性の両方について分析される。最少の重量およびコストのために、制限層減衰構造または減衰系によって覆われるべき領域は、要求される最少の面積に最適化されて、所望の音および振動の低減を達成する。例えば、自動車の車輪格納部では、規定の寸法の金属制限層をスタンプして車輪格納部表面に適合させ、それによって発泡した熱膨張性材料層の最終厚みに相当する固定距離をオフセットさせる。
【0126】
非常に広い意味では、本発明は概して、構造成分の少なくとも1つに、または構造成分の少なくとも1つ上に、熱膨張性材料が130〜240℃の範囲での温度での加熱によって膨張された、本発明による熱膨張性材料を含有する車両を含んでなる。前記の説明では、本発明の熱膨張性材料と接触し得る種々の車両の部品が記載されている。前記の部分に記載の実施態様の一つでは、膨張性材料は、車両ドアパネルおよびドアを強化するイントルージョン機器との間の間隔を充填する。この配置は、ドアパネルの振動を効果的に低減する。
【0127】
しかしながら、この配置に加えて、またはこれの代わりに、自動車ドア部品または自動車の他のパネル部品の振動は、イントルージョン機器を含まずに減衰することもできる。他の減衰配置の例は、前述の説明に記載の制限層構造である。一般的には、減衰特性は、膨張した熱膨張性材料が自動車の構造または機能性要素の2つの表面の間、または自動車の構造または機能性要素と制限層の間のいずれかで制限される。減衰効果は、特に膨張した熱膨張性材料の剛性が自動車の構造または機能性要素の剛性および制限層の剛性よりも低い場合に特に顕著である。
【0128】
しかし、本発明の熱膨張性材料はまた、パネルとキャリア、プレートまたはイントルージョンバーのような制限層との間で制限されなくともパネルの振動の減衰に効果的である。本発明による材料は、減衰されるべきパネルの表面上に、例えばパッチまたはストライプの形態で直接固定され得る。
【実施例】
【0129】
本発明による(未膨潤)熱膨潤性材料の最適実施例を記載する:
SISブロックコポリマーa)12重量部、スチレン含有量20%、ガラス転移温度−13℃(Hybrar(登録商標) 5127、Kurarayから市販)、
SISブロックコポリマーb)28重量部、スチレン含有量20%、ガラス転移温度+8℃(Hybrar(登録商標) 5125、Kurarayから市販)、
熱可塑性エチレン/酢酸ビニルコポリマー(酢酸ビニル含有量28モル%)15重量部、
フィラー(炭酸カルシムおよび硫酸バリウムの混合物)20.5重量部、
脂肪族炭化水素樹脂粘着付与剤(Escorez(登録商標) 1102、ExxonMobil)5重量部、
ジイソノニルフタレート5重量部、
発泡剤(アゾジカーボンアミド)5.8重量部、
酸化亜鉛3重量部、
フェノール抗酸化剤1.1重量部、
硬化剤(硫黄+テトラメチルチウラムジスルフィド)1.2重量部、
促進剤(メルカプトベンゾチアゾールおよびN,N’−ジシクロヘキシル−2−ベンゾチアゾールスルゲンアミド)0.7重量部、
ウレア(表面処理)2.7重量部。
【0130】
特定の割合での2つの水素化トリブロックコポリマー(SIS)の組み合わせは、どの硬化温度でも最適振動特性を生じさせる。これは、フォームが140℃および200℃(フォーム硬化温度)の間で同一の性能を有することを意味し、これは自動車オンライン硬化条件である。2つのSISコポリマーは、異なったガラス転移温度、それぞれ約−13℃および約+80℃を有する。これらの温度は、(硬化サイクル後)0℃および30℃の間で効果的であるフォームを可能とするので重要である。本発明によるフォームは、硬化温度が特定の範囲内であれば同一の性能を有する。これは架橋系および発泡剤の存在に起因し、これらは、硬化温度より低い温度で活性化され、促進される。
【0131】
全てのこれらの成分は、膨張後に独立気泡フォームを製造する。該処方物の膨張率は、体積で約150%である。これは、発泡剤の量を変化させて約200および300%の間にすることによって調節し得る。硬化剤(硫黄+テトラメチルチウラムジスルフィド)を有機過酸化物をベースとする硬化剤に置き換えた場合には、より低い発泡率が得られ、該材料は、約200℃を越える硬化温度で損傷し始める。
【0132】
本発明による材料は、以下の手順に従ってZ−blendミキサー中で調製される:
1.ミキサー温度:180℃、1工程によりSIS材料を導入する。材料溶融物は溶融する(ミキサーの温度よりも低い温度)。均質な生成物が得られるまで待つ。
2.ミキサー温度160℃、3工程によりエチレン/酢酸ビニルコポリマーを導入する。均質な白色ペーストが得られるまで待つ。
3.ミキサー温度150℃、3工程によりフィラーを導入する。均質なペーストが得られるまで待つ。
4.ミキサー温度150℃、1工程により粘着付与性樹脂を導入する。
5.ミキサー温度130℃、最少で4工程によりジイソノニルフタレートを導入して「脱混合」を防止し、均質な生成物が得られるまで待つ。
6.ミキサー温度80℃、ZnOおよび酸化防止剤を導入する。
7.ミキサー温度70℃:材料は80℃未満にし、異なった反応性生成物の活性化を防止する。反応性生成物(硬化剤、促進剤、発泡剤、ウレア)を1つずつ導入し、均質な生成物が得られるまで混合する。
必要に応じて、着色含量(カーボンブラック)を工程7の終わりで添加し得る。
【0133】
実施例による材料の吸水率は、膨張状態において、膨張材料の10重量%未満である(水中で室温にて22時間)。鋼切り取り試片上でのラップせん断強度は、195℃で硬化した場合、0.6MPaである。
【0134】
図14は、異なった温度で硬化した材料についてtanδの値を示す(室温=20℃)。tanδは、常に、1.0を越え、事実上、硬化温度から独立していることが明らかである。
【0135】
図15は、SISコポリマーb)をSISコポリマーa)に置き換えた比較材料と実施例による材料についての試験温度の関数としてのtanδの比較を示す。本発明による材料は、10〜30℃の範囲での最も関連する温度において顕著に高い値のtanδを有する。
【0136】
WO2007/039308に記載の消散波バリアについての実施例による材料の適用:図16の実施例は、実施例による膨張したフォームを有する本発明による消散波バリアを振動伝達経路上に設置した場合に車両内のノイズ水準についての減衰値の効果を示す。この図は、未処理車両と、実際のかつ効果的なヤングの弾性率を有しおよび損失係数(より低い値がより良好である)を減衰する発泡材料を有する同一の車両を比較する。図16での比較について、図17は、先行技術によるおよび本発明の範囲外のフォームを有する波バリアを用いた場合の不十分な減衰挙動を示す。図16での比較について、図17は、先行技術によるおよび本発明の範囲外のフォームを有する波バリアを用いた場合の不十分な減衰挙動を示す。この図は、減衰損失係数が減少した場合、その解決が、あまり効果的でなく、最も重要な周波数範囲において未処理車両よりも悪くなることを明確に示す。
【0137】
図18は、形成され、実際の車両の中空フレーム中に挿入されるべき消散波バリアの図を示す。多数の熱膨張性材料の小さなブロックが、キャリア上に固定される。キャリアは該図に示されるくさびを用いてフレーム内で固定される。
【0138】
図19は、従来のビチューメンパッドを有する処理されていない車両ドアと、本発明の膨張した熱膨張性材料を有するイントルージョン機器(図において「高減衰抗フラッター」と呼ぶ)とのの振動挙動の比較を示す。車両ドアにおけるイントルージョン機器の配置は図7に示される。
【0139】
図20は、先行技術によるフォームを有するピラーフィラー(「標準ピラーフィラー」)と実施例による熱膨張性材料を有する相当するピラーフィラー(「ピラーフィラーダンパー」)との、周波数の関数としての音挙動(より低い値ほど良好である)の比較を示す。本発明によるピラーフィラーは、先行技術による通常のピラーフィラーのように空気伝播ノイズを低減するだけでなく、構造伝播ノイズによる再生成ノイズ効果を低減する。これは、該ピラーフィラーがさらに、本明細書の先に導入されているように、「消散振動波バリア」の機能を部分的に有するからである。
【特許請求の範囲】
【請求項1】
a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤
を含み、成分a)からe)の合計は100重量%未満であり、および100重量%までの残りはさらなる成分またはアジュバントから構成される、熱膨張性材料。
【請求項2】
第一熱可塑性エラストマーa)および/または第二熱可塑性エラストマーb)は、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、請求項1に記載の熱膨張性材料。
【請求項3】
成分a)およびb)は、スチレン/イソプレン/スチレントリブロックコポリマーおよび水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択される、請求項2に記載の熱膨張性材料。
【請求項4】
第一熱可塑性エラストマーa)は、−25〜0.0℃の範囲での、好ましくは−20〜−5℃の範囲でのガラス転移温度を有する、請求項1〜3のいずれかに記載の熱膨張性材料。
【請求項5】
第二熱可塑性エラストマーb)は、0.1〜30℃の範囲での、好ましくは4〜20℃の範囲でのガラス転移温度を有する、請求項1〜4のいずれかに記載の熱膨張性材料。
【請求項6】
少なくとも1つの熱可塑性ポリマーc)は、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される、請求項1〜5のいずれかに記載の熱膨張性材料。
【請求項7】
少なくとも1つの粘着付与性樹脂d)は、1〜20重量%の量で存在する、請求項1〜6のいずれかに記載の熱膨張性材料。
【請求項8】
粘着付与性樹脂d)は、脂肪族炭化水素樹脂から選択される、請求項7に記載の熱膨張物質。
【請求項9】
化学線での照射によって硬化または予備硬化され、および/またはさらなる成分として少なくとも1つの化学硬化剤を成分f)として含有する、請求項1〜8のいずれかに記載の熱膨張性材料。
【請求項10】
硫黄および/または硫黄化合物、好ましくは元素硫黄および少なくとも1つの有機ジ−またはポリ硫化物の混合物をベースとする、少なくとも1つの化学硬化剤f)を含有する、請求項9に記載の熱膨張性材料。
【請求項11】
以下の条件の少なくとも1つを成分の相対量に適合させる、請求項1〜10のいずれかに記載の熱膨張性材料。
成分a)は5〜20重量%、好ましくは8〜16重量%の量で存在し、
成分b)は、15〜40重量%、好ましくは20〜35重量%の量で存在し、
成分c)は、10〜25重量%、好ましくは12〜20重量%の量で存在し、
成分d)は、2〜10重量%、好ましくは3〜8重量%の量で存在し、
成分e)は、1〜20重量%、好ましくは2〜10重量%の量で存在し、
化学硬化剤f)は、0.2〜5重量%、好ましくは0.7〜2重量%の量で存在し、
成分a)〜f)の合計は、100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
【請求項12】
a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、−25℃〜0.0℃の範囲でのガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、0.1℃〜30℃での範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー、
d)2〜10重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
f)0.5〜4重量の、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤
を含み、成分a)〜f)の合計は、100重量%未満であり、100重量%未満までの残りはさらなる成分またはアジュバントから構成される、請求項1〜11のいずれかに記載の熱膨張性材料。
【請求項13】
さらなる成分またはアジュバントは、
g)フィラー5〜40重量%、
h)可塑剤2〜20重量%、
i)硬化触媒1〜5重量%、
k)抗酸化剤および/または安定剤0.05〜5重量%
l)促進剤0.05〜5重量%、
m)ウレア1〜10重量
の1以上を含んでなる、請求項1〜12のいずれかに記載の熱膨張性材料。
【請求項14】
硬化触媒i)は亜鉛化合物から選択される、請求項13に記載の熱膨張性材料。
【請求項15】
促進剤l)は、チアゾールおよびスルフェンアミド、およびその混合物から選択される、請求項13または14に記載の熱膨張性材料。
【請求項16】
前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することにより膨張する、請求項1〜15のいずれかに記載の熱膨張性材料。
【請求項17】
前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することによって膨張させた場合、周波数範囲0〜500Hzにおいて、−10および+50℃の間の温度で、0.1MPaおよび1000MPaの間のヤング貯蔵弾性率E’、および0.5を越える損失係数を有する、請求項1〜16のいずれかに記載の熱膨張性材料。
【請求項18】
前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することによって膨張させた場合、独立気泡フォームを形成する、請求項1〜17のいずれかに記載の熱膨張性材料。
【請求項19】
内表面および外表面を有するキャリアを含む消散振動波バリアであって、請求項1〜18のいずれかに記載の熱膨張性材料を含む被覆物が前記内表面または前記外表面の少なくとも1つの上に存在する、前記消散振動波バリア。
【請求項20】
振動発生器を構造要素によって接続する位置への振動発生器からの振動の伝達を低減するための方法であって、振動発生器によって発生した振動エネルギーを消散するための手段を有する前記構造要素を装備することを含み、前記手段が請求項19に記載の消散振動波バリアを含む、前記方法。
【請求項21】
振動発生器が多角形断面を有する管状レールの形態を有する構造要素によって接続されている前記自動車の車両の乗員室を構成する少なくとも一部への自動車の車両内に含まれる振動発生器からの振動の伝達を低減するための方法であって、逐次的に、
消散振動波バリアを構造要素中に挿入または構造要素上に固定することができるような寸法を有する請求項19に記載の消散振動波バリアを選択すること、
振動発生器に近い場所において消散振動波バリアを構造要素中に挿入するかまたは構造要素上に固定すること、および
130〜240℃の範囲の温度で加熱することによって熱膨張性材料を膨張させること
を含む、前記方法。
【請求項22】
消散振動波バリアの寸法を、存在する被覆物を有する消散振動波バリアの表面と、前記存在する被覆物を有する消散振動波バリアの表面と向かい合った構造要素の表面との間に1〜10mmの間隔を得るように選択する、請求項21に記載の方法。
【請求項23】
被覆物が、130〜240℃の範囲の温度で加熱することによって膨張した後、熱膨張性材料の体積が、キャリアと該キャリアと向かい合った構造要素の表面との間の間隔を占有するように選択される量の熱膨張性材料を含む、請求項20〜22のいずれかに記載の方法。
【請求項24】
振動発生器および乗員室を含む車両であって、前記振動発生器および乗員室を構成する一部が多角形断面で管状の形態を有する構造要素によって接続され、請求項19に記載の消散振動波バリアが、前記構造要素中または前記構造要素上に配置され、前記熱膨張性材料が、130〜240℃の範囲での温度での加熱によって膨張して、キャリアと該キャリアと向かい合う構造要素の表面との間の間隔を占有する、前記車両。
【請求項25】
a)自動車用外部パネル構造と関連するイントルージョン機器、および
b)前記イントルージョン機器の少なくとも一部にわたって、および前記膨張性材料の膨張前に前記イントルージョン機器と接触させ、膨張性材料の膨張後に前記外部パネルの表面と接触させて配置される振動を減衰するための熱膨張性材料
を含む、前記熱膨張性材料は請求項1〜18のいずれかに相当する、自動車用密閉パネルにおける振動の減衰のための系。
【請求項26】
前記熱膨張性材料は、前記イントルージョン機器の少なくとも一部にわたって複数のノードの形態でまたは1以上のストリップの形態で配置される、請求項25に記載の系。
【請求項27】
前記イントルージョン機器は、前記膨張性材料の適用に適した暴露表面を有するドアイントルージョンビームを含む、請求項25または26に記載の系。
【請求項28】
前記熱膨張性材料は膨張状態である、請求項25〜27のいずれかに記載の振動の吸収のための系を有する密閉パネル部品を含む車両。
【請求項29】
中空構造において防音および振動の減衰に有用な空洞充填挿入物であって、前記空洞充填挿入物は、熱膨張性材料および前記空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付部材を含み、a)前記熱膨張性物質は、少なくとも実質的に前記空洞充填挿入物の全周囲で延伸され、b)前記熱膨張性材料は請求項1〜18のいずれかに相当する、前記空洞充填挿入物。
【請求項30】
前記熱膨張性材料が130〜240℃の範囲での温度での加熱によって膨張した後に、本質的に任意の貫通孔を有さない、請求項29に記載の空洞充填挿入物。
【請求項31】
前記空洞充填挿入物はキャリアをさらに含む、請求項29または30に記載の空洞充填挿入物。
【請求項32】
前記キャリアはプレートの形態であり、前記熱膨張性材料は前記キャリアの周囲に接着される、請求項31に記載の空洞充填挿入物。
【請求項33】
前記キャリアは、2つの平行プレートの間に少なくとも部分的に配置された熱膨張性材料の層を有する2つの平行プレートを含む、請求項31に記載の空洞充填挿入物。
【請求項34】
前記キャリアはプレートの形態であり、前記熱膨張性材料は前記キャリアの表面の周りで支持構造に接着され、前記支持構造は前記プレートの面に実質的に垂直である取付面を含む、請求項31に記載の空洞充填挿入物。
【請求項35】
前記熱膨張性材料の少なくとも一部は、前記キャリアの表面の少なくとも部分的な周辺で延伸される溝に配置される、請求項31に記載の空洞充填挿入物。
【請求項36】
中空構造において空気伝播振動および構造伝播振動を減衰させる方法であって、a)熱膨張性材料および空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付機器を含む空洞充填挿入物を前記中空構造内に設置すること、前記熱膨張性材料を、熱膨張性材料を膨張させるのに効果的な温度に加熱し、前記中空構造の内部表面と接触させ、それによって前記中空構造を封止することを含み、請求項1〜18のいずれかに記載の熱膨張性材料を前記熱膨張性材料として用いる、前記方法。
【請求項37】
振動減衰材料の層は請求項1〜18のいずれかに記載の熱膨張性材料からなる、減衰されるべきパネル、制限層、および前記パネルと前記制限層との間に挟み込まれた振動減衰材料の層を含む制限層減衰構造。
【請求項38】
発泡振動減衰材料の層は、130〜240℃での範囲の温度での加熱によって膨張後、請求項1〜18のいずれかに記載の熱膨張性材料からなる、減衰すべきパネル、制限層、および前記パネルと前記制限層との間に挟み込まれた発泡振動減衰材料の層を含む制限層減衰構造。
【請求項39】
構造成分の少なくとも1つにおいて、または構造成分の少なくとも1つの上に、請求項1〜18のいずれかに記載の熱膨張性材料を含有する車両であって、該熱膨張性材料が130〜240℃の範囲の温度での加熱によって膨張した、前記車両。
【請求項40】
膨張した熱膨張性材料は、車両の構造または機能要素の2つの表面の間、または車両の構造または機能要素の表面と制限層との間のいずれかで制限される、請求項39に記載の車両。
【請求項41】
膨張した熱膨張性材料の剛性は車両の構造または機能要素の剛性および制限層の剛性より低い、請求項40に記載の車両。
【請求項1】
a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤
を含み、成分a)からe)の合計は100重量%未満であり、および100重量%までの残りはさらなる成分またはアジュバントから構成される、熱膨張性材料。
【請求項2】
第一熱可塑性エラストマーa)および/または第二熱可塑性エラストマーb)は、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、請求項1に記載の熱膨張性材料。
【請求項3】
成分a)およびb)は、スチレン/イソプレン/スチレントリブロックコポリマーおよび水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択される、請求項2に記載の熱膨張性材料。
【請求項4】
第一熱可塑性エラストマーa)は、−25〜0.0℃の範囲での、好ましくは−20〜−5℃の範囲でのガラス転移温度を有する、請求項1〜3のいずれかに記載の熱膨張性材料。
【請求項5】
第二熱可塑性エラストマーb)は、0.1〜30℃の範囲での、好ましくは4〜20℃の範囲でのガラス転移温度を有する、請求項1〜4のいずれかに記載の熱膨張性材料。
【請求項6】
少なくとも1つの熱可塑性ポリマーc)は、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される、請求項1〜5のいずれかに記載の熱膨張性材料。
【請求項7】
少なくとも1つの粘着付与性樹脂d)は、1〜20重量%の量で存在する、請求項1〜6のいずれかに記載の熱膨張性材料。
【請求項8】
粘着付与性樹脂d)は、脂肪族炭化水素樹脂から選択される、請求項7に記載の熱膨張物質。
【請求項9】
化学線での照射によって硬化または予備硬化され、および/またはさらなる成分として少なくとも1つの化学硬化剤を成分f)として含有する、請求項1〜8のいずれかに記載の熱膨張性材料。
【請求項10】
硫黄および/または硫黄化合物、好ましくは元素硫黄および少なくとも1つの有機ジ−またはポリ硫化物の混合物をベースとする、少なくとも1つの化学硬化剤f)を含有する、請求項9に記載の熱膨張性材料。
【請求項11】
以下の条件の少なくとも1つを成分の相対量に適合させる、請求項1〜10のいずれかに記載の熱膨張性材料。
成分a)は5〜20重量%、好ましくは8〜16重量%の量で存在し、
成分b)は、15〜40重量%、好ましくは20〜35重量%の量で存在し、
成分c)は、10〜25重量%、好ましくは12〜20重量%の量で存在し、
成分d)は、2〜10重量%、好ましくは3〜8重量%の量で存在し、
成分e)は、1〜20重量%、好ましくは2〜10重量%の量で存在し、
化学硬化剤f)は、0.2〜5重量%、好ましくは0.7〜2重量%の量で存在し、
成分a)〜f)の合計は、100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
【請求項12】
a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、−25℃〜0.0℃の範囲でのガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、0.1℃〜30℃での範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー、
d)2〜10重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
f)0.5〜4重量の、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤
を含み、成分a)〜f)の合計は、100重量%未満であり、100重量%未満までの残りはさらなる成分またはアジュバントから構成される、請求項1〜11のいずれかに記載の熱膨張性材料。
【請求項13】
さらなる成分またはアジュバントは、
g)フィラー5〜40重量%、
h)可塑剤2〜20重量%、
i)硬化触媒1〜5重量%、
k)抗酸化剤および/または安定剤0.05〜5重量%
l)促進剤0.05〜5重量%、
m)ウレア1〜10重量
の1以上を含んでなる、請求項1〜12のいずれかに記載の熱膨張性材料。
【請求項14】
硬化触媒i)は亜鉛化合物から選択される、請求項13に記載の熱膨張性材料。
【請求項15】
促進剤l)は、チアゾールおよびスルフェンアミド、およびその混合物から選択される、請求項13または14に記載の熱膨張性材料。
【請求項16】
前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することにより膨張する、請求項1〜15のいずれかに記載の熱膨張性材料。
【請求項17】
前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することによって膨張させた場合、周波数範囲0〜500Hzにおいて、−10および+50℃の間の温度で、0.1MPaおよび1000MPaの間のヤング貯蔵弾性率E’、および0.5を越える損失係数を有する、請求項1〜16のいずれかに記載の熱膨張性材料。
【請求項18】
前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することによって膨張させた場合、独立気泡フォームを形成する、請求項1〜17のいずれかに記載の熱膨張性材料。
【請求項19】
内表面および外表面を有するキャリアを含む消散振動波バリアであって、請求項1〜18のいずれかに記載の熱膨張性材料を含む被覆物が前記内表面または前記外表面の少なくとも1つの上に存在する、前記消散振動波バリア。
【請求項20】
振動発生器を構造要素によって接続する位置への振動発生器からの振動の伝達を低減するための方法であって、振動発生器によって発生した振動エネルギーを消散するための手段を有する前記構造要素を装備することを含み、前記手段が請求項19に記載の消散振動波バリアを含む、前記方法。
【請求項21】
振動発生器が多角形断面を有する管状レールの形態を有する構造要素によって接続されている前記自動車の車両の乗員室を構成する少なくとも一部への自動車の車両内に含まれる振動発生器からの振動の伝達を低減するための方法であって、逐次的に、
消散振動波バリアを構造要素中に挿入または構造要素上に固定することができるような寸法を有する請求項19に記載の消散振動波バリアを選択すること、
振動発生器に近い場所において消散振動波バリアを構造要素中に挿入するかまたは構造要素上に固定すること、および
130〜240℃の範囲の温度で加熱することによって熱膨張性材料を膨張させること
を含む、前記方法。
【請求項22】
消散振動波バリアの寸法を、存在する被覆物を有する消散振動波バリアの表面と、前記存在する被覆物を有する消散振動波バリアの表面と向かい合った構造要素の表面との間に1〜10mmの間隔を得るように選択する、請求項21に記載の方法。
【請求項23】
被覆物が、130〜240℃の範囲の温度で加熱することによって膨張した後、熱膨張性材料の体積が、キャリアと該キャリアと向かい合った構造要素の表面との間の間隔を占有するように選択される量の熱膨張性材料を含む、請求項20〜22のいずれかに記載の方法。
【請求項24】
振動発生器および乗員室を含む車両であって、前記振動発生器および乗員室を構成する一部が多角形断面で管状の形態を有する構造要素によって接続され、請求項19に記載の消散振動波バリアが、前記構造要素中または前記構造要素上に配置され、前記熱膨張性材料が、130〜240℃の範囲での温度での加熱によって膨張して、キャリアと該キャリアと向かい合う構造要素の表面との間の間隔を占有する、前記車両。
【請求項25】
a)自動車用外部パネル構造と関連するイントルージョン機器、および
b)前記イントルージョン機器の少なくとも一部にわたって、および前記膨張性材料の膨張前に前記イントルージョン機器と接触させ、膨張性材料の膨張後に前記外部パネルの表面と接触させて配置される振動を減衰するための熱膨張性材料
を含む、前記熱膨張性材料は請求項1〜18のいずれかに相当する、自動車用密閉パネルにおける振動の減衰のための系。
【請求項26】
前記熱膨張性材料は、前記イントルージョン機器の少なくとも一部にわたって複数のノードの形態でまたは1以上のストリップの形態で配置される、請求項25に記載の系。
【請求項27】
前記イントルージョン機器は、前記膨張性材料の適用に適した暴露表面を有するドアイントルージョンビームを含む、請求項25または26に記載の系。
【請求項28】
前記熱膨張性材料は膨張状態である、請求項25〜27のいずれかに記載の振動の吸収のための系を有する密閉パネル部品を含む車両。
【請求項29】
中空構造において防音および振動の減衰に有用な空洞充填挿入物であって、前記空洞充填挿入物は、熱膨張性材料および前記空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付部材を含み、a)前記熱膨張性物質は、少なくとも実質的に前記空洞充填挿入物の全周囲で延伸され、b)前記熱膨張性材料は請求項1〜18のいずれかに相当する、前記空洞充填挿入物。
【請求項30】
前記熱膨張性材料が130〜240℃の範囲での温度での加熱によって膨張した後に、本質的に任意の貫通孔を有さない、請求項29に記載の空洞充填挿入物。
【請求項31】
前記空洞充填挿入物はキャリアをさらに含む、請求項29または30に記載の空洞充填挿入物。
【請求項32】
前記キャリアはプレートの形態であり、前記熱膨張性材料は前記キャリアの周囲に接着される、請求項31に記載の空洞充填挿入物。
【請求項33】
前記キャリアは、2つの平行プレートの間に少なくとも部分的に配置された熱膨張性材料の層を有する2つの平行プレートを含む、請求項31に記載の空洞充填挿入物。
【請求項34】
前記キャリアはプレートの形態であり、前記熱膨張性材料は前記キャリアの表面の周りで支持構造に接着され、前記支持構造は前記プレートの面に実質的に垂直である取付面を含む、請求項31に記載の空洞充填挿入物。
【請求項35】
前記熱膨張性材料の少なくとも一部は、前記キャリアの表面の少なくとも部分的な周辺で延伸される溝に配置される、請求項31に記載の空洞充填挿入物。
【請求項36】
中空構造において空気伝播振動および構造伝播振動を減衰させる方法であって、a)熱膨張性材料および空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付機器を含む空洞充填挿入物を前記中空構造内に設置すること、前記熱膨張性材料を、熱膨張性材料を膨張させるのに効果的な温度に加熱し、前記中空構造の内部表面と接触させ、それによって前記中空構造を封止することを含み、請求項1〜18のいずれかに記載の熱膨張性材料を前記熱膨張性材料として用いる、前記方法。
【請求項37】
振動減衰材料の層は請求項1〜18のいずれかに記載の熱膨張性材料からなる、減衰されるべきパネル、制限層、および前記パネルと前記制限層との間に挟み込まれた振動減衰材料の層を含む制限層減衰構造。
【請求項38】
発泡振動減衰材料の層は、130〜240℃での範囲の温度での加熱によって膨張後、請求項1〜18のいずれかに記載の熱膨張性材料からなる、減衰すべきパネル、制限層、および前記パネルと前記制限層との間に挟み込まれた発泡振動減衰材料の層を含む制限層減衰構造。
【請求項39】
構造成分の少なくとも1つにおいて、または構造成分の少なくとも1つの上に、請求項1〜18のいずれかに記載の熱膨張性材料を含有する車両であって、該熱膨張性材料が130〜240℃の範囲の温度での加熱によって膨張した、前記車両。
【請求項40】
膨張した熱膨張性材料は、車両の構造または機能要素の2つの表面の間、または車両の構造または機能要素の表面と制限層との間のいずれかで制限される、請求項39に記載の車両。
【請求項41】
膨張した熱膨張性材料の剛性は車両の構造または機能要素の剛性および制限層の剛性より低い、請求項40に記載の車両。
【図1】

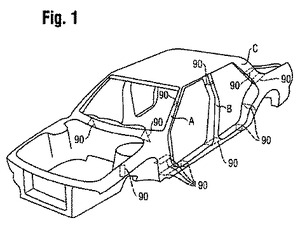
【図2】
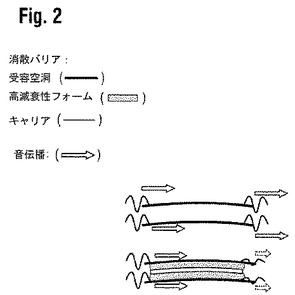
【図3】

【図4】
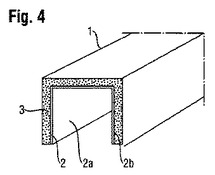
【図5】
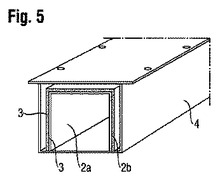
【図6】
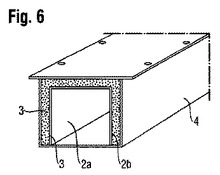
【図7】
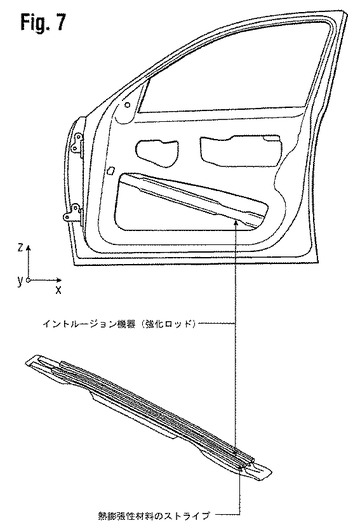
【図8】
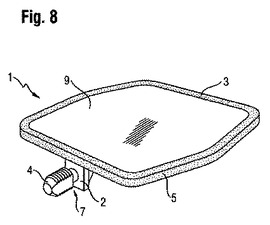
【図9】
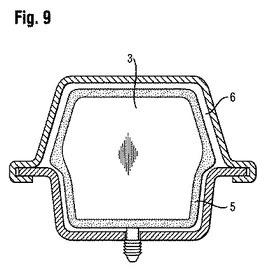
【図10】
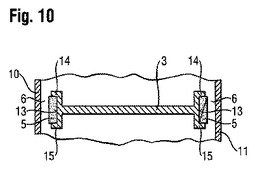
【図11】
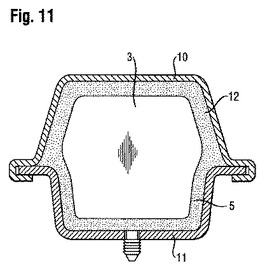
【図12】
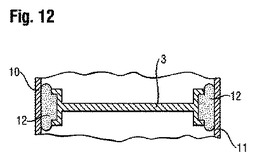
【図13】
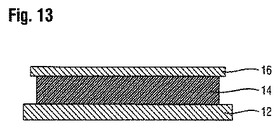
【図14】
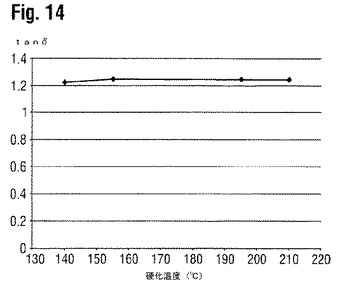
【図15】
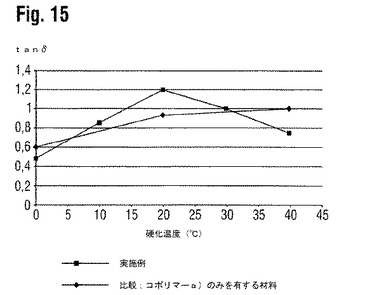
【図16】
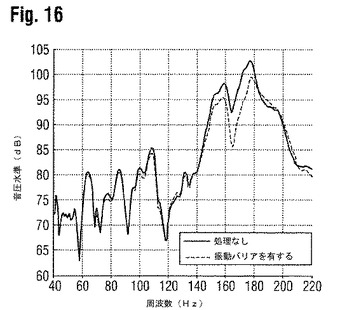
【図17】
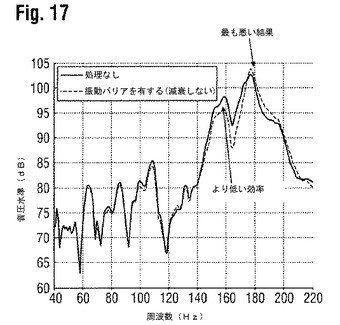
【図18】
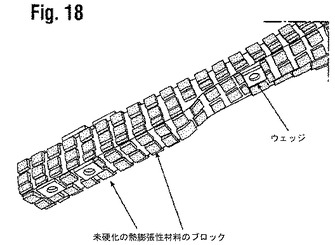
【図19】
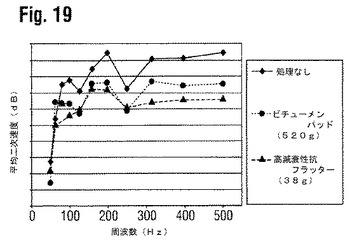
【図20】
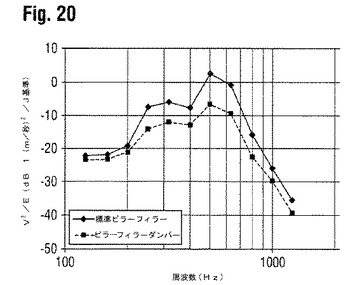
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公表番号】特表2010−539304(P2010−539304A)
【公表日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願番号】特願2010−525199(P2010−525199)
【出願日】平成19年9月19日(2007.9.19)
【国際出願番号】PCT/EP2007/008141
【国際公開番号】WO2009/036784
【国際公開日】平成21年3月26日(2009.3.26)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
【公表日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願日】平成19年9月19日(2007.9.19)
【国際出願番号】PCT/EP2007/008141
【国際公開番号】WO2009/036784
【国際公開日】平成21年3月26日(2009.3.26)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
[ Back to top ]