
高温用エアフィルタの製造方法
【課題】 密度むらがなく高温の使用時にへたりのない濾材を用いて長期間の使用によっても捕集効率を低減させることなく、また、高温で使用した場合であっても漏洩のない高温用エアフィルタの製造方法を提供することを目的とする。
【解決手段】 バインダを含まない軟化点750〜1100℃のガラス繊維の成形シートから成るガラス繊維から成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に緩衝作用によって前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定した高温用エアフィルタの製造方法であって、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いることを特徴とする。
【解決手段】 バインダを含まない軟化点750〜1100℃のガラス繊維の成形シートから成るガラス繊維から成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に緩衝作用によって前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定した高温用エアフィルタの製造方法であって、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高温清浄空気で物品を乾燥する乾燥機などに付設される循環空気清浄用の高温用エアフィルタの製造方法に関する。
【背景技術】
【0002】
近年、製薬工業、食品産業等に用いられる乾燥機には、循環空気を清浄化するための高温用エアフィルタが併設されるようになってきている。かかる高温用エアフィルタはガラス繊維を主体とし、有機バインダを用いて抄紙した紙を濾材として、枠体内にジグザグ状に折り曲げて、収容固定したものが使用されてきた。
このような乾燥機に用いる高温用エアフィルタは、その使用において、例えば250〜450℃の高温に加熱された空気が前記濾材に触れると、濾材を構成している紙中の有機バインダが炭化し、乾燥機の使用時ごとに、流出側表面及びこれに近い層内部の炭化物が発塵、飛散する不都合があった。出願人等がその原因を追求したところ、次の事実が判明した。即ち、乾燥機を毎日所要時間運転する場合、その繰り返しの使用で有機バインダが炭化し、該有機バインダが炭化物として濾材内部に存在することとなる。前記乾燥機の運転開始と運転停止において、運転開始時に常温の空気が昇温し、運転停止時には高温空気の温度が常温まで下降するが、それに伴い濾材を構成している紙が膨張、収縮し、かかる紙の動揺によって、特に、紙の流出側表面及びそれよりやや深い流出側層中の炭化物が動き易くなり、濾材を通る空気流により持ち運ばれて、いわゆる発塵飛散の現象がみられるようになる。このような有機バインダの炭化は、同時にガラス繊維間の結合の劣化、フィルタ作用の劣化も伴う。また、使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮するが、この伸縮により濾材の上下縁部と該濾材を収容固定している上下枠体の気密状態が維持されない。
このため、本出願人は、上記問題点を解決するべく、乾燥機の繰り返し使用でも、炭化物の発塵、飛散が全くなく、且つ長期に亘り安定に使用し得る高温用エアフィルタとして、特許文献1において、バインダを含まないガラス繊維から成る未成形のフェルトと該フェルトを両側面から挟持して所定形状に保持する耐熱性網体とから成るジグザグ状の濾材を、枠体の開口面を水平に横断する直線基杆に、該直線基杆の内方に多数のスペース保護用突起を備えた波形基杆を設けた少なくとも一対の耐熱性スペーサを介して枠体内に収容固定すると共に、該濾材の上下縁部と枠体との間にクッション材を介在して成る高温用エアフィルタを先に提案した。
【0003】
【特許文献1】登録実用新案2059992号公報(請求項1)
【特許文献2】特開平1−215331号公報(第2頁、図3)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の高温用エアフィルタは、最高使用温度400℃の高温で使用すると、捕集効率がばらつくという問題があった。また、最高使用温度500℃の高温で使用すると、更に前記問題に加えて漏洩の問題があった。
前記400℃の高温で使用した場合の捕集効率のばらつきの問題を分析したところ、ガラス繊維を挟む二つの耐熱性網体のうち、一方の耐熱性網体上に、人手で未成形のバインダを含まないガラス繊維綿を載せ、該フェルト状のガラス繊維綿を他方の耐熱性網体で挟み、該フェルトを耐熱性網体の形状に合わせて濾材としていたため、濾材となるフェルト状のガラス繊維綿の密度むらから、捕集効率にばらつきが生じることが分かった。この濾材を構成するフェルト状のガラス繊維綿の密度むらを解消するため、バインダなしで抄造したガラス繊維から成る紙を濾材として用いることも考えられるが、バインダなしで抄紙する場合は通常酸性抄造によるため、酸性抄造に用いるCガラス(含アルカリガラス)繊維では、高温度の使用でCガラス繊維が軟化してしまい、軟化した状態で濾材が風圧を受けるため、濾材の密度が上がって圧力損失を生じるという問題がある。前記Cガラス繊維の代わりに耐熱性を有するEガラス(無アルカリガラス)繊維を用いることも考えられるが、Eガラスは酸に侵されるため、酸性抄造することができず、中性抄造ではEガラス繊維を均一に分散することが難しいという問題がある。その他、耐熱性を有する高珪酸ガラス、石英ガラス等のシリカガラス繊維を用いることも考えられるが、これらのシリカガラス繊維は、バインダなしで抄造することができず、バインダを用いたシリカガラス繊維から成る抄紙を濾材として用いると、炭化物の発塵、飛散が生じるという従前の問題が解消されないことになり、ガラス繊維を抄造した紙を濾材として用いることは困難であることが分かっている。
次に、前記500℃の高温で使用した場合の前記捕集効率のばらつきに加え漏洩の問題を分析したところ、濾材と上下枠体とを接合している無機質接着シール材のシール面に温度の上昇及び下降によって亀裂が生じて塵埃の発塵源になると共に、シール不良となり漏洩の原因となることが分かった。
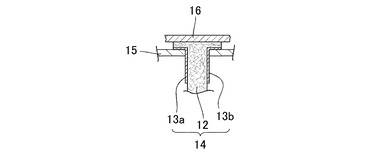
この問題に関して、特許文献2には、図4に示すように、耐熱性ガラス繊維12を両側から金網13a、13bで挟んだ濾過体14の上下縁部を、該濾過体14の前後、即ち、気流の上下流側から一対のくし形押さえ板15で水平に挟む共に、前記濾過体14の上下縁部を、前記くし形押さえ板15と上下枠体16とで挟み、濾過体14を構成しているガラス繊維12と金網13a、13bの縁端部を共に前記上下枠体16とくし形押さえ板15との間で圧着することにより、高温使用時に発塵源となる接着剤の使用をしていない高温用エアフィルタが開示されている。
しかしながら、特許文献2に開示の高温用エアフィルタは、ガラス繊維12と金網13a,13bとを共に上下枠体16とくし形押さえ板15とで挟み該ガラス繊維12と金網13a,13bとを押し潰して圧着しているため、金網13a,13bの潰れが不十分であるとシール不良となる危険があるという問題がある。
そこで、本発明は、前記叙述の問題点に鑑みて、密度むらがなく高温の使用時にへたりのない濾材を用いて長期間の使用によっても捕集効率を低減させることなく、また、高温で使用した場合であっても漏洩のない高温用エアフィルタの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の高温用エアフィルタの製造方法は、前記目的を達成すべく、請求項1記載の通り、バインダを含まない軟化点750〜1100℃のガラス繊維の成形シートから成るガラス繊維から成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に緩衝作用によって前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定した高温用エアフィルタの製造方法であって、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いることを特徴とする。
また、請求項2記載の高温用エアフィルタの製造方法は、請求項1記載の高温用エアフィルタにおいて、前記濾材は、目付10〜150g/m2の成形シートから成ることを特徴とする。
また、請求項3記載の高温用エアフィルタの製造方法は、請求項1又は2記載の高温用エアフィルタにおいて、前記濾材は、前記成形シートを複数積層したものであることを特徴とする。
また、請求項4記載の高温用エアフィルタの製造方法は、請求項1乃至3の何れかに記載の高温用エアフィルタにおいて、前記濾過体の上下縁部の少なくとも一方を気流の上下流側から水平に挟む一対のくし形押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記くし形押さえ板で挟んで成ることを特徴とする。
【発明の効果】
【0006】
本発明による高温用エアフィルタは、軟化点750〜1100℃のガラス繊維の成形シートを濾材として用いたため、前記高温用エアフィルタを用いた乾燥機を最高使用温度400〜500℃の高温で使用した場合であっても、濾材である成形シートを形成しているガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらによる圧力損失の上昇を生じることなく、長期間の使用が可能な高温用エアフィルタを提供することができる。
前記濾材である成形シートは、巾方向及び流れ方向に均一な密度分布となるように前記ガラス繊維を集綿機によりシート状に形成したものであり、該成形シートを一枚又は複数枚積層して濾材とすることにより、ガラス繊維を未成形のフェルト状に集綿したガラス繊維綿を手作業でシート状に形成した従来の濾材のように、密度むらによる捕集効率にばらつきを生じることなく、長期間に亘り安定した捕集効率を維持した高温用エアフィルタを提供することができる。
また、本発明による高温用エアフィルタは、前記濾過体の上下縁部の少なくとも一方に、気流の上下流側から前記濾過体を水平に挟む一対のくし形押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記くし形押さえ板で挟み、前記濾過体の上下縁部の間に耐熱性シール材を介在させた状態で枠体に気密に収容固定しているため、高温エアフィルタ使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮した場合であっても、前記濾過体と枠体との間に介在させた耐熱性シール材の緩衝作用によって、該耐熱性シール材が濾材の伸縮を吸収して濾過体の上下縁部と枠体との気密性を維持し、長期に亘り良好なシール性を保つことができるため、漏洩の問題を生じることなく、長期に亘り安定なフィルタ性能を有する高温用エアフィルタを提供することができる。
本発明による高温用エアフィルタは、前記特許文献1の高温用エアフィルタの利点を損なうことなく有している。即ち、本発明の高温用エアフィルタは、バインダを含まないガラス繊維のみから成る成形シートを濾材として用いたため、最高使用温度400〜500℃の高温空気を通過させて使用する際にも、発塵を発生することなく、高温エアを循環させることができる。また、前記成形シートから成る濾材を、耐熱性網体で両側面から挟持してジグザグ状の濾過体としているため、濾材を長期に亘り安定に保持し、長期に亘り良好な高温フィルタ作用を行うことができる。
【発明を実施するための最良の形態】
【0007】
本発明による高温用エアフィルタに用いる濾材は、軟化点が750〜1100℃のガラス繊維の成形シートから成っている。
前記ガラス繊維の軟化点を750〜1100℃としたのは、前記ガラス繊維の軟化点が750℃未満の場合は、耐熱性が不足して高温使用時に濾材が軟化した状態で風圧を受けるため、濾材の密度が上がり圧力損失の上昇となる問題があり、軟化点が1100℃を超える場合は、火炎法等による短繊維化が困難なため、成形シートを形成できない問題があるからである。また、前記ガラス繊維は、Eガラス、Sガラス等の短繊維を使用することが好ましい。前記成形シートは、400〜500℃の高温で使用する乾燥機の高温用エアフィルタの濾材として用いた場合であっても、前記成形シートを構成しているガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらの発生を防止することができる。
前記成形シートは、火炎法、遠心法等によりガラス溶融炉から紡糸したガラス短繊維を、集綿機により巾方向及び流れ方向に均一な密度分布となるようにシート状に形成したものである。従来においては、集綿機によりガラス繊維をフェルト状とした後、シートの形状を維持することなく未成形の状態で、フェルト化されたガラス繊維綿を手作業でシート形状の濾材としていたため、密度むらが発生していた。本発明においては、前記ガラス繊維を集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成し、該成形シートの形状を保持したまま、巾方向及び流れ方向共に均一な密度分布を有する濾材として用いている。即ち、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いている。
前記高温用エアフィルタに使用する濾材は、目付が10〜300g/m2のものが好ましい。濾材の目付が10g/m2未満であると、該濾材を耐熱性網体で挟持して濾過体とする場合の組立時の取扱性に劣り、目付が300g/m2を超えると圧力損失が高く、嵩張って組立性に劣るからである。
また、高温用エアフィルタに用いる濾材は、集綿機によって巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを用いた場合であっても、成形シートに不可避的に生じる微少な密度むらを解消するため、目付の低い成形シートを複数枚積層して濾材として使用することが好ましい。成形シートを複数枚積層して濾材とすることにより、濾材全体として成形シートの不可避的な密度むらを解消し、濾材密度のばらつきを低減して捕集効率の均一性を向上することができるためである。この場合、目付が10〜150g/m2の成形シートを使用することが好ましい。目付が10g/m2未満であると、濾過体を組み立てる際の成形シートの取扱性に劣り、目付が150g/m2を超えると成形シートを複数枚積層した場合に、300g/m2を超えてしまい、圧力損失が高く、嵩張って組立性に劣るという問題があるからである。
前記成形シートは、成形シートを構成するガラス繊維の平均繊維径及び成形シートを濾材として用いた場合の目付などを適宜選択することにより、所望の捕集効率及び圧力損失を有する高温用エアフィルタの濾材として好適なものを作製することができる。
例えば、捕集効率90%(DOP0.3μm)以上のエアフィルタに使用する成形シートを構成するガラス繊維は、平均繊維径が0.6〜3μmのガラス短繊維を使用することが好ましい。前記ガラス繊維の平均繊維径が0.6μm未満であると、繊維化及びシート化が困難であり、平均繊維径が3μmを超えると、該ガラス繊維により成形した成形シートから成る濾材は、所望の捕集効率が得られなくなるからである。
【0008】
次に、本発明による高温用エアフィルタの構造を図面を参照にしつつ説明する。
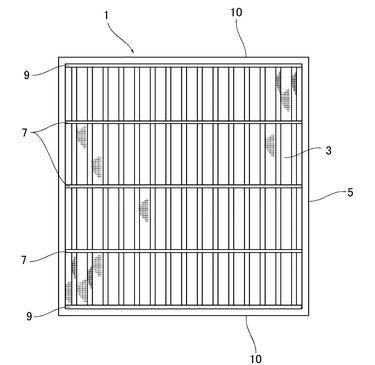
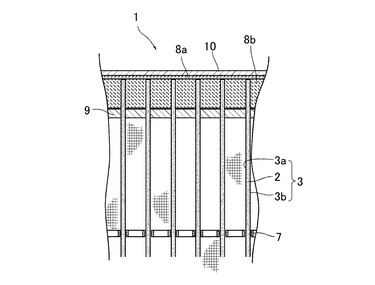
本発明による高温用エアフィルタ1は、バインダを含まないガラス繊維の成形シートから成る濾材2と該濾材2を両側面から挟持した耐熱性網体3a,3bとから成るジグザグ状の濾過体3を、該濾過体3と枠体5,10との間に緩衝作用によって前記濾過体3と前記枠体5,10との気密性を維持する耐熱性シール材8a,8b,8cを介在させて前記枠体内5,10に収容固定した構造となっている。
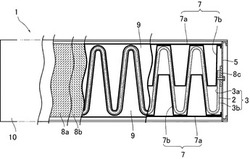
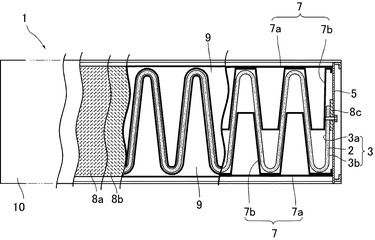
即ち、図1乃至図3に示すように、ジグザグ状の濾過体3には、前記両側枠体5,5間を水平に横断して固定された直線基杆7aに、濾過体3のジグザグ状の間隔を安定に保持するスペース保護用突起部を設けた波形状基杆7bを固定した耐熱性スペーサ7,7の一対を、前記濾過体3の前後、即ち、気流の上下流側から濾過体3に水平に挿入し、前記耐熱性スペーサ7を濾過体3の上下方向に一定の間隔で3対設け、この3対の耐熱性スペーサ7によって、濾過体3のジグザグ状の間隔を安定に保持した状態で濾過体3を両側枠体5,5間に固定している。
濾過体3は、濾過体3と両側枠体5,5との間に耐熱性シール材8cを介在させて、ボルト6によって両側枠体5,5に気密に固定している。尚、耐熱性シール材8cを介して濾過体3を両側枠体5,5に固定する手段は、ボルト6に限られることなく、他の固定手段によって固定することも可能である。
前記濾過体3の上下縁部の近辺には、該濾過体3のジグザグ状の空間内に挿入して濾過体3の表裏面、即ち、気流の上下流側面に当接するくし形押さえ板9を各一対、濾過体3の前後、即ち、気流の上下流側から水平に挿入している。このくし形押さえ板9を挿入したことによって、各くし形押さえ板9から前記濾過体3の上下縁部に至るまでの空間領域にフェルト状の耐熱性シール材8bを充填すると共に、該充填した耐熱性シール材8bと上下枠体10,10との間に前記濾材と同様のガラス繊維から成る成形シートを複数枚積層した耐熱性シール材8aを介在させ、くし形押さえ板9,9と上下枠体10,10とで、耐熱性シール材8a,8bを全体的に挟んで押圧し、濾過体3の上下縁部を耐熱性シール材8aが介在している状態で上下枠体10,10に圧着し、該耐熱性シール材8a,8bの緩衝作用によって濾過体3と上下枠体10,10との気密性を維持した状態で濾過体3を枠体に収容固定している。このため、高温での使用により濾材2が上下方向に伸縮した場合であっても、前記くし形押さえ板9と上下枠体10の間に介在されている耐熱性シール材8a,8bが濾材2の伸縮を吸収して濾過体3の上下縁部と上下枠体10との気密性を維持し、高温用エアフィルタの良好なシール性を保持することができる。
前記耐熱性シール材として、濾材と同一の耐熱性材料を使用することができるが、前述のようにフェルト状のガラス綿の塊と前記濾材と同様の成形シートとを併用する場合に限らず、耐熱性シール材として、全体的にフェルト状のガラス綿の塊を用いることも可能であり、前記濾材と同様の成形シートを充填可能となるように切断し、若しくは積層して用いることも可能である。
濾材を両側面から挟持する前記耐熱性網体としては、乾燥機の熱に耐え得るステンレスやその他の金属、耐熱性の合成樹脂等を用いて形成することが好ましい。また、前記耐熱性網体としては、できるだけ圧力損失が低いことが望ましく、且つガラス繊維の成形シートから成る濾材を確実に保持できる程度に網目が細かいことが望ましい。
尚、濾過体を両側枠体内に固定する構造としては前述の構造に限定されるものではなく、耐熱性スペーサを使用しなくても、濾過体によって形成されるジグザグ状の空間部を安定に保持して、濾過体を両側枠体内に収容することができる構造であればよい。
また、本発明による高温用エアフィルタを構成する上下枠体、両側枠体、くし形押さえ板、耐熱性スペーサを構成する直線基杆及び波形基杆は、高温用エアフィルタを用いた乾燥機の雰囲気温度に耐え得るステンレス等の金属や合成樹脂等を使用することができる。
【実施例】
【0009】
次に、本発明の高温用エアフィルタの製造方法の具体的な実施例を比較例と共に図面に基づき説明するが、本発明はこの実施例に限定されるものではない。
(実施例)
本実施例による高温用エアフィルタは、図1乃至3に示す構造のものにおいて、濾材として、火炎法により紡糸された平均繊維径0.8μmのEガラス(無アルカリガラス)繊維のみをバインダを用いることなく集綿機により目付25g/m2のシート状に成形し、この成形シートを2枚積層して目付50g/m2としたものを用いた。該濾材を両側面からジグザグ状に挟持する耐熱性網体として、流入側36×40メッシュ線径0.193mm、流出側38×60メッシュ線径0.1524mmのステンレス製の金網から成るものを用いて、ジグザグ状の濾過体を形成した。また、耐熱性シール材として、フェルト状のEガラス繊維から成るガラス繊維綿と、Eガラス繊維から成る目付25g/m2の成形シートを用いた。前記高温用エアフィルタを構成する枠体、くし形押さえ板、耐熱製スペーサは、共にステンレス製のものを用いた。
【0010】
(比較例1)
比較例1の高温用エアフィルタに用いる濾材は、平均繊維径0.8μmのCガラス(含アルカリガラス)繊維のみをバインダを用いることなく目付50g/m2の未成形のフェルト状に集綿したものを濾材とし、該濾材を二つの耐熱性網体3a,3b間に手作業で充填したものを濾過体3とした以外は、前記実施例と同様にして、高温用エアフィルタを得た。
【0011】
(比較例2)
高温用エアフィルタの濾過体を上下枠体に収容固定する構造として、図4に示す従来例の構造と同様に、濾過体の上下端部に耐熱性シール材を介在させることなく、濾過体の上下縁部の近辺を濾過体の前後、即ち、気流の上下流側から一対のくし形押さえ板で水平に挟むと共に、濾過体の上下縁部を、前記くし形押さえ板と上下枠体とで挟み、濾材を構成している成形シートと耐熱性網体とを共に前記上下枠体とくし形押さえ板とで圧着した構造とした以外は、前記実施例と同様にして、高温用エアフィルタを得た。
【0012】
次に、このようにして得られた実施例、比較例1及び比較例2の寸法610×610×290mmの大きさの高温用エアフィルタの圧力損失と捕集効率を、常温で測定し、初期の値とした。その後、前記各高温用エアフィルタに500℃で通風し、1週間後及び3週間後の圧力損失及び捕集効率を、常温で測定し、高温用エアフィルタの耐熱性能を評価した。結果を表1に示す。
[圧力損失]
各高温用エアフィルタに、通過風速1.6m/sで空気を通過させた時の通過抵抗をマノメーターにより圧力損失を測定した。
判定基準:圧力損失の上昇が初期の値から2割未満である場合を○、2割以上である場合を×とした。また、高温用エアフィルタの初期の圧力損失を1とし、500℃で通風した1週間後及び3週間後の圧力損失を初期の圧力損失との相対値で表した。
[捕集効率]
平均粒子径0.3μmのジオクチルフタレート(DOP)粒子を発生させて高温用エアフィルタに通過させ、該高温用エアフィルタの上流側と下流側のDOP粒子の個数比をレーザー・パーティクルカウンターで測定し、捕集効率を算出した。
判定基準:90.0%以上を○、90.0%未満を×とした。また、90.0%を1とし、初期の捕集効率と、500℃で通風した1週間後及び3週間後の捕集効率を90.0%の値で割った値を示した。
【0013】
【表1】

【0014】
表1に示す結果から以下のことが分かった。
表1の結果から、実施例の高温用エアフィルタは、初期の圧力損失に比べて、500℃で通風した1週間後、3週間後の圧力損失が若干上昇していることが確認できた。これは、500℃の高温空気を実施例の高温用エアフィルタに通風したため、軟化した濾材が高温空気の風圧によって若干収縮し、濾材密度が増加したためと考えられる。実施例の高温用エアフィルタは、500℃の高温空気を通風した場合であっても、1週間後と3週間後の圧力損失に大差がないことから、圧力損失の上昇が緩やかであり、長期間の使用に耐え得ることを確認した。
また、実施例の高温用エアフィルタは、濾材としてガラス繊維を集綿機により形成した成形シートを用いたことにより、密度むらによる捕集効率のばらつきがなく、初期段階から90.0%以上の高い捕集効率を有していることが確認できた。更に、500℃で通風した1週間後、3週間後において捕集効率が初期の捕集効率から若干上昇しているため、濾過体3と上下枠体10との気密性が維持され、漏洩の問題が発生していないことが確認できた。
これに対し、比較例1の高温用エアフィルタは、初期の圧力損失に比べて、500℃で通風した1週間後、3週間後の圧力損失が上昇し続けており、これは、濾材を構成するCガラス(含アルカリガラス)繊維が500℃の高温空気で軟化し、風圧を受けて収縮し、濾材密度が上昇したためと想定され、比較例1の高温用エアフィルタは、耐熱性に問題があることが確認できた。更に、比較例1の高温用エアフィルタの初期の捕集効率は、90.0%を満足していないものがあり、濾材の密度むらにより捕集効率にばらつきが生じていることが確認できた。
また、比較例2の高温用エアフィルタは、初期の圧力損失と、500℃で通風した1週間後、3週間後の圧力損失には変化がない一方で、初期の捕集効率は90.0%を満足しているものの、500℃で通風した1週間後、3週間後の捕集効率は低下している。この結果から、比較例2の高温用エアフィルタは、上下枠体と濾過体との気密性が維持されておらず、シール不良が発生して捕集効率が低下しているものと想定され、比較例2の高温用エアフィルタは、漏洩の問題を生じることが確認できた。
【図面の簡単な説明】
【0015】
【図1】本発明の製造方法による高温用エアフィルタの正面図である。
【図2】図1の高温用エアフィルタの一部破断面を含む平面図である。
【図3】図1の高温用エアフィルタの一部縦断面図である。
【図4】従来例を示し、エアフィルタの一部縦断面図である。
【符号の説明】
【0016】
1 : 高温用エアフィルタ
2 : 濾材
3a : 耐熱性網体
3b : 耐熱性網体
3 : 濾過体
5 : 側枠体
7a : 直線基杆
7b : 波形状基杆
7 : 耐熱性スペーサ
8a : 耐熱性シール材
8b : 耐熱性シール材
8c : 耐熱性シール材
9 : くし形押さえ板
10 : 上下枠体
12 : 濾材
13a : 金網
13b : 金網
14 : 濾過体
15 : くし形押さえ板
16 : 上下枠体
【技術分野】
【0001】
本発明は、高温清浄空気で物品を乾燥する乾燥機などに付設される循環空気清浄用の高温用エアフィルタの製造方法に関する。
【背景技術】
【0002】
近年、製薬工業、食品産業等に用いられる乾燥機には、循環空気を清浄化するための高温用エアフィルタが併設されるようになってきている。かかる高温用エアフィルタはガラス繊維を主体とし、有機バインダを用いて抄紙した紙を濾材として、枠体内にジグザグ状に折り曲げて、収容固定したものが使用されてきた。
このような乾燥機に用いる高温用エアフィルタは、その使用において、例えば250〜450℃の高温に加熱された空気が前記濾材に触れると、濾材を構成している紙中の有機バインダが炭化し、乾燥機の使用時ごとに、流出側表面及びこれに近い層内部の炭化物が発塵、飛散する不都合があった。出願人等がその原因を追求したところ、次の事実が判明した。即ち、乾燥機を毎日所要時間運転する場合、その繰り返しの使用で有機バインダが炭化し、該有機バインダが炭化物として濾材内部に存在することとなる。前記乾燥機の運転開始と運転停止において、運転開始時に常温の空気が昇温し、運転停止時には高温空気の温度が常温まで下降するが、それに伴い濾材を構成している紙が膨張、収縮し、かかる紙の動揺によって、特に、紙の流出側表面及びそれよりやや深い流出側層中の炭化物が動き易くなり、濾材を通る空気流により持ち運ばれて、いわゆる発塵飛散の現象がみられるようになる。このような有機バインダの炭化は、同時にガラス繊維間の結合の劣化、フィルタ作用の劣化も伴う。また、使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮するが、この伸縮により濾材の上下縁部と該濾材を収容固定している上下枠体の気密状態が維持されない。
このため、本出願人は、上記問題点を解決するべく、乾燥機の繰り返し使用でも、炭化物の発塵、飛散が全くなく、且つ長期に亘り安定に使用し得る高温用エアフィルタとして、特許文献1において、バインダを含まないガラス繊維から成る未成形のフェルトと該フェルトを両側面から挟持して所定形状に保持する耐熱性網体とから成るジグザグ状の濾材を、枠体の開口面を水平に横断する直線基杆に、該直線基杆の内方に多数のスペース保護用突起を備えた波形基杆を設けた少なくとも一対の耐熱性スペーサを介して枠体内に収容固定すると共に、該濾材の上下縁部と枠体との間にクッション材を介在して成る高温用エアフィルタを先に提案した。
【0003】
【特許文献1】登録実用新案2059992号公報(請求項1)
【特許文献2】特開平1−215331号公報(第2頁、図3)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の高温用エアフィルタは、最高使用温度400℃の高温で使用すると、捕集効率がばらつくという問題があった。また、最高使用温度500℃の高温で使用すると、更に前記問題に加えて漏洩の問題があった。
前記400℃の高温で使用した場合の捕集効率のばらつきの問題を分析したところ、ガラス繊維を挟む二つの耐熱性網体のうち、一方の耐熱性網体上に、人手で未成形のバインダを含まないガラス繊維綿を載せ、該フェルト状のガラス繊維綿を他方の耐熱性網体で挟み、該フェルトを耐熱性網体の形状に合わせて濾材としていたため、濾材となるフェルト状のガラス繊維綿の密度むらから、捕集効率にばらつきが生じることが分かった。この濾材を構成するフェルト状のガラス繊維綿の密度むらを解消するため、バインダなしで抄造したガラス繊維から成る紙を濾材として用いることも考えられるが、バインダなしで抄紙する場合は通常酸性抄造によるため、酸性抄造に用いるCガラス(含アルカリガラス)繊維では、高温度の使用でCガラス繊維が軟化してしまい、軟化した状態で濾材が風圧を受けるため、濾材の密度が上がって圧力損失を生じるという問題がある。前記Cガラス繊維の代わりに耐熱性を有するEガラス(無アルカリガラス)繊維を用いることも考えられるが、Eガラスは酸に侵されるため、酸性抄造することができず、中性抄造ではEガラス繊維を均一に分散することが難しいという問題がある。その他、耐熱性を有する高珪酸ガラス、石英ガラス等のシリカガラス繊維を用いることも考えられるが、これらのシリカガラス繊維は、バインダなしで抄造することができず、バインダを用いたシリカガラス繊維から成る抄紙を濾材として用いると、炭化物の発塵、飛散が生じるという従前の問題が解消されないことになり、ガラス繊維を抄造した紙を濾材として用いることは困難であることが分かっている。
次に、前記500℃の高温で使用した場合の前記捕集効率のばらつきに加え漏洩の問題を分析したところ、濾材と上下枠体とを接合している無機質接着シール材のシール面に温度の上昇及び下降によって亀裂が生じて塵埃の発塵源になると共に、シール不良となり漏洩の原因となることが分かった。
この問題に関して、特許文献2には、図4に示すように、耐熱性ガラス繊維12を両側から金網13a、13bで挟んだ濾過体14の上下縁部を、該濾過体14の前後、即ち、気流の上下流側から一対のくし形押さえ板15で水平に挟む共に、前記濾過体14の上下縁部を、前記くし形押さえ板15と上下枠体16とで挟み、濾過体14を構成しているガラス繊維12と金網13a、13bの縁端部を共に前記上下枠体16とくし形押さえ板15との間で圧着することにより、高温使用時に発塵源となる接着剤の使用をしていない高温用エアフィルタが開示されている。
しかしながら、特許文献2に開示の高温用エアフィルタは、ガラス繊維12と金網13a,13bとを共に上下枠体16とくし形押さえ板15とで挟み該ガラス繊維12と金網13a,13bとを押し潰して圧着しているため、金網13a,13bの潰れが不十分であるとシール不良となる危険があるという問題がある。
そこで、本発明は、前記叙述の問題点に鑑みて、密度むらがなく高温の使用時にへたりのない濾材を用いて長期間の使用によっても捕集効率を低減させることなく、また、高温で使用した場合であっても漏洩のない高温用エアフィルタの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の高温用エアフィルタの製造方法は、前記目的を達成すべく、請求項1記載の通り、バインダを含まない軟化点750〜1100℃のガラス繊維の成形シートから成るガラス繊維から成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に緩衝作用によって前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定した高温用エアフィルタの製造方法であって、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いることを特徴とする。
また、請求項2記載の高温用エアフィルタの製造方法は、請求項1記載の高温用エアフィルタにおいて、前記濾材は、目付10〜150g/m2の成形シートから成ることを特徴とする。
また、請求項3記載の高温用エアフィルタの製造方法は、請求項1又は2記載の高温用エアフィルタにおいて、前記濾材は、前記成形シートを複数積層したものであることを特徴とする。
また、請求項4記載の高温用エアフィルタの製造方法は、請求項1乃至3の何れかに記載の高温用エアフィルタにおいて、前記濾過体の上下縁部の少なくとも一方を気流の上下流側から水平に挟む一対のくし形押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記くし形押さえ板で挟んで成ることを特徴とする。
【発明の効果】
【0006】
本発明による高温用エアフィルタは、軟化点750〜1100℃のガラス繊維の成形シートを濾材として用いたため、前記高温用エアフィルタを用いた乾燥機を最高使用温度400〜500℃の高温で使用した場合であっても、濾材である成形シートを形成しているガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらによる圧力損失の上昇を生じることなく、長期間の使用が可能な高温用エアフィルタを提供することができる。
前記濾材である成形シートは、巾方向及び流れ方向に均一な密度分布となるように前記ガラス繊維を集綿機によりシート状に形成したものであり、該成形シートを一枚又は複数枚積層して濾材とすることにより、ガラス繊維を未成形のフェルト状に集綿したガラス繊維綿を手作業でシート状に形成した従来の濾材のように、密度むらによる捕集効率にばらつきを生じることなく、長期間に亘り安定した捕集効率を維持した高温用エアフィルタを提供することができる。
また、本発明による高温用エアフィルタは、前記濾過体の上下縁部の少なくとも一方に、気流の上下流側から前記濾過体を水平に挟む一対のくし形押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記くし形押さえ板で挟み、前記濾過体の上下縁部の間に耐熱性シール材を介在させた状態で枠体に気密に収容固定しているため、高温エアフィルタ使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮した場合であっても、前記濾過体と枠体との間に介在させた耐熱性シール材の緩衝作用によって、該耐熱性シール材が濾材の伸縮を吸収して濾過体の上下縁部と枠体との気密性を維持し、長期に亘り良好なシール性を保つことができるため、漏洩の問題を生じることなく、長期に亘り安定なフィルタ性能を有する高温用エアフィルタを提供することができる。
本発明による高温用エアフィルタは、前記特許文献1の高温用エアフィルタの利点を損なうことなく有している。即ち、本発明の高温用エアフィルタは、バインダを含まないガラス繊維のみから成る成形シートを濾材として用いたため、最高使用温度400〜500℃の高温空気を通過させて使用する際にも、発塵を発生することなく、高温エアを循環させることができる。また、前記成形シートから成る濾材を、耐熱性網体で両側面から挟持してジグザグ状の濾過体としているため、濾材を長期に亘り安定に保持し、長期に亘り良好な高温フィルタ作用を行うことができる。
【発明を実施するための最良の形態】
【0007】
本発明による高温用エアフィルタに用いる濾材は、軟化点が750〜1100℃のガラス繊維の成形シートから成っている。
前記ガラス繊維の軟化点を750〜1100℃としたのは、前記ガラス繊維の軟化点が750℃未満の場合は、耐熱性が不足して高温使用時に濾材が軟化した状態で風圧を受けるため、濾材の密度が上がり圧力損失の上昇となる問題があり、軟化点が1100℃を超える場合は、火炎法等による短繊維化が困難なため、成形シートを形成できない問題があるからである。また、前記ガラス繊維は、Eガラス、Sガラス等の短繊維を使用することが好ましい。前記成形シートは、400〜500℃の高温で使用する乾燥機の高温用エアフィルタの濾材として用いた場合であっても、前記成形シートを構成しているガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらの発生を防止することができる。
前記成形シートは、火炎法、遠心法等によりガラス溶融炉から紡糸したガラス短繊維を、集綿機により巾方向及び流れ方向に均一な密度分布となるようにシート状に形成したものである。従来においては、集綿機によりガラス繊維をフェルト状とした後、シートの形状を維持することなく未成形の状態で、フェルト化されたガラス繊維綿を手作業でシート形状の濾材としていたため、密度むらが発生していた。本発明においては、前記ガラス繊維を集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成し、該成形シートの形状を保持したまま、巾方向及び流れ方向共に均一な密度分布を有する濾材として用いている。即ち、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いている。
前記高温用エアフィルタに使用する濾材は、目付が10〜300g/m2のものが好ましい。濾材の目付が10g/m2未満であると、該濾材を耐熱性網体で挟持して濾過体とする場合の組立時の取扱性に劣り、目付が300g/m2を超えると圧力損失が高く、嵩張って組立性に劣るからである。
また、高温用エアフィルタに用いる濾材は、集綿機によって巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを用いた場合であっても、成形シートに不可避的に生じる微少な密度むらを解消するため、目付の低い成形シートを複数枚積層して濾材として使用することが好ましい。成形シートを複数枚積層して濾材とすることにより、濾材全体として成形シートの不可避的な密度むらを解消し、濾材密度のばらつきを低減して捕集効率の均一性を向上することができるためである。この場合、目付が10〜150g/m2の成形シートを使用することが好ましい。目付が10g/m2未満であると、濾過体を組み立てる際の成形シートの取扱性に劣り、目付が150g/m2を超えると成形シートを複数枚積層した場合に、300g/m2を超えてしまい、圧力損失が高く、嵩張って組立性に劣るという問題があるからである。
前記成形シートは、成形シートを構成するガラス繊維の平均繊維径及び成形シートを濾材として用いた場合の目付などを適宜選択することにより、所望の捕集効率及び圧力損失を有する高温用エアフィルタの濾材として好適なものを作製することができる。
例えば、捕集効率90%(DOP0.3μm)以上のエアフィルタに使用する成形シートを構成するガラス繊維は、平均繊維径が0.6〜3μmのガラス短繊維を使用することが好ましい。前記ガラス繊維の平均繊維径が0.6μm未満であると、繊維化及びシート化が困難であり、平均繊維径が3μmを超えると、該ガラス繊維により成形した成形シートから成る濾材は、所望の捕集効率が得られなくなるからである。
【0008】
次に、本発明による高温用エアフィルタの構造を図面を参照にしつつ説明する。
本発明による高温用エアフィルタ1は、バインダを含まないガラス繊維の成形シートから成る濾材2と該濾材2を両側面から挟持した耐熱性網体3a,3bとから成るジグザグ状の濾過体3を、該濾過体3と枠体5,10との間に緩衝作用によって前記濾過体3と前記枠体5,10との気密性を維持する耐熱性シール材8a,8b,8cを介在させて前記枠体内5,10に収容固定した構造となっている。
即ち、図1乃至図3に示すように、ジグザグ状の濾過体3には、前記両側枠体5,5間を水平に横断して固定された直線基杆7aに、濾過体3のジグザグ状の間隔を安定に保持するスペース保護用突起部を設けた波形状基杆7bを固定した耐熱性スペーサ7,7の一対を、前記濾過体3の前後、即ち、気流の上下流側から濾過体3に水平に挿入し、前記耐熱性スペーサ7を濾過体3の上下方向に一定の間隔で3対設け、この3対の耐熱性スペーサ7によって、濾過体3のジグザグ状の間隔を安定に保持した状態で濾過体3を両側枠体5,5間に固定している。
濾過体3は、濾過体3と両側枠体5,5との間に耐熱性シール材8cを介在させて、ボルト6によって両側枠体5,5に気密に固定している。尚、耐熱性シール材8cを介して濾過体3を両側枠体5,5に固定する手段は、ボルト6に限られることなく、他の固定手段によって固定することも可能である。
前記濾過体3の上下縁部の近辺には、該濾過体3のジグザグ状の空間内に挿入して濾過体3の表裏面、即ち、気流の上下流側面に当接するくし形押さえ板9を各一対、濾過体3の前後、即ち、気流の上下流側から水平に挿入している。このくし形押さえ板9を挿入したことによって、各くし形押さえ板9から前記濾過体3の上下縁部に至るまでの空間領域にフェルト状の耐熱性シール材8bを充填すると共に、該充填した耐熱性シール材8bと上下枠体10,10との間に前記濾材と同様のガラス繊維から成る成形シートを複数枚積層した耐熱性シール材8aを介在させ、くし形押さえ板9,9と上下枠体10,10とで、耐熱性シール材8a,8bを全体的に挟んで押圧し、濾過体3の上下縁部を耐熱性シール材8aが介在している状態で上下枠体10,10に圧着し、該耐熱性シール材8a,8bの緩衝作用によって濾過体3と上下枠体10,10との気密性を維持した状態で濾過体3を枠体に収容固定している。このため、高温での使用により濾材2が上下方向に伸縮した場合であっても、前記くし形押さえ板9と上下枠体10の間に介在されている耐熱性シール材8a,8bが濾材2の伸縮を吸収して濾過体3の上下縁部と上下枠体10との気密性を維持し、高温用エアフィルタの良好なシール性を保持することができる。
前記耐熱性シール材として、濾材と同一の耐熱性材料を使用することができるが、前述のようにフェルト状のガラス綿の塊と前記濾材と同様の成形シートとを併用する場合に限らず、耐熱性シール材として、全体的にフェルト状のガラス綿の塊を用いることも可能であり、前記濾材と同様の成形シートを充填可能となるように切断し、若しくは積層して用いることも可能である。
濾材を両側面から挟持する前記耐熱性網体としては、乾燥機の熱に耐え得るステンレスやその他の金属、耐熱性の合成樹脂等を用いて形成することが好ましい。また、前記耐熱性網体としては、できるだけ圧力損失が低いことが望ましく、且つガラス繊維の成形シートから成る濾材を確実に保持できる程度に網目が細かいことが望ましい。
尚、濾過体を両側枠体内に固定する構造としては前述の構造に限定されるものではなく、耐熱性スペーサを使用しなくても、濾過体によって形成されるジグザグ状の空間部を安定に保持して、濾過体を両側枠体内に収容することができる構造であればよい。
また、本発明による高温用エアフィルタを構成する上下枠体、両側枠体、くし形押さえ板、耐熱性スペーサを構成する直線基杆及び波形基杆は、高温用エアフィルタを用いた乾燥機の雰囲気温度に耐え得るステンレス等の金属や合成樹脂等を使用することができる。
【実施例】
【0009】
次に、本発明の高温用エアフィルタの製造方法の具体的な実施例を比較例と共に図面に基づき説明するが、本発明はこの実施例に限定されるものではない。
(実施例)
本実施例による高温用エアフィルタは、図1乃至3に示す構造のものにおいて、濾材として、火炎法により紡糸された平均繊維径0.8μmのEガラス(無アルカリガラス)繊維のみをバインダを用いることなく集綿機により目付25g/m2のシート状に成形し、この成形シートを2枚積層して目付50g/m2としたものを用いた。該濾材を両側面からジグザグ状に挟持する耐熱性網体として、流入側36×40メッシュ線径0.193mm、流出側38×60メッシュ線径0.1524mmのステンレス製の金網から成るものを用いて、ジグザグ状の濾過体を形成した。また、耐熱性シール材として、フェルト状のEガラス繊維から成るガラス繊維綿と、Eガラス繊維から成る目付25g/m2の成形シートを用いた。前記高温用エアフィルタを構成する枠体、くし形押さえ板、耐熱製スペーサは、共にステンレス製のものを用いた。
【0010】
(比較例1)
比較例1の高温用エアフィルタに用いる濾材は、平均繊維径0.8μmのCガラス(含アルカリガラス)繊維のみをバインダを用いることなく目付50g/m2の未成形のフェルト状に集綿したものを濾材とし、該濾材を二つの耐熱性網体3a,3b間に手作業で充填したものを濾過体3とした以外は、前記実施例と同様にして、高温用エアフィルタを得た。
【0011】
(比較例2)
高温用エアフィルタの濾過体を上下枠体に収容固定する構造として、図4に示す従来例の構造と同様に、濾過体の上下端部に耐熱性シール材を介在させることなく、濾過体の上下縁部の近辺を濾過体の前後、即ち、気流の上下流側から一対のくし形押さえ板で水平に挟むと共に、濾過体の上下縁部を、前記くし形押さえ板と上下枠体とで挟み、濾材を構成している成形シートと耐熱性網体とを共に前記上下枠体とくし形押さえ板とで圧着した構造とした以外は、前記実施例と同様にして、高温用エアフィルタを得た。
【0012】
次に、このようにして得られた実施例、比較例1及び比較例2の寸法610×610×290mmの大きさの高温用エアフィルタの圧力損失と捕集効率を、常温で測定し、初期の値とした。その後、前記各高温用エアフィルタに500℃で通風し、1週間後及び3週間後の圧力損失及び捕集効率を、常温で測定し、高温用エアフィルタの耐熱性能を評価した。結果を表1に示す。
[圧力損失]
各高温用エアフィルタに、通過風速1.6m/sで空気を通過させた時の通過抵抗をマノメーターにより圧力損失を測定した。
判定基準:圧力損失の上昇が初期の値から2割未満である場合を○、2割以上である場合を×とした。また、高温用エアフィルタの初期の圧力損失を1とし、500℃で通風した1週間後及び3週間後の圧力損失を初期の圧力損失との相対値で表した。
[捕集効率]
平均粒子径0.3μmのジオクチルフタレート(DOP)粒子を発生させて高温用エアフィルタに通過させ、該高温用エアフィルタの上流側と下流側のDOP粒子の個数比をレーザー・パーティクルカウンターで測定し、捕集効率を算出した。
判定基準:90.0%以上を○、90.0%未満を×とした。また、90.0%を1とし、初期の捕集効率と、500℃で通風した1週間後及び3週間後の捕集効率を90.0%の値で割った値を示した。
【0013】
【表1】
【0014】
表1に示す結果から以下のことが分かった。
表1の結果から、実施例の高温用エアフィルタは、初期の圧力損失に比べて、500℃で通風した1週間後、3週間後の圧力損失が若干上昇していることが確認できた。これは、500℃の高温空気を実施例の高温用エアフィルタに通風したため、軟化した濾材が高温空気の風圧によって若干収縮し、濾材密度が増加したためと考えられる。実施例の高温用エアフィルタは、500℃の高温空気を通風した場合であっても、1週間後と3週間後の圧力損失に大差がないことから、圧力損失の上昇が緩やかであり、長期間の使用に耐え得ることを確認した。
また、実施例の高温用エアフィルタは、濾材としてガラス繊維を集綿機により形成した成形シートを用いたことにより、密度むらによる捕集効率のばらつきがなく、初期段階から90.0%以上の高い捕集効率を有していることが確認できた。更に、500℃で通風した1週間後、3週間後において捕集効率が初期の捕集効率から若干上昇しているため、濾過体3と上下枠体10との気密性が維持され、漏洩の問題が発生していないことが確認できた。
これに対し、比較例1の高温用エアフィルタは、初期の圧力損失に比べて、500℃で通風した1週間後、3週間後の圧力損失が上昇し続けており、これは、濾材を構成するCガラス(含アルカリガラス)繊維が500℃の高温空気で軟化し、風圧を受けて収縮し、濾材密度が上昇したためと想定され、比較例1の高温用エアフィルタは、耐熱性に問題があることが確認できた。更に、比較例1の高温用エアフィルタの初期の捕集効率は、90.0%を満足していないものがあり、濾材の密度むらにより捕集効率にばらつきが生じていることが確認できた。
また、比較例2の高温用エアフィルタは、初期の圧力損失と、500℃で通風した1週間後、3週間後の圧力損失には変化がない一方で、初期の捕集効率は90.0%を満足しているものの、500℃で通風した1週間後、3週間後の捕集効率は低下している。この結果から、比較例2の高温用エアフィルタは、上下枠体と濾過体との気密性が維持されておらず、シール不良が発生して捕集効率が低下しているものと想定され、比較例2の高温用エアフィルタは、漏洩の問題を生じることが確認できた。
【図面の簡単な説明】
【0015】
【図1】本発明の製造方法による高温用エアフィルタの正面図である。
【図2】図1の高温用エアフィルタの一部破断面を含む平面図である。
【図3】図1の高温用エアフィルタの一部縦断面図である。
【図4】従来例を示し、エアフィルタの一部縦断面図である。
【符号の説明】
【0016】
1 : 高温用エアフィルタ
2 : 濾材
3a : 耐熱性網体
3b : 耐熱性網体
3 : 濾過体
5 : 側枠体
7a : 直線基杆
7b : 波形状基杆
7 : 耐熱性スペーサ
8a : 耐熱性シール材
8b : 耐熱性シール材
8c : 耐熱性シール材
9 : くし形押さえ板
10 : 上下枠体
12 : 濾材
13a : 金網
13b : 金網
14 : 濾過体
15 : くし形押さえ板
16 : 上下枠体
【特許請求の範囲】
【請求項1】
バインダを含まない軟化点750〜1100℃のガラス繊維の成形シートから成るガラス繊維から成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に緩衝作用によって前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定した高温用エアフィルタの製造方法であって、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いることを特徴とする高温用エアフィルタの製造方法。
【請求項2】
前記濾材は、目付10〜150g/m2の成形シートから成ることを特徴とする請求項1記載の高温用エアフィルタの製造方法。
【請求項3】
前記濾材は、前記成形シートを複数積層したものであることを特徴とする請求項1又は2記載の高温用エアフィルタの製造方法。
【請求項4】
前記濾過体の上下縁部の少なくとも一方を気流の上下流側から水平に挟む一対のくし形押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記くし形押さえ板で挟んで成ることを特徴とする請求項1乃至3の何れかに記載の高温用エアフィルタの製造方法。
【請求項1】
バインダを含まない軟化点750〜1100℃のガラス繊維の成形シートから成るガラス繊維から成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に緩衝作用によって前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定した高温用エアフィルタの製造方法であって、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いることを特徴とする高温用エアフィルタの製造方法。
【請求項2】
前記濾材は、目付10〜150g/m2の成形シートから成ることを特徴とする請求項1記載の高温用エアフィルタの製造方法。
【請求項3】
前記濾材は、前記成形シートを複数積層したものであることを特徴とする請求項1又は2記載の高温用エアフィルタの製造方法。
【請求項4】
前記濾過体の上下縁部の少なくとも一方を気流の上下流側から水平に挟む一対のくし形押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記くし形押さえ板で挟んで成ることを特徴とする請求項1乃至3の何れかに記載の高温用エアフィルタの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−260016(P2008−260016A)
【公開日】平成20年10月30日(2008.10.30)
【国際特許分類】
【出願番号】特願2008−142787(P2008−142787)
【出願日】平成20年5月30日(2008.5.30)
【分割の表示】特願2003−109656(P2003−109656)の分割
【原出願日】平成15年4月14日(2003.4.14)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
【公開日】平成20年10月30日(2008.10.30)
【国際特許分類】
【出願日】平成20年5月30日(2008.5.30)
【分割の表示】特願2003−109656(P2003−109656)の分割
【原出願日】平成15年4月14日(2003.4.14)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
[ Back to top ]