
高温用エアフィルタ
【課題】 高風量に対応して単位フィルタ容積当たり濾材面積50〜65m2/m3と多くした場合でも、濾過体の形状維持が可能で圧力損失を大きくしない高温用エアフィルタを提供する。
【解決手段】 バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とする。
【解決手段】 バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トンネル型乾燥滅菌機の乾燥機のような高温清浄空気で物品を乾燥する乾燥機等に付設される高風量の循環空気清浄用として用いるのに好適な高温用エアフィルタに関する。
【背景技術】
【0002】
近年、製薬工業、食品産業等に用いられる乾燥機には、循環空気を清浄化するための高温用エアフィルタが併設されるようになってきている。かかる高温用エアフィルタはガラス繊維を主体とし、有機バインダを用いて抄紙した紙を濾材として、枠体内にジグザグ状に折り曲げて、収容固定したものが使用されてきた。
このような乾燥機に用いる高温用エアフィルタは、その使用において、例えば250〜450℃の高温に加熱された空気が前記濾材に触れると、濾材を構成している紙中の有機バインダが炭化し、乾燥機の使用時ごとに、流出側表面及びこれに近い層内部の炭化物が発塵、飛散する不都合があった。出願人がその原因を追求したところ、次の事実が判明した。即ち、乾燥機を毎日所要時間運転する場合、その繰り返しの使用で有機バインダが炭化し、該有機バインダが炭化物として濾材内部に存在することとなる。前記乾燥機の運転開始と運転停止において、運転開始時に常温の空気が昇温し、運転停止時には高温空気の温度が常温まで下降するが、それに伴い濾材を構成している紙が膨張、収縮し、かかる紙の動揺によって、特に、紙の流出側表面及びそれよりやや深い流出側層中の炭化物が動き易くなり、濾材を通る空気流により持ち運ばれて、いわゆる発塵飛散の現象がみられるようになる。このような有機バインダの炭化は、同時にガラス繊維間の結合の劣化、フィルタ作用の劣化も伴う。また、使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮するが、この伸縮により濾材の上下縁部と該濾材を収容固定している上下枠体の気密状態が維持されない。
このため、本出願人は、上記問題点を解決するべく、乾燥機の繰り返し使用でも、炭化物の発塵、飛散が全くなく、且つ長期に亘り安定に使用し得る高温用エアフィルタとして、特許文献1において、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定して成る高温用エアフィルタを提案した。尚、この高温用エアフィルタにおいては、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において間隔を存して、前記濾過体を気流の上下流側から水平に挟むために直線基杆にスペース保護用突起部を備えた波形状基杆を設けた棒状スペーサを複数個設けて前記濾過体の形状を維持するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−260016号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、トンネル型乾燥滅菌機の乾燥機等で使用される高温用エアフィルタは、従来10CMMで使用されていたが、高風量で使用することで短時間に大量に滅菌処理できることから高風量で使用できるものが求められているが、特許文献1の高温用エアフィルタでは、濾材面積50m2/m3未満であるが、高風量処理時にろ材抵抗やろ材変形による圧力損失が大きくなりすぎ、送風機の能力が不足となったり、より大容量のものを使用しなくてはならない問題があった。
【課題を解決するための手段】
【0005】
本発明者等はかかる課題を解決するべく鋭意検討の結果、濾過体の上下端部のみならずその上下方向全体に亘り濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板で特定の間隔で保持し、これら櫛歯状スペーサ板間、並びに、櫛歯状押さえ板と櫛歯状スペーサ板間に独立した閉空間を形成することで前記課題を解決できることを知見した。
本発明の高温用エアフィルタはかかる知見に基づき成されたもので、請求項1記載の通り、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とする。
また、請求項2記載の高温用エアフィルタは、請求項1記載の高温用エアフィルタにおいて、前記ガラス繊維は平均繊維径0.6〜0.8μmのガラス繊維から成ることを特徴とする。
また、請求項3記載の高温用エアフィルタは、請求項1又は2記載の高温用エアフィルタにおいて、前記濾材は、厚さ7.5〜10.5mm、目付75〜84g/m2の成形シートから成ることを特徴とする。
また、請求項4記載の高温用エアフィルタは、請求項1乃至3の何れかに記載の高温用エアフィルタにおいて、前記濾材は、前記成形シートを複数枚積層したものであることを特徴とする。
【発明の効果】
【0006】
本発明による高温用エアフィルタは、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数個を設けたことにより、610×610mm当たり30CMMの高風量で圧力損失360Pa以下の高温用エアフィルタを提供できる。
即ち、本発明による高温用エアフィルタは、バインダを含まないガラス繊維のみから成る成形シートを濾材として用いるため、最高使用温度400〜500℃の高温空気を通過させて使用する際にも、発塵を発生することなく、高温エアを循環させることができる。また、ガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらによる圧力損失の上昇を生じることなく、長期間の使用が可能となる。
また、前記成形シートから成る濾材を、耐熱性網体で両側面から挟持してジグザグ状の濾過体としているため、濾材を長期に亘り安定に保持し、長期に亘り良好な高温フィルタ作用を行うことができる。
また、前記濾過体の上下の各縁部において、気流の上下流側から前記濾過体を水平に挟む一対の櫛歯状押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記櫛歯状押さえ板で挟み、前記濾過体の上下縁部の間に耐熱性シール材を介在させた状態で枠体に気密に収容固定しているため、高温エアフィルタ使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮した場合であっても、前記濾過体と枠体との間に介在させた耐熱性シール材の緩衝作用によって、該耐熱性シール材が濾材の伸縮を吸収して濾過体の上下縁部と枠体との気密性を維持し、長期に亘り良好なシール性を保つことができるため、漏洩の問題を生じることなく、長期に亘り安定なフィルタ性能を維持できる。
また、前記上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたため、これら櫛歯状スペーサ板による濾過体の形状保持と相俟って、櫛歯状スペーサ板間、並びに、櫛歯状押さえ板と櫛歯状スペーサ板間に各独立した閉空間を形成でき、これら各閉空間内に層流を形成できるために高風量においても濾過体の形状変形を確実に防止できる。
【図面の簡単な説明】
【0007】
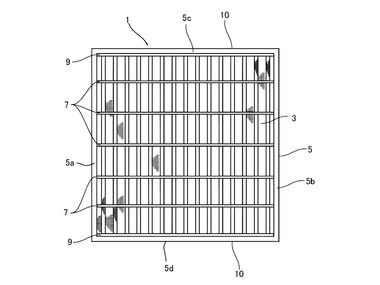
【図1】本発明の製造方法による高温用エアフィルタの正面図である。
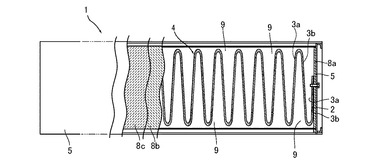
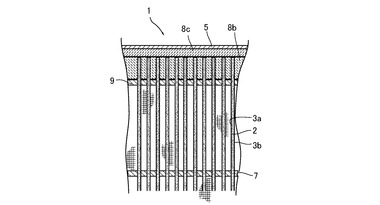
【図2】図1の高温用エアフィルタの一部破断面を含む平面図である。
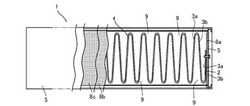
【図3】図1の高温用エアフィルタの一部縦断面図である。
【発明を実施するための形態】
【0008】
以下、本発明の高温用エアフィルタの実施の形態につき説明する。
本発明の高温用フィルタは、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とするものである。
前記濾過体の濾材としては、バインダを含まないガラス繊維の成形シートから成る濾材を用いる。前記成形シートから成る濾材としては、Eガラス(無アルカリガラス、軟化点750〜1100℃)繊維を用いた濾材は500℃仕様、Cガラス(含アルカリガラス、軟化点600〜750℃)繊維を用いた濾材は400℃仕様のものとして使用できる。前記ガラス繊維は軟化点600〜1100℃のものが好ましい。これは、前記ガラス繊維の軟化点が600℃未満の場合は、耐熱性が不足して高温使用時に濾材が軟化した状態で風圧を受けるため、濾材の密度が上がり圧力損失の上昇となる問題があり、軟化点が1100℃を超える場合は、火炎法等による短繊維化が困難なため、成形シートを形成できない問題があるからである。また、前記ガラス繊維は、Cガラス、Eガラス、Sガラス等の短繊維を使用することが好ましい。前記成形シートは、400〜500℃の高温で使用する乾燥機の高温用エアフィルタの濾材として用いた場合であっても、前記成形シートを構成しているガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらの発生を防止することができる。
前記成形シートは、火炎法、遠心法等によりガラス溶融炉から紡糸したガラス短繊維を、集綿機により巾方向及び流れ方向に均一な密度分布となるようにシート状に形成したものが好ましい。即ち、従来、集綿機によりガラス繊維をフェルト状とした後、シートの形状を維持することなく未成形の状態で、フェルト化されたガラス繊維綿を手作業でシート形状の濾材としていたため、密度むらが発生していたが、前記した通り、前記ガラス繊維を集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成し、該成形シートの形状を保持したまま、巾方向及び流れ方向共に均一な密度分布を有する濾材として用いていることが好ましい。例えば、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いているとより好ましい。
【0009】
前記高温用エアフィルタに使用する濾材は、目付が75〜84g/m2のものが好ましい。濾材の目付が75g/m2未満であると、該濾材を耐熱性網体で挟持して濾過体とする場合の組立時の取扱性に劣り、所望の効率90%以上(at0.2〜0.5μm)が得られない問題がある。また、目付が84g/m2を超えると濾材通過風速8m/sで圧力損失が高く360Pa以下を得られず、また、嵩張って組立性に劣るからである。
また、前記濾材は、厚さ7.5〜10.5mmのものが好ましい。濾材の厚さが7.5mm未満であると、該濾材を耐熱性網体で挟持して濾過体とする場合の組立時の取扱性に劣り、所望の効率90%以上(at0.2〜0.5μm)が得られない問題がある。また、濾材の厚さが10.5mmを超えると濾材通過風速8m/sで圧力損失が高く360Pa以下を得られず、また、嵩張って組立性に劣るからである。
尚、後記するように複数枚の濾材を積層して用いる場合の濾材の厚みは、積層後の厚みが前記7.5〜10.5mmの範囲となるような厚みにすればよい。
【0010】
高温用エアフィルタに用いる濾材は、集綿機によって巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを用いた場合であっても、成形シートに不可避的に生じる微少な密度むらを解消するため、目付の低い成形シートを複数枚、好ましくは3枚積層して濾材として使用することが好ましい。成形シートを複数枚積層して濾材とすることにより、濾材全体として成形シートの不可避的な密度むらを解消し、濾材密度のばらつきを低減して捕集効率の均一性を向上することができるためである。この場合、目付が25〜28g/m2の成形シートを使用することが好ましい。目付が25g/m2未満であると、濾過体を組み立てる際の成形シートの取扱性に劣る問題がある。また、目付が28g/m2を超えると成形シートを複数枚積層した場合に、84g/m2を超えてしまい、圧力損失が高く、嵩張って組立性に劣るという問題があるからである。
【0011】
前記成形シートは、成形シートを構成するガラス繊維の平均繊維径及び成形シートを濾材として用いた場合の目付などを適宜選択することにより、所望の捕集効率及び圧力損失を有する高温用エアフィルタの濾材として好適なものを作製することができる。
例えば、捕集効率90%(at0.2〜0.5μm)以上のエアフィルタに使用する成形シートを構成するガラス繊維は、平均繊維径が0.6〜0.8μmのガラス短繊維を使用することが好ましい。前記ガラス繊維の平均繊維径が0.6μm未満であると、繊維化及びシート化が困難であり、平均繊維径が0.8μmを超えると、該ガラス繊維により成形した成形シートから成る濾材は、所望の捕集効率が得られなくなるからである。
【0012】
前記耐熱性網体としては、乾燥機の熱に耐え得るステンレス等の金属や、耐熱性の合成樹脂等を用いて形成することが好ましい。また、前記耐熱性網体としては、できるだけ圧力損失が低いことが望ましく、且つガラス繊維の成形シートから成る濾材を確実に保持できる程度に網目が細かいことが望ましい。
また、例えば、流入側が36×40メッシュ線径0.193mmの金網で、流出側が38×60メッシュ線径0.1524mmの金網で構成する等、流入側の網体を粗く、且つ太線で、流出側を密に、且つ、細線で構成するのが好ましい。
【0013】
前記櫛歯状押さえ板は、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟むことができればよいので、その櫛歯の形状は濾材のジグザグ形状に対応するものとなり、また、耐熱性を考慮するとステンレス板等の金属板や合成樹脂板等の耐熱材料で構成するのが好ましい。
【0014】
櫛歯状スペーサ板は、前記上下の櫛歯状押さえ板の間において間隔を存して、前記濾過体を気流の上下流側から水平に挟むことができればよいので、その櫛歯の形状は前記櫛歯状押さえ板の櫛歯の形状と同様に、濾材のジグザグ形状に対応するものとなり、また、耐熱性を考慮するとステンレス板等の金属板や耐熱合成樹脂板等の耐熱材料で構成するのが好ましい。
尚、櫛歯状スペーサ板は、前記櫛歯状押さえ板と同一形状としても構わない。
尚、前記櫛歯状スペーサ板間、並びに、前記櫛歯状押さえ板と前記櫛歯状スペーサ板間の間隔は90〜120mmとする必要がある。これは90mm未満であると櫛歯状押さえ板と櫛歯状押さえ板の間隔が拡くなることにより、櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)効果がなくなり、使用時に濾過体が風圧で押されて変形することを要因とする圧力損失の悪化の問題があるからであり、また、120mmを越えると櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)効果が強くなりすぎ風の流れが制約されることを要因とする圧力損失の悪化の問題があるからである。
また、本発明による高温用エアフィルタを構成する枠体は、高温用エアフィルタを用いる乾燥機の雰囲気温度に耐え得るステンレス等の金属板や合成樹脂板等の耐熱材料を使用することが好ましい。
【0015】
次に、本発明による高温用エアフィルタを図面を参照しつつ説明する。
図1乃至図3に示すように、本発明による高温用エアフィルタ1は、バインダを含まないガラス繊維の成形シートから成る濾材2と該濾材2を両側面から挟持した耐熱性網体3a,3bとから成るジグザグ状の濾過体4を、枠体5(5a,5b,5c,5d)との気密性を維持する耐熱性シール材8a,8b,8cを介在させて前記枠体5内に収容固定した構成となっている。
【0016】
ジグザグ状の濾過体4は、該濾過体3のジグザグ状の空間内に挿入して濾過体3の表裏面、即ち、気流の上下流側面に当接する櫛歯状スペーサ板7の対を、該濾過体4の前後、即ち、気流の上下流側から水平に挿入され、このような櫛歯状スペーサ板7の5対を上下方向一定の間隔で挿入されて濾過体4のジグザグ状の間隔を安定に保持した状態で両側枠体5a,5a間に固定されている。
【0017】
濾過体4は、濾過体4と両側枠体5a,5bとの間に耐熱性シール材8aを介在させて、図略のボルトによって両側枠体5a,5bに気密に固定されている。尚、耐熱性シール材8aを介して濾過体4を両側枠体5a,5bに固定する手段は、ボルトに限られることなく、他の固定手段によって固定することも可能である。
【0018】
前記濾過体4の上下縁部の近辺には、該濾過体4のジグザグ状の空間内に挿入して濾過体4の表裏面、即ち、気流の上下流側面に当接する櫛歯状押さえ板9を各一対、濾過体4の前後、即ち、気流の上下流側から水平に挿入されている。この櫛歯状押さえ板9を挿入したことによって、各櫛歯状押さえ板9から前記濾過体4の上下縁部に至るまでの空間領域にフェルト状の耐熱性シール材8bを充填すると共に、該充填した耐熱性シール材8bと上下枠体5c,5dとの間に前記濾材2と同様のガラス繊維から成る成形シートを複数枚積層した耐熱性シール材8cを介在させ、櫛歯状押さえ板9,9と上下枠体5c,5dとで、耐熱性シール材8b,8cを全体的に挟んで押圧し、濾過体4の上下縁部を耐熱性シール材8b,8cが介在している状態で上下枠体5b,5bに圧着し、該耐熱性シール材8b,8cの緩衝作用によって濾過体4と上下枠体5c,5dとの気密性を維持した状態で濾過体4を枠体5に収容固定している。このため、高温での使用により濾材2が上下方向に伸縮した場合であっても、前記櫛歯状押さえ板9と上下枠体5c,5dの間に介在されている耐熱性シール材8b,8cが濾材2の伸縮を吸収して濾過体4の上下縁部と上下枠体5c,5dとの気密性を維持し、高温用エアフィルタ1の良好なシール性を保持することができる。
【0019】
前記耐熱シール材8a,8cとして、平均繊維径0.8μmのC(含アルスリガラス)ガラス繊維から成る目付25g/m2の成形シートを用いるた。
また、前記耐熱性シール材8bとして、フェルト状の平均繊維径0.8μmのC(含アルスリガラス)ガラス繊維綿を用いた。
8a,8b,8cとして濾材2と同一の耐熱性材料を使用することができるが、前述のようにフェルト状のガラス綿の塊と前記濾材2と同様の成形シートとを併用する場合に限らず、耐熱性シール材として、全体的にフェルト状のガラス綿の塊を用いることも可能であり、前記濾材2と同様の成形シートを充填可能となるように切断し、若しくは積層して用いることも可能である。
【0020】
また、前記枠体5(5a,5a,5b,5b)も、高温用エアフィルタを用いた乾燥機の雰囲気温度に耐え得るステンレス等の金属や合成樹脂等を使用することができる。
【実施例】
【0021】
次に、本発明の高温用エアフィルタの製造方法の具体的な実施例を比較例と共に説明するが、本発明はこれら実施例に限定されるものではない。
【0022】
(実施例1)
本実施例による高温用エアフィルタは、図1乃至3に示す構造のものにおいて、濾材として、火炎法により紡糸された平均繊維径0.6μmのCガラス(含アルカリガラス)繊維のみをバインダを用いることなく集綿機により目付25g/m2のシート状に成形し、この成形シートを3枚積層して目付75g/m2とものを用いた。該濾材を両側面からジグザグ状に挟持する耐熱性網体として、流入側36×40メッシュ線径0.193mm、流出側38×60メッシュ線径0.1524mmのステンレス製の金網から成るものを用いて、単位フィルタ容積当たり濾材面積53.6m2/m3(山折り畳み濾材面積5.6m2/台)のジグザグ状の濾過体を形成した。また、耐熱性シール材として、フェルト状の平均繊維径0.6μmのCガラス繊維から成るガラス繊維綿と、平均繊維径0.6μmのCガラス繊維から成る成形シートを20g/台(610×290mmを上下2箇所)用いた。また、平均繊維径0.8μmのC(含アルスリガラス)ガラス繊維を目付25g/m2の成形シートにした耐熱性シール材を左右の側枠体に用いた。
また、前記櫛歯状押さえ板は、図示の通り、前記濾過体の上下縁部の両方に設けた。
また、櫛歯状スペーサ板は約100mm間隔で片側5本ずつ計5対で濾過体を挟みこみ固定した。
前記高温用エアフィルタを構成する枠体、櫛歯状押さえ板、櫛歯状スペーサ板は、共にステンレス製のものを用いた。
【0023】
(比較例1)
比較例1の高温用エアフィルタは、前記5対の櫛歯状スペーサ板に替え、特許文献1に記載されたような、水平に横断して固定された直線基杆に、濾過体のジグザグ状の間隔を安定に保持するスペース保護用突起部を設けた波形状基杆を固定した耐熱製スペーサを約150mm間隔で片側3本ずつ計3対で濾過体を挟みこみ固定した以外は、前記実施例1と同様にして、高温用エアフィルタを得た。
【0024】
(比較例2)
比較例2の高温用エアフィルタは、前記5対の櫛歯状スペーサ板に替え、特許文献1に記載されたような、水平に横断して固定された直線基杆に、濾過体のジグザグ状の間隔を安定に保持するスペース保護用突起部を設けた波形状基杆を固定した耐熱製スペーサを約100mm間隔で片側5本ずつ計5対で濾過体を挟みこみ固定した以外は、前記実施例1と同様にして、高温用エアフィルタを得た。
【0025】
(比較例3)
比較例3の高温用エアフィルタは、前記5対の櫛歯状スペーサ板に替え、櫛歯状スペーサ板を約150mm間隔で片側3枚ずつ計3対で濾過体を挟みこみ固定した以外は、前記実施例1と同様にして、高温用エアフィルタを得た。
【0026】
次に、このようにして得られた実施例1及び比較例1、2、3の寸法610×610×290mmの大きさの高温用エアフィルタに400℃で通風し、1時間空焼き後、400℃1時間を10サイクルのヒートサイクル試験後の圧力損失を、常温で測定し、高温用エアフィルタの耐熱性能を評価した。その結果を下記表1に示す。
【0027】
尚、圧力損失は次のようにして測定した。
[圧力損失]
各高温用エアフィルタに、通過風速8m/sで空気を通過させた時の通過抵抗をマノメーターにより測定した。
判定基準:圧力損失のヒートサイクル試験後の値が360Pa以下を○、360Pa超を×とした。
【0028】
【表1】

【0029】
表1に示す結果から以下のことが分かった。
実施例1は片側5本ずつ計5対の櫛歯状押さえ板で濾過体を挟みこみ固定すると共に、櫛歯状押さえ板と櫛歯状押さえ板を約100mm間隔とし、櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)化し、これら各閉空間内に層流を形成できるために高風量においても濾過体の形状変形を確実に防止できるため、ヒートサイクル試験後(通風後)の状態で360Paという優れた圧力損失の結果が得られた。
比較例1は、片側3本ずつ計3対の耐熱製スペーサで濾過体を挟みこみ約150mm間隔で固定しただけで、実施例1のような気密(隔離)化構造がないため使用時に濾過体が風圧で押されて変形することを要因とする圧力損失の悪化の問題からヒートサイクル試験後(通風後)の状態で850Paという最も悪い圧力損失の結果が得られた。
比較例2は、片側5本ずつ計5対の耐熱製スペーサで濾過体を挟みこみ約100mm間隔で固定しただけで、実施例1のような気密(隔離)化構造がないため、使用時に濾過体が風圧で押されて変形することを要因とする圧力損失の悪化の問題を僅かに改善されたものの、ヒートサイクル試験後(通風後)の状態で600Paという悪い圧力損失の結果が得られた。
比較例3は、片側3枚ずつ計3対の櫛歯状押さえ板で濾過体を挟みこみ固定すると共に、櫛歯状押さえ板と櫛歯状押さえ板を約150mm間隔とし、櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)化構造としたが、実施例1に比べると気密(隔離)化による効果が小さくなり、ヒートサイクル試験後(通風後)の状態で800Paという悪い圧力損失の結果が得られた。
【符号の説明】
【0030】
1 高温用エアフィルタ
2 濾材
3a 耐熱性網体
3b 耐熱性網体
4 濾過体
5 枠体
5a 側枠体
5b 側枠体
5c 上枠体
5d 下枠体
7 櫛歯状スペーサ板
8a 耐熱性シール材
8b 耐熱性シール材
8c 耐熱性シール材
9 くし歯状押さえ板
【技術分野】
【0001】
本発明は、トンネル型乾燥滅菌機の乾燥機のような高温清浄空気で物品を乾燥する乾燥機等に付設される高風量の循環空気清浄用として用いるのに好適な高温用エアフィルタに関する。
【背景技術】
【0002】
近年、製薬工業、食品産業等に用いられる乾燥機には、循環空気を清浄化するための高温用エアフィルタが併設されるようになってきている。かかる高温用エアフィルタはガラス繊維を主体とし、有機バインダを用いて抄紙した紙を濾材として、枠体内にジグザグ状に折り曲げて、収容固定したものが使用されてきた。
このような乾燥機に用いる高温用エアフィルタは、その使用において、例えば250〜450℃の高温に加熱された空気が前記濾材に触れると、濾材を構成している紙中の有機バインダが炭化し、乾燥機の使用時ごとに、流出側表面及びこれに近い層内部の炭化物が発塵、飛散する不都合があった。出願人がその原因を追求したところ、次の事実が判明した。即ち、乾燥機を毎日所要時間運転する場合、その繰り返しの使用で有機バインダが炭化し、該有機バインダが炭化物として濾材内部に存在することとなる。前記乾燥機の運転開始と運転停止において、運転開始時に常温の空気が昇温し、運転停止時には高温空気の温度が常温まで下降するが、それに伴い濾材を構成している紙が膨張、収縮し、かかる紙の動揺によって、特に、紙の流出側表面及びそれよりやや深い流出側層中の炭化物が動き易くなり、濾材を通る空気流により持ち運ばれて、いわゆる発塵飛散の現象がみられるようになる。このような有機バインダの炭化は、同時にガラス繊維間の結合の劣化、フィルタ作用の劣化も伴う。また、使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮するが、この伸縮により濾材の上下縁部と該濾材を収容固定している上下枠体の気密状態が維持されない。
このため、本出願人は、上記問題点を解決するべく、乾燥機の繰り返し使用でも、炭化物の発塵、飛散が全くなく、且つ長期に亘り安定に使用し得る高温用エアフィルタとして、特許文献1において、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定して成る高温用エアフィルタを提案した。尚、この高温用エアフィルタにおいては、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において間隔を存して、前記濾過体を気流の上下流側から水平に挟むために直線基杆にスペース保護用突起部を備えた波形状基杆を設けた棒状スペーサを複数個設けて前記濾過体の形状を維持するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−260016号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、トンネル型乾燥滅菌機の乾燥機等で使用される高温用エアフィルタは、従来10CMMで使用されていたが、高風量で使用することで短時間に大量に滅菌処理できることから高風量で使用できるものが求められているが、特許文献1の高温用エアフィルタでは、濾材面積50m2/m3未満であるが、高風量処理時にろ材抵抗やろ材変形による圧力損失が大きくなりすぎ、送風機の能力が不足となったり、より大容量のものを使用しなくてはならない問題があった。
【課題を解決するための手段】
【0005】
本発明者等はかかる課題を解決するべく鋭意検討の結果、濾過体の上下端部のみならずその上下方向全体に亘り濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板で特定の間隔で保持し、これら櫛歯状スペーサ板間、並びに、櫛歯状押さえ板と櫛歯状スペーサ板間に独立した閉空間を形成することで前記課題を解決できることを知見した。
本発明の高温用エアフィルタはかかる知見に基づき成されたもので、請求項1記載の通り、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とする。
また、請求項2記載の高温用エアフィルタは、請求項1記載の高温用エアフィルタにおいて、前記ガラス繊維は平均繊維径0.6〜0.8μmのガラス繊維から成ることを特徴とする。
また、請求項3記載の高温用エアフィルタは、請求項1又は2記載の高温用エアフィルタにおいて、前記濾材は、厚さ7.5〜10.5mm、目付75〜84g/m2の成形シートから成ることを特徴とする。
また、請求項4記載の高温用エアフィルタは、請求項1乃至3の何れかに記載の高温用エアフィルタにおいて、前記濾材は、前記成形シートを複数枚積層したものであることを特徴とする。
【発明の効果】
【0006】
本発明による高温用エアフィルタは、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数個を設けたことにより、610×610mm当たり30CMMの高風量で圧力損失360Pa以下の高温用エアフィルタを提供できる。
即ち、本発明による高温用エアフィルタは、バインダを含まないガラス繊維のみから成る成形シートを濾材として用いるため、最高使用温度400〜500℃の高温空気を通過させて使用する際にも、発塵を発生することなく、高温エアを循環させることができる。また、ガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらによる圧力損失の上昇を生じることなく、長期間の使用が可能となる。
また、前記成形シートから成る濾材を、耐熱性網体で両側面から挟持してジグザグ状の濾過体としているため、濾材を長期に亘り安定に保持し、長期に亘り良好な高温フィルタ作用を行うことができる。
また、前記濾過体の上下の各縁部において、気流の上下流側から前記濾過体を水平に挟む一対の櫛歯状押さえ板を設け、前記耐熱性シール材を、前記枠体及び前記櫛歯状押さえ板で挟み、前記濾過体の上下縁部の間に耐熱性シール材を介在させた状態で枠体に気密に収容固定しているため、高温エアフィルタ使用時の雰囲気温度の変化に伴って、濾材が上下方向に伸縮した場合であっても、前記濾過体と枠体との間に介在させた耐熱性シール材の緩衝作用によって、該耐熱性シール材が濾材の伸縮を吸収して濾過体の上下縁部と枠体との気密性を維持し、長期に亘り良好なシール性を保つことができるため、漏洩の問題を生じることなく、長期に亘り安定なフィルタ性能を維持できる。
また、前記上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたため、これら櫛歯状スペーサ板による濾過体の形状保持と相俟って、櫛歯状スペーサ板間、並びに、櫛歯状押さえ板と櫛歯状スペーサ板間に各独立した閉空間を形成でき、これら各閉空間内に層流を形成できるために高風量においても濾過体の形状変形を確実に防止できる。
【図面の簡単な説明】
【0007】
【図1】本発明の製造方法による高温用エアフィルタの正面図である。
【図2】図1の高温用エアフィルタの一部破断面を含む平面図である。
【図3】図1の高温用エアフィルタの一部縦断面図である。
【発明を実施するための形態】
【0008】
以下、本発明の高温用エアフィルタの実施の形態につき説明する。
本発明の高温用フィルタは、バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とするものである。
前記濾過体の濾材としては、バインダを含まないガラス繊維の成形シートから成る濾材を用いる。前記成形シートから成る濾材としては、Eガラス(無アルカリガラス、軟化点750〜1100℃)繊維を用いた濾材は500℃仕様、Cガラス(含アルカリガラス、軟化点600〜750℃)繊維を用いた濾材は400℃仕様のものとして使用できる。前記ガラス繊維は軟化点600〜1100℃のものが好ましい。これは、前記ガラス繊維の軟化点が600℃未満の場合は、耐熱性が不足して高温使用時に濾材が軟化した状態で風圧を受けるため、濾材の密度が上がり圧力損失の上昇となる問題があり、軟化点が1100℃を超える場合は、火炎法等による短繊維化が困難なため、成形シートを形成できない問題があるからである。また、前記ガラス繊維は、Cガラス、Eガラス、Sガラス等の短繊維を使用することが好ましい。前記成形シートは、400〜500℃の高温で使用する乾燥機の高温用エアフィルタの濾材として用いた場合であっても、前記成形シートを構成しているガラス繊維が軟化して風圧によりへたることがなく、このガラス繊維のへたりによって生じる密度むらの発生を防止することができる。
前記成形シートは、火炎法、遠心法等によりガラス溶融炉から紡糸したガラス短繊維を、集綿機により巾方向及び流れ方向に均一な密度分布となるようにシート状に形成したものが好ましい。即ち、従来、集綿機によりガラス繊維をフェルト状とした後、シートの形状を維持することなく未成形の状態で、フェルト化されたガラス繊維綿を手作業でシート形状の濾材としていたため、密度むらが発生していたが、前記した通り、前記ガラス繊維を集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成し、該成形シートの形状を保持したまま、巾方向及び流れ方向共に均一な密度分布を有する濾材として用いていることが好ましい。例えば、集綿機により巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを、一旦ロール状に巻き取った後、巻き取ったロール状の成形シートを再びシート状に展開し、濾材として用いているとより好ましい。
【0009】
前記高温用エアフィルタに使用する濾材は、目付が75〜84g/m2のものが好ましい。濾材の目付が75g/m2未満であると、該濾材を耐熱性網体で挟持して濾過体とする場合の組立時の取扱性に劣り、所望の効率90%以上(at0.2〜0.5μm)が得られない問題がある。また、目付が84g/m2を超えると濾材通過風速8m/sで圧力損失が高く360Pa以下を得られず、また、嵩張って組立性に劣るからである。
また、前記濾材は、厚さ7.5〜10.5mmのものが好ましい。濾材の厚さが7.5mm未満であると、該濾材を耐熱性網体で挟持して濾過体とする場合の組立時の取扱性に劣り、所望の効率90%以上(at0.2〜0.5μm)が得られない問題がある。また、濾材の厚さが10.5mmを超えると濾材通過風速8m/sで圧力損失が高く360Pa以下を得られず、また、嵩張って組立性に劣るからである。
尚、後記するように複数枚の濾材を積層して用いる場合の濾材の厚みは、積層後の厚みが前記7.5〜10.5mmの範囲となるような厚みにすればよい。
【0010】
高温用エアフィルタに用いる濾材は、集綿機によって巾方向及び流れ方向共に均一な密度分布となるようにシート状に形成した成形シートを用いた場合であっても、成形シートに不可避的に生じる微少な密度むらを解消するため、目付の低い成形シートを複数枚、好ましくは3枚積層して濾材として使用することが好ましい。成形シートを複数枚積層して濾材とすることにより、濾材全体として成形シートの不可避的な密度むらを解消し、濾材密度のばらつきを低減して捕集効率の均一性を向上することができるためである。この場合、目付が25〜28g/m2の成形シートを使用することが好ましい。目付が25g/m2未満であると、濾過体を組み立てる際の成形シートの取扱性に劣る問題がある。また、目付が28g/m2を超えると成形シートを複数枚積層した場合に、84g/m2を超えてしまい、圧力損失が高く、嵩張って組立性に劣るという問題があるからである。
【0011】
前記成形シートは、成形シートを構成するガラス繊維の平均繊維径及び成形シートを濾材として用いた場合の目付などを適宜選択することにより、所望の捕集効率及び圧力損失を有する高温用エアフィルタの濾材として好適なものを作製することができる。
例えば、捕集効率90%(at0.2〜0.5μm)以上のエアフィルタに使用する成形シートを構成するガラス繊維は、平均繊維径が0.6〜0.8μmのガラス短繊維を使用することが好ましい。前記ガラス繊維の平均繊維径が0.6μm未満であると、繊維化及びシート化が困難であり、平均繊維径が0.8μmを超えると、該ガラス繊維により成形した成形シートから成る濾材は、所望の捕集効率が得られなくなるからである。
【0012】
前記耐熱性網体としては、乾燥機の熱に耐え得るステンレス等の金属や、耐熱性の合成樹脂等を用いて形成することが好ましい。また、前記耐熱性網体としては、できるだけ圧力損失が低いことが望ましく、且つガラス繊維の成形シートから成る濾材を確実に保持できる程度に網目が細かいことが望ましい。
また、例えば、流入側が36×40メッシュ線径0.193mmの金網で、流出側が38×60メッシュ線径0.1524mmの金網で構成する等、流入側の網体を粗く、且つ太線で、流出側を密に、且つ、細線で構成するのが好ましい。
【0013】
前記櫛歯状押さえ板は、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟むことができればよいので、その櫛歯の形状は濾材のジグザグ形状に対応するものとなり、また、耐熱性を考慮するとステンレス板等の金属板や合成樹脂板等の耐熱材料で構成するのが好ましい。
【0014】
櫛歯状スペーサ板は、前記上下の櫛歯状押さえ板の間において間隔を存して、前記濾過体を気流の上下流側から水平に挟むことができればよいので、その櫛歯の形状は前記櫛歯状押さえ板の櫛歯の形状と同様に、濾材のジグザグ形状に対応するものとなり、また、耐熱性を考慮するとステンレス板等の金属板や耐熱合成樹脂板等の耐熱材料で構成するのが好ましい。
尚、櫛歯状スペーサ板は、前記櫛歯状押さえ板と同一形状としても構わない。
尚、前記櫛歯状スペーサ板間、並びに、前記櫛歯状押さえ板と前記櫛歯状スペーサ板間の間隔は90〜120mmとする必要がある。これは90mm未満であると櫛歯状押さえ板と櫛歯状押さえ板の間隔が拡くなることにより、櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)効果がなくなり、使用時に濾過体が風圧で押されて変形することを要因とする圧力損失の悪化の問題があるからであり、また、120mmを越えると櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)効果が強くなりすぎ風の流れが制約されることを要因とする圧力損失の悪化の問題があるからである。
また、本発明による高温用エアフィルタを構成する枠体は、高温用エアフィルタを用いる乾燥機の雰囲気温度に耐え得るステンレス等の金属板や合成樹脂板等の耐熱材料を使用することが好ましい。
【0015】
次に、本発明による高温用エアフィルタを図面を参照しつつ説明する。
図1乃至図3に示すように、本発明による高温用エアフィルタ1は、バインダを含まないガラス繊維の成形シートから成る濾材2と該濾材2を両側面から挟持した耐熱性網体3a,3bとから成るジグザグ状の濾過体4を、枠体5(5a,5b,5c,5d)との気密性を維持する耐熱性シール材8a,8b,8cを介在させて前記枠体5内に収容固定した構成となっている。
【0016】
ジグザグ状の濾過体4は、該濾過体3のジグザグ状の空間内に挿入して濾過体3の表裏面、即ち、気流の上下流側面に当接する櫛歯状スペーサ板7の対を、該濾過体4の前後、即ち、気流の上下流側から水平に挿入され、このような櫛歯状スペーサ板7の5対を上下方向一定の間隔で挿入されて濾過体4のジグザグ状の間隔を安定に保持した状態で両側枠体5a,5a間に固定されている。
【0017】
濾過体4は、濾過体4と両側枠体5a,5bとの間に耐熱性シール材8aを介在させて、図略のボルトによって両側枠体5a,5bに気密に固定されている。尚、耐熱性シール材8aを介して濾過体4を両側枠体5a,5bに固定する手段は、ボルトに限られることなく、他の固定手段によって固定することも可能である。
【0018】
前記濾過体4の上下縁部の近辺には、該濾過体4のジグザグ状の空間内に挿入して濾過体4の表裏面、即ち、気流の上下流側面に当接する櫛歯状押さえ板9を各一対、濾過体4の前後、即ち、気流の上下流側から水平に挿入されている。この櫛歯状押さえ板9を挿入したことによって、各櫛歯状押さえ板9から前記濾過体4の上下縁部に至るまでの空間領域にフェルト状の耐熱性シール材8bを充填すると共に、該充填した耐熱性シール材8bと上下枠体5c,5dとの間に前記濾材2と同様のガラス繊維から成る成形シートを複数枚積層した耐熱性シール材8cを介在させ、櫛歯状押さえ板9,9と上下枠体5c,5dとで、耐熱性シール材8b,8cを全体的に挟んで押圧し、濾過体4の上下縁部を耐熱性シール材8b,8cが介在している状態で上下枠体5b,5bに圧着し、該耐熱性シール材8b,8cの緩衝作用によって濾過体4と上下枠体5c,5dとの気密性を維持した状態で濾過体4を枠体5に収容固定している。このため、高温での使用により濾材2が上下方向に伸縮した場合であっても、前記櫛歯状押さえ板9と上下枠体5c,5dの間に介在されている耐熱性シール材8b,8cが濾材2の伸縮を吸収して濾過体4の上下縁部と上下枠体5c,5dとの気密性を維持し、高温用エアフィルタ1の良好なシール性を保持することができる。
【0019】
前記耐熱シール材8a,8cとして、平均繊維径0.8μmのC(含アルスリガラス)ガラス繊維から成る目付25g/m2の成形シートを用いるた。
また、前記耐熱性シール材8bとして、フェルト状の平均繊維径0.8μmのC(含アルスリガラス)ガラス繊維綿を用いた。
8a,8b,8cとして濾材2と同一の耐熱性材料を使用することができるが、前述のようにフェルト状のガラス綿の塊と前記濾材2と同様の成形シートとを併用する場合に限らず、耐熱性シール材として、全体的にフェルト状のガラス綿の塊を用いることも可能であり、前記濾材2と同様の成形シートを充填可能となるように切断し、若しくは積層して用いることも可能である。
【0020】
また、前記枠体5(5a,5a,5b,5b)も、高温用エアフィルタを用いた乾燥機の雰囲気温度に耐え得るステンレス等の金属や合成樹脂等を使用することができる。
【実施例】
【0021】
次に、本発明の高温用エアフィルタの製造方法の具体的な実施例を比較例と共に説明するが、本発明はこれら実施例に限定されるものではない。
【0022】
(実施例1)
本実施例による高温用エアフィルタは、図1乃至3に示す構造のものにおいて、濾材として、火炎法により紡糸された平均繊維径0.6μmのCガラス(含アルカリガラス)繊維のみをバインダを用いることなく集綿機により目付25g/m2のシート状に成形し、この成形シートを3枚積層して目付75g/m2とものを用いた。該濾材を両側面からジグザグ状に挟持する耐熱性網体として、流入側36×40メッシュ線径0.193mm、流出側38×60メッシュ線径0.1524mmのステンレス製の金網から成るものを用いて、単位フィルタ容積当たり濾材面積53.6m2/m3(山折り畳み濾材面積5.6m2/台)のジグザグ状の濾過体を形成した。また、耐熱性シール材として、フェルト状の平均繊維径0.6μmのCガラス繊維から成るガラス繊維綿と、平均繊維径0.6μmのCガラス繊維から成る成形シートを20g/台(610×290mmを上下2箇所)用いた。また、平均繊維径0.8μmのC(含アルスリガラス)ガラス繊維を目付25g/m2の成形シートにした耐熱性シール材を左右の側枠体に用いた。
また、前記櫛歯状押さえ板は、図示の通り、前記濾過体の上下縁部の両方に設けた。
また、櫛歯状スペーサ板は約100mm間隔で片側5本ずつ計5対で濾過体を挟みこみ固定した。
前記高温用エアフィルタを構成する枠体、櫛歯状押さえ板、櫛歯状スペーサ板は、共にステンレス製のものを用いた。
【0023】
(比較例1)
比較例1の高温用エアフィルタは、前記5対の櫛歯状スペーサ板に替え、特許文献1に記載されたような、水平に横断して固定された直線基杆に、濾過体のジグザグ状の間隔を安定に保持するスペース保護用突起部を設けた波形状基杆を固定した耐熱製スペーサを約150mm間隔で片側3本ずつ計3対で濾過体を挟みこみ固定した以外は、前記実施例1と同様にして、高温用エアフィルタを得た。
【0024】
(比較例2)
比較例2の高温用エアフィルタは、前記5対の櫛歯状スペーサ板に替え、特許文献1に記載されたような、水平に横断して固定された直線基杆に、濾過体のジグザグ状の間隔を安定に保持するスペース保護用突起部を設けた波形状基杆を固定した耐熱製スペーサを約100mm間隔で片側5本ずつ計5対で濾過体を挟みこみ固定した以外は、前記実施例1と同様にして、高温用エアフィルタを得た。
【0025】
(比較例3)
比較例3の高温用エアフィルタは、前記5対の櫛歯状スペーサ板に替え、櫛歯状スペーサ板を約150mm間隔で片側3枚ずつ計3対で濾過体を挟みこみ固定した以外は、前記実施例1と同様にして、高温用エアフィルタを得た。
【0026】
次に、このようにして得られた実施例1及び比較例1、2、3の寸法610×610×290mmの大きさの高温用エアフィルタに400℃で通風し、1時間空焼き後、400℃1時間を10サイクルのヒートサイクル試験後の圧力損失を、常温で測定し、高温用エアフィルタの耐熱性能を評価した。その結果を下記表1に示す。
【0027】
尚、圧力損失は次のようにして測定した。
[圧力損失]
各高温用エアフィルタに、通過風速8m/sで空気を通過させた時の通過抵抗をマノメーターにより測定した。
判定基準:圧力損失のヒートサイクル試験後の値が360Pa以下を○、360Pa超を×とした。
【0028】
【表1】
【0029】
表1に示す結果から以下のことが分かった。
実施例1は片側5本ずつ計5対の櫛歯状押さえ板で濾過体を挟みこみ固定すると共に、櫛歯状押さえ板と櫛歯状押さえ板を約100mm間隔とし、櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)化し、これら各閉空間内に層流を形成できるために高風量においても濾過体の形状変形を確実に防止できるため、ヒートサイクル試験後(通風後)の状態で360Paという優れた圧力損失の結果が得られた。
比較例1は、片側3本ずつ計3対の耐熱製スペーサで濾過体を挟みこみ約150mm間隔で固定しただけで、実施例1のような気密(隔離)化構造がないため使用時に濾過体が風圧で押されて変形することを要因とする圧力損失の悪化の問題からヒートサイクル試験後(通風後)の状態で850Paという最も悪い圧力損失の結果が得られた。
比較例2は、片側5本ずつ計5対の耐熱製スペーサで濾過体を挟みこみ約100mm間隔で固定しただけで、実施例1のような気密(隔離)化構造がないため、使用時に濾過体が風圧で押されて変形することを要因とする圧力損失の悪化の問題を僅かに改善されたものの、ヒートサイクル試験後(通風後)の状態で600Paという悪い圧力損失の結果が得られた。
比較例3は、片側3枚ずつ計3対の櫛歯状押さえ板で濾過体を挟みこみ固定すると共に、櫛歯状押さえ板と櫛歯状押さえ板を約150mm間隔とし、櫛歯状押さえ板と櫛歯状押さえ板間に独立した閉空間を形成する気密(隔離)化構造としたが、実施例1に比べると気密(隔離)化による効果が小さくなり、ヒートサイクル試験後(通風後)の状態で800Paという悪い圧力損失の結果が得られた。
【符号の説明】
【0030】
1 高温用エアフィルタ
2 濾材
3a 耐熱性網体
3b 耐熱性網体
4 濾過体
5 枠体
5a 側枠体
5b 側枠体
5c 上枠体
5d 下枠体
7 櫛歯状スペーサ板
8a 耐熱性シール材
8b 耐熱性シール材
8c 耐熱性シール材
9 くし歯状押さえ板
【特許請求の範囲】
【請求項1】
バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とする高温用エアフィルタ。
【請求項2】
前記ガラス繊維は平均繊維径0.6〜0.8μmのガラス繊維から成ることを特徴とする請求項1記載の高温用エアフィルタ。
【請求項3】
前記濾材は、厚さ7.5〜10.5mm、目付75〜84g/m2の成形シートから成ることを特徴とする請求項1又は2記載の高温用エアフィルタ。
【請求項4】
前記濾材は、前記成形シートを複数枚積層したものであることを特徴とする請求項1乃至3の何れかに記載の高温用エアフィルタ。
【請求項1】
バインダを含まないガラス繊維の成形シートから成る濾材と該濾材を両側面から挟持した耐熱性網体とから成るジグザグ状の濾過体を、該濾過体の上下縁部と枠体との間に前記濾過体と前記枠体との気密性を維持する耐熱性シール材を介在させて前記枠体内に収容固定し、単位フィルタ容積当たり濾材面積50〜65m2/m3とした高温用エアフィルタであって、前記濾過体の上下の各縁部において前記濾過体を気流の上下流側から水平に挟む一対の櫛歯状押さえ板を設けるとともに、これら上下の櫛歯状押さえ板の間において90〜120mmの間隔を存して、前記濾過体を気流の上下流側から水平に挟む櫛歯状スペーサ板の複数対を設けたことを特徴とする高温用エアフィルタ。
【請求項2】
前記ガラス繊維は平均繊維径0.6〜0.8μmのガラス繊維から成ることを特徴とする請求項1記載の高温用エアフィルタ。
【請求項3】
前記濾材は、厚さ7.5〜10.5mm、目付75〜84g/m2の成形シートから成ることを特徴とする請求項1又は2記載の高温用エアフィルタ。
【請求項4】
前記濾材は、前記成形シートを複数枚積層したものであることを特徴とする請求項1乃至3の何れかに記載の高温用エアフィルタ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−213722(P2012−213722A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−80915(P2011−80915)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
[ Back to top ]