
高炉用非焼成含炭塊成鉱の製造方法
【課題】少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造方法を提供すること
【解決手段】微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法であって、微粉状酸化鉄は、粒径1,000μm以上が5質量%未満で、かつ、粒径125μm以下の含有割合が40質量%以下である。
【解決手段】微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法であって、微粉状酸化鉄は、粒径1,000μm以上が5質量%未満で、かつ、粒径125μm以下の含有割合が40質量%以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高炉用非焼成含炭塊成鉱の製造方法に関する。
【背景技術】
【0002】
従来、製鉄所は、各種集塵装置等から回収される多種の含鉄、含炭ダストを配合し、セメント系の時効性バインダーを添加して混錬、成型して非焼成のペレットやブリケットを製造し、高炉原料として使用してきた。
【0003】
これらの高炉用非焼成含炭塊成鉱は、高炉までの輸送及び高炉装入時の粉化に耐えるための一定の冷間圧潰強度が必要である。そのため、製鉄ダスト等を造粒機により造粒する際には、ダストの粒度分布を適正範囲に調整し、石灰石、セメントなどのバインダーに水分を添加し、造粒した後、養生し硬化させることにより強度を確保してきた。
【0004】
また、これらの高炉用非焼成含炭塊成鉱は、高炉内で、高炉シャフト部の熱保存帯と還元反応平衡帯におけるガス条件と温度条件下で反応を受け劣化するので、順調な高炉操業のためには、一定の熱間圧潰強度が必要である。
【0005】
また、これらの高炉用非焼成含炭塊成鉱は、内装するカーボンにより高炉内の還元反応を起こす結果、還元率が向上するため、高炉操業時の還元材比の低減のため、内装カーボンの増量が図られてきた。
【0006】
以上のことより、高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高いものが望まれる。
【0007】
高炉用非焼成含炭ペレットの冷間圧潰強度をあげる方法として、「微粉状鉄含有原料と微粉状炭材に水硬性バインダーを添加し、かつ、全原料中の炭素含有割合(T.C)が15〜25質量%となるように前記微粉状炭材の配合割合を調整し、さらに、水分を調整しつつ混合、造粒した後、養生処理することにより、冷間圧潰強度85kg/cm2(8300kN/m2)以上の高炉用非焼成含炭ペレットを製造する方法であって、前記養生処理は、前記造粒後のペレットを一次養生用ヤードで12〜48時間大気中に放置した後、該ペレットを二次養生用シャフト炉に装入し、該シャフト炉内で、60〜90℃の温度と5時間以上の処理時間で蒸気吹込処理を行い、その後、引き続き連続して、乾燥処理を行い、かつ前記蒸気吹込処理と前記乾燥処理の総処理時間が8時間以内となるようにする」発明がある(特許文献1)。
【0008】
この発明によれば、高炉用非焼成含炭ペレットが内装するカーボン量が多く、冷間圧潰強度の高い非焼成含炭ペレットを得ることができるが、成型後の一次養生後に、更に二次養生用シャフト炉において、蒸気吹込養生とその後の乾燥処理が必要となり、設備費及び処理費が高くなるという問題がある。又、この文献では、高炉用非焼成含炭塊成鉱の熱間圧潰強度についての言及はない。
【0009】
又、高炉操業における還元材比の低減を目的とし、「含酸化鉄原料とカーボン系炭材を配合しバインダーを加えて混錬、成型、養生してなるカーボン内装非焼成塊成鉱において、鉄鉱石類の被還元酸素を還元し金属鉄とするために必要な理論炭素量の80〜120%のカーボンを含有し、かつ常温での圧潰強度7850kN/m2 以上となるようにバインダーを選択して混錬、成型、養生してなることを特徴とする高炉用のカーボン内装非焼成塊成鉱。」の発明が提案されている(特許文献2)。
【0010】
この方法によれば、一般に還元ガスの温度とガス組成(ηCO=CO2/(CO+CO2))との関係から、酸化鉄の還元反応の進行が制約される高炉シャフト部の熱保存帯と還元反応平衡帯においても、900〜1100℃の温度領域で、非焼成塊成鉱中の酸化鉄は、内装するカーボンにより還元反応を起こす結果、還元率が向上するため、高炉操業時の還元材比の低減効果が期待できる。
【0011】
しかしながら、この方法では、非焼成塊成鉱に内装するC含有量は、酸化鉱を還元し金属鉄とするために必要な理論炭素量(以下、C当量ということもある)で120%以下(全カーボン含有量(T.C)は約15質量%以下に相当する)に制限され、これ以上C含有量を増加すると、非焼成塊成鉱の冷間圧潰強度および熱間圧潰強度が損なわれるという問題がある。
【0012】
さらに、この方法では、炭材を内装した非焼成塊成鉱の冷間圧潰強度を維持するために、生石灰に代えて、早強ポルトランドセメントなどのセメント系のバインダーを使用するため、バインダーの添加量を増加させると吸熱反応であるセメントの脱水反応により高炉内のシャフト部での昇温速度が低下するだけでなく、低温での還元停滞域(低温熱保存帯)を発生させ、高炉用鉄原料として装入する焼結鉱の高炉内の還元粉化を助長させてしまう点が問題である。
【0013】
又、高炉法やDR法(直接還元法)に使用される炭材内装非焼成ブリケットの還元後の強度の低下を目的に、「成型、乾燥後の空隙率を15〜25%であるとする炭材内装非焼成ブリケット」の提案がある(特許文献3)。
【0014】
この方法によれば、炭材内装非焼成ブリケットの高炉における還元時の強度低下を抑制できる効果がある程度期待できる。
【0015】
しかしながら、炭材内装非焼成ブリケットの成型、乾燥後の空隙率は、原料や炭材の性状、粒度により影響され、空隙率を15〜25%の範囲にコントロールするのは難しく、原料等の制約を受けるという問題がある。
【0016】
又、全鉄原料の粒度、微粉状炭材の配合割合を調整し、かつ、微粉状炭材のメジアン径を調整することにより、高炉用原料ペレットとして要求される50kg/cm2(4900kN/m2)以上の冷間強度を維持するとともに、高炉操業時の還元材比を大幅に低減できるだけの十分な炭素含有量を有し、還元後の圧潰強度7(690kN/m2)cm2以上を有する、非焼成含炭ペレット製造方法が提案されている(特許文献4)。
【0017】
この方法によれば、全原料中の粒度を2mm以下とし、全原料中炭素含有割合(T.C)が15〜25質量%となるように微粉状炭材の配合割合を調整し、炭材のメジアン径を100〜150μmとすることにより、冷間圧潰強度、還元後圧潰強度が良好であり、高い還元材比低減効果を有する非焼成含炭塊成鉱を製造することができる。
【0018】
しかしながら、この方法では、全原料中の粒度を2mm以下とし、炭材のメジアン径を100〜150μmとしなければならず、原料と炭材の両面からの制約があり、又、早強セメントを10%以上添加することとなると、この非焼成含炭塊成鉱を高炉にて使用する量を増加させた場合、高炉に投入されるスラグ量も増加する問題がある。また、早強セメントは400〜500℃で脱水反応(吸熱反応)が進行するため、セメント10%を添加した含炭塊成鉱の過剰使用は高炉内の温度を低下させ、高炉内装入物の昇温遅れ、還元遅れが生じる問題がある。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】特開2009−161791号公報
【特許文献2】特開2003−342646号公報
【特許文献3】特開昭62−290833号公報
【特許文献4】特開2008−95177号公報
【発明の概要】
【発明が解決しようとする課題】
【0020】
高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高いものが望まれる。
冷間圧潰強度は水硬性バインダーを添加し、所定以上の強度をもたせることができるが、高炉内では水硬性バインダーは分解してしまい、熱間強度の維持の役に立たない。又、水硬性バインダーは高炉内の脱水反応(吸熱反応)により、過剰な使用は高炉内の温度を低下させ、高炉内装入物の昇温遅れ、還元遅れが生じるという課題がある。
【0021】
本発明は、少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造方法を提供することを目的にする。
【課題を解決するための手段】
【0022】
本発明者は、微粉用酸化鉄の粒径をコントロールすることで、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造が可能であることを見出した。
【0023】
本発明は、この知見に基づいて上記の課題を解決するためになされたものであり、その要旨とするところは、以下のとおりである。
【0024】
(1)微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法であって、微粉状酸化鉄は、粒径1,000μm以上が5質量%未満で、かつ、粒径125μm以下の含有割合が40質量%以下であることを特徴とする高炉用非焼成含炭塊成鉱の製造方法。
(2)前記微粉状酸化鉄は、粒径250μm以上の含有割合が10質量%以下であることを特徴とする(1)に記載の高炉用非焼成含炭塊成鉱の製造方法。
(3)前記高炉用非焼成含炭塊成鉱が、前記原料の全質量に対し10%以上の前記微粉状炭材を有する非焼成含炭ペレット及び非焼成含炭ブリケットのいずれかであることを特徴とする前記(1)及び(2)のいずれかに記載の高炉用非焼成含炭塊成鉱の製造方法。
【発明の効果】
【0025】
本発明は、少ない水硬性バインダーの使用で、内装するカーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造方法を提供することができる。
【図面の簡単な説明】
【0026】
【図1】高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定装置を示す図。
【図2】高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定条件を示す図。
【図3】高炉用非焼成含炭塊成鉱の反応後の試料断面を示す図。
【発明を実施するための形態】
【0027】
本発明は、微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法で、粒径125μm以下の微粉状酸化鉄の含有割合を減少させること、さらに125〜250μmの範囲のそれを増加させることを特徴としている。ここに、酸化鉄および炭材ともに微粉状としたのは、ペレタイジングまたはブリケッティングにより成形が可能な粒度であって、たとえば2mm以下を意味する。特に、酸化鉄を有する原料において、粒径1mm以上の比率が5%未満であるとしたのは、炭材原料に比べてその配合比率が多いことから成形性に重要な影響を及ぼし、その比率が5%を超えると円滑に造粒を行えなくなることに由来する。
【0028】
かかる条件を満たせば、微粉状鉄含有原料と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒する造粒設備は、特に限定する必要はなく、原料の混錬、加水、造粒、製品篩の機能を有するものであればよく、混錬機、造粒機などは、特に限定されるものではない。
【0029】
本発明に係る高炉用非焼成含炭塊成鉱には、例えば、非焼成含炭ペレット、非焼成含炭ブリケット等がある。
ペレットとしては、例えば、ディスクペレタイザーにより球状に成型するものがあり、ブリケットとしては、くぼみの型を備え相対する一対の成型ロールで成型する左右対称のピロー型ブリケットやアーモンド型ブリケットがあるがこれらに限定されるものではない。
【0030】
成型直後の生の非焼成含炭塊成鉱は、その後の高炉までの輸送及び高炉装入時の粉化に耐えるための一定の強度が必要である。そのため、成型後の生の高炉用非焼成含炭塊成鉱は、セメント等の無機バインダーと水との水硬反応を進めるために養生する。養生後の冷間圧潰強度としては、非焼成含炭ペレット(直径約10〜15mm)では、5000kN/m2以上が好ましく、非焼成含炭ブリケット(約20〜25cc)では、1000N/サンプル以上が好ましい。
【0031】
圧潰強度の測定は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて、試料1個に対して、規定の加圧速度で圧縮荷重をかけることにより、破壊した時の荷重値を測定する。
【0032】
非焼成含炭塊成鉱は、高炉内では、高炉シャフト部の熱保存帯と還元反応平衡帯におけるガス条件と温度条件下で反応を受け劣化するが、順調な高炉操業のためには、一定の熱間圧潰強度の維持が必要である。反応後の熱間圧潰強度としては、非焼成含炭ペレット(直径約10〜15mm)では、700kN/m2以上が好ましく、非焼成含炭ブリケット(約20〜25cc)では、100N/サンプル以上が好ましい。
【0033】
熱間圧潰強度の測定は、高炉内の還元反応を荷重化で模擬できる還元試験装置を用い、高炉シャフト部の熱保存帯と還元反応平衡帯における還元ガス組成(CO36%、CO2;14%、N2;50%)及び温度(900〜1100℃)とほぼ同じ条件で還元試験を実施し、非焼成含炭塊成鉱の反応後の圧潰強度をJIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて行う。
【0034】
前記微粉状鉄含有原料としては、鉄鉱石を所定の粒度に粉砕したものの使用ができる。より現実的には、ペレットフィード、製鉄プロセスにおいて多量に発生するダストを集塵機などで回収した含鉄ダストやスラッジ、スケール等がある。これらの微粉状鉄含有原料は、1mm以上はほとんどなく、粒径250μm以下が全体の80%以上を占める。
【0035】
本発明は、前記微粉状鉄含有原料の中の粒径125μm以下の含有割合を減少させることで、還元過程で生成する鉄のネットワーク化を促進することによって、非焼成含炭塊成鉱の熱間圧潰強度を向上させることを特徴としている。又、前記微粉状鉄含有原料の中の粒径250μm以上の含有割合を減少させることで、成形時の塊成鉱の緻密化を図り、非焼成含炭塊成鉱の冷間圧潰強度と熱間圧潰強度を向上させることを特徴としている。即ち、前記微粉状鉄含有原料の粒径を125μm〜250μmに制御することにより、冷間圧潰強度と熱間圧潰強度の優れた高炉用非焼成含炭塊成鉱を製造することである。
【0036】
前記微粉状炭材としては、所定粒度に粉砕した粉コークス、粉石炭、及びコークスダスト並びに粉コークスを含有する高炉一次灰などの粉状の固形炭材などがある。
微粉状炭材の配合量は、原料全質量に対し、10%以上が好ましく、これによって含炭塊成鉱中の酸化鉄を含炭塊成鉱中に内在する炭材のみで概ね還元でき、その結果迅速に還元できる。さらに、15%以上がより好ましく、18%以上が特に好ましい。これは、含炭塊成鉱中の酸化鉄を還元してもなお余剰の炭素分のガス化により、高炉内にて、非焼成ペレット以外の鉄原料(例えば焼結鉱)の還元を促進し、省エネルギー化が低CO2化が期待できる。残留する炭素分がその近傍存在する焼結鉱の還元を促進するためである。
【0037】
従来から、ペレット中の酸化鉄を還元するのに必要な理論上の炭素量に対する炭素含有量の比を「炭素等量」と定義し、炭素による酸化鉄の還元度の目安としている。従来は、高炉用原料として要求される冷間圧潰強度4900kN/m2以上を維持するためには、炭素含有量を15質量%(炭素当量で1.2に相当)に制限せざるを得なかった(特許文献2参照)。しかし、本発明では、前記微粉状鉄含有原料の粒径を125μm〜250μmに制御することにより、微粉状鉄含有原料に15%以上の微粉状炭材を添加することもできる。
【0038】
前記水硬性バインダーとは、原料中に含有する水分や添加水分との水和反応により硬化することにより造粒物の冷間圧潰強度を高める機能を有するバインダーを意味する。水硬性バインダーとしては、高炉水砕スラグを主成分とする微粉末とアルカリ刺激剤からなる時効性バインダーや、ポルトランドセメント、アルミナセメント、高炉セメント等があるが、これらに限定されるものではない。
【0039】
水硬性バインダーを添加することにより、高炉用非焼成含炭塊成鉱の必要な冷間圧潰強度は維持できる。例えば、高炉用非焼成含炭ペレットの場合、一般的に全原料質量に対し、10質量%程度の水硬性バインダーが添加される。
しかし、水硬性バインダーの添加は、高炉のスラグ量を増加し、必要エネルギーの増加、発生CO2量の増加をもたらす。又、水硬性バインダーは高炉内の400〜500℃にて吸熱反応を伴って脱水反応が進行するため、バインダーの過度な添加は高炉内の低温化を招き、高炉の効率が低下する。
【0040】
本発明では、前記微粉状鉄含有原料の粒径を125μm〜250μmに制御することにより、従来に比べ、より少ない水硬性バインダーの添加量で冷間圧潰強度と熱間圧潰強度の優れた高炉用非焼成含炭塊成鉱を製造することができる。
【実施例1】
【0041】
次に、本発明の実施例について説明するが、本発明は、これに限られるものではない。
【0042】
原料は、微粉状鉄含有原料として、焼結ダスト及び種々の粒度構成を有する微粉状鉄鉱石を混合したものを用い、微粉状炭材として、高炉一次灰及びコークスダストを用いた。微粉状鉄含有原料と微粉状炭材にポルトランドセメントを添加し、混練後、ディスクペレタイザーにより、ペレット(平均粒径13mm)を造粒した。それらの配合比率を表1に示す。
【表1】

【0043】
微粉状鉄含有原料の粒度は、焼結ダストに予め125〜250μm及び250〜1000μmに粒度調整した微粉状鉄鉱石を、所定の全体粒度となるように混合して調整した。
実施例1、2および3は、本発明例であって、その微粉状酸化鉄の粒度は、粒径125μm以下の含有割合がそれぞれ10、30及び40質量%に調整された。
比較例では、粒径125μm以下の含有割合が50%と規定の範囲を超えたものである。
【0044】
各実施例及び比較例の原料を、ディスクペレタイザーを用いて水分8〜11質量%でペレットに造粒し、製品を14日自然養生した。養生後、直径10〜15mmの製品を篩出し、その冷間圧潰強度と熱間圧壊強度を測定した。
【0045】
冷間圧潰強度の測定は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて、試料1個に対して、規定の加圧速度で圧縮荷重をかけることにより、破壊した時の荷重値を測定し、強度指数は、単位断面積当たりの荷重値(kN/m2)とした。
1200℃まで反応させた後の圧潰強度を測定した。
【0046】
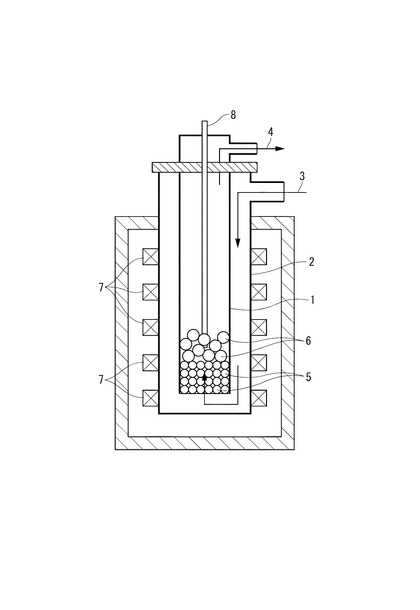
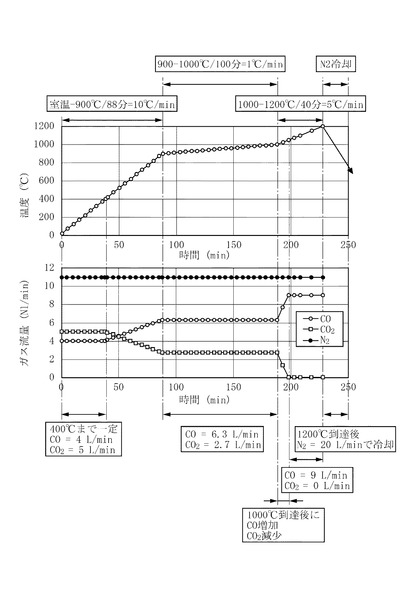
熱間圧潰強度は、高炉炉内の温度とガス条件を模擬した反応後圧潰強度を測定した。図1に高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定装置を示す。反応内管1(Φ73mm)と反応外管2の間に所定の反応性ガスを入口3から流入し、反応管底より、反応管内に導入する。反応管の下部にアルミナボール5を敷き詰め、その上に、焼結鉱350gと非焼成含炭ペレット150gから成る試料6を充填する。試料は加熱装置7により加熱され、試料温度は、熱電対8により測定する。反応後のガスは反応後ガス出口4により反応内管1から、外部に排出される。図2に高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定条件を示す。ガス組成と温度は、高炉のシャフト部における条件を模したものである。反応終了後に窒素冷却してから試料を取り出して圧潰強度を測定した。反応後の圧潰強度は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて反応後の非焼成含炭ペレットの圧潰強度の測定行った。
【0047】
実施例及び比較例の冷間圧潰強度及び反応後圧潰強度の測定結果を表2に示す。実施例1〜4から分かるように、−125μmの比率の上昇とともに、冷間圧壊強度は改善するものの、反応後圧壊強度は低下し、比較例1に及んで反応後圧壊強度が所要の700kN/m2を下回った。また、250〜1000μmを10%とさらに制限して、125〜250μmを増加させた実施例4、5では、それぞれ実施例2,3に比較して、冷間、反応後圧壊強度ともに改善する更に好ましい結果が得られた。ちなみに、比較例2に示すように、1000μmを超える粗大な粒子が混在するような粒度が大きい原料では、冷間、反応後圧壊強度とも満足なものが得られなかった。以上、本発明を実施した場合には、比較例と比較して、冷間圧壊強度及び反応後圧壊強度ともに優れた強度有する含炭塊成鉱が得られた。
【表2】
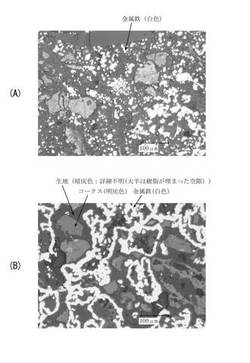
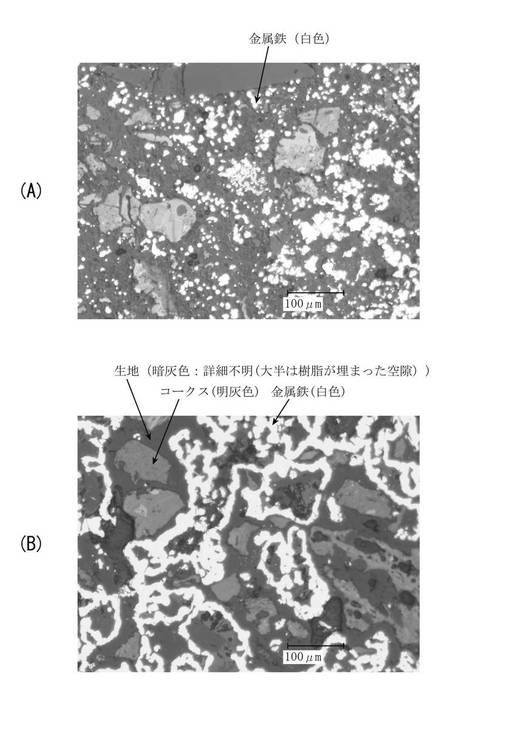
図3(A)に比較例1における反応後の試料断面写真を示す。粒径125μm以下の含有割合が多いので、ウスタイト、金属鉄への還元は均一に進行しているが、反応後の金属鉄が強固に結合したメタルネットワークは見られない。図3(B)に実施例1における反応後の試料断面写真を示す。粒径125μm以下及び粒径250μm以上の含有割合が少なく、125μm〜250μmの酸化鉄Bを配合したことにより、還元後の金属鉄同士が強固なメタルネットワークを形成しており、非焼成含炭ペレットの反応後強度の飛躍的向上を裏付けている。
【産業上の利用可能性】
【0048】
少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造方法を提供することができる。
【符号の説明】
【0049】
1…反応内管、2…反応外管、3…反応性ガス入口、4…反応後ガス出口、5…アルミナボール、6…試料、7加熱装置、8…熱電対
【技術分野】
【0001】
本発明は、高炉用非焼成含炭塊成鉱の製造方法に関する。
【背景技術】
【0002】
従来、製鉄所は、各種集塵装置等から回収される多種の含鉄、含炭ダストを配合し、セメント系の時効性バインダーを添加して混錬、成型して非焼成のペレットやブリケットを製造し、高炉原料として使用してきた。
【0003】
これらの高炉用非焼成含炭塊成鉱は、高炉までの輸送及び高炉装入時の粉化に耐えるための一定の冷間圧潰強度が必要である。そのため、製鉄ダスト等を造粒機により造粒する際には、ダストの粒度分布を適正範囲に調整し、石灰石、セメントなどのバインダーに水分を添加し、造粒した後、養生し硬化させることにより強度を確保してきた。
【0004】
また、これらの高炉用非焼成含炭塊成鉱は、高炉内で、高炉シャフト部の熱保存帯と還元反応平衡帯におけるガス条件と温度条件下で反応を受け劣化するので、順調な高炉操業のためには、一定の熱間圧潰強度が必要である。
【0005】
また、これらの高炉用非焼成含炭塊成鉱は、内装するカーボンにより高炉内の還元反応を起こす結果、還元率が向上するため、高炉操業時の還元材比の低減のため、内装カーボンの増量が図られてきた。
【0006】
以上のことより、高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高いものが望まれる。
【0007】
高炉用非焼成含炭ペレットの冷間圧潰強度をあげる方法として、「微粉状鉄含有原料と微粉状炭材に水硬性バインダーを添加し、かつ、全原料中の炭素含有割合(T.C)が15〜25質量%となるように前記微粉状炭材の配合割合を調整し、さらに、水分を調整しつつ混合、造粒した後、養生処理することにより、冷間圧潰強度85kg/cm2(8300kN/m2)以上の高炉用非焼成含炭ペレットを製造する方法であって、前記養生処理は、前記造粒後のペレットを一次養生用ヤードで12〜48時間大気中に放置した後、該ペレットを二次養生用シャフト炉に装入し、該シャフト炉内で、60〜90℃の温度と5時間以上の処理時間で蒸気吹込処理を行い、その後、引き続き連続して、乾燥処理を行い、かつ前記蒸気吹込処理と前記乾燥処理の総処理時間が8時間以内となるようにする」発明がある(特許文献1)。
【0008】
この発明によれば、高炉用非焼成含炭ペレットが内装するカーボン量が多く、冷間圧潰強度の高い非焼成含炭ペレットを得ることができるが、成型後の一次養生後に、更に二次養生用シャフト炉において、蒸気吹込養生とその後の乾燥処理が必要となり、設備費及び処理費が高くなるという問題がある。又、この文献では、高炉用非焼成含炭塊成鉱の熱間圧潰強度についての言及はない。
【0009】
又、高炉操業における還元材比の低減を目的とし、「含酸化鉄原料とカーボン系炭材を配合しバインダーを加えて混錬、成型、養生してなるカーボン内装非焼成塊成鉱において、鉄鉱石類の被還元酸素を還元し金属鉄とするために必要な理論炭素量の80〜120%のカーボンを含有し、かつ常温での圧潰強度7850kN/m2 以上となるようにバインダーを選択して混錬、成型、養生してなることを特徴とする高炉用のカーボン内装非焼成塊成鉱。」の発明が提案されている(特許文献2)。
【0010】
この方法によれば、一般に還元ガスの温度とガス組成(ηCO=CO2/(CO+CO2))との関係から、酸化鉄の還元反応の進行が制約される高炉シャフト部の熱保存帯と還元反応平衡帯においても、900〜1100℃の温度領域で、非焼成塊成鉱中の酸化鉄は、内装するカーボンにより還元反応を起こす結果、還元率が向上するため、高炉操業時の還元材比の低減効果が期待できる。
【0011】
しかしながら、この方法では、非焼成塊成鉱に内装するC含有量は、酸化鉱を還元し金属鉄とするために必要な理論炭素量(以下、C当量ということもある)で120%以下(全カーボン含有量(T.C)は約15質量%以下に相当する)に制限され、これ以上C含有量を増加すると、非焼成塊成鉱の冷間圧潰強度および熱間圧潰強度が損なわれるという問題がある。
【0012】
さらに、この方法では、炭材を内装した非焼成塊成鉱の冷間圧潰強度を維持するために、生石灰に代えて、早強ポルトランドセメントなどのセメント系のバインダーを使用するため、バインダーの添加量を増加させると吸熱反応であるセメントの脱水反応により高炉内のシャフト部での昇温速度が低下するだけでなく、低温での還元停滞域(低温熱保存帯)を発生させ、高炉用鉄原料として装入する焼結鉱の高炉内の還元粉化を助長させてしまう点が問題である。
【0013】
又、高炉法やDR法(直接還元法)に使用される炭材内装非焼成ブリケットの還元後の強度の低下を目的に、「成型、乾燥後の空隙率を15〜25%であるとする炭材内装非焼成ブリケット」の提案がある(特許文献3)。
【0014】
この方法によれば、炭材内装非焼成ブリケットの高炉における還元時の強度低下を抑制できる効果がある程度期待できる。
【0015】
しかしながら、炭材内装非焼成ブリケットの成型、乾燥後の空隙率は、原料や炭材の性状、粒度により影響され、空隙率を15〜25%の範囲にコントロールするのは難しく、原料等の制約を受けるという問題がある。
【0016】
又、全鉄原料の粒度、微粉状炭材の配合割合を調整し、かつ、微粉状炭材のメジアン径を調整することにより、高炉用原料ペレットとして要求される50kg/cm2(4900kN/m2)以上の冷間強度を維持するとともに、高炉操業時の還元材比を大幅に低減できるだけの十分な炭素含有量を有し、還元後の圧潰強度7(690kN/m2)cm2以上を有する、非焼成含炭ペレット製造方法が提案されている(特許文献4)。
【0017】
この方法によれば、全原料中の粒度を2mm以下とし、全原料中炭素含有割合(T.C)が15〜25質量%となるように微粉状炭材の配合割合を調整し、炭材のメジアン径を100〜150μmとすることにより、冷間圧潰強度、還元後圧潰強度が良好であり、高い還元材比低減効果を有する非焼成含炭塊成鉱を製造することができる。
【0018】
しかしながら、この方法では、全原料中の粒度を2mm以下とし、炭材のメジアン径を100〜150μmとしなければならず、原料と炭材の両面からの制約があり、又、早強セメントを10%以上添加することとなると、この非焼成含炭塊成鉱を高炉にて使用する量を増加させた場合、高炉に投入されるスラグ量も増加する問題がある。また、早強セメントは400〜500℃で脱水反応(吸熱反応)が進行するため、セメント10%を添加した含炭塊成鉱の過剰使用は高炉内の温度を低下させ、高炉内装入物の昇温遅れ、還元遅れが生じる問題がある。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】特開2009−161791号公報
【特許文献2】特開2003−342646号公報
【特許文献3】特開昭62−290833号公報
【特許文献4】特開2008−95177号公報
【発明の概要】
【発明が解決しようとする課題】
【0020】
高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高いものが望まれる。
冷間圧潰強度は水硬性バインダーを添加し、所定以上の強度をもたせることができるが、高炉内では水硬性バインダーは分解してしまい、熱間強度の維持の役に立たない。又、水硬性バインダーは高炉内の脱水反応(吸熱反応)により、過剰な使用は高炉内の温度を低下させ、高炉内装入物の昇温遅れ、還元遅れが生じるという課題がある。
【0021】
本発明は、少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造方法を提供することを目的にする。
【課題を解決するための手段】
【0022】
本発明者は、微粉用酸化鉄の粒径をコントロールすることで、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造が可能であることを見出した。
【0023】
本発明は、この知見に基づいて上記の課題を解決するためになされたものであり、その要旨とするところは、以下のとおりである。
【0024】
(1)微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法であって、微粉状酸化鉄は、粒径1,000μm以上が5質量%未満で、かつ、粒径125μm以下の含有割合が40質量%以下であることを特徴とする高炉用非焼成含炭塊成鉱の製造方法。
(2)前記微粉状酸化鉄は、粒径250μm以上の含有割合が10質量%以下であることを特徴とする(1)に記載の高炉用非焼成含炭塊成鉱の製造方法。
(3)前記高炉用非焼成含炭塊成鉱が、前記原料の全質量に対し10%以上の前記微粉状炭材を有する非焼成含炭ペレット及び非焼成含炭ブリケットのいずれかであることを特徴とする前記(1)及び(2)のいずれかに記載の高炉用非焼成含炭塊成鉱の製造方法。
【発明の効果】
【0025】
本発明は、少ない水硬性バインダーの使用で、内装するカーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造方法を提供することができる。
【図面の簡単な説明】
【0026】
【図1】高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定装置を示す図。
【図2】高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定条件を示す図。
【図3】高炉用非焼成含炭塊成鉱の反応後の試料断面を示す図。
【発明を実施するための形態】
【0027】
本発明は、微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法で、粒径125μm以下の微粉状酸化鉄の含有割合を減少させること、さらに125〜250μmの範囲のそれを増加させることを特徴としている。ここに、酸化鉄および炭材ともに微粉状としたのは、ペレタイジングまたはブリケッティングにより成形が可能な粒度であって、たとえば2mm以下を意味する。特に、酸化鉄を有する原料において、粒径1mm以上の比率が5%未満であるとしたのは、炭材原料に比べてその配合比率が多いことから成形性に重要な影響を及ぼし、その比率が5%を超えると円滑に造粒を行えなくなることに由来する。
【0028】
かかる条件を満たせば、微粉状鉄含有原料と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒する造粒設備は、特に限定する必要はなく、原料の混錬、加水、造粒、製品篩の機能を有するものであればよく、混錬機、造粒機などは、特に限定されるものではない。
【0029】
本発明に係る高炉用非焼成含炭塊成鉱には、例えば、非焼成含炭ペレット、非焼成含炭ブリケット等がある。
ペレットとしては、例えば、ディスクペレタイザーにより球状に成型するものがあり、ブリケットとしては、くぼみの型を備え相対する一対の成型ロールで成型する左右対称のピロー型ブリケットやアーモンド型ブリケットがあるがこれらに限定されるものではない。
【0030】
成型直後の生の非焼成含炭塊成鉱は、その後の高炉までの輸送及び高炉装入時の粉化に耐えるための一定の強度が必要である。そのため、成型後の生の高炉用非焼成含炭塊成鉱は、セメント等の無機バインダーと水との水硬反応を進めるために養生する。養生後の冷間圧潰強度としては、非焼成含炭ペレット(直径約10〜15mm)では、5000kN/m2以上が好ましく、非焼成含炭ブリケット(約20〜25cc)では、1000N/サンプル以上が好ましい。
【0031】
圧潰強度の測定は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて、試料1個に対して、規定の加圧速度で圧縮荷重をかけることにより、破壊した時の荷重値を測定する。
【0032】
非焼成含炭塊成鉱は、高炉内では、高炉シャフト部の熱保存帯と還元反応平衡帯におけるガス条件と温度条件下で反応を受け劣化するが、順調な高炉操業のためには、一定の熱間圧潰強度の維持が必要である。反応後の熱間圧潰強度としては、非焼成含炭ペレット(直径約10〜15mm)では、700kN/m2以上が好ましく、非焼成含炭ブリケット(約20〜25cc)では、100N/サンプル以上が好ましい。
【0033】
熱間圧潰強度の測定は、高炉内の還元反応を荷重化で模擬できる還元試験装置を用い、高炉シャフト部の熱保存帯と還元反応平衡帯における還元ガス組成(CO36%、CO2;14%、N2;50%)及び温度(900〜1100℃)とほぼ同じ条件で還元試験を実施し、非焼成含炭塊成鉱の反応後の圧潰強度をJIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて行う。
【0034】
前記微粉状鉄含有原料としては、鉄鉱石を所定の粒度に粉砕したものの使用ができる。より現実的には、ペレットフィード、製鉄プロセスにおいて多量に発生するダストを集塵機などで回収した含鉄ダストやスラッジ、スケール等がある。これらの微粉状鉄含有原料は、1mm以上はほとんどなく、粒径250μm以下が全体の80%以上を占める。
【0035】
本発明は、前記微粉状鉄含有原料の中の粒径125μm以下の含有割合を減少させることで、還元過程で生成する鉄のネットワーク化を促進することによって、非焼成含炭塊成鉱の熱間圧潰強度を向上させることを特徴としている。又、前記微粉状鉄含有原料の中の粒径250μm以上の含有割合を減少させることで、成形時の塊成鉱の緻密化を図り、非焼成含炭塊成鉱の冷間圧潰強度と熱間圧潰強度を向上させることを特徴としている。即ち、前記微粉状鉄含有原料の粒径を125μm〜250μmに制御することにより、冷間圧潰強度と熱間圧潰強度の優れた高炉用非焼成含炭塊成鉱を製造することである。
【0036】
前記微粉状炭材としては、所定粒度に粉砕した粉コークス、粉石炭、及びコークスダスト並びに粉コークスを含有する高炉一次灰などの粉状の固形炭材などがある。
微粉状炭材の配合量は、原料全質量に対し、10%以上が好ましく、これによって含炭塊成鉱中の酸化鉄を含炭塊成鉱中に内在する炭材のみで概ね還元でき、その結果迅速に還元できる。さらに、15%以上がより好ましく、18%以上が特に好ましい。これは、含炭塊成鉱中の酸化鉄を還元してもなお余剰の炭素分のガス化により、高炉内にて、非焼成ペレット以外の鉄原料(例えば焼結鉱)の還元を促進し、省エネルギー化が低CO2化が期待できる。残留する炭素分がその近傍存在する焼結鉱の還元を促進するためである。
【0037】
従来から、ペレット中の酸化鉄を還元するのに必要な理論上の炭素量に対する炭素含有量の比を「炭素等量」と定義し、炭素による酸化鉄の還元度の目安としている。従来は、高炉用原料として要求される冷間圧潰強度4900kN/m2以上を維持するためには、炭素含有量を15質量%(炭素当量で1.2に相当)に制限せざるを得なかった(特許文献2参照)。しかし、本発明では、前記微粉状鉄含有原料の粒径を125μm〜250μmに制御することにより、微粉状鉄含有原料に15%以上の微粉状炭材を添加することもできる。
【0038】
前記水硬性バインダーとは、原料中に含有する水分や添加水分との水和反応により硬化することにより造粒物の冷間圧潰強度を高める機能を有するバインダーを意味する。水硬性バインダーとしては、高炉水砕スラグを主成分とする微粉末とアルカリ刺激剤からなる時効性バインダーや、ポルトランドセメント、アルミナセメント、高炉セメント等があるが、これらに限定されるものではない。
【0039】
水硬性バインダーを添加することにより、高炉用非焼成含炭塊成鉱の必要な冷間圧潰強度は維持できる。例えば、高炉用非焼成含炭ペレットの場合、一般的に全原料質量に対し、10質量%程度の水硬性バインダーが添加される。
しかし、水硬性バインダーの添加は、高炉のスラグ量を増加し、必要エネルギーの増加、発生CO2量の増加をもたらす。又、水硬性バインダーは高炉内の400〜500℃にて吸熱反応を伴って脱水反応が進行するため、バインダーの過度な添加は高炉内の低温化を招き、高炉の効率が低下する。
【0040】
本発明では、前記微粉状鉄含有原料の粒径を125μm〜250μmに制御することにより、従来に比べ、より少ない水硬性バインダーの添加量で冷間圧潰強度と熱間圧潰強度の優れた高炉用非焼成含炭塊成鉱を製造することができる。
【実施例1】
【0041】
次に、本発明の実施例について説明するが、本発明は、これに限られるものではない。
【0042】
原料は、微粉状鉄含有原料として、焼結ダスト及び種々の粒度構成を有する微粉状鉄鉱石を混合したものを用い、微粉状炭材として、高炉一次灰及びコークスダストを用いた。微粉状鉄含有原料と微粉状炭材にポルトランドセメントを添加し、混練後、ディスクペレタイザーにより、ペレット(平均粒径13mm)を造粒した。それらの配合比率を表1に示す。
【表1】
【0043】
微粉状鉄含有原料の粒度は、焼結ダストに予め125〜250μm及び250〜1000μmに粒度調整した微粉状鉄鉱石を、所定の全体粒度となるように混合して調整した。
実施例1、2および3は、本発明例であって、その微粉状酸化鉄の粒度は、粒径125μm以下の含有割合がそれぞれ10、30及び40質量%に調整された。
比較例では、粒径125μm以下の含有割合が50%と規定の範囲を超えたものである。
【0044】
各実施例及び比較例の原料を、ディスクペレタイザーを用いて水分8〜11質量%でペレットに造粒し、製品を14日自然養生した。養生後、直径10〜15mmの製品を篩出し、その冷間圧潰強度と熱間圧壊強度を測定した。
【0045】
冷間圧潰強度の測定は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて、試料1個に対して、規定の加圧速度で圧縮荷重をかけることにより、破壊した時の荷重値を測定し、強度指数は、単位断面積当たりの荷重値(kN/m2)とした。
1200℃まで反応させた後の圧潰強度を測定した。
【0046】
熱間圧潰強度は、高炉炉内の温度とガス条件を模擬した反応後圧潰強度を測定した。図1に高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定装置を示す。反応内管1(Φ73mm)と反応外管2の間に所定の反応性ガスを入口3から流入し、反応管底より、反応管内に導入する。反応管の下部にアルミナボール5を敷き詰め、その上に、焼結鉱350gと非焼成含炭ペレット150gから成る試料6を充填する。試料は加熱装置7により加熱され、試料温度は、熱電対8により測定する。反応後のガスは反応後ガス出口4により反応内管1から、外部に排出される。図2に高炉用非焼成含炭塊成鉱の反応後圧潰強度の測定条件を示す。ガス組成と温度は、高炉のシャフト部における条件を模したものである。反応終了後に窒素冷却してから試料を取り出して圧潰強度を測定した。反応後の圧潰強度は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて反応後の非焼成含炭ペレットの圧潰強度の測定行った。
【0047】
実施例及び比較例の冷間圧潰強度及び反応後圧潰強度の測定結果を表2に示す。実施例1〜4から分かるように、−125μmの比率の上昇とともに、冷間圧壊強度は改善するものの、反応後圧壊強度は低下し、比較例1に及んで反応後圧壊強度が所要の700kN/m2を下回った。また、250〜1000μmを10%とさらに制限して、125〜250μmを増加させた実施例4、5では、それぞれ実施例2,3に比較して、冷間、反応後圧壊強度ともに改善する更に好ましい結果が得られた。ちなみに、比較例2に示すように、1000μmを超える粗大な粒子が混在するような粒度が大きい原料では、冷間、反応後圧壊強度とも満足なものが得られなかった。以上、本発明を実施した場合には、比較例と比較して、冷間圧壊強度及び反応後圧壊強度ともに優れた強度有する含炭塊成鉱が得られた。
【表2】
図3(A)に比較例1における反応後の試料断面写真を示す。粒径125μm以下の含有割合が多いので、ウスタイト、金属鉄への還元は均一に進行しているが、反応後の金属鉄が強固に結合したメタルネットワークは見られない。図3(B)に実施例1における反応後の試料断面写真を示す。粒径125μm以下及び粒径250μm以上の含有割合が少なく、125μm〜250μmの酸化鉄Bを配合したことにより、還元後の金属鉄同士が強固なメタルネットワークを形成しており、非焼成含炭ペレットの反応後強度の飛躍的向上を裏付けている。
【産業上の利用可能性】
【0048】
少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度と熱間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造方法を提供することができる。
【符号の説明】
【0049】
1…反応内管、2…反応外管、3…反応性ガス入口、4…反応後ガス出口、5…アルミナボール、6…試料、7加熱装置、8…熱電対
【特許請求の範囲】
【請求項1】
微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法であって、微粉状酸化鉄は、粒径1,000μm以上が5質量%未満で、かつ、粒径125μm以下の含有割合が40質量%以下であることを特徴とする高炉用非焼成含炭塊成鉱の製造方法。
【請求項2】
前記微粉状酸化鉄は、粒径250μm以上の含有割合が10質量%以下であることを特徴とする請求項1に記載の高炉用非焼成含炭塊成鉱の製造方法。
【請求項3】
前記高炉用非焼成含炭塊成鉱が、前記原料の全質量に対し10%以上の前記微粉状炭材を有する非焼成含炭ペレット及び非焼成含炭ブリケットのいずれかであることを特徴とする請求項1及び請求項2のいずれかに記載の高炉用非焼成含炭塊成鉱の製造方法。
【請求項1】
微粉状酸化鉄と、微粉状炭材と、水硬性バインダーを有する原料に水分を添加して混合、造粒することにより、高炉用非焼成含炭塊成鉱を製造する方法であって、微粉状酸化鉄は、粒径1,000μm以上が5質量%未満で、かつ、粒径125μm以下の含有割合が40質量%以下であることを特徴とする高炉用非焼成含炭塊成鉱の製造方法。
【請求項2】
前記微粉状酸化鉄は、粒径250μm以上の含有割合が10質量%以下であることを特徴とする請求項1に記載の高炉用非焼成含炭塊成鉱の製造方法。
【請求項3】
前記高炉用非焼成含炭塊成鉱が、前記原料の全質量に対し10%以上の前記微粉状炭材を有する非焼成含炭ペレット及び非焼成含炭ブリケットのいずれかであることを特徴とする請求項1及び請求項2のいずれかに記載の高炉用非焼成含炭塊成鉱の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−211363(P2012−211363A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−77564(P2011−77564)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]