
高熱伝導性ポリイミドフィルム
【課題】 面方向の熱伝導性に優れ、面方向と厚み方向で熱伝導率に異方性を有し、引き裂き強度及び成膜性にも優れた熱伝導性ポリイミドフィルムを得る。
【解決手段】 ポリイミド樹脂100重量部に対し、窒化ホウ素を5〜400重量部含有し、面方向熱伝導率が1W/m・K以上、厚み方向の熱伝導率が1W/m・K以下であることを特徴とする。ポリイミド樹脂としては、イミド化促進剤として酸無水物および/または三級アミンを添加後、加熱焼成して得られる、単独で成形すると複屈折が0.08以上のポリイミド樹脂が好ましい。
【解決手段】 ポリイミド樹脂100重量部に対し、窒化ホウ素を5〜400重量部含有し、面方向熱伝導率が1W/m・K以上、厚み方向の熱伝導率が1W/m・K以下であることを特徴とする。ポリイミド樹脂としては、イミド化促進剤として酸無水物および/または三級アミンを添加後、加熱焼成して得られる、単独で成形すると複屈折が0.08以上のポリイミド樹脂が好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリイミドが本来有する、優れた機械特性・耐熱性等の特性に加え、優れた熱伝導性を有する高熱伝導性ポリイミドフィルムに関する。
【背景技術】
【0002】
ポリイミド樹脂は、その優れた耐熱性、耐薬品性、電気絶縁性などの特性を活かし、フィルム、チューブ、成形体などとして幅広く利用されている。さらにポリイミド樹脂に高熱伝導性フィラーを配合した熱伝導樹脂ポリイミドも知られており、フィルム状としてフレキシブルプリント基板(FPC)のベース基材(特許文献1)、ベルト状として電子写真記録装置用の定着ベルト(特許文献2)等、様々な用途に用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−226751号公報
【特許文献2】特開2007−192985号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、FPCや半導体周辺では、近年の高密度実装に伴って、ベース基材や絶縁膜として用いられる樹脂の放熱問題がさらに深刻化してきている。具体的には、従来は、熱伝導率に劣りかつ熱伝導率に異方性のない樹脂フィルムを使用するために蓄熱が起こり、電子機器そのものの信頼性が低下するといったことがおこっていた。特に、発熱部品の熱を面方向に広げ、裏面に熱が伝わることを防止することが必要とされている。
【0005】
また、電子写真装置周辺では、フィルム状のエンドレスベルトを介して、ヒータにより記録紙上のトナーを直接加熱溶融させる定着方式が採用される。本ベルトにおいても、熱問題は深刻化しており、従来は、ベルト材料に、熱伝導率に劣りかつ熱伝導率に異方性のない樹脂を用いていたため、定着速度の高速化に十分に対応することが困難になってきている。特に、はがきとコピー用紙が混在する印刷物を印刷する際には、ベルト内部で温度ムラが生じ、さらに、ベルトの面方向に熱を広げ、裏面に熱が伝わることを防止することが必要とされている。
【0006】
本発明の目的は、発熱部品が搭載されたフレキシブルプリント基板や電子写真の定着ベルトの熱を面方向に効果的に拡散するために、面方向の熱伝導性に優れ、面方向と厚み方向で熱伝導率の異方性を有し、引き裂き強度及び成膜性にも優れた熱伝導性ポリイミドフィルムを提供することにある。
【課題を解決するための手段】
【0007】
このような課題を解決すべく、原料ポリイミド、フィルム成形条件、フィラーの効果を比較検討した結果、高配向性のポリイミド樹脂に鱗片状の窒化ホウ素を配合することで高熱伝導性ポリイミドフィルムを開発するに至った。
【0008】
すなわち本発明は、以下のものである。
(1)ポリイミド樹脂100重量部に対し、鱗片状の窒化ホウ素を5〜400重量部含有し、面方向の熱伝導率が1W/m・K以上、厚み方向の熱伝導率が1W/m・K以下、面方向の熱伝導率/厚み方向の熱伝導率の比が5以上であることを特徴とする高熱伝導性ポリイミドフィルム。
(2)前記ポリイミド樹脂がイミド化促進剤として酸無水物および/または三級アミンを添加後、加熱焼成して得られる、単独で成形すると複屈折が0.08以上のポリイミド樹脂であることを特徴とする(1)に記載の高熱伝導性ポリイミドフィルム。
(3)前記面方向の熱伝導率が3W/m・K以上、前記厚み方向の熱伝導率が0.5W/mK以下、前記面方向の熱伝導率/厚み方向の熱伝導率の比が10以上であることを特徴とする(1)又は(2)に記載の高熱伝導性ポリイミドフィルム。
(4)前記高熱伝導性ポリイミドフィルムの引裂強度が20kg/mm以上であることを特徴とする(1)〜(3)に記載の高熱伝導性ポリイミドフィルム。
(5)前記高熱伝導性ポリイミドフィルムの厚みが、30μm以下であることを特徴とする(1)〜(4)に記載の高熱伝導性ポリイミドフィルム。
【発明の効果】
【0009】
本発明によれば、電子機器の発熱部品や電子写真の定着ベルトの熱を面方向に効果的に拡散し、面方向と厚み方向で熱伝導率の異方性を有し、引き裂き強度及び成膜性にも優れた熱伝導性ポリイミドフィルムを得る。
【図面の簡単な説明】
【0010】
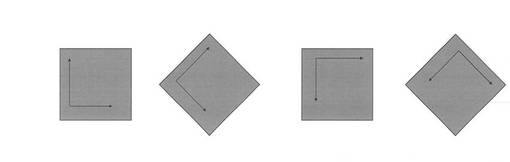
【図1】複屈折測定のサンプルの角度
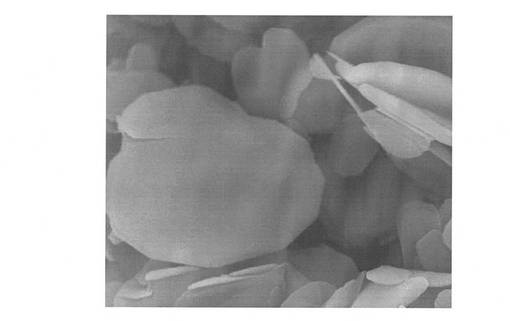
【図2】鱗片状の窒化ホウ素のSEM写真
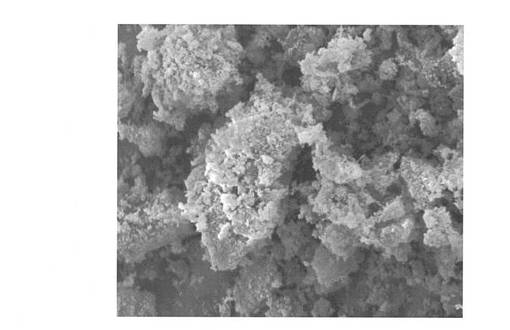
【図3】粒状の窒化ホウ素のSEM写真
【発明を実施するための形態】
【0011】
本発明におけるポリイミド樹脂とは、その構造中にイミド結合を有する樹脂全般を指し、ポリエーテルイミド、ポリエステルイミド、ポリアミドイミドなどの一般名称で呼ばれる樹脂はもちろん、他樹脂との共重合系やブレンド物も含むものである。
【0012】
特には、窒化ホウ素の表面活性基と強く結合することができる反応硬化型の直鎖状ポリイミド樹脂が好ましい。ここで、反応硬化型の直鎖状ポリイミド樹脂とは、前駆体である直鎖状ポリアミド酸を経由し、アミド酸部位が脱水閉環することで得られるポリイミド樹脂のことを指し、ピロメリット酸二無水物と4,4′−ジアミノジフェニルエーテルとの反応で得られる直鎖状のポリアミド酸を、加熱、触媒添加等することで得られるポリイミド樹脂が代表例として挙げられる。反応硬化型の直鎖状ポリアミド酸は、カルボン酸基やアミノ基等の官能基を有し、これら官能基は無機フィラーと強く相互作用し、窒化ホウ素と強固な結合を形成することができるため好ましく用いられる。
【0013】
ポリイミド樹脂のキュア方法としてはケミカルキュアと熱キュアが知られているが、本発明においてはケミカルキュアが好ましい。イミド化促進剤として酸無水物および/または三級アミンを使用してケミカルキュアすると、熱キュアの場合と比較して、成形初期の段階から強度の高いものが得られ、成形中に乾燥や脱水反応で樹脂が収縮したとしても、樹脂が裂けることなく、収率改善に繋がる。例えば、フィルム状で成形する場合、端部をピン枠で固定して成形を行うが、この場合、成形中樹脂に強いテンションがかかりフィルムが裂けることがあるが、ケミカルキュアを用いればこのようなことは発生しにくくなる。特に樹脂に窒化ホウ素を含む場合(特に50重量部以上の高充填をした場合)非常に裂けやすくなるのだが、ケミカルキュアを用いればこのような問題は回避することが出来る。また、管状で成形する場合には、円筒の金型に樹脂を塗布後、乾燥させて管状に成形する。この乾燥中に樹脂は収縮するのだが、熱キュアでは成型中の強度が弱いためにフィルムが裂けることがよくある。しかし、ケミカルキュアを用いればこのような裂けを抑制することが出来る。また、無機フィラーを含むフィルムや管状物のように厚みが100μm以上、特に50μ以下の薄い成形体を作成する場合、裂けやすくなるがケミカルキュアを用いればこのような問題は回避することが出来る。
【0014】
また、ケミカルキュアを用いれば成形後においても引き裂きに強いものが得られ、冷却による収縮でフィルムや管状物が裂けることを抑えることが出来る。特に管状物として成形した場合、管状物を金型から引き抜く必要があるが、熱キュアで作成したものやフィラーを高充填したものは引裂強度が弱く、引き抜く過程でベルトが破損することがあるが、ケミカルキュアで作成したものではこのような破損を大幅に抑制することが出来る。また、ケミカルキュアで作成した管状物を定着ベルトや転写定着ベルトとして長時間回転させても、端部からの裂けやつぶれが発生することなく安定的に使用することが出来る。
【0015】
本発明において好ましいポリイミド樹脂は、前駆体であるポリアミド酸に、脱水剤およびイミド化促進剤としての酸無水物および/または三級アミンを添加後、加熱焼成して得られるものであって、複屈折が0.08以上のポリイミド樹脂である。この場合には、改善効果が大きくなるため好ましい。なおここでいう「複屈折が0.08以上のポリイミド樹脂」とは、ポリイミド樹脂単体(すなわち鱗片状の窒化ホウ素などを配合しない状態)での複屈折が0.08以上であるポリイミド樹脂をいう。なお、本発明のポリイミドフィルムに用いるポリイミド樹脂の複屈折は、0.10以上であることがより好ましく、0.12以上であることがさらに好ましい。また本発明のポリイミドフィルムに用いるポリイミド樹脂の複屈折は、1.00以下であることが好ましい。
【0016】
ここでいう複屈折とは、フィルム面内の任意方向の屈折率と厚み方向の屈折率との差を意味し、フィルム面内の任意方向Xの複屈折Δnxは、「複屈折Δnx=(面内X方向の屈折率Nx)−(厚み方向の屈折率Nz)」で与えられる。
【0017】
高分子フィルムの複屈折は、メトリコン社製の屈折率・膜厚測定システム(型番:2010 プリズムカプラ)を使用して測定できる。測定は、波長594nmの光源を用い、TEモードとTMモードでそれぞれ屈折率を測定し、TE−TMの値を複屈折値できる。なお、前述の「フィルム面内の任意方向X」とは、例えばフィルム形成時における材料流れの方向を基準として、図1のように、X方向が面内の0゜方向、45゜方向、90゜方向、135゜方向のどの方向においても、の意味である。したがって測定は、好ましくは、サンプルを装置に、0゜方向、45゜方向、90゜方向、135゜方向でセットし、各角度で複屈折を測定し、その平均を複屈折とする。
次に、本発明で用いられるポリイミド樹脂の具体的な構造について説明する。
【0018】
一般的ポリイミドとして、テトラカルボン酸二無水物、ジアミン化合物とをモノマーとして用いるのが通常である。
【0019】
本発明において酸二無水物成分として用いることができる化合物は特に限定されるものではないが、芳香族テトラカルボン酸二無水物であることが好ましく、具体的には、例えば、ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、1,2,5,6−ナフタレンテトラカルボン酸二無水物、2,2’,3,3’−ビフェニルテトラカルボン酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、3,4,9,10−ペリレンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)プロパン二無水物、1,1−ビス(2,3−ジカルボキシフェニル)エタン二無水物、1,1−ビス(3,4−ジカルボキシフェニル)エタン二無水物、ビス(2,3−ジカルボキシフェニル)メタン二無水物、ビス(3,4−ジカルボキシフェニル)エタン二無水物、オキシジフタル酸二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、p−フェニレンビス(トリメリット酸モノエステル酸無水物)、エチレンビス(トリメリット酸モノエステル酸無水物)、ビスフェノールAビス(トリメリット酸モノエステル酸無水物)、並びにこれら各化合物の類似物を挙げることができる。これら化合物は単独で用いてもよいし、任意の割合で組み合わせた混合物として用いてもよい。
【0020】
本発明においてジアミン成分として用いることができる化合物は特に限定されるものではないが、芳香族ジアミンであることが好ましく、具体的には、例えば、4,4’−オキシジアニリン、p−フェニレンジアミン、4,4’−ジアミノジフェニルプロパン、4,4’−ジアミノジフェニルメタン、ベンジジン、3,3’−ジクロロベンジジン、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、1,5−ジアミノナフタレン、4,4’−ジアミノジフェニルジエチルシラン、4,4’−ジアミノジフェニルシラン、4,4’−ジアミノジフェニルエチルホスフィンオキシド、4,4’−ジアミノジフェニルN−メチルアミン、4,4’−ジアミノジフェニルN−フェニルアミン、1,4−ジアミノベンゼン(p−フェニレンジアミン)、1,3−ジアミノベンゼン、1,2−ジアミノベンゼン、2,2−ビス(4−(4−アミノフェノキシ)フェニル)プロパン、並びにこれら各化合物の類似物を挙げることができる。これら化合物は単独で用いてもよいし、任意の割合で組み合わせた混合物として用いてもよい。
【0021】
本発明はポリイミド樹脂に、窒化ホウ素を配合するため、ポリイミドに対しては、ポリイミド単体で用いる場合に比較してより高い靭性が求められる。ポリイミド自身の靭性が十分でないと、窒化ホウ素の配合により必然的に靭性が低下するため、実用に供する事ができなくなる場合がある。その点で最も好ましいのは、ピロメリット酸二無水物と4,4´−ジアミノジフェニルエーテルからなるポリイミドである。本構造は、十分な耐熱性と高い靭性を兼ね備え、なおかつ広い範囲の加工条件でその特性を維持できるバランスの取れた構造である。
【0022】
本発明では、上記ポリイミド樹脂の熱伝導性を向上させる材料として、鱗片状の窒化ホウ素が良い。図2は、鱗片状の窒化ホウ素のSEM写真、図3は、粒状の窒化ホウ素のSEM写真である。鱗片状の窒化ホウ素とは、ウロコ状の形状を有する窒化ホウ素のことを意味し、粒状の窒化ホウ素とは、粒子が単独または粒子が凝集して粒子状になった窒化ホウ素のことを意味する。窒化ホウ素の結晶格子の振動が広がることで、熱が伝達される。これはホウ素原子と窒素原子が強く結びついているため、格子振動によって熱が伝わりやすいためである。窒化ホウ素の場合、窒化ホウ素の六角網面が積み重なった構造をしており、格子の振動は面方向に生じる。窒化ホウ素は鱗片状であるため互いに接触しやすく、粒子状フィラーに比べてポリイミドの成形加工時に凝集しにくい。そのため、熱伝導性無機フィラーにくらべて、少量添加で熱伝導性の向上が可能となる。
【0023】
窒化ホウ素フィラーの平均粒径は特に限定されないが、5μm以上、好ましくは10μm以上、更には好ましくは20μm以下である。100μmといった厚みが薄い成形体においては、平均粒径が5μm以上の窒化ホウ素の場合、鱗片状に発達しており、分散不良による局部的な凝集がおこりにくく、面方向の熱伝導率が高くなりやすいため好ましい。
【0024】
これら窒化ホウ素の配合量はポリイミド樹脂100重量部に対し5〜400重量部であり、好ましく10〜300重量部、さらに好ましくは20〜200重量部である。窒化ホウ素の種類は、粒径、層数の異なる2種以上を用いることも可能である。400重量部以下であると、機械特性、表面性を保持し、もろくない材料となるので好ましい。また、5重量部以上であると、熱伝導性が上がり、目的の高熱伝導に制御することができるために好ましい。
【0025】
また、イミド化促進剤を添加して反応を促進させる場合、窒化ホウ素が凝集しやすいので、熱キュアの場合に比べて、窒化ホウ素の添加量を増やす方が好ましい。また、窒化ホウ素は、鱗片状であり、添加部数が少なくて熱伝導性を高めることが出来るため、添加による機械強度の低下は引き起こさない。例えば、引っ張り伸びは35%、引裂強度は15kg/mm以上で、フィラー未添加品に対して50%以上の保持率を有するポリイミド樹脂組成物が得やすい。また、吸水率も5%以下に保つことができ、吸水率増加量はポリイミド元来の吸水率並に抑えることができる。
【0026】
上記ポリイミド樹脂に対して、前記の窒化ホウ素の他に、熱伝導性フィラーを添加してもよい。上記ポリイミド樹脂の熱伝導性を向上させる熱伝導性無機フィラーとしては、例えば、シリカ、アルミナ、ホウ酸アルミニウム、炭化ケイ素、炭化ホウ素、炭化チタン、タングステンカーバイト、窒化ケイ素、窒化ホウ素、窒化アルミニウム、窒化チタン、マイカ、チタン酸カリウム、チタン酸バリウム、炭酸カルシウム、酸化チタン、酸化マグネシウム、酸化ジルコニウム、酸化錫、アンチモンドープ酸化錫、インジウムチンオキサイド、タルク等が挙げられる。これら窒化ホウ素以外の熱伝導性フィラーを用いる場合の使用量は、窒化ホウ素100重量部に対して1〜100重量部が好ましく、5〜50重量部がより好ましい。
【0027】
添加する窒化ホウ素や他の熱伝導性フィラーをポリイミド樹脂に分散させるための方法としては、種々の方法がとりうる。
【0028】
ポリイミド樹脂が溶剤可溶性の場合、溶剤に溶解したポリイミド樹脂中にフィラーを溶媒に予備分散したものを加え、攪拌翼での混合や3本ロールなどの混練り機によって分散を進める方法がとりうる。また、逆に予めフィラーを溶媒に予備分散した物に対し、溶剤可溶性のポリイミドの粉体またはペレット等を加えて良く混合するという方法も可能である。予備分散の方法としては、フィラーを溶剤に加えて超音波分散機によって十分に分散を進めておくといった方法が有効である。3本ロールを使用する方法ではフィラーが過剰な剪断力を受け形状が破壊される可能性があるため、攪拌翼を使用する方法のほうが好ましい。
【0029】
ポリイミド樹脂が溶剤不溶性の場合、ポリイミドの前駆体であるポリアミド酸の溶液に対し、上記の予備分散液を加えて、同様の方法で混合・混練等を行う方法も可能である。
【0030】
この際、フィラーの分散性を補助するための分散剤を併用することも、ポリイミドの特性劣化を顕著に起こさない範囲で可能である。予備分散溶液に分散材として金属塩を添加した場合には、分散状態が非常に均一なため、手による攪拌でも十分均一な分散状態を実現することができる。また、予備分散液の方に、ポリアミド酸溶液を少量ずつ攪拌しながら添加していく方が、上記の逆手順よりもより分散性は向上する。
【0031】
また、特に良好な分散性が得られる別の方法として、溶剤中に先にフィラーを加えて、超音波分散機等により十分に分散させておき、これにポリイミド(ポリアミド酸)の原料であるジアミン化合物と酸二無水物化合物を加え重合反応を行うという方法がある。この方法によれば超音波分散などによりミクロなレベルでの分散が良好に保たれるのと同時に、初期のフィラー分散後から重合中にかけて常に攪拌がなされるために、マクロなレベルの分散性も非常に良好である。
【0032】
溶液がポリイミド溶液の場合、これを任意の形状に加工した後、加熱や場合によっては減圧を併用することにより溶剤を揮発せしめ、ポリイミド成形体を得ることができる。溶液がポリアミド酸溶液である場合も、ポリイミド溶液の場合と同様の工程によりポリイミド成形体を得ることができる。この場合、加熱に先立ち、イミド化の促進のため、脱水剤として無水酢酸などの酸無水物や触媒として三級アミンを単独または併用して用いる事ができる。ただし酸無水物はイミド化反応の促進だけでなく、ポリアミド酸の分子鎖主鎖の切断も引き起こしえるため、ポリイミドの機械的特性のためには、酸無水物と三級アミンの併用または三級アミンのみの添加がより好ましく、熱のみのイミド化に比べて高い引き裂き伝播強度の物が得られる。具体的には、引裂強度が15kg/mm以上の物が得られる。また触媒添加は、加熱時間を減らすことができ、フィルムが熱劣化することを抑えることができるために非常に好ましい。触媒添加による製法では、樹脂の面内配向が進み、鱗片状の窒化ホウ素を用いた場合、窒化ホウ素も平面状に配向しやすくなる。その結果、厚みが100μm以下といった薄い成形物の場合、厚み方向に配向する窒化ホウ素が減る。また、成形時間が短くてすみ、生産性が飛躍的に高くなり、製造中に強度が出やすく、製造中に脆くなることが無い。
【0033】
フィルムおよび管状物への具体的成形法の例として下記のような方法が挙げられる。
【0034】
上記各無機成分を分散させた樹脂溶液をエンドレスベルト上に、Tダイ、コンマコーター、ドクターブレードなどを用いる事で厚み制御をした上で塗布する。樹脂溶液を熱風などによって自己支持性を有するまで加熱乾燥し、そののちエンドレスベルトより引き剥がす。引き剥がした半乾燥のフィルムの幅両端をピンやクリップによって固定し、幅方向の長さを規制しながら順次高温の加熱炉内を通すことによって、フィルム状成形物を得ることができる。または金属などの連続したシート状の支持体上に同様の方法で塗布し、これを加熱炉内へ通過せしめることによってシート状に固定されたフィルムまたはシート形状のポリイミド成形体を得、その後、支持体シートより引き剥がすかまたは支持体シートをエッチングなどの手段により除去する方法も取りうる。このようにして得たフィルムまたはシート状の成形体を所定長さと幅に切り、ベルトまたはチューブ状につなぎ合わせてベルトまたはチューブを得る方法が最も容易である。つなぎ合わせには接着剤や接着テープ等を用いることができるが、この方法は不可避的につなぎ目で段差や切れ目が存在するため、用途によっては不都合が生じる場合がある。
【0035】
管状物を得る方法としては、円筒状金型の内面または外面に樹脂溶液を塗布し、加熱乾燥あるいは減圧乾燥などにより溶媒を揮発させ、これをこのまま最終焼成温度まで加熱するか、あるいは一旦引き剥がして、最終的に内径を規定するための別金型の外周にはめ込み、最終焼成温度まで加熱するといった方法がとりうる。円筒状金型への樹脂溶液の塗布にあたっては、樹脂溶液の垂れによる厚みばらつきを緩和するため、金型を回転させることも有効である。最終焼成温度はポリイミドの構造や添加するカーボンの耐熱性により適宜選択する事が必要であるが、非熱可塑ポリイミドでポリアミド酸状態から加熱・焼成する場合は概ね350℃〜450℃の間、熱可塑ポリイミドの場合はポリイミドのガラス転位点温度に対し−20℃〜+100℃の間が好適な範囲である。
【0036】
本発明の高熱伝導性ポリイミドフィルムにおいて、面方向の熱伝導率は1W/m・K以上、さらに好ましくは2W/m・K以上、特に好ましくは5W/m・K以上である。面方向の熱伝導率が1W/m・K以上であると、基板に搭載された発熱部品の蓄熱や定着ベルトでの温ムラの熱を効果的に広げ、基板裏面の温度上昇防止や定着の増速が可能になるために好ましい。面方向の熱伝導率は100W/m・K以下であることが好ましい。また、厚み方向の熱伝導率は1W/m・K以下、さらに好ましくは、0.5W/m・K以下、特に好ましくは0.3W/m・K以下、最も好ましくは、0.25W/m・K以下である。厚み方向の熱伝導率が1W/m・K以下であると、基板に搭載された発熱部品の蓄熱や定着ベルトでの温ムラの熱を効果的に広げ、基板裏面の温度上昇防止や定着の増速が可能になるために好ましい。厚み方向の熱伝導率は0.001W/m・K以上であることが好ましい。また、面方向の熱伝導率と厚み方向の熱伝導率の比は、5以上、さらに好ましくは10以上、特に好ましくは20以上である。面方向の熱伝導率と厚み方向の熱伝導率の比が5以上であると、基板に搭載された発熱部品の蓄熱や定着ベルトでの温ムラの熱を効果的に広げ、基板裏面の温度上昇防止や定着の増速が可能になるために好ましい。面方向の熱伝導率と厚み方向の熱伝導率の比は、1000以下であることが好ましい。
【0037】
本発明の高熱伝導性ポリイミドフィルムの厚みは、5μm以上、100μm以下である。より好ましくは、10μm以上、60μm以下であり、さらに好ましくは、10μm以上、30μm以下である。5μm以上であれば、フィルムが十分な強度を有するため好ましい。また100μm以下であれば、添加した窒化ホウ素の面配向性が高まり、面方向の熱伝導性、面方向の熱伝導率と厚み方向の熱伝導率の比が高くなるため好ましい。
【0038】
本発明の高熱伝導性ポリイミドフィルムの引裂強度は、20kg/mm以上が好ましく、40kg/mm以上がより好ましく、60kg/mm以上がさらに好ましい。本発明の高熱伝導性ポリイミドフィルムの引裂強度は、500kg/mm以下であることが好ましい。
【0039】
以上、本発明に係わる実施態様を説明したが、本発明は上述の形態に限定されるものではない。
【実施例】
【0040】
以下、実施例により、本発明を具体的に説明するが、本発明はこれら実施例によって限定されるものではない。
【0041】
(面方向・厚み方向の熱伝導率)
面方向・厚み方向の熱伝導率は、λ=α×d×Cpによって算出することができる。ここで、λは熱伝導率、αは熱拡散率、dは密度、そしてCpは比熱容量をそれぞれ表わす。なお、フィルムの面方向の熱拡散率、厚み方向の熱拡散率、密度および比熱容量は以下に述べる方法で求めることができる。
【0042】
(面方向の熱拡散率測定)
面方向の熱拡散率は、光交流法による熱拡散率測定装置(アルバック理工(株)社から入手可能な「LaserPit」)を用いて、フィルムを4mm×40mmのサンプル形状に切り取り、20℃の雰囲気下で10Hzの交流条件において測定した。
【0043】
(厚み方向の熱拡散率)
熱拡散率および熱伝導率測定は、Bruker製ナノフラッシュを用いて、フィルムを直径25.4mmにカットし、20℃の雰囲気下で測定した。
【0044】
(密度測定)
フィルムの密度は、そのフィルムの縦、横、および厚みの積で算出した体積(cm3)でフィルムの重量(g)を除することにより算出した。
【0045】
(厚み測定)
フィルムの厚み測定は、25℃の恒温室内にて厚さゲージ(ハイデンハイン(株)社製、HEIDENHAIN−CERTO)を用いて50mm×50mmのフィルム中で任意の10点の厚さを測定し、それら測定値の平均値をそのフィルムの測定厚みとして採用した。
【0046】
(比熱測定)
フィルムの比熱測定は、窒化ホウ素の比熱807J/kg・K、ポリイミドの比熱1100J/kg・Kを配合割合から換算して算出した。
【0047】
(成形性)
ピン枠を用いたフィルム成形、径70mmの管状物成形のいずれにおいても、成形途中で裂けが発生しなかったものを「○」、裂けが発生したものを「×」とした。
【0048】
(引裂強度)
JIS K 7128「プラスチックフィルム及びシートの引裂試験方法(C法:直角形引裂法)」に従い、引張試験機を用いて測定した。試験速度は100mm/分とした。
【0049】
次に、実施例と比較例について説明する。
【0050】
(実施例1)
芳香族ジアミンとして4,4′−ジアミノジフェニルエーテルを、芳香族テトラカルボン酸二無水物としてピロメリット酸二無水物を用いて得られたポリアミド酸のDMF溶液(固形分濃度18.5%、溶液粘度3,000poise)を75g準備した。一方、窒化ホウ素(鱗片状:平均粒径35〜60μm)(製品名:PT−110、モメンティブ・パフォーマンスマ・テリアルズ合同会社製)13.9gを窒化ホウ素重量の8倍量のDMFに分散させて液を調整した。
【0051】
これらポリアミド酸溶液と窒化ホウ素の分散液を添加し混練した。得られたドープをフィルム状にキャストする前に、無水酢酸/イソキノリン/DMFを9.03g/11.4g/15.6gからなる溶液を添加混合した。次いでフィルムとして得る場合にはアルミ箔にキャストし、140℃/360秒、275℃/40秒、400℃/93秒熱処理して、ケミカルキュアにて約50μmのポリイミドフィルムを得た(このポリイミドをPI−Aともいう)。フィルムとして形成する場合には、140℃の加熱のあとにアルミ箔から引き剥がしピン枠に移した。本フィルムの窒化ホウ素の量はポリイミド固形分100重量部に対して100重量部である。得られたフィルムの特性値は表1に示す。
【0052】
このようにして重合したポリイミドフィルム単体(フィラーを含まない)の複屈折0.10、線膨張係数32ppm、引張弾性率2.9GPa、伸び70%、引裂強度45kg/mm、吸水率2.5%であった。
【0053】
(実施例2)
窒化ホウ素の窒化ホウ素(鱗片状:平均粒径22〜37μm)(製品名:PT−110、モメンティブ・パフォーマンスマ・テリアルズ合同会社製(鱗片状:平均粒径35〜60μm)と製品名:PT−120、モメンティブ・パフォーマンスマ・テリアルズ合同会社製(鱗片状:平均粒径8〜14μm)の1対1の混合物)13.9gに変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0054】
(実施例3)
イミド化条件をケミカルキュアではなく、熱キュア(140℃/15分、200℃/30分、250℃/30分、300℃/30分、350℃/30分熱処理)で作成した以外は、実施例1と同様にしてフィルムを得た(表1中では、一応、このポリイミドもPI−Aと表現している)。特性値は表1に示す。
【0055】
(実施例4)
ポリアミド酸のDMF溶液を芳香族ジアミンとして4,4′−ジアミノジフェニルエーテル3当量をDMFに溶解し、次にPMDA4当量を加え、さらに、パラフェニレンジアミン1当量を加えて重合したポリアミド酸のDMF溶液(固形分濃度18.5%、溶液粘度3,000poise)に変更した以外は実施例1と同様にしてフィルムを得た(このポリイミドをPI−Bともいう)。特性値を表1に示す。
【0056】
このようにして重合したポリイミドフィルム単体(フィラーを含まない)の複屈折0.13、線膨張係数19ppm、吸湿膨張係数9ppm、引張弾性率4GPa、伸び70%、引裂強度45kg/mm、吸水率は2.1%であった。
【0057】
(実施例5)
ポリイミドのDMF溶液(固形分濃度18.5%、溶液粘度3,000poise)を75g準備した。一方、窒化ホウ素(平均粒径35〜60μm)(製品名:PT−110、モメンティブ・パフォーマンスマ・テリアルズ合同会社製)13.9gを窒化ホウ素重量の8倍量のDMFに分散させて液を調整した。
【0058】
これらポリイミド溶液と窒化ホウ素の分散液を添加し混練した。得られたドープをアルミ箔にキャストし、140℃/360秒、200℃/40秒熱処理して、約50μmのフィルムを得た(このポリイミドをPI−Cともいう)。本フィルムの窒化ホウ素の量はポリイミド固形分100重量部に対して100重量部である。得られたフィルムの特性値は表1に示す。
【0059】
このようにして重合したポリイミドフィルム単体(フィラーを含まない)の複屈折0.06、線膨張係数>40ppm、引張弾性率2.5GPa、伸び70%、引裂強度40kg/mm、吸水率3.0%であった。
【0060】
(実施例6)
窒化ホウ素の量を100部から50部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0061】
(実施例7)
窒化ホウ素の量を100部から200部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0062】
(実施例8)
窒化ホウ素の量を100部から300部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0063】
(実施例9)
出来上がりフィルムの厚みを50μmから25μmに変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0064】
(実施例10)
出来上がりフィルムの厚みを50μmから12.5μmに変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0065】
(比較例1)
窒化ホウ素を配合しない以外は、実施例1と同様にしてポリイミドフィルム及び管状物を得た。特性値を表1に示す。
【0066】
(比較例2)
窒化ホウ素を配合しない以外は、実施例3と同様にしてポリイミドフィルム及び管状物を得た。特性値を表1に示す。
【0067】
(比較例3)
窒化ホウ素100部を炭化ケイ素(製品名:GC#4000、昭和電工(株)製(粒状))100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0068】
(比較例4)
窒化ホウ素100部を酸化チタン(製品名:FTL300、石原産業(株)製(針状)100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0069】
(比較例5)
窒化ホウ素100部を親油性スメクタイト(製品名:合成スクメタイトSTN、コープケミカル(株)製)(鱗片状))50部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0070】
(比較例6)
窒化ホウ素100部を親油性スメクタイト(製品名:合成スクメタイトSTN、コープケミカル(株)製)(鱗片状))100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0071】
(比較例7)
窒化ホウ素100部を合成雲母(製品名:合成雲母ソマシフME−100、コープケミカル(株)製)(鱗片状))50部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0072】
(比較例8)
窒化ホウ素100部を合成雲母(製品名:合成雲母ソマシフME−100、コープケミカル(株)製)(鱗片状))100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0073】
(比較例9)
窒化ホウ素100部を窒化ホウ素(粒状:平均粒径15〜25μm)(製品名:CF−300、モメンティブ・パフォーマンスマ・テリアルズ合同会社製)100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0074】
【表1】

【0075】
以上のようにして得られた実施例1〜10は、比較例1〜9に比べて、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、実施例では、鱗片状の窒化ホウ素フィラーを用いていたためである。実施例の中でも、実施例5、実施例3、実施例1、実施例4の順で、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、原料のポリイミドが、実施例5、実施例3、実施例1、実施例4の順で分子の面配向性に優れており、鱗片状フィラーと組み合わせることで、大幅に改善されたものと考える。また引き裂き強度も改善競れていた。実施例3は熱キュアで成形をおこなっているために、他の実施例に比べると非常に時間がかかり、生産性に劣り、成膜中にフィルムが裂けやすかった。実施例10、実施例9、実施例1の順で、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、厚みを薄く成型することで、フィラーを面方向に配列することが可能になったためと考える。また、実施例10と実施例9は、厚みが薄いにも関わらず十分な引き裂き強度を兼ね備えている。実施例2、実施例1の順で、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、平均粒径を高いフィラーを用いることで面方向に配列することが可能になったためと考える。
【0076】
以上のようにして、本発明を用いることで、面方向の熱伝導性に優れ、面方向と厚み方向で熱伝導率に異方性を有し、引き裂き強度及び成膜性にも優れた熱伝導性ポリイミドフィルムを得ることができた。
【技術分野】
【0001】
本発明は、ポリイミドが本来有する、優れた機械特性・耐熱性等の特性に加え、優れた熱伝導性を有する高熱伝導性ポリイミドフィルムに関する。
【背景技術】
【0002】
ポリイミド樹脂は、その優れた耐熱性、耐薬品性、電気絶縁性などの特性を活かし、フィルム、チューブ、成形体などとして幅広く利用されている。さらにポリイミド樹脂に高熱伝導性フィラーを配合した熱伝導樹脂ポリイミドも知られており、フィルム状としてフレキシブルプリント基板(FPC)のベース基材(特許文献1)、ベルト状として電子写真記録装置用の定着ベルト(特許文献2)等、様々な用途に用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−226751号公報
【特許文献2】特開2007−192985号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、FPCや半導体周辺では、近年の高密度実装に伴って、ベース基材や絶縁膜として用いられる樹脂の放熱問題がさらに深刻化してきている。具体的には、従来は、熱伝導率に劣りかつ熱伝導率に異方性のない樹脂フィルムを使用するために蓄熱が起こり、電子機器そのものの信頼性が低下するといったことがおこっていた。特に、発熱部品の熱を面方向に広げ、裏面に熱が伝わることを防止することが必要とされている。
【0005】
また、電子写真装置周辺では、フィルム状のエンドレスベルトを介して、ヒータにより記録紙上のトナーを直接加熱溶融させる定着方式が採用される。本ベルトにおいても、熱問題は深刻化しており、従来は、ベルト材料に、熱伝導率に劣りかつ熱伝導率に異方性のない樹脂を用いていたため、定着速度の高速化に十分に対応することが困難になってきている。特に、はがきとコピー用紙が混在する印刷物を印刷する際には、ベルト内部で温度ムラが生じ、さらに、ベルトの面方向に熱を広げ、裏面に熱が伝わることを防止することが必要とされている。
【0006】
本発明の目的は、発熱部品が搭載されたフレキシブルプリント基板や電子写真の定着ベルトの熱を面方向に効果的に拡散するために、面方向の熱伝導性に優れ、面方向と厚み方向で熱伝導率の異方性を有し、引き裂き強度及び成膜性にも優れた熱伝導性ポリイミドフィルムを提供することにある。
【課題を解決するための手段】
【0007】
このような課題を解決すべく、原料ポリイミド、フィルム成形条件、フィラーの効果を比較検討した結果、高配向性のポリイミド樹脂に鱗片状の窒化ホウ素を配合することで高熱伝導性ポリイミドフィルムを開発するに至った。
【0008】
すなわち本発明は、以下のものである。
(1)ポリイミド樹脂100重量部に対し、鱗片状の窒化ホウ素を5〜400重量部含有し、面方向の熱伝導率が1W/m・K以上、厚み方向の熱伝導率が1W/m・K以下、面方向の熱伝導率/厚み方向の熱伝導率の比が5以上であることを特徴とする高熱伝導性ポリイミドフィルム。
(2)前記ポリイミド樹脂がイミド化促進剤として酸無水物および/または三級アミンを添加後、加熱焼成して得られる、単独で成形すると複屈折が0.08以上のポリイミド樹脂であることを特徴とする(1)に記載の高熱伝導性ポリイミドフィルム。
(3)前記面方向の熱伝導率が3W/m・K以上、前記厚み方向の熱伝導率が0.5W/mK以下、前記面方向の熱伝導率/厚み方向の熱伝導率の比が10以上であることを特徴とする(1)又は(2)に記載の高熱伝導性ポリイミドフィルム。
(4)前記高熱伝導性ポリイミドフィルムの引裂強度が20kg/mm以上であることを特徴とする(1)〜(3)に記載の高熱伝導性ポリイミドフィルム。
(5)前記高熱伝導性ポリイミドフィルムの厚みが、30μm以下であることを特徴とする(1)〜(4)に記載の高熱伝導性ポリイミドフィルム。
【発明の効果】
【0009】
本発明によれば、電子機器の発熱部品や電子写真の定着ベルトの熱を面方向に効果的に拡散し、面方向と厚み方向で熱伝導率の異方性を有し、引き裂き強度及び成膜性にも優れた熱伝導性ポリイミドフィルムを得る。
【図面の簡単な説明】
【0010】
【図1】複屈折測定のサンプルの角度
【図2】鱗片状の窒化ホウ素のSEM写真
【図3】粒状の窒化ホウ素のSEM写真
【発明を実施するための形態】
【0011】
本発明におけるポリイミド樹脂とは、その構造中にイミド結合を有する樹脂全般を指し、ポリエーテルイミド、ポリエステルイミド、ポリアミドイミドなどの一般名称で呼ばれる樹脂はもちろん、他樹脂との共重合系やブレンド物も含むものである。
【0012】
特には、窒化ホウ素の表面活性基と強く結合することができる反応硬化型の直鎖状ポリイミド樹脂が好ましい。ここで、反応硬化型の直鎖状ポリイミド樹脂とは、前駆体である直鎖状ポリアミド酸を経由し、アミド酸部位が脱水閉環することで得られるポリイミド樹脂のことを指し、ピロメリット酸二無水物と4,4′−ジアミノジフェニルエーテルとの反応で得られる直鎖状のポリアミド酸を、加熱、触媒添加等することで得られるポリイミド樹脂が代表例として挙げられる。反応硬化型の直鎖状ポリアミド酸は、カルボン酸基やアミノ基等の官能基を有し、これら官能基は無機フィラーと強く相互作用し、窒化ホウ素と強固な結合を形成することができるため好ましく用いられる。
【0013】
ポリイミド樹脂のキュア方法としてはケミカルキュアと熱キュアが知られているが、本発明においてはケミカルキュアが好ましい。イミド化促進剤として酸無水物および/または三級アミンを使用してケミカルキュアすると、熱キュアの場合と比較して、成形初期の段階から強度の高いものが得られ、成形中に乾燥や脱水反応で樹脂が収縮したとしても、樹脂が裂けることなく、収率改善に繋がる。例えば、フィルム状で成形する場合、端部をピン枠で固定して成形を行うが、この場合、成形中樹脂に強いテンションがかかりフィルムが裂けることがあるが、ケミカルキュアを用いればこのようなことは発生しにくくなる。特に樹脂に窒化ホウ素を含む場合(特に50重量部以上の高充填をした場合)非常に裂けやすくなるのだが、ケミカルキュアを用いればこのような問題は回避することが出来る。また、管状で成形する場合には、円筒の金型に樹脂を塗布後、乾燥させて管状に成形する。この乾燥中に樹脂は収縮するのだが、熱キュアでは成型中の強度が弱いためにフィルムが裂けることがよくある。しかし、ケミカルキュアを用いればこのような裂けを抑制することが出来る。また、無機フィラーを含むフィルムや管状物のように厚みが100μm以上、特に50μ以下の薄い成形体を作成する場合、裂けやすくなるがケミカルキュアを用いればこのような問題は回避することが出来る。
【0014】
また、ケミカルキュアを用いれば成形後においても引き裂きに強いものが得られ、冷却による収縮でフィルムや管状物が裂けることを抑えることが出来る。特に管状物として成形した場合、管状物を金型から引き抜く必要があるが、熱キュアで作成したものやフィラーを高充填したものは引裂強度が弱く、引き抜く過程でベルトが破損することがあるが、ケミカルキュアで作成したものではこのような破損を大幅に抑制することが出来る。また、ケミカルキュアで作成した管状物を定着ベルトや転写定着ベルトとして長時間回転させても、端部からの裂けやつぶれが発生することなく安定的に使用することが出来る。
【0015】
本発明において好ましいポリイミド樹脂は、前駆体であるポリアミド酸に、脱水剤およびイミド化促進剤としての酸無水物および/または三級アミンを添加後、加熱焼成して得られるものであって、複屈折が0.08以上のポリイミド樹脂である。この場合には、改善効果が大きくなるため好ましい。なおここでいう「複屈折が0.08以上のポリイミド樹脂」とは、ポリイミド樹脂単体(すなわち鱗片状の窒化ホウ素などを配合しない状態)での複屈折が0.08以上であるポリイミド樹脂をいう。なお、本発明のポリイミドフィルムに用いるポリイミド樹脂の複屈折は、0.10以上であることがより好ましく、0.12以上であることがさらに好ましい。また本発明のポリイミドフィルムに用いるポリイミド樹脂の複屈折は、1.00以下であることが好ましい。
【0016】
ここでいう複屈折とは、フィルム面内の任意方向の屈折率と厚み方向の屈折率との差を意味し、フィルム面内の任意方向Xの複屈折Δnxは、「複屈折Δnx=(面内X方向の屈折率Nx)−(厚み方向の屈折率Nz)」で与えられる。
【0017】
高分子フィルムの複屈折は、メトリコン社製の屈折率・膜厚測定システム(型番:2010 プリズムカプラ)を使用して測定できる。測定は、波長594nmの光源を用い、TEモードとTMモードでそれぞれ屈折率を測定し、TE−TMの値を複屈折値できる。なお、前述の「フィルム面内の任意方向X」とは、例えばフィルム形成時における材料流れの方向を基準として、図1のように、X方向が面内の0゜方向、45゜方向、90゜方向、135゜方向のどの方向においても、の意味である。したがって測定は、好ましくは、サンプルを装置に、0゜方向、45゜方向、90゜方向、135゜方向でセットし、各角度で複屈折を測定し、その平均を複屈折とする。
次に、本発明で用いられるポリイミド樹脂の具体的な構造について説明する。
【0018】
一般的ポリイミドとして、テトラカルボン酸二無水物、ジアミン化合物とをモノマーとして用いるのが通常である。
【0019】
本発明において酸二無水物成分として用いることができる化合物は特に限定されるものではないが、芳香族テトラカルボン酸二無水物であることが好ましく、具体的には、例えば、ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、1,2,5,6−ナフタレンテトラカルボン酸二無水物、2,2’,3,3’−ビフェニルテトラカルボン酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、3,4,9,10−ペリレンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)プロパン二無水物、1,1−ビス(2,3−ジカルボキシフェニル)エタン二無水物、1,1−ビス(3,4−ジカルボキシフェニル)エタン二無水物、ビス(2,3−ジカルボキシフェニル)メタン二無水物、ビス(3,4−ジカルボキシフェニル)エタン二無水物、オキシジフタル酸二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、p−フェニレンビス(トリメリット酸モノエステル酸無水物)、エチレンビス(トリメリット酸モノエステル酸無水物)、ビスフェノールAビス(トリメリット酸モノエステル酸無水物)、並びにこれら各化合物の類似物を挙げることができる。これら化合物は単独で用いてもよいし、任意の割合で組み合わせた混合物として用いてもよい。
【0020】
本発明においてジアミン成分として用いることができる化合物は特に限定されるものではないが、芳香族ジアミンであることが好ましく、具体的には、例えば、4,4’−オキシジアニリン、p−フェニレンジアミン、4,4’−ジアミノジフェニルプロパン、4,4’−ジアミノジフェニルメタン、ベンジジン、3,3’−ジクロロベンジジン、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、1,5−ジアミノナフタレン、4,4’−ジアミノジフェニルジエチルシラン、4,4’−ジアミノジフェニルシラン、4,4’−ジアミノジフェニルエチルホスフィンオキシド、4,4’−ジアミノジフェニルN−メチルアミン、4,4’−ジアミノジフェニルN−フェニルアミン、1,4−ジアミノベンゼン(p−フェニレンジアミン)、1,3−ジアミノベンゼン、1,2−ジアミノベンゼン、2,2−ビス(4−(4−アミノフェノキシ)フェニル)プロパン、並びにこれら各化合物の類似物を挙げることができる。これら化合物は単独で用いてもよいし、任意の割合で組み合わせた混合物として用いてもよい。
【0021】
本発明はポリイミド樹脂に、窒化ホウ素を配合するため、ポリイミドに対しては、ポリイミド単体で用いる場合に比較してより高い靭性が求められる。ポリイミド自身の靭性が十分でないと、窒化ホウ素の配合により必然的に靭性が低下するため、実用に供する事ができなくなる場合がある。その点で最も好ましいのは、ピロメリット酸二無水物と4,4´−ジアミノジフェニルエーテルからなるポリイミドである。本構造は、十分な耐熱性と高い靭性を兼ね備え、なおかつ広い範囲の加工条件でその特性を維持できるバランスの取れた構造である。
【0022】
本発明では、上記ポリイミド樹脂の熱伝導性を向上させる材料として、鱗片状の窒化ホウ素が良い。図2は、鱗片状の窒化ホウ素のSEM写真、図3は、粒状の窒化ホウ素のSEM写真である。鱗片状の窒化ホウ素とは、ウロコ状の形状を有する窒化ホウ素のことを意味し、粒状の窒化ホウ素とは、粒子が単独または粒子が凝集して粒子状になった窒化ホウ素のことを意味する。窒化ホウ素の結晶格子の振動が広がることで、熱が伝達される。これはホウ素原子と窒素原子が強く結びついているため、格子振動によって熱が伝わりやすいためである。窒化ホウ素の場合、窒化ホウ素の六角網面が積み重なった構造をしており、格子の振動は面方向に生じる。窒化ホウ素は鱗片状であるため互いに接触しやすく、粒子状フィラーに比べてポリイミドの成形加工時に凝集しにくい。そのため、熱伝導性無機フィラーにくらべて、少量添加で熱伝導性の向上が可能となる。
【0023】
窒化ホウ素フィラーの平均粒径は特に限定されないが、5μm以上、好ましくは10μm以上、更には好ましくは20μm以下である。100μmといった厚みが薄い成形体においては、平均粒径が5μm以上の窒化ホウ素の場合、鱗片状に発達しており、分散不良による局部的な凝集がおこりにくく、面方向の熱伝導率が高くなりやすいため好ましい。
【0024】
これら窒化ホウ素の配合量はポリイミド樹脂100重量部に対し5〜400重量部であり、好ましく10〜300重量部、さらに好ましくは20〜200重量部である。窒化ホウ素の種類は、粒径、層数の異なる2種以上を用いることも可能である。400重量部以下であると、機械特性、表面性を保持し、もろくない材料となるので好ましい。また、5重量部以上であると、熱伝導性が上がり、目的の高熱伝導に制御することができるために好ましい。
【0025】
また、イミド化促進剤を添加して反応を促進させる場合、窒化ホウ素が凝集しやすいので、熱キュアの場合に比べて、窒化ホウ素の添加量を増やす方が好ましい。また、窒化ホウ素は、鱗片状であり、添加部数が少なくて熱伝導性を高めることが出来るため、添加による機械強度の低下は引き起こさない。例えば、引っ張り伸びは35%、引裂強度は15kg/mm以上で、フィラー未添加品に対して50%以上の保持率を有するポリイミド樹脂組成物が得やすい。また、吸水率も5%以下に保つことができ、吸水率増加量はポリイミド元来の吸水率並に抑えることができる。
【0026】
上記ポリイミド樹脂に対して、前記の窒化ホウ素の他に、熱伝導性フィラーを添加してもよい。上記ポリイミド樹脂の熱伝導性を向上させる熱伝導性無機フィラーとしては、例えば、シリカ、アルミナ、ホウ酸アルミニウム、炭化ケイ素、炭化ホウ素、炭化チタン、タングステンカーバイト、窒化ケイ素、窒化ホウ素、窒化アルミニウム、窒化チタン、マイカ、チタン酸カリウム、チタン酸バリウム、炭酸カルシウム、酸化チタン、酸化マグネシウム、酸化ジルコニウム、酸化錫、アンチモンドープ酸化錫、インジウムチンオキサイド、タルク等が挙げられる。これら窒化ホウ素以外の熱伝導性フィラーを用いる場合の使用量は、窒化ホウ素100重量部に対して1〜100重量部が好ましく、5〜50重量部がより好ましい。
【0027】
添加する窒化ホウ素や他の熱伝導性フィラーをポリイミド樹脂に分散させるための方法としては、種々の方法がとりうる。
【0028】
ポリイミド樹脂が溶剤可溶性の場合、溶剤に溶解したポリイミド樹脂中にフィラーを溶媒に予備分散したものを加え、攪拌翼での混合や3本ロールなどの混練り機によって分散を進める方法がとりうる。また、逆に予めフィラーを溶媒に予備分散した物に対し、溶剤可溶性のポリイミドの粉体またはペレット等を加えて良く混合するという方法も可能である。予備分散の方法としては、フィラーを溶剤に加えて超音波分散機によって十分に分散を進めておくといった方法が有効である。3本ロールを使用する方法ではフィラーが過剰な剪断力を受け形状が破壊される可能性があるため、攪拌翼を使用する方法のほうが好ましい。
【0029】
ポリイミド樹脂が溶剤不溶性の場合、ポリイミドの前駆体であるポリアミド酸の溶液に対し、上記の予備分散液を加えて、同様の方法で混合・混練等を行う方法も可能である。
【0030】
この際、フィラーの分散性を補助するための分散剤を併用することも、ポリイミドの特性劣化を顕著に起こさない範囲で可能である。予備分散溶液に分散材として金属塩を添加した場合には、分散状態が非常に均一なため、手による攪拌でも十分均一な分散状態を実現することができる。また、予備分散液の方に、ポリアミド酸溶液を少量ずつ攪拌しながら添加していく方が、上記の逆手順よりもより分散性は向上する。
【0031】
また、特に良好な分散性が得られる別の方法として、溶剤中に先にフィラーを加えて、超音波分散機等により十分に分散させておき、これにポリイミド(ポリアミド酸)の原料であるジアミン化合物と酸二無水物化合物を加え重合反応を行うという方法がある。この方法によれば超音波分散などによりミクロなレベルでの分散が良好に保たれるのと同時に、初期のフィラー分散後から重合中にかけて常に攪拌がなされるために、マクロなレベルの分散性も非常に良好である。
【0032】
溶液がポリイミド溶液の場合、これを任意の形状に加工した後、加熱や場合によっては減圧を併用することにより溶剤を揮発せしめ、ポリイミド成形体を得ることができる。溶液がポリアミド酸溶液である場合も、ポリイミド溶液の場合と同様の工程によりポリイミド成形体を得ることができる。この場合、加熱に先立ち、イミド化の促進のため、脱水剤として無水酢酸などの酸無水物や触媒として三級アミンを単独または併用して用いる事ができる。ただし酸無水物はイミド化反応の促進だけでなく、ポリアミド酸の分子鎖主鎖の切断も引き起こしえるため、ポリイミドの機械的特性のためには、酸無水物と三級アミンの併用または三級アミンのみの添加がより好ましく、熱のみのイミド化に比べて高い引き裂き伝播強度の物が得られる。具体的には、引裂強度が15kg/mm以上の物が得られる。また触媒添加は、加熱時間を減らすことができ、フィルムが熱劣化することを抑えることができるために非常に好ましい。触媒添加による製法では、樹脂の面内配向が進み、鱗片状の窒化ホウ素を用いた場合、窒化ホウ素も平面状に配向しやすくなる。その結果、厚みが100μm以下といった薄い成形物の場合、厚み方向に配向する窒化ホウ素が減る。また、成形時間が短くてすみ、生産性が飛躍的に高くなり、製造中に強度が出やすく、製造中に脆くなることが無い。
【0033】
フィルムおよび管状物への具体的成形法の例として下記のような方法が挙げられる。
【0034】
上記各無機成分を分散させた樹脂溶液をエンドレスベルト上に、Tダイ、コンマコーター、ドクターブレードなどを用いる事で厚み制御をした上で塗布する。樹脂溶液を熱風などによって自己支持性を有するまで加熱乾燥し、そののちエンドレスベルトより引き剥がす。引き剥がした半乾燥のフィルムの幅両端をピンやクリップによって固定し、幅方向の長さを規制しながら順次高温の加熱炉内を通すことによって、フィルム状成形物を得ることができる。または金属などの連続したシート状の支持体上に同様の方法で塗布し、これを加熱炉内へ通過せしめることによってシート状に固定されたフィルムまたはシート形状のポリイミド成形体を得、その後、支持体シートより引き剥がすかまたは支持体シートをエッチングなどの手段により除去する方法も取りうる。このようにして得たフィルムまたはシート状の成形体を所定長さと幅に切り、ベルトまたはチューブ状につなぎ合わせてベルトまたはチューブを得る方法が最も容易である。つなぎ合わせには接着剤や接着テープ等を用いることができるが、この方法は不可避的につなぎ目で段差や切れ目が存在するため、用途によっては不都合が生じる場合がある。
【0035】
管状物を得る方法としては、円筒状金型の内面または外面に樹脂溶液を塗布し、加熱乾燥あるいは減圧乾燥などにより溶媒を揮発させ、これをこのまま最終焼成温度まで加熱するか、あるいは一旦引き剥がして、最終的に内径を規定するための別金型の外周にはめ込み、最終焼成温度まで加熱するといった方法がとりうる。円筒状金型への樹脂溶液の塗布にあたっては、樹脂溶液の垂れによる厚みばらつきを緩和するため、金型を回転させることも有効である。最終焼成温度はポリイミドの構造や添加するカーボンの耐熱性により適宜選択する事が必要であるが、非熱可塑ポリイミドでポリアミド酸状態から加熱・焼成する場合は概ね350℃〜450℃の間、熱可塑ポリイミドの場合はポリイミドのガラス転位点温度に対し−20℃〜+100℃の間が好適な範囲である。
【0036】
本発明の高熱伝導性ポリイミドフィルムにおいて、面方向の熱伝導率は1W/m・K以上、さらに好ましくは2W/m・K以上、特に好ましくは5W/m・K以上である。面方向の熱伝導率が1W/m・K以上であると、基板に搭載された発熱部品の蓄熱や定着ベルトでの温ムラの熱を効果的に広げ、基板裏面の温度上昇防止や定着の増速が可能になるために好ましい。面方向の熱伝導率は100W/m・K以下であることが好ましい。また、厚み方向の熱伝導率は1W/m・K以下、さらに好ましくは、0.5W/m・K以下、特に好ましくは0.3W/m・K以下、最も好ましくは、0.25W/m・K以下である。厚み方向の熱伝導率が1W/m・K以下であると、基板に搭載された発熱部品の蓄熱や定着ベルトでの温ムラの熱を効果的に広げ、基板裏面の温度上昇防止や定着の増速が可能になるために好ましい。厚み方向の熱伝導率は0.001W/m・K以上であることが好ましい。また、面方向の熱伝導率と厚み方向の熱伝導率の比は、5以上、さらに好ましくは10以上、特に好ましくは20以上である。面方向の熱伝導率と厚み方向の熱伝導率の比が5以上であると、基板に搭載された発熱部品の蓄熱や定着ベルトでの温ムラの熱を効果的に広げ、基板裏面の温度上昇防止や定着の増速が可能になるために好ましい。面方向の熱伝導率と厚み方向の熱伝導率の比は、1000以下であることが好ましい。
【0037】
本発明の高熱伝導性ポリイミドフィルムの厚みは、5μm以上、100μm以下である。より好ましくは、10μm以上、60μm以下であり、さらに好ましくは、10μm以上、30μm以下である。5μm以上であれば、フィルムが十分な強度を有するため好ましい。また100μm以下であれば、添加した窒化ホウ素の面配向性が高まり、面方向の熱伝導性、面方向の熱伝導率と厚み方向の熱伝導率の比が高くなるため好ましい。
【0038】
本発明の高熱伝導性ポリイミドフィルムの引裂強度は、20kg/mm以上が好ましく、40kg/mm以上がより好ましく、60kg/mm以上がさらに好ましい。本発明の高熱伝導性ポリイミドフィルムの引裂強度は、500kg/mm以下であることが好ましい。
【0039】
以上、本発明に係わる実施態様を説明したが、本発明は上述の形態に限定されるものではない。
【実施例】
【0040】
以下、実施例により、本発明を具体的に説明するが、本発明はこれら実施例によって限定されるものではない。
【0041】
(面方向・厚み方向の熱伝導率)
面方向・厚み方向の熱伝導率は、λ=α×d×Cpによって算出することができる。ここで、λは熱伝導率、αは熱拡散率、dは密度、そしてCpは比熱容量をそれぞれ表わす。なお、フィルムの面方向の熱拡散率、厚み方向の熱拡散率、密度および比熱容量は以下に述べる方法で求めることができる。
【0042】
(面方向の熱拡散率測定)
面方向の熱拡散率は、光交流法による熱拡散率測定装置(アルバック理工(株)社から入手可能な「LaserPit」)を用いて、フィルムを4mm×40mmのサンプル形状に切り取り、20℃の雰囲気下で10Hzの交流条件において測定した。
【0043】
(厚み方向の熱拡散率)
熱拡散率および熱伝導率測定は、Bruker製ナノフラッシュを用いて、フィルムを直径25.4mmにカットし、20℃の雰囲気下で測定した。
【0044】
(密度測定)
フィルムの密度は、そのフィルムの縦、横、および厚みの積で算出した体積(cm3)でフィルムの重量(g)を除することにより算出した。
【0045】
(厚み測定)
フィルムの厚み測定は、25℃の恒温室内にて厚さゲージ(ハイデンハイン(株)社製、HEIDENHAIN−CERTO)を用いて50mm×50mmのフィルム中で任意の10点の厚さを測定し、それら測定値の平均値をそのフィルムの測定厚みとして採用した。
【0046】
(比熱測定)
フィルムの比熱測定は、窒化ホウ素の比熱807J/kg・K、ポリイミドの比熱1100J/kg・Kを配合割合から換算して算出した。
【0047】
(成形性)
ピン枠を用いたフィルム成形、径70mmの管状物成形のいずれにおいても、成形途中で裂けが発生しなかったものを「○」、裂けが発生したものを「×」とした。
【0048】
(引裂強度)
JIS K 7128「プラスチックフィルム及びシートの引裂試験方法(C法:直角形引裂法)」に従い、引張試験機を用いて測定した。試験速度は100mm/分とした。
【0049】
次に、実施例と比較例について説明する。
【0050】
(実施例1)
芳香族ジアミンとして4,4′−ジアミノジフェニルエーテルを、芳香族テトラカルボン酸二無水物としてピロメリット酸二無水物を用いて得られたポリアミド酸のDMF溶液(固形分濃度18.5%、溶液粘度3,000poise)を75g準備した。一方、窒化ホウ素(鱗片状:平均粒径35〜60μm)(製品名:PT−110、モメンティブ・パフォーマンスマ・テリアルズ合同会社製)13.9gを窒化ホウ素重量の8倍量のDMFに分散させて液を調整した。
【0051】
これらポリアミド酸溶液と窒化ホウ素の分散液を添加し混練した。得られたドープをフィルム状にキャストする前に、無水酢酸/イソキノリン/DMFを9.03g/11.4g/15.6gからなる溶液を添加混合した。次いでフィルムとして得る場合にはアルミ箔にキャストし、140℃/360秒、275℃/40秒、400℃/93秒熱処理して、ケミカルキュアにて約50μmのポリイミドフィルムを得た(このポリイミドをPI−Aともいう)。フィルムとして形成する場合には、140℃の加熱のあとにアルミ箔から引き剥がしピン枠に移した。本フィルムの窒化ホウ素の量はポリイミド固形分100重量部に対して100重量部である。得られたフィルムの特性値は表1に示す。
【0052】
このようにして重合したポリイミドフィルム単体(フィラーを含まない)の複屈折0.10、線膨張係数32ppm、引張弾性率2.9GPa、伸び70%、引裂強度45kg/mm、吸水率2.5%であった。
【0053】
(実施例2)
窒化ホウ素の窒化ホウ素(鱗片状:平均粒径22〜37μm)(製品名:PT−110、モメンティブ・パフォーマンスマ・テリアルズ合同会社製(鱗片状:平均粒径35〜60μm)と製品名:PT−120、モメンティブ・パフォーマンスマ・テリアルズ合同会社製(鱗片状:平均粒径8〜14μm)の1対1の混合物)13.9gに変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0054】
(実施例3)
イミド化条件をケミカルキュアではなく、熱キュア(140℃/15分、200℃/30分、250℃/30分、300℃/30分、350℃/30分熱処理)で作成した以外は、実施例1と同様にしてフィルムを得た(表1中では、一応、このポリイミドもPI−Aと表現している)。特性値は表1に示す。
【0055】
(実施例4)
ポリアミド酸のDMF溶液を芳香族ジアミンとして4,4′−ジアミノジフェニルエーテル3当量をDMFに溶解し、次にPMDA4当量を加え、さらに、パラフェニレンジアミン1当量を加えて重合したポリアミド酸のDMF溶液(固形分濃度18.5%、溶液粘度3,000poise)に変更した以外は実施例1と同様にしてフィルムを得た(このポリイミドをPI−Bともいう)。特性値を表1に示す。
【0056】
このようにして重合したポリイミドフィルム単体(フィラーを含まない)の複屈折0.13、線膨張係数19ppm、吸湿膨張係数9ppm、引張弾性率4GPa、伸び70%、引裂強度45kg/mm、吸水率は2.1%であった。
【0057】
(実施例5)
ポリイミドのDMF溶液(固形分濃度18.5%、溶液粘度3,000poise)を75g準備した。一方、窒化ホウ素(平均粒径35〜60μm)(製品名:PT−110、モメンティブ・パフォーマンスマ・テリアルズ合同会社製)13.9gを窒化ホウ素重量の8倍量のDMFに分散させて液を調整した。
【0058】
これらポリイミド溶液と窒化ホウ素の分散液を添加し混練した。得られたドープをアルミ箔にキャストし、140℃/360秒、200℃/40秒熱処理して、約50μmのフィルムを得た(このポリイミドをPI−Cともいう)。本フィルムの窒化ホウ素の量はポリイミド固形分100重量部に対して100重量部である。得られたフィルムの特性値は表1に示す。
【0059】
このようにして重合したポリイミドフィルム単体(フィラーを含まない)の複屈折0.06、線膨張係数>40ppm、引張弾性率2.5GPa、伸び70%、引裂強度40kg/mm、吸水率3.0%であった。
【0060】
(実施例6)
窒化ホウ素の量を100部から50部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0061】
(実施例7)
窒化ホウ素の量を100部から200部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0062】
(実施例8)
窒化ホウ素の量を100部から300部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0063】
(実施例9)
出来上がりフィルムの厚みを50μmから25μmに変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0064】
(実施例10)
出来上がりフィルムの厚みを50μmから12.5μmに変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0065】
(比較例1)
窒化ホウ素を配合しない以外は、実施例1と同様にしてポリイミドフィルム及び管状物を得た。特性値を表1に示す。
【0066】
(比較例2)
窒化ホウ素を配合しない以外は、実施例3と同様にしてポリイミドフィルム及び管状物を得た。特性値を表1に示す。
【0067】
(比較例3)
窒化ホウ素100部を炭化ケイ素(製品名:GC#4000、昭和電工(株)製(粒状))100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0068】
(比較例4)
窒化ホウ素100部を酸化チタン(製品名:FTL300、石原産業(株)製(針状)100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0069】
(比較例5)
窒化ホウ素100部を親油性スメクタイト(製品名:合成スクメタイトSTN、コープケミカル(株)製)(鱗片状))50部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0070】
(比較例6)
窒化ホウ素100部を親油性スメクタイト(製品名:合成スクメタイトSTN、コープケミカル(株)製)(鱗片状))100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0071】
(比較例7)
窒化ホウ素100部を合成雲母(製品名:合成雲母ソマシフME−100、コープケミカル(株)製)(鱗片状))50部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0072】
(比較例8)
窒化ホウ素100部を合成雲母(製品名:合成雲母ソマシフME−100、コープケミカル(株)製)(鱗片状))100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0073】
(比較例9)
窒化ホウ素100部を窒化ホウ素(粒状:平均粒径15〜25μm)(製品名:CF−300、モメンティブ・パフォーマンスマ・テリアルズ合同会社製)100部に変更した以外は、実施例1と同様にしてフィルムを得た。特性値を表1に示す。
【0074】
【表1】
【0075】
以上のようにして得られた実施例1〜10は、比較例1〜9に比べて、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、実施例では、鱗片状の窒化ホウ素フィラーを用いていたためである。実施例の中でも、実施例5、実施例3、実施例1、実施例4の順で、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、原料のポリイミドが、実施例5、実施例3、実施例1、実施例4の順で分子の面配向性に優れており、鱗片状フィラーと組み合わせることで、大幅に改善されたものと考える。また引き裂き強度も改善競れていた。実施例3は熱キュアで成形をおこなっているために、他の実施例に比べると非常に時間がかかり、生産性に劣り、成膜中にフィルムが裂けやすかった。実施例10、実施例9、実施例1の順で、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、厚みを薄く成型することで、フィラーを面方向に配列することが可能になったためと考える。また、実施例10と実施例9は、厚みが薄いにも関わらず十分な引き裂き強度を兼ね備えている。実施例2、実施例1の順で、面方向の熱伝導率、面方向と厚み方向の熱伝導率の異方性に優れていた。これは、平均粒径を高いフィラーを用いることで面方向に配列することが可能になったためと考える。
【0076】
以上のようにして、本発明を用いることで、面方向の熱伝導性に優れ、面方向と厚み方向で熱伝導率に異方性を有し、引き裂き強度及び成膜性にも優れた熱伝導性ポリイミドフィルムを得ることができた。
【特許請求の範囲】
【請求項1】
ポリイミド樹脂100重量部に対し、鱗片状の窒化ホウ素を5〜400重量部含有し、面方向の熱伝導率が1W/m・K以上、厚み方向の熱伝導率が1W/m・K以下、面方向の熱伝導率/厚み方向の熱伝導率の比が5以上であることを特徴とする高熱伝導性ポリイミドフィルム。
【請求項2】
前記ポリイミド樹脂がイミド化促進剤として酸無水物および/または三級アミンを添加後、加熱焼成して得られる、単独で成形すると複屈折が0.08以上のポリイミド樹脂であることを特徴とする請求項1に記載の高熱伝導性ポリイミドフィルム。
【請求項3】
前記面方向の熱伝導率が3W/m・K以上、前記厚み方向の熱伝導率が0.5W/mK以下、前記面方向の熱伝導率/厚み方向の熱伝導率の比が10以上であることを特徴とする請求項1〜2に記載の高熱伝導性ポリイミドフィルム。
【請求項4】
前記高熱伝導性ポリイミドフィルムの引裂強度が20kg/mm以上であることを特徴とする請求項1〜3に記載の高熱伝導性ポリイミドフィルム。
【請求項5】
前記高熱伝導性ポリイミドフィルムの厚みが、30μm以下であることを特徴とする請求項1〜4に記載の高熱伝導性ポリイミドフィルム。
【請求項1】
ポリイミド樹脂100重量部に対し、鱗片状の窒化ホウ素を5〜400重量部含有し、面方向の熱伝導率が1W/m・K以上、厚み方向の熱伝導率が1W/m・K以下、面方向の熱伝導率/厚み方向の熱伝導率の比が5以上であることを特徴とする高熱伝導性ポリイミドフィルム。
【請求項2】
前記ポリイミド樹脂がイミド化促進剤として酸無水物および/または三級アミンを添加後、加熱焼成して得られる、単独で成形すると複屈折が0.08以上のポリイミド樹脂であることを特徴とする請求項1に記載の高熱伝導性ポリイミドフィルム。
【請求項3】
前記面方向の熱伝導率が3W/m・K以上、前記厚み方向の熱伝導率が0.5W/mK以下、前記面方向の熱伝導率/厚み方向の熱伝導率の比が10以上であることを特徴とする請求項1〜2に記載の高熱伝導性ポリイミドフィルム。
【請求項4】
前記高熱伝導性ポリイミドフィルムの引裂強度が20kg/mm以上であることを特徴とする請求項1〜3に記載の高熱伝導性ポリイミドフィルム。
【請求項5】
前記高熱伝導性ポリイミドフィルムの厚みが、30μm以下であることを特徴とする請求項1〜4に記載の高熱伝導性ポリイミドフィルム。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−275394(P2010−275394A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−128125(P2009−128125)
【出願日】平成21年5月27日(2009.5.27)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月27日(2009.5.27)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]