
高熱伝導性放熱鋼板
【課題】高い熱伝導性および放熱性を発揮し、熱源が局部的に接するような電子機器部品の素材として有用な高熱伝導性放熱鋼板を提供する。
【解決手段】熱源に局部的に接する部材として用いられる高熱伝導性放熱鋼板であって、素地鋼板は、C:0.0010〜0.040%(「質量%」の意味、以下同じ)、Si:0.2%以下(0%を含まない)、Mn:0.1〜0.80%およびAl:0.01〜0.1%を夫々含有し、残部が鉄および不可避的不純物からなり、該素地鋼板の両面に片面当りの付着量が70g/m2以上の亜鉛めっきが施されると共に、100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率が0.60以上である樹脂皮膜が前記亜鉛めっきの少なくとも片面に被覆されたものである。
【解決手段】熱源に局部的に接する部材として用いられる高熱伝導性放熱鋼板であって、素地鋼板は、C:0.0010〜0.040%(「質量%」の意味、以下同じ)、Si:0.2%以下(0%を含まない)、Mn:0.1〜0.80%およびAl:0.01〜0.1%を夫々含有し、残部が鉄および不可避的不純物からなり、該素地鋼板の両面に片面当りの付着量が70g/m2以上の亜鉛めっきが施されると共に、100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率が0.60以上である樹脂皮膜が前記亜鉛めっきの少なくとも片面に被覆されたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導性および放熱性に優れた高熱伝導性放熱鋼板に関するものであり、特に、熱源が当該鋼板に対して局部的に接しており、高い熱伝導性および放熱性が要求される電子機器部品の素材として好適に用いられる高熱伝導性放熱鋼板に関するものである。この様な電子機器部品(電気機器部品や光学機器部品を含む)としては、例えば、ヒートシンク、プラズマディスプレイテレビのバックシャーシ、熱源を内蔵する電子機器部品を収納する金属製筺体(ケーシング)等が挙げられる。
【背景技術】
【0002】
液晶テレビやプラズマディスプレイテレビは薄型化が進む中で、熱問題が深刻化している。こうした状況の下で、電気機器メーカー各社は、製品の動作中の温度を1℃下げるのに多大な努力を行い、高価な熱対策部品を使用しているのが現状である。特に、プラズマディスプレイテレビ(PDP−TV)のバックシャーシは、熱源であるプラズマ素子とガラスパネルを介して局部的に接している部品であり、この様に熱源と接している熱対策部品では、その放熱性能は熱伝導が最も大きなウエイトを占めている。こうした熱対策部品としては、現状では、熱伝導性に優れたアルミニウムを素材としたものが広く用いられている。
【0003】
一方、PDP−TV等の薄型TV市場では、コスト競争も激化しており、高価なアルミニウム部品から安価な鋼材部品に代えることができれば製品の大幅なコストダウンが可能となることが期待される。
【0004】
しかしながら、アルミニウム部品のほうが鋼材部品よりも熱伝導率が高いため、単純にどの様な鋼板でも良いという訳ではない。即ち、鋼材部品に代替するためには、従来の鋼板より少しでも熱源温度を低くできる性能が求められることになる。
【0005】
これまでにも、電子機器部品に用いられる鋼材部品について、様々提案されている。例えば、特許文献1には、優れた耐食性または放熱性を有する安価なプラズマディスプレイ固定板に関する技術について提案されている。この技術は、連続鋳造鋼からなる鋼片を高圧下率で熱間圧延した後に急冷し、フェライト中にマルテンサイトが分散してなる組織の熱延板とし、次いでこの熱延板を一次冷間圧延した後焼鈍し、更に二次冷間圧延した鋼板に、Znめっきを施し、その上に耐食性あるいは放熱性を向上させる化成処理層を形成するものである。しかしながら、この技術では原板(素地鋼板)の熱伝導率を向上させることについては何ら考慮されておらず、放熱性を向上させるという点においては十分な効果が得られていない。
【0006】
一方、特許文献2には、熱伝導率10W/(m・K)〜100W/(m・K)のシャーシを備えるプラズマディスプレイ装置用シャーシ組立体に関して提案されている。また、この技術では、熱伝導率の高い方が、熱放出能力において有利であることも開示されている。しかしながらこの技術は、気温が降下することに起因して生じる放電遅延現象を減少させるという観点からなされたものであって、こうした技術では放熱性を向上させるという点においては十分な効果が発揮されているとは限らない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−307260号公報
【特許文献2】特開2005−222042号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はこうした状況の下でなされたものであって、その目的は、高い熱伝導性および放熱性を発揮し、熱源が局部的に接するような電子機器部品の素材として有用な高熱伝導性放熱鋼板を提供することにある。
【課題を解決するための手段】
【0009】
前記目的を達成し得た本発明の高熱伝導性放熱鋼板とは、熱源に局部的に接する部材として用いられる高熱伝導性放熱鋼板であって、素地鋼板は、C:0.0010〜0.040%(「質量%」の意味、以下同じ)、Si:0.2%以下(0%を含まない)、Mn:0.1〜0.80%およびAl:0.01〜0.1%を夫々含有し、残部が鉄および不可避的不純物からなり、該素地鋼板の両面に片面当りの付着量が70g/m2以上の亜鉛めっきが施されると共に、100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率が0.60以上である樹脂皮膜が前記亜鉛めっきの少なくとも片面に被覆されたものである点に要旨を有するものである。
【0010】
本発明の上記高熱伝導性放熱鋼板においては、用いる素地鋼板は、更にTiを0.001〜0.20%含有するものであっても良く、これによって高熱伝導性放熱鋼板の特性が更に改善される。
【0011】
本発明の高熱伝導性放熱鋼板は、電子機器部品に用いられるものとして有効である。特に、PDP−TVのバックシャーシでは、使用される面積が広いため特に有用である。
【発明の効果】
【0012】
本発明では、素地鋼板の化学成分組成を適切に規定すると共に、素地鋼板表面(両面)に形成される亜鉛めっきの付着量、および亜鉛めっきの少なくとも片面に被覆される樹脂被膜表面の放射率を適切に制御することによって、高い熱伝導性および放熱性を発揮し、熱源が局部的に接するような電子機器部品の素材として有用な高熱伝導性放熱鋼板が実現できた。
【図面の簡単な説明】
【0013】
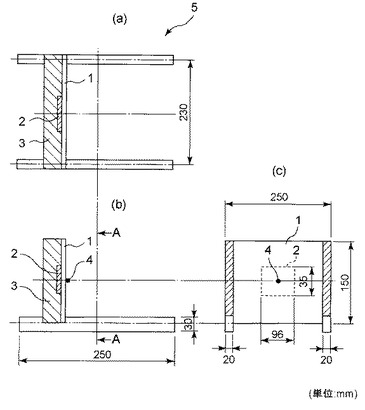
【図1】放熱性を評価するための実験装置の構成要素を説明するための図である。
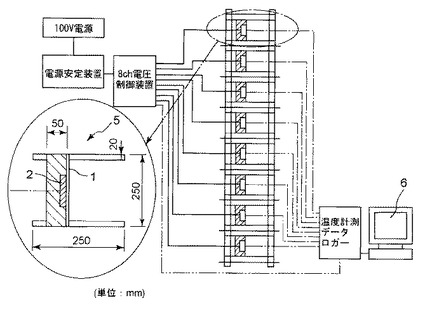
【図2】放熱性を評価するための実験装置の構成を示す概略説明図である。
【発明を実施するための形態】
【0014】
本発明者らは、高い熱伝導性および放熱性を発揮する鋼板(以下、「表面処理鋼板」と呼ぶことがある)を実現するべく、様々な角度から検討した。そして、まず素地鋼板の成分の種類と熱伝導率の関係を調査した結果、C,Mn,Al等の成分は、鋼板の熱伝導率に影響を及ぼすことが判明したのである。また、上記素地鋼板の表面(両面)に形成される亜鉛めっきの付着量を増やすことによって、より放熱性能を向上できること、およびそのような亜鉛めっき鋼板の少なくとも片面(少なくとも熱源と反対側の面)に放射率の高い樹脂皮膜を被覆することは更に大きな放熱性能を付与することができ、このような表面処理鋼板では、上記目的に適う高熱伝導性放熱鋼板になりえることを見出し、本発明を完成した。以下、本発明で規定する各要件について説明する。
【0015】
(素地鋼板の化学成分組成)
本発明で用いる素地鋼板は、その化学成分組成を適切に規定することが必要であるが、これら各成分の限定理由は、以下の通りである。
【0016】
[C:0.0010〜0.040%]
Cは、鋼板(素地鋼板)の熱伝導率に最も大きな影響を及ぼす元素である。C含有量が少ないほど熱伝導率は高くなるため、Cは0.040%以下とする必要がある。好ましくは、0.03%以下、より好ましくは0.02%以下である。その一方で、Cは薄鋼板としたときの強度を確保する上で有用な元素である。強度が不足した鋼板では、バックシャーシのような大型の電子機器部品として用いる場合、構造を支持したり、鋼板の平坦度を確保するのは難しくなる。そこで、他の元素との組み合わせによって、バックシャーシとして必要な強度を確保する必要がある。強度を低下させることなくバックシャーシとして使用できる範囲のC含有量の下限として、0.0010%とする。好ましくは0.0015%以上、より好ましくは0.0020%以上である。
【0017】
[Si:0.2%以下(0%を含まない)]
Siは、めっき濡れ性に影響を及ぼす元素である。めっき濡れ性を良好に維持するためには、Si含有量は0.2%以下とする必要がある。好ましくは0.18%以下、より好ましくは0.16%以下である。
【0018】
[Mn:0.1〜0.80%]
Mnは、鋼板の熱伝導率に影響を及ぼす元素である。Mn含有量が少ないほど熱伝導率は高くなるため、Mnは0.80%以下とする必要がある。しかしながら、Mnは焼入れ性の向上に作用する元素でもある。従って、鋼板の強度を確保するためには、Mnは0.1%以上含有させることが必要である。好ましくは、0.12%以上、より好ましくは0.14%以上である。
【0019】
[Al:0.01〜0.1%]
Alは、鋼板の熱伝導率に影響を及ぼす元素である。熱伝導率を良好に維持するためには、Al含有量は0.1%以下とする必要がある。好ましくは0.08%以下、より好ましくは0.05%以下である。しかしながら、Alは脱酸元素として作用し、こうした作用を有効に発揮させるには、その含有量は0.01%以上とする必要がある。好ましくは0.02%以上、より好ましくは0.03%以上である。
【0020】
素地鋼板の好ましい基本成分は上記の通りであり、残部は鉄および不可避的不純物である。上記不可避的不純物として、代表的なものとしては、P,S,N等が挙げられるが、これらの不可避的不純物は下記のように調整することが好ましい。
【0021】
[S:0.030%以下(0%を含まない)]
Sは不可避的不純物であるが、Mnと結合して鋼板の延性を劣化させるため、少ないほど好ましく、こうした観点から0.030%以下とすることが好ましい。より好ましくは0.025%以下であり、更に好ましくは0.020%以下である。また、この範囲であれば、鋼板の熱伝導率には影響を及ぼすこともない。
【0022】
[P:0.20%以下(0%を含まない)]
Pは不可避的不純物であるが、粒界偏析による粒界破壊を助長させるので、その含有量はできるだけ少ない方が望ましい。こうした観点から、P含有量は0.20%以下とすることが好ましい。より好ましくは0.15%以下であり、更に好ましくは0.10%以下である。
【0023】
[N:0.020%以下(0%を含まない)]
Nは不可避的不純物である。Nは、粗大な介在物(TiNなど)を形成し、鋼板の靭性を劣化させる元素であるため、できるだけ低減することが望ましい。こうした観点から、N含有量は、0.020%以下とするのが良い。より好ましくは0.015%以下であり、更に好ましくは0.010%以下である。また、この範囲であれば、熱伝導率には影響を及ぼさない。
【0024】
上記以外の不可避的不純物としては、Cr,Ni,Mo,Cu等が挙げられる。これらの元素は、夫々の含有量が0.1%以下であれば、通常の製造工程で不純物として含まれ、この範囲であれば、熱伝導率に影響を及ぼさない。但し、いずれも焼き入れ性を向上させる元素であり、熱伝導率に影響を及ぼさない範囲で、特性を改善させるために、1.0%以下程度までであれば含有させても良い。
【0025】
本発明で用いる素地鋼板には、上記基本元素以外に、必要に応じて、更に他の元素として、Ti:0.001〜0.20%を含有させることも有用であり、これによって本発明の鋼板(素地鋼板)の特性が更に改善される。Tiを含有させた場合の好ましい範囲とその限定理由は、次の通りである。
【0026】
[Ti:0.001〜0.20%]
TiはCとカーバイドを形成して固溶Cを低減させ、鋼板の延性を向上する元素であるが、こうした効果を発揮させるためには0.001%以上含有させることが好ましい。より好ましくは0.002%以上、更に好ましくは0.003%以上である。しかしながら、Ti含有量が過剰になると、鋼板の強度を劣化させるので、その上限は0.20%とする。Ti含有量のより好ましい上限は0.15%であり、更に好ましい上限は0.10%である。また、この範囲であれば、鋼板の熱伝導率に影響を及ぼさない。
【0027】
(亜鉛めっき)
本発明の高熱伝導性放熱鋼板は、素地鋼板の両面に亜鉛めっきが施されたものであるが、この亜鉛めっきの付着量は、熱伝導率を向上させて放熱性を良好にするという観点から、できるだけ多くする必要がある。こうした観点から、亜鉛めっき付着量は、片面当り70g/m2以上とする必要がある。好ましくは80g/m2以上、より好ましくは90g/m2以上である。但し、亜鉛めっき付着量が過剰になると、表面外観が非常に悪化するため、亜鉛めっき付着量の上限値は150g/m2とすることが好ましい。より好ましくは140g/m2以下、更に好ましくは130g/m2以下である。尚、亜鉛めっきの組成は、純Zn、あるいはZnに微量のAl(0.08〜0.30%程度)を含有するものが好ましいが、Si,Pb,Fe,Ti,Cr,Ni、希土類元素などの補助成分の1種または2種以上を含むものであってもよい。
【0028】
(樹脂皮膜)
前記亜鉛めっき鋼板の少なくとも片面(即ち、「熱源と反対側に相当する面」)には、樹脂皮膜が被覆されることになるが、この樹脂皮膜は、その表面での100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率(以下、「赤外線積分放射率」と呼ぶ)が0.60以上のものとする必要がある。上記赤外線積分放射率が高い値を示すほど、鋼板の放熱性能は高くなる。好ましくは0.65以上、より好ましくは0.70以上である。尚、上記樹脂皮膜は、少なくとも片面に被覆すれば、本発明の高熱伝導性放熱鋼板としての機能が発揮されるが、耐食性という観点からして、亜鉛めっきの両方に樹脂皮膜を被覆しても良い。但し、一般的な樹脂皮膜では、鋼板よりも熱伝導率が低いため、皮膜が厚すぎると熱伝導率が低下する。そのため、樹脂皮膜の厚みは50μm以下が好ましく、より好ましくは45μm以下、更に好ましくは40μm以下とするのが良い。
【0029】
ここで上記「赤外線積分放射率」とは、換言すれば、赤外線(熱エネルギー)の放出し易さ(吸収し易さ)を意味する。従って、上記赤外線積分放射率が高い程、放出(吸収)される熱エネルギー量は大きくなることを示す。例えば物体(本発明では樹脂皮膜)に与えられた熱エネルギーを100%放射する場合には、当該赤外線積分放射率は1となる。
【0030】
尚、本発明では、100℃に加熱したときの赤外線積分放射率を定めているが、これは、本発明の表面処理鋼板は電子機器部品用途(部品等によっても相違するが、通常の雰囲気温度は概ね、50〜70℃で、最高で約100℃)に適用されることを考慮し、当該実用レベルの温度と一致させるべく、加熱温度を100℃に定めたものである。
【0031】
本発明における赤外線積分放射率の測定方法は以下の通りである。
装置:日本電子(株)製「JIR−5500型フーリエ変換赤外分光光度計」および放射測定ユニット「IRR−200」
測定波長範囲:4.5〜15.4μm
測定温度:試料の加熱温度を100℃に設定する
積算回数:200回
分解能 :16cm−1
【0032】
上記装置を用い、赤外線波長域(4.5〜15.4μm)における試料の分光放射強度(実測値)を測定した。尚、上記試料の実測値は、バックグラウンドの放射強度および装置関数が加算/付加された数値として測定される為、これらを補正する目的で、放射率測定プログラム[日本電子(株)製放射率測定プログラム]を用い、積分放射率を算出した。算出方法の詳細は以下の通りである。
【0033】
【数1】

式中、
ε(λ) :波長λにおける試料の分光放射率(%)
E(T) :温度T(℃)における試料の積分放射率(%)
M(λ,T) :波長λ、温度T(℃)における試料の分光放射強度(実測値)
A(λ) :装置関数
KFB(λ) :波長λにおける固定バックグラウンド(試料によって変化しないバックグラウンド)の分光放射強度
KTB(λ,TTB):波長λ、温度TTB(℃)におけるトラップ黒体の分光放射強度
KB(λ,T) :波長λ、温度T(℃)における黒体の分光放射強度(ブランクの理論式からの計算値)
λ1,λ2 :積分する波長の範囲を夫々、意味する。
【0034】
ここで、上記A(λ:装置関数)、および上記KFB(λ:固定バックグラウンドの分光放射強度)は、2つの黒体炉(80℃、160℃)の分光放射強度の実測値、および当該温度域における黒体の分光放射強度(ブランクの理論式からの計算値)に基づき、下記式によって算出したものである。
【0035】
【数2】
式中、
M160℃(λ,160℃):波長λにおける160℃の黒体炉の分光放射強度(実測値)
M80℃(λ,80℃) :波長λにおける80℃の黒体炉の分光放射強度(実測値)
K160℃(λ,160℃):波長λにおける160℃の黒体炉の分光放射強度(ブランクの理論式からの計算値)
K80℃(λ,80℃):波長λにおける80℃の黒体炉の分光放射強度(ブランクの理論式からの計算値)を夫々、意味する。
【0036】
尚、赤外線積分放射率E(T=100℃)の算出に当たり、KTB(λ,TTB)を考慮しているのは、測定に当たり、試料の周囲に、水冷したトラップ黒体を配置しているためである。上記トラップ黒体の設置により、変動バックグランド放射(試料によって変化するバックグラウンド放射を意味する。試料の周囲からの放射が試料表面で反射されるので、試料の分光放射強度の実測値は、このバックグランド放射が加算された数値として表れる)の分光放射強度を低くコントロールすることができる。上記のトラップ黒体は、放射率0.96の疑似黒体を使用しており、前記KTB[(λ,TTB):波長λ、温度TTB(℃)におけるトラップ黒体の分光放射強度]は、以下の様にして算出する。
KTB(λ,TTB)=0.96×KB(λ,TTB)
式中、KB(λ,TTB)は、波長λ、温度TTB(℃)における黒体の分光放射強度を意味する。
【0037】
本発明の表面処理鋼板において、亜鉛めっきの表面の被覆する樹脂皮膜の種類は、放熱特性の観点からは特に限定されず、アクリル系樹脂、ウレタン系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、フッ素系樹脂、シリコン系樹脂、およびそれらの混合または変性した樹脂等を適宜使用することができる。尚、樹脂皮膜には、架橋剤を添加することができる。こうした架橋剤としては、例えばメラミン系化合物やイソシアネート系化合物等が挙げられ、これらを1種または2種以上、0.5〜20質量%の範囲で添加することができる。
【0038】
上記樹脂皮膜は、その種類を適切に選ぶことによっても、前記赤外線積分放射率を0.60以上とすることができるが、この樹脂皮膜には、必要によってカーボンブラックやアセチレンブラック等の炭素系高放射率物質、および/またはコージライト、スポジュメン、窒化ケイ素、シリコンカーバイト、酸化アルミニウム、酸化ケイ素等のセラミックス系高放射率物質の粉末等を含有させても良い。これらを含有させることによって、樹脂皮膜表面の前記積分放射率をより高めることができるので好ましい。
【0039】
本発明の表面処理鋼板(高熱伝導性放熱鋼板)は、上記構成を採用することによって、高い熱伝導性および放熱性が発揮されるものであり、特にPDP−TVのバックシャーシのような電子機器部品では放熱面が大面積になるので、本発明の表面処理鋼板ではこうした用途に適用したときの放熱性能を十分に発揮できるものとなる。
【実施例】
【0040】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより以下の実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0041】
[実施例1]
下記表1に示す化学成分組成(鋼種A〜N)のスラブを1200℃で熱間圧延、900℃で仕上げ圧延を行い、500〜700℃で巻き取りを行った後、得られた熱延鋼板を酸洗し、圧下率が30〜60%になるように冷間圧延して、板厚:0.8mmの薄鋼板とした。尚、各成分の分析については、Cについては燃焼−赤外線吸収法、Nについては不活性ガス融解−熱伝導度法、その他の成分については発光分光分析法によった。
【0042】
【表1】
【0043】
得られた各鋼板について、レーザーフラッシュ法によって熱伝導率を測定した。この方法の概要は次の通りである。尚、上記表1には、熱伝導率の測定結果も併記した。
【0044】
[レーザーフラッシュ法]
測定装置:レーザーフラッシュ法熱定数測定装置 「TC−7000アルバック 理工株式会社製」
まず下記の方法によって各鋼板の熱拡散率を測定する。
(熱拡散率の測定)
(1)直径:10mmφに切断した試料(鋼板)の表面をカーボンスプレーによって黒化する。
(2)試料の黒化した面にレーザー光を瞬間的に照射し、裏面の温度変化を熱電対または赤外線検出器を用いて測定する。
(3)得られた時間−温度上昇曲線から熱拡散率を求める。
(4)レーザー光照射点と温度検出点との距離(即ち、各鋼板の厚さに相当)をL(mm)、試料裏面での最高到達温度の1/2の温度に到達するまでの時間をt1/2(sec)とすると、熱拡散率α(m2/sec)は下記の式で示される(このような測定方法をハーフタイム法と呼ぶ)。
熱拡散率α=1.37(L/π)2・1/t1/2 [m2/sec]
【0045】
次に、下記の方法によって各鋼板の比熱を測定する。
(比熱の測定)
試料にレーザー光を瞬間的に照射したときに、試料に吸収された熱量をQ(J/cm2)、試料の質量をM(g)、温度上昇量をΔT(K)とすると、比熱Cp(J/(g・K))は以下の式で示される。
比熱Cp=Q/(M・ΔT) [J/(g・K)]
【0046】
上記によって得られた熱拡散率α(m2/sec)および比熱Cp(J/(g・K))に基づいて、下記の方法によって各鋼板の熱伝導率を測定した。
(熱伝導率の測定)
熱拡散率をα(m2/sec)、比熱をCp(J/(g・K))、密度をρ(g/cm3)とすると、熱伝導率η(W/(m・K))は以下の式で示される。密度ρはアルキメデス法によって測定した値を採用した。
熱伝導率η=Cp・α・ρ [W/(m・K)]
【0047】
上記表1の結果から、C,Mn,Al等の成分によって、熱伝導率が変化するとの知見が得られ、更に各元素について検討した結果、上記した様な適切な範囲が設定できたのである。
【0048】
[実施例2]
上記表1に示した鋼種C,D,G,J,K,L,M,Nを素地鋼板として用い、下記の方法によって、各鋼板の両面に亜鉛めっき(電気亜鉛めっき、または溶融亜鉛めっき)を施して亜鉛めっき鋼板とした。作製した亜鉛めっき鋼板をシャーにて切断した。このとき、各鋼板の大きさは150mm×250mm(厚さ:0.8mm)とした。
【0049】
[電気亜鉛めっき鋼板の作製]
(1)アルカリ水溶液浸漬脱脂:3質量%苛性ソーダ水溶液、60℃、2秒
(2)アルカリ水溶液電解脱脂:3質量%苛性ソーダ水溶液、60℃、2秒、
10〜30A/dm2
(3)水洗
(4)酸洗:3〜7質量%硫酸水溶液、40℃、2秒
(5)水洗
(6)電気亜鉛めっき(下記の条件のとおり)
(7)水洗
(8)乾燥
【0050】
(電気亜鉛めっき条件)
めっきセル:横型めっきセル
めっき浴組成:ZnSO4・7H2O300〜400gL
Na2SO450〜100g/L
H2SO425〜35g/L
電流密度:50〜200A/dm2
めっき浴温度:60℃
めっき浴流速:1〜2m/秒
電極(陽極):IrO2合金電極
めっき付着量:17〜20g/m2(片面当たり)
【0051】
[溶融亜鉛めっき鋼板の作製]
上記冷延鋼板を、酸洗工程を通すことなく、溶融亜鉛めっきを施した。溶融亜鉛めっきは、還元性ガス雰囲気中での加熱による還元、めっき浴浸漬、ガスワイピングする装置を使用し、溶融亜鉛めっきを施した。めっき浴組成は、Zn−0.2%Alとした。
【0052】
上記還元温度は560〜900℃とし(好ましくは650〜800℃)、熱延鋼板の酸化スケール層の加熱、還元は、連続式溶融めっきラインにおいて、素地鋼板を酸洗工程に通すことなく、還元性ガス雰囲気下を連続的に通板させることにより行うことができる。還元時間については特に規定しないが、通常の連続式溶融めっきラインで実現可能な時間としては10〜80秒程度である。還元後、溶融亜鉛めっきを施したが、その前にめっき浴温近傍まで板温を低下させた。
【0053】
(溶融めっき条件)
還元温度:780℃〜860℃
めっき組成:Zn−0.2%Al
めっき浴温度:455〜465℃
亜鉛付着量:68〜133g/m2
【0054】
上記のようにして得られた各亜鉛めっき鋼板を用い、下記の方法によって樹脂皮膜を被覆した。尚、樹脂皮膜は熱源と反対側に相当する面(「裏面」と呼ぶ)に被覆した。
【0055】
[樹脂皮膜の被覆]
(下地処理)
まず、各亜鉛めっき鋼板に、下地処理としてノンクロメ−ト皮膜(「CTE−203」 日本パーカライジング社製)を用い、その付着量100mg/m2となるように下地処理を行った。
【0056】
(樹脂皮膜)
樹脂は、有機溶剤可溶型ポリエステル樹脂(「バイロン(登録商標)650」 東洋紡績社製)を用いた。カタログ値のTg(ガラス転移温度)は10℃、数平均分子量は23×104である。
【0057】
(架橋剤)
メラミン樹脂(「スミマール(登録商標)M−40ST」:住友化学社製:固形分80%)を用いた。
【0058】
(カーボンブラック)
カーボンブラックとしては、「三菱カーボンブラック(平均粒径:25nm)」(三菱化成社製)を用いた。
【0059】
上記ポリエステル樹脂と、上記架橋剤(固形分80%)を質量比(ドライ)100:20で混合してマトリックス樹脂とし、上記カーボンブラックを含有量10%となるように添加した。この原料組成物の粘度が30〜100秒(フォードカップNo.4)程度となるように、キシレン/シクロヘキサノン混合溶剤(キシレン:シクロヘキサノン=1:1)で希釈して、ハンドホモジナイザによって回転数:10000rpmで10分撹拌し、原料組成物(樹脂皮膜用原料組成物)を調製した。
【0060】
上記樹脂皮膜用原料組成物を、皮膜厚さ10μmとなるように、各亜鉛めっき鋼板の裏面側にバーコートで塗工し、熱風乾燥炉内にて到達板温:230℃で約60秒間焼き付けし、樹脂被覆亜鉛めっき鋼板を作製した。このときの皮膜厚さは、皮膜の質量を測定し、比重換算で算出した値である。焼付け、乾燥することによりサンプルを作製した。これら各サンプルについて、前述した方法によって樹脂皮膜表面の放射率を測定すると共に、下記の方法によって、鋼板の放熱性について評価した。
【0061】
[鋼板の放熱性の評価方法]
このとき用いたサンプル板(樹脂被覆亜鉛めっき鋼板)の大きさは、150mm×250mm、ヒーターの大きさは56mm×96mmである。
図1に示すように[図1(a)は平面図、図1(b)は正面図、図1(c)は図1(b)のA−A断面図]、サンプル板1を地面に対して垂直方向に固定し、サンプル板1の背面中央にヒーター2を固定し、周囲を断熱材3で覆った。そして、サンプル板裏面(図1(b)の右側)に熱電対4を配置した。サンプルの中心に配置した熱電対で最高温度を評価した。
【0062】
図1に示した部材5(構成要素)を複数個(図2では8個)重ね、図2に示すような実験装置を構成し、各サンプルの放熱性を評価した。熱源は電気ヒーターとし、電源(図2中「100V電源」で示す)からの電圧を、電源安定装置と出力調整装置で調整し、ヒーターの熱出力を調整した。
【0063】
こうした実験装置によって、加熱開始から熱電対の測定値が安定するまで5時間程度待った後、温度計測データを温度計測定データロガーで取り込み、表示装置6で表示した。このときの実験条件は、室温、ヒーター出力は20Wとした。
【0064】
上記実験によって測定された温度(以下、「最高温度」と呼ぶ)の結果を、サンプルの仕様(亜鉛めっき方法、各面における亜鉛めっき付着量、素地鋼板の熱伝導率、裏面の放射率)と共に、下記表2に示す。尚、実験No.1〜3、7〜11のものは樹脂皮膜を形成していないものである。
【0065】
【表2】
【0066】
この結果から、次のように考察できる。まず実験No.1のものでは、素地鋼板(鋼種G)の化学成分組成が本発明で規定する範囲外のものであり、また亜鉛めっきの付着量も少なくなって、素地鋼板の高熱伝導率が達成されていない。しかも、裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0067】
実験No.2、3のものでは、素地鋼板(鋼種C,D)の化学成分組成が本発明で規定する鋼を用いて素地鋼板の熱伝導率を向上させ、亜鉛めっき付着量を増加したものである。この場合には、最高温度は素地鋼板の高熱伝導化によって低下するものの、裏面(樹脂皮膜を被覆してない)の放射率が低いため、最高温度は高いままである。
【0068】
実験No.4のものでは、実験No.1の素地鋼板の裏面に放射率:0.81の樹脂皮膜を被覆したものである。放射率の高い樹脂皮膜の被覆効果によって、最高温度は低下している。しかしながら、鋼板の高熱伝導化は完全には達成されているとはいえない。
【0069】
実験No.5、6では、実験No.2、3のものに、放射率が0.81、0.82の樹脂皮膜を被覆した鋼板である。実験No.4のものよりも素地鋼板が高熱伝導化されているため、さらに最高温度が低下しており、良好な放熱性が発揮されていることが分かる。
【0070】
実験No.7のものでは、素地鋼板の化学成分組成が本発明で規定する範囲外の鋼種Jを用いており、また亜鉛めっきの付着量も少なくなって、素地鋼板の高熱伝導率が達成されていない。しかも、裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0071】
実験No.8のものでは、素地鋼板の化学成分組成が本発明で規定する鋼種Kを用いているが、亜鉛めっきの付着量が少なくなって、素地鋼板の高熱伝導率が達成されていない。しかも、裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0072】
実験No.9〜11のものでは、素地鋼板の化学成分組成が本発明で規定する鋼種L,M,Nを用いて素地鋼板の熱伝導率を変化させ、亜鉛めっき付着量を変化させたものである。裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0073】
実験No.12〜16では、実験No.7〜11のものに、様々な放射率の樹脂皮膜を裏面に被覆した鋼板である。実験No.12は、素地鋼板の化学成分組成が本発明で規定する範囲外の鋼種Jを用いており、鋼板の放熱性が良好でないことが分かる。実験No.13は、亜鉛めっきの付着量が少なく、鋼板の放熱性が良好でないことが分かる。実験No.14〜16は、実験No.9〜11のものよりも素地鋼板が高熱伝導化されているため、さらに最高温度が低下しており、良好な放熱性が発揮されていることが分かる。
【符号の説明】
【0074】
1 サンプル板
2 ヒーター
3 断熱材
4 熱電対
5 部材(構成要素)
6 表示装置
【技術分野】
【0001】
本発明は、熱伝導性および放熱性に優れた高熱伝導性放熱鋼板に関するものであり、特に、熱源が当該鋼板に対して局部的に接しており、高い熱伝導性および放熱性が要求される電子機器部品の素材として好適に用いられる高熱伝導性放熱鋼板に関するものである。この様な電子機器部品(電気機器部品や光学機器部品を含む)としては、例えば、ヒートシンク、プラズマディスプレイテレビのバックシャーシ、熱源を内蔵する電子機器部品を収納する金属製筺体(ケーシング)等が挙げられる。
【背景技術】
【0002】
液晶テレビやプラズマディスプレイテレビは薄型化が進む中で、熱問題が深刻化している。こうした状況の下で、電気機器メーカー各社は、製品の動作中の温度を1℃下げるのに多大な努力を行い、高価な熱対策部品を使用しているのが現状である。特に、プラズマディスプレイテレビ(PDP−TV)のバックシャーシは、熱源であるプラズマ素子とガラスパネルを介して局部的に接している部品であり、この様に熱源と接している熱対策部品では、その放熱性能は熱伝導が最も大きなウエイトを占めている。こうした熱対策部品としては、現状では、熱伝導性に優れたアルミニウムを素材としたものが広く用いられている。
【0003】
一方、PDP−TV等の薄型TV市場では、コスト競争も激化しており、高価なアルミニウム部品から安価な鋼材部品に代えることができれば製品の大幅なコストダウンが可能となることが期待される。
【0004】
しかしながら、アルミニウム部品のほうが鋼材部品よりも熱伝導率が高いため、単純にどの様な鋼板でも良いという訳ではない。即ち、鋼材部品に代替するためには、従来の鋼板より少しでも熱源温度を低くできる性能が求められることになる。
【0005】
これまでにも、電子機器部品に用いられる鋼材部品について、様々提案されている。例えば、特許文献1には、優れた耐食性または放熱性を有する安価なプラズマディスプレイ固定板に関する技術について提案されている。この技術は、連続鋳造鋼からなる鋼片を高圧下率で熱間圧延した後に急冷し、フェライト中にマルテンサイトが分散してなる組織の熱延板とし、次いでこの熱延板を一次冷間圧延した後焼鈍し、更に二次冷間圧延した鋼板に、Znめっきを施し、その上に耐食性あるいは放熱性を向上させる化成処理層を形成するものである。しかしながら、この技術では原板(素地鋼板)の熱伝導率を向上させることについては何ら考慮されておらず、放熱性を向上させるという点においては十分な効果が得られていない。
【0006】
一方、特許文献2には、熱伝導率10W/(m・K)〜100W/(m・K)のシャーシを備えるプラズマディスプレイ装置用シャーシ組立体に関して提案されている。また、この技術では、熱伝導率の高い方が、熱放出能力において有利であることも開示されている。しかしながらこの技術は、気温が降下することに起因して生じる放電遅延現象を減少させるという観点からなされたものであって、こうした技術では放熱性を向上させるという点においては十分な効果が発揮されているとは限らない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−307260号公報
【特許文献2】特開2005−222042号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はこうした状況の下でなされたものであって、その目的は、高い熱伝導性および放熱性を発揮し、熱源が局部的に接するような電子機器部品の素材として有用な高熱伝導性放熱鋼板を提供することにある。
【課題を解決するための手段】
【0009】
前記目的を達成し得た本発明の高熱伝導性放熱鋼板とは、熱源に局部的に接する部材として用いられる高熱伝導性放熱鋼板であって、素地鋼板は、C:0.0010〜0.040%(「質量%」の意味、以下同じ)、Si:0.2%以下(0%を含まない)、Mn:0.1〜0.80%およびAl:0.01〜0.1%を夫々含有し、残部が鉄および不可避的不純物からなり、該素地鋼板の両面に片面当りの付着量が70g/m2以上の亜鉛めっきが施されると共に、100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率が0.60以上である樹脂皮膜が前記亜鉛めっきの少なくとも片面に被覆されたものである点に要旨を有するものである。
【0010】
本発明の上記高熱伝導性放熱鋼板においては、用いる素地鋼板は、更にTiを0.001〜0.20%含有するものであっても良く、これによって高熱伝導性放熱鋼板の特性が更に改善される。
【0011】
本発明の高熱伝導性放熱鋼板は、電子機器部品に用いられるものとして有効である。特に、PDP−TVのバックシャーシでは、使用される面積が広いため特に有用である。
【発明の効果】
【0012】
本発明では、素地鋼板の化学成分組成を適切に規定すると共に、素地鋼板表面(両面)に形成される亜鉛めっきの付着量、および亜鉛めっきの少なくとも片面に被覆される樹脂被膜表面の放射率を適切に制御することによって、高い熱伝導性および放熱性を発揮し、熱源が局部的に接するような電子機器部品の素材として有用な高熱伝導性放熱鋼板が実現できた。
【図面の簡単な説明】
【0013】
【図1】放熱性を評価するための実験装置の構成要素を説明するための図である。
【図2】放熱性を評価するための実験装置の構成を示す概略説明図である。
【発明を実施するための形態】
【0014】
本発明者らは、高い熱伝導性および放熱性を発揮する鋼板(以下、「表面処理鋼板」と呼ぶことがある)を実現するべく、様々な角度から検討した。そして、まず素地鋼板の成分の種類と熱伝導率の関係を調査した結果、C,Mn,Al等の成分は、鋼板の熱伝導率に影響を及ぼすことが判明したのである。また、上記素地鋼板の表面(両面)に形成される亜鉛めっきの付着量を増やすことによって、より放熱性能を向上できること、およびそのような亜鉛めっき鋼板の少なくとも片面(少なくとも熱源と反対側の面)に放射率の高い樹脂皮膜を被覆することは更に大きな放熱性能を付与することができ、このような表面処理鋼板では、上記目的に適う高熱伝導性放熱鋼板になりえることを見出し、本発明を完成した。以下、本発明で規定する各要件について説明する。
【0015】
(素地鋼板の化学成分組成)
本発明で用いる素地鋼板は、その化学成分組成を適切に規定することが必要であるが、これら各成分の限定理由は、以下の通りである。
【0016】
[C:0.0010〜0.040%]
Cは、鋼板(素地鋼板)の熱伝導率に最も大きな影響を及ぼす元素である。C含有量が少ないほど熱伝導率は高くなるため、Cは0.040%以下とする必要がある。好ましくは、0.03%以下、より好ましくは0.02%以下である。その一方で、Cは薄鋼板としたときの強度を確保する上で有用な元素である。強度が不足した鋼板では、バックシャーシのような大型の電子機器部品として用いる場合、構造を支持したり、鋼板の平坦度を確保するのは難しくなる。そこで、他の元素との組み合わせによって、バックシャーシとして必要な強度を確保する必要がある。強度を低下させることなくバックシャーシとして使用できる範囲のC含有量の下限として、0.0010%とする。好ましくは0.0015%以上、より好ましくは0.0020%以上である。
【0017】
[Si:0.2%以下(0%を含まない)]
Siは、めっき濡れ性に影響を及ぼす元素である。めっき濡れ性を良好に維持するためには、Si含有量は0.2%以下とする必要がある。好ましくは0.18%以下、より好ましくは0.16%以下である。
【0018】
[Mn:0.1〜0.80%]
Mnは、鋼板の熱伝導率に影響を及ぼす元素である。Mn含有量が少ないほど熱伝導率は高くなるため、Mnは0.80%以下とする必要がある。しかしながら、Mnは焼入れ性の向上に作用する元素でもある。従って、鋼板の強度を確保するためには、Mnは0.1%以上含有させることが必要である。好ましくは、0.12%以上、より好ましくは0.14%以上である。
【0019】
[Al:0.01〜0.1%]
Alは、鋼板の熱伝導率に影響を及ぼす元素である。熱伝導率を良好に維持するためには、Al含有量は0.1%以下とする必要がある。好ましくは0.08%以下、より好ましくは0.05%以下である。しかしながら、Alは脱酸元素として作用し、こうした作用を有効に発揮させるには、その含有量は0.01%以上とする必要がある。好ましくは0.02%以上、より好ましくは0.03%以上である。
【0020】
素地鋼板の好ましい基本成分は上記の通りであり、残部は鉄および不可避的不純物である。上記不可避的不純物として、代表的なものとしては、P,S,N等が挙げられるが、これらの不可避的不純物は下記のように調整することが好ましい。
【0021】
[S:0.030%以下(0%を含まない)]
Sは不可避的不純物であるが、Mnと結合して鋼板の延性を劣化させるため、少ないほど好ましく、こうした観点から0.030%以下とすることが好ましい。より好ましくは0.025%以下であり、更に好ましくは0.020%以下である。また、この範囲であれば、鋼板の熱伝導率には影響を及ぼすこともない。
【0022】
[P:0.20%以下(0%を含まない)]
Pは不可避的不純物であるが、粒界偏析による粒界破壊を助長させるので、その含有量はできるだけ少ない方が望ましい。こうした観点から、P含有量は0.20%以下とすることが好ましい。より好ましくは0.15%以下であり、更に好ましくは0.10%以下である。
【0023】
[N:0.020%以下(0%を含まない)]
Nは不可避的不純物である。Nは、粗大な介在物(TiNなど)を形成し、鋼板の靭性を劣化させる元素であるため、できるだけ低減することが望ましい。こうした観点から、N含有量は、0.020%以下とするのが良い。より好ましくは0.015%以下であり、更に好ましくは0.010%以下である。また、この範囲であれば、熱伝導率には影響を及ぼさない。
【0024】
上記以外の不可避的不純物としては、Cr,Ni,Mo,Cu等が挙げられる。これらの元素は、夫々の含有量が0.1%以下であれば、通常の製造工程で不純物として含まれ、この範囲であれば、熱伝導率に影響を及ぼさない。但し、いずれも焼き入れ性を向上させる元素であり、熱伝導率に影響を及ぼさない範囲で、特性を改善させるために、1.0%以下程度までであれば含有させても良い。
【0025】
本発明で用いる素地鋼板には、上記基本元素以外に、必要に応じて、更に他の元素として、Ti:0.001〜0.20%を含有させることも有用であり、これによって本発明の鋼板(素地鋼板)の特性が更に改善される。Tiを含有させた場合の好ましい範囲とその限定理由は、次の通りである。
【0026】
[Ti:0.001〜0.20%]
TiはCとカーバイドを形成して固溶Cを低減させ、鋼板の延性を向上する元素であるが、こうした効果を発揮させるためには0.001%以上含有させることが好ましい。より好ましくは0.002%以上、更に好ましくは0.003%以上である。しかしながら、Ti含有量が過剰になると、鋼板の強度を劣化させるので、その上限は0.20%とする。Ti含有量のより好ましい上限は0.15%であり、更に好ましい上限は0.10%である。また、この範囲であれば、鋼板の熱伝導率に影響を及ぼさない。
【0027】
(亜鉛めっき)
本発明の高熱伝導性放熱鋼板は、素地鋼板の両面に亜鉛めっきが施されたものであるが、この亜鉛めっきの付着量は、熱伝導率を向上させて放熱性を良好にするという観点から、できるだけ多くする必要がある。こうした観点から、亜鉛めっき付着量は、片面当り70g/m2以上とする必要がある。好ましくは80g/m2以上、より好ましくは90g/m2以上である。但し、亜鉛めっき付着量が過剰になると、表面外観が非常に悪化するため、亜鉛めっき付着量の上限値は150g/m2とすることが好ましい。より好ましくは140g/m2以下、更に好ましくは130g/m2以下である。尚、亜鉛めっきの組成は、純Zn、あるいはZnに微量のAl(0.08〜0.30%程度)を含有するものが好ましいが、Si,Pb,Fe,Ti,Cr,Ni、希土類元素などの補助成分の1種または2種以上を含むものであってもよい。
【0028】
(樹脂皮膜)
前記亜鉛めっき鋼板の少なくとも片面(即ち、「熱源と反対側に相当する面」)には、樹脂皮膜が被覆されることになるが、この樹脂皮膜は、その表面での100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率(以下、「赤外線積分放射率」と呼ぶ)が0.60以上のものとする必要がある。上記赤外線積分放射率が高い値を示すほど、鋼板の放熱性能は高くなる。好ましくは0.65以上、より好ましくは0.70以上である。尚、上記樹脂皮膜は、少なくとも片面に被覆すれば、本発明の高熱伝導性放熱鋼板としての機能が発揮されるが、耐食性という観点からして、亜鉛めっきの両方に樹脂皮膜を被覆しても良い。但し、一般的な樹脂皮膜では、鋼板よりも熱伝導率が低いため、皮膜が厚すぎると熱伝導率が低下する。そのため、樹脂皮膜の厚みは50μm以下が好ましく、より好ましくは45μm以下、更に好ましくは40μm以下とするのが良い。
【0029】
ここで上記「赤外線積分放射率」とは、換言すれば、赤外線(熱エネルギー)の放出し易さ(吸収し易さ)を意味する。従って、上記赤外線積分放射率が高い程、放出(吸収)される熱エネルギー量は大きくなることを示す。例えば物体(本発明では樹脂皮膜)に与えられた熱エネルギーを100%放射する場合には、当該赤外線積分放射率は1となる。
【0030】
尚、本発明では、100℃に加熱したときの赤外線積分放射率を定めているが、これは、本発明の表面処理鋼板は電子機器部品用途(部品等によっても相違するが、通常の雰囲気温度は概ね、50〜70℃で、最高で約100℃)に適用されることを考慮し、当該実用レベルの温度と一致させるべく、加熱温度を100℃に定めたものである。
【0031】
本発明における赤外線積分放射率の測定方法は以下の通りである。
装置:日本電子(株)製「JIR−5500型フーリエ変換赤外分光光度計」および放射測定ユニット「IRR−200」
測定波長範囲:4.5〜15.4μm
測定温度:試料の加熱温度を100℃に設定する
積算回数:200回
分解能 :16cm−1
【0032】
上記装置を用い、赤外線波長域(4.5〜15.4μm)における試料の分光放射強度(実測値)を測定した。尚、上記試料の実測値は、バックグラウンドの放射強度および装置関数が加算/付加された数値として測定される為、これらを補正する目的で、放射率測定プログラム[日本電子(株)製放射率測定プログラム]を用い、積分放射率を算出した。算出方法の詳細は以下の通りである。
【0033】
【数1】
式中、
ε(λ) :波長λにおける試料の分光放射率(%)
E(T) :温度T(℃)における試料の積分放射率(%)
M(λ,T) :波長λ、温度T(℃)における試料の分光放射強度(実測値)
A(λ) :装置関数
KFB(λ) :波長λにおける固定バックグラウンド(試料によって変化しないバックグラウンド)の分光放射強度
KTB(λ,TTB):波長λ、温度TTB(℃)におけるトラップ黒体の分光放射強度
KB(λ,T) :波長λ、温度T(℃)における黒体の分光放射強度(ブランクの理論式からの計算値)
λ1,λ2 :積分する波長の範囲を夫々、意味する。
【0034】
ここで、上記A(λ:装置関数)、および上記KFB(λ:固定バックグラウンドの分光放射強度)は、2つの黒体炉(80℃、160℃)の分光放射強度の実測値、および当該温度域における黒体の分光放射強度(ブランクの理論式からの計算値)に基づき、下記式によって算出したものである。
【0035】
【数2】
式中、
M160℃(λ,160℃):波長λにおける160℃の黒体炉の分光放射強度(実測値)
M80℃(λ,80℃) :波長λにおける80℃の黒体炉の分光放射強度(実測値)
K160℃(λ,160℃):波長λにおける160℃の黒体炉の分光放射強度(ブランクの理論式からの計算値)
K80℃(λ,80℃):波長λにおける80℃の黒体炉の分光放射強度(ブランクの理論式からの計算値)を夫々、意味する。
【0036】
尚、赤外線積分放射率E(T=100℃)の算出に当たり、KTB(λ,TTB)を考慮しているのは、測定に当たり、試料の周囲に、水冷したトラップ黒体を配置しているためである。上記トラップ黒体の設置により、変動バックグランド放射(試料によって変化するバックグラウンド放射を意味する。試料の周囲からの放射が試料表面で反射されるので、試料の分光放射強度の実測値は、このバックグランド放射が加算された数値として表れる)の分光放射強度を低くコントロールすることができる。上記のトラップ黒体は、放射率0.96の疑似黒体を使用しており、前記KTB[(λ,TTB):波長λ、温度TTB(℃)におけるトラップ黒体の分光放射強度]は、以下の様にして算出する。
KTB(λ,TTB)=0.96×KB(λ,TTB)
式中、KB(λ,TTB)は、波長λ、温度TTB(℃)における黒体の分光放射強度を意味する。
【0037】
本発明の表面処理鋼板において、亜鉛めっきの表面の被覆する樹脂皮膜の種類は、放熱特性の観点からは特に限定されず、アクリル系樹脂、ウレタン系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、フッ素系樹脂、シリコン系樹脂、およびそれらの混合または変性した樹脂等を適宜使用することができる。尚、樹脂皮膜には、架橋剤を添加することができる。こうした架橋剤としては、例えばメラミン系化合物やイソシアネート系化合物等が挙げられ、これらを1種または2種以上、0.5〜20質量%の範囲で添加することができる。
【0038】
上記樹脂皮膜は、その種類を適切に選ぶことによっても、前記赤外線積分放射率を0.60以上とすることができるが、この樹脂皮膜には、必要によってカーボンブラックやアセチレンブラック等の炭素系高放射率物質、および/またはコージライト、スポジュメン、窒化ケイ素、シリコンカーバイト、酸化アルミニウム、酸化ケイ素等のセラミックス系高放射率物質の粉末等を含有させても良い。これらを含有させることによって、樹脂皮膜表面の前記積分放射率をより高めることができるので好ましい。
【0039】
本発明の表面処理鋼板(高熱伝導性放熱鋼板)は、上記構成を採用することによって、高い熱伝導性および放熱性が発揮されるものであり、特にPDP−TVのバックシャーシのような電子機器部品では放熱面が大面積になるので、本発明の表面処理鋼板ではこうした用途に適用したときの放熱性能を十分に発揮できるものとなる。
【実施例】
【0040】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより以下の実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0041】
[実施例1]
下記表1に示す化学成分組成(鋼種A〜N)のスラブを1200℃で熱間圧延、900℃で仕上げ圧延を行い、500〜700℃で巻き取りを行った後、得られた熱延鋼板を酸洗し、圧下率が30〜60%になるように冷間圧延して、板厚:0.8mmの薄鋼板とした。尚、各成分の分析については、Cについては燃焼−赤外線吸収法、Nについては不活性ガス融解−熱伝導度法、その他の成分については発光分光分析法によった。
【0042】
【表1】
【0043】
得られた各鋼板について、レーザーフラッシュ法によって熱伝導率を測定した。この方法の概要は次の通りである。尚、上記表1には、熱伝導率の測定結果も併記した。
【0044】
[レーザーフラッシュ法]
測定装置:レーザーフラッシュ法熱定数測定装置 「TC−7000アルバック 理工株式会社製」
まず下記の方法によって各鋼板の熱拡散率を測定する。
(熱拡散率の測定)
(1)直径:10mmφに切断した試料(鋼板)の表面をカーボンスプレーによって黒化する。
(2)試料の黒化した面にレーザー光を瞬間的に照射し、裏面の温度変化を熱電対または赤外線検出器を用いて測定する。
(3)得られた時間−温度上昇曲線から熱拡散率を求める。
(4)レーザー光照射点と温度検出点との距離(即ち、各鋼板の厚さに相当)をL(mm)、試料裏面での最高到達温度の1/2の温度に到達するまでの時間をt1/2(sec)とすると、熱拡散率α(m2/sec)は下記の式で示される(このような測定方法をハーフタイム法と呼ぶ)。
熱拡散率α=1.37(L/π)2・1/t1/2 [m2/sec]
【0045】
次に、下記の方法によって各鋼板の比熱を測定する。
(比熱の測定)
試料にレーザー光を瞬間的に照射したときに、試料に吸収された熱量をQ(J/cm2)、試料の質量をM(g)、温度上昇量をΔT(K)とすると、比熱Cp(J/(g・K))は以下の式で示される。
比熱Cp=Q/(M・ΔT) [J/(g・K)]
【0046】
上記によって得られた熱拡散率α(m2/sec)および比熱Cp(J/(g・K))に基づいて、下記の方法によって各鋼板の熱伝導率を測定した。
(熱伝導率の測定)
熱拡散率をα(m2/sec)、比熱をCp(J/(g・K))、密度をρ(g/cm3)とすると、熱伝導率η(W/(m・K))は以下の式で示される。密度ρはアルキメデス法によって測定した値を採用した。
熱伝導率η=Cp・α・ρ [W/(m・K)]
【0047】
上記表1の結果から、C,Mn,Al等の成分によって、熱伝導率が変化するとの知見が得られ、更に各元素について検討した結果、上記した様な適切な範囲が設定できたのである。
【0048】
[実施例2]
上記表1に示した鋼種C,D,G,J,K,L,M,Nを素地鋼板として用い、下記の方法によって、各鋼板の両面に亜鉛めっき(電気亜鉛めっき、または溶融亜鉛めっき)を施して亜鉛めっき鋼板とした。作製した亜鉛めっき鋼板をシャーにて切断した。このとき、各鋼板の大きさは150mm×250mm(厚さ:0.8mm)とした。
【0049】
[電気亜鉛めっき鋼板の作製]
(1)アルカリ水溶液浸漬脱脂:3質量%苛性ソーダ水溶液、60℃、2秒
(2)アルカリ水溶液電解脱脂:3質量%苛性ソーダ水溶液、60℃、2秒、
10〜30A/dm2
(3)水洗
(4)酸洗:3〜7質量%硫酸水溶液、40℃、2秒
(5)水洗
(6)電気亜鉛めっき(下記の条件のとおり)
(7)水洗
(8)乾燥
【0050】
(電気亜鉛めっき条件)
めっきセル:横型めっきセル
めっき浴組成:ZnSO4・7H2O300〜400gL
Na2SO450〜100g/L
H2SO425〜35g/L
電流密度:50〜200A/dm2
めっき浴温度:60℃
めっき浴流速:1〜2m/秒
電極(陽極):IrO2合金電極
めっき付着量:17〜20g/m2(片面当たり)
【0051】
[溶融亜鉛めっき鋼板の作製]
上記冷延鋼板を、酸洗工程を通すことなく、溶融亜鉛めっきを施した。溶融亜鉛めっきは、還元性ガス雰囲気中での加熱による還元、めっき浴浸漬、ガスワイピングする装置を使用し、溶融亜鉛めっきを施した。めっき浴組成は、Zn−0.2%Alとした。
【0052】
上記還元温度は560〜900℃とし(好ましくは650〜800℃)、熱延鋼板の酸化スケール層の加熱、還元は、連続式溶融めっきラインにおいて、素地鋼板を酸洗工程に通すことなく、還元性ガス雰囲気下を連続的に通板させることにより行うことができる。還元時間については特に規定しないが、通常の連続式溶融めっきラインで実現可能な時間としては10〜80秒程度である。還元後、溶融亜鉛めっきを施したが、その前にめっき浴温近傍まで板温を低下させた。
【0053】
(溶融めっき条件)
還元温度:780℃〜860℃
めっき組成:Zn−0.2%Al
めっき浴温度:455〜465℃
亜鉛付着量:68〜133g/m2
【0054】
上記のようにして得られた各亜鉛めっき鋼板を用い、下記の方法によって樹脂皮膜を被覆した。尚、樹脂皮膜は熱源と反対側に相当する面(「裏面」と呼ぶ)に被覆した。
【0055】
[樹脂皮膜の被覆]
(下地処理)
まず、各亜鉛めっき鋼板に、下地処理としてノンクロメ−ト皮膜(「CTE−203」 日本パーカライジング社製)を用い、その付着量100mg/m2となるように下地処理を行った。
【0056】
(樹脂皮膜)
樹脂は、有機溶剤可溶型ポリエステル樹脂(「バイロン(登録商標)650」 東洋紡績社製)を用いた。カタログ値のTg(ガラス転移温度)は10℃、数平均分子量は23×104である。
【0057】
(架橋剤)
メラミン樹脂(「スミマール(登録商標)M−40ST」:住友化学社製:固形分80%)を用いた。
【0058】
(カーボンブラック)
カーボンブラックとしては、「三菱カーボンブラック(平均粒径:25nm)」(三菱化成社製)を用いた。
【0059】
上記ポリエステル樹脂と、上記架橋剤(固形分80%)を質量比(ドライ)100:20で混合してマトリックス樹脂とし、上記カーボンブラックを含有量10%となるように添加した。この原料組成物の粘度が30〜100秒(フォードカップNo.4)程度となるように、キシレン/シクロヘキサノン混合溶剤(キシレン:シクロヘキサノン=1:1)で希釈して、ハンドホモジナイザによって回転数:10000rpmで10分撹拌し、原料組成物(樹脂皮膜用原料組成物)を調製した。
【0060】
上記樹脂皮膜用原料組成物を、皮膜厚さ10μmとなるように、各亜鉛めっき鋼板の裏面側にバーコートで塗工し、熱風乾燥炉内にて到達板温:230℃で約60秒間焼き付けし、樹脂被覆亜鉛めっき鋼板を作製した。このときの皮膜厚さは、皮膜の質量を測定し、比重換算で算出した値である。焼付け、乾燥することによりサンプルを作製した。これら各サンプルについて、前述した方法によって樹脂皮膜表面の放射率を測定すると共に、下記の方法によって、鋼板の放熱性について評価した。
【0061】
[鋼板の放熱性の評価方法]
このとき用いたサンプル板(樹脂被覆亜鉛めっき鋼板)の大きさは、150mm×250mm、ヒーターの大きさは56mm×96mmである。
図1に示すように[図1(a)は平面図、図1(b)は正面図、図1(c)は図1(b)のA−A断面図]、サンプル板1を地面に対して垂直方向に固定し、サンプル板1の背面中央にヒーター2を固定し、周囲を断熱材3で覆った。そして、サンプル板裏面(図1(b)の右側)に熱電対4を配置した。サンプルの中心に配置した熱電対で最高温度を評価した。
【0062】
図1に示した部材5(構成要素)を複数個(図2では8個)重ね、図2に示すような実験装置を構成し、各サンプルの放熱性を評価した。熱源は電気ヒーターとし、電源(図2中「100V電源」で示す)からの電圧を、電源安定装置と出力調整装置で調整し、ヒーターの熱出力を調整した。
【0063】
こうした実験装置によって、加熱開始から熱電対の測定値が安定するまで5時間程度待った後、温度計測データを温度計測定データロガーで取り込み、表示装置6で表示した。このときの実験条件は、室温、ヒーター出力は20Wとした。
【0064】
上記実験によって測定された温度(以下、「最高温度」と呼ぶ)の結果を、サンプルの仕様(亜鉛めっき方法、各面における亜鉛めっき付着量、素地鋼板の熱伝導率、裏面の放射率)と共に、下記表2に示す。尚、実験No.1〜3、7〜11のものは樹脂皮膜を形成していないものである。
【0065】
【表2】
【0066】
この結果から、次のように考察できる。まず実験No.1のものでは、素地鋼板(鋼種G)の化学成分組成が本発明で規定する範囲外のものであり、また亜鉛めっきの付着量も少なくなって、素地鋼板の高熱伝導率が達成されていない。しかも、裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0067】
実験No.2、3のものでは、素地鋼板(鋼種C,D)の化学成分組成が本発明で規定する鋼を用いて素地鋼板の熱伝導率を向上させ、亜鉛めっき付着量を増加したものである。この場合には、最高温度は素地鋼板の高熱伝導化によって低下するものの、裏面(樹脂皮膜を被覆してない)の放射率が低いため、最高温度は高いままである。
【0068】
実験No.4のものでは、実験No.1の素地鋼板の裏面に放射率:0.81の樹脂皮膜を被覆したものである。放射率の高い樹脂皮膜の被覆効果によって、最高温度は低下している。しかしながら、鋼板の高熱伝導化は完全には達成されているとはいえない。
【0069】
実験No.5、6では、実験No.2、3のものに、放射率が0.81、0.82の樹脂皮膜を被覆した鋼板である。実験No.4のものよりも素地鋼板が高熱伝導化されているため、さらに最高温度が低下しており、良好な放熱性が発揮されていることが分かる。
【0070】
実験No.7のものでは、素地鋼板の化学成分組成が本発明で規定する範囲外の鋼種Jを用いており、また亜鉛めっきの付着量も少なくなって、素地鋼板の高熱伝導率が達成されていない。しかも、裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0071】
実験No.8のものでは、素地鋼板の化学成分組成が本発明で規定する鋼種Kを用いているが、亜鉛めっきの付着量が少なくなって、素地鋼板の高熱伝導率が達成されていない。しかも、裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0072】
実験No.9〜11のものでは、素地鋼板の化学成分組成が本発明で規定する鋼種L,M,Nを用いて素地鋼板の熱伝導率を変化させ、亜鉛めっき付着量を変化させたものである。裏面(樹脂皮膜を被覆していない)の放射率が低くなっているため、最高温度が高くなっており、鋼板の放熱性が良好でないことが分かる。
【0073】
実験No.12〜16では、実験No.7〜11のものに、様々な放射率の樹脂皮膜を裏面に被覆した鋼板である。実験No.12は、素地鋼板の化学成分組成が本発明で規定する範囲外の鋼種Jを用いており、鋼板の放熱性が良好でないことが分かる。実験No.13は、亜鉛めっきの付着量が少なく、鋼板の放熱性が良好でないことが分かる。実験No.14〜16は、実験No.9〜11のものよりも素地鋼板が高熱伝導化されているため、さらに最高温度が低下しており、良好な放熱性が発揮されていることが分かる。
【符号の説明】
【0074】
1 サンプル板
2 ヒーター
3 断熱材
4 熱電対
5 部材(構成要素)
6 表示装置
【特許請求の範囲】
【請求項1】
熱源に局部的に接する部材として用いられる高熱伝導性放熱鋼板であって、素地鋼板は、C:0.0010〜0.040%(「質量%」の意味、以下同じ)、Si:0.2%以下(0%を含まない)、Mn:0.1〜0.80%およびAl:0.01〜0.1%を夫々含有し、残部が鉄および不可避的不純物からなり、該素地鋼板の両面に片面当りの付着量が70g/m2以上の亜鉛めっきが施されると共に、100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率が0.60以上である樹脂皮膜が前記亜鉛めっきの少なくとも片面に被覆されたものであることを特徴とする高熱伝導性放熱鋼板。
【請求項2】
素地鋼板は、更にTiを0.001〜0.20%含有するものである請求項1に記載の高熱伝導性放熱鋼板。
【請求項3】
電子機器部品に用いられるものである請求項1または2に記載の高熱伝導性放熱鋼板。
【請求項1】
熱源に局部的に接する部材として用いられる高熱伝導性放熱鋼板であって、素地鋼板は、C:0.0010〜0.040%(「質量%」の意味、以下同じ)、Si:0.2%以下(0%を含まない)、Mn:0.1〜0.80%およびAl:0.01〜0.1%を夫々含有し、残部が鉄および不可避的不純物からなり、該素地鋼板の両面に片面当りの付着量が70g/m2以上の亜鉛めっきが施されると共に、100℃に加熱したときの赤外線(波長:4.5〜15.4μm)の積分放射率が0.60以上である樹脂皮膜が前記亜鉛めっきの少なくとも片面に被覆されたものであることを特徴とする高熱伝導性放熱鋼板。
【請求項2】
素地鋼板は、更にTiを0.001〜0.20%含有するものである請求項1に記載の高熱伝導性放熱鋼板。
【請求項3】
電子機器部品に用いられるものである請求項1または2に記載の高熱伝導性放熱鋼板。
【図1】

【図2】
【図2】
【公開番号】特開2010−248626(P2010−248626A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2010−66701(P2010−66701)
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]