
高疲労強度鋼鋳片の製造方法
【課題】 ストラス寿命試験の10%破断寿命(B10寿命)が5×107回以上となる高疲労寿命の高疲労強度鋼鋳片の製造方法を提供する。
【解決手段】 高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施する。
【解決手段】 高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高い疲労強度を有する高疲労強度鋼の素材である鋳片の製造方法に関する。
【背景技術】
【0002】
軸受鋼などの高い疲労強度を必要とする鋼材には、従来から、高い清浄性が求められている。これは、金属疲労の主原因は鋼中の非金属介在物(以下、単に「介在物」と記す)によるからである。例えば、15μm以上の大きさの介在物が疲労強度に悪影響を及ぼすと言われており、この点について、従来から、介在物の「長径×短径」の平方根で整理した[area]1/2と呼ばれる指標が用いられて整理され、[area]1/2と疲労寿命との相関が高いことが示されている。
【0003】
この考えに基づき、鋼中の介在物を低減することを目的として、特許文献1には、アーク加熱取鍋精錬設備で昇熱及び成分調整を行なう際に、この精錬後の取鍋内スラグの組成を最適化するとともに、取鍋の溶鋼流出孔に詰める開孔用の詰砂を連続鋳造機のタンディッシュ外に排出して、鋼の清浄度を向上させる方法が提案されている。
【0004】
このような不断の努力によって鋼の清浄性は向上され、鋼製品の介在物を顕微鏡観察によって10mm×10mmの範囲を30視野調査したときに、観測される介在物の[area]1/2を極値統計して得られる予測最大径は20μm以下になってきている。
【0005】
また、特許文献2には、凝集粗大化して疲労寿命に悪影響を及ぼすAl2O3酸化物に着目し、Si、Mn、Alを含有し、C含有量が0.2質量%以上の溶鋼に、Mg含有量が0.5質量%超且つ30質量%以下のMg合金を添加し、溶鋼中のAl2O3をAl2O3−MgOに変化させ、介在物の粗大化を抑制する方法が提案されている。
【0006】
しかしながら、近年、需要家の要求は益々厳しくなり、更なる高寿命化が必要になっており、その結果、上記したように、介在物の3000mm2(10mm×10mm×30視野)予測最大径が20μm以下であっても、要求を満足する水準に達しない場合が散見されるようになっている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−197285号公報
【特許文献2】特開平5−311225号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記事情に鑑みてなされたもので、その目的とするところは、ストラス寿命試験の10%破断寿命(B10寿命)が5×107回以上となる高疲労寿命の高疲労強度鋼の鋳片を安定して製造する方法を提供することである。
【課題を解決するための手段】
【0009】
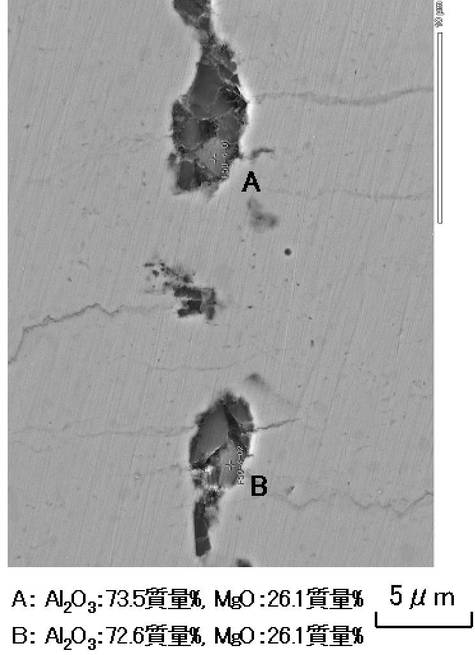
本発明者らは、鋼製品の疲労強度を向上させるべく、特に疲労寿命低下の原因となる介在物について詳細に調査した。その結果、鋳片の熱間圧延によって伸展した介在物のうちで、内部にAl2O3−MgOの微細介在物を含んでいる介在物は、[area]1/2がたとえ20μm以下であっても、疲労寿命に悪影響を及ぼすことを付きとめた。即ち、Al2O3−MgO介在物は、溶鋼中のカルシウム・オキシ・サルファイド系介在物(Ca(O,S))に複数吸着され、熱間圧延後には伸びて個々のAl2O3−MgO間に隙間ができる。これは、Al2O3−MgOが硬い介在物であるために変形できず、隙間が生じるためと考えられる。図1に、Al2O3−MgO介在物を起因として圧延により生成する隙間の例を顕微鏡写真によって示す。
【0010】
疲労試験時には、Al2O3−MgO介在物により生成する隙間から100μm以上の長い疲労亀裂が発生して疲労寿命に至る。
【0011】
そこで、介在物の予測最大径を低下させると同時に、Al2O3−MgO介在物を低減させる方法を検討し、その結果、転炉からの出鋼後にアーク加熱取鍋精錬設備で実施する加熱攪拌処理工程において、溶鋼と共存する取鍋内スラグの組成を最適化することが重要であること、特に、Al2O3−MgO介在物のMgO源である取鍋内スラグのMgO含有量を低減することが効果的であることを知見した。また、前記加熱攪拌処理工程において、取鍋内スラグに含有されるMgOが溶鋼中のAlによって還元されて溶鋼中に溶出し、このMgがAl2O3−MgO介在物の原因になることから、熱攪拌処理工程の処理時間を可能な限り短くしてMgOの溶鋼中への還元・溶出時間を短くすることも、Al2O3−MgO介在物の低減に効果のあることを見出した。
【0012】
本発明は上記知見に基づきなされたものであり、その要旨は以下のとおりである。
(1)C:0.6〜1.4質量%、Si:0.80質量%以下、Mn:0.2〜0.5質量%、Al:0.25質量%以下、Cr:1.0〜2.0質量%、Mo:0.30質量%以下、P:0.03質量%以下、S:0.03質量%以下を含有し、残部がFe及び不可避的不純物である高疲労強度鋼鋳片の製造方法であって、高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施することを特徴とする、高疲労強度鋼鋳片の製造方法。
(2)前記加熱攪拌処理の処理時間を70分以下に抑えることを特徴とする、上記(1)に記載の高疲労強度鋼鋳片の製造方法。
【発明の効果】
【0013】
本発明によれば、鋼中の介在物量が少ない上にAl2O3−MgO介在物の生成が抑制されるので、ストラス寿命試験の10%破断寿命(B10寿命)が5×107回以上である高寿命の高疲労強度鋼の鋳片を安定して製造することが実現される。
【図面の簡単な説明】
【0014】
【図1】Al2O3−MgO介在物を起因として熱間圧延により生成する隙間の例を示す顕微鏡写真である。
【発明を実施するための形態】
【0015】
以下、本発明を具体的に説明する。先ず、本発明で対象とする高疲労強度鋼の化学成分組成を上記のように限定した理由を、それぞれの作用とともに説明する。
【0016】
C:0.6〜1.4質量%
Cは、焼入れ性の確保、鋼強度の確保のために、0.6質量%以上含有させることが必要である。一方、1.4質量%を超えて含有させると、粒界強度が低下し、それに伴って疲労強度も低下し、更に、切削性、冷間鍛造性、耐熱割れ性も低下する。従って、C含有量を0.6〜1.4質量%に限定した。好ましくは0.8〜1.2質量%の範囲である。
【0017】
Si:0.80質量%以下
Siは、脱酸剤として機能するだけでなく、鋼強度の向上にも有効に寄与するが、含有量が0.8質量%を超えると、被削性及び鍛造性の低下を招く。従って、Si含有量を0.80質量%以下に限定した。尚、鋼強度の向上には、0.05質量%以上含有させることが好ましい。
【0018】
Mn:0.2〜0.5質量%
Mnは、焼入れ性を向上させ、焼入れ時の硬化層深さを確保して疲労強度を向上させるので、非常に重要な成分であり、このためには、0.2質量%以上含有させる必要がある。一方、Mn含有量が0.5質量%を超えると疲労強度の低下を招く。従って、Mn含有量を0.2〜0.5質量%に限定した。好ましくは0.2〜0.4質量%の範囲である。
【0019】
Al:0.25質量%以下
Alは、脱酸に有効な成分である。また、焼入れ加熱時におけるオーステナイト粒の成長を抑制することによって焼入れ硬化層の粒径を微細化させる上でも有用な成分である。しかしながら、0.25質量%を超えて含有させても、その効果は飽和し、むしろ成分コストの上昇を招く不利が生じるので、Alは0.25質量%以下の範囲で含有させる必要がある。好ましくは0.01〜0.10質量%の範囲である。
【0020】
Cr:1.0〜2.0質量%
Crは、焼入れ性の向上に有効であり、焼入れ硬化深さを確保する上で有用な成分であり、1.0質量%以上含有させる必要がある。しかし、2.0質量%を超えて含有させると、炭化物を安定化させて残留炭化物の生成を助長し、粒界強度を低下させて疲労強度を劣化させる。従って、Cr含有量を1.0〜2.0質量%の範囲に限定した。
【0021】
Mo:0.30質量%以下
Moは、焼入れ性を高め、且つ、鋼強度の向上に有効な成分である。しかし、0.30質量%を超えて添加すると、被削性の劣化を招くので、Mo含有量を0.30質量%以下に限定した。焼入れ性及び鋼強度の向上には0.05質量%以上含有させることが好ましい。
【0022】
P:0.03質量%以下
Pは、不純物元素として粒界に偏析し、粒界強度を低下させるので、少ないほど好ましく、従って、P含有量を0.03質量%以下に限定した。
【0023】
S:0.03質量%以下
Sは、鋼中でMnSを形成し、切削性を向上させる成分であるが、0.03質量%以上を超えて含有させると粒界に偏析して粒界強度を低下させるので、Sの含有量を0.03質量%以下に限定した。
【0024】
本発明で対象とする高疲労強度鋼の化学成分組成は、上記の成分以外はFeと不可避的不純物であり、不可避的不純物の代表としては酸素(O)及び窒素(N)が挙げられる。窒素含有量が0.015質量%以下、酸素含有量が0.008質量%以下であれば材質的に問題はなく、従って、それぞれこの範囲であることが好ましい。
【0025】
次いで、鋳片の製造方法について説明する。
【0026】
本発明では、上記化学成分の高疲労強度鋼の鋳片を製造するにあたり、高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、出鋼後、転炉から取鍋内に流出した転炉スラグを取鍋から除滓し、転炉スラグの除滓後に、所定の組成及び粘度のスラグを形成するための媒溶剤を取鍋内に添加し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造する。この場合に、高炉で溶製された溶銑に対して、転炉で脱炭精錬する前に、脱硫処理や予備脱燐処理を実施してもよい。脱硫処理や予備脱燐処理を実施することで、S濃度及びP濃度の低い高疲労強度鋼鋳片を得ることができる。
【0027】
化学成分の具体的な調整方法は、転炉にMo源を装入して転炉脱炭精錬でMoを調整する以外は、転炉からの出鋼時に取鍋内に炭材、合金鉄、金属Alを投入し、これらを出鋼流によって溶鋼中に溶解させ、前記加熱攪拌処理工程の前までに上記化学成分の範囲近傍まで成分調整し、その後の加熱攪拌処理工程及び真空脱ガス処理工程では不足する成分を追加投入する程度とする。これは、合金鉄、金属Alなどの添加により発生する脱酸生成物(介在物)の溶鋼からの浮上・分離を加熱攪拌処理工程の初期段階から行なうことを目的としたもので、このようにして成分調整することで、清浄性の高い鋳片を得ることが可能となる。但し、Cr成分の含有量は高く、Cr源の投入量が多く、溶鋼温度を低下させて介在物の浮上・分離に不利になる虞があるので、投入予定量の1/2程度のCr源は加熱攪拌処理工程で溶鋼を加熱しながら添加しても構わない。
【0028】
溶鋼に加熱攪拌処理を施す設備としては、アーク発生用の電極を備えており、この電極で発生するアーク熱により、溶鋼を加熱したり、添加した媒溶剤を滓化(スラグ化)したりすることが可能であり、且つ、取鍋底部に設置したポーラス煉瓦或いは溶鋼に浸漬させたインジェクションランスから溶鋼中に攪拌用ガスを吹き込み、非酸化性雰囲気の条件下で、溶鋼と溶鋼上に存在するスラグとを攪拌・混合して溶鋼をスラグによって精錬することの可能な、所謂、アーク加熱取鍋精錬設備を用いることが好ましい。本発明では、溶鋼をスラグで精錬する際に、溶鋼よりも酸素ポテンシャルの低いスラグを使用するので、溶鋼中の介在物はスラグに吸収されて溶鋼の清浄性が向上する。尚、脱硫能を有するスラグを使用すれば溶鋼は脱硫される。真空脱ガス処理を施す設備としては、RH真空脱ガス装置、DH真空脱ガス装置、VAD炉などを用いることができる。
【0029】
本発明では、溶鋼に加熱攪拌処理を施す際に、取鍋内スラグに含有されるMgOが溶鋼中のAlで還元されて、還元したMgが溶鋼中に溶出することを防止するために、取鍋内スラグのMgO含有量を4.0質量%以下に調整する。取鍋内スラグに含有されるMgOは転炉スラグに由来するので(転炉脱炭精錬では、MgO系炉体耐火物の溶損防止の目的で媒溶剤としてドロマイトなどのMgO含有物質が使用される)、従って、転炉から取鍋への出鋼後、取鍋内に流出した転炉スラグを取鍋から除去(除滓)する。除滓方法は、収容した溶鋼が流出しない程度に傾斜させた取鍋からスラグドラッカーを用いてスラグを掻き出す方法を用いることができ、その他、真空吸引装置でスラグを吸引する方法も採用することができる。どのような除滓方法であれ、全ての転炉スラグを除去することは不可能であるので、流出した転炉スラグの1/2程度以上(目視観察による)好ましく2/3程度以上(目視観察による)が除滓できたなら、作業を終了してもよい。
【0030】
取鍋内のスラグを除滓したならば、取鍋内にCaO系媒溶剤、SiO2系媒溶剤、及び、Al2O3系媒溶剤のいずれか1種または2種以上を添加して、取鍋内に残留する転炉スラグと添加した媒溶剤とが混合して形成されるスラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下となり、且つ、スラグの1600℃における粘度が1.3〜2.0poiseになるように調整する。スラグの比[質量%CaO/質量%SiO2]及び比[質量%CaO/質量%Al2O3]を上記範囲に調整することで、スラグの1600℃における粘度は1.3〜2.0poiseの近傍になるが、粘度が高い場合には、スラグ粘度を低下させるための媒溶剤としてCaF2(蛍石)を添加することも可能である。添加した媒溶剤は、次工程の加熱攪拌処理におけるアーク加熱によって滓化し、且つ溶鋼と攪拌されて溶鋼から熱を得ることも相まって均一な組成のスラグが取鍋内に形成される。CaO系媒溶剤としては生石灰、石灰石など、SiO2系媒溶剤としては珪石、Al2O3系媒溶剤としてはボーキサイト、仮焼アルミナ、焼結アルミナなどを使用する。
【0031】
取鍋内のスラグの組成を、上記の範囲に調整する理由は以下の通りである。比[質量%CaO/質量%SiO2]を6.0以上にすることで、スラグの酸素ポテンシャルが低下し、スラグによる溶鋼の酸化が防止される。比[質量%CaO/質量%Al2O3]を1.5以上にすることで、介在物のスラグへの吸収能が高くなる。但し、比[質量%CaO/質量%SiO2]が12を超える範囲、及び比[質量%CaO/質量%Al2O3]が3.0を超える範囲は、スラグが溶鋼中に巻き込まれやすくなり、溶鋼の清浄性が阻害される。
【0032】
スラグ中のMgO含有量が4.0質量%を超えると、スラグから溶鋼中へ還元・溶出したMgがAl2O3と反応して、疲労寿命に悪影響を与えるAl2O3−MgO介在物が生成されるが、スラグ中のMgO含有量を4.0質量%以下にすることで、スラグから溶鋼中へのMgの還元・溶出が抑制され、Al2O3−MgO介在物の生成が防止される。また、スラグ中のTiO2含有量を1質量%以下とすることで、溶鋼中のTi濃度が低位になり、疲労寿命を低下させるTiN介在物の生成を抑制することができる。
【0033】
スラグの1600℃における粘度が1.3poise未満になると、鋳片の熱間圧延時に伸長する介在物が増加する傾向があるので、1.3poise以上を確保する必要がある。一方、1600℃における粘度が2.0poiseを超えると、スラグの滓化性が著しく低下し、スラグの介在物吸収速度が低下するので、2.0poise以下に抑える必要がある。
【0034】
即ち、加熱攪拌処理工程において、上記組成及び上記粘度のスラグを用いて溶鋼を攪拌精錬することで、疲労寿命に悪影響を与えるAl2O3−MgO介在物の生成を抑制しつつ、溶鋼中の介在物がスラグに吸収されて介在物の少ない清浄性に優れる溶鋼を溶製することが実現される。
【0035】
加熱攪拌処理工程の処理時間は70分間以下に抑えることが好ましい。加熱攪拌処理工程の処理時間が70分間を超えると、前述したスラグからのMgの溶鋼への還元・溶出の起こる期間が長くなり、Al2O3−MgO介在物の生成の原因になり、疲労特性の劣化の原因となる。
【0036】
一方、真空脱ガス処理工程の処理時間は、40分間以上更には60分間以上とすることが好ましい。これは、真空脱ガス処理工程も溶鋼中に懸濁する介在物の浮上・分離に寄与しており、真空脱ガス処理時間が40分間未満では、介在物の浮上・分離が十分に行なわれないことが起こるからである。
【0037】
このようにして高疲労強度鋼鋳片を製造することで、前述した3000mm2(10mm×10mm×30視野)における介在物の予測最大径を20μm以下とすることができ、更に、ストラス寿命試験の10%破断寿命(B10寿命)を安定して5×107回以上にすることができる。
【実施例】
【0038】
JIS−SUJ2鋼(C:1.01質量%、Si:0.20質量%、Mn:0.40質量%、Al:0.020質量%、Cr:1.55質量%、Mo:0.05質量%、P:0.015質量%、S:0.003質量%)の鋳片を、溶銑の転炉脱炭精錬、転炉から出鋼後の排滓処理、その後のアーク加熱取鍋精錬設備での加熱攪拌処理、加熱攪拌処理後のRH真空脱ガス装置での真空脱ガス処理、真空脱ガス処理後のブルーム連続鋳造機での連続鋳造工程によって製造する際に本発明を適用した。また、比較のために、加熱攪拌処理におけるスラグ組成またはスラグ粘度を本発明の範囲外に調整した試験も実施した。スラグ組成及びスラグ粘度は、加熱攪拌処理終了時に取鍋内から採取したスラグサンプルの測定値を代表値とした。
【0039】
アーク加熱取鍋精錬設備での加熱攪拌処理時間は60分間を基準として90分間の操業も行なった。RH真空脱ガス装置での真空脱ガス処理時間は60分間の一定とした。いずれの操業も、溶鋼の成分調整は、転炉内へのMo源の添加並びに転炉からの出鋼時の炭材、合金鉄、金属Alの添加により、加熱攪拌処理工程の前までに上記目標成分の90%の範囲内に調整し、上記目標成分への最終調整は、加熱攪拌処理及び真空脱ガス処理において実施した。
【0040】
連続鋳造工程によって得られたブルーム鋳片(断面サイズ:短辺300mm、長辺400mm)を加熱して170mm直径のビレットに熱間圧延し、その後、再度加熱して60mm直径の棒鋼に熱間圧延した。得られた棒鋼に780℃で30時間の熱処理を施した後、直径60mm、厚み5.5mmのスラスト転動疲労試験片をそれぞれ10枚ずつ作製した。この試験片を830℃で40分間加熱した後、60℃の油に焼入れし、その後、厚みを5.0mmに仕上げ、スラスト転動疲労試験に供した。スラスト転動疲労試験はヘルツ応力5230MPaで実施し、10%破断寿命(B10寿命)で評価した。試験結果を表1に示す。尚、表1に示すスラグの粘度は1600℃における粘度である。
【0041】
【表1】

【0042】
スラグの組成及び粘度が本発明の範囲内であり、且つ、加熱攪拌処理時間が60分間である条件1では、7.2×107回の長疲労寿命が得られた。また、条件2は、加熱攪拌処理時間が90分間であり本発明の好適範囲を超えたものの、スラグの組成及び粘度は本発明の範囲内であり、条件1に比較すると若干疲労寿命が低下したものの、5.0×107回の長疲労寿命が得られた。
【0043】
一方、スラグ中のMgO含有量が4.0質量%を超えた条件3、スラグ組成の比[質量%CaO/質量%Al2O3]が本発明の範囲よりも高く且つスラグ粘度が本発明の範囲よりも低い条件4、スラグ粘度が本発明の範囲よりも高い条件5、及び、スラグ組成の比[質量%CaO/質量%SiO2]が本発明の範囲よりも低い条件6では、いずれも疲労寿命は5.0×107回に達しておらず、本発明の優位性が確認できた。
【技術分野】
【0001】
本発明は、高い疲労強度を有する高疲労強度鋼の素材である鋳片の製造方法に関する。
【背景技術】
【0002】
軸受鋼などの高い疲労強度を必要とする鋼材には、従来から、高い清浄性が求められている。これは、金属疲労の主原因は鋼中の非金属介在物(以下、単に「介在物」と記す)によるからである。例えば、15μm以上の大きさの介在物が疲労強度に悪影響を及ぼすと言われており、この点について、従来から、介在物の「長径×短径」の平方根で整理した[area]1/2と呼ばれる指標が用いられて整理され、[area]1/2と疲労寿命との相関が高いことが示されている。
【0003】
この考えに基づき、鋼中の介在物を低減することを目的として、特許文献1には、アーク加熱取鍋精錬設備で昇熱及び成分調整を行なう際に、この精錬後の取鍋内スラグの組成を最適化するとともに、取鍋の溶鋼流出孔に詰める開孔用の詰砂を連続鋳造機のタンディッシュ外に排出して、鋼の清浄度を向上させる方法が提案されている。
【0004】
このような不断の努力によって鋼の清浄性は向上され、鋼製品の介在物を顕微鏡観察によって10mm×10mmの範囲を30視野調査したときに、観測される介在物の[area]1/2を極値統計して得られる予測最大径は20μm以下になってきている。
【0005】
また、特許文献2には、凝集粗大化して疲労寿命に悪影響を及ぼすAl2O3酸化物に着目し、Si、Mn、Alを含有し、C含有量が0.2質量%以上の溶鋼に、Mg含有量が0.5質量%超且つ30質量%以下のMg合金を添加し、溶鋼中のAl2O3をAl2O3−MgOに変化させ、介在物の粗大化を抑制する方法が提案されている。
【0006】
しかしながら、近年、需要家の要求は益々厳しくなり、更なる高寿命化が必要になっており、その結果、上記したように、介在物の3000mm2(10mm×10mm×30視野)予測最大径が20μm以下であっても、要求を満足する水準に達しない場合が散見されるようになっている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−197285号公報
【特許文献2】特開平5−311225号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記事情に鑑みてなされたもので、その目的とするところは、ストラス寿命試験の10%破断寿命(B10寿命)が5×107回以上となる高疲労寿命の高疲労強度鋼の鋳片を安定して製造する方法を提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、鋼製品の疲労強度を向上させるべく、特に疲労寿命低下の原因となる介在物について詳細に調査した。その結果、鋳片の熱間圧延によって伸展した介在物のうちで、内部にAl2O3−MgOの微細介在物を含んでいる介在物は、[area]1/2がたとえ20μm以下であっても、疲労寿命に悪影響を及ぼすことを付きとめた。即ち、Al2O3−MgO介在物は、溶鋼中のカルシウム・オキシ・サルファイド系介在物(Ca(O,S))に複数吸着され、熱間圧延後には伸びて個々のAl2O3−MgO間に隙間ができる。これは、Al2O3−MgOが硬い介在物であるために変形できず、隙間が生じるためと考えられる。図1に、Al2O3−MgO介在物を起因として圧延により生成する隙間の例を顕微鏡写真によって示す。
【0010】
疲労試験時には、Al2O3−MgO介在物により生成する隙間から100μm以上の長い疲労亀裂が発生して疲労寿命に至る。
【0011】
そこで、介在物の予測最大径を低下させると同時に、Al2O3−MgO介在物を低減させる方法を検討し、その結果、転炉からの出鋼後にアーク加熱取鍋精錬設備で実施する加熱攪拌処理工程において、溶鋼と共存する取鍋内スラグの組成を最適化することが重要であること、特に、Al2O3−MgO介在物のMgO源である取鍋内スラグのMgO含有量を低減することが効果的であることを知見した。また、前記加熱攪拌処理工程において、取鍋内スラグに含有されるMgOが溶鋼中のAlによって還元されて溶鋼中に溶出し、このMgがAl2O3−MgO介在物の原因になることから、熱攪拌処理工程の処理時間を可能な限り短くしてMgOの溶鋼中への還元・溶出時間を短くすることも、Al2O3−MgO介在物の低減に効果のあることを見出した。
【0012】
本発明は上記知見に基づきなされたものであり、その要旨は以下のとおりである。
(1)C:0.6〜1.4質量%、Si:0.80質量%以下、Mn:0.2〜0.5質量%、Al:0.25質量%以下、Cr:1.0〜2.0質量%、Mo:0.30質量%以下、P:0.03質量%以下、S:0.03質量%以下を含有し、残部がFe及び不可避的不純物である高疲労強度鋼鋳片の製造方法であって、高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施することを特徴とする、高疲労強度鋼鋳片の製造方法。
(2)前記加熱攪拌処理の処理時間を70分以下に抑えることを特徴とする、上記(1)に記載の高疲労強度鋼鋳片の製造方法。
【発明の効果】
【0013】
本発明によれば、鋼中の介在物量が少ない上にAl2O3−MgO介在物の生成が抑制されるので、ストラス寿命試験の10%破断寿命(B10寿命)が5×107回以上である高寿命の高疲労強度鋼の鋳片を安定して製造することが実現される。
【図面の簡単な説明】
【0014】
【図1】Al2O3−MgO介在物を起因として熱間圧延により生成する隙間の例を示す顕微鏡写真である。
【発明を実施するための形態】
【0015】
以下、本発明を具体的に説明する。先ず、本発明で対象とする高疲労強度鋼の化学成分組成を上記のように限定した理由を、それぞれの作用とともに説明する。
【0016】
C:0.6〜1.4質量%
Cは、焼入れ性の確保、鋼強度の確保のために、0.6質量%以上含有させることが必要である。一方、1.4質量%を超えて含有させると、粒界強度が低下し、それに伴って疲労強度も低下し、更に、切削性、冷間鍛造性、耐熱割れ性も低下する。従って、C含有量を0.6〜1.4質量%に限定した。好ましくは0.8〜1.2質量%の範囲である。
【0017】
Si:0.80質量%以下
Siは、脱酸剤として機能するだけでなく、鋼強度の向上にも有効に寄与するが、含有量が0.8質量%を超えると、被削性及び鍛造性の低下を招く。従って、Si含有量を0.80質量%以下に限定した。尚、鋼強度の向上には、0.05質量%以上含有させることが好ましい。
【0018】
Mn:0.2〜0.5質量%
Mnは、焼入れ性を向上させ、焼入れ時の硬化層深さを確保して疲労強度を向上させるので、非常に重要な成分であり、このためには、0.2質量%以上含有させる必要がある。一方、Mn含有量が0.5質量%を超えると疲労強度の低下を招く。従って、Mn含有量を0.2〜0.5質量%に限定した。好ましくは0.2〜0.4質量%の範囲である。
【0019】
Al:0.25質量%以下
Alは、脱酸に有効な成分である。また、焼入れ加熱時におけるオーステナイト粒の成長を抑制することによって焼入れ硬化層の粒径を微細化させる上でも有用な成分である。しかしながら、0.25質量%を超えて含有させても、その効果は飽和し、むしろ成分コストの上昇を招く不利が生じるので、Alは0.25質量%以下の範囲で含有させる必要がある。好ましくは0.01〜0.10質量%の範囲である。
【0020】
Cr:1.0〜2.0質量%
Crは、焼入れ性の向上に有効であり、焼入れ硬化深さを確保する上で有用な成分であり、1.0質量%以上含有させる必要がある。しかし、2.0質量%を超えて含有させると、炭化物を安定化させて残留炭化物の生成を助長し、粒界強度を低下させて疲労強度を劣化させる。従って、Cr含有量を1.0〜2.0質量%の範囲に限定した。
【0021】
Mo:0.30質量%以下
Moは、焼入れ性を高め、且つ、鋼強度の向上に有効な成分である。しかし、0.30質量%を超えて添加すると、被削性の劣化を招くので、Mo含有量を0.30質量%以下に限定した。焼入れ性及び鋼強度の向上には0.05質量%以上含有させることが好ましい。
【0022】
P:0.03質量%以下
Pは、不純物元素として粒界に偏析し、粒界強度を低下させるので、少ないほど好ましく、従って、P含有量を0.03質量%以下に限定した。
【0023】
S:0.03質量%以下
Sは、鋼中でMnSを形成し、切削性を向上させる成分であるが、0.03質量%以上を超えて含有させると粒界に偏析して粒界強度を低下させるので、Sの含有量を0.03質量%以下に限定した。
【0024】
本発明で対象とする高疲労強度鋼の化学成分組成は、上記の成分以外はFeと不可避的不純物であり、不可避的不純物の代表としては酸素(O)及び窒素(N)が挙げられる。窒素含有量が0.015質量%以下、酸素含有量が0.008質量%以下であれば材質的に問題はなく、従って、それぞれこの範囲であることが好ましい。
【0025】
次いで、鋳片の製造方法について説明する。
【0026】
本発明では、上記化学成分の高疲労強度鋼の鋳片を製造するにあたり、高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、出鋼後、転炉から取鍋内に流出した転炉スラグを取鍋から除滓し、転炉スラグの除滓後に、所定の組成及び粘度のスラグを形成するための媒溶剤を取鍋内に添加し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造する。この場合に、高炉で溶製された溶銑に対して、転炉で脱炭精錬する前に、脱硫処理や予備脱燐処理を実施してもよい。脱硫処理や予備脱燐処理を実施することで、S濃度及びP濃度の低い高疲労強度鋼鋳片を得ることができる。
【0027】
化学成分の具体的な調整方法は、転炉にMo源を装入して転炉脱炭精錬でMoを調整する以外は、転炉からの出鋼時に取鍋内に炭材、合金鉄、金属Alを投入し、これらを出鋼流によって溶鋼中に溶解させ、前記加熱攪拌処理工程の前までに上記化学成分の範囲近傍まで成分調整し、その後の加熱攪拌処理工程及び真空脱ガス処理工程では不足する成分を追加投入する程度とする。これは、合金鉄、金属Alなどの添加により発生する脱酸生成物(介在物)の溶鋼からの浮上・分離を加熱攪拌処理工程の初期段階から行なうことを目的としたもので、このようにして成分調整することで、清浄性の高い鋳片を得ることが可能となる。但し、Cr成分の含有量は高く、Cr源の投入量が多く、溶鋼温度を低下させて介在物の浮上・分離に不利になる虞があるので、投入予定量の1/2程度のCr源は加熱攪拌処理工程で溶鋼を加熱しながら添加しても構わない。
【0028】
溶鋼に加熱攪拌処理を施す設備としては、アーク発生用の電極を備えており、この電極で発生するアーク熱により、溶鋼を加熱したり、添加した媒溶剤を滓化(スラグ化)したりすることが可能であり、且つ、取鍋底部に設置したポーラス煉瓦或いは溶鋼に浸漬させたインジェクションランスから溶鋼中に攪拌用ガスを吹き込み、非酸化性雰囲気の条件下で、溶鋼と溶鋼上に存在するスラグとを攪拌・混合して溶鋼をスラグによって精錬することの可能な、所謂、アーク加熱取鍋精錬設備を用いることが好ましい。本発明では、溶鋼をスラグで精錬する際に、溶鋼よりも酸素ポテンシャルの低いスラグを使用するので、溶鋼中の介在物はスラグに吸収されて溶鋼の清浄性が向上する。尚、脱硫能を有するスラグを使用すれば溶鋼は脱硫される。真空脱ガス処理を施す設備としては、RH真空脱ガス装置、DH真空脱ガス装置、VAD炉などを用いることができる。
【0029】
本発明では、溶鋼に加熱攪拌処理を施す際に、取鍋内スラグに含有されるMgOが溶鋼中のAlで還元されて、還元したMgが溶鋼中に溶出することを防止するために、取鍋内スラグのMgO含有量を4.0質量%以下に調整する。取鍋内スラグに含有されるMgOは転炉スラグに由来するので(転炉脱炭精錬では、MgO系炉体耐火物の溶損防止の目的で媒溶剤としてドロマイトなどのMgO含有物質が使用される)、従って、転炉から取鍋への出鋼後、取鍋内に流出した転炉スラグを取鍋から除去(除滓)する。除滓方法は、収容した溶鋼が流出しない程度に傾斜させた取鍋からスラグドラッカーを用いてスラグを掻き出す方法を用いることができ、その他、真空吸引装置でスラグを吸引する方法も採用することができる。どのような除滓方法であれ、全ての転炉スラグを除去することは不可能であるので、流出した転炉スラグの1/2程度以上(目視観察による)好ましく2/3程度以上(目視観察による)が除滓できたなら、作業を終了してもよい。
【0030】
取鍋内のスラグを除滓したならば、取鍋内にCaO系媒溶剤、SiO2系媒溶剤、及び、Al2O3系媒溶剤のいずれか1種または2種以上を添加して、取鍋内に残留する転炉スラグと添加した媒溶剤とが混合して形成されるスラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下となり、且つ、スラグの1600℃における粘度が1.3〜2.0poiseになるように調整する。スラグの比[質量%CaO/質量%SiO2]及び比[質量%CaO/質量%Al2O3]を上記範囲に調整することで、スラグの1600℃における粘度は1.3〜2.0poiseの近傍になるが、粘度が高い場合には、スラグ粘度を低下させるための媒溶剤としてCaF2(蛍石)を添加することも可能である。添加した媒溶剤は、次工程の加熱攪拌処理におけるアーク加熱によって滓化し、且つ溶鋼と攪拌されて溶鋼から熱を得ることも相まって均一な組成のスラグが取鍋内に形成される。CaO系媒溶剤としては生石灰、石灰石など、SiO2系媒溶剤としては珪石、Al2O3系媒溶剤としてはボーキサイト、仮焼アルミナ、焼結アルミナなどを使用する。
【0031】
取鍋内のスラグの組成を、上記の範囲に調整する理由は以下の通りである。比[質量%CaO/質量%SiO2]を6.0以上にすることで、スラグの酸素ポテンシャルが低下し、スラグによる溶鋼の酸化が防止される。比[質量%CaO/質量%Al2O3]を1.5以上にすることで、介在物のスラグへの吸収能が高くなる。但し、比[質量%CaO/質量%SiO2]が12を超える範囲、及び比[質量%CaO/質量%Al2O3]が3.0を超える範囲は、スラグが溶鋼中に巻き込まれやすくなり、溶鋼の清浄性が阻害される。
【0032】
スラグ中のMgO含有量が4.0質量%を超えると、スラグから溶鋼中へ還元・溶出したMgがAl2O3と反応して、疲労寿命に悪影響を与えるAl2O3−MgO介在物が生成されるが、スラグ中のMgO含有量を4.0質量%以下にすることで、スラグから溶鋼中へのMgの還元・溶出が抑制され、Al2O3−MgO介在物の生成が防止される。また、スラグ中のTiO2含有量を1質量%以下とすることで、溶鋼中のTi濃度が低位になり、疲労寿命を低下させるTiN介在物の生成を抑制することができる。
【0033】
スラグの1600℃における粘度が1.3poise未満になると、鋳片の熱間圧延時に伸長する介在物が増加する傾向があるので、1.3poise以上を確保する必要がある。一方、1600℃における粘度が2.0poiseを超えると、スラグの滓化性が著しく低下し、スラグの介在物吸収速度が低下するので、2.0poise以下に抑える必要がある。
【0034】
即ち、加熱攪拌処理工程において、上記組成及び上記粘度のスラグを用いて溶鋼を攪拌精錬することで、疲労寿命に悪影響を与えるAl2O3−MgO介在物の生成を抑制しつつ、溶鋼中の介在物がスラグに吸収されて介在物の少ない清浄性に優れる溶鋼を溶製することが実現される。
【0035】
加熱攪拌処理工程の処理時間は70分間以下に抑えることが好ましい。加熱攪拌処理工程の処理時間が70分間を超えると、前述したスラグからのMgの溶鋼への還元・溶出の起こる期間が長くなり、Al2O3−MgO介在物の生成の原因になり、疲労特性の劣化の原因となる。
【0036】
一方、真空脱ガス処理工程の処理時間は、40分間以上更には60分間以上とすることが好ましい。これは、真空脱ガス処理工程も溶鋼中に懸濁する介在物の浮上・分離に寄与しており、真空脱ガス処理時間が40分間未満では、介在物の浮上・分離が十分に行なわれないことが起こるからである。
【0037】
このようにして高疲労強度鋼鋳片を製造することで、前述した3000mm2(10mm×10mm×30視野)における介在物の予測最大径を20μm以下とすることができ、更に、ストラス寿命試験の10%破断寿命(B10寿命)を安定して5×107回以上にすることができる。
【実施例】
【0038】
JIS−SUJ2鋼(C:1.01質量%、Si:0.20質量%、Mn:0.40質量%、Al:0.020質量%、Cr:1.55質量%、Mo:0.05質量%、P:0.015質量%、S:0.003質量%)の鋳片を、溶銑の転炉脱炭精錬、転炉から出鋼後の排滓処理、その後のアーク加熱取鍋精錬設備での加熱攪拌処理、加熱攪拌処理後のRH真空脱ガス装置での真空脱ガス処理、真空脱ガス処理後のブルーム連続鋳造機での連続鋳造工程によって製造する際に本発明を適用した。また、比較のために、加熱攪拌処理におけるスラグ組成またはスラグ粘度を本発明の範囲外に調整した試験も実施した。スラグ組成及びスラグ粘度は、加熱攪拌処理終了時に取鍋内から採取したスラグサンプルの測定値を代表値とした。
【0039】
アーク加熱取鍋精錬設備での加熱攪拌処理時間は60分間を基準として90分間の操業も行なった。RH真空脱ガス装置での真空脱ガス処理時間は60分間の一定とした。いずれの操業も、溶鋼の成分調整は、転炉内へのMo源の添加並びに転炉からの出鋼時の炭材、合金鉄、金属Alの添加により、加熱攪拌処理工程の前までに上記目標成分の90%の範囲内に調整し、上記目標成分への最終調整は、加熱攪拌処理及び真空脱ガス処理において実施した。
【0040】
連続鋳造工程によって得られたブルーム鋳片(断面サイズ:短辺300mm、長辺400mm)を加熱して170mm直径のビレットに熱間圧延し、その後、再度加熱して60mm直径の棒鋼に熱間圧延した。得られた棒鋼に780℃で30時間の熱処理を施した後、直径60mm、厚み5.5mmのスラスト転動疲労試験片をそれぞれ10枚ずつ作製した。この試験片を830℃で40分間加熱した後、60℃の油に焼入れし、その後、厚みを5.0mmに仕上げ、スラスト転動疲労試験に供した。スラスト転動疲労試験はヘルツ応力5230MPaで実施し、10%破断寿命(B10寿命)で評価した。試験結果を表1に示す。尚、表1に示すスラグの粘度は1600℃における粘度である。
【0041】
【表1】
【0042】
スラグの組成及び粘度が本発明の範囲内であり、且つ、加熱攪拌処理時間が60分間である条件1では、7.2×107回の長疲労寿命が得られた。また、条件2は、加熱攪拌処理時間が90分間であり本発明の好適範囲を超えたものの、スラグの組成及び粘度は本発明の範囲内であり、条件1に比較すると若干疲労寿命が低下したものの、5.0×107回の長疲労寿命が得られた。
【0043】
一方、スラグ中のMgO含有量が4.0質量%を超えた条件3、スラグ組成の比[質量%CaO/質量%Al2O3]が本発明の範囲よりも高く且つスラグ粘度が本発明の範囲よりも低い条件4、スラグ粘度が本発明の範囲よりも高い条件5、及び、スラグ組成の比[質量%CaO/質量%SiO2]が本発明の範囲よりも低い条件6では、いずれも疲労寿命は5.0×107回に達しておらず、本発明の優位性が確認できた。
【特許請求の範囲】
【請求項1】
C:0.6〜1.4質量%、Si:0.80質量%以下、Mn:0.2〜0.5質量%、Al:0.25質量%以下、Cr:1.0〜2.0質量%、Mo:0.30質量%以下、P:0.03質量%以下、S:0.03質量%以下を含有し、残部がFe及び不可避的不純物である高疲労強度鋼鋳片の製造方法であって、
高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、
前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施することを特徴とする、高疲労強度鋼鋳片の製造方法。
【請求項2】
前記加熱攪拌処理の処理時間を70分以下に抑えることを特徴とする、請求項1に記載の高疲労強度鋼鋳片の製造方法。
【請求項1】
C:0.6〜1.4質量%、Si:0.80質量%以下、Mn:0.2〜0.5質量%、Al:0.25質量%以下、Cr:1.0〜2.0質量%、Mo:0.30質量%以下、P:0.03質量%以下、S:0.03質量%以下を含有し、残部がFe及び不可避的不純物である高疲労強度鋼鋳片の製造方法であって、
高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、
前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施することを特徴とする、高疲労強度鋼鋳片の製造方法。
【請求項2】
前記加熱攪拌処理の処理時間を70分以下に抑えることを特徴とする、請求項1に記載の高疲労強度鋼鋳片の製造方法。
【図1】

【公開番号】特開2012−241229(P2012−241229A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−111947(P2011−111947)
【出願日】平成23年5月19日(2011.5.19)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月19日(2011.5.19)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]