
高硬度オーバーレイの製造のための原料粉末
金属合金オーバーレイを適用する方法であって、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。

【発明の詳細な説明】
【技術分野】
【0001】
本願の開示は、サブマージアークのような溶接法において従来の固体電極ワイヤと結合されうる鉄ベースの原料粉末、及びプレート、パイプ、及びエルボを含む様々な製品形態上に比較的高い硬度のオーバーレイを形成するその変形に関連している。
【背景技術】
【0002】
現存する溶接オーバーレイの材料は、炭化物(例えばWC,VC,Cr3C2,Cr23C6,TiC,HfC,など)、ホウ化物(TiB2、ZrB2,など)、ボロカーバイド(M(BC)2,M(BC)3,M23(BC)6,など)、窒化物(BN,TiN,AlN,など)、及び/またはダイヤモンドのような他の固有の硬質相を含みうる硬質粒子から開始し、及び前記硬質粒子を様々な体積割合(すなわち、一般的には15から65%)で、ニッケル(またはニッケル合金)ベースのバインダー、コバルト(またはコバルト合金)ベースのバインダー、または鉄(または鉄合金)ベースのバインダーを含みうる適切なバインダーに組み込むことにより展開されうるマクロ複合材料としてしばしば考慮されうる。前記バインダーは、硬質粒子が完全に溶解しないで捕獲されうるように、粒子表面を充分に湿らせることにより硬質粒子を保持するマトリクスを提供しうる。前記バインダーは同様に、複合材料が使用において適切に実施することができるように、ある程度の強靭性/クラック抵抗を提供する。
【発明の概要】
【課題を解決するための手段】
【0003】
本願の開示は、金属合金オーバーレイを適用する方法に関連している。前記方法は、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。
【0004】
この開示の上述した特徴、及び他の特徴、及びそれらを達成する方法は、添付の図面と併せてここで説明される以下の実施形態の説明を参照することにより、より明らかになり、より理解されうる。
【図面の簡単な説明】
【0005】
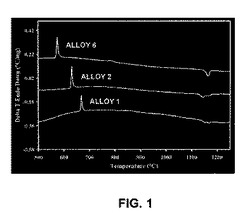
【図1】図1は、サブマージアークオーバーレイ堆積物と非常に似ている母材化学を形成するために、鉄の電極と結合したときのALLOY6、ALLOY2、及びALLOY1の走査を示すDTA走査を説明している。
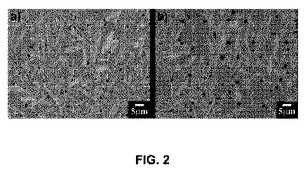
【図2】図2は、ALLOY6合金の後方散乱電子顕微鏡図を説明している。ここで、a)は1/16直径のワイヤを用いて溶接されたワンパスのGMAW試料を説明しており、b)は粉末対ワイヤ供給比が1.85対1でのワンパスのサブマージアーク試料を説明している。
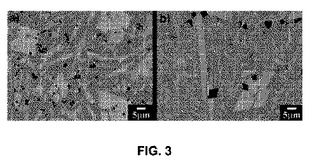
【図3】図3は、ALLOY6合金の後方散乱電子顕微鏡図を説明している。ここで、a)は1/16直径のワイヤを用いて溶接されたダブルパスのGMAW試料を説明しており、b)は粉末対ワイヤ供給比が1.85対1でのダブルパスのサブマージアーク試料を説明している。
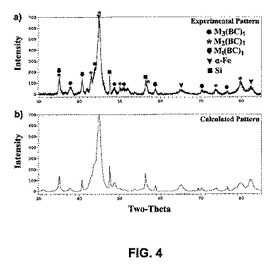
【図4】図4は、ALLOY2溶接オーバーレイプレートのX線回折走査を説明している。ここで、a)は識別された相と回折面を有する実験的なパターンを説明しており、及びb)はリートベルト法から形成されたパターンを説明している。
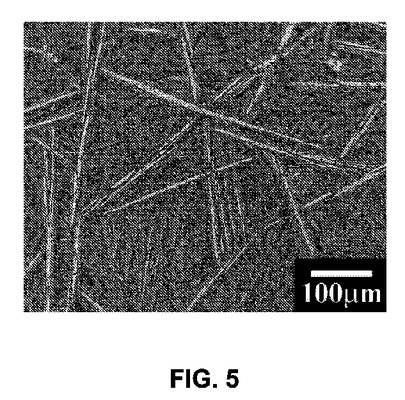
【図5】図5は、ALLOY2溶接オーバーレイプレートの凝固微細構造を示す低倍率での後方散乱電子顕微鏡写真を説明している。
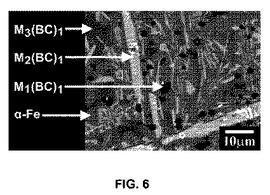
【図6】図6は、ALLOY2オーバーレイプレートの凝固構造を、識別された相と共に示している後方散乱電子顕微鏡写真を説明している。
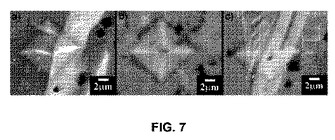
【図7】図7は、凝固のALLOY2溶接オーバーレイプレートのランダムな点において、ヴィッカーズ硬度での圧痕の後方散乱電子顕微鏡写真を説明している。ここで、a)は1296kg/mm2のヴィッカーズ硬度での圧痕を説明しており、b)は1187kg/mm2のヴィッカーズ硬度での圧痕を説明しており、c)は1148kg/mm2のヴィッカーズ硬度での圧痕を説明している。
【発明を実施するための形態】
【0006】
本願の開示は、本質的にガラス成形とみなされうる金属合金化学を用いる比較的高硬度なオーバーレイを製造するアプローチに関連している。これは、硬質粒子がバインダー内に組み込まれる上記に示したような「マクロ複合材料」のアプローチとは異なる。本質的にガラス成形であるか、またはガラス成形ができることを示す合金は、核生成及び/またはそれに続く、融点から前記合金の過冷却(すなわち、結晶粒子の形成を実質的に妨げるのに十分な割合で、ガラス転移温度以下に冷却する能力)の間の成長に対する自然耐性を示しうる合金として理解されうる。前記合金は、ある程度の核生成及び固化での結晶化を示しうる。しかしながら、粒子構造、すなわち、前記合金内に存在する秩序のある繰返しパターンにおいて配列された原子、分子、または鉄を含む晶子は、100μmより小さく、1,000nm、500nmより小さく、100nmより小さく、50nmより小さく、10nmより小さい(その中で全ての値及び増分を含む)。
【0007】
溶接の間に達成される、ここで開示された前記合金のための過冷却のレベルは、特定の溶接パラメータを含む因子の数と、冷却条件に応答する合金に依存しうるが、一般的に、過冷却のレベルは、数百度以上でありうる。そのような過冷却は、核生成及びそれに続く数十度の過冷却の後のみでの急速成長を経験しうる非ガラス成形化学より相対的に大きい。比較的高い過冷却を達成できることは、従来の液体凝固成長モードで凝固する従来の合金にわたって、結果として生じる微細構造の比較的顕著な精錬をもたらしうる。特定の理論に限定されることなく、比較的高いレベルの過冷却は、成長を制限する、温度依存拡散過程における減少と結びついた低温での核生成のための増加した駆動力の結果でありうる。
【0008】
多くの利点が、前記合金内に存在する粒子/相の減少から生じ、及びそのような利点は、比較的高い硬度、より微細な粒子、並びにロックウェルC硬さ試験と乾燥砂ラバー砥石研磨試験により示された耐侵食性を含み、及びより少ない応力集中での肉盛り硬度の増加は個々の硬度相で起こり、生成された任意のクラックはより延性のマトリックス相で停止され及び/または埋められる。ここで開示される本質的なガラス成形金属合金は、芯線(cored)であるか固体でありうる鉄ベースのワイヤ電極または他の鉄ベースの電極と組み合わせて原料粉末を用いて形成されうる。前記原料粉末及び前記電極は、オーバーレイとして本質的にガラス成形金属合金を提供するための溶接の間またはそれに先立って結合されうる。
【0009】
前記原料粉末は、鉄及びマンガンを含むベースメタルを10から75wt%(重量パーセント)、クロムを10から60wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40wt%、及びニオブを1から25wt%含みうる。他の例において、前記ガラス成形原料粉末は、鉄及びマンガンを含むベース金属を18から67wt%、クロムを19から54%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を6から21wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から25wt%、及びニオブを1から15wt%含みうる。
【0010】
例えば、前記原料粉末は、鉄を22.6wt%から62.5wt%、マンガンを0.1wt%から5.0wt%、クロムを23.1wt%から49.4wt%、ホウ素を6.8wt%から12.8wt%、炭素を1.9から3.6wt%、ケイ素を0.5から0.9wt%、ニオブを5.0から12.8wt%、任意でモリブデンを7.5から7.6wt%及び任意でタングステンを14.2wt%含みうる。前記元素、すなわち、鉄、マグネシウムなどは、その範囲において0.1wt%の増分で全ての値で存在しうる。例えば、鉄は22.6wt%、22.7wt%、22.8wt%、22.9wt%、23.0wt%、23.1wt%、23.2wt%、23.3wt%、23.4wt%、23.5wt%、23.6wt%、23.7wt%、23.8wt%、23.9wt%、24.0wt%、24.1wt%、24.2wt%、24.3wt%、24.4wt%、24.5wt%、24.6wt%、24.7wt%、24.8wt%、24.9wt%、25.0wt%、25.1wt%、25.2wt%、25.3wt%、25.4wt%、25.5wt%、25.6wt%、25.7wt%、25.8wt%、25.9wt%、26.0wt%、26.1wt%、26.2wt%、26.3wt%、26.4wt%、26.5wt%、26.6wt%、26.7wt%、26.8wt%、26.9wt%、27.0wt%、27.1wt%、27.2wt%、27.3wt%、27.4wt%、27.5wt%、27.6wt%、27.7wt%、27.8wt%、27.9wt%、28.0wt%、28.1wt%、28.2wt%、28.3wt%、28.4wt%、28.5wt%、28.6wt%、28.7wt%、28.8wt%、28.9wt%、29.0wt%、29.1wt%、29.2wt%、29.3wt%、29.4wt%、29.5wt%、29.6wt%、29.7wt%、29.8wt%、29.9wt%、30.0wt%、30.1wt%、30.2wt%、30.3wt%、30.4wt%、30.5wt%、30.6wt%、30.7wt%、30.8wt%、30.9wt%、31.0wt%、31.1wt%、31.2wt%、31.3wt%、31.4wt%、31.5wt%、31.6wt%、31.7wt%、31.8wt%、31.9wt%、32.0wt%、32.1wt%、32.2wt%、32.3wt%、32.4wt%、32.5wt%、32.6wt%、32.7wt%、32.8wt%、32.9wt%、33.0wt%、33.1wt%、33.2wt%、33.3wt%、33.4wt%、33.5wt%、33.6wt%、33.7wt%、33.8wt%、33.9wt%、34.0wt%、34.1wt%、34.2wt%、34.3wt%、34.4wt%、34.5wt%、34.6wt%、34.7wt%、34.8wt%、34.9wt%、35.0wt%、35.1wt%、35.2wt%、35.3wt%、35.4wt%、35.5wt%、35.6wt%、35.7wt%、35.8wt%、35.9wt%、36.0wt%、36.1wt%、36.2wt%、36.3wt%、36.4wt%、36.5wt%、36.6wt%、36.7wt%、36.8wt%、36.9wt%、37.0wt%、37.1wt%、37.2wt%、37.3wt%、37.4wt%、37.5wt%、37.6wt%、37.7wt%、37.8wt%、37.9wt%、38.0wt%、38.1wt%、38.2wt%、38.3wt%、38.4wt%、38.5wt%、38.6wt%、38.7wt%、38.8wt%、38.9wt%、39.0wt%、39.1wt%、39.2wt%、39.3wt%、39.4wt%、39.5wt%、39.6wt%、39.7wt%、39.8wt%、39.9wt%、40.0wt%、40.1wt%、40.2wt%、40.3wt%、40.4wt%、40.5wt%、40.6wt%、40.7wt%、40.8wt%、40.9wt%、41.0wt%、41.1wt%、41.2wt%、41.3wt%、41.4wt%、41.5wt%、41.6wt%、41.7wt%、41.8wt%、41.9wt%、42.0wt%、42.1wt%、42.2wt%、42.3wt%、42.4wt%、42.5wt%、42.6wt%、42.7wt%、42.8wt%、42.9wt%、43.0wt%、43.1wt%、43.2wt%、43.3wt%、43.4wt%、43.5wt%、43.6wt%、43.7wt%、43.8wt%、43.9wt%、44.0wt%、44.1wt%、44.2wt%、44.3wt%、44.4wt%、44.5wt%、44.6wt%、44.7wt%、44.8wt%、44.9wt%、45.0wt%、45.1wt%、45.2wt%、45.3wt%、45.4wt%、45.5wt%、45.6wt%、45.7wt%、45.8wt%、45.9wt%、46.0wt%、46.1wt%、46.2wt%、46.3wt%、46.4wt%、46.5wt%、46.6wt%、46.7wt%、46.8wt%、46.9wt%、47.0wt%、47.1wt%、47.2wt%、47.3wt%、47.4wt%、47.5wt%、47.6wt%、47.7wt%、47.8wt%、47.9wt%、48.0wt%、48.1wt%、48.2wt%、48.3wt%、48.4wt%、48.5wt%、48.6wt%、48.7wt%、48.8wt%、48.9wt%、49.0wt%、49.1wt%、49.2wt%、49.3wt%、49.4wt%、49.5wt%、49.6wt%、49.7wt%、49.8wt%、49.9wt%、50.0wt%、50.1wt%、50.2wt%、50.3wt%、50.4wt%、50.5wt%、50.6wt%、50.7wt%、50.8wt%、50.9wt%、51.0wt%、51.1wt%、51.2wt%、51.3wt%、51.4wt%、51.5wt%、51.6wt%、51.7wt%、51.8wt%、51.9wt%、52.0wt%、52.1wt%、52.2wt%、52.3wt%、52.4wt%、52.5wt%、52.6wt%、52.7wt%、52.8wt%、52.9wt%、53.0wt%、53.1wt%、53.2wt%、53.3wt%、53.4wt%、53.5wt%、53.6wt%、53.7wt%、53.8wt%、53.9wt%、54.0wt%、54.1wt%、54.2wt%、54.3wt%、54.4wt%、54.5wt%、54.6wt%、54.7wt%、54.8wt%、54.9wt%、55.0wt%、55.1wt%、55.2wt%、55.3wt%、55.4wt%、55.5wt%、55.6wt%、55.7wt%、55.8wt%、55.9wt%、56.0wt%、56.1wt%、56.2wt%、56.3wt%、56.4wt%、56.5wt%、56.6wt%、56.7wt%、56.8wt%、56.9wt%、57.0wt%、57.1wt%、57.2wt%、57.3wt%、57.4wt%、57.5wt%、57.6wt%、57.7wt%、57.8wt%、57.9wt%、58.0wt%、58.1wt%、58.2wt%、58.3wt%、58.4wt%、58.5wt%、58.6wt%、58.7wt%、58.8wt%、58.9wt%、59.0wt%、59.1wt%、59.2wt%、59.3wt%、59.4wt%、59.5wt%、59.6wt%、59.7wt%、59.8wt%、59.9wt%、60.0wt%、60.1wt%、60.2wt%、60.3wt%、60.4wt%、60.5wt%、60.6wt%、60.7wt%、60.8wt%、60.9wt%、61.0wt%、61.1wt%、61.2wt%、61.3wt%、61.4wt%、61.5wt%、61.6wt%、61.7wt%、61.8wt%、61.9wt%、62.0wt%、62.1wt%、62.2wt%、62.3wt%、62.4wt%、62.5wt%で存在しうる。マンガンは、0.1wt%、0.2wt%、0.3wt%、0.4wt%、0.5wt%、0.6wt%、0.7wt%、0.8wt%、0.9wt%、1.0wt%、1.1wt%、1.2wt%、1.3wt%、1.4wt%、1.5wt%、1.6wt%、1.7wt%、1.8wt%、1.9wt%、2.0wt%、2.1wt%、2.2wt%、2.3wt%、2.4wt%、2.5wt%、2.6wt%、2.7wt%、2.8wt%、2.9wt%、3.0wt%、3.1wt%、3.2wt%、3.3wt%、3.4wt%、3.5wt%、3.6wt%、3.7wt%、3.8wt%、3.9wt%、4.0wt%、4.1wt%、4.2wt%、4.3wt%、4.4wt%、4.5wt%、4.6wt%、4.7wt%、4.8wt%、4.9wt%、5.0wt%で存在しうる。クロムは、23.1wt%、23.2wt%、23.3wt%、23.4wt%、23.5wt%、23.6wt%、23.7wt%、23.8wt%、23.9wt%、24.0wt%、24.1wt%、24.2wt%、24.3wt%、24.4wt%、24.5wt%、24.6wt%、24.7wt%、24.8wt%、24.9wt%、25.0wt%、25.1wt%、25.2wt%、25.3wt%、25.4wt%、25.5wt%、25.6wt%、25.7wt%、25.8wt%、25.9wt%、26.0wt%、26.1wt%、26.2wt%、26.3wt%、26.4wt%、26.5wt%、26.6wt%、26.7wt%、26.8wt%、26.9wt%、27.0wt%、27.1wt%、27.2wt%、27.3wt%、27.4wt%、27.5wt%、27.6wt%、27.7wt%、27.8wt%、27.9wt%、28.0wt%、28.1wt%、28.2wt%、28.3wt%、28.4wt%、28.5wt%、28.6wt%、28.7wt%、28.8wt%、28.9wt%、29.0wt%、29.1wt%、29.2wt%、29.3wt%、29.4wt%、29.5wt%、29.6wt%、29.7wt%、29.8wt%、29.9wt%、30.0wt%、30.1wt%、30.2wt%、30.3wt%、30.4wt%、30.5wt%、30.6wt%、30.7wt%、30.8wt%、30.9wt%、31.0wt%、31.1wt%、31.2wt%、31.3wt%、31.4wt%、31.5wt%、31.6wt%、31.7wt%、31.8wt%、31.9wt%、32.0wt%、32.1wt%、32.2wt%、32.3wt%、32.4wt%、32.5wt%、32.6wt%、32.7wt%、32.8wt%、32.9wt%、33.0wt%、33.1wt%、33.2wt%、33.3wt%、33.4wt%、33.5wt%、33.6wt%、33.7wt%、33.8wt%、33.9wt%、34.0wt%、34.1wt%、34.2wt%、34.3wt%、34.4wt%、34.5wt%、34.6wt%、34.7wt%、34.8wt%、34.9wt%、35.0wt%、35.1wt%、35.2wt%、35.3wt%、35.4wt%、35.5wt%、35.6wt%、35.7wt%、35.8wt%、35.9wt%、36.0wt%、36.1wt%、36.2wt%、36.3wt%、36.4wt%、36.5wt%、36.6wt%、36.7wt%、36.8wt%、36.9wt%、37.0wt%、37.1wt%、37.2wt%、37.3wt%、37.4wt%、37.5wt%、37.6wt%、37.7wt%、37.8wt%、37.9wt%、38.0wt%、38.1wt%、38.2wt%、38.3wt%、38.4wt%、38.5wt%、38.6wt%、38.7wt%、38.8wt%、38.9wt%、39.0wt%、39.1wt%、39.2wt%、39.3wt%、39
.4wt%、39.5wt%、39.6wt%、39.7wt%、39.8wt%、39.9wt%、40.0wt%、40.1wt%、40.2wt%、40.3wt%、40.4wt%、40.5wt%、40.6wt%、40.7wt%、40.8wt%、40.9wt%、41.0wt%、41.1wt%、41.2wt%、41.3wt%、41.4wt%、41.5wt%、41.6wt%、41.7wt%、41.8wt%、41.9wt%、42.0wt%、42.1wt%、42.2wt%、42.3wt%、42.4wt%、42.5wt%、42.6wt%、42.7wt%、42.8wt%、42.9wt%、43.0wt%、43.1wt%、43.2wt%、43.3wt%、43.4wt%、43.5wt%、43.6wt%、43.7wt%、43.8wt%、43.9wt%、44.0wt%、44.1wt%、44.2wt%、44.3wt%、44.4wt%、44.5wt%、44.6wt%、44.7wt%、44.8wt%、44.9wt%、45.0wt%、45.1wt%、45.2wt%、45.3wt%、45.4wt%、45.5wt%、45.6wt%、45.7wt%、45.8wt%、45.9wt%、46.0wt%、46.1wt%、46.2wt%、46.3wt%、46.4wt%、46.5wt%、46.6wt%、46.7wt%、46.8wt%、46.9wt%、47.0wt%、47.1wt%、47.2wt%、47.3wt%、47.4wt%、47.5wt%、47.6wt%、47.7wt%、47.8wt%、47.9wt%、48.0wt%、48.1wt%、48.2wt%、48.3wt%、48.4wt%、48.5wt%、48.6wt%、48.7wt%、48.8wt%、48.9wt%、49.0wt%、49.1wt%、49.2wt%、49.3wt%、49.4wt%で存在しうる。ホウ素は、6.8wt%、6.9wt%、7.0wt%、7.1wt%、7.2wt%、7.3wt%、7.4wt%、7.5wt%、7.6wt%、7.7wt%、7.8wt%、7.9wt%、8.0wt%、8.1wt%、8.2wt%、8.3wt%、8.4wt%、8.5wt%、8.6wt%、8.7wt%、8.8wt%、8.9wt%、9.0wt%、9.1wt%、9.2wt%、9.3wt%、9.4wt%、9.5wt%、9.6wt%、9.7wt%、9.8wt%、9.9wt%、10.0wt%、10.1wt%、10.2wt%、10.3wt%、10.4wt%、10.5wt%、10.6wt%、10.7wt%、10.8wt%、10.9wt%、11.0wt%、11.1wt%、11.2wt%、11.3wt%、11.4wt%、11.5wt%、11.6wt%、11.7wt%、11.8wt%、11.9wt%、12.0wt%、12.1wt%、12.2wt%、12.3wt%、12.4wt%、12.5wt%、12.6wt%、12.7wt%、12.8wt%存在しうる。炭素は、1.9wt%、2.0wt%、2.1wt%、2.2wt%、2.3wt%、2.4wt%、2.5wt%、2.6wt%、2.7wt%、2.8wt%、2.9wt%、3.0wt%、3.1wt%、3.2wt%、3.3wt%、3.4wt%、3.5wt%、3.6wt%で存在しうる。ケイ素は、0.5wt%、0.6wt%、0.7wt%、0.8wt%、0.9wt%で存在しうる。ニオブは、5.1wt%、5.2wt%、5.3wt%、5.4wt%、5.5wt%、5.6wt%、5.7wt%、5.8wt%、5.9wt%、6.0wt%、6.1wt%、6.2wt%、6.3wt%、6.4wt%、6.5wt%、6.6wt%、6.7wt%、6.8wt%、6.9wt%、7.0wt%、7.1wt%、7.2wt%、7.3wt%、7.4wt%、7.5wt%、7.6wt%、7.7wt%、7.8wt%、7.9wt%、8.0wt%、8.1wt%、8.2wt%、8.3wt%、8.4wt%、8.5wt%、8.6wt%、8.7wt%、8.8wt%、8.9wt%、9.0wt%、9.1wt%、9.2wt%、9.3wt%、9.4wt%、9.5wt%、9.6wt%、9.7wt%、9.8wt%、9.9wt%、10.0wt%、10.1wt%、10.2wt%、10.3wt%、10.4wt%、10.5wt%、10.6wt%、10.7wt%、10.8wt%、10.9wt%、11.0wt%、11.1wt%、11.2wt%、11.3wt%、11.4wt%、11.5wt%、11.6wt%、11.7wt%、11.8wt%、11.9wt%、12.0wt%、12.1wt%、12.2wt%、12.3wt%、12.4wt%、12.5wt%、12.6wt%、12.7wt%、12.8wt%で存在しうる。モリブデンは7.5wt%または7.6wt%で任意に存在しうる。タングステンは、14.2wt%で任意に存在しうる。さらなる例において、前記原料粉末は、鉄及びマンガンを含むベースメタルを20から26wt%、クロムを25から55wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を8から16wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を20から30wt%、及びニオブを8から14wt%含みうる。さらにさらなる例において、前記合金は、鉄及びマンガンを含むベースメタルを20から26wt%、クロムを25から55wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を8から16wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を6から9wt%、及びニオブを8から14wt%含みうる。追加の例において、前記合金は、鉄及びマンガンを含むベースメタルを35から65wt%、クロムを22から52wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を8から13wt%、及びニオブを4から7wt%含みうる。
【0011】
いくつかの例において、上記形態は、合金化学の0.01から0.5wt%(その中で全ての値及び増分を含む)の範囲で存在するマンガンを含みうる。さらに、マンガンの含有率は、0.01重量パーセントから最大で許容可能な不純物のレベルまで存在することができる。さらに、ホウ素は0から15wt%の範囲、炭素は0から5wt%の範囲、ケイ素は0.1から1.0wt%の範囲で存在しうる(その中で全ての値及び増分を含む)。さらに、モリブデンは、0から8wt%の範囲、タングステンは0から15wt%の範囲で存在しうる(その中で全ての値及び増分を含む)。他の例において、ホウ素は6.0から13wt%の範囲、炭素は1.0から4.0wt%の範囲、及び/またはケイ素は0.5から1.0wt%の範囲で存在しうる。モリブデンは7から8wt%の範囲で存在し、及び/またはタングステンは14wt%から15wt%の範囲で存在しうる。前記合金元素または組成物は最大で計100wt%で存在しうる。特定の例は、以下を含む。
Fe24.3Mn0.1Cr29.5Mo7.6W14.2B8.2C2.4Si0.9Nb12.8;
Fe23.4Mn0.1Cr44.7Mo7.5B11.4C3.2Si0.7Nb9.0;
Fe22.6Mn0.1Cr49.4B12.8C3.6Si0.7Nb10.8;
Fe39.5Mn0.1Cr43.2B8.2C2.3Si0.6Nb6.1;
Fe54.6Mn0.2Cr27.9B8.1C2.5Si0.6Nb6.1;
Fe62.5Mn0.2Cr23.1B6.8C1.9Si0.5Nb5.0;
【0012】
このようにして、前記原料組成物は、上記名前の元素成分、鉄、マンガン、クロム、ホウ素、炭素、ケイ素、ニオブ、及び、いくつかの例においてモリブデン及びタングステンを含んでもよく、それに限られてもよく、本質的にそれらからなってもよい。不純物は、5.0wt%以下、例えば1.0wt%以下等で存在しうる。不純物は、処理設備への導入を通して、または合金組成物と周囲との反応により前記原料要素内の含有物に起因して、前記合金内に含まれうる要素または組成物として理解されうる。
【0013】
前記原料粉末は、一緒に混合された複数の原料から形成されてもよく、または、一つの粉末に上記合金の組成物を含んでもよい。加えて、前記原料粉末は、1μmから500μm(その範囲において1μmの増分で全ての値を含む)の粒子サイズを有しうる。前記原料粉末それ自身はガラス成形ではないが、例えば鉄ベースの電極と結合されたとき、ここでさらに議論されるように、結果としての合金はガラス成形化学を含みうる。
【0014】
前記原料粉末は、基板上で前記粉末と電極との溶接に先立ってまたはその間に、鉄ベースの電極と結合されうる。前記電極はワイヤ電極または棒電極でありうる。前記電極は同様に固体または芯線でありうる。前記鉄ベースの電極は、少なくとも50wt%の鉄を含みうる。例えば、前記鉄ベースの電極は、50から99.95wt%(その範囲において0.01wt%の増分で全ての値を含む)の範囲で鉄を含みうる。いくつかの実施形態において、前記鉄ベースの電極は、炭素鋼、低炭素鋼、中炭素鋼、低合金鋼、ステンレス鋼等のような鋼を含みうる。いくつかの実施形態において、前記鉄ベースの電極は、重量パーセント(wt%)で、0.05から0.15wt%の範囲で存在する炭素、0.80から1.25wt%の範囲で存在するマンガン、0.10から0.35wt%の範囲で存在するケイ素、0.03wt%以下で存在するリン、0.35wt%以下で存在する銅、0.03wt%以下で存在する硫黄、及び任意のさらなる組成物を計0.50wt%以下で含んでもよく、バランスは鉄である。さらなる実施形態において、前記電極は、重量パーセント(wt%)で、0.08wt%を含むそれ以下の炭素、0.25から0.60wt%のマンガン、0.04wt%を含むそれ以下のリン、0.05wt%を含むそれ以下の硫黄を含んでもよく、バランスは鉄である。例えば、炭素は、0.05wt%、0.06wt%、0.07wt%、0.08wt%、0.09wt%、0.10wt%、0.11wt%、0.12wt%、0.13wt%、0.14wt%、0.15wt%で存在しうる。マンガンは、0.80wt%、0.81wt%、0.82wt%、0.83wt%、0.84wt%、0.85wt%、0.86wt%、0.87wt%、0.88wt%、0.89wt%、0.90wt%、0.91wt%、0.92wt%、0.93wt%、0.94wt%、0.95wt%、0.96wt%、0.97wt%、0.98wt%、0.99wt%、1.00wt%、1.01wt%、1.02wt%、1.03wt%、1.04wt%、1.05wt%、1.06wt%、1.07wt%、1.08wt%、1.09wt%、1.10wt%、1.11wt%、1.12wt%、1.13wt%、1.14wt%、1.15wt%、1.16wt%、1.17wt%、1.18wt%、1.19wt%、1.20wt%、1.21wt%、1.22wt%、1.23wt%、1.24wt%、1.25wt%で存在しうる。ケイ素は、0.10wt%、0.11wt%、0.12wt%、0.13wt%、0.14wt%、0.15wt%、0.16wt%、0.17wt%、0.18wt%、0.19wt%、0.20wt%、0.21wt%、0.22wt%、0.23wt%、0.24wt%、0.25wt%、0.26wt%、0.27wt%、0.28wt%、0.29wt%、0.30wt%、0.31wt%、0.32wt%、0.33wt%、0.34wt%、0.35wt%の範囲で存在しうる。リンは、0.01wt%、0.02wt%、0.03wt%で存在しうる。銅は、0.01wt%、0.02wt%、0.03wt%、0.04wt%、0.05wt%、0.06wt%、0.07wt%、0.08wt%、0.09wt%、0.10wt%、0.11wt%、0.12wt%、0.13wt%、0.14wt%、0.15wt%、0.16wt%、0.17wt%、0.18wt%、0.19wt%、0.20wt%、0.21wt%、0.22wt%、0.23wt%、0.24wt%、0.25wt%、0.26wt%、0.27wt%、0.28wt%、0.29wt%、0.30wt%、0.31wt%、0.32wt%、0.33wt%、0.34wt%、0.35wt%で存在しうる。一つの実施形態において、前記電極は、EM12Kワイヤ電極のようなEM12K電極でありうる。前記鉄ベースの鋼ワイヤまたは電極は、1ミリメートルから5ミリメートル(その中で全ての値及び増分を含む)の範囲の直径を有しうる。
【0015】
前記粉末対電極供給比は、重量比で、0.2:1から5:1の範囲、例えば0.73:1、1:1、1.1:1、1.2:1、1.85:1等でありうる。前記原料粉末は、16.0wt%から最大で84.0wt%(その範囲において0.1wt%の増分で全ての値を含む)のレベルで存在しうる。前記結合した原料粉末と鉄ベースの電極は、1,000K/sから10,000K/s、500K/sから1,500K/sのような100K/sから100,000K/sの範囲の範囲において全ての値を含む100,000K/sより小さい臨界冷却速度を示しうる。
【0016】
例えば、サブマージアーク溶接(SAW)、オープンアーク溶接、GMAW(ガス金属アーク溶接)などを含む溶接の様々な形態は、基板上に前記原料と鉄ベースの電極を堆積ために利用されうる。溶接オーバーレイを形成すると同時に、前記原料と鉄ベースの電極の化学は、本質的にガラス成形でありうる金属合金を形成するために混合され、1,000μmより小さい粒子サイズを示す。前記金属合金の冷却で、以下でさらに説明されるようにボロカーバイド相が形成しうる。
【0017】
前記基板は、例えば、ウェア・プレート、パイプ(内部及び/または外部表面を含む)、及びジョイントまたはエルボ(内部及び/または外部表面を含む)を含みうる。前記基板は同様に、例えば、炭素鋼、低炭素鋼、中炭素鋼、低合金鋼、ステンレス鋼などを含む鋼で形成されうる。前記原料粉末と鉄ベースの鋼ワイヤまたは電極は、それが適用される基板上で保護表面を形成する比較的連続した方法で溶接されうる。
【0018】
いくつかの例において、前記原料粉末と鉄ベースの電極は、1ミリメートルから10ミリメートルの範囲(その範囲において1ミリメートルの増分で全ての値を含む)の厚さで表面上に堆積される。さらに、前記原料粉末と鉄ベースの電極の複数の層が堆積され、全体で6ミリメートルから26ミリメートル(その中で全ての値及び増分を含む)の厚さを生成する。
【0019】
前記原料粉末と鉄ベースの電極を含むオーバーレイ合金は、10℃/minの加熱率でDSCによって測定されたとき、500℃から750℃(例えば560℃から680℃の間の増分で全ての値を含む)ガラスの結晶化ピーク温度を示しうる。さらに、前記原料粉末と鉄ベースの鋼ワイヤまたは電極は、10℃/minの加熱率でDSCによって測定されたとき、550℃から680℃(その中で全ての値及び増分を含む)の範囲でガラスの結晶化開始温度を示しうる。
【0020】
基板上で溶接されて鉄ベースの電極と結合した原料粉末を含む金属オーバーレイ合金は、Rc55より大きいワンパスのオーバーレイ硬度を達成しうる。例えば、前記オーバーレイ硬度は、55から75の範囲(その中の増分で全ての値を含む)であると考えられる。さらに、前記鉄ベースの電極と結合した原料粉末は、Rc55より大きいダブルパスオーバーレイ硬度を示しうる。例えば、前記ダブルパスオーバーレイ硬度は、55から75の範囲(その中の増分で全ての値を含む)であると考えられる。
【0021】
基板上で溶接されて鉄ベースの電極と結合した原料粉末は同様に、ワンパス及びダブルパスに対して、ASTM G−65 Procedure Aを用いて測定されたとき、0.20gの質量損失より小さな低応力摩擦抵抗を達成しうる。例えば、前記低応力摩擦抵抗は、ワンパス及びダブルパスに対して0.07グラムから0.20グラム(その中の増分で全ての値を含む)の質量損失でありうる。
【0022】
さらに、基板上で溶接されて鉄ベースの電極と結合した原料粉末は、ボロカーバイド相の範囲で、凝固金属合金微細構造をもたらしうる。そのようなボロカーバイド相は、例えば、M1(BC)1、M2(BC)1を含みうる。さらに、前記ボロカーバイド相は、1000μmより小さい最大線寸法(幅または直径)を示しうる。例えば、前記ボロカーバイド相は、0.5μmから1000μmの範囲(その中の増分で全ての値を含む)であり得る。
【0023】
実施例
【0024】
ここで示される実施例は、説明を目的としており、ここでの開示の範囲を限定すると解釈されることを意味していない。
【0025】
合金化学
【0026】
原料粉末を用いた高硬度溶接オーバーレイを製造するために、幅広い範囲の鉄ベースの粉末が利用され、従来の鉄ベースの電極と結合されるとき、ガラス成形の液体溶融をもたらしうる。この発明を限定することを目的としていないが、粉末化学の例が表1で示されている。粉末自身は本質的にガラス成形であると見込まれていないのだが、混合溶融化学を達成するために鉄ベースの電極と結合されるとき、前記合金はガラス成形の性質を示しうる。
【0027】
【表1】
【0028】
示差熱分析
【0029】
示差熱分析の走査が、図1において、鉄ベースの電極(EM12K)と結合されたALLOY1、ALLOY2、及びALLOY6の合金で示されている。ALLOY1は、粉末対ワイヤ比が1.25の溶接化学をシミュレートするために鉄(すなわち、EM12K)と結合され、ALLOY2は、粉末対ワイヤ比が0.73の溶接化学をシミュレートするために鉄(すなわち、EM12K)と結合され、及びALLOY6は、粉末対ワイヤ比が1.85の溶接化学をシミュレートするために鉄(すなわち、EM12K)と結合された。形成された合金の特徴は、表2で示された示差走査熱量測定から示される。示されるように、−90.1から−124.5J/gの遷移の比較的高いエンタルピーと共に、ガラスの結晶化ピークは、化学的性質に依存して、575から669℃で起こる。
【0030】
【表2】
【0031】
溶接オーバーレイ硬度
【0032】
表1に記載された粉末化学は、フラックス(ESAB 10.72 neutral, bonded aluminate−basic flux)の比較的薄い層の下で、普通炭素鋼(EM12K)を用いたサブマージアーク処理において連続的なオーバーレイ中に溶接された。注意すべきは、フラックス無しでの実行及び/または粉末としてのフラックスを前記原料粉末の混合に組み込んだ実行のようなこの技術の多数の可能な変化があることである。試料は572等級50鋼上に様々な粉末対ワイヤ供給比で溶接され、2:1の粉末対ワイヤ供給比がさらに続く調査のために利用された。ワンパスの試料が溶接希釈の効果を示すために利用され、ダブルパスの試料が、希釈効果の小さいオーバーレイの特徴を示すためにさらに溶接された。連続的なウェア・プレートを形成するための溶接の後で、試料は、水ジェット切断を用いて裁断された。結果としての試料は、高速ダイマスターグラインダを用いて平坦に研磨された。
【0033】
ロックウェルC硬度試験が標準のダイヤモンド圧子を用いて実施された。六個の硬度測定がワンパス及びダブルパスの試料のそれぞれにおいて実施され、結果が表3及び表4にそれぞれ示されている。示されたように、比較的高い高度が結果としての溶接オーバーレイの全てにおいて得られた。ワンパスのオーバーレイにおいては、硬度が69から73Rcへ変化することが見出され、ダブルパスのオーバーレイにおいては、硬度が66から75Rcに変形かすることが見出された。注意すべきは、示された溶接オーバーレイの硬度は、凝固状態にあり、高い温度の熱処理の必要性が無く達成されたことである。
【0034】
【表3】
【0035】
【表4】
【0036】
溶接オーバーレイの摩擦抵抗
【0037】
溶接オーバーレイの摩擦抵抗は、水ジェットを用いて、ワンパス及びダブルパスのサブマージアークオーバーレイプレートから切断された1”×3”のクーポン上で測定された。6000サイクルの試験期間を含むプロシージャAの手順を用いるASTM G65−04に続いて、Falex Friction & Wear Test Machineが低応力摩擦抵抗を測定するために利用された。表5において、プロシージャAの質量損失は、サブマージアーク溶接を用いて作られたワンパス及びダブルパスの両方についての粉末原料化学に対して見られた。示されたように、ワンパスの質量損失が0.07から0.14g、及びダブルパスの質量損失が0.07から0.15gと、全ての試料が比較的高い摩擦抵抗を示している。注意すべきは、6,000サイクルの後の各々の測定に対して、エラーバーの範囲は+/−0.02gと見出された。
【0038】
【表5】
【0039】
実施例1:ALLOY6サブマージアークからGWMAWオーバーレイ
【0040】
この例において、ALLOY6の原料粉末は、EM12Kで構成されている炭素電極を用い、1.85:1の粉末対ワイヤ供給比を用いてサブマージアーク溶接された。同時に、金属粉末の芯線ワイヤは、ALLOY6原料粉末の混合と、1006鋼ストリップとを用いて1/16の直径のワイヤに作られた。この結果としてのワイヤは、従来のガスメタルアーク溶接(GMAW)処理を用いて基板上に溶接された。注意すべきは、製造の間にフラックスがワイヤ混合物中におかれるので、類似の結果と共に、オープンアーク(すなわち、カバーガスのない)条件で同様に溶接がされたことである。製造されたオーバーレイから、ワンパス及びダブルパスの試料は、サブマージアークの試料に対して水ジェット、またはGMAWの試料に対してワイヤの放電加工(EDM)のどちらかを用いて裁断された。
【0041】
リボン構造を分析するために、サブマージアーク及びGMAWにより製造されたALLLOY6合金の両方のワンパス及びダブルパスの試料で走査電子顕微鏡法(SEM)がなされた。ワイヤを用いて、EDMのオーバーレイ試料が分割され、及びそれから硬化したエポキシを有する標準金属組織のマウント内に搭載された。結果としての金属組織のマウントは、標準の金属組織の実施に続いて、適切な媒体を用いて研磨された。電子ビームのエネルギーが17.5kV、フィラメント電流が2.4A、及びスポットサイズの設定が800のZeiss EVO−60走査電子顕微鏡を用いて観察された。
【0042】
図2及び図3において、ワンパス及びダブルパスの試料の両方においてALLOY6のGMAW及びサブマージアークオーバーレイのそれぞれの後方散乱電子顕微鏡写真が示されている。示されえたように、両方の試料の金属組織の構造が溶接技術に独立して非常に類似している。これは、GMAW溶接において普通炭素シースを用いる芯線ワイヤのアプローチ、またはサブマージアークにおいて普通炭素の固体ワイヤを有する粉末供給は、類似の構造と、治金学的なふるまいをもたらしうる。
【0043】
実施例2:ALLOY2の粉末対ワイヤ供給比
【0044】
表1で記載されたALLOY2の原料粉末を用いて、0.73対1、1対1、1.1対1、1.2対1、及び1.25対1を含む様々な粉末対ワイヤ供給比で、多数のアークオーバーレイ試料が、EM12K電極を用いて572等級50鋼上で溶接された。注意すべきは、粉末対ワイヤ供給比が増大するにつれて、オーバーレイ堆積物の化学が変化し、合金含有率が増大することである。水ジェット切断を用いてサンプルがオーバーレイプレートから取り除かれた。前記試料は、正確なクラック数、硬度、及び磨耗測定を可能にするためダイマスターグラインダを用いて研磨された表面であった。
【0045】
研磨した溶接プレート上で、サブマージアークプレートにおけるクラックパターンの照合が明らかにされ、及び数えられた。ワンパス及びダブルパスの試料の両方におけるクラックの線密度は、端から端に縦に引かれた直線にわたる交点の照合を数えることにより測定され、及び結果が表6で一覧にされている。ワンパスオーバーレイの照合密度は、ダブルパスオーバーレイのものより大きいことが見出された。前記ワンパスのオーバーレイは、7から12クラックの線クラック密度を示し、ダブルパスのオーバーレイは、9から15クラックの線クラック密度を示した。
【0046】
【表6】
【0047】
ロックウェルCスケール硬度が、研磨の後でワンパス及びダブルパスの全てにおいて取られた。表7において、六つの個々の測定の後の平均硬度が、粉末対ワイヤ供給比の関数として示されている。示されたように、全ての堆積物は比較的硬く、及びワンパスの硬度範囲は67から71Rcであり、ダブルパスの硬度は、69から72Rcで変化することが見出された。
【0048】
【表7】
【0049】
ASTM G65−04乾燥砂ラバー砥石研磨のプロシージャA試験方法を用いて、ダブルパスのサブマージアーク溶接において低応力摩擦抵抗が二重に測定された。結果としての平均質量損失は、表8において示されるように粉末対ワイヤ比に応じて値を示している。摩擦抵抗は比較的高く、質量損失は0.09から0.11gで変化することが見出された。
【0050】
【表8】
【0051】
実施例3:ALLOY2の物理的金属学
【0052】
表1で記載されたALLOY2の原料粉末を用いて、サブマージアークオーバーレイの試料がEM12K電極を用いて溶接された。水ジェット切断を用いて、試料がオーバーレイプレートから取り除かれた。〜1平方のダブルパスのオーバーレイにおいて、フィルター処理されたCuKα放射を用いるPANalytical X’Pert MPD X−ray回折計を用いてX線走査がなされた。前記走査は、20から85°の2θ、0.01°のステップサイズ、及びステップ当り1秒でなされた。注意すべきは、Siroquantソフトウェアパッケージを用いて格子パラメータの有効なリートベルト法を可能にするために標準としてケイ素が組み込まれていることである。図4において、ALLOY2オーバーレイプレートの実験的及びリートベルト法のパターンが示されている。示されるように、実験データとの比較的正確な一致が見出された。見出された相、それらの識別、及びそれらの格子パラメータが表9に示されている。示されたように、凝固微細構造は、延性のアルファ鉄マトリクスにおいて複数の硬いボロカーバイド層[M1(BC)1、M2(BC)1、及びM3(BC)1]からなることが見出された。
【0053】
【表9】
【0054】
Carl Zeiss SMTにより製造されたEVO(登録商標)MA10を用いて、タングステンフィラメントを用いて、2−パスのALLOY2サブマージアークオーバーレイのSEM調査がなされた。前記SEMは、二次電極(SE)と、四象限後方散乱電子検出器と、Genesisソフトウェアパッケージを有するEDAX EDS Apollo 10 シリコン ドリフト 検出器と、を備えていた。図5において、低解像度の後方散乱電子顕微鏡写真で、ALLOY2溶接オーバーレイプレートの凝固微細構造が示されている。図6において、より高い解像度の後方散乱電子顕微鏡写真で、識別された相を含むALLOY2オーバーレイプレートの凝固構造が示されている。微細構造の調査を通して、M2(BC)1相は液体内で最初に形成し、及び1から4マイクロメートルの幅と、最大で1mmのサイズとなりうる長さを有する旋盤形状であることが明らかである。α鉄の相は、マトリクスであることが見出され、及び前記溶接処理からの液流を循環することに起因して決裂した球状の二次デントライトアームと共に樹枝状成長モードを通して形成する。M1(BC)1ボロカーバイド相は、ネクストを形成することが見出され、及び0.2から2マイクロメートルサイズの小さな立方相により示される。凝固するための最後の液体は、一般的に0.5から4マイクロメートルサイズのM3(BC)1相を形成する。延性マトリクスにおいて、微細な、中程度の、及び粗いボロカーバイド相の高い体積分率の分布は、このオーバーレイ材料において見出された比較的例外的な摩擦抵抗の理由のように見える。
【0055】
ワイヤEDMを用いて、ALLOY2サブマージアークオーバーレイの試料が分割され、及びそれから硬化エポキシを有する標準金属組織マウント内に搭載される。結果としての金属組織マウントは、標準金属組織粒子に従う適切な媒体を用いて研磨された。ヴィッカーズ微小硬さ試験機内のダイヤモンド圧子を用いて、硬度の配列がランダムな方法で、搭載された断面上に置かれた。前記硬度の圧痕がSEMにおいて見られ、及び三つの代表のヴィッカーズ硬度の圧痕、1296kg/mm2、1187kg/mm2、及び1148kg/mm2の高硬度の圧痕が図7において見られる。全てのサンプルにおいて見出され、後方散乱電子顕微鏡写真において見られるように、前記圧痕からクラックは観測されなかった。このようにして、この結果は、凝固溶接オーバーレイが比較的顕著な固有のクラック抵抗及び強靭性を示すことを照明しているように見える。注意すべきは、硬いボロカーバイド相から一度形成されたクラックは、延性α鉄マトリクスにより鈍らされ、及び阻まれることが期待されることである。
【0056】
実施例4
【0057】
サブマージアーク溶接処理において、粉末対ワイヤ供給比は、様々な目的の化学を達成するために変化されうる。例えば、粉末対ワイヤ供給比が減少するにつれて、より少ない粉末が使用されうるので、前記粉末は合金化元素がさらに濃縮されなければならない。これに対して、粉末対ワイヤ供給比が増加するにつれて、より多くの粉末が使用されうるので、前記粉末中の合金化元素はそれほど濃縮される必要がない。これは、先に表1で示した粉末化学の変化を可能にさせる。
【0058】
例として、表10で示されるようなALLOY2−1とALLOY2−2であるALLOY2を作り出す二つの異なる粉末を考慮する。ALLOY2−1は、EM12K固体電極(98.68wt%の鉄、0.10wt%の炭素、0.2wt%のケイ素、1.02wt%のマンガン)を用いて、サブマージアーク溶接を利用して、0.73の粉末対ワイヤ供給比で溶接された。ALLOY2−2は、EM12K固体電極を用いて、サブマージアーク溶接を利用して、1.75の粉末対ワイヤ供給比で溶接された。上記例の両方において、前記溶接における目的の化学は同じであり、及びオーバーレイ工程において一般的な変化が見出されたにもかかわらず、前記溶接特性は比較的似ている。溶接オーバーレイ堆積から、先に示されたものと似た方法で準備されたクーポン上で硬度及び摩擦抵抗が測定された。表11において、ワンパス硬度、ダブルパス硬度、及びASTM G−65−04の質量損失がサブマージアーク試料の両方に対して示されている。示されたように、ワンパス及びダブルパス硬度の値は、1Rcポイント内であり、前記質量損失値は、一致している。
【0059】
【表10】
【0060】
【表11】
【0061】
いくつかの方法及び実施形態の先述した説明が、説明の目的のために存在している。明細書を厳格な段階及び/または形態に徹底するか、または制限することを目的としておらず、明らかに多くの修正や変形が、上記の教示を踏まえると可能である。
【技術分野】
【0001】
本願の開示は、サブマージアークのような溶接法において従来の固体電極ワイヤと結合されうる鉄ベースの原料粉末、及びプレート、パイプ、及びエルボを含む様々な製品形態上に比較的高い硬度のオーバーレイを形成するその変形に関連している。
【背景技術】
【0002】
現存する溶接オーバーレイの材料は、炭化物(例えばWC,VC,Cr3C2,Cr23C6,TiC,HfC,など)、ホウ化物(TiB2、ZrB2,など)、ボロカーバイド(M(BC)2,M(BC)3,M23(BC)6,など)、窒化物(BN,TiN,AlN,など)、及び/またはダイヤモンドのような他の固有の硬質相を含みうる硬質粒子から開始し、及び前記硬質粒子を様々な体積割合(すなわち、一般的には15から65%)で、ニッケル(またはニッケル合金)ベースのバインダー、コバルト(またはコバルト合金)ベースのバインダー、または鉄(または鉄合金)ベースのバインダーを含みうる適切なバインダーに組み込むことにより展開されうるマクロ複合材料としてしばしば考慮されうる。前記バインダーは、硬質粒子が完全に溶解しないで捕獲されうるように、粒子表面を充分に湿らせることにより硬質粒子を保持するマトリクスを提供しうる。前記バインダーは同様に、複合材料が使用において適切に実施することができるように、ある程度の強靭性/クラック抵抗を提供する。
【発明の概要】
【課題を解決するための手段】
【0003】
本願の開示は、金属合金オーバーレイを適用する方法に関連している。前記方法は、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。
【0004】
この開示の上述した特徴、及び他の特徴、及びそれらを達成する方法は、添付の図面と併せてここで説明される以下の実施形態の説明を参照することにより、より明らかになり、より理解されうる。
【図面の簡単な説明】
【0005】
【図1】図1は、サブマージアークオーバーレイ堆積物と非常に似ている母材化学を形成するために、鉄の電極と結合したときのALLOY6、ALLOY2、及びALLOY1の走査を示すDTA走査を説明している。
【図2】図2は、ALLOY6合金の後方散乱電子顕微鏡図を説明している。ここで、a)は1/16直径のワイヤを用いて溶接されたワンパスのGMAW試料を説明しており、b)は粉末対ワイヤ供給比が1.85対1でのワンパスのサブマージアーク試料を説明している。
【図3】図3は、ALLOY6合金の後方散乱電子顕微鏡図を説明している。ここで、a)は1/16直径のワイヤを用いて溶接されたダブルパスのGMAW試料を説明しており、b)は粉末対ワイヤ供給比が1.85対1でのダブルパスのサブマージアーク試料を説明している。
【図4】図4は、ALLOY2溶接オーバーレイプレートのX線回折走査を説明している。ここで、a)は識別された相と回折面を有する実験的なパターンを説明しており、及びb)はリートベルト法から形成されたパターンを説明している。
【図5】図5は、ALLOY2溶接オーバーレイプレートの凝固微細構造を示す低倍率での後方散乱電子顕微鏡写真を説明している。
【図6】図6は、ALLOY2オーバーレイプレートの凝固構造を、識別された相と共に示している後方散乱電子顕微鏡写真を説明している。
【図7】図7は、凝固のALLOY2溶接オーバーレイプレートのランダムな点において、ヴィッカーズ硬度での圧痕の後方散乱電子顕微鏡写真を説明している。ここで、a)は1296kg/mm2のヴィッカーズ硬度での圧痕を説明しており、b)は1187kg/mm2のヴィッカーズ硬度での圧痕を説明しており、c)は1148kg/mm2のヴィッカーズ硬度での圧痕を説明している。
【発明を実施するための形態】
【0006】
本願の開示は、本質的にガラス成形とみなされうる金属合金化学を用いる比較的高硬度なオーバーレイを製造するアプローチに関連している。これは、硬質粒子がバインダー内に組み込まれる上記に示したような「マクロ複合材料」のアプローチとは異なる。本質的にガラス成形であるか、またはガラス成形ができることを示す合金は、核生成及び/またはそれに続く、融点から前記合金の過冷却(すなわち、結晶粒子の形成を実質的に妨げるのに十分な割合で、ガラス転移温度以下に冷却する能力)の間の成長に対する自然耐性を示しうる合金として理解されうる。前記合金は、ある程度の核生成及び固化での結晶化を示しうる。しかしながら、粒子構造、すなわち、前記合金内に存在する秩序のある繰返しパターンにおいて配列された原子、分子、または鉄を含む晶子は、100μmより小さく、1,000nm、500nmより小さく、100nmより小さく、50nmより小さく、10nmより小さい(その中で全ての値及び増分を含む)。
【0007】
溶接の間に達成される、ここで開示された前記合金のための過冷却のレベルは、特定の溶接パラメータを含む因子の数と、冷却条件に応答する合金に依存しうるが、一般的に、過冷却のレベルは、数百度以上でありうる。そのような過冷却は、核生成及びそれに続く数十度の過冷却の後のみでの急速成長を経験しうる非ガラス成形化学より相対的に大きい。比較的高い過冷却を達成できることは、従来の液体凝固成長モードで凝固する従来の合金にわたって、結果として生じる微細構造の比較的顕著な精錬をもたらしうる。特定の理論に限定されることなく、比較的高いレベルの過冷却は、成長を制限する、温度依存拡散過程における減少と結びついた低温での核生成のための増加した駆動力の結果でありうる。
【0008】
多くの利点が、前記合金内に存在する粒子/相の減少から生じ、及びそのような利点は、比較的高い硬度、より微細な粒子、並びにロックウェルC硬さ試験と乾燥砂ラバー砥石研磨試験により示された耐侵食性を含み、及びより少ない応力集中での肉盛り硬度の増加は個々の硬度相で起こり、生成された任意のクラックはより延性のマトリックス相で停止され及び/または埋められる。ここで開示される本質的なガラス成形金属合金は、芯線(cored)であるか固体でありうる鉄ベースのワイヤ電極または他の鉄ベースの電極と組み合わせて原料粉末を用いて形成されうる。前記原料粉末及び前記電極は、オーバーレイとして本質的にガラス成形金属合金を提供するための溶接の間またはそれに先立って結合されうる。
【0009】
前記原料粉末は、鉄及びマンガンを含むベースメタルを10から75wt%(重量パーセント)、クロムを10から60wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40wt%、及びニオブを1から25wt%含みうる。他の例において、前記ガラス成形原料粉末は、鉄及びマンガンを含むベース金属を18から67wt%、クロムを19から54%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を6から21wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から25wt%、及びニオブを1から15wt%含みうる。
【0010】
例えば、前記原料粉末は、鉄を22.6wt%から62.5wt%、マンガンを0.1wt%から5.0wt%、クロムを23.1wt%から49.4wt%、ホウ素を6.8wt%から12.8wt%、炭素を1.9から3.6wt%、ケイ素を0.5から0.9wt%、ニオブを5.0から12.8wt%、任意でモリブデンを7.5から7.6wt%及び任意でタングステンを14.2wt%含みうる。前記元素、すなわち、鉄、マグネシウムなどは、その範囲において0.1wt%の増分で全ての値で存在しうる。例えば、鉄は22.6wt%、22.7wt%、22.8wt%、22.9wt%、23.0wt%、23.1wt%、23.2wt%、23.3wt%、23.4wt%、23.5wt%、23.6wt%、23.7wt%、23.8wt%、23.9wt%、24.0wt%、24.1wt%、24.2wt%、24.3wt%、24.4wt%、24.5wt%、24.6wt%、24.7wt%、24.8wt%、24.9wt%、25.0wt%、25.1wt%、25.2wt%、25.3wt%、25.4wt%、25.5wt%、25.6wt%、25.7wt%、25.8wt%、25.9wt%、26.0wt%、26.1wt%、26.2wt%、26.3wt%、26.4wt%、26.5wt%、26.6wt%、26.7wt%、26.8wt%、26.9wt%、27.0wt%、27.1wt%、27.2wt%、27.3wt%、27.4wt%、27.5wt%、27.6wt%、27.7wt%、27.8wt%、27.9wt%、28.0wt%、28.1wt%、28.2wt%、28.3wt%、28.4wt%、28.5wt%、28.6wt%、28.7wt%、28.8wt%、28.9wt%、29.0wt%、29.1wt%、29.2wt%、29.3wt%、29.4wt%、29.5wt%、29.6wt%、29.7wt%、29.8wt%、29.9wt%、30.0wt%、30.1wt%、30.2wt%、30.3wt%、30.4wt%、30.5wt%、30.6wt%、30.7wt%、30.8wt%、30.9wt%、31.0wt%、31.1wt%、31.2wt%、31.3wt%、31.4wt%、31.5wt%、31.6wt%、31.7wt%、31.8wt%、31.9wt%、32.0wt%、32.1wt%、32.2wt%、32.3wt%、32.4wt%、32.5wt%、32.6wt%、32.7wt%、32.8wt%、32.9wt%、33.0wt%、33.1wt%、33.2wt%、33.3wt%、33.4wt%、33.5wt%、33.6wt%、33.7wt%、33.8wt%、33.9wt%、34.0wt%、34.1wt%、34.2wt%、34.3wt%、34.4wt%、34.5wt%、34.6wt%、34.7wt%、34.8wt%、34.9wt%、35.0wt%、35.1wt%、35.2wt%、35.3wt%、35.4wt%、35.5wt%、35.6wt%、35.7wt%、35.8wt%、35.9wt%、36.0wt%、36.1wt%、36.2wt%、36.3wt%、36.4wt%、36.5wt%、36.6wt%、36.7wt%、36.8wt%、36.9wt%、37.0wt%、37.1wt%、37.2wt%、37.3wt%、37.4wt%、37.5wt%、37.6wt%、37.7wt%、37.8wt%、37.9wt%、38.0wt%、38.1wt%、38.2wt%、38.3wt%、38.4wt%、38.5wt%、38.6wt%、38.7wt%、38.8wt%、38.9wt%、39.0wt%、39.1wt%、39.2wt%、39.3wt%、39.4wt%、39.5wt%、39.6wt%、39.7wt%、39.8wt%、39.9wt%、40.0wt%、40.1wt%、40.2wt%、40.3wt%、40.4wt%、40.5wt%、40.6wt%、40.7wt%、40.8wt%、40.9wt%、41.0wt%、41.1wt%、41.2wt%、41.3wt%、41.4wt%、41.5wt%、41.6wt%、41.7wt%、41.8wt%、41.9wt%、42.0wt%、42.1wt%、42.2wt%、42.3wt%、42.4wt%、42.5wt%、42.6wt%、42.7wt%、42.8wt%、42.9wt%、43.0wt%、43.1wt%、43.2wt%、43.3wt%、43.4wt%、43.5wt%、43.6wt%、43.7wt%、43.8wt%、43.9wt%、44.0wt%、44.1wt%、44.2wt%、44.3wt%、44.4wt%、44.5wt%、44.6wt%、44.7wt%、44.8wt%、44.9wt%、45.0wt%、45.1wt%、45.2wt%、45.3wt%、45.4wt%、45.5wt%、45.6wt%、45.7wt%、45.8wt%、45.9wt%、46.0wt%、46.1wt%、46.2wt%、46.3wt%、46.4wt%、46.5wt%、46.6wt%、46.7wt%、46.8wt%、46.9wt%、47.0wt%、47.1wt%、47.2wt%、47.3wt%、47.4wt%、47.5wt%、47.6wt%、47.7wt%、47.8wt%、47.9wt%、48.0wt%、48.1wt%、48.2wt%、48.3wt%、48.4wt%、48.5wt%、48.6wt%、48.7wt%、48.8wt%、48.9wt%、49.0wt%、49.1wt%、49.2wt%、49.3wt%、49.4wt%、49.5wt%、49.6wt%、49.7wt%、49.8wt%、49.9wt%、50.0wt%、50.1wt%、50.2wt%、50.3wt%、50.4wt%、50.5wt%、50.6wt%、50.7wt%、50.8wt%、50.9wt%、51.0wt%、51.1wt%、51.2wt%、51.3wt%、51.4wt%、51.5wt%、51.6wt%、51.7wt%、51.8wt%、51.9wt%、52.0wt%、52.1wt%、52.2wt%、52.3wt%、52.4wt%、52.5wt%、52.6wt%、52.7wt%、52.8wt%、52.9wt%、53.0wt%、53.1wt%、53.2wt%、53.3wt%、53.4wt%、53.5wt%、53.6wt%、53.7wt%、53.8wt%、53.9wt%、54.0wt%、54.1wt%、54.2wt%、54.3wt%、54.4wt%、54.5wt%、54.6wt%、54.7wt%、54.8wt%、54.9wt%、55.0wt%、55.1wt%、55.2wt%、55.3wt%、55.4wt%、55.5wt%、55.6wt%、55.7wt%、55.8wt%、55.9wt%、56.0wt%、56.1wt%、56.2wt%、56.3wt%、56.4wt%、56.5wt%、56.6wt%、56.7wt%、56.8wt%、56.9wt%、57.0wt%、57.1wt%、57.2wt%、57.3wt%、57.4wt%、57.5wt%、57.6wt%、57.7wt%、57.8wt%、57.9wt%、58.0wt%、58.1wt%、58.2wt%、58.3wt%、58.4wt%、58.5wt%、58.6wt%、58.7wt%、58.8wt%、58.9wt%、59.0wt%、59.1wt%、59.2wt%、59.3wt%、59.4wt%、59.5wt%、59.6wt%、59.7wt%、59.8wt%、59.9wt%、60.0wt%、60.1wt%、60.2wt%、60.3wt%、60.4wt%、60.5wt%、60.6wt%、60.7wt%、60.8wt%、60.9wt%、61.0wt%、61.1wt%、61.2wt%、61.3wt%、61.4wt%、61.5wt%、61.6wt%、61.7wt%、61.8wt%、61.9wt%、62.0wt%、62.1wt%、62.2wt%、62.3wt%、62.4wt%、62.5wt%で存在しうる。マンガンは、0.1wt%、0.2wt%、0.3wt%、0.4wt%、0.5wt%、0.6wt%、0.7wt%、0.8wt%、0.9wt%、1.0wt%、1.1wt%、1.2wt%、1.3wt%、1.4wt%、1.5wt%、1.6wt%、1.7wt%、1.8wt%、1.9wt%、2.0wt%、2.1wt%、2.2wt%、2.3wt%、2.4wt%、2.5wt%、2.6wt%、2.7wt%、2.8wt%、2.9wt%、3.0wt%、3.1wt%、3.2wt%、3.3wt%、3.4wt%、3.5wt%、3.6wt%、3.7wt%、3.8wt%、3.9wt%、4.0wt%、4.1wt%、4.2wt%、4.3wt%、4.4wt%、4.5wt%、4.6wt%、4.7wt%、4.8wt%、4.9wt%、5.0wt%で存在しうる。クロムは、23.1wt%、23.2wt%、23.3wt%、23.4wt%、23.5wt%、23.6wt%、23.7wt%、23.8wt%、23.9wt%、24.0wt%、24.1wt%、24.2wt%、24.3wt%、24.4wt%、24.5wt%、24.6wt%、24.7wt%、24.8wt%、24.9wt%、25.0wt%、25.1wt%、25.2wt%、25.3wt%、25.4wt%、25.5wt%、25.6wt%、25.7wt%、25.8wt%、25.9wt%、26.0wt%、26.1wt%、26.2wt%、26.3wt%、26.4wt%、26.5wt%、26.6wt%、26.7wt%、26.8wt%、26.9wt%、27.0wt%、27.1wt%、27.2wt%、27.3wt%、27.4wt%、27.5wt%、27.6wt%、27.7wt%、27.8wt%、27.9wt%、28.0wt%、28.1wt%、28.2wt%、28.3wt%、28.4wt%、28.5wt%、28.6wt%、28.7wt%、28.8wt%、28.9wt%、29.0wt%、29.1wt%、29.2wt%、29.3wt%、29.4wt%、29.5wt%、29.6wt%、29.7wt%、29.8wt%、29.9wt%、30.0wt%、30.1wt%、30.2wt%、30.3wt%、30.4wt%、30.5wt%、30.6wt%、30.7wt%、30.8wt%、30.9wt%、31.0wt%、31.1wt%、31.2wt%、31.3wt%、31.4wt%、31.5wt%、31.6wt%、31.7wt%、31.8wt%、31.9wt%、32.0wt%、32.1wt%、32.2wt%、32.3wt%、32.4wt%、32.5wt%、32.6wt%、32.7wt%、32.8wt%、32.9wt%、33.0wt%、33.1wt%、33.2wt%、33.3wt%、33.4wt%、33.5wt%、33.6wt%、33.7wt%、33.8wt%、33.9wt%、34.0wt%、34.1wt%、34.2wt%、34.3wt%、34.4wt%、34.5wt%、34.6wt%、34.7wt%、34.8wt%、34.9wt%、35.0wt%、35.1wt%、35.2wt%、35.3wt%、35.4wt%、35.5wt%、35.6wt%、35.7wt%、35.8wt%、35.9wt%、36.0wt%、36.1wt%、36.2wt%、36.3wt%、36.4wt%、36.5wt%、36.6wt%、36.7wt%、36.8wt%、36.9wt%、37.0wt%、37.1wt%、37.2wt%、37.3wt%、37.4wt%、37.5wt%、37.6wt%、37.7wt%、37.8wt%、37.9wt%、38.0wt%、38.1wt%、38.2wt%、38.3wt%、38.4wt%、38.5wt%、38.6wt%、38.7wt%、38.8wt%、38.9wt%、39.0wt%、39.1wt%、39.2wt%、39.3wt%、39
.4wt%、39.5wt%、39.6wt%、39.7wt%、39.8wt%、39.9wt%、40.0wt%、40.1wt%、40.2wt%、40.3wt%、40.4wt%、40.5wt%、40.6wt%、40.7wt%、40.8wt%、40.9wt%、41.0wt%、41.1wt%、41.2wt%、41.3wt%、41.4wt%、41.5wt%、41.6wt%、41.7wt%、41.8wt%、41.9wt%、42.0wt%、42.1wt%、42.2wt%、42.3wt%、42.4wt%、42.5wt%、42.6wt%、42.7wt%、42.8wt%、42.9wt%、43.0wt%、43.1wt%、43.2wt%、43.3wt%、43.4wt%、43.5wt%、43.6wt%、43.7wt%、43.8wt%、43.9wt%、44.0wt%、44.1wt%、44.2wt%、44.3wt%、44.4wt%、44.5wt%、44.6wt%、44.7wt%、44.8wt%、44.9wt%、45.0wt%、45.1wt%、45.2wt%、45.3wt%、45.4wt%、45.5wt%、45.6wt%、45.7wt%、45.8wt%、45.9wt%、46.0wt%、46.1wt%、46.2wt%、46.3wt%、46.4wt%、46.5wt%、46.6wt%、46.7wt%、46.8wt%、46.9wt%、47.0wt%、47.1wt%、47.2wt%、47.3wt%、47.4wt%、47.5wt%、47.6wt%、47.7wt%、47.8wt%、47.9wt%、48.0wt%、48.1wt%、48.2wt%、48.3wt%、48.4wt%、48.5wt%、48.6wt%、48.7wt%、48.8wt%、48.9wt%、49.0wt%、49.1wt%、49.2wt%、49.3wt%、49.4wt%で存在しうる。ホウ素は、6.8wt%、6.9wt%、7.0wt%、7.1wt%、7.2wt%、7.3wt%、7.4wt%、7.5wt%、7.6wt%、7.7wt%、7.8wt%、7.9wt%、8.0wt%、8.1wt%、8.2wt%、8.3wt%、8.4wt%、8.5wt%、8.6wt%、8.7wt%、8.8wt%、8.9wt%、9.0wt%、9.1wt%、9.2wt%、9.3wt%、9.4wt%、9.5wt%、9.6wt%、9.7wt%、9.8wt%、9.9wt%、10.0wt%、10.1wt%、10.2wt%、10.3wt%、10.4wt%、10.5wt%、10.6wt%、10.7wt%、10.8wt%、10.9wt%、11.0wt%、11.1wt%、11.2wt%、11.3wt%、11.4wt%、11.5wt%、11.6wt%、11.7wt%、11.8wt%、11.9wt%、12.0wt%、12.1wt%、12.2wt%、12.3wt%、12.4wt%、12.5wt%、12.6wt%、12.7wt%、12.8wt%存在しうる。炭素は、1.9wt%、2.0wt%、2.1wt%、2.2wt%、2.3wt%、2.4wt%、2.5wt%、2.6wt%、2.7wt%、2.8wt%、2.9wt%、3.0wt%、3.1wt%、3.2wt%、3.3wt%、3.4wt%、3.5wt%、3.6wt%で存在しうる。ケイ素は、0.5wt%、0.6wt%、0.7wt%、0.8wt%、0.9wt%で存在しうる。ニオブは、5.1wt%、5.2wt%、5.3wt%、5.4wt%、5.5wt%、5.6wt%、5.7wt%、5.8wt%、5.9wt%、6.0wt%、6.1wt%、6.2wt%、6.3wt%、6.4wt%、6.5wt%、6.6wt%、6.7wt%、6.8wt%、6.9wt%、7.0wt%、7.1wt%、7.2wt%、7.3wt%、7.4wt%、7.5wt%、7.6wt%、7.7wt%、7.8wt%、7.9wt%、8.0wt%、8.1wt%、8.2wt%、8.3wt%、8.4wt%、8.5wt%、8.6wt%、8.7wt%、8.8wt%、8.9wt%、9.0wt%、9.1wt%、9.2wt%、9.3wt%、9.4wt%、9.5wt%、9.6wt%、9.7wt%、9.8wt%、9.9wt%、10.0wt%、10.1wt%、10.2wt%、10.3wt%、10.4wt%、10.5wt%、10.6wt%、10.7wt%、10.8wt%、10.9wt%、11.0wt%、11.1wt%、11.2wt%、11.3wt%、11.4wt%、11.5wt%、11.6wt%、11.7wt%、11.8wt%、11.9wt%、12.0wt%、12.1wt%、12.2wt%、12.3wt%、12.4wt%、12.5wt%、12.6wt%、12.7wt%、12.8wt%で存在しうる。モリブデンは7.5wt%または7.6wt%で任意に存在しうる。タングステンは、14.2wt%で任意に存在しうる。さらなる例において、前記原料粉末は、鉄及びマンガンを含むベースメタルを20から26wt%、クロムを25から55wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を8から16wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を20から30wt%、及びニオブを8から14wt%含みうる。さらにさらなる例において、前記合金は、鉄及びマンガンを含むベースメタルを20から26wt%、クロムを25から55wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を8から16wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を6から9wt%、及びニオブを8から14wt%含みうる。追加の例において、前記合金は、鉄及びマンガンを含むベースメタルを35から65wt%、クロムを22から52wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を8から13wt%、及びニオブを4から7wt%含みうる。
【0011】
いくつかの例において、上記形態は、合金化学の0.01から0.5wt%(その中で全ての値及び増分を含む)の範囲で存在するマンガンを含みうる。さらに、マンガンの含有率は、0.01重量パーセントから最大で許容可能な不純物のレベルまで存在することができる。さらに、ホウ素は0から15wt%の範囲、炭素は0から5wt%の範囲、ケイ素は0.1から1.0wt%の範囲で存在しうる(その中で全ての値及び増分を含む)。さらに、モリブデンは、0から8wt%の範囲、タングステンは0から15wt%の範囲で存在しうる(その中で全ての値及び増分を含む)。他の例において、ホウ素は6.0から13wt%の範囲、炭素は1.0から4.0wt%の範囲、及び/またはケイ素は0.5から1.0wt%の範囲で存在しうる。モリブデンは7から8wt%の範囲で存在し、及び/またはタングステンは14wt%から15wt%の範囲で存在しうる。前記合金元素または組成物は最大で計100wt%で存在しうる。特定の例は、以下を含む。
Fe24.3Mn0.1Cr29.5Mo7.6W14.2B8.2C2.4Si0.9Nb12.8;
Fe23.4Mn0.1Cr44.7Mo7.5B11.4C3.2Si0.7Nb9.0;
Fe22.6Mn0.1Cr49.4B12.8C3.6Si0.7Nb10.8;
Fe39.5Mn0.1Cr43.2B8.2C2.3Si0.6Nb6.1;
Fe54.6Mn0.2Cr27.9B8.1C2.5Si0.6Nb6.1;
Fe62.5Mn0.2Cr23.1B6.8C1.9Si0.5Nb5.0;
【0012】
このようにして、前記原料組成物は、上記名前の元素成分、鉄、マンガン、クロム、ホウ素、炭素、ケイ素、ニオブ、及び、いくつかの例においてモリブデン及びタングステンを含んでもよく、それに限られてもよく、本質的にそれらからなってもよい。不純物は、5.0wt%以下、例えば1.0wt%以下等で存在しうる。不純物は、処理設備への導入を通して、または合金組成物と周囲との反応により前記原料要素内の含有物に起因して、前記合金内に含まれうる要素または組成物として理解されうる。
【0013】
前記原料粉末は、一緒に混合された複数の原料から形成されてもよく、または、一つの粉末に上記合金の組成物を含んでもよい。加えて、前記原料粉末は、1μmから500μm(その範囲において1μmの増分で全ての値を含む)の粒子サイズを有しうる。前記原料粉末それ自身はガラス成形ではないが、例えば鉄ベースの電極と結合されたとき、ここでさらに議論されるように、結果としての合金はガラス成形化学を含みうる。
【0014】
前記原料粉末は、基板上で前記粉末と電極との溶接に先立ってまたはその間に、鉄ベースの電極と結合されうる。前記電極はワイヤ電極または棒電極でありうる。前記電極は同様に固体または芯線でありうる。前記鉄ベースの電極は、少なくとも50wt%の鉄を含みうる。例えば、前記鉄ベースの電極は、50から99.95wt%(その範囲において0.01wt%の増分で全ての値を含む)の範囲で鉄を含みうる。いくつかの実施形態において、前記鉄ベースの電極は、炭素鋼、低炭素鋼、中炭素鋼、低合金鋼、ステンレス鋼等のような鋼を含みうる。いくつかの実施形態において、前記鉄ベースの電極は、重量パーセント(wt%)で、0.05から0.15wt%の範囲で存在する炭素、0.80から1.25wt%の範囲で存在するマンガン、0.10から0.35wt%の範囲で存在するケイ素、0.03wt%以下で存在するリン、0.35wt%以下で存在する銅、0.03wt%以下で存在する硫黄、及び任意のさらなる組成物を計0.50wt%以下で含んでもよく、バランスは鉄である。さらなる実施形態において、前記電極は、重量パーセント(wt%)で、0.08wt%を含むそれ以下の炭素、0.25から0.60wt%のマンガン、0.04wt%を含むそれ以下のリン、0.05wt%を含むそれ以下の硫黄を含んでもよく、バランスは鉄である。例えば、炭素は、0.05wt%、0.06wt%、0.07wt%、0.08wt%、0.09wt%、0.10wt%、0.11wt%、0.12wt%、0.13wt%、0.14wt%、0.15wt%で存在しうる。マンガンは、0.80wt%、0.81wt%、0.82wt%、0.83wt%、0.84wt%、0.85wt%、0.86wt%、0.87wt%、0.88wt%、0.89wt%、0.90wt%、0.91wt%、0.92wt%、0.93wt%、0.94wt%、0.95wt%、0.96wt%、0.97wt%、0.98wt%、0.99wt%、1.00wt%、1.01wt%、1.02wt%、1.03wt%、1.04wt%、1.05wt%、1.06wt%、1.07wt%、1.08wt%、1.09wt%、1.10wt%、1.11wt%、1.12wt%、1.13wt%、1.14wt%、1.15wt%、1.16wt%、1.17wt%、1.18wt%、1.19wt%、1.20wt%、1.21wt%、1.22wt%、1.23wt%、1.24wt%、1.25wt%で存在しうる。ケイ素は、0.10wt%、0.11wt%、0.12wt%、0.13wt%、0.14wt%、0.15wt%、0.16wt%、0.17wt%、0.18wt%、0.19wt%、0.20wt%、0.21wt%、0.22wt%、0.23wt%、0.24wt%、0.25wt%、0.26wt%、0.27wt%、0.28wt%、0.29wt%、0.30wt%、0.31wt%、0.32wt%、0.33wt%、0.34wt%、0.35wt%の範囲で存在しうる。リンは、0.01wt%、0.02wt%、0.03wt%で存在しうる。銅は、0.01wt%、0.02wt%、0.03wt%、0.04wt%、0.05wt%、0.06wt%、0.07wt%、0.08wt%、0.09wt%、0.10wt%、0.11wt%、0.12wt%、0.13wt%、0.14wt%、0.15wt%、0.16wt%、0.17wt%、0.18wt%、0.19wt%、0.20wt%、0.21wt%、0.22wt%、0.23wt%、0.24wt%、0.25wt%、0.26wt%、0.27wt%、0.28wt%、0.29wt%、0.30wt%、0.31wt%、0.32wt%、0.33wt%、0.34wt%、0.35wt%で存在しうる。一つの実施形態において、前記電極は、EM12Kワイヤ電極のようなEM12K電極でありうる。前記鉄ベースの鋼ワイヤまたは電極は、1ミリメートルから5ミリメートル(その中で全ての値及び増分を含む)の範囲の直径を有しうる。
【0015】
前記粉末対電極供給比は、重量比で、0.2:1から5:1の範囲、例えば0.73:1、1:1、1.1:1、1.2:1、1.85:1等でありうる。前記原料粉末は、16.0wt%から最大で84.0wt%(その範囲において0.1wt%の増分で全ての値を含む)のレベルで存在しうる。前記結合した原料粉末と鉄ベースの電極は、1,000K/sから10,000K/s、500K/sから1,500K/sのような100K/sから100,000K/sの範囲の範囲において全ての値を含む100,000K/sより小さい臨界冷却速度を示しうる。
【0016】
例えば、サブマージアーク溶接(SAW)、オープンアーク溶接、GMAW(ガス金属アーク溶接)などを含む溶接の様々な形態は、基板上に前記原料と鉄ベースの電極を堆積ために利用されうる。溶接オーバーレイを形成すると同時に、前記原料と鉄ベースの電極の化学は、本質的にガラス成形でありうる金属合金を形成するために混合され、1,000μmより小さい粒子サイズを示す。前記金属合金の冷却で、以下でさらに説明されるようにボロカーバイド相が形成しうる。
【0017】
前記基板は、例えば、ウェア・プレート、パイプ(内部及び/または外部表面を含む)、及びジョイントまたはエルボ(内部及び/または外部表面を含む)を含みうる。前記基板は同様に、例えば、炭素鋼、低炭素鋼、中炭素鋼、低合金鋼、ステンレス鋼などを含む鋼で形成されうる。前記原料粉末と鉄ベースの鋼ワイヤまたは電極は、それが適用される基板上で保護表面を形成する比較的連続した方法で溶接されうる。
【0018】
いくつかの例において、前記原料粉末と鉄ベースの電極は、1ミリメートルから10ミリメートルの範囲(その範囲において1ミリメートルの増分で全ての値を含む)の厚さで表面上に堆積される。さらに、前記原料粉末と鉄ベースの電極の複数の層が堆積され、全体で6ミリメートルから26ミリメートル(その中で全ての値及び増分を含む)の厚さを生成する。
【0019】
前記原料粉末と鉄ベースの電極を含むオーバーレイ合金は、10℃/minの加熱率でDSCによって測定されたとき、500℃から750℃(例えば560℃から680℃の間の増分で全ての値を含む)ガラスの結晶化ピーク温度を示しうる。さらに、前記原料粉末と鉄ベースの鋼ワイヤまたは電極は、10℃/minの加熱率でDSCによって測定されたとき、550℃から680℃(その中で全ての値及び増分を含む)の範囲でガラスの結晶化開始温度を示しうる。
【0020】
基板上で溶接されて鉄ベースの電極と結合した原料粉末を含む金属オーバーレイ合金は、Rc55より大きいワンパスのオーバーレイ硬度を達成しうる。例えば、前記オーバーレイ硬度は、55から75の範囲(その中の増分で全ての値を含む)であると考えられる。さらに、前記鉄ベースの電極と結合した原料粉末は、Rc55より大きいダブルパスオーバーレイ硬度を示しうる。例えば、前記ダブルパスオーバーレイ硬度は、55から75の範囲(その中の増分で全ての値を含む)であると考えられる。
【0021】
基板上で溶接されて鉄ベースの電極と結合した原料粉末は同様に、ワンパス及びダブルパスに対して、ASTM G−65 Procedure Aを用いて測定されたとき、0.20gの質量損失より小さな低応力摩擦抵抗を達成しうる。例えば、前記低応力摩擦抵抗は、ワンパス及びダブルパスに対して0.07グラムから0.20グラム(その中の増分で全ての値を含む)の質量損失でありうる。
【0022】
さらに、基板上で溶接されて鉄ベースの電極と結合した原料粉末は、ボロカーバイド相の範囲で、凝固金属合金微細構造をもたらしうる。そのようなボロカーバイド相は、例えば、M1(BC)1、M2(BC)1を含みうる。さらに、前記ボロカーバイド相は、1000μmより小さい最大線寸法(幅または直径)を示しうる。例えば、前記ボロカーバイド相は、0.5μmから1000μmの範囲(その中の増分で全ての値を含む)であり得る。
【0023】
実施例
【0024】
ここで示される実施例は、説明を目的としており、ここでの開示の範囲を限定すると解釈されることを意味していない。
【0025】
合金化学
【0026】
原料粉末を用いた高硬度溶接オーバーレイを製造するために、幅広い範囲の鉄ベースの粉末が利用され、従来の鉄ベースの電極と結合されるとき、ガラス成形の液体溶融をもたらしうる。この発明を限定することを目的としていないが、粉末化学の例が表1で示されている。粉末自身は本質的にガラス成形であると見込まれていないのだが、混合溶融化学を達成するために鉄ベースの電極と結合されるとき、前記合金はガラス成形の性質を示しうる。
【0027】
【表1】
【0028】
示差熱分析
【0029】
示差熱分析の走査が、図1において、鉄ベースの電極(EM12K)と結合されたALLOY1、ALLOY2、及びALLOY6の合金で示されている。ALLOY1は、粉末対ワイヤ比が1.25の溶接化学をシミュレートするために鉄(すなわち、EM12K)と結合され、ALLOY2は、粉末対ワイヤ比が0.73の溶接化学をシミュレートするために鉄(すなわち、EM12K)と結合され、及びALLOY6は、粉末対ワイヤ比が1.85の溶接化学をシミュレートするために鉄(すなわち、EM12K)と結合された。形成された合金の特徴は、表2で示された示差走査熱量測定から示される。示されるように、−90.1から−124.5J/gの遷移の比較的高いエンタルピーと共に、ガラスの結晶化ピークは、化学的性質に依存して、575から669℃で起こる。
【0030】
【表2】
【0031】
溶接オーバーレイ硬度
【0032】
表1に記載された粉末化学は、フラックス(ESAB 10.72 neutral, bonded aluminate−basic flux)の比較的薄い層の下で、普通炭素鋼(EM12K)を用いたサブマージアーク処理において連続的なオーバーレイ中に溶接された。注意すべきは、フラックス無しでの実行及び/または粉末としてのフラックスを前記原料粉末の混合に組み込んだ実行のようなこの技術の多数の可能な変化があることである。試料は572等級50鋼上に様々な粉末対ワイヤ供給比で溶接され、2:1の粉末対ワイヤ供給比がさらに続く調査のために利用された。ワンパスの試料が溶接希釈の効果を示すために利用され、ダブルパスの試料が、希釈効果の小さいオーバーレイの特徴を示すためにさらに溶接された。連続的なウェア・プレートを形成するための溶接の後で、試料は、水ジェット切断を用いて裁断された。結果としての試料は、高速ダイマスターグラインダを用いて平坦に研磨された。
【0033】
ロックウェルC硬度試験が標準のダイヤモンド圧子を用いて実施された。六個の硬度測定がワンパス及びダブルパスの試料のそれぞれにおいて実施され、結果が表3及び表4にそれぞれ示されている。示されたように、比較的高い高度が結果としての溶接オーバーレイの全てにおいて得られた。ワンパスのオーバーレイにおいては、硬度が69から73Rcへ変化することが見出され、ダブルパスのオーバーレイにおいては、硬度が66から75Rcに変形かすることが見出された。注意すべきは、示された溶接オーバーレイの硬度は、凝固状態にあり、高い温度の熱処理の必要性が無く達成されたことである。
【0034】
【表3】
【0035】
【表4】
【0036】
溶接オーバーレイの摩擦抵抗
【0037】
溶接オーバーレイの摩擦抵抗は、水ジェットを用いて、ワンパス及びダブルパスのサブマージアークオーバーレイプレートから切断された1”×3”のクーポン上で測定された。6000サイクルの試験期間を含むプロシージャAの手順を用いるASTM G65−04に続いて、Falex Friction & Wear Test Machineが低応力摩擦抵抗を測定するために利用された。表5において、プロシージャAの質量損失は、サブマージアーク溶接を用いて作られたワンパス及びダブルパスの両方についての粉末原料化学に対して見られた。示されたように、ワンパスの質量損失が0.07から0.14g、及びダブルパスの質量損失が0.07から0.15gと、全ての試料が比較的高い摩擦抵抗を示している。注意すべきは、6,000サイクルの後の各々の測定に対して、エラーバーの範囲は+/−0.02gと見出された。
【0038】
【表5】
【0039】
実施例1:ALLOY6サブマージアークからGWMAWオーバーレイ
【0040】
この例において、ALLOY6の原料粉末は、EM12Kで構成されている炭素電極を用い、1.85:1の粉末対ワイヤ供給比を用いてサブマージアーク溶接された。同時に、金属粉末の芯線ワイヤは、ALLOY6原料粉末の混合と、1006鋼ストリップとを用いて1/16の直径のワイヤに作られた。この結果としてのワイヤは、従来のガスメタルアーク溶接(GMAW)処理を用いて基板上に溶接された。注意すべきは、製造の間にフラックスがワイヤ混合物中におかれるので、類似の結果と共に、オープンアーク(すなわち、カバーガスのない)条件で同様に溶接がされたことである。製造されたオーバーレイから、ワンパス及びダブルパスの試料は、サブマージアークの試料に対して水ジェット、またはGMAWの試料に対してワイヤの放電加工(EDM)のどちらかを用いて裁断された。
【0041】
リボン構造を分析するために、サブマージアーク及びGMAWにより製造されたALLLOY6合金の両方のワンパス及びダブルパスの試料で走査電子顕微鏡法(SEM)がなされた。ワイヤを用いて、EDMのオーバーレイ試料が分割され、及びそれから硬化したエポキシを有する標準金属組織のマウント内に搭載された。結果としての金属組織のマウントは、標準の金属組織の実施に続いて、適切な媒体を用いて研磨された。電子ビームのエネルギーが17.5kV、フィラメント電流が2.4A、及びスポットサイズの設定が800のZeiss EVO−60走査電子顕微鏡を用いて観察された。
【0042】
図2及び図3において、ワンパス及びダブルパスの試料の両方においてALLOY6のGMAW及びサブマージアークオーバーレイのそれぞれの後方散乱電子顕微鏡写真が示されている。示されえたように、両方の試料の金属組織の構造が溶接技術に独立して非常に類似している。これは、GMAW溶接において普通炭素シースを用いる芯線ワイヤのアプローチ、またはサブマージアークにおいて普通炭素の固体ワイヤを有する粉末供給は、類似の構造と、治金学的なふるまいをもたらしうる。
【0043】
実施例2:ALLOY2の粉末対ワイヤ供給比
【0044】
表1で記載されたALLOY2の原料粉末を用いて、0.73対1、1対1、1.1対1、1.2対1、及び1.25対1を含む様々な粉末対ワイヤ供給比で、多数のアークオーバーレイ試料が、EM12K電極を用いて572等級50鋼上で溶接された。注意すべきは、粉末対ワイヤ供給比が増大するにつれて、オーバーレイ堆積物の化学が変化し、合金含有率が増大することである。水ジェット切断を用いてサンプルがオーバーレイプレートから取り除かれた。前記試料は、正確なクラック数、硬度、及び磨耗測定を可能にするためダイマスターグラインダを用いて研磨された表面であった。
【0045】
研磨した溶接プレート上で、サブマージアークプレートにおけるクラックパターンの照合が明らかにされ、及び数えられた。ワンパス及びダブルパスの試料の両方におけるクラックの線密度は、端から端に縦に引かれた直線にわたる交点の照合を数えることにより測定され、及び結果が表6で一覧にされている。ワンパスオーバーレイの照合密度は、ダブルパスオーバーレイのものより大きいことが見出された。前記ワンパスのオーバーレイは、7から12クラックの線クラック密度を示し、ダブルパスのオーバーレイは、9から15クラックの線クラック密度を示した。
【0046】
【表6】
【0047】
ロックウェルCスケール硬度が、研磨の後でワンパス及びダブルパスの全てにおいて取られた。表7において、六つの個々の測定の後の平均硬度が、粉末対ワイヤ供給比の関数として示されている。示されたように、全ての堆積物は比較的硬く、及びワンパスの硬度範囲は67から71Rcであり、ダブルパスの硬度は、69から72Rcで変化することが見出された。
【0048】
【表7】
【0049】
ASTM G65−04乾燥砂ラバー砥石研磨のプロシージャA試験方法を用いて、ダブルパスのサブマージアーク溶接において低応力摩擦抵抗が二重に測定された。結果としての平均質量損失は、表8において示されるように粉末対ワイヤ比に応じて値を示している。摩擦抵抗は比較的高く、質量損失は0.09から0.11gで変化することが見出された。
【0050】
【表8】
【0051】
実施例3:ALLOY2の物理的金属学
【0052】
表1で記載されたALLOY2の原料粉末を用いて、サブマージアークオーバーレイの試料がEM12K電極を用いて溶接された。水ジェット切断を用いて、試料がオーバーレイプレートから取り除かれた。〜1平方のダブルパスのオーバーレイにおいて、フィルター処理されたCuKα放射を用いるPANalytical X’Pert MPD X−ray回折計を用いてX線走査がなされた。前記走査は、20から85°の2θ、0.01°のステップサイズ、及びステップ当り1秒でなされた。注意すべきは、Siroquantソフトウェアパッケージを用いて格子パラメータの有効なリートベルト法を可能にするために標準としてケイ素が組み込まれていることである。図4において、ALLOY2オーバーレイプレートの実験的及びリートベルト法のパターンが示されている。示されるように、実験データとの比較的正確な一致が見出された。見出された相、それらの識別、及びそれらの格子パラメータが表9に示されている。示されたように、凝固微細構造は、延性のアルファ鉄マトリクスにおいて複数の硬いボロカーバイド層[M1(BC)1、M2(BC)1、及びM3(BC)1]からなることが見出された。
【0053】
【表9】
【0054】
Carl Zeiss SMTにより製造されたEVO(登録商標)MA10を用いて、タングステンフィラメントを用いて、2−パスのALLOY2サブマージアークオーバーレイのSEM調査がなされた。前記SEMは、二次電極(SE)と、四象限後方散乱電子検出器と、Genesisソフトウェアパッケージを有するEDAX EDS Apollo 10 シリコン ドリフト 検出器と、を備えていた。図5において、低解像度の後方散乱電子顕微鏡写真で、ALLOY2溶接オーバーレイプレートの凝固微細構造が示されている。図6において、より高い解像度の後方散乱電子顕微鏡写真で、識別された相を含むALLOY2オーバーレイプレートの凝固構造が示されている。微細構造の調査を通して、M2(BC)1相は液体内で最初に形成し、及び1から4マイクロメートルの幅と、最大で1mmのサイズとなりうる長さを有する旋盤形状であることが明らかである。α鉄の相は、マトリクスであることが見出され、及び前記溶接処理からの液流を循環することに起因して決裂した球状の二次デントライトアームと共に樹枝状成長モードを通して形成する。M1(BC)1ボロカーバイド相は、ネクストを形成することが見出され、及び0.2から2マイクロメートルサイズの小さな立方相により示される。凝固するための最後の液体は、一般的に0.5から4マイクロメートルサイズのM3(BC)1相を形成する。延性マトリクスにおいて、微細な、中程度の、及び粗いボロカーバイド相の高い体積分率の分布は、このオーバーレイ材料において見出された比較的例外的な摩擦抵抗の理由のように見える。
【0055】
ワイヤEDMを用いて、ALLOY2サブマージアークオーバーレイの試料が分割され、及びそれから硬化エポキシを有する標準金属組織マウント内に搭載される。結果としての金属組織マウントは、標準金属組織粒子に従う適切な媒体を用いて研磨された。ヴィッカーズ微小硬さ試験機内のダイヤモンド圧子を用いて、硬度の配列がランダムな方法で、搭載された断面上に置かれた。前記硬度の圧痕がSEMにおいて見られ、及び三つの代表のヴィッカーズ硬度の圧痕、1296kg/mm2、1187kg/mm2、及び1148kg/mm2の高硬度の圧痕が図7において見られる。全てのサンプルにおいて見出され、後方散乱電子顕微鏡写真において見られるように、前記圧痕からクラックは観測されなかった。このようにして、この結果は、凝固溶接オーバーレイが比較的顕著な固有のクラック抵抗及び強靭性を示すことを照明しているように見える。注意すべきは、硬いボロカーバイド相から一度形成されたクラックは、延性α鉄マトリクスにより鈍らされ、及び阻まれることが期待されることである。
【0056】
実施例4
【0057】
サブマージアーク溶接処理において、粉末対ワイヤ供給比は、様々な目的の化学を達成するために変化されうる。例えば、粉末対ワイヤ供給比が減少するにつれて、より少ない粉末が使用されうるので、前記粉末は合金化元素がさらに濃縮されなければならない。これに対して、粉末対ワイヤ供給比が増加するにつれて、より多くの粉末が使用されうるので、前記粉末中の合金化元素はそれほど濃縮される必要がない。これは、先に表1で示した粉末化学の変化を可能にさせる。
【0058】
例として、表10で示されるようなALLOY2−1とALLOY2−2であるALLOY2を作り出す二つの異なる粉末を考慮する。ALLOY2−1は、EM12K固体電極(98.68wt%の鉄、0.10wt%の炭素、0.2wt%のケイ素、1.02wt%のマンガン)を用いて、サブマージアーク溶接を利用して、0.73の粉末対ワイヤ供給比で溶接された。ALLOY2−2は、EM12K固体電極を用いて、サブマージアーク溶接を利用して、1.75の粉末対ワイヤ供給比で溶接された。上記例の両方において、前記溶接における目的の化学は同じであり、及びオーバーレイ工程において一般的な変化が見出されたにもかかわらず、前記溶接特性は比較的似ている。溶接オーバーレイ堆積から、先に示されたものと似た方法で準備されたクーポン上で硬度及び摩擦抵抗が測定された。表11において、ワンパス硬度、ダブルパス硬度、及びASTM G−65−04の質量損失がサブマージアーク試料の両方に対して示されている。示されたように、ワンパス及びダブルパス硬度の値は、1Rcポイント内であり、前記質量損失値は、一致している。
【0059】
【表10】
【0060】
【表11】
【0061】
いくつかの方法及び実施形態の先述した説明が、説明の目的のために存在している。明細書を厳格な段階及び/または形態に徹底するか、または制限することを目的としておらず、明らかに多くの修正や変形が、上記の教示を踏まえると可能である。
【特許請求の範囲】
【請求項1】
金属合金オーバーレイを適用する方法であって、
鉄及びマンガンを10から75wt%、クロムを10から60wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40wt%、及びニオブを1から25wt%含む鉄ベースの原料粉末を提供する段階と、
少なくとも50重量%の鉄を含む電極を提供する段階と、
1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、
を備えている方法。
【請求項2】
前記原料は、鉄を22.6wt%から62.5wt%、マンガンを0.1wt%から5.0wt%、クロムを23.1から49.4wt%、ホウ素を6.8から12.8wt%、炭素を1.9から3.6wt%、ケイ素を0.5から0.9wt%、ニオブを5.0から12.8wt%、任意でモリブデンを7.5から7.6wt.%、及び任意でタングステンを14.2wt%を含む請求項1に記載の方法。
【請求項3】
100,000K/sより低い速度で前記溶接オーバーレイを冷却する段階をさらに備えている請求項1に記載の方法。
【請求項4】
前記原料粉末及び前記電極の複数の層を堆積する段階をさらに備えている請求項1に記載の方法。
【請求項5】
前記原料粉末は1μmから500μmの範囲の粒子サイズを有している請求項1に記載の方法。
【請求項6】
前記金属合金は、10℃/minの速度で示差熱分析により測定された500から750℃のガラスの結晶転移温度のピークを有している請求項1に記載の方法。
【請求項7】
前記電極は、芯線ワイヤである請求項1に記載の方法。
【請求項8】
前記金属合金は、ボロカーバイド相の範囲を示す請求項1に記載の方法。
【請求項9】
前記ボロカーバイド相は、M1(BC)1、M2(BC)1、及びM3(BC)1を含む請求項8に記載の方法。
【請求項10】
前記ボロカーバイド相は、1000μmより小さい最大線密度を示す請求項8に記載の方法。
【請求項11】
前記原料粉末対前記電極の比は、重量で、0.2:1.0から5.0:1.0の範囲にある請求項1に記載の方法。
【請求項12】
前記電極は、0.05から0.15wt%の範囲で存在する炭素、0.80から1.25wt%の範囲で存在するマンガン、0.45から0.70wt%の範囲で存在するケイ素、0.30wt%以下で存在するリン、0.03wt%以下で存在する銅、トータルで0.50wt%以下の任意のさらなる組成物、を備えており、バランスが鉄である請求項1に記載の方法。
【請求項13】
前記金属合金は、ワンパスで、55より大きいロックウェルC硬度を示す請求項1に記載の方法。
【請求項14】
前記金属合金は、ワンパス及びダブルパスの両方について、ASTM G−65−04 プロシージャAを用いて測定されるとき、0.20グラムより少ない質量損失を示す請求項1に記載の方法。
【請求項1】
金属合金オーバーレイを適用する方法であって、
鉄及びマンガンを10から75wt%、クロムを10から60wt%、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30wt%、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40wt%、及びニオブを1から25wt%含む鉄ベースの原料粉末を提供する段階と、
少なくとも50重量%の鉄を含む電極を提供する段階と、
1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、
を備えている方法。
【請求項2】
前記原料は、鉄を22.6wt%から62.5wt%、マンガンを0.1wt%から5.0wt%、クロムを23.1から49.4wt%、ホウ素を6.8から12.8wt%、炭素を1.9から3.6wt%、ケイ素を0.5から0.9wt%、ニオブを5.0から12.8wt%、任意でモリブデンを7.5から7.6wt.%、及び任意でタングステンを14.2wt%を含む請求項1に記載の方法。
【請求項3】
100,000K/sより低い速度で前記溶接オーバーレイを冷却する段階をさらに備えている請求項1に記載の方法。
【請求項4】
前記原料粉末及び前記電極の複数の層を堆積する段階をさらに備えている請求項1に記載の方法。
【請求項5】
前記原料粉末は1μmから500μmの範囲の粒子サイズを有している請求項1に記載の方法。
【請求項6】
前記金属合金は、10℃/minの速度で示差熱分析により測定された500から750℃のガラスの結晶転移温度のピークを有している請求項1に記載の方法。
【請求項7】
前記電極は、芯線ワイヤである請求項1に記載の方法。
【請求項8】
前記金属合金は、ボロカーバイド相の範囲を示す請求項1に記載の方法。
【請求項9】
前記ボロカーバイド相は、M1(BC)1、M2(BC)1、及びM3(BC)1を含む請求項8に記載の方法。
【請求項10】
前記ボロカーバイド相は、1000μmより小さい最大線密度を示す請求項8に記載の方法。
【請求項11】
前記原料粉末対前記電極の比は、重量で、0.2:1.0から5.0:1.0の範囲にある請求項1に記載の方法。
【請求項12】
前記電極は、0.05から0.15wt%の範囲で存在する炭素、0.80から1.25wt%の範囲で存在するマンガン、0.45から0.70wt%の範囲で存在するケイ素、0.30wt%以下で存在するリン、0.03wt%以下で存在する銅、トータルで0.50wt%以下の任意のさらなる組成物、を備えており、バランスが鉄である請求項1に記載の方法。
【請求項13】
前記金属合金は、ワンパスで、55より大きいロックウェルC硬度を示す請求項1に記載の方法。
【請求項14】
前記金属合金は、ワンパス及びダブルパスの両方について、ASTM G−65−04 プロシージャAを用いて測定されるとき、0.20グラムより少ない質量損失を示す請求項1に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2013−501630(P2013−501630A)
【公表日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2012−524793(P2012−524793)
【出願日】平成22年8月10日(2010.8.10)
【国際出願番号】PCT/US2010/045085
【国際公開番号】WO2011/019761
【国際公開日】平成23年2月17日(2011.2.17)
【出願人】(505307611)ザ・ナノスティール・カンパニー・インコーポレーテッド (19)
【Fターム(参考)】
【公表日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成22年8月10日(2010.8.10)
【国際出願番号】PCT/US2010/045085
【国際公開番号】WO2011/019761
【国際公開日】平成23年2月17日(2011.2.17)
【出願人】(505307611)ザ・ナノスティール・カンパニー・インコーポレーテッド (19)
【Fターム(参考)】
[ Back to top ]