
高粘性物の移送装置
【課題】 移送ポンプ部から押し出される脱水ケーキ等の高粘性物を成型部に通して、この成型部の内孔の断面よりも大きい断面の移送管内に押し出すことによって、この成型によって得られた成型高粘性物を、比較的小さい移送圧力で移送することができる高粘性物の移送装置を提供すること。
【解決手段】 脱水ケーキ91等の高粘性物を移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ93を、成型部92と接続する移送配管96に通して所定の移送方向に移送することができる高粘性物の移送装置90において、移送配管96の入口部98は、成型部92の出口から押し出される成型脱水ケーキ93の押出し方向に垂直な円形断面よりも大きくなるように、成型部92の出口よりも拡径されている構成。
【解決手段】 脱水ケーキ91等の高粘性物を移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ93を、成型部92と接続する移送配管96に通して所定の移送方向に移送することができる高粘性物の移送装置90において、移送配管96の入口部98は、成型部92の出口から押し出される成型脱水ケーキ93の押出し方向に垂直な円形断面よりも大きくなるように、成型部92の出口よりも拡径されている構成。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば汚泥ケーキを含む脱水ケーキ等の高粘性物を移送管によって移送する際に、移送管の内面と高粘性物との間の摩擦抵抗を低減するようにした高粘性物の移送装置に関する。
【背景技術】
【0002】
例えば汚泥ケーキを含む脱水ケーキ等の高粘性物を移送管によって移送することは、従来から行なわれている。この移送方式は、シンプルでトラブルが少ないことや、移送量に比べて移送路として必要な面積が少なくて済む等の利点を有している。
【0003】
しかし、移送物である脱水ケーキ等の高粘性物は、流動性が少なく、移送管の内面との摩擦抵抗が非常に大きいため、長距離を移送するときは圧力損失が大きくなり、そのために、高圧の移送ポンプや高圧用移送管が必要となる。これによって、高圧移送ポンプ及び高圧用移送管の費用が嵩み、大型となり、動力費も嵩む。
【0004】
そこで、移送管の内周面と、高粘性物との間に水等の滑剤を注入し、高粘性物(移送物質)と移送管内面との間の摩擦抵抗を小さくして移送するようにしているものがある(例えば、特許文献1参照。)。
【0005】
また、図には示さないが、従来の更に他の例として、脱水ケーキを搬送するための配管の途中に突起体を有する絞り管を設けたものがある(例えば、特許文献2参照。)。この突起体は、入口側から出口側に向けて次第に縮径する漸縮部と、これに続いて段状に拡径される拡大部とを備えている。
【0006】
この絞り管によると、搬送中の脱水ケーキを一旦絞り込んだ後開放し、この絞込みによって外径を小さくした脱水ケーキを以降の配管に通して搬送しようとするものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平01−105100号公報
【特許文献2】特開平10−246399号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記前者の従来技術のように、移送管の内周面と、高粘性物(移送物質)との間に水等の滑剤を注入し、高粘性物と移送管内面との間の摩擦抵抗を小さくして移送するようにしても、或る一定の限界があり、摩擦抵抗を更に低減することによって、移送ポンプ及び移送管の費用の低減、小型化、動力費の低減が望まれている。また、移送距離を更に延長できるようにすることも望まれている。
【0009】
そして、上記後者の従来技術では、絞り管の前後に接続されている配管の内径が同一であるので、絞り管を通って押し出されていく脱水ケーキが絞り管を出たときに、その脱水ケーキの外径が絞り管の出口側の配管の内径にまで膨張することがあると、脱水ケーキの外面と、配管の内面との摩擦抵抗を小さくすることができず、大きな圧力損失が生じることとなる。
【0010】
本発明は、上記のような課題を解決するためになされたものであり、移送ポンプ部から押し出される脱水ケーキ等の高粘性物を成型部に通して、この成型部の内孔の断面よりも大きい断面の移送管内に押し出すことによって、この成型によって得られた成型高粘性物を、比較的小さい移送圧力で移送することができる高粘性物の移送装置を提供することを目的としている。
【課題を解決するための手段】
【0011】
第1の発明に係る高粘性物の移送装置は、脱水ケーキ等の高粘性物を移送ポンプ部で押し出して成型部に通し、この成型部から押し出されて成型されていく成型高粘性物を、前記成型部と接続する移送管に通して所定の移送方向に移送することができる高粘性物の移送装置において、前記移送管の入口は、前記成型部の出口から押し出されてくる成型高粘性物の押出し方向に垂直な断面よりも大きくなるように、前記成型部の出口よりも拡大していることを特徴とするものである。
【0012】
第1の発明に係る高粘性物の移送装置は、例えば高粘度の脱水ケーキの混練物(高粘性物)を移送することができるものであり、このような高粘性物を移送ポンプ部で押し出して成型部に通し、この成型部から押し出されて成型されていく成型高粘性物を、この成型部と接続する移送管内に更に押し出していくことができる。そして、この成型高粘性物は、その移送方向と垂直な断面が略一定の形状及び大きさに成型され、しかも、移送管の入口は、成型部の出口から押し出されてくるこの成型高粘性物の押出し方向に垂直な断面よりも大きく形成されているので、成型高粘性物と移送管内面との間に隙間を形成することができ、これによって、成型高粘性物の移送管内面に対する摩擦抵抗(圧力損失)を小さくすることができる。その結果、脱水ケーキ等の高粘性物を移送ポンプ部によって押し出して、移送管内に通して移送するためのポンプ出力、つまり、移送圧力を小さくすることができる。また、従来と同じポンプ出力(移送圧力)によって、従来よりも移送距離を延長することができる。
【0013】
第2の発明に係る高粘性物の移送装置は、第1の発明において、前記成型部から押し出される成型高粘性物の押出し方向に垂直な断面が略円形であり、前記移送管の内孔の同方向の断面が、成型高粘性物の前記断面よりも大きい略円形であることを特徴とするものである。
【0014】
このようにすると、成型高粘性物が移送管内を移動するときに、成型高粘性物がその軸心を中心にして回転することがあっても、成型高粘性物と移送管内面との摩擦抵抗が増加しないようにすることができ、比較的小さい摩擦抵抗の状態で成型高粘性物を移送することができる。
【0015】
第3の発明に係る高粘性物の移送装置は、第1又は第2の発明において、前記移送管内に滑剤を供給することを特徴とするものである。
【0016】
このように、移送管内に滑剤を供給することによって、成型高粘性物の移送管内面に対する滑りを良くすることができ、摩擦抵抗(圧力損失)を更に低減することができる。そして、滑剤を移送管内に供給するための供給圧力が低くて済むので、滑剤供給ポンプのコストの低減、小型化、及び動力費の低減を図ることができる。なお、滑剤を移送管内に供給するための供給圧力が低くて済むのは、移送管が拡径されていることによって、成型高粘性物を移送するための移送圧力を低くすることができ、これによって移送管内の圧力も低くすることができるからである。
【0017】
第4の発明に係る高粘性物の移送装置は、第3の発明において、前記滑剤が液体であって、前記移送管内での前記滑剤の前記移送方向の流速が、成型高粘性物の移送速度よりも大きくなるように、前記滑剤を前記移送管内に供給することを特徴とするものである。
【0018】
このように、液体である滑剤を、成型高粘性物の移送速度よりも大きくなるように移送管内に供給することによって、成型高粘性物をこの滑剤の流れに乗せて移送することができる。このようにして成型高粘性物が滑剤の流れに乗って移送されているときは、滑剤が、成型高粘性物と移送管の内面との間に入り込み、成型高粘性物の移送管の内面に対する摩擦抵抗(圧力損失)を更に低減することができる。
【0019】
第5の発明に係る高粘性物の移送装置は、第3又は第4の発明において、前記移送管の出口から成型高粘性物と共に排出される前記滑剤を、成型高粘性物から分離して回収することができる回収部を備えることを特徴とするものである。
【0020】
このようにすると、移送管の出口から排出される滑剤を、成型高粘性物から分離して回収部で回収することができる。これによって、成型高粘性物に付着したり含まれる滑剤の量を低減することができ、成型高粘性物の輸送や搬送をし易くすることができる。そして、例えば滑剤が水であり、成型高粘性物が焼却処理される場合は、焼却用燃料の低減を図ることができる。
【0021】
第6の発明に係る高粘性物の移送装置は、第5の発明において、前記滑剤は、滑剤供給ポンプで前記移送管内に供給され、前記回収部に回収された前記滑剤を、前記滑剤供給ポンプに戻して再び前記移送管内に供給することを特徴とするものである。
【0022】
このようにすると、滑剤は、滑剤供給ポンプによって移送管内に供給され、この移送管内を通ってその出口から排出される。そして、滑剤は、回収部に回収されて、滑剤供給ポンプに戻され、再び移送管内に供給される。このように、滑剤を循環させて使用できるので、滑剤の費用の低減を図ることができる。また、滑剤を廃棄しないので、廃棄処理の手間と費用を削減することができる。
【0023】
第7の発明に係る高粘性物の移送装置は、第6の発明において、前記回収部に、この回収部内に収容されている前記滑剤の表面を検出するためのレベルセンサが設けられていることを特徴とするものである。
【0024】
このようにすると、レベルセンサによって回収部内に収容されている滑剤の表面を検出することができる。これによって、回収部内の滑剤が所定量以下となったことを検出して、そのときに滑剤を回収部内に補充するように設計することができる。そして、このようにしたときは、この高粘性物の移送装置によって、成型高粘性物の安定した移送を確実に継続させることができる。
【0025】
第8の発明に係る高粘性物の移送装置は、第1乃至7のいずれかの発明において、フィーダケーシング内に投入された高粘性物を、撹拌羽根によって撹拌しながら下部のポンプケーシング内に押し込み、このポンプケーシング内のスクリューロッドにより前方の前記移送ポンプ部の吸込み口内へ移送しながら押し込み、前記移送ポンプ部により前記成型部に押し出す高粘性物圧送部を備え、前記移送ポンプ部が一軸偏心ねじポンプであり、前記フィーダケーシング内に回転駆動軸を配置してその両端部を軸受により回動可能に支持し、前記回転駆動軸に2組以上の撹拌羽根を、前記回転駆動軸の軸方向に間隔をあけ且つ位相をずらせて取り付けると共に、各組の前記撹拌羽根の半径方向先端部に前記回転駆動軸の軸方向の両側に突出する複数の撹拌部を、円周方向に等間隔に設け、前記各撹拌部と前記回転駆動軸とを、開口を有する支持部で連結する構成としたことを特徴とするものである。
【0026】
このように構成された高粘性物圧送部によれば、撹拌羽根を支持してこれを回転させる回転駆動軸の両端部を、それぞれ軸受で支持する両端支持構造としたので、例えば含水率70%以下の高粘性脱水ケーキや同程度の粘性をもつ高粘性物の移送に対し、強度不足にならず、耐久性に富むようにすることができる。また、複数の撹拌部を備えた撹拌羽根は、間欠的に高粘性物に当接してこれを均一に撹拌するので、高粘性物の粘度が低減し、高粘性物による抵抗荷重がほぼ均等に作用し、いわゆる衝撃荷重として作用することを防止できる。更に、撹拌羽根先端の撹拌部とスクリューロッドとが互いに接近する構成とすることができるので、高粘性物のブリッジが起こり難くすることができる。そして、撹拌部の支持部に開口を設けているので、撹拌羽根が回転中に高粘性物が開口を通り抜けることができ、これによって、高粘性物が撹拌羽根の回転を邪魔することを抑制することができる。従って、撹拌力が強力で搬送量が従来の装置に比べて大幅に増大し、軸トルクを最適化でき、低トルクでポンプケーシング内への押し込み作用を十分に発揮させることができ、更に、フィーダケーシングをコンパクトにすることができる。
【発明の効果】
【0027】
本発明に係る高粘性物の移送装置によると、成型高粘性物の移送管内面に対する摩擦抵抗(圧力損失)を小さくして、移送ポンプ部に必要とされる移送圧力を小さくすることができる構成としたので、吐出圧力が低圧の移送ポンプ部を使用することができ、更に、移送管も従来よりも低圧用のものを使用できる。これによって、この移送装置のコストの低減、小型化、及び動力費の低減を図ることができる。そして、従来と同様の高圧移送ポンプ部及び高圧用移送管を使用する場合は、成型高粘性物と移送管内面との摩擦抵抗の低減量に応じた分だけ、高粘性物の移送距離を延長することができる。
【図面の簡単な説明】
【0028】
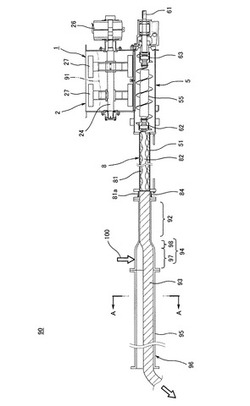
【図1】この発明の第1実施形態に係る高粘性物の移送装置を示す縦断側面図である。
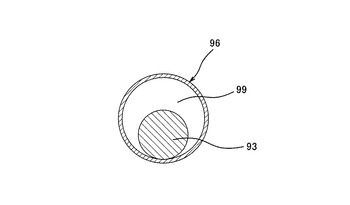
【図2】同第1実施形態に係る高粘性物の移送装置の移送管及び成型高粘性物を示すA−A端面図である。
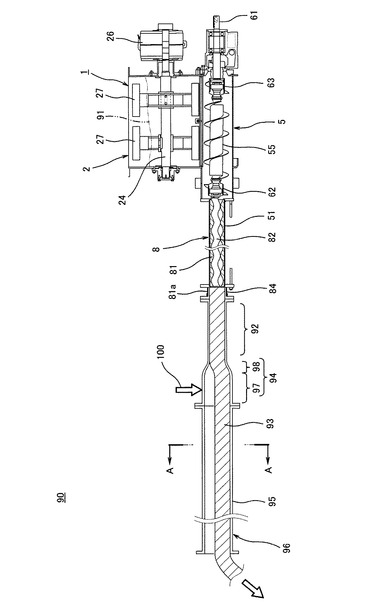
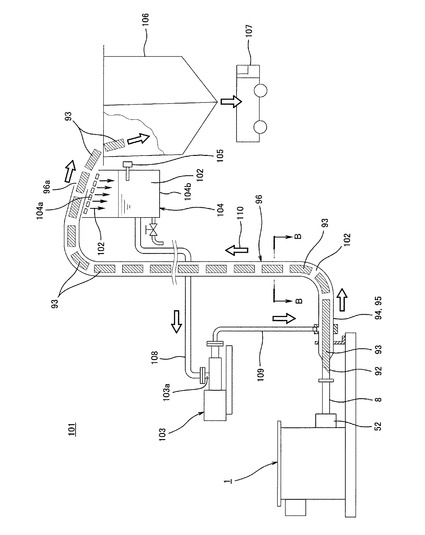
【図3】同発明の第2実施形態の高粘性物の移送装置を示す部分断面図である。
【図4】同第2実施形態に係る高粘性物の移送装置の移送管及び成型高粘性物を示すB−B端面図である。
【図5】同第1及び第2実施形態に係る高粘性物の移送装置が備える高粘性物圧送部を示す拡大縦断側面図である。
【図6】同第1及び第2実施形態に係る高粘性物の移送装置が備える高粘性物圧送部を示す拡大縦断正面図である。
【発明を実施するための形態】
【0029】
以下、本発明に係る高粘性物の移送装置(以下、単に「移送装置」と言うこともある。)の第1実施形態を、図1及び図2を参照して説明する。この高粘性物の移送装置90は、図1に示すように、例えば汚泥ケーキを含む脱水ケーキ91等の高粘性物を、高粘性物圧送部1が備える移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ(成型高粘性物)93を、成型部92と接続する第1移送管94、第2移送管95、・・・(移送配管96)に通して所定の移送方向及び移送場所に移送することができるものである。
【0030】
高粘性物圧送部1は、後で詳細に説明するが、図1に示すように、フィーダ部2、スクリューポンプ部5、及び移送ポンプ部8を備えている。この高粘性物圧送部1は、例えば汚泥を脱水したケーキ(脱水ケーキ91)を撹拌、混練して、この混練物である脱水ケーキ91を移送ポンプ部8によって成型部92及び移送配管96内に押し出すことができるものである。
【0031】
移送ポンプ部8は、図1に示すように、一軸偏心ねじポンプであり、弾性体からなる雌ねじ形ステータ81と、雄ねじ形ロータ82とを備えている。このロータ82は、ステータ81の断面が長円形の内孔内に嵌挿して偏心回動運動をすることによって、脱水ケーキ91を先端部の吐出口81aから吐出することができる。この吐出口81aは、エンドスタッド84によって形成され、このエンドスタッド84には、複数本の連結ロッド85が締結されている。この連結ロッド85によって、移送ポンプ部8をポンプケーシング51に連結している。
【0032】
そして、図1に示すように、このエンドスタッド84に成型部92が接続され、この成型部92の先端部に第1移送管94が成型部92と一体に形成されている。そして、この第1移送管94の先端部に第2移送管95、・・・が順次接続されている。そして、これらエンドスタッド84、成型部92、第1移送管94、第2移送管95、・・・は、それぞれ断面が円形の直線状の管状体であり、それぞれ同軸上に配置されている。ただし、成型部92に接続する第1移送管94、第2移送管95、・・・を移送配管96と言う。この移送配管96は、屈曲していてもよい。
【0033】
また、成型部92は、図1に示すように、エンドスタッド84と同一の内径であり、所定の長さに形成されている。この成型部92の長さは、移送ポンプ部8の吐出口81aから吐出される脱水ケーキ91が、この成型部92を通ることによって成型されて円柱形状の成型脱水ケーキ93となり、この円柱形状の成型脱水ケーキ93が後段の第1移送管94内に押し出されたときに、この第1移送管94の本体部97の内径よりも小さい直径の状態を維持できるようにすることができる寸法としてある。
【0034】
つまり、第1移送管94の入口部98の内径は、成型部92の出口から押し出されてくる成型脱水ケーキ93の押出し方向に対して垂直な断面(略円形断面)よりも大きくなるように、成型部92の出口よりも拡径されている。
【0035】
また、図1に示す高粘性物圧送部1は、脱水ケーキ91に含まれる空気を十分に脱水ケーキ91から除去するように、この脱水ケーキ91を撹拌、混練することができるものである。そして、このように、空気が十分に除去された脱水ケーキ91は、成型部92を通って第1移送管94内に押し出されたときに、成型脱水ケーキ93が内部に残存することがある空気の反発力によって膨張したとしても、その膨張率が十分に小さくなるように撹拌、混練されている。
【0036】
例えば脱水ケーキ91(汚泥ケーキ)の含水率は、70%前後であり、成型部92の内径が約100mmであるときに、成型部92から押し出される成型脱水ケーキ93の直径が、成型部92の内径と略同一の寸法を維持していることが実験で確認されている。
【0037】
第1移送管94は、図1に示すように、入口部98と本体部97とを備えている。入口部98は、この第1移送管94の入口を形成するものであり、入口部98の内周面は、その入口側(成型部92側)から出口側(本体部97側)に向かうに従って、比較的緩やかに拡径するテーパ状に形成されている。そして、入口部98の入口側(成型部92側)の内径は、成型部92の出口の内径と同一であり、入口部98の出口側(本体部97側)の内径は、本体部97の入口の内径と同一である。
【0038】
第2移送管95及びこれに接続する第3移送管等は、第1移送管94の本体部97の内径と同一の内径を有する管状体である。
【0039】
上記のように構成された高粘性物の移送装置90は、図1に示すように、高粘度の脱水ケーキ91の混練物(高粘性物)を移送(圧送)することができる。つまり、このような脱水ケーキ91を高粘性物圧送部1で撹拌、混練して、移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ93を、この成型部92と接続する第1移送管94、第2移送管95、・・・(移送配管96)内に更に押し出していくことができる。このようにして、成型脱水ケーキ93を移送配管96の出口から押し出すことができ、その出口の位置まで移送することができる。
【0040】
そして、この成型脱水ケーキ93は、その移送方向と垂直な断面が略一定の形状及び大きさに成型され、しかも、第1移送管94の入口、及びこれに接続する第2移送管95、・・・(移送配管96)は、成型部92の出口から押し出されてくるこの成型脱水ケーキ93の押出し方向に垂直な断面よりも大きく拡径(拡大)されているので、図2に示すように、成型脱水ケーキ93と移送配管96(第1移送管94、第2移送管95、・・・)の内面との間に隙間99を形成することができ、これによって、成型脱水ケーキ93の移送配管96の内面に対する摩擦抵抗(圧力損失)を小さくすることができる。その結果、脱水ケーキ91等の高粘性物を移送ポンプ部8によって押し出して、移送配管96に通して移送するためのポンプ出力、つまり、移送圧力を例えば滑剤を使用する従来よりも30〜50%程度小さくすることができる。
【0041】
なお、図1及び図2では、第2移送管95(移送配管96)の内径が、成型脱水ケーキ93の外径よりも大きいことを明確にするために、それぞれを誇張して描いているが、例えば移送配管96の内径が約100mmであり、成型脱水ケーキ93の外径が約98mm程度である。従って、成型脱水ケーキ93の外周面と、移送配管96の内周面との隙間99が約1mm程度存在する。
【0042】
これによって、吐出圧力が低圧の移送ポンプ部8を使用することができ、更に、移送配管96(第1移送管94、第2移送管95、・・・)も従来よりも低圧用のものを使用できるので、この移送装置90のコストの低減、小型化、及び動力費の低減を図ることができる。そして、従来と同様の高圧移送ポンプ及び高圧用移送管を使用する場合は、成型脱水ケーキ93と移送配管96の内面との摩擦抵抗の低減量に応じた分だけ、脱水ケーキ91等の高粘性物の移送距離を延長することができる。
【0043】
つまり、従来では、移送ポンプの吐出口から吐出されて移送管内に押し出されて移送される脱水ケーキは、この脱水ケーキの外周の全周面と、移送管の内周の全周面とが互いに密着しており、互いの接触圧が大きく、移送方向の摩擦抵抗も大きいものとなっている。これに対して、この実施形態の移送装置90では、図1に示すように、移送ポンプ部8の吐出口81aから吐出される脱水ケーキは、成型部92に通して成型脱水ケーキ93を成型し、この成型脱水ケーキ93を移送配管96内に押し出して移送するようにしているので、図2に示すように、成型脱水ケーキ93の外面と、移送配管96の内面とが略線接触又は比較的小さい面積の面接触で接するようにすることができ、互いの接触圧が小さく、移送方向の摩擦抵抗も小さくすることができる。これによって、上記のような効果を奏することができる。
【0044】
そして、図1に示す成型部92から押し出される成型脱水ケーキ93の押出し方向に垂直な断面は、略円形であり、移送配管96(第1移送管94、第2移送管95、・・・)の内孔の同方向の断面を、成型脱水ケーキ93の前記断面よりも大きい略円形としてある。
【0045】
このようにすると、成型脱水ケーキ93が、移送配管96内を移動するときに、成型脱水ケーキ93がその軸心を中心にして回転することがあっても、成型脱水ケーキ93と移送配管96の内面との摩擦抵抗が増加しないようにすることができ、比較的小さい摩擦抵抗の状態で成型脱水ケーキ93を移送することができる。
【0046】
また、図1に矢印100で示す箇所からこの第1移送管94内に水や油等の滑剤を注入して、移送配管96の全体に滑剤を行き渡らせることによって、成型脱水ケーキ93の移送配管96の内面に対する滑りを良くすることができ、摩擦抵抗(圧力損失)を更に低減することができる。そして、滑剤を移送配管96内に供給するための供給圧力が低くて済むので、滑剤供給ポンプ(図示せず)のコストの低減、小型化、及び動力費の低減を図ることができる。なお、滑剤を移送配管96内に供給するための供給圧力が低くて済むのは、移送配管96が拡径されていることによって、成型脱水ケーキ93を移送するための移送圧力を低くすることができ、これによって移送配管96内の圧力も低くすることができるからである。
【0047】
次に、本発明に係る高粘性物の移送装置の第2実施形態を、図3及び図4を参照して説明する。この図3に示す第2実施形態の高粘性物の移送装置101と、図1に示す第1実施形態の高粘性物の移送装置90とが相違するところは、図1に示す第1実施形態では、移送配管96内に水や油等の滑剤を供給して、成型脱水ケーキ93の移送配管96の内面に対する摩擦抵抗(圧力損失)を低減することができるようにしたが、図3に示す第2実施形態では、水や油等の液体である滑剤102を、成型脱水ケーキ93の移送速度よりも大きくなるように移送配管96内に供給して、成型脱水ケーキ93をこの滑剤の流れに乗せて移送するようにしたところである。
【0048】
また、この第2実施形態の高粘性物の移送装置90では、滑剤供給ポンプ103、回収部104、及びレベルセンサ105を備えている。これ以外は、図1に示す第1実施形態の高粘性物の移送装置90と同等であり、同等部分を同一の図面符号で示し、それらの説明を省略する。
【0049】
この高粘性物の移送装置101は、図3に示すように、第1実施形態と同様に、汚泥ケーキを含む脱水ケーキ91等の高粘性物を、高粘性物圧送部1が備える移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ93を、成型部92と接続する移送配管96(第1移送管94、第2移送管95、・・・)に通して所定の移送方向110に移送することができる。そして、この移送配管96の終端部(出口96a)は、滑剤102の回収部104の上方に配置され、この移送配管96の終端部の出口96aから押し出された成型脱水ケーキ93は、回収部104の上部に設けられている篩部等の滑剤分離部104aの上面を滑落して貯留槽106内に送り込まれる。そして、この貯留槽106内に成型脱水ケーキ93が或る一定量貯留されると、貯留槽106から取り出されて輸送トラック107に積み込まれて例えば焼却場に搬送される。
【0050】
回収部104は、図3に示すように、液体である滑剤102を貯留することができる回収槽104bと、その上側開口部に傾斜して設けられている篩部又は簀の子等の滑剤分離部104aとを備えている。この滑剤分離部104aは、移送配管96の出口96aから成型脱水ケーキ93と共に排出される滑剤102を、成型脱水ケーキ93から分離することができるものであり、滑剤102は、この滑剤分離部104aを通って下方に配置されている回収槽104bに貯留される。そして、この回収槽104bに貯留されている滑剤102は、戻り配管108を通って滑剤供給ポンプ103の吸込み口103aに送り込まれる。
【0051】
滑剤供給ポンプ103は、この回収槽104bから送り込まれた滑剤102を供給配管109に通して第1移送管94内に供給することができるものである。
【0052】
そして、回収槽104bには、図3に示すように、レベルセンサ105が設けられ、このレベルセンサ105によって回収槽104b内に貯留されている滑剤102の液面(表面)を検出することができるようになっている。このレベルセンサ105が回収槽104b内の滑剤102が所定量以下となったことを検出したときは、別に設けられている滑剤補充装置(図示せず)から滑剤102を回収槽104b内に補充するようになっている。
【0053】
このように、回収槽104b内の滑剤102が所定量以下とならないように制御されているので、この移送装置101によって、成型脱水ケーキ93の安定した移送を確実に継続させることができる。
【0054】
そして、回収槽104b内には、脱水ケーキ91が滑剤102によって溶けて汚泥となったものも収容されるが、この汚泥を図示しない脱水機や濾過機にかけることによって、滑剤102を分離して再利用することができる。
【0055】
次に、成型脱水ケーキ93を滑剤102の流れに乗せて移送することについて説明する。この滑剤102を移送配管96内に供給するためのものが滑剤供給ポンプ103である。この滑剤供給ポンプ103は、移送配管96内での滑剤102の流速(成型脱水ケーキ93の移送方向110の流速)が、成型脱水ケーキ93の移送速度よりも大きくなるように、所定流量で滑剤102を移送配管96内に供給するように設定されている。
【0056】
このように、水等の液体である滑剤102を、成型脱水ケーキ93の移送速度よりも大きくなるように移送配管96内に供給することによって、成型脱水ケーキ93をこの滑剤102の流れに乗せて移送方向110に移送することができる。そして、このようにして成型脱水ケーキ93が滑剤102の流れに乗って移送されているときは、滑剤102が、成型脱水ケーキ93と移送配管96の内面との間に入り込み、成型脱水ケーキ93の移送配管96の内面に対する摩擦抵抗(圧力損失)を十分に低減することができる。
【0057】
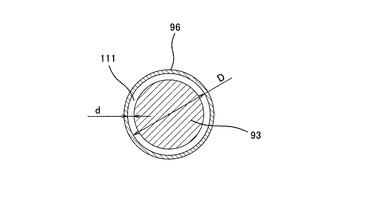
因みに、図4に示すように、移送配管96の内径Dが約250mmであり、成型脱水ケーキ93の外周面と、移送配管96の内周面との隙間111の寸法dが約1mm程度存在する。そして、例えば低圧の移送ポンプ部8を使用しても、成型脱水ケーキ93を200〜300mの長距離の移送が可能となる。
【0058】
また、図3に示すように、移送配管96内の成型脱水ケーキ93は、比較的短い長さになっているが、このように短くなるのは、成型脱水ケーキ93自体が低含水率のケーキであるので、成型部92から押し出されたときや、移送配管96の屈曲部を通るときに、折れて分断されるからである。
【0059】
更に、図3に示すように、回収部104の滑剤分離部104aは、移送配管96の出口96aから成型脱水ケーキ93と共に排出される滑剤102を、成型脱水ケーキ93から分離して回収槽104bに回収することができるので、成型脱水ケーキ93に付着したり含まれる滑剤102の量を低減することができ、成型脱水ケーキ93の輸送や搬送をし易くすることができる。そして、例えば滑剤102が水であり、成型脱水ケーキ93が焼却処理される場合は、焼却用燃料の低減を図ることができる。
【0060】
そして、図3に示すように、移送配管96の出口96aから排出される滑剤102は、回収槽104bに回収されて、滑剤供給ポンプ103に戻され、再び移送配管96内に供給されるようになっている。このように、滑剤102を循環させて使用できるので、滑剤102の費用の低減を図ることができる。また、滑剤102を廃棄しないので、廃棄処理の手間と費用を削減することができる。
【0061】
このように、滑剤102は、略クローズされた配管96、108、109内を循環させて使用しているので、成型脱水ケーキ93を移送するたびに、その都度、滑剤102を用意する必要が無いし、滑剤102を廃棄する必要も無く、自然環境にやさしく、滑剤102に使用される水や油等の資源を有効に利用することができる。
【0062】
次に、図1、図5及び図6を参照して高粘性物圧送部1を説明する。図5は高粘性物圧送部1を示す拡大縦断側面図、図6は図5に示す高粘性物圧送部1の拡大縦断正面図である。
【0063】
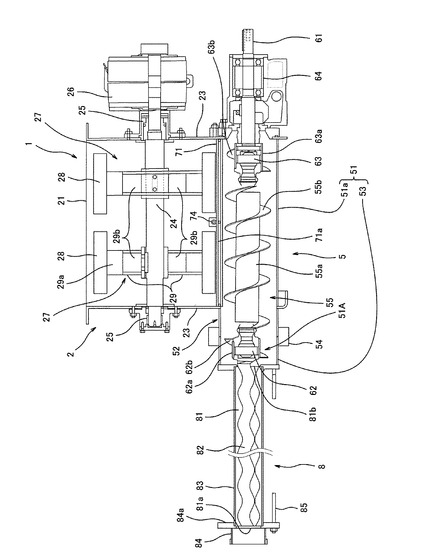
高粘性物圧送部1は、図5に示すように、フィーダ部2、スクリューポンプ部5及び移送ポンプ部8を備え、フィーダ部2の下部にスクリューポンプ部5が設けられ、このスクリューポンプ部5の前部に移送ポンプ部8が設けられている。
【0064】
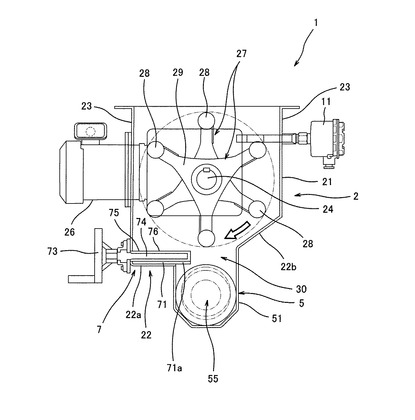
フィーダ部2は、図5及び図6に示すように、フィーダケーシング21を備えている。このフィーダケーシング21は、上端が開放した箱形であって、4つの側壁23と底部22とを有している。この4つの側壁23は、垂直方向に起立して設けられ、水平断面形状が、移送ポンプ部の吐出方向に長い長方形である。
【0065】
そして、底部22は、図6に示すように、左底壁22aと右底壁22bとを有し、それぞれが略長方形の板状体である。そして、左底壁22aは、左側壁23の下端部と結合して、中央に向かって略水平に突出して設けられ、右底壁22bは、右側壁23の下端部と結合して中央側下方に向かって傾斜するように設けられている。そして、この左底壁22aと右底壁22bとの間に、長手方向(前後方向)に長い長方形の押込み口30が形成されている。
【0066】
また、図5に示すように、フィーダケーシング21内には、回転駆動軸24を回動自在に設けてある。この回転駆動軸24は、フィーダケーシング21の長手方向(前後方向)と平行し、両方の各端部が、前後の各側壁23の中心位置を貫通し、それぞれの端部が軸受25を介して回動自在に各側壁23に支持されている。そして、回転駆動軸24の後端部には、減速機(図示せず)を介して電動モータ26の回転軸が接続している。
【0067】
更に、図5に示すように、回転駆動軸24には、例えば3枚羽根式の2組の撹拌羽根27がこの軸方向に互いに間隔を隔てて取り付けられている。そして、これら2組の撹拌羽根27は、例えば位相を60°ずらして取り付けられている。また、各組の撹拌羽根27には、その半径方向先端部(外端部)に3つの撹拌部28を設けてある。これら3つの各撹拌部28は、所定の長さに形成された円管状体(パイプ状体)であり、両方の各端部が閉塞され、これら各端部が各撹拌羽根27の長手方向の両側に突出し、更に、図6に示すように、撹拌羽根27の円周方向に沿って等間隔に設けられている。
【0068】
なお、2つの各組の撹拌羽根27に設けられている1つずつの撹拌部28の長さsを合計した長さ2s、フィーダケーシング21の長手方向の長さL、及びL/2との関係は、L>2S≧L/2である。また、撹拌部28は、円管状体としたが、これに代えて、板状体としてもよい。
【0069】
また、各撹拌部28は、図6に示すように、支持部29に形成されている3つの各延設部の先端部に設けられ、この支持部29は、回転駆動軸24に固定して設けられている。そして、2つの各撹拌羽根27に設けられている3つの各延設部は、それぞれの撹拌羽根27の円周方向に沿って120°おきの等間隔で設けられ、半径方向の外方に延びるように形成されている。更に、各延設部は、先端から基端側(回転駆動軸24側)に向かうに従って幅が拡がり、互いに隣接する基端部どうしが結合するように形成されている。
【0070】
そして、各支持部29に形成されている延設部の両辺を一定幅で直線状に形成せずに、基端に向かって円弧状に湾曲して拡がるように形成したのは、撹拌羽根27が回転して攪拌、混練するときに、脱水ケーキ91に対する抵抗を低減するためである。そして、図5に示すように、支持部29には、側面視断面が「ロ」字形状の開口29bが形成されている。この開口29bも、撹拌羽根27が回転して攪拌するときに、脱水ケーキ91に対する抵抗を低減するためである。なお、図5中の符号29aは、補強用のリブである。
【0071】
また、図6に示すように、フィーダケーシング21の上部には、このフィーダケーシング21内に突出するようにレベルセンサー11を設けてある。このレベルセンサー11の先端部は、フィーダケーシング21内の前後位置に設けられている2つの撹拌羽根27間に形成されているスペースに配置されている。これにより、フィーダケーシング21内に供給された脱水ケーキ91の収容量が適量であるか否かを検出することができる。
【0072】
スクリューポンプ部5は、図6のように、断面略六角形のポンプケーシング51を備えており、このポンプケーシング51はフィーダケーシング21の底部22に連設され、両ケーシング51、21の接合部(境界部)の内側は、押込み口30として形成されている。そして、ポンプケーシング51の前部52は、フィーダケーシング21の前側壁23から前方へ突出し、この突出した前部52に含まれる前端部53が後方の本体部分51aと分割可能に連結している。つまり、前端部53は、本体部分51aに対して、ワンタッチジョイントであるヴィクトリックジョイント(登録商標)54により分離可能に連結している。
【0073】
ポンプケーシング51内には、図5に示すように、その中心軸部に長手方向と平行してスクリューロッド55が配置されている。このスクリューロッド55は、中空の円筒状ロッド55aを有し、この円筒状ロッド55aの外周面にスクリュー55bが一体に設けられている。このスクリューロッド55は、その後端部が自在継手63を介して駆動軸61と連結し、前端部が自在継手62を介して移送ポンプ部8のロータ82と連結している。
【0074】
この駆動軸61は、ポンプケーシング51の後側面に設けられた軸受ケーシング64内に回動自在に支持され、駆動軸61の後端部には図示しない電動モータが減速機を介して設けられている。
【0075】
駆動軸61の前端部は、図5に示すように、上記した通り自在継手63を介してスクリューロッド55の後端部と連結し、この自在継手63の外周は、セフティースリーブ(スリーブ状カバー)63aによって被覆され、このセフティースリーブ63aの外周面には、スクリュー63bが一体に設けられている。また、スクリューロッド55の前端部とロータ82の後端部との間に介在する自在継手62についても、その外周は、セフティースリーブ(スリーブ状カバー)62aによって被覆され、このセフティースリーブ62aの外周面には、スクリュー62bが一体に設けられている。
【0076】
そして、図5及び図6に示すように、フィーダ部2内に設けられている2つの撹拌羽根27の各撹拌部28は、回転するときに、スクリューロッド55のスクリュー55bの外周縁とかなり接近することができるように設けられている。また、フィーダ部2内の前側に設けられている撹拌羽根27の撹拌部28と、後側に設けられている撹拌羽根27の撹拌部28は、両者でフィーダケーシング21内の空間の長手方向のほぼ全長に亘って延びるように形成されている。
【0077】
また、撹拌部28とスクリューロッド55との境界位置には、図5及び図6に示すように、プレートバルブ7を設けてある。このプレートバルブ7は、ポンプケーシング51の水平な左底壁22a上に設けられ、このプレートバルブ7を作動させると、バルブ本体71が水平な左底面22a上に沿って進退移動して、押込み口30を開閉することができる。そして、このプレートバルブ7を作動させるときは、作業者が、図6に示す手動式ハンドル73を操作してネジ杆74を正転又は逆転方向に回転させる。これによって、このネジ杆74と螺合するナット部75を備えたバルブ本体71を水平な左底面22aに沿って進退移動させることができ、これによって、押込み口30を開閉することができる。そして、ナット部75は、パイプ状カバー76内の基端部に固定され、パイプ状カバー76がバルブ本体71上に一体に固着されている。
【0078】
ここで、図6に示すように、バルブ本体71が開放された状態で、バルブ本体71の先端部71aが押込み口30内へわずかに突出し、押込み口30の一部を覆う状態となっており、更に、バルブ本体71の先端部71aが撹拌羽根27の回転方向側に配置されていることによって、フィーダ部2内で撹拌、混練される脱水ケーキ91がポンプケーシング51内に押し込まれた後に、フィーダケーシング21側へ逆戻りすることを防止することができる。また、プレートバルブ7の開閉は、上記のように、電動モータ26の下方に設けられている手動式ハンドル73を回転させて行うことができるが、プレートバルブ7はスクリューポンプ部5の点検、分解、及び組立時以外の撹拌、混練時には開放しておく。
【0079】
移送ポンプ部8は、図5に示すように、弾性体からなる雌ねじ形ステータ81内に回転可能に雄ねじ形ロータ82を嵌挿したものである。そして、このロータ82を偏心回転運動させることにより、断面円形のロータ82が、ステータ81に形成されている断面が長円形の内孔内で、軸心に対して直角方向に往復移動して脱水ケーキ91を搬送する構造となっている。そして、ステータ81の外周に金属製外筒83が装着され、ステータ81の前端の吐出口81aに対してエンドスタッド84が複数本の連結ロッド85によって取り付けられている。連結ロッド85は、移送ポンプ部8をポンプケーシング51に取り付ける役目も果たしている。
【0080】
次に、上記のように構成された高粘性物圧送部1の作用及び動作について説明する。まず、図5に示す電動モータ26を駆動させて、減速機を介して撹拌羽根27を回転させると共に、電動モータ(図示せず)を駆動させて、減速機を介してスクリューロッド55及びロータ82を回転させる。次に、フィーダケーシング21の上端開放部より脱水ケーキ91を供給する。このとき、回転駆動軸24が所定方向に回転することによって、フィーダケーシング21内の前後2組の撹拌羽根27は、位相が円周方向に60°ずれた状態で、回転駆動軸24を中心にしてその所定方向に回転して、合計6つの撹拌部28が等間隔で順次脱水ケーキ91に当接するので、脱水ケーキ91は十分に且つ均等に撹拌されて混練される。そして、ケーシング21内に供給された脱水ケーキ91は、撹拌羽根27の回転に伴って、ケーシング21の内壁面に沿うように上方から下方に向かって移動し、この脱水ケーキ91の一部は、押込み口30からポンプケーシング51内のスクリューロッド55の位置へ押し込まれる。
【0081】
そして、このようにしてスクリューポンプ部5内に押し込まれた脱水ケーキ91は、スクリューロッド55の回転により前方へ移送され、ポンプケーシング51の前端部53の圧力室51A内で圧縮される。そして、移送ポンプ部8のロータ82がステータ81に対して偏心回動運動することによって、脱水ケーキ91は吸込み口81bからステータ81内の内孔に吸い込まれ、そして、脱水ケーキ91は、ステータ81に対して偏心回動運動するロータ82のポンプ作用によって前方へ送り出されて、図1及び図3に示す移送配管96の出口96aから成型脱水ケーキ93として押し出すことができ、その移送配管96の出口96aの位置まで移送することができる。
【0082】
また、図5及び図6に示すように、2つの撹拌羽根27のそれぞれの撹拌部28及び「ロ」字形状の開口29bを有する支持部29が交互に押込み口30のすぐ上側の位置で回転していることによって、そして、フィーダケーシング21内で前後に配置された両方の撹拌部28は、フィーダケーシング21の長さの半分を超えるそれに近い寸法で形成されていることによって、また、撹拌部28が回転するときに、下方のポンプケーシング51内のスクリューロッド55のスクリュー55bの外縁部に接近していることによって、脱水ケーキ91がポンプケーシング51内でブリッジを起こすおそれがなく、超高粘性の脱水ケーキ91を強力な撹拌力で充分に撹拌して粘性を低下させることができる。
【0083】
しかも、6つの撹拌部28が順次、間欠的に脱水ケーキ91一に対して押圧するので、撹拌部28も脱水ケーキ91に対する押圧が衝撃荷重とならず、ほとんど振動が生じることがなく、脱水ケーキ91を均一に撹拌することができる。しかも、押込み口30が広く形成されていることによって、そして、撹拌部28でポンプケーシング51内に押し込まれた脱水ケーキ91が、押込み口30内へ一部が突出するプレートバルブ7によってフィーダケーシング21側へ逆戻りすることを阻止できることによって、脱水ケーキ91をポンプケーシング51内へスムーズに押し込むことができる。
【0084】
更に、フィーダケーシング21内の上部には、レベルセンサー11が設けられているので、フィーダケーシング21内の脱水ケーキ91の収容量が適正量未満となったときは、そのことを検出でき、常に適正量の脱水ケーキ91が収容されているように、脱水ケーキ91の供給装置(図示せず)を作動させて脱水ケーキ91がフィーダケーシング21内に供給されるようにすることができる。
【0085】
そして、図5に示す高粘性物圧送部1によれば、撹拌羽根27を支持してこれを回転させる回転駆動軸24の両端部を、それぞれ軸受25で支持する両端支持構造としたので、例えば含水率70%以下の高粘性脱水ケーキ91や同程度の粘性をもつ高粘性物の移送に対し、強度不足にならず、耐久性に富むようにすることができる。
【0086】
また、図5に示すように、撹拌部28の支持部29に開口29bを設けているので、撹拌羽根27が回転中に脱水ケーキ91が開口29bを通り抜けることができ、これによって、脱水ケーキ91が撹拌羽根27の回転を邪魔することを抑制することができる。従って、撹拌力が強力で搬送量が従来の装置に比べて大幅に増大し、軸トルクを最適化でき、低トルクでポンプケーシング51内への押し込み作用を十分に発揮させることができ、更に、フィーダケーシング21をコンパクトにすることができる。
【0087】
更に、図5に示すスクリューポンプ部5や移送ポンプ部8の点検や部品の交換等を行う場合には、プレートバルブ7によってフィーダケーシング21との連通口である押込み口30を遮断できるので、フィーダケーシング21内の脱水ケーキ91を掻き出す必要がない。しかも、ポンプケーシング51はボルトを2本外すだけで、前端部53を簡単に取り外すことができるので、スクリューロッド55の点検や分解、組立を短時間で容易に行うことができる。そして、連結ロッド85をエンドスタッド84のフランジ84aから取り外すことにより、移送ポンプ部8のステータ81の引き抜きや、ロータ82の交換等を短時間で容易に行うことができる。
【0088】
ただし、図1に示す第1実施形態では、第1移送管94の入口部98の内周面は、その入口側(成型部92側)から出口側(本体部97側)に向かうに従って、比較的緩やかに拡径するテーパ状に形成したが、これに代えて、比較的急激に拡径するテーパ状に形成してもよい。
【0089】
そして、図3に示す第2実施形態では、滑剤供給ポンプ103は、移送配管96内での滑剤102の流速(成型脱水ケーキ93の移送方向110の流速)が、成型脱水ケーキ93の移送速度よりも大きくなるように、所定流量で滑剤102を移送配管96内に供給するように設定したが、これに代えて、移送配管96内での滑剤102の流速が、成型脱水ケーキ93の移送速度よりも小さく、成型脱水ケーキ93が移送配管96内の滑剤102に浸かる程度の所定流量で、滑剤102を移送配管96内に供給するように設定してもよい。
【0090】
また、図1及び図2に示す上記第1及び第2実施形態において使用される滑剤102が、例えば水である場合は、この図1及び図2に示す高粘性物圧送部1に供給される脱水ケーキ91が、脱水によって形成されるときに得られた水を滑剤102として使用することができる。つまり、この脱水ケーキ91は、汚泥等を脱水機(図示せず)にかけて脱水して得られるものであり、この脱水によって水を得ることができる。このように、汚泥等に含まれる水を滑剤102として使用することによって、水資源を有効に利用することができ、自然環境を保護することができる。
【産業上の利用可能性】
【0091】
以上のように、本発明に係る高粘性物の移送装置は、移送ポンプ部から押し出される脱水ケーキ等の高粘性物を成型部に通して、この成型部の内孔の断面よりも大きい断面の移送管内に押し出すことによって、この成型によって得られた成型高粘性物を、比較的小さい移送圧力で移送することができる優れた効果を有し、このような高粘性物の移送装置に適用するのに適している。
【符号の説明】
【0092】
1 高粘性物圧送部
2 フィーダ部
5 スクリューポンプ部
7 プレートバルブ
8 移送ポンプ部
11、105 レベルセンサ
21 フィーダケーシング
22 底部
22a 左底壁
22b 右底壁
23 側壁
24 回転駆動軸
25 軸受
26 電動モータ
27 撹拌羽根
28 撹拌部
29 支持部
29a リブ
29b 開口
30 押込み口
51 ポンプケーシング
51A 圧力室
52 前部
53 前端部
54 ワンタッチジョイント
55 スクリューロッド
55a ロッド
55b スクリュー
61 駆動軸
62、63 自在継手
62a、63a セフティースリーブ
62b、63b スクリュー
64 軸受ケーシング
71 バルブ本体
71a 先端部
73 手動式ハンドル
74 ねじ杆
75 ナット部
81 ステータ
81a 吐出口
81b 吸込み口
82 ロータ
83 外筒
84 エンドスタッド
85 連結ロッド
90、101 高粘性物の移送装置
91 脱水ケーキ
92 成型部
93 成型脱水ケーキ
94 第1移送管
95 第2移送管
96 移送配管
96a 出口
97 第1移送管の本体部
98 第1移送管の入口部
99、111 隙間
100 矢印
102 滑剤
103 滑剤供給ポンプ
103a 吸込み口
104 回収部
104a 滑剤分離部
104b 回収槽
106 貯留槽
107 輸送トラック
108 戻り配管
109 供給配管
110 移送方向
【技術分野】
【0001】
本発明は、例えば汚泥ケーキを含む脱水ケーキ等の高粘性物を移送管によって移送する際に、移送管の内面と高粘性物との間の摩擦抵抗を低減するようにした高粘性物の移送装置に関する。
【背景技術】
【0002】
例えば汚泥ケーキを含む脱水ケーキ等の高粘性物を移送管によって移送することは、従来から行なわれている。この移送方式は、シンプルでトラブルが少ないことや、移送量に比べて移送路として必要な面積が少なくて済む等の利点を有している。
【0003】
しかし、移送物である脱水ケーキ等の高粘性物は、流動性が少なく、移送管の内面との摩擦抵抗が非常に大きいため、長距離を移送するときは圧力損失が大きくなり、そのために、高圧の移送ポンプや高圧用移送管が必要となる。これによって、高圧移送ポンプ及び高圧用移送管の費用が嵩み、大型となり、動力費も嵩む。
【0004】
そこで、移送管の内周面と、高粘性物との間に水等の滑剤を注入し、高粘性物(移送物質)と移送管内面との間の摩擦抵抗を小さくして移送するようにしているものがある(例えば、特許文献1参照。)。
【0005】
また、図には示さないが、従来の更に他の例として、脱水ケーキを搬送するための配管の途中に突起体を有する絞り管を設けたものがある(例えば、特許文献2参照。)。この突起体は、入口側から出口側に向けて次第に縮径する漸縮部と、これに続いて段状に拡径される拡大部とを備えている。
【0006】
この絞り管によると、搬送中の脱水ケーキを一旦絞り込んだ後開放し、この絞込みによって外径を小さくした脱水ケーキを以降の配管に通して搬送しようとするものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平01−105100号公報
【特許文献2】特開平10−246399号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記前者の従来技術のように、移送管の内周面と、高粘性物(移送物質)との間に水等の滑剤を注入し、高粘性物と移送管内面との間の摩擦抵抗を小さくして移送するようにしても、或る一定の限界があり、摩擦抵抗を更に低減することによって、移送ポンプ及び移送管の費用の低減、小型化、動力費の低減が望まれている。また、移送距離を更に延長できるようにすることも望まれている。
【0009】
そして、上記後者の従来技術では、絞り管の前後に接続されている配管の内径が同一であるので、絞り管を通って押し出されていく脱水ケーキが絞り管を出たときに、その脱水ケーキの外径が絞り管の出口側の配管の内径にまで膨張することがあると、脱水ケーキの外面と、配管の内面との摩擦抵抗を小さくすることができず、大きな圧力損失が生じることとなる。
【0010】
本発明は、上記のような課題を解決するためになされたものであり、移送ポンプ部から押し出される脱水ケーキ等の高粘性物を成型部に通して、この成型部の内孔の断面よりも大きい断面の移送管内に押し出すことによって、この成型によって得られた成型高粘性物を、比較的小さい移送圧力で移送することができる高粘性物の移送装置を提供することを目的としている。
【課題を解決するための手段】
【0011】
第1の発明に係る高粘性物の移送装置は、脱水ケーキ等の高粘性物を移送ポンプ部で押し出して成型部に通し、この成型部から押し出されて成型されていく成型高粘性物を、前記成型部と接続する移送管に通して所定の移送方向に移送することができる高粘性物の移送装置において、前記移送管の入口は、前記成型部の出口から押し出されてくる成型高粘性物の押出し方向に垂直な断面よりも大きくなるように、前記成型部の出口よりも拡大していることを特徴とするものである。
【0012】
第1の発明に係る高粘性物の移送装置は、例えば高粘度の脱水ケーキの混練物(高粘性物)を移送することができるものであり、このような高粘性物を移送ポンプ部で押し出して成型部に通し、この成型部から押し出されて成型されていく成型高粘性物を、この成型部と接続する移送管内に更に押し出していくことができる。そして、この成型高粘性物は、その移送方向と垂直な断面が略一定の形状及び大きさに成型され、しかも、移送管の入口は、成型部の出口から押し出されてくるこの成型高粘性物の押出し方向に垂直な断面よりも大きく形成されているので、成型高粘性物と移送管内面との間に隙間を形成することができ、これによって、成型高粘性物の移送管内面に対する摩擦抵抗(圧力損失)を小さくすることができる。その結果、脱水ケーキ等の高粘性物を移送ポンプ部によって押し出して、移送管内に通して移送するためのポンプ出力、つまり、移送圧力を小さくすることができる。また、従来と同じポンプ出力(移送圧力)によって、従来よりも移送距離を延長することができる。
【0013】
第2の発明に係る高粘性物の移送装置は、第1の発明において、前記成型部から押し出される成型高粘性物の押出し方向に垂直な断面が略円形であり、前記移送管の内孔の同方向の断面が、成型高粘性物の前記断面よりも大きい略円形であることを特徴とするものである。
【0014】
このようにすると、成型高粘性物が移送管内を移動するときに、成型高粘性物がその軸心を中心にして回転することがあっても、成型高粘性物と移送管内面との摩擦抵抗が増加しないようにすることができ、比較的小さい摩擦抵抗の状態で成型高粘性物を移送することができる。
【0015】
第3の発明に係る高粘性物の移送装置は、第1又は第2の発明において、前記移送管内に滑剤を供給することを特徴とするものである。
【0016】
このように、移送管内に滑剤を供給することによって、成型高粘性物の移送管内面に対する滑りを良くすることができ、摩擦抵抗(圧力損失)を更に低減することができる。そして、滑剤を移送管内に供給するための供給圧力が低くて済むので、滑剤供給ポンプのコストの低減、小型化、及び動力費の低減を図ることができる。なお、滑剤を移送管内に供給するための供給圧力が低くて済むのは、移送管が拡径されていることによって、成型高粘性物を移送するための移送圧力を低くすることができ、これによって移送管内の圧力も低くすることができるからである。
【0017】
第4の発明に係る高粘性物の移送装置は、第3の発明において、前記滑剤が液体であって、前記移送管内での前記滑剤の前記移送方向の流速が、成型高粘性物の移送速度よりも大きくなるように、前記滑剤を前記移送管内に供給することを特徴とするものである。
【0018】
このように、液体である滑剤を、成型高粘性物の移送速度よりも大きくなるように移送管内に供給することによって、成型高粘性物をこの滑剤の流れに乗せて移送することができる。このようにして成型高粘性物が滑剤の流れに乗って移送されているときは、滑剤が、成型高粘性物と移送管の内面との間に入り込み、成型高粘性物の移送管の内面に対する摩擦抵抗(圧力損失)を更に低減することができる。
【0019】
第5の発明に係る高粘性物の移送装置は、第3又は第4の発明において、前記移送管の出口から成型高粘性物と共に排出される前記滑剤を、成型高粘性物から分離して回収することができる回収部を備えることを特徴とするものである。
【0020】
このようにすると、移送管の出口から排出される滑剤を、成型高粘性物から分離して回収部で回収することができる。これによって、成型高粘性物に付着したり含まれる滑剤の量を低減することができ、成型高粘性物の輸送や搬送をし易くすることができる。そして、例えば滑剤が水であり、成型高粘性物が焼却処理される場合は、焼却用燃料の低減を図ることができる。
【0021】
第6の発明に係る高粘性物の移送装置は、第5の発明において、前記滑剤は、滑剤供給ポンプで前記移送管内に供給され、前記回収部に回収された前記滑剤を、前記滑剤供給ポンプに戻して再び前記移送管内に供給することを特徴とするものである。
【0022】
このようにすると、滑剤は、滑剤供給ポンプによって移送管内に供給され、この移送管内を通ってその出口から排出される。そして、滑剤は、回収部に回収されて、滑剤供給ポンプに戻され、再び移送管内に供給される。このように、滑剤を循環させて使用できるので、滑剤の費用の低減を図ることができる。また、滑剤を廃棄しないので、廃棄処理の手間と費用を削減することができる。
【0023】
第7の発明に係る高粘性物の移送装置は、第6の発明において、前記回収部に、この回収部内に収容されている前記滑剤の表面を検出するためのレベルセンサが設けられていることを特徴とするものである。
【0024】
このようにすると、レベルセンサによって回収部内に収容されている滑剤の表面を検出することができる。これによって、回収部内の滑剤が所定量以下となったことを検出して、そのときに滑剤を回収部内に補充するように設計することができる。そして、このようにしたときは、この高粘性物の移送装置によって、成型高粘性物の安定した移送を確実に継続させることができる。
【0025】
第8の発明に係る高粘性物の移送装置は、第1乃至7のいずれかの発明において、フィーダケーシング内に投入された高粘性物を、撹拌羽根によって撹拌しながら下部のポンプケーシング内に押し込み、このポンプケーシング内のスクリューロッドにより前方の前記移送ポンプ部の吸込み口内へ移送しながら押し込み、前記移送ポンプ部により前記成型部に押し出す高粘性物圧送部を備え、前記移送ポンプ部が一軸偏心ねじポンプであり、前記フィーダケーシング内に回転駆動軸を配置してその両端部を軸受により回動可能に支持し、前記回転駆動軸に2組以上の撹拌羽根を、前記回転駆動軸の軸方向に間隔をあけ且つ位相をずらせて取り付けると共に、各組の前記撹拌羽根の半径方向先端部に前記回転駆動軸の軸方向の両側に突出する複数の撹拌部を、円周方向に等間隔に設け、前記各撹拌部と前記回転駆動軸とを、開口を有する支持部で連結する構成としたことを特徴とするものである。
【0026】
このように構成された高粘性物圧送部によれば、撹拌羽根を支持してこれを回転させる回転駆動軸の両端部を、それぞれ軸受で支持する両端支持構造としたので、例えば含水率70%以下の高粘性脱水ケーキや同程度の粘性をもつ高粘性物の移送に対し、強度不足にならず、耐久性に富むようにすることができる。また、複数の撹拌部を備えた撹拌羽根は、間欠的に高粘性物に当接してこれを均一に撹拌するので、高粘性物の粘度が低減し、高粘性物による抵抗荷重がほぼ均等に作用し、いわゆる衝撃荷重として作用することを防止できる。更に、撹拌羽根先端の撹拌部とスクリューロッドとが互いに接近する構成とすることができるので、高粘性物のブリッジが起こり難くすることができる。そして、撹拌部の支持部に開口を設けているので、撹拌羽根が回転中に高粘性物が開口を通り抜けることができ、これによって、高粘性物が撹拌羽根の回転を邪魔することを抑制することができる。従って、撹拌力が強力で搬送量が従来の装置に比べて大幅に増大し、軸トルクを最適化でき、低トルクでポンプケーシング内への押し込み作用を十分に発揮させることができ、更に、フィーダケーシングをコンパクトにすることができる。
【発明の効果】
【0027】
本発明に係る高粘性物の移送装置によると、成型高粘性物の移送管内面に対する摩擦抵抗(圧力損失)を小さくして、移送ポンプ部に必要とされる移送圧力を小さくすることができる構成としたので、吐出圧力が低圧の移送ポンプ部を使用することができ、更に、移送管も従来よりも低圧用のものを使用できる。これによって、この移送装置のコストの低減、小型化、及び動力費の低減を図ることができる。そして、従来と同様の高圧移送ポンプ部及び高圧用移送管を使用する場合は、成型高粘性物と移送管内面との摩擦抵抗の低減量に応じた分だけ、高粘性物の移送距離を延長することができる。
【図面の簡単な説明】
【0028】
【図1】この発明の第1実施形態に係る高粘性物の移送装置を示す縦断側面図である。
【図2】同第1実施形態に係る高粘性物の移送装置の移送管及び成型高粘性物を示すA−A端面図である。
【図3】同発明の第2実施形態の高粘性物の移送装置を示す部分断面図である。
【図4】同第2実施形態に係る高粘性物の移送装置の移送管及び成型高粘性物を示すB−B端面図である。
【図5】同第1及び第2実施形態に係る高粘性物の移送装置が備える高粘性物圧送部を示す拡大縦断側面図である。
【図6】同第1及び第2実施形態に係る高粘性物の移送装置が備える高粘性物圧送部を示す拡大縦断正面図である。
【発明を実施するための形態】
【0029】
以下、本発明に係る高粘性物の移送装置(以下、単に「移送装置」と言うこともある。)の第1実施形態を、図1及び図2を参照して説明する。この高粘性物の移送装置90は、図1に示すように、例えば汚泥ケーキを含む脱水ケーキ91等の高粘性物を、高粘性物圧送部1が備える移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ(成型高粘性物)93を、成型部92と接続する第1移送管94、第2移送管95、・・・(移送配管96)に通して所定の移送方向及び移送場所に移送することができるものである。
【0030】
高粘性物圧送部1は、後で詳細に説明するが、図1に示すように、フィーダ部2、スクリューポンプ部5、及び移送ポンプ部8を備えている。この高粘性物圧送部1は、例えば汚泥を脱水したケーキ(脱水ケーキ91)を撹拌、混練して、この混練物である脱水ケーキ91を移送ポンプ部8によって成型部92及び移送配管96内に押し出すことができるものである。
【0031】
移送ポンプ部8は、図1に示すように、一軸偏心ねじポンプであり、弾性体からなる雌ねじ形ステータ81と、雄ねじ形ロータ82とを備えている。このロータ82は、ステータ81の断面が長円形の内孔内に嵌挿して偏心回動運動をすることによって、脱水ケーキ91を先端部の吐出口81aから吐出することができる。この吐出口81aは、エンドスタッド84によって形成され、このエンドスタッド84には、複数本の連結ロッド85が締結されている。この連結ロッド85によって、移送ポンプ部8をポンプケーシング51に連結している。
【0032】
そして、図1に示すように、このエンドスタッド84に成型部92が接続され、この成型部92の先端部に第1移送管94が成型部92と一体に形成されている。そして、この第1移送管94の先端部に第2移送管95、・・・が順次接続されている。そして、これらエンドスタッド84、成型部92、第1移送管94、第2移送管95、・・・は、それぞれ断面が円形の直線状の管状体であり、それぞれ同軸上に配置されている。ただし、成型部92に接続する第1移送管94、第2移送管95、・・・を移送配管96と言う。この移送配管96は、屈曲していてもよい。
【0033】
また、成型部92は、図1に示すように、エンドスタッド84と同一の内径であり、所定の長さに形成されている。この成型部92の長さは、移送ポンプ部8の吐出口81aから吐出される脱水ケーキ91が、この成型部92を通ることによって成型されて円柱形状の成型脱水ケーキ93となり、この円柱形状の成型脱水ケーキ93が後段の第1移送管94内に押し出されたときに、この第1移送管94の本体部97の内径よりも小さい直径の状態を維持できるようにすることができる寸法としてある。
【0034】
つまり、第1移送管94の入口部98の内径は、成型部92の出口から押し出されてくる成型脱水ケーキ93の押出し方向に対して垂直な断面(略円形断面)よりも大きくなるように、成型部92の出口よりも拡径されている。
【0035】
また、図1に示す高粘性物圧送部1は、脱水ケーキ91に含まれる空気を十分に脱水ケーキ91から除去するように、この脱水ケーキ91を撹拌、混練することができるものである。そして、このように、空気が十分に除去された脱水ケーキ91は、成型部92を通って第1移送管94内に押し出されたときに、成型脱水ケーキ93が内部に残存することがある空気の反発力によって膨張したとしても、その膨張率が十分に小さくなるように撹拌、混練されている。
【0036】
例えば脱水ケーキ91(汚泥ケーキ)の含水率は、70%前後であり、成型部92の内径が約100mmであるときに、成型部92から押し出される成型脱水ケーキ93の直径が、成型部92の内径と略同一の寸法を維持していることが実験で確認されている。
【0037】
第1移送管94は、図1に示すように、入口部98と本体部97とを備えている。入口部98は、この第1移送管94の入口を形成するものであり、入口部98の内周面は、その入口側(成型部92側)から出口側(本体部97側)に向かうに従って、比較的緩やかに拡径するテーパ状に形成されている。そして、入口部98の入口側(成型部92側)の内径は、成型部92の出口の内径と同一であり、入口部98の出口側(本体部97側)の内径は、本体部97の入口の内径と同一である。
【0038】
第2移送管95及びこれに接続する第3移送管等は、第1移送管94の本体部97の内径と同一の内径を有する管状体である。
【0039】
上記のように構成された高粘性物の移送装置90は、図1に示すように、高粘度の脱水ケーキ91の混練物(高粘性物)を移送(圧送)することができる。つまり、このような脱水ケーキ91を高粘性物圧送部1で撹拌、混練して、移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ93を、この成型部92と接続する第1移送管94、第2移送管95、・・・(移送配管96)内に更に押し出していくことができる。このようにして、成型脱水ケーキ93を移送配管96の出口から押し出すことができ、その出口の位置まで移送することができる。
【0040】
そして、この成型脱水ケーキ93は、その移送方向と垂直な断面が略一定の形状及び大きさに成型され、しかも、第1移送管94の入口、及びこれに接続する第2移送管95、・・・(移送配管96)は、成型部92の出口から押し出されてくるこの成型脱水ケーキ93の押出し方向に垂直な断面よりも大きく拡径(拡大)されているので、図2に示すように、成型脱水ケーキ93と移送配管96(第1移送管94、第2移送管95、・・・)の内面との間に隙間99を形成することができ、これによって、成型脱水ケーキ93の移送配管96の内面に対する摩擦抵抗(圧力損失)を小さくすることができる。その結果、脱水ケーキ91等の高粘性物を移送ポンプ部8によって押し出して、移送配管96に通して移送するためのポンプ出力、つまり、移送圧力を例えば滑剤を使用する従来よりも30〜50%程度小さくすることができる。
【0041】
なお、図1及び図2では、第2移送管95(移送配管96)の内径が、成型脱水ケーキ93の外径よりも大きいことを明確にするために、それぞれを誇張して描いているが、例えば移送配管96の内径が約100mmであり、成型脱水ケーキ93の外径が約98mm程度である。従って、成型脱水ケーキ93の外周面と、移送配管96の内周面との隙間99が約1mm程度存在する。
【0042】
これによって、吐出圧力が低圧の移送ポンプ部8を使用することができ、更に、移送配管96(第1移送管94、第2移送管95、・・・)も従来よりも低圧用のものを使用できるので、この移送装置90のコストの低減、小型化、及び動力費の低減を図ることができる。そして、従来と同様の高圧移送ポンプ及び高圧用移送管を使用する場合は、成型脱水ケーキ93と移送配管96の内面との摩擦抵抗の低減量に応じた分だけ、脱水ケーキ91等の高粘性物の移送距離を延長することができる。
【0043】
つまり、従来では、移送ポンプの吐出口から吐出されて移送管内に押し出されて移送される脱水ケーキは、この脱水ケーキの外周の全周面と、移送管の内周の全周面とが互いに密着しており、互いの接触圧が大きく、移送方向の摩擦抵抗も大きいものとなっている。これに対して、この実施形態の移送装置90では、図1に示すように、移送ポンプ部8の吐出口81aから吐出される脱水ケーキは、成型部92に通して成型脱水ケーキ93を成型し、この成型脱水ケーキ93を移送配管96内に押し出して移送するようにしているので、図2に示すように、成型脱水ケーキ93の外面と、移送配管96の内面とが略線接触又は比較的小さい面積の面接触で接するようにすることができ、互いの接触圧が小さく、移送方向の摩擦抵抗も小さくすることができる。これによって、上記のような効果を奏することができる。
【0044】
そして、図1に示す成型部92から押し出される成型脱水ケーキ93の押出し方向に垂直な断面は、略円形であり、移送配管96(第1移送管94、第2移送管95、・・・)の内孔の同方向の断面を、成型脱水ケーキ93の前記断面よりも大きい略円形としてある。
【0045】
このようにすると、成型脱水ケーキ93が、移送配管96内を移動するときに、成型脱水ケーキ93がその軸心を中心にして回転することがあっても、成型脱水ケーキ93と移送配管96の内面との摩擦抵抗が増加しないようにすることができ、比較的小さい摩擦抵抗の状態で成型脱水ケーキ93を移送することができる。
【0046】
また、図1に矢印100で示す箇所からこの第1移送管94内に水や油等の滑剤を注入して、移送配管96の全体に滑剤を行き渡らせることによって、成型脱水ケーキ93の移送配管96の内面に対する滑りを良くすることができ、摩擦抵抗(圧力損失)を更に低減することができる。そして、滑剤を移送配管96内に供給するための供給圧力が低くて済むので、滑剤供給ポンプ(図示せず)のコストの低減、小型化、及び動力費の低減を図ることができる。なお、滑剤を移送配管96内に供給するための供給圧力が低くて済むのは、移送配管96が拡径されていることによって、成型脱水ケーキ93を移送するための移送圧力を低くすることができ、これによって移送配管96内の圧力も低くすることができるからである。
【0047】
次に、本発明に係る高粘性物の移送装置の第2実施形態を、図3及び図4を参照して説明する。この図3に示す第2実施形態の高粘性物の移送装置101と、図1に示す第1実施形態の高粘性物の移送装置90とが相違するところは、図1に示す第1実施形態では、移送配管96内に水や油等の滑剤を供給して、成型脱水ケーキ93の移送配管96の内面に対する摩擦抵抗(圧力損失)を低減することができるようにしたが、図3に示す第2実施形態では、水や油等の液体である滑剤102を、成型脱水ケーキ93の移送速度よりも大きくなるように移送配管96内に供給して、成型脱水ケーキ93をこの滑剤の流れに乗せて移送するようにしたところである。
【0048】
また、この第2実施形態の高粘性物の移送装置90では、滑剤供給ポンプ103、回収部104、及びレベルセンサ105を備えている。これ以外は、図1に示す第1実施形態の高粘性物の移送装置90と同等であり、同等部分を同一の図面符号で示し、それらの説明を省略する。
【0049】
この高粘性物の移送装置101は、図3に示すように、第1実施形態と同様に、汚泥ケーキを含む脱水ケーキ91等の高粘性物を、高粘性物圧送部1が備える移送ポンプ部8で押し出して成型部92に通し、この成型部92から押し出されて成型されていく成型脱水ケーキ93を、成型部92と接続する移送配管96(第1移送管94、第2移送管95、・・・)に通して所定の移送方向110に移送することができる。そして、この移送配管96の終端部(出口96a)は、滑剤102の回収部104の上方に配置され、この移送配管96の終端部の出口96aから押し出された成型脱水ケーキ93は、回収部104の上部に設けられている篩部等の滑剤分離部104aの上面を滑落して貯留槽106内に送り込まれる。そして、この貯留槽106内に成型脱水ケーキ93が或る一定量貯留されると、貯留槽106から取り出されて輸送トラック107に積み込まれて例えば焼却場に搬送される。
【0050】
回収部104は、図3に示すように、液体である滑剤102を貯留することができる回収槽104bと、その上側開口部に傾斜して設けられている篩部又は簀の子等の滑剤分離部104aとを備えている。この滑剤分離部104aは、移送配管96の出口96aから成型脱水ケーキ93と共に排出される滑剤102を、成型脱水ケーキ93から分離することができるものであり、滑剤102は、この滑剤分離部104aを通って下方に配置されている回収槽104bに貯留される。そして、この回収槽104bに貯留されている滑剤102は、戻り配管108を通って滑剤供給ポンプ103の吸込み口103aに送り込まれる。
【0051】
滑剤供給ポンプ103は、この回収槽104bから送り込まれた滑剤102を供給配管109に通して第1移送管94内に供給することができるものである。
【0052】
そして、回収槽104bには、図3に示すように、レベルセンサ105が設けられ、このレベルセンサ105によって回収槽104b内に貯留されている滑剤102の液面(表面)を検出することができるようになっている。このレベルセンサ105が回収槽104b内の滑剤102が所定量以下となったことを検出したときは、別に設けられている滑剤補充装置(図示せず)から滑剤102を回収槽104b内に補充するようになっている。
【0053】
このように、回収槽104b内の滑剤102が所定量以下とならないように制御されているので、この移送装置101によって、成型脱水ケーキ93の安定した移送を確実に継続させることができる。
【0054】
そして、回収槽104b内には、脱水ケーキ91が滑剤102によって溶けて汚泥となったものも収容されるが、この汚泥を図示しない脱水機や濾過機にかけることによって、滑剤102を分離して再利用することができる。
【0055】
次に、成型脱水ケーキ93を滑剤102の流れに乗せて移送することについて説明する。この滑剤102を移送配管96内に供給するためのものが滑剤供給ポンプ103である。この滑剤供給ポンプ103は、移送配管96内での滑剤102の流速(成型脱水ケーキ93の移送方向110の流速)が、成型脱水ケーキ93の移送速度よりも大きくなるように、所定流量で滑剤102を移送配管96内に供給するように設定されている。
【0056】
このように、水等の液体である滑剤102を、成型脱水ケーキ93の移送速度よりも大きくなるように移送配管96内に供給することによって、成型脱水ケーキ93をこの滑剤102の流れに乗せて移送方向110に移送することができる。そして、このようにして成型脱水ケーキ93が滑剤102の流れに乗って移送されているときは、滑剤102が、成型脱水ケーキ93と移送配管96の内面との間に入り込み、成型脱水ケーキ93の移送配管96の内面に対する摩擦抵抗(圧力損失)を十分に低減することができる。
【0057】
因みに、図4に示すように、移送配管96の内径Dが約250mmであり、成型脱水ケーキ93の外周面と、移送配管96の内周面との隙間111の寸法dが約1mm程度存在する。そして、例えば低圧の移送ポンプ部8を使用しても、成型脱水ケーキ93を200〜300mの長距離の移送が可能となる。
【0058】
また、図3に示すように、移送配管96内の成型脱水ケーキ93は、比較的短い長さになっているが、このように短くなるのは、成型脱水ケーキ93自体が低含水率のケーキであるので、成型部92から押し出されたときや、移送配管96の屈曲部を通るときに、折れて分断されるからである。
【0059】
更に、図3に示すように、回収部104の滑剤分離部104aは、移送配管96の出口96aから成型脱水ケーキ93と共に排出される滑剤102を、成型脱水ケーキ93から分離して回収槽104bに回収することができるので、成型脱水ケーキ93に付着したり含まれる滑剤102の量を低減することができ、成型脱水ケーキ93の輸送や搬送をし易くすることができる。そして、例えば滑剤102が水であり、成型脱水ケーキ93が焼却処理される場合は、焼却用燃料の低減を図ることができる。
【0060】
そして、図3に示すように、移送配管96の出口96aから排出される滑剤102は、回収槽104bに回収されて、滑剤供給ポンプ103に戻され、再び移送配管96内に供給されるようになっている。このように、滑剤102を循環させて使用できるので、滑剤102の費用の低減を図ることができる。また、滑剤102を廃棄しないので、廃棄処理の手間と費用を削減することができる。
【0061】
このように、滑剤102は、略クローズされた配管96、108、109内を循環させて使用しているので、成型脱水ケーキ93を移送するたびに、その都度、滑剤102を用意する必要が無いし、滑剤102を廃棄する必要も無く、自然環境にやさしく、滑剤102に使用される水や油等の資源を有効に利用することができる。
【0062】
次に、図1、図5及び図6を参照して高粘性物圧送部1を説明する。図5は高粘性物圧送部1を示す拡大縦断側面図、図6は図5に示す高粘性物圧送部1の拡大縦断正面図である。
【0063】
高粘性物圧送部1は、図5に示すように、フィーダ部2、スクリューポンプ部5及び移送ポンプ部8を備え、フィーダ部2の下部にスクリューポンプ部5が設けられ、このスクリューポンプ部5の前部に移送ポンプ部8が設けられている。
【0064】
フィーダ部2は、図5及び図6に示すように、フィーダケーシング21を備えている。このフィーダケーシング21は、上端が開放した箱形であって、4つの側壁23と底部22とを有している。この4つの側壁23は、垂直方向に起立して設けられ、水平断面形状が、移送ポンプ部の吐出方向に長い長方形である。
【0065】
そして、底部22は、図6に示すように、左底壁22aと右底壁22bとを有し、それぞれが略長方形の板状体である。そして、左底壁22aは、左側壁23の下端部と結合して、中央に向かって略水平に突出して設けられ、右底壁22bは、右側壁23の下端部と結合して中央側下方に向かって傾斜するように設けられている。そして、この左底壁22aと右底壁22bとの間に、長手方向(前後方向)に長い長方形の押込み口30が形成されている。
【0066】
また、図5に示すように、フィーダケーシング21内には、回転駆動軸24を回動自在に設けてある。この回転駆動軸24は、フィーダケーシング21の長手方向(前後方向)と平行し、両方の各端部が、前後の各側壁23の中心位置を貫通し、それぞれの端部が軸受25を介して回動自在に各側壁23に支持されている。そして、回転駆動軸24の後端部には、減速機(図示せず)を介して電動モータ26の回転軸が接続している。
【0067】
更に、図5に示すように、回転駆動軸24には、例えば3枚羽根式の2組の撹拌羽根27がこの軸方向に互いに間隔を隔てて取り付けられている。そして、これら2組の撹拌羽根27は、例えば位相を60°ずらして取り付けられている。また、各組の撹拌羽根27には、その半径方向先端部(外端部)に3つの撹拌部28を設けてある。これら3つの各撹拌部28は、所定の長さに形成された円管状体(パイプ状体)であり、両方の各端部が閉塞され、これら各端部が各撹拌羽根27の長手方向の両側に突出し、更に、図6に示すように、撹拌羽根27の円周方向に沿って等間隔に設けられている。
【0068】
なお、2つの各組の撹拌羽根27に設けられている1つずつの撹拌部28の長さsを合計した長さ2s、フィーダケーシング21の長手方向の長さL、及びL/2との関係は、L>2S≧L/2である。また、撹拌部28は、円管状体としたが、これに代えて、板状体としてもよい。
【0069】
また、各撹拌部28は、図6に示すように、支持部29に形成されている3つの各延設部の先端部に設けられ、この支持部29は、回転駆動軸24に固定して設けられている。そして、2つの各撹拌羽根27に設けられている3つの各延設部は、それぞれの撹拌羽根27の円周方向に沿って120°おきの等間隔で設けられ、半径方向の外方に延びるように形成されている。更に、各延設部は、先端から基端側(回転駆動軸24側)に向かうに従って幅が拡がり、互いに隣接する基端部どうしが結合するように形成されている。
【0070】
そして、各支持部29に形成されている延設部の両辺を一定幅で直線状に形成せずに、基端に向かって円弧状に湾曲して拡がるように形成したのは、撹拌羽根27が回転して攪拌、混練するときに、脱水ケーキ91に対する抵抗を低減するためである。そして、図5に示すように、支持部29には、側面視断面が「ロ」字形状の開口29bが形成されている。この開口29bも、撹拌羽根27が回転して攪拌するときに、脱水ケーキ91に対する抵抗を低減するためである。なお、図5中の符号29aは、補強用のリブである。
【0071】
また、図6に示すように、フィーダケーシング21の上部には、このフィーダケーシング21内に突出するようにレベルセンサー11を設けてある。このレベルセンサー11の先端部は、フィーダケーシング21内の前後位置に設けられている2つの撹拌羽根27間に形成されているスペースに配置されている。これにより、フィーダケーシング21内に供給された脱水ケーキ91の収容量が適量であるか否かを検出することができる。
【0072】
スクリューポンプ部5は、図6のように、断面略六角形のポンプケーシング51を備えており、このポンプケーシング51はフィーダケーシング21の底部22に連設され、両ケーシング51、21の接合部(境界部)の内側は、押込み口30として形成されている。そして、ポンプケーシング51の前部52は、フィーダケーシング21の前側壁23から前方へ突出し、この突出した前部52に含まれる前端部53が後方の本体部分51aと分割可能に連結している。つまり、前端部53は、本体部分51aに対して、ワンタッチジョイントであるヴィクトリックジョイント(登録商標)54により分離可能に連結している。
【0073】
ポンプケーシング51内には、図5に示すように、その中心軸部に長手方向と平行してスクリューロッド55が配置されている。このスクリューロッド55は、中空の円筒状ロッド55aを有し、この円筒状ロッド55aの外周面にスクリュー55bが一体に設けられている。このスクリューロッド55は、その後端部が自在継手63を介して駆動軸61と連結し、前端部が自在継手62を介して移送ポンプ部8のロータ82と連結している。
【0074】
この駆動軸61は、ポンプケーシング51の後側面に設けられた軸受ケーシング64内に回動自在に支持され、駆動軸61の後端部には図示しない電動モータが減速機を介して設けられている。
【0075】
駆動軸61の前端部は、図5に示すように、上記した通り自在継手63を介してスクリューロッド55の後端部と連結し、この自在継手63の外周は、セフティースリーブ(スリーブ状カバー)63aによって被覆され、このセフティースリーブ63aの外周面には、スクリュー63bが一体に設けられている。また、スクリューロッド55の前端部とロータ82の後端部との間に介在する自在継手62についても、その外周は、セフティースリーブ(スリーブ状カバー)62aによって被覆され、このセフティースリーブ62aの外周面には、スクリュー62bが一体に設けられている。
【0076】
そして、図5及び図6に示すように、フィーダ部2内に設けられている2つの撹拌羽根27の各撹拌部28は、回転するときに、スクリューロッド55のスクリュー55bの外周縁とかなり接近することができるように設けられている。また、フィーダ部2内の前側に設けられている撹拌羽根27の撹拌部28と、後側に設けられている撹拌羽根27の撹拌部28は、両者でフィーダケーシング21内の空間の長手方向のほぼ全長に亘って延びるように形成されている。
【0077】
また、撹拌部28とスクリューロッド55との境界位置には、図5及び図6に示すように、プレートバルブ7を設けてある。このプレートバルブ7は、ポンプケーシング51の水平な左底壁22a上に設けられ、このプレートバルブ7を作動させると、バルブ本体71が水平な左底面22a上に沿って進退移動して、押込み口30を開閉することができる。そして、このプレートバルブ7を作動させるときは、作業者が、図6に示す手動式ハンドル73を操作してネジ杆74を正転又は逆転方向に回転させる。これによって、このネジ杆74と螺合するナット部75を備えたバルブ本体71を水平な左底面22aに沿って進退移動させることができ、これによって、押込み口30を開閉することができる。そして、ナット部75は、パイプ状カバー76内の基端部に固定され、パイプ状カバー76がバルブ本体71上に一体に固着されている。
【0078】
ここで、図6に示すように、バルブ本体71が開放された状態で、バルブ本体71の先端部71aが押込み口30内へわずかに突出し、押込み口30の一部を覆う状態となっており、更に、バルブ本体71の先端部71aが撹拌羽根27の回転方向側に配置されていることによって、フィーダ部2内で撹拌、混練される脱水ケーキ91がポンプケーシング51内に押し込まれた後に、フィーダケーシング21側へ逆戻りすることを防止することができる。また、プレートバルブ7の開閉は、上記のように、電動モータ26の下方に設けられている手動式ハンドル73を回転させて行うことができるが、プレートバルブ7はスクリューポンプ部5の点検、分解、及び組立時以外の撹拌、混練時には開放しておく。
【0079】
移送ポンプ部8は、図5に示すように、弾性体からなる雌ねじ形ステータ81内に回転可能に雄ねじ形ロータ82を嵌挿したものである。そして、このロータ82を偏心回転運動させることにより、断面円形のロータ82が、ステータ81に形成されている断面が長円形の内孔内で、軸心に対して直角方向に往復移動して脱水ケーキ91を搬送する構造となっている。そして、ステータ81の外周に金属製外筒83が装着され、ステータ81の前端の吐出口81aに対してエンドスタッド84が複数本の連結ロッド85によって取り付けられている。連結ロッド85は、移送ポンプ部8をポンプケーシング51に取り付ける役目も果たしている。
【0080】
次に、上記のように構成された高粘性物圧送部1の作用及び動作について説明する。まず、図5に示す電動モータ26を駆動させて、減速機を介して撹拌羽根27を回転させると共に、電動モータ(図示せず)を駆動させて、減速機を介してスクリューロッド55及びロータ82を回転させる。次に、フィーダケーシング21の上端開放部より脱水ケーキ91を供給する。このとき、回転駆動軸24が所定方向に回転することによって、フィーダケーシング21内の前後2組の撹拌羽根27は、位相が円周方向に60°ずれた状態で、回転駆動軸24を中心にしてその所定方向に回転して、合計6つの撹拌部28が等間隔で順次脱水ケーキ91に当接するので、脱水ケーキ91は十分に且つ均等に撹拌されて混練される。そして、ケーシング21内に供給された脱水ケーキ91は、撹拌羽根27の回転に伴って、ケーシング21の内壁面に沿うように上方から下方に向かって移動し、この脱水ケーキ91の一部は、押込み口30からポンプケーシング51内のスクリューロッド55の位置へ押し込まれる。
【0081】
そして、このようにしてスクリューポンプ部5内に押し込まれた脱水ケーキ91は、スクリューロッド55の回転により前方へ移送され、ポンプケーシング51の前端部53の圧力室51A内で圧縮される。そして、移送ポンプ部8のロータ82がステータ81に対して偏心回動運動することによって、脱水ケーキ91は吸込み口81bからステータ81内の内孔に吸い込まれ、そして、脱水ケーキ91は、ステータ81に対して偏心回動運動するロータ82のポンプ作用によって前方へ送り出されて、図1及び図3に示す移送配管96の出口96aから成型脱水ケーキ93として押し出すことができ、その移送配管96の出口96aの位置まで移送することができる。
【0082】
また、図5及び図6に示すように、2つの撹拌羽根27のそれぞれの撹拌部28及び「ロ」字形状の開口29bを有する支持部29が交互に押込み口30のすぐ上側の位置で回転していることによって、そして、フィーダケーシング21内で前後に配置された両方の撹拌部28は、フィーダケーシング21の長さの半分を超えるそれに近い寸法で形成されていることによって、また、撹拌部28が回転するときに、下方のポンプケーシング51内のスクリューロッド55のスクリュー55bの外縁部に接近していることによって、脱水ケーキ91がポンプケーシング51内でブリッジを起こすおそれがなく、超高粘性の脱水ケーキ91を強力な撹拌力で充分に撹拌して粘性を低下させることができる。
【0083】
しかも、6つの撹拌部28が順次、間欠的に脱水ケーキ91一に対して押圧するので、撹拌部28も脱水ケーキ91に対する押圧が衝撃荷重とならず、ほとんど振動が生じることがなく、脱水ケーキ91を均一に撹拌することができる。しかも、押込み口30が広く形成されていることによって、そして、撹拌部28でポンプケーシング51内に押し込まれた脱水ケーキ91が、押込み口30内へ一部が突出するプレートバルブ7によってフィーダケーシング21側へ逆戻りすることを阻止できることによって、脱水ケーキ91をポンプケーシング51内へスムーズに押し込むことができる。
【0084】
更に、フィーダケーシング21内の上部には、レベルセンサー11が設けられているので、フィーダケーシング21内の脱水ケーキ91の収容量が適正量未満となったときは、そのことを検出でき、常に適正量の脱水ケーキ91が収容されているように、脱水ケーキ91の供給装置(図示せず)を作動させて脱水ケーキ91がフィーダケーシング21内に供給されるようにすることができる。
【0085】
そして、図5に示す高粘性物圧送部1によれば、撹拌羽根27を支持してこれを回転させる回転駆動軸24の両端部を、それぞれ軸受25で支持する両端支持構造としたので、例えば含水率70%以下の高粘性脱水ケーキ91や同程度の粘性をもつ高粘性物の移送に対し、強度不足にならず、耐久性に富むようにすることができる。
【0086】
また、図5に示すように、撹拌部28の支持部29に開口29bを設けているので、撹拌羽根27が回転中に脱水ケーキ91が開口29bを通り抜けることができ、これによって、脱水ケーキ91が撹拌羽根27の回転を邪魔することを抑制することができる。従って、撹拌力が強力で搬送量が従来の装置に比べて大幅に増大し、軸トルクを最適化でき、低トルクでポンプケーシング51内への押し込み作用を十分に発揮させることができ、更に、フィーダケーシング21をコンパクトにすることができる。
【0087】
更に、図5に示すスクリューポンプ部5や移送ポンプ部8の点検や部品の交換等を行う場合には、プレートバルブ7によってフィーダケーシング21との連通口である押込み口30を遮断できるので、フィーダケーシング21内の脱水ケーキ91を掻き出す必要がない。しかも、ポンプケーシング51はボルトを2本外すだけで、前端部53を簡単に取り外すことができるので、スクリューロッド55の点検や分解、組立を短時間で容易に行うことができる。そして、連結ロッド85をエンドスタッド84のフランジ84aから取り外すことにより、移送ポンプ部8のステータ81の引き抜きや、ロータ82の交換等を短時間で容易に行うことができる。
【0088】
ただし、図1に示す第1実施形態では、第1移送管94の入口部98の内周面は、その入口側(成型部92側)から出口側(本体部97側)に向かうに従って、比較的緩やかに拡径するテーパ状に形成したが、これに代えて、比較的急激に拡径するテーパ状に形成してもよい。
【0089】
そして、図3に示す第2実施形態では、滑剤供給ポンプ103は、移送配管96内での滑剤102の流速(成型脱水ケーキ93の移送方向110の流速)が、成型脱水ケーキ93の移送速度よりも大きくなるように、所定流量で滑剤102を移送配管96内に供給するように設定したが、これに代えて、移送配管96内での滑剤102の流速が、成型脱水ケーキ93の移送速度よりも小さく、成型脱水ケーキ93が移送配管96内の滑剤102に浸かる程度の所定流量で、滑剤102を移送配管96内に供給するように設定してもよい。
【0090】
また、図1及び図2に示す上記第1及び第2実施形態において使用される滑剤102が、例えば水である場合は、この図1及び図2に示す高粘性物圧送部1に供給される脱水ケーキ91が、脱水によって形成されるときに得られた水を滑剤102として使用することができる。つまり、この脱水ケーキ91は、汚泥等を脱水機(図示せず)にかけて脱水して得られるものであり、この脱水によって水を得ることができる。このように、汚泥等に含まれる水を滑剤102として使用することによって、水資源を有効に利用することができ、自然環境を保護することができる。
【産業上の利用可能性】
【0091】
以上のように、本発明に係る高粘性物の移送装置は、移送ポンプ部から押し出される脱水ケーキ等の高粘性物を成型部に通して、この成型部の内孔の断面よりも大きい断面の移送管内に押し出すことによって、この成型によって得られた成型高粘性物を、比較的小さい移送圧力で移送することができる優れた効果を有し、このような高粘性物の移送装置に適用するのに適している。
【符号の説明】
【0092】
1 高粘性物圧送部
2 フィーダ部
5 スクリューポンプ部
7 プレートバルブ
8 移送ポンプ部
11、105 レベルセンサ
21 フィーダケーシング
22 底部
22a 左底壁
22b 右底壁
23 側壁
24 回転駆動軸
25 軸受
26 電動モータ
27 撹拌羽根
28 撹拌部
29 支持部
29a リブ
29b 開口
30 押込み口
51 ポンプケーシング
51A 圧力室
52 前部
53 前端部
54 ワンタッチジョイント
55 スクリューロッド
55a ロッド
55b スクリュー
61 駆動軸
62、63 自在継手
62a、63a セフティースリーブ
62b、63b スクリュー
64 軸受ケーシング
71 バルブ本体
71a 先端部
73 手動式ハンドル
74 ねじ杆
75 ナット部
81 ステータ
81a 吐出口
81b 吸込み口
82 ロータ
83 外筒
84 エンドスタッド
85 連結ロッド
90、101 高粘性物の移送装置
91 脱水ケーキ
92 成型部
93 成型脱水ケーキ
94 第1移送管
95 第2移送管
96 移送配管
96a 出口
97 第1移送管の本体部
98 第1移送管の入口部
99、111 隙間
100 矢印
102 滑剤
103 滑剤供給ポンプ
103a 吸込み口
104 回収部
104a 滑剤分離部
104b 回収槽
106 貯留槽
107 輸送トラック
108 戻り配管
109 供給配管
110 移送方向
【特許請求の範囲】
【請求項1】
脱水ケーキ等の高粘性物を移送ポンプ部で押し出して成型部に通し、この成型部から押し出されて成型されていく成型高粘性物を、前記成型部と接続する移送管に通して所定の移送方向に移送することができる高粘性物の移送装置において、
前記移送管の入口は、前記成型部の出口から押し出されてくる成型高粘性物の押出し方向に垂直な断面よりも大きくなるように、前記成型部の出口よりも拡大していることを特徴とする高粘性物の移送装置。
【請求項2】
前記成型部から押し出される成型高粘性物の押出し方向に垂直な断面が略円形であり、前記移送管の内孔の同方向の断面が、成型高粘性物の前記断面よりも大きい略円形であることを特徴とする請求項1記載の高粘性物の移送装置。
【請求項3】
前記移送管内に滑剤を供給することを特徴とする請求項1又は2記載の高粘性物の移送装置。
【請求項4】
前記滑剤が液体であって、前記移送管内での前記滑剤の前記移送方向の流速が、成型高粘性物の移送速度よりも大きくなるように、前記滑剤を前記移送管内に供給することを特徴とする請求項3記載の高粘性物の移送装置。
【請求項5】
前記移送管の出口から成型高粘性物と共に排出される前記滑剤を、成型高粘性物から分離して回収することができる回収部を備えることを特徴とする請求項3又は4記載の高粘性物の移送装置。
【請求項6】
前記滑剤は、滑剤供給ポンプで前記移送管内に供給され、
前記回収部に回収された前記滑剤を、前記滑剤供給ポンプに戻して再び前記移送管内に供給することを特徴とする請求項5記載の高粘性物の移送装置。
【請求項7】
前記回収部には、この回収部内に収容されている前記滑剤の表面を検出するためのレベルセンサが設けられていることを特徴とする請求項6記載の高粘性物の移送装置。
【請求項8】
フィーダケーシング内に投入された高粘性物を、撹拌羽根によって撹拌しながら下部のポンプケーシング内に押し込み、このポンプケーシング内のスクリューロッドにより前方の前記移送ポンプ部の吸込み口内へ移送しながら押し込み、前記移送ポンプ部により前記成型部に押し出す高粘性物圧送部を備え、
前記移送ポンプ部が一軸偏心ねじポンプであり、
前記フィーダケーシング内に回転駆動軸を配置してその両端部を軸受により回動可能に支持し、
前記回転駆動軸に2組以上の撹拌羽根を、前記回転駆動軸の軸方向に間隔をあけ且つ位相をずらせて取り付けると共に、
各組の前記撹拌羽根の半径方向先端部に前記回転駆動軸の軸方向の両側に突出する複数の撹拌部を、円周方向に等間隔に設け、
前記各撹拌部と前記回転駆動軸とを、開口を有する支持部で連結する構成としたことを特徴とする請求項1乃至7のいずれかに記載の高粘性物の移送装置。
【請求項1】
脱水ケーキ等の高粘性物を移送ポンプ部で押し出して成型部に通し、この成型部から押し出されて成型されていく成型高粘性物を、前記成型部と接続する移送管に通して所定の移送方向に移送することができる高粘性物の移送装置において、
前記移送管の入口は、前記成型部の出口から押し出されてくる成型高粘性物の押出し方向に垂直な断面よりも大きくなるように、前記成型部の出口よりも拡大していることを特徴とする高粘性物の移送装置。
【請求項2】
前記成型部から押し出される成型高粘性物の押出し方向に垂直な断面が略円形であり、前記移送管の内孔の同方向の断面が、成型高粘性物の前記断面よりも大きい略円形であることを特徴とする請求項1記載の高粘性物の移送装置。
【請求項3】
前記移送管内に滑剤を供給することを特徴とする請求項1又は2記載の高粘性物の移送装置。
【請求項4】
前記滑剤が液体であって、前記移送管内での前記滑剤の前記移送方向の流速が、成型高粘性物の移送速度よりも大きくなるように、前記滑剤を前記移送管内に供給することを特徴とする請求項3記載の高粘性物の移送装置。
【請求項5】
前記移送管の出口から成型高粘性物と共に排出される前記滑剤を、成型高粘性物から分離して回収することができる回収部を備えることを特徴とする請求項3又は4記載の高粘性物の移送装置。
【請求項6】
前記滑剤は、滑剤供給ポンプで前記移送管内に供給され、
前記回収部に回収された前記滑剤を、前記滑剤供給ポンプに戻して再び前記移送管内に供給することを特徴とする請求項5記載の高粘性物の移送装置。
【請求項7】
前記回収部には、この回収部内に収容されている前記滑剤の表面を検出するためのレベルセンサが設けられていることを特徴とする請求項6記載の高粘性物の移送装置。
【請求項8】
フィーダケーシング内に投入された高粘性物を、撹拌羽根によって撹拌しながら下部のポンプケーシング内に押し込み、このポンプケーシング内のスクリューロッドにより前方の前記移送ポンプ部の吸込み口内へ移送しながら押し込み、前記移送ポンプ部により前記成型部に押し出す高粘性物圧送部を備え、
前記移送ポンプ部が一軸偏心ねじポンプであり、
前記フィーダケーシング内に回転駆動軸を配置してその両端部を軸受により回動可能に支持し、
前記回転駆動軸に2組以上の撹拌羽根を、前記回転駆動軸の軸方向に間隔をあけ且つ位相をずらせて取り付けると共に、
各組の前記撹拌羽根の半径方向先端部に前記回転駆動軸の軸方向の両側に突出する複数の撹拌部を、円周方向に等間隔に設け、
前記各撹拌部と前記回転駆動軸とを、開口を有する支持部で連結する構成としたことを特徴とする請求項1乃至7のいずれかに記載の高粘性物の移送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−248958(P2010−248958A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2009−97670(P2009−97670)
【出願日】平成21年4月14日(2009.4.14)
【出願人】(000239758)兵神装備株式会社 (76)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成21年4月14日(2009.4.14)
【出願人】(000239758)兵神装備株式会社 (76)
【Fターム(参考)】
[ Back to top ]