
高純度タンタルおよびそれを含む、スパッタターゲットのような製品
【課題】高純度で、微細粒径および/または均一な集合組織(texture)を有するタンタル製品を得る要求に応える。
【解決手段】高純度の金属タンタルおよびそれを含む合金が記載されている。金属タンタルは好ましくは少くとも99.995%、そしてもっと好ましくは少くとも99.999%の純度を有する。加えて、約50μm以下の粒径、もしくは厚みの5%増分内の(100)強度が15ランダムより小さい集合組織、もしくは約−4.0より大きい(111):(100)強度の増分対数比、またはこれらの組合わせを有する金属タンタルもしくはその合金が記載されている。さらにスパッタターゲット、キャパシタ容器、抵抗性膜層、ワイア等を含むが、これらに限定されない、金属タンタルからつくられる物品および部品について記載されている。
【解決手段】高純度の金属タンタルおよびそれを含む合金が記載されている。金属タンタルは好ましくは少くとも99.995%、そしてもっと好ましくは少くとも99.999%の純度を有する。加えて、約50μm以下の粒径、もしくは厚みの5%増分内の(100)強度が15ランダムより小さい集合組織、もしくは約−4.0より大きい(111):(100)強度の増分対数比、またはこれらの組合わせを有する金属タンタルもしくはその合金が記載されている。さらにスパッタターゲット、キャパシタ容器、抵抗性膜層、ワイア等を含むが、これらに限定されない、金属タンタルからつくられる物品および部品について記載されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は金属、特にタンタル、およびタンタルから製造される製品ならびにタンタルを製造し、処理する方法に関する。
【背景技術】
【0002】
産業において、種々の理由により、もっと高純度の金属を生成する要求がいつもある。タンタルに関して、もっと高純度の金属が、スパッタターゲットとしてのタンタルの使用およびキャパシタのような電気部品での使用のためにとくに望まれている。このように金属における不純物はタンタルから形成される物品の性質に望ましくない影響を有しうる。
【0003】
タンタルが処理されるとき、タンタルは鉱石から得られ、ついで破砕され、タンタルは酸溶液の使用、ならびにニオブおよび他の不純物を含有する酸溶液からタンタルを含有する酸溶液を密度による分離、により破砕鉱石から分離される。ついでタンタルを含有する酸溶液は塩に結晶化され、このタンタル含有塩は、ついで、ニッケル合金材料(タングステンもしくはモリブデンがニッケル合金の一部となっている)で通常構成された攪拌機を有する容器中で純粋なナトリウムと反応される。容器は内部表面が純ニッケルで二重壁となっているのが通常である。しかしながら、このような処理の間、タンタル粉末は、タングステンおよび/またはモリブデン含有表面のような、それが接触する種々の表面により汚染される。多くの混入物は非常に溶解性の耐火金属(たとえばNb,MoおよびW)を除けば次の溶融の間に蒸発されうる。これらの不純物は、除去するのがきわめて困難もしくは不可能でありうるので、非常に高純度のタンタル製造を妨げている。
【0004】
したがって、上述の処理の間に生じる汚染を実質的に回避する、もっと高純度のタンタル製品を得る要求がある。さらにもっと高純度で、微細粒径および/または均一な集合組織(texture)を有するタンタル製品を得る要求がある。微細粒径のような品質は、タンタルから製造されるスパッタターゲットのために重要な特性でありうる。なぜなら微細粒径はスパッタ堆積膜の厚さの均一性を改良させ得るからである。さらに、微細粒径を有するタンタルを含有する他の製品は改良された変形均一性、絞り加工性(drawability)および伸張性(stretchability)の向上をもたらし得、これらはキャパシタ容器、実験用るつぼ、を製造するのに有利であり、そして爆発的に形成されるぺネトレータ(explosively formed penetrators)(EFP)の致命性(lethality)を増加するのに有利である。タンタルを含有する製品における均一な集合組織はスパッタ効率(たとえばより大きなスパッタ速度)を増加し得、そしてプリフォーム生成物における正常な異方性(たとえば増加した絞り加工性)を増加させ得る。
【発明の概要】
【課題を解決するための手段】
【0005】
本発明の1つの特徴は微細な粒構造および/または均一な集合組織を示す高純度タンタル製品を提供することである。
【0006】
本発明のもう1つの特徴は、高純度タンタルを含む物品、製品および/または部品を提供することである。
【0007】
本発明のさらなる特徴は、高純度タンタル製品の製造方法ならびに高純度タンタルを含有する物品、製品および/または部品を提供することである。
【0008】
本発明のさらなる特徴および利点は、以下の説明で部分的に明らかになるであろうし、部分的に説明から明白で、または本発明の実施により知られうる。本発明の目的および他の利点は、説明および特許請求の範囲で特に指摘された構成および組合わせにより理解され、達成される。
【0009】
これら、および他の利点を達成するために、そして本発明の目的に従って、ここに具体化され、広く説明されるように、本発明は少なくとも99.995%、もっと好ましくは少なくとも99.999%の純度を有する金属タンタルに関する。金属タンタルは好ましくは微細粒構造および/または均一な集合組織を有する。
【0010】
さらに本発明はタンタルを含有する合金もしくは混合物に関し、合金もしくは混合物中に存在するタンタルは少なくとも99.995%、そしてもっと好ましくは99.999%の純度を有する。さらに合金もしくは混合物(たとえば、少なくともタンタルが合金もしくは混合物中に存在する)は、微細粒構造および/または均一な集合組織を有するのが好適である。
【0011】
さらに本発明は、たとえばスパッタターゲットとしての使用に適切な高純度タンタルに関し、約150μm以下の平均粒径を有する十分に再結晶された粒径を有し、および/または実質的にタンタルの厚さのいたるところで、好適には金属タンタルの全厚みのいたるところで主な(111)型の集合組織を有し、および/またはタンタルの厚さ内で強い(100)集合組織バンドを有さない。
【0012】
さらに本発明は、タンタルを平形に鍛造加工し、圧延スラブに機械加工し、圧延スラブをアニールし、板もしくはシートに圧延し、ついで板もしくはシートをアニールすることにより上述のタンタルから板もしくはシートを製造することに関する。
【0013】
本発明は、上述のタンタルおよび/または合金からなるスパッタターゲットにも関する。スパッタターゲットも、ラジアルな鍛造加工、つづく円形処理によりビレットもしくはスラブを形成させ、ついで鍛造加工し、圧延してディスクを作製し、さらに機械加工し、アニールすることにより製造されうる。
【0014】
さらに本発明は、上述のタンタルおよび/または合金からなる抵抗性膜(resistive film)およびキャパシタに関する。
本発明は、さらに少なくとも部分的に上述のタンタルおよび/または合金からなる物品、部品もしくは製品に関する。
【0015】
また、本発明は、上述のタンタルの製造方法に関し、タンタル含有塩を反応容器もしくはポットならびに攪拌機中で純ナトリウムもしくは他の適した塩と反応させることを含み、それらの反応器等はタンタルの融点でタンタルの蒸気圧以上の蒸気圧を有する金属もしくはその合金でつくられるか、またはそれからなる内張り/外張りを有する。
【0016】
さらに本発明はタンタル粉末を10-2Torr以上の高真空で溶融することにより処理することに関する。溶融物への圧力はタンタルに存在する不純物の蒸気圧よりも低い。好ましくはタンタル粉末の溶融は電子ビーム溶融により行なわれる。
【0017】
前述の概括的説明および次の詳細な説明は典型的、説明的にすぎず、特許請求の範囲に記載されるような本発明のさらなる説明を提供しようとするものであることが理解されるべきである。
【図面の簡単な説明】
【0018】
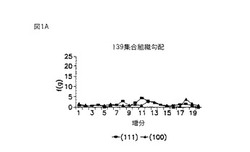
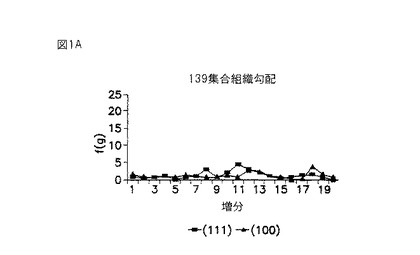
【図1A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
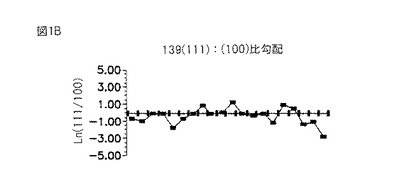
【図1B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
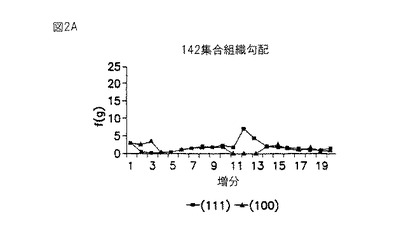
【図2A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
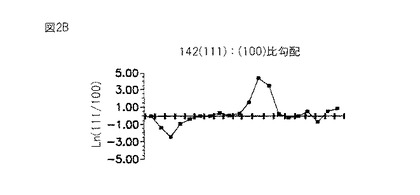
【図2B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
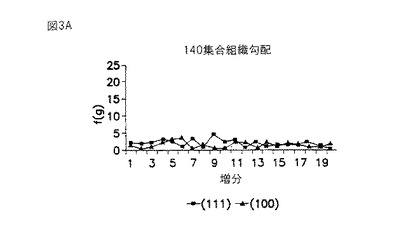
【図3A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
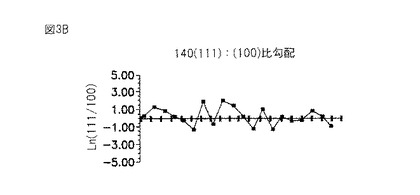
【図3B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
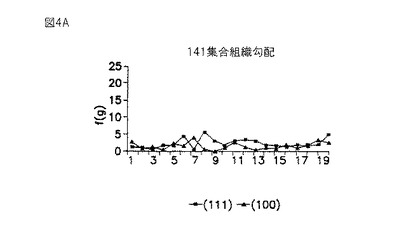
【図4A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
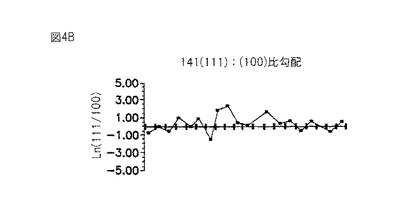
【図4B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図5A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図5B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図6A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
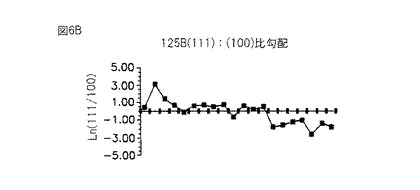
【図6B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
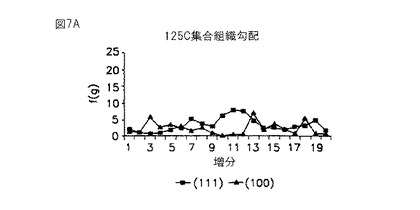
【図7A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
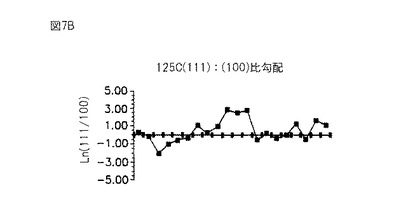
【図7B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【0019】
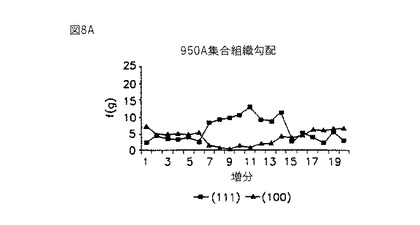
【図8A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
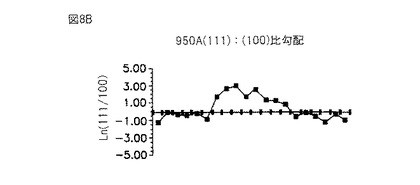
【図8B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図9A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図9B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図10A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
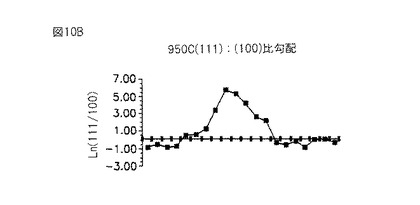
【図10B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
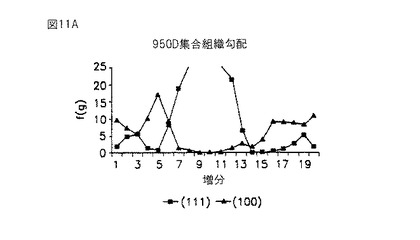
【図11A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
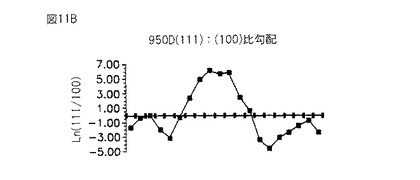
【図11B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【発明を実施するための形態】
【0020】
発明の詳細な説明
本発明は少なくとも99.995%の純度を有する金属タンタルに関する。好適には、金属タンタルは少なくとも99.999%の純度を有し、約99.995%から約99.999%以上の純度に及びうる。他の範囲は約99.998%から約99.999%、および約99.999%から約99.9992%、および約99.999%から約99.9995%を含む。さらに本発明は、合金の1成分として高純度タンタルを含有するタンタルにもとづく合金もしくは他の合金のような、高純度金属タンタルからなる金属合金に関する。
【0021】
高純度金属タンタルに存在しうる不純物は0.005%以下であり、ニオブ、モリブデンおよびタングステンのような、タンタルに無限の溶解性を有する、他の体心立方(bcc)耐火金属(refractory metals)からなるのが通常である。
【0022】
金属タンタルを含有する金属タンタルもしくはその合金は、好ましくは、スパッタのような特定の最終用途に有利である集合組織(texture)を有する。すなわち、金属タンタルもしくはその合金が表面を有するスパッタターゲットに形成され、ついでスパッタされると、本発明の金属タンタルの集合組織は、容易にスパッタされるスパッタターゲットをもたらし、スパッタターゲットは、スパッタに抵抗する領域が、あるとしてもほとんどない。さらに、本発明の金属タンタルの集合組織により、スパッタターゲットは非常に均一なスパッタ浸食(erosion)をもたらし、したがって、そのうえに均一なスパッタ膜をもたらす。いかなる純度の、好ましくは少なくとも約99.995%であるが、タンタルも、約150μm以下の粒径を有するのが好ましい。好適には、金属タンタルは少なくとも部分的に再結晶化され、もっと好ましくは少なくとも約80%の金属タンタルが結晶化され、さらにもっと好ましくは少なくとも約98%の金属タンタルが再結晶化される。最も好ましくは、金属タンタルは完全に再結晶化される。
【0023】
さらに、金属タンタルは微細な集合組織を有するのが好適である。もっと好適には、集合組織は、タンタルのいかなる5%厚さ増分内でも(100)ピーク強度が約15ランダム(about 15 random)より小さく、および/または約−4.0より大きい(すなわち−4.0、−3.0、−2.0、−1.5、−1.0等を意味する)同一増分以内で(111):(100)中心ピーク強度の自然対数(Ln)比を有し、またはその(100)中心強度および比の両方を有する。中心ピーク強度は好ましくは約0ランダムから約10ランダムであり、もっと好ましくは約0ランダムから約5ランダムである。他の(100)中心強度の範囲は、約1ランダムから約10ランダムそして約1ランダムから約5ランダムを含むが、これらに限定されない。さらに、(111):(100)中心ピーク強度の対数比は約−4.0から約15であり、もっと好ましくは約−1.5から約7.0である。対数比の他の適した範囲は約−4.0から約10、そして約−3.0から約5.0であるが、これらに限定されない。最も好適には、金属タンタルは少なくとも約99.995%の望ましい純度、好適な粒径、ならびに(100)増分強度および強度中心増分の(111):(100)比について好適な集合組織を有する。集合組織を特徴づけるための使用されうる方法および装置は、Adamsらの Materials Science Forum Vol.157〜162(1994),31−42頁;Adamsらの Metallurgical Transactions A.Vol.24A(1993年4月)No.4、819〜831頁;Wrightらの International Academic Publishers(137 Chaonei Dajie,北京、1996)(Textures of Material:Proceedings of the Eleventh International Conference on Textures of Materials);WrightのJournal of Computer−Assisted Microscopy,Vol.5,No.3(1993)に記載されており、すべてはここに引用により丸ごと組入れられる。
【0024】
本発明の高純度金属タンタルは、多くの領域で使用されうる。たとえば高純度金属タンタルは、スパッタターゲットに、または高純度金属からなる化学エネルギー(CE)弾薬の弾頭ライナー(munitions warhead liner )に製造され得る。さらに高純度金属はキャパシタのアノードもしくは抵抗性膜層に使用され、形成されうる。本発明の金属タンタルは従来のタンタルが用いられているあらゆる物品もしくは部品に使用され得、従来のタンタルを含む種々の製品もしくは部品を製造する方法および手段が高純度金属タンタルを種々の物品もしくは部品に組入れる際にここで同様に使用されうる。たとえば、受板(backing plate)のように、スパッタターゲットを製造するのに使用される次の処理は、米国特許第5,753,090、5,687,600および5,522,535号明細書に記載されているが、ここでも使用され得、これらの特許は引用により丸ごとここに組入れられる。
【0025】
本発明の高純度金属タンタルを製造するのに用いられうる方法は、精製工程、真空溶融工程、および熱的機械的工程を含むのが通常である。この工程もしくは操作において、精製工程はタンタルを含有する鉱石から望ましくは粉末の形態で金属タンタルを抽出する工程を含み、好適には選択されたタンタル含有鉱石は低い量の不純物、とくに低い量のニオブ、モリブデンおよびタングステンを有する。もっと好適には、ニオブ、モリブデンおよびタングステンの量は約10ppm未満、最も好適には約8ppm未満である。このような選択は、もっと純粋な金属タンタルをもたらす。精製工程の後、真空溶融工程が、タンタルからアルキドおよび遷移金属のような低融点不純物を除去するのに用いられ、一方、タンタル材料は十分に密で、可鍛性インゴットに固化される。ついで、この工程後に、熱的機械的工程が使用され得、それはタンタルの冷間作用およびアニールの組合せを含み得、所望ならば、好適な粒径および/または好適な集合組織および均一性が達成されることをさらに確実にする。
【0026】
高純度金属タンタルは、タンタルを含有する塩を、この塩を金属タンタルに還元しうる少なくとも1つの試薬(たとえば化合物もしくは元素)と反応せることにより製造され得、さらに反応容器中に第2の塩を生成させる。反応容器は金属の反応に通常使用されるいかなる容器であってもよいが、約800℃〜約1200℃オーダーの高温に耐えるべきである。本発明の目的のために、タンタル含有塩、ならびに塩をタンタルに還元しうる試薬と接触する反応容器もしくは反応容器の内張りはタンタルの融点でタンタルの蒸気圧以上の蒸気圧を有する材料でつくられている。反応容器の攪拌機は同一の材料でつくられるか、またはなお外張りされうる。内/外張りは塩およびタンタルと接触する反応容器および攪拌機の部分のみ存在しうる。内/外張りもしくは反応容器を形成する、このような金属材料の例は、ニッケル、クロム、鉄、マンガン、チタン、ジルコニウム、ハフニウム、バナジウム、ルテニウム、コバルト、ロジウム、パラジウム、白金、もしくはそれらの組合わせ、または合金材料が金属タンタルの融点以上の蒸気圧を有するかぎり、それらの合金、からつくられた金属にもとづく材料を含むが、これらに限定されない。好ましくは、金属はニッケルもしくはニッケルにもとづく合金、クロムもしくはクロムにもとづく合金、または鉄もしくは鉄にもとづく合金である。反応容器および/または攪拌機の内/外張りは、存在するとすると、約0.5〜約3cmの厚さを有するのが通常である。他の厚さも使用されうる。上述の同一もしくは異なる金属材料でつくられる内/外張りの多数層を有することも本発明の範囲内である。
【0027】
タンタル含有塩は、フッ化カリウムタンタル(potassium-fluoride tantalum)のように、その中にタンタルを含有しうる、いかなる塩であってもよい。反応容器中で塩をタンタルおよび第2の塩に還元しうる試薬については、この還元を行ないうる試薬は、タンタル含有塩をまさにタンタル金属と、たとえば塩を水もしくは他の水性源に溶解することにより金属タンタルから分離されうる他の成分(たとえば、塩)とに還元することのできるものであればいかなる試薬であってもよい。他の例は、リチウム、マグネシウム、カルシウム、カリウム、炭素、一酸化炭素、イオン性水素等を含むがこれらに限定されない。通常、タンタル含有塩の還元の間に生成される第2の塩はフッ化ナトリウムである。現在の用途からみて、本発明に適用される還元処理の詳細は、Kirk−Othmerの Encyclopedia of Chemical Technology,3版、Vol.22,541〜564頁、米国特許第2,950,185;3,829,310;4,149,876;および3,767,456号明細書に記載されている。タンタル処理のさらなる詳細は米国特許第5,234,491;5,242,481;および4,684,399号明細書に見出しうる。これらの特許および出版物のすべてはここで引用により丸ごと組入れられる。
【0028】
上述の方法は、タンタル含有鉱石のような低純度タンタルから始めうる多段プロセスに含まれうる。タンタルとともに実質的に存在しうる不純物の1つはニオブである。この段階で他の不純物はタングステン、ケイ素、カルシウム、鉄、マンガン等である。もっと詳細には、低純度タンタルは、タンタルおよび不純物を有する低純度タンタルを酸溶液と混合することにより精製されうる。もし鉱石として存在すれば、低純度タンタルは、酸溶液と一緒にされる前にまず破砕されるべきである。酸溶液は、特に混合が高温で生じるときには、実質的にすべてのタンタルおよび不純物を溶解することができるべきである。
【0029】
いったん酸溶液が、タンタルおよび不純物を含有する固体を、すべてとは言わなくても実質的に溶解するのに十分な時間が経過したら、固液分離を行なうことができ、いかなる未溶解不純物も除去されるのが通常である。さらに液―液抽出により精製される。メチルイソブチルケトン(MIBK)がタンタルに富む溶液と接触させるのに用いられ、脱イオン水がタンタル画分を創出するために添加されうる。この点で、タンタルを含有する液体中に存在するニオブの量は通常約25ppm未満である。
【0030】
ついで、少なくともタンタルを含有する液体については、液体はおけ(vats)を使用して塩に結晶化される。通常、この塩はフッ化カリウムタンタル塩である。もっと好適には、この塩はK2TaF7である。ついでこの塩は塩を1)タンタルおよび2)上述の第2の塩に還元しうる試薬と反応される。この化合物は純ナトリウムであるのが通常であり、反応は上述の反応容器中で行なわれる。上述のように、第2の塩の副生物は水性源中で塩を溶解し、その溶解塩を洗い去ることによりタンタルから分離されうる。この段階で、タンタルの純度はTa99.50〜99.99%であるのが通常である。
【0031】
いったんタンタル粉末がこの反応から抽出されると、反応容器からの汚染を含む残存不純物はタンタル粉末の溶融により除去されうる。
【0032】
タンタル粉末は、真空アーク再溶融(Vacuum Arc Remelt)、もしくは電子ビーム溶融のような数多くの方法で溶融されうる。通常、溶融時の真空は、高純度タンタルを得るために、回収タンタルから存在する不純物を実質的に除去するのに十分である。好ましくは、溶融は約1.3×10-2Pa(10-4Torr)以上のような高真空で生じる。好ましくは、溶融タンタルへの圧力は、ニッケルおよび鉄のようなこれらの不純物が蒸発されるように金属不純物の蒸気圧よりも低い。鋳造インゴットの径はできるかぎり大きくあるべきであり、好ましくは約24.1cm(9.5インチ)より大きい。大きい径は精製速度を高める真空界面に比較的大きい溶融表面を確保させる。加えて大きいインゴット径は比較的大量の冷間作用が処理中の金属に与えられ、最終製品の特性を改良する。いったん溶融タンタルの大部分が固化すると、形成されるインゴットは99.995%以上、そして好ましくは99.999%以上の純度を有する。電子ビーム処理は20,000〜28,000ボルトおよび15〜40Aを用いて、約1.3×10-1から約1.3×10-4Pa(約1×10-3〜約1×10-6Torr)の真空下で、約135〜約360kg/時間(約300〜約800ポンド/時間)の溶融速度で行なわれる。もっと好ましくは溶融速度は約180〜約270kg/時間(約400〜約600ポンド/時間であり、24,000〜26,000ボルトおよび17〜36Aを用い、そして約1.3×10-2〜1.3×10-3Pa(1×10-4〜10-5Torr)の真空下である。VAR処理に関して、溶融速度は好ましくは225〜900kg/時間(500〜2000ポンド/時間)であり、2.7〜1.3×10-2Pa(2×10-2〜10-4Torr)の真空下で25〜45ボルトおよび12000〜22000Aを用い、もっと好ましくは30〜36ボルト,16000〜18000Aで、2.7〜1.3×10-2Pa(2×10-2〜1×10-4Torr)の真空下で360〜540kg/時間(800〜1200ポンド/時間)である。
【0033】
高純度タンタルインゴットは、ついで熱機械的に処理されて高純度タンタルを含有する製品を製造する。微細な、好ましくは完全に再結晶化された、粒構造および/または均一な集合組織が冷間および/または温間作用およびインプロセスアニールの組合わせにより製品に付与される。高純度タンタル製品は好ましくは、配向イメージング顕微鏡(OIM)もしくは他の許容しうる手段により測定された厚さにわたって混合もしくは1次の(111)の均一な集合組織を示す。熱機械的処理に関して、インゴットは圧延および/または鍛造加工処理に供され得、高純度を有する微細な、均一なミクロ構造が得られうる。高純度タンタルは、優れた微細粒径および/または均一な分布を有する。好ましくは高純度タンタルは約150μm以下、もっと好ましくは約100μm以下、そしてさらにもっと好ましくは約50μm以下の平均再結晶粒径を有する。適切な平均粒径の範囲は約25〜約150μm、約30〜約125μmそして約30〜約100μmを含む。
【0034】
本発明の得られる高純度金属は10ppm以下の金属不純物、好ましくは50ppm以下のO2,25ppm以下のN2および25ppm以下の炭素を有するのが好適である。約99.995%の純度レベルが望まれると、得られる高純度金属は約50ppm以下の金属不純物(metallic impurities)、好ましくは50ppm以下のO2,25ppm以下のN2,そして25ppm以下の炭素を有するのが好適である。
【0035】
インゴットを獲得し、スパッタターゲットを形成することに関して、次の方法が使用されうる。1つの態様において、高純度金属タンタルから製造されるスパッタターゲットはタンタル金属の表面を機械的もしくは化学的に清浄化することにより製造され得、そこでは金属タンタルは下記のようなつづく処理工程を可能にするのに十分な開始断面領域を有する。好適には金属タンタルは少なくとも24.1cm(9.5インチ)以上の断面領域を有する。次の工程は金属タンタルを1つ以上の圧延スラブに平形鍛造加工することを含む。圧延スラブは、十分な変形を有しており、下記のようにこの工程にすぐ続くアニ―ル工程後に、実質的に均一な再結晶化を達成する。ついで圧延スラブは圧延スラブの少なくとも部分的な再結晶化を達成するのに十分な真空および温度でアニールされる。好適なアニール温度および時間は下記および実施例に記載される。ついで圧延スラブは少なくとも1つの板を形成するために開始金属タンタル(たとえばタンタルインゴット)の軸に垂直および平行の方向の両方に冷間および温間圧延に供される。ついで板はフラテニング(たとえば水平圧延)に供される。ついで板は約150μm以下の平均粒径および(100)集合組織バンドを実質的に欠く集合組織を有するように十分な温度で十分な時間、最終的にアニールされる。好適には、(100)集合組織バンドは存在しない。ついで、板は機械的もしくは化学的に再度清浄化され、所望の寸法を有するスパッタターゲットに形成される。通常、平形鍛造加工は、金属タンタルが大気〜約370℃の範囲の温度で空気中に少なくとも約4時間置かれた後に行なわれる。さらに、好適には冷間圧延の前に、圧延スラブは金属タンタルの少なくとも1部の再結晶化を達成するための温度(たとえば約950℃〜約1500℃)および時間(たとえば約0.5〜約8時間)でアニールされる。好適には、冷間圧延は大気温度での横圧延であり、温間圧延は約370℃未満の温度である。
【0036】
タンタル板のアニールに関して、好ましくはこのアニールは金属タンタルの完全な結晶化を達成するのに十分な温度および時間での真空アニールである。この用途における例は、この処理に関してさらに好適な詳細を説明する。
【0037】
金属タンタルを処理してスパッタターゲットにするもう1つの方法は、金属タンタル(たとえばタンタルインゴット)の表面を機械的もしくは化学的に清浄化することを含み、そこでは金属タンタルは上述のように次の処理を可能にするのに十分な開始断面領域を有する。次の工程は金属タンタルを円形鍛造加工して少なくとも1つのロッドにすることを含み、そこでのロッドは、十分な変形を有しており、この工程の後にすぐに生じるアニール工程後に、または冷間圧延の前のアニール工程後に、実質的に均一な再結晶化を達成する。ついでタンタルロッドはビレットに切断され、表面を機械的もしくは化学的に清浄化される。任意のアニール工程は、少なくとも部分的な再結晶化を達成するためにあとで行なわれる。さらにビレットは軸方向に鍛造加工されプリフォームになる。再度、任意のアニール工程が少なくとも部分的な再結晶化を達成するために後で行なわれうる。しかし、任意のアニール工程の少なくとも1つもしくは両方が行なわれる。ついでプリフォームは冷間圧延に供され、少なくとも1つの板になる。後で、板の表面は任意に機械的もしくは化学的に清浄化されうる。ついで、最終アニール工程は、約150μm以下の平均粒径、および(100)集合組織バンドが全くないわけではなくとも実質的に(100)集合組織バンドのない集合組織を生じさせる。円形鍛造加工は、金属タンタルを約370℃以下の温度に供した後に行なうのが通常である。もっと高温が使用されうるが、表面の酸化の増大をもたらす。好適にはビレットの鍛造加工前に、ビレットはアニールされる。さらに、冷間圧延の前にプリフォームはアニールされうる。通常、これらのアニール温度は約900℃〜約1,200℃である。さらにアニールは金属タンタルの再結晶化を達成するのに十分な温度と時間での真空アニールであるのが好適である。
【0038】
好適には高純度タンタルから製造されるスパッタターゲットは次の寸法を有する:厚さ約2mm〜約3.8cm(約0.080〜約1.50インチ)、そして表面積約45〜約7900cm2(約7.0〜約1225平方インチ)。
【0039】
高純度タンタルは、好適には、1次もしくは混合(111)集合組織、およびスパッタターゲットの厚さにわたって最小(100)集合組織を有し、(100)集合組織バンドを十分に欠いている。
【0040】
本発明の金属タンタルは成分として、もしくは成分の1部として従来の金属タンタルを使用するいかなる用途もしくは製品に使用されうる。たとえば、金属タンタルは半導体等のような集積回路における要素もしくは要素の1部でありうる。米国特許第5,987,635;5,987,560;5,986,961;5,986,960;5,986,940;5,986,496;5,986,469;5,986,410;5,986,320;5,986,299;5,986,294;5,985,697;および5,982,218号明細書に記載されている意匠は他の従来の意匠と同様に使用され得、これらの各特許は引用により丸ごと、ここに組入れられる。金属タンタルは、デバイス上に要素もしくは要素の1部を形成させるために金属を堆積するスパッタ法を通常使用するいかなるデバイスにも存在しうる。
【0041】
本発明は次の実施例によりさらに明らかになるが、これらは本発明の全くの典型を示すためである。
【実施例】
【0042】
実施例1
ナトリウム還元された市販グレードのタンタル粉末の数多くのサブロット(それぞれ約90〜360kg(約200〜800ポンド)の目方がある)が、電子ビーム溶融用の99.999%Ta原料としての適合性を化学的に分析された。各粉末ロットからの代表試料がグロー放電質量分析(GDMS)により分析された:ニオブ(Nb)、モリブデン(Mo)およびタングステン(W)の合計不純物含量8ppm 未満の粉末サブロットが溶融のために選ばれた。
【0043】
選ばれたTa粉末サブロットは、ついでV−コーンブレンダーで混合されて均一な約1800kg(4000ポンド)のマスターロットが製造され、純度を確認するために再びGDMSで分析された。ついで、粉末は冷間等方加圧(CIP)され、約13.8cm(5.5インチ)〜約16.3cm(6.5インチ)径で、公称でそれぞれ約135kg(300ポンド)の目方を有するグリーン丸太を得た。加圧された丸太は、ついで約1.3×10-1〜1.3×10-3Pa(約10-3〜10-5Torr)の真空レベルで、1450℃、2時間加熱することにより脱気された。この操作において、丸太は炉の構成要素からの汚染を防止するためにタンタルシートで覆われた。
【0044】
ついで、脱気された丸太は1200KWのEB炉に並べて供給され、約1.3×10-1Pa(10-3Torr)未満の真空下で水冷された約25cm(10インチ)銅るつぼに約1800kg(400ポンド)/時間の速度でドリップ溶融された。いったん冷却されると、得られる最初の溶融インゴットは同一の炉内で、逆にされ、つるされ、そして同一のEB溶融パラメータを用いて再溶融された。2回目の溶融をされたインゴットは、再び逆にされ3回目の再溶融されるが、約360kg(800ポンド)/時間の速度で約30cm(12インチ)るつぼに入れられた。
【0045】
試料はグロー放電質量分析(GDMS)による化学分析のために、得られるインゴットの側壁から採取された。結果はTaインゴットが99.9992%の純度であることを確認した。
【0046】
実施例2
フルオロタンタル酸カリウム(Potassium fluotantalate)(K2TaF7)が得られ、スパーク光源(spark source)質量分析によるとK2TaF7は5ppm 以下のニオブを示した。MoおよびWの含量も分光検出により分析され、含量はMo 5ppm 未満、W 100ppm 未満であった。特に、K2TaF7はNb 2ppm 以下、Mo 1ppm 未満、そしてW 2ppm 以下の含量を有していた。各試料において、Nb,MoおよびWの合計記録量は5ppm 未満であった。それぞれ約990kg(2200ポンド)の4ロットが分析された。
【0047】
ロットの1つは、純ニッケル容器およびハステロイX撹拌機を用いるKDEL反応器に移された。ハステロイX撹拌機はMo 9%およびW 0.6%を含有していた。撹拌機のシャフトおよびパドルは、ついで反応にさらされる全表面を被覆するために溶接を用いて、約1.5mm(1/16インチ)のニッケルシートで保護された。
【0048】
標準的なナトリウム還元法が下記の点を除いて使用された。ロットはタンタル粉末を生成させるために純ナトリウムの存在下で撹拌機に付された。タンタル粉末は、ついで水で洗浄され、酸処理、さらに水蒸気乾燥および100メッシュふるいに供された。
【0049】
ついで各バッチからの試料はグロー放電質量分析にかけられた。下の2つの表(表1および2)はK2TaF7の開始分析および回収タンタルの最終分析であった。
【0050】
【表1】

【0051】
【表2】
【0052】
上記の表に示されるように、インゴットへの電子ビーム溶融に適した高純度タンタル粉末が得られ、99.999%オーダーの純度が実施例1に示す処理により得られる。
【0053】
実施例3
2つの異なる処理方法が使用された。第1に、99.998%純度のタンタルインゴットが用いられ、3回の電子ビーム溶融に供され、公称約30cm(12インチ)径のインゴットを得た。インゴットは、約28.8cm(11.5インチ)まできれいに機械加工され、ついで空気中で約260℃に4〜8時間加熱された。ついでインゴットは平たく鍛造加工され、切断され、スラブ(4インチ×10インチ、長さ約28〜32インチ)に機械加工され、ついでHF/HNO3/水溶液で酸洗浄された。スラブは1050,1150および1300℃で、5×10-4Torrの真空下、2時間アニールされ、ついで0.500および0.250インチ規格の板片に冷間圧延された。この冷間圧延は厚さ4インチ、幅10インチ、長さ30インチのスラブを得、それをインゴット軸に垂直に、幅31インチに対してパスあたり0.200インチで圧延することにより達成された。ついで板はインゴット軸に平行に、厚さ0.650インチもしくは0.500インチに対してパスあたり0.100インチで圧延された。両方の圧延は2−ハイブレークダウン圧延ミルで行なわれた。各板はパスあたり0.500インチの多数のパス、ついでパスあたり0.025インチで、0.500インチ板もしくは0.250インチ板の仕上げ規格に適合するように最終的調整をされることにより4つの高度仕上げ圧延ミルを用いて圧延された。板はついで950〜1150℃の温度で仕上げアニールに供された。
【0054】
代替法は、鍛造加工される前に上述のようにインゴットを製造するために3回の電子ビーム溶融に供された99.95%純度のTaから始めた。インゴットはついでパスあたり面積が約20%減少する多数のパスの後に4インチ径へのGFM回転鍛造加工を用いて円形鍛造加工された。この中間原料から4つのビレット(3.75インチφ×7インチ長さ)が機械加工され、そして2つのビレット(AおよびBと標識化された)が1050℃でアニールされたが、ビレットCおよびDはアニールしないままであった。ついで、ビレットはアプセット鍛造加工され、高さ2.5インチのプリフォームにされ、その後プリフォームAおよびCは1050℃でアニールされた。ついでプリフォームはクロック圧延され約0.400インチの厚さにされ、約14インチ径のディスクを得た。これはパスあたり0.200インチの多数パスを採用し、約0.5250インチ厚さとすることにより達成された。ついでディスクはパスあたり0.100インチの多数パスにより約0.5インチ厚さに圧延された。そしてディスクはパスあたり0.050インチ、0.025インチおよび0.015インチ減少する3つのパスで4つの高度仕上げミルでクロック圧延され、約0.400インチ厚さで、約14インチ径のディスクを得た。ディスクの1/4が4つのくさび形に切出され、950〜1100℃の温度で仕上げアニールされた。下記の表4はこの処理を要約する。
【0055】
冶金学的および集合組織分析が、板材の縦断面(最終圧延方向に平行な測定面)について、ならびに鍛造加工および圧延されたディスクの半径方向断面(ディスクの半径に平行な測定面)について実施された。
【0056】
冶金学的分析
粒径および集合組織が、圧延板ならびに鍛造加工および圧延されたディスクから採取された試料の縦もしくは半径に沿って、それぞれ測定された。粒径はASTME−112法を用いて測定された。平形および円形処理により得られた製品についてのアニール検討からの結果は、それぞれ表3および4に示される。中間アニール処理は最終製品の粒径に注目に値する影響を与えていなかった。さらに、板について、0.500および0.250インチ厚さのタンタルの最終粒径は同等であった。材料の粒径に著しく影響がみられたのは最終アニール温度であった:最終アニール温度が高ければ高いほど、得られる粒径は大きくなる。
【0057】
板において、ASTM 6.5−7.0の粒径は1000℃および950℃でアニールされた製品からの試料で測定された。しかし、これらの各試料は表面もしくはその近くで細長い、および/または未結晶化領域の形跡を示し、再結晶化値は98〜99%と報告さたれ。1050,1100および1150℃でアニールされた板について、ASTM粒径は5.3〜3.7に及び、全試料は100%結晶化された。
【0058】
円形処理されたディスクについて、全試料は100%再結晶化したことが報告されたが、950℃でアニールされたディスクCは例外であり、99%再結晶化された。ASTM 7.1−7.2,6.1−6.8および5.9−5.9の粒径は、950,1000および1050℃でアニールされたディスク試料でそれぞれ測定された。1100℃でのアニールはASTM 4.0−4.5の粒径を示した。
【0059】
両方の処理について、これらの知見は50μm以下の十分に再結晶した粒径は約950〜約1050℃の好適な最終アニール温度で板圧延もしくはビレット鍛造加工処理のいずれかを用いて達成しうることを示す。未結晶領域が板の表面領域にのみ限られているならば、それらは機械加工により除去されうる。
【0060】
集合組織測定法:限られた数の試料(冶金学的結果にもとづき選定された)が集合組織分析のために使用された。予め冶金学的分析のために調製された。取付けられ研磨された試料が、集合組織測定の前に強酸を付与された後に集合組織試料として使用された。配向イメージング顕微鏡(OIM)は、多結晶性試料内の個々の粒の配向を測定する独自の能力を有するので、集合組織分析の方法として選ばれた。X線もしくは中性子回折のような確立された方法はタンタル材料の厚み内に局在化した集合組織の変動を分析することができなかった。
【0061】
分析について、各集合組織試料は、その全厚みにわたって電子ビーム(SEM内)により増分的に走査された;各測定点で発生された後方散乱Kikuchiパターンは、ついで結晶配向を測定するためにコンピュータを用いて指数化された。各試料から、測定グリッド配列内での各データ点についての配向を含む生データファイルが創られた。これらのファイルは、次に粒配向マップをつくり、極点図(Pole figure)および配向分布関数(ODF)を計算するための入力データとし役立った。
【0062】
慣例により、集合組織配向は試料−基準座標(normal coordinate)系に関して記述される。すなわち、極点図は「標準化」されているので、原点は板表面に垂直(normal)であり、標準方向は、圧延(もしくは半径)方向である;同様にODFはつねに試料−基準座標系に関して定義される。(III)集合組織のような用語は、(III)原子面が面の表面について平行(そして(III)極点は垂直に配向される)に優先的に配向されていることを示す。分析において、結晶配向は、試料の縦方向に関して測定された。したがって、配向データを縦方向から次の集合組織分析の1部として試料−基準座標系に入れ替える必要があった。これらの作業はコンピュータアルゴリズムの使用により実施された。
【0063】
粒配向マップ:反転極点図(inverse pole figures)の形態における集合組織情報を表示する原理から派生して、配向マップは試料内のミクロ構造のイメージであり、そこでは個々の粒は、配向が測定されるディスクの板の垂直方向に関する結晶配向にもとづいて「色で符号化」されている。これらのイメージを得るために、各粒の結晶軸(OIMにより集合組織試料の縦方向に沿って測定される)が、結晶軸を試料の直角方向に並べるために、横方向のまわりに90°傾斜された。配向マップは製品について厚さによる集合組織バンドもしくは勾配の存在を明らかにするのに役立つ;タンタルにおいて、配向マップは光学顕微鏡により同定される、大きく、細長い粒が低角度の粒界を有するいくつかの小さい粒から構成されうることを示した。
【0064】
集合組織の結果の解析:OIM走査は、各供給試料の厚さを伴った;0.500インチ板試料について、別々の測定が板の頂部および底部に対して行なわれ、別々に報告された。
【0065】
配向マップは試料厚さにより集合組織の均一性を定性的に特徴づけるために視覚的に検査された。試料材料において集合組織勾配および集合組織バンドの定量化しうる説明を得るために、測定されたEBSDデータは20の部分集合(subset)に区分されたが、各々は試料の厚さにより5%の深さ増分を表した。各々の増分データのセットに関して、ODFが最初に算出され、ついで(100)および(111)中心強度が他で報告された方法を用いて数値的に測定された。S.MatthiesらのMaterials Science Forum, Vol. 157-162 (1994), 1647-1652頁およびS.MatthiesらのMaterials Science Forum, Vol. 157-162 (1994) 1641-1646頁に記載されている装置および方法が使用され、そしてこれらの刊行物は引用によりここに丸ごと組入れられる。集合組織勾配は、ついで、(100)および(111)強度、ならびに(100):(111)の対数比をプロットすることにより、試料の深さの関数としてグラフで示された。これらの結果は図1Aおよび11B〜図11Aおよび11Bに示される。
【0066】
重い規格のタンタル板は最も均一な厚みによる集合組織を示した;集合組織バンドを含む唯一の試料は1300℃のスラブアニールおよび1000℃の最終アニールで処理された試料であった。加えて、0.500インチ板材料も極点図およびODF分析にもとづく比較的弱い(最もランダム)集合組織を有していた。重い板と比べて、0.250インチシートは軽〜中程度の集合組織勾配および集合組織バンドのいくつかの形跡を含んでいた。さらに、薄い規格の板はODFにおけるもっと明確な(111)集合組織ならびに(100)の増大した強度を示した。
【0067】
集合組織の均一性およびバンドの点からの最大の変動性は、鍛造加工され圧延されたディスクにみられた。冶金学的性質と異なり、鍛造加工され、圧延されたディスクは中間アニールの使用により影響された。1つか2つの中間アニール処理をされた、ディスクA,BおよびCについて、集合組織勾配は無視しうる程度から強い程度(処理パラメータに依存して)に及び、あれば少しバンドを伴った。しかしながら、中間アニールなしにインゴットから最終ディスクまで加工されたディスクDについては、得られる製品はあまり望ましくない強い集合組織勾配および鋭い集合組織バンドを含んでいた。同様に、アニールされていないビレットから鍛造加工されたが、冷間圧延の前にアニールされた、ディスクCも、950℃で最終アニールされた試料において強い集合組織勾配およびバンドを示した。試料Cについて、最終アニール温度を1100℃に上昇させることは勾配を減少させ、バンドを除去するように作用したが、(100)集合組織成分の強度を強化した。最終アニール温度を上昇させることからのこれらの効果は、他のディスク材料および重い規格の板の両方においても明らかであるが、比較的小さい程度であった。
【0068】
ミクロ構造および集合組織観察から、次の結論がタンタルスパッタターゲットの製造のための最適法に関してなされうる。
【0069】
・平形製品については、スラブアニール温度は1150℃を超えないのが好ましく(1050℃はもっと好適である)、最終アニール温度は好ましくは950〜1000℃、もっと好ましくは1000℃に保持される。得られる製品は50μm未満の再結晶化された平均粒径、15ランダム未満の(100)増分強度ならびに−4.0未満の(111):(100)の対数比を有することが特徴づけられる。
【0070】
・円形処理については、ビレットは、プリフォームレベルで中間アニールを使用しないで鍛造加工およびディスクへの圧延の前にアニールされるのが好適である。最終アニール温度は好適には950〜1100℃、もっと好適には1050℃である。得られる製品は、50μm未満の再結晶化された平均粒径、15ランダム未満の(100)増分強度、ならびに−4.0未満の(111):(100)の対数比を有することが特徴づけられる。
【0071】
【表3】
【0072】
【表4】
【0073】
【表5】
【0074】
【表6】
【0075】
【表7】
【0076】
【表8】
【0077】
【表9】
【0078】
【表10】
【0079】
【表11】
【0080】
【表12】
【0081】
【表13】
【0082】
【表14】
【0083】
【表15】
【0084】
【表16】
【0085】
本発明の他の態様は、本明細書を考慮して、そしてここに開示された本発明の実施から当業者に明らかであろう。本明細書および実施例は例証的なものであり、発明の真の範囲および趣旨は請求範囲の記載に示される。
【技術分野】
【0001】
本発明は金属、特にタンタル、およびタンタルから製造される製品ならびにタンタルを製造し、処理する方法に関する。
【背景技術】
【0002】
産業において、種々の理由により、もっと高純度の金属を生成する要求がいつもある。タンタルに関して、もっと高純度の金属が、スパッタターゲットとしてのタンタルの使用およびキャパシタのような電気部品での使用のためにとくに望まれている。このように金属における不純物はタンタルから形成される物品の性質に望ましくない影響を有しうる。
【0003】
タンタルが処理されるとき、タンタルは鉱石から得られ、ついで破砕され、タンタルは酸溶液の使用、ならびにニオブおよび他の不純物を含有する酸溶液からタンタルを含有する酸溶液を密度による分離、により破砕鉱石から分離される。ついでタンタルを含有する酸溶液は塩に結晶化され、このタンタル含有塩は、ついで、ニッケル合金材料(タングステンもしくはモリブデンがニッケル合金の一部となっている)で通常構成された攪拌機を有する容器中で純粋なナトリウムと反応される。容器は内部表面が純ニッケルで二重壁となっているのが通常である。しかしながら、このような処理の間、タンタル粉末は、タングステンおよび/またはモリブデン含有表面のような、それが接触する種々の表面により汚染される。多くの混入物は非常に溶解性の耐火金属(たとえばNb,MoおよびW)を除けば次の溶融の間に蒸発されうる。これらの不純物は、除去するのがきわめて困難もしくは不可能でありうるので、非常に高純度のタンタル製造を妨げている。
【0004】
したがって、上述の処理の間に生じる汚染を実質的に回避する、もっと高純度のタンタル製品を得る要求がある。さらにもっと高純度で、微細粒径および/または均一な集合組織(texture)を有するタンタル製品を得る要求がある。微細粒径のような品質は、タンタルから製造されるスパッタターゲットのために重要な特性でありうる。なぜなら微細粒径はスパッタ堆積膜の厚さの均一性を改良させ得るからである。さらに、微細粒径を有するタンタルを含有する他の製品は改良された変形均一性、絞り加工性(drawability)および伸張性(stretchability)の向上をもたらし得、これらはキャパシタ容器、実験用るつぼ、を製造するのに有利であり、そして爆発的に形成されるぺネトレータ(explosively formed penetrators)(EFP)の致命性(lethality)を増加するのに有利である。タンタルを含有する製品における均一な集合組織はスパッタ効率(たとえばより大きなスパッタ速度)を増加し得、そしてプリフォーム生成物における正常な異方性(たとえば増加した絞り加工性)を増加させ得る。
【発明の概要】
【課題を解決するための手段】
【0005】
本発明の1つの特徴は微細な粒構造および/または均一な集合組織を示す高純度タンタル製品を提供することである。
【0006】
本発明のもう1つの特徴は、高純度タンタルを含む物品、製品および/または部品を提供することである。
【0007】
本発明のさらなる特徴は、高純度タンタル製品の製造方法ならびに高純度タンタルを含有する物品、製品および/または部品を提供することである。
【0008】
本発明のさらなる特徴および利点は、以下の説明で部分的に明らかになるであろうし、部分的に説明から明白で、または本発明の実施により知られうる。本発明の目的および他の利点は、説明および特許請求の範囲で特に指摘された構成および組合わせにより理解され、達成される。
【0009】
これら、および他の利点を達成するために、そして本発明の目的に従って、ここに具体化され、広く説明されるように、本発明は少なくとも99.995%、もっと好ましくは少なくとも99.999%の純度を有する金属タンタルに関する。金属タンタルは好ましくは微細粒構造および/または均一な集合組織を有する。
【0010】
さらに本発明はタンタルを含有する合金もしくは混合物に関し、合金もしくは混合物中に存在するタンタルは少なくとも99.995%、そしてもっと好ましくは99.999%の純度を有する。さらに合金もしくは混合物(たとえば、少なくともタンタルが合金もしくは混合物中に存在する)は、微細粒構造および/または均一な集合組織を有するのが好適である。
【0011】
さらに本発明は、たとえばスパッタターゲットとしての使用に適切な高純度タンタルに関し、約150μm以下の平均粒径を有する十分に再結晶された粒径を有し、および/または実質的にタンタルの厚さのいたるところで、好適には金属タンタルの全厚みのいたるところで主な(111)型の集合組織を有し、および/またはタンタルの厚さ内で強い(100)集合組織バンドを有さない。
【0012】
さらに本発明は、タンタルを平形に鍛造加工し、圧延スラブに機械加工し、圧延スラブをアニールし、板もしくはシートに圧延し、ついで板もしくはシートをアニールすることにより上述のタンタルから板もしくはシートを製造することに関する。
【0013】
本発明は、上述のタンタルおよび/または合金からなるスパッタターゲットにも関する。スパッタターゲットも、ラジアルな鍛造加工、つづく円形処理によりビレットもしくはスラブを形成させ、ついで鍛造加工し、圧延してディスクを作製し、さらに機械加工し、アニールすることにより製造されうる。
【0014】
さらに本発明は、上述のタンタルおよび/または合金からなる抵抗性膜(resistive film)およびキャパシタに関する。
本発明は、さらに少なくとも部分的に上述のタンタルおよび/または合金からなる物品、部品もしくは製品に関する。
【0015】
また、本発明は、上述のタンタルの製造方法に関し、タンタル含有塩を反応容器もしくはポットならびに攪拌機中で純ナトリウムもしくは他の適した塩と反応させることを含み、それらの反応器等はタンタルの融点でタンタルの蒸気圧以上の蒸気圧を有する金属もしくはその合金でつくられるか、またはそれからなる内張り/外張りを有する。
【0016】
さらに本発明はタンタル粉末を10-2Torr以上の高真空で溶融することにより処理することに関する。溶融物への圧力はタンタルに存在する不純物の蒸気圧よりも低い。好ましくはタンタル粉末の溶融は電子ビーム溶融により行なわれる。
【0017】
前述の概括的説明および次の詳細な説明は典型的、説明的にすぎず、特許請求の範囲に記載されるような本発明のさらなる説明を提供しようとするものであることが理解されるべきである。
【図面の簡単な説明】
【0018】
【図1A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図1B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図2A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図2B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図3A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図3B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図4A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図4B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図5A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図5B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図6A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図6B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図7A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図7B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【0019】
【図8A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図8B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
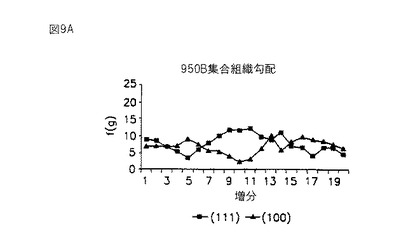
【図9A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
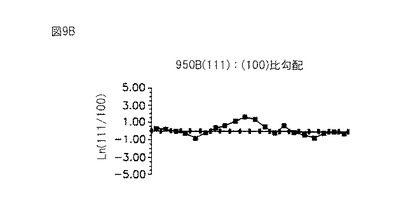
【図9B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
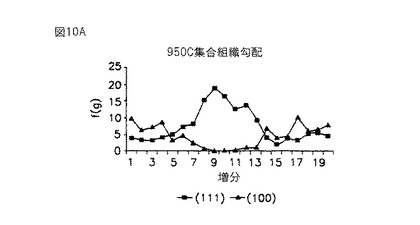
【図10A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図10B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【図11A】本発明の高純度タンタル板の集合組織勾配(増分厚さ対ランダム)に関するグラフである。
【図11B】本発明の高純度タンタル板の対数比(111):(100)勾配(増分厚さ対Ln(111/100))に関するグラフである。
【発明を実施するための形態】
【0020】
発明の詳細な説明
本発明は少なくとも99.995%の純度を有する金属タンタルに関する。好適には、金属タンタルは少なくとも99.999%の純度を有し、約99.995%から約99.999%以上の純度に及びうる。他の範囲は約99.998%から約99.999%、および約99.999%から約99.9992%、および約99.999%から約99.9995%を含む。さらに本発明は、合金の1成分として高純度タンタルを含有するタンタルにもとづく合金もしくは他の合金のような、高純度金属タンタルからなる金属合金に関する。
【0021】
高純度金属タンタルに存在しうる不純物は0.005%以下であり、ニオブ、モリブデンおよびタングステンのような、タンタルに無限の溶解性を有する、他の体心立方(bcc)耐火金属(refractory metals)からなるのが通常である。
【0022】
金属タンタルを含有する金属タンタルもしくはその合金は、好ましくは、スパッタのような特定の最終用途に有利である集合組織(texture)を有する。すなわち、金属タンタルもしくはその合金が表面を有するスパッタターゲットに形成され、ついでスパッタされると、本発明の金属タンタルの集合組織は、容易にスパッタされるスパッタターゲットをもたらし、スパッタターゲットは、スパッタに抵抗する領域が、あるとしてもほとんどない。さらに、本発明の金属タンタルの集合組織により、スパッタターゲットは非常に均一なスパッタ浸食(erosion)をもたらし、したがって、そのうえに均一なスパッタ膜をもたらす。いかなる純度の、好ましくは少なくとも約99.995%であるが、タンタルも、約150μm以下の粒径を有するのが好ましい。好適には、金属タンタルは少なくとも部分的に再結晶化され、もっと好ましくは少なくとも約80%の金属タンタルが結晶化され、さらにもっと好ましくは少なくとも約98%の金属タンタルが再結晶化される。最も好ましくは、金属タンタルは完全に再結晶化される。
【0023】
さらに、金属タンタルは微細な集合組織を有するのが好適である。もっと好適には、集合組織は、タンタルのいかなる5%厚さ増分内でも(100)ピーク強度が約15ランダム(about 15 random)より小さく、および/または約−4.0より大きい(すなわち−4.0、−3.0、−2.0、−1.5、−1.0等を意味する)同一増分以内で(111):(100)中心ピーク強度の自然対数(Ln)比を有し、またはその(100)中心強度および比の両方を有する。中心ピーク強度は好ましくは約0ランダムから約10ランダムであり、もっと好ましくは約0ランダムから約5ランダムである。他の(100)中心強度の範囲は、約1ランダムから約10ランダムそして約1ランダムから約5ランダムを含むが、これらに限定されない。さらに、(111):(100)中心ピーク強度の対数比は約−4.0から約15であり、もっと好ましくは約−1.5から約7.0である。対数比の他の適した範囲は約−4.0から約10、そして約−3.0から約5.0であるが、これらに限定されない。最も好適には、金属タンタルは少なくとも約99.995%の望ましい純度、好適な粒径、ならびに(100)増分強度および強度中心増分の(111):(100)比について好適な集合組織を有する。集合組織を特徴づけるための使用されうる方法および装置は、Adamsらの Materials Science Forum Vol.157〜162(1994),31−42頁;Adamsらの Metallurgical Transactions A.Vol.24A(1993年4月)No.4、819〜831頁;Wrightらの International Academic Publishers(137 Chaonei Dajie,北京、1996)(Textures of Material:Proceedings of the Eleventh International Conference on Textures of Materials);WrightのJournal of Computer−Assisted Microscopy,Vol.5,No.3(1993)に記載されており、すべてはここに引用により丸ごと組入れられる。
【0024】
本発明の高純度金属タンタルは、多くの領域で使用されうる。たとえば高純度金属タンタルは、スパッタターゲットに、または高純度金属からなる化学エネルギー(CE)弾薬の弾頭ライナー(munitions warhead liner )に製造され得る。さらに高純度金属はキャパシタのアノードもしくは抵抗性膜層に使用され、形成されうる。本発明の金属タンタルは従来のタンタルが用いられているあらゆる物品もしくは部品に使用され得、従来のタンタルを含む種々の製品もしくは部品を製造する方法および手段が高純度金属タンタルを種々の物品もしくは部品に組入れる際にここで同様に使用されうる。たとえば、受板(backing plate)のように、スパッタターゲットを製造するのに使用される次の処理は、米国特許第5,753,090、5,687,600および5,522,535号明細書に記載されているが、ここでも使用され得、これらの特許は引用により丸ごとここに組入れられる。
【0025】
本発明の高純度金属タンタルを製造するのに用いられうる方法は、精製工程、真空溶融工程、および熱的機械的工程を含むのが通常である。この工程もしくは操作において、精製工程はタンタルを含有する鉱石から望ましくは粉末の形態で金属タンタルを抽出する工程を含み、好適には選択されたタンタル含有鉱石は低い量の不純物、とくに低い量のニオブ、モリブデンおよびタングステンを有する。もっと好適には、ニオブ、モリブデンおよびタングステンの量は約10ppm未満、最も好適には約8ppm未満である。このような選択は、もっと純粋な金属タンタルをもたらす。精製工程の後、真空溶融工程が、タンタルからアルキドおよび遷移金属のような低融点不純物を除去するのに用いられ、一方、タンタル材料は十分に密で、可鍛性インゴットに固化される。ついで、この工程後に、熱的機械的工程が使用され得、それはタンタルの冷間作用およびアニールの組合せを含み得、所望ならば、好適な粒径および/または好適な集合組織および均一性が達成されることをさらに確実にする。
【0026】
高純度金属タンタルは、タンタルを含有する塩を、この塩を金属タンタルに還元しうる少なくとも1つの試薬(たとえば化合物もしくは元素)と反応せることにより製造され得、さらに反応容器中に第2の塩を生成させる。反応容器は金属の反応に通常使用されるいかなる容器であってもよいが、約800℃〜約1200℃オーダーの高温に耐えるべきである。本発明の目的のために、タンタル含有塩、ならびに塩をタンタルに還元しうる試薬と接触する反応容器もしくは反応容器の内張りはタンタルの融点でタンタルの蒸気圧以上の蒸気圧を有する材料でつくられている。反応容器の攪拌機は同一の材料でつくられるか、またはなお外張りされうる。内/外張りは塩およびタンタルと接触する反応容器および攪拌機の部分のみ存在しうる。内/外張りもしくは反応容器を形成する、このような金属材料の例は、ニッケル、クロム、鉄、マンガン、チタン、ジルコニウム、ハフニウム、バナジウム、ルテニウム、コバルト、ロジウム、パラジウム、白金、もしくはそれらの組合わせ、または合金材料が金属タンタルの融点以上の蒸気圧を有するかぎり、それらの合金、からつくられた金属にもとづく材料を含むが、これらに限定されない。好ましくは、金属はニッケルもしくはニッケルにもとづく合金、クロムもしくはクロムにもとづく合金、または鉄もしくは鉄にもとづく合金である。反応容器および/または攪拌機の内/外張りは、存在するとすると、約0.5〜約3cmの厚さを有するのが通常である。他の厚さも使用されうる。上述の同一もしくは異なる金属材料でつくられる内/外張りの多数層を有することも本発明の範囲内である。
【0027】
タンタル含有塩は、フッ化カリウムタンタル(potassium-fluoride tantalum)のように、その中にタンタルを含有しうる、いかなる塩であってもよい。反応容器中で塩をタンタルおよび第2の塩に還元しうる試薬については、この還元を行ないうる試薬は、タンタル含有塩をまさにタンタル金属と、たとえば塩を水もしくは他の水性源に溶解することにより金属タンタルから分離されうる他の成分(たとえば、塩)とに還元することのできるものであればいかなる試薬であってもよい。他の例は、リチウム、マグネシウム、カルシウム、カリウム、炭素、一酸化炭素、イオン性水素等を含むがこれらに限定されない。通常、タンタル含有塩の還元の間に生成される第2の塩はフッ化ナトリウムである。現在の用途からみて、本発明に適用される還元処理の詳細は、Kirk−Othmerの Encyclopedia of Chemical Technology,3版、Vol.22,541〜564頁、米国特許第2,950,185;3,829,310;4,149,876;および3,767,456号明細書に記載されている。タンタル処理のさらなる詳細は米国特許第5,234,491;5,242,481;および4,684,399号明細書に見出しうる。これらの特許および出版物のすべてはここで引用により丸ごと組入れられる。
【0028】
上述の方法は、タンタル含有鉱石のような低純度タンタルから始めうる多段プロセスに含まれうる。タンタルとともに実質的に存在しうる不純物の1つはニオブである。この段階で他の不純物はタングステン、ケイ素、カルシウム、鉄、マンガン等である。もっと詳細には、低純度タンタルは、タンタルおよび不純物を有する低純度タンタルを酸溶液と混合することにより精製されうる。もし鉱石として存在すれば、低純度タンタルは、酸溶液と一緒にされる前にまず破砕されるべきである。酸溶液は、特に混合が高温で生じるときには、実質的にすべてのタンタルおよび不純物を溶解することができるべきである。
【0029】
いったん酸溶液が、タンタルおよび不純物を含有する固体を、すべてとは言わなくても実質的に溶解するのに十分な時間が経過したら、固液分離を行なうことができ、いかなる未溶解不純物も除去されるのが通常である。さらに液―液抽出により精製される。メチルイソブチルケトン(MIBK)がタンタルに富む溶液と接触させるのに用いられ、脱イオン水がタンタル画分を創出するために添加されうる。この点で、タンタルを含有する液体中に存在するニオブの量は通常約25ppm未満である。
【0030】
ついで、少なくともタンタルを含有する液体については、液体はおけ(vats)を使用して塩に結晶化される。通常、この塩はフッ化カリウムタンタル塩である。もっと好適には、この塩はK2TaF7である。ついでこの塩は塩を1)タンタルおよび2)上述の第2の塩に還元しうる試薬と反応される。この化合物は純ナトリウムであるのが通常であり、反応は上述の反応容器中で行なわれる。上述のように、第2の塩の副生物は水性源中で塩を溶解し、その溶解塩を洗い去ることによりタンタルから分離されうる。この段階で、タンタルの純度はTa99.50〜99.99%であるのが通常である。
【0031】
いったんタンタル粉末がこの反応から抽出されると、反応容器からの汚染を含む残存不純物はタンタル粉末の溶融により除去されうる。
【0032】
タンタル粉末は、真空アーク再溶融(Vacuum Arc Remelt)、もしくは電子ビーム溶融のような数多くの方法で溶融されうる。通常、溶融時の真空は、高純度タンタルを得るために、回収タンタルから存在する不純物を実質的に除去するのに十分である。好ましくは、溶融は約1.3×10-2Pa(10-4Torr)以上のような高真空で生じる。好ましくは、溶融タンタルへの圧力は、ニッケルおよび鉄のようなこれらの不純物が蒸発されるように金属不純物の蒸気圧よりも低い。鋳造インゴットの径はできるかぎり大きくあるべきであり、好ましくは約24.1cm(9.5インチ)より大きい。大きい径は精製速度を高める真空界面に比較的大きい溶融表面を確保させる。加えて大きいインゴット径は比較的大量の冷間作用が処理中の金属に与えられ、最終製品の特性を改良する。いったん溶融タンタルの大部分が固化すると、形成されるインゴットは99.995%以上、そして好ましくは99.999%以上の純度を有する。電子ビーム処理は20,000〜28,000ボルトおよび15〜40Aを用いて、約1.3×10-1から約1.3×10-4Pa(約1×10-3〜約1×10-6Torr)の真空下で、約135〜約360kg/時間(約300〜約800ポンド/時間)の溶融速度で行なわれる。もっと好ましくは溶融速度は約180〜約270kg/時間(約400〜約600ポンド/時間であり、24,000〜26,000ボルトおよび17〜36Aを用い、そして約1.3×10-2〜1.3×10-3Pa(1×10-4〜10-5Torr)の真空下である。VAR処理に関して、溶融速度は好ましくは225〜900kg/時間(500〜2000ポンド/時間)であり、2.7〜1.3×10-2Pa(2×10-2〜10-4Torr)の真空下で25〜45ボルトおよび12000〜22000Aを用い、もっと好ましくは30〜36ボルト,16000〜18000Aで、2.7〜1.3×10-2Pa(2×10-2〜1×10-4Torr)の真空下で360〜540kg/時間(800〜1200ポンド/時間)である。
【0033】
高純度タンタルインゴットは、ついで熱機械的に処理されて高純度タンタルを含有する製品を製造する。微細な、好ましくは完全に再結晶化された、粒構造および/または均一な集合組織が冷間および/または温間作用およびインプロセスアニールの組合わせにより製品に付与される。高純度タンタル製品は好ましくは、配向イメージング顕微鏡(OIM)もしくは他の許容しうる手段により測定された厚さにわたって混合もしくは1次の(111)の均一な集合組織を示す。熱機械的処理に関して、インゴットは圧延および/または鍛造加工処理に供され得、高純度を有する微細な、均一なミクロ構造が得られうる。高純度タンタルは、優れた微細粒径および/または均一な分布を有する。好ましくは高純度タンタルは約150μm以下、もっと好ましくは約100μm以下、そしてさらにもっと好ましくは約50μm以下の平均再結晶粒径を有する。適切な平均粒径の範囲は約25〜約150μm、約30〜約125μmそして約30〜約100μmを含む。
【0034】
本発明の得られる高純度金属は10ppm以下の金属不純物、好ましくは50ppm以下のO2,25ppm以下のN2および25ppm以下の炭素を有するのが好適である。約99.995%の純度レベルが望まれると、得られる高純度金属は約50ppm以下の金属不純物(metallic impurities)、好ましくは50ppm以下のO2,25ppm以下のN2,そして25ppm以下の炭素を有するのが好適である。
【0035】
インゴットを獲得し、スパッタターゲットを形成することに関して、次の方法が使用されうる。1つの態様において、高純度金属タンタルから製造されるスパッタターゲットはタンタル金属の表面を機械的もしくは化学的に清浄化することにより製造され得、そこでは金属タンタルは下記のようなつづく処理工程を可能にするのに十分な開始断面領域を有する。好適には金属タンタルは少なくとも24.1cm(9.5インチ)以上の断面領域を有する。次の工程は金属タンタルを1つ以上の圧延スラブに平形鍛造加工することを含む。圧延スラブは、十分な変形を有しており、下記のようにこの工程にすぐ続くアニ―ル工程後に、実質的に均一な再結晶化を達成する。ついで圧延スラブは圧延スラブの少なくとも部分的な再結晶化を達成するのに十分な真空および温度でアニールされる。好適なアニール温度および時間は下記および実施例に記載される。ついで圧延スラブは少なくとも1つの板を形成するために開始金属タンタル(たとえばタンタルインゴット)の軸に垂直および平行の方向の両方に冷間および温間圧延に供される。ついで板はフラテニング(たとえば水平圧延)に供される。ついで板は約150μm以下の平均粒径および(100)集合組織バンドを実質的に欠く集合組織を有するように十分な温度で十分な時間、最終的にアニールされる。好適には、(100)集合組織バンドは存在しない。ついで、板は機械的もしくは化学的に再度清浄化され、所望の寸法を有するスパッタターゲットに形成される。通常、平形鍛造加工は、金属タンタルが大気〜約370℃の範囲の温度で空気中に少なくとも約4時間置かれた後に行なわれる。さらに、好適には冷間圧延の前に、圧延スラブは金属タンタルの少なくとも1部の再結晶化を達成するための温度(たとえば約950℃〜約1500℃)および時間(たとえば約0.5〜約8時間)でアニールされる。好適には、冷間圧延は大気温度での横圧延であり、温間圧延は約370℃未満の温度である。
【0036】
タンタル板のアニールに関して、好ましくはこのアニールは金属タンタルの完全な結晶化を達成するのに十分な温度および時間での真空アニールである。この用途における例は、この処理に関してさらに好適な詳細を説明する。
【0037】
金属タンタルを処理してスパッタターゲットにするもう1つの方法は、金属タンタル(たとえばタンタルインゴット)の表面を機械的もしくは化学的に清浄化することを含み、そこでは金属タンタルは上述のように次の処理を可能にするのに十分な開始断面領域を有する。次の工程は金属タンタルを円形鍛造加工して少なくとも1つのロッドにすることを含み、そこでのロッドは、十分な変形を有しており、この工程の後にすぐに生じるアニール工程後に、または冷間圧延の前のアニール工程後に、実質的に均一な再結晶化を達成する。ついでタンタルロッドはビレットに切断され、表面を機械的もしくは化学的に清浄化される。任意のアニール工程は、少なくとも部分的な再結晶化を達成するためにあとで行なわれる。さらにビレットは軸方向に鍛造加工されプリフォームになる。再度、任意のアニール工程が少なくとも部分的な再結晶化を達成するために後で行なわれうる。しかし、任意のアニール工程の少なくとも1つもしくは両方が行なわれる。ついでプリフォームは冷間圧延に供され、少なくとも1つの板になる。後で、板の表面は任意に機械的もしくは化学的に清浄化されうる。ついで、最終アニール工程は、約150μm以下の平均粒径、および(100)集合組織バンドが全くないわけではなくとも実質的に(100)集合組織バンドのない集合組織を生じさせる。円形鍛造加工は、金属タンタルを約370℃以下の温度に供した後に行なうのが通常である。もっと高温が使用されうるが、表面の酸化の増大をもたらす。好適にはビレットの鍛造加工前に、ビレットはアニールされる。さらに、冷間圧延の前にプリフォームはアニールされうる。通常、これらのアニール温度は約900℃〜約1,200℃である。さらにアニールは金属タンタルの再結晶化を達成するのに十分な温度と時間での真空アニールであるのが好適である。
【0038】
好適には高純度タンタルから製造されるスパッタターゲットは次の寸法を有する:厚さ約2mm〜約3.8cm(約0.080〜約1.50インチ)、そして表面積約45〜約7900cm2(約7.0〜約1225平方インチ)。
【0039】
高純度タンタルは、好適には、1次もしくは混合(111)集合組織、およびスパッタターゲットの厚さにわたって最小(100)集合組織を有し、(100)集合組織バンドを十分に欠いている。
【0040】
本発明の金属タンタルは成分として、もしくは成分の1部として従来の金属タンタルを使用するいかなる用途もしくは製品に使用されうる。たとえば、金属タンタルは半導体等のような集積回路における要素もしくは要素の1部でありうる。米国特許第5,987,635;5,987,560;5,986,961;5,986,960;5,986,940;5,986,496;5,986,469;5,986,410;5,986,320;5,986,299;5,986,294;5,985,697;および5,982,218号明細書に記載されている意匠は他の従来の意匠と同様に使用され得、これらの各特許は引用により丸ごと、ここに組入れられる。金属タンタルは、デバイス上に要素もしくは要素の1部を形成させるために金属を堆積するスパッタ法を通常使用するいかなるデバイスにも存在しうる。
【0041】
本発明は次の実施例によりさらに明らかになるが、これらは本発明の全くの典型を示すためである。
【実施例】
【0042】
実施例1
ナトリウム還元された市販グレードのタンタル粉末の数多くのサブロット(それぞれ約90〜360kg(約200〜800ポンド)の目方がある)が、電子ビーム溶融用の99.999%Ta原料としての適合性を化学的に分析された。各粉末ロットからの代表試料がグロー放電質量分析(GDMS)により分析された:ニオブ(Nb)、モリブデン(Mo)およびタングステン(W)の合計不純物含量8ppm 未満の粉末サブロットが溶融のために選ばれた。
【0043】
選ばれたTa粉末サブロットは、ついでV−コーンブレンダーで混合されて均一な約1800kg(4000ポンド)のマスターロットが製造され、純度を確認するために再びGDMSで分析された。ついで、粉末は冷間等方加圧(CIP)され、約13.8cm(5.5インチ)〜約16.3cm(6.5インチ)径で、公称でそれぞれ約135kg(300ポンド)の目方を有するグリーン丸太を得た。加圧された丸太は、ついで約1.3×10-1〜1.3×10-3Pa(約10-3〜10-5Torr)の真空レベルで、1450℃、2時間加熱することにより脱気された。この操作において、丸太は炉の構成要素からの汚染を防止するためにタンタルシートで覆われた。
【0044】
ついで、脱気された丸太は1200KWのEB炉に並べて供給され、約1.3×10-1Pa(10-3Torr)未満の真空下で水冷された約25cm(10インチ)銅るつぼに約1800kg(400ポンド)/時間の速度でドリップ溶融された。いったん冷却されると、得られる最初の溶融インゴットは同一の炉内で、逆にされ、つるされ、そして同一のEB溶融パラメータを用いて再溶融された。2回目の溶融をされたインゴットは、再び逆にされ3回目の再溶融されるが、約360kg(800ポンド)/時間の速度で約30cm(12インチ)るつぼに入れられた。
【0045】
試料はグロー放電質量分析(GDMS)による化学分析のために、得られるインゴットの側壁から採取された。結果はTaインゴットが99.9992%の純度であることを確認した。
【0046】
実施例2
フルオロタンタル酸カリウム(Potassium fluotantalate)(K2TaF7)が得られ、スパーク光源(spark source)質量分析によるとK2TaF7は5ppm 以下のニオブを示した。MoおよびWの含量も分光検出により分析され、含量はMo 5ppm 未満、W 100ppm 未満であった。特に、K2TaF7はNb 2ppm 以下、Mo 1ppm 未満、そしてW 2ppm 以下の含量を有していた。各試料において、Nb,MoおよびWの合計記録量は5ppm 未満であった。それぞれ約990kg(2200ポンド)の4ロットが分析された。
【0047】
ロットの1つは、純ニッケル容器およびハステロイX撹拌機を用いるKDEL反応器に移された。ハステロイX撹拌機はMo 9%およびW 0.6%を含有していた。撹拌機のシャフトおよびパドルは、ついで反応にさらされる全表面を被覆するために溶接を用いて、約1.5mm(1/16インチ)のニッケルシートで保護された。
【0048】
標準的なナトリウム還元法が下記の点を除いて使用された。ロットはタンタル粉末を生成させるために純ナトリウムの存在下で撹拌機に付された。タンタル粉末は、ついで水で洗浄され、酸処理、さらに水蒸気乾燥および100メッシュふるいに供された。
【0049】
ついで各バッチからの試料はグロー放電質量分析にかけられた。下の2つの表(表1および2)はK2TaF7の開始分析および回収タンタルの最終分析であった。
【0050】
【表1】
【0051】
【表2】
【0052】
上記の表に示されるように、インゴットへの電子ビーム溶融に適した高純度タンタル粉末が得られ、99.999%オーダーの純度が実施例1に示す処理により得られる。
【0053】
実施例3
2つの異なる処理方法が使用された。第1に、99.998%純度のタンタルインゴットが用いられ、3回の電子ビーム溶融に供され、公称約30cm(12インチ)径のインゴットを得た。インゴットは、約28.8cm(11.5インチ)まできれいに機械加工され、ついで空気中で約260℃に4〜8時間加熱された。ついでインゴットは平たく鍛造加工され、切断され、スラブ(4インチ×10インチ、長さ約28〜32インチ)に機械加工され、ついでHF/HNO3/水溶液で酸洗浄された。スラブは1050,1150および1300℃で、5×10-4Torrの真空下、2時間アニールされ、ついで0.500および0.250インチ規格の板片に冷間圧延された。この冷間圧延は厚さ4インチ、幅10インチ、長さ30インチのスラブを得、それをインゴット軸に垂直に、幅31インチに対してパスあたり0.200インチで圧延することにより達成された。ついで板はインゴット軸に平行に、厚さ0.650インチもしくは0.500インチに対してパスあたり0.100インチで圧延された。両方の圧延は2−ハイブレークダウン圧延ミルで行なわれた。各板はパスあたり0.500インチの多数のパス、ついでパスあたり0.025インチで、0.500インチ板もしくは0.250インチ板の仕上げ規格に適合するように最終的調整をされることにより4つの高度仕上げ圧延ミルを用いて圧延された。板はついで950〜1150℃の温度で仕上げアニールに供された。
【0054】
代替法は、鍛造加工される前に上述のようにインゴットを製造するために3回の電子ビーム溶融に供された99.95%純度のTaから始めた。インゴットはついでパスあたり面積が約20%減少する多数のパスの後に4インチ径へのGFM回転鍛造加工を用いて円形鍛造加工された。この中間原料から4つのビレット(3.75インチφ×7インチ長さ)が機械加工され、そして2つのビレット(AおよびBと標識化された)が1050℃でアニールされたが、ビレットCおよびDはアニールしないままであった。ついで、ビレットはアプセット鍛造加工され、高さ2.5インチのプリフォームにされ、その後プリフォームAおよびCは1050℃でアニールされた。ついでプリフォームはクロック圧延され約0.400インチの厚さにされ、約14インチ径のディスクを得た。これはパスあたり0.200インチの多数パスを採用し、約0.5250インチ厚さとすることにより達成された。ついでディスクはパスあたり0.100インチの多数パスにより約0.5インチ厚さに圧延された。そしてディスクはパスあたり0.050インチ、0.025インチおよび0.015インチ減少する3つのパスで4つの高度仕上げミルでクロック圧延され、約0.400インチ厚さで、約14インチ径のディスクを得た。ディスクの1/4が4つのくさび形に切出され、950〜1100℃の温度で仕上げアニールされた。下記の表4はこの処理を要約する。
【0055】
冶金学的および集合組織分析が、板材の縦断面(最終圧延方向に平行な測定面)について、ならびに鍛造加工および圧延されたディスクの半径方向断面(ディスクの半径に平行な測定面)について実施された。
【0056】
冶金学的分析
粒径および集合組織が、圧延板ならびに鍛造加工および圧延されたディスクから採取された試料の縦もしくは半径に沿って、それぞれ測定された。粒径はASTME−112法を用いて測定された。平形および円形処理により得られた製品についてのアニール検討からの結果は、それぞれ表3および4に示される。中間アニール処理は最終製品の粒径に注目に値する影響を与えていなかった。さらに、板について、0.500および0.250インチ厚さのタンタルの最終粒径は同等であった。材料の粒径に著しく影響がみられたのは最終アニール温度であった:最終アニール温度が高ければ高いほど、得られる粒径は大きくなる。
【0057】
板において、ASTM 6.5−7.0の粒径は1000℃および950℃でアニールされた製品からの試料で測定された。しかし、これらの各試料は表面もしくはその近くで細長い、および/または未結晶化領域の形跡を示し、再結晶化値は98〜99%と報告さたれ。1050,1100および1150℃でアニールされた板について、ASTM粒径は5.3〜3.7に及び、全試料は100%結晶化された。
【0058】
円形処理されたディスクについて、全試料は100%再結晶化したことが報告されたが、950℃でアニールされたディスクCは例外であり、99%再結晶化された。ASTM 7.1−7.2,6.1−6.8および5.9−5.9の粒径は、950,1000および1050℃でアニールされたディスク試料でそれぞれ測定された。1100℃でのアニールはASTM 4.0−4.5の粒径を示した。
【0059】
両方の処理について、これらの知見は50μm以下の十分に再結晶した粒径は約950〜約1050℃の好適な最終アニール温度で板圧延もしくはビレット鍛造加工処理のいずれかを用いて達成しうることを示す。未結晶領域が板の表面領域にのみ限られているならば、それらは機械加工により除去されうる。
【0060】
集合組織測定法:限られた数の試料(冶金学的結果にもとづき選定された)が集合組織分析のために使用された。予め冶金学的分析のために調製された。取付けられ研磨された試料が、集合組織測定の前に強酸を付与された後に集合組織試料として使用された。配向イメージング顕微鏡(OIM)は、多結晶性試料内の個々の粒の配向を測定する独自の能力を有するので、集合組織分析の方法として選ばれた。X線もしくは中性子回折のような確立された方法はタンタル材料の厚み内に局在化した集合組織の変動を分析することができなかった。
【0061】
分析について、各集合組織試料は、その全厚みにわたって電子ビーム(SEM内)により増分的に走査された;各測定点で発生された後方散乱Kikuchiパターンは、ついで結晶配向を測定するためにコンピュータを用いて指数化された。各試料から、測定グリッド配列内での各データ点についての配向を含む生データファイルが創られた。これらのファイルは、次に粒配向マップをつくり、極点図(Pole figure)および配向分布関数(ODF)を計算するための入力データとし役立った。
【0062】
慣例により、集合組織配向は試料−基準座標(normal coordinate)系に関して記述される。すなわち、極点図は「標準化」されているので、原点は板表面に垂直(normal)であり、標準方向は、圧延(もしくは半径)方向である;同様にODFはつねに試料−基準座標系に関して定義される。(III)集合組織のような用語は、(III)原子面が面の表面について平行(そして(III)極点は垂直に配向される)に優先的に配向されていることを示す。分析において、結晶配向は、試料の縦方向に関して測定された。したがって、配向データを縦方向から次の集合組織分析の1部として試料−基準座標系に入れ替える必要があった。これらの作業はコンピュータアルゴリズムの使用により実施された。
【0063】
粒配向マップ:反転極点図(inverse pole figures)の形態における集合組織情報を表示する原理から派生して、配向マップは試料内のミクロ構造のイメージであり、そこでは個々の粒は、配向が測定されるディスクの板の垂直方向に関する結晶配向にもとづいて「色で符号化」されている。これらのイメージを得るために、各粒の結晶軸(OIMにより集合組織試料の縦方向に沿って測定される)が、結晶軸を試料の直角方向に並べるために、横方向のまわりに90°傾斜された。配向マップは製品について厚さによる集合組織バンドもしくは勾配の存在を明らかにするのに役立つ;タンタルにおいて、配向マップは光学顕微鏡により同定される、大きく、細長い粒が低角度の粒界を有するいくつかの小さい粒から構成されうることを示した。
【0064】
集合組織の結果の解析:OIM走査は、各供給試料の厚さを伴った;0.500インチ板試料について、別々の測定が板の頂部および底部に対して行なわれ、別々に報告された。
【0065】
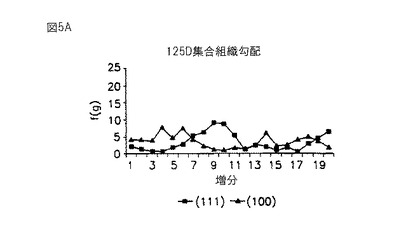
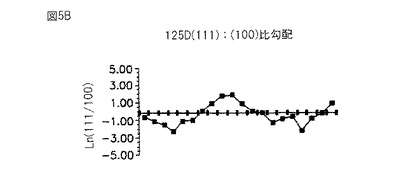
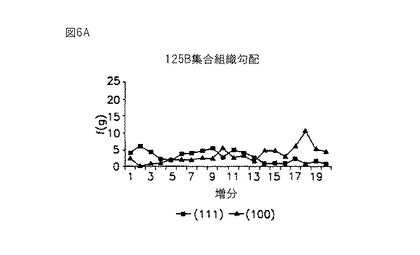
配向マップは試料厚さにより集合組織の均一性を定性的に特徴づけるために視覚的に検査された。試料材料において集合組織勾配および集合組織バンドの定量化しうる説明を得るために、測定されたEBSDデータは20の部分集合(subset)に区分されたが、各々は試料の厚さにより5%の深さ増分を表した。各々の増分データのセットに関して、ODFが最初に算出され、ついで(100)および(111)中心強度が他で報告された方法を用いて数値的に測定された。S.MatthiesらのMaterials Science Forum, Vol. 157-162 (1994), 1647-1652頁およびS.MatthiesらのMaterials Science Forum, Vol. 157-162 (1994) 1641-1646頁に記載されている装置および方法が使用され、そしてこれらの刊行物は引用によりここに丸ごと組入れられる。集合組織勾配は、ついで、(100)および(111)強度、ならびに(100):(111)の対数比をプロットすることにより、試料の深さの関数としてグラフで示された。これらの結果は図1Aおよび11B〜図11Aおよび11Bに示される。
【0066】
重い規格のタンタル板は最も均一な厚みによる集合組織を示した;集合組織バンドを含む唯一の試料は1300℃のスラブアニールおよび1000℃の最終アニールで処理された試料であった。加えて、0.500インチ板材料も極点図およびODF分析にもとづく比較的弱い(最もランダム)集合組織を有していた。重い板と比べて、0.250インチシートは軽〜中程度の集合組織勾配および集合組織バンドのいくつかの形跡を含んでいた。さらに、薄い規格の板はODFにおけるもっと明確な(111)集合組織ならびに(100)の増大した強度を示した。
【0067】
集合組織の均一性およびバンドの点からの最大の変動性は、鍛造加工され圧延されたディスクにみられた。冶金学的性質と異なり、鍛造加工され、圧延されたディスクは中間アニールの使用により影響された。1つか2つの中間アニール処理をされた、ディスクA,BおよびCについて、集合組織勾配は無視しうる程度から強い程度(処理パラメータに依存して)に及び、あれば少しバンドを伴った。しかしながら、中間アニールなしにインゴットから最終ディスクまで加工されたディスクDについては、得られる製品はあまり望ましくない強い集合組織勾配および鋭い集合組織バンドを含んでいた。同様に、アニールされていないビレットから鍛造加工されたが、冷間圧延の前にアニールされた、ディスクCも、950℃で最終アニールされた試料において強い集合組織勾配およびバンドを示した。試料Cについて、最終アニール温度を1100℃に上昇させることは勾配を減少させ、バンドを除去するように作用したが、(100)集合組織成分の強度を強化した。最終アニール温度を上昇させることからのこれらの効果は、他のディスク材料および重い規格の板の両方においても明らかであるが、比較的小さい程度であった。
【0068】
ミクロ構造および集合組織観察から、次の結論がタンタルスパッタターゲットの製造のための最適法に関してなされうる。
【0069】
・平形製品については、スラブアニール温度は1150℃を超えないのが好ましく(1050℃はもっと好適である)、最終アニール温度は好ましくは950〜1000℃、もっと好ましくは1000℃に保持される。得られる製品は50μm未満の再結晶化された平均粒径、15ランダム未満の(100)増分強度ならびに−4.0未満の(111):(100)の対数比を有することが特徴づけられる。
【0070】
・円形処理については、ビレットは、プリフォームレベルで中間アニールを使用しないで鍛造加工およびディスクへの圧延の前にアニールされるのが好適である。最終アニール温度は好適には950〜1100℃、もっと好適には1050℃である。得られる製品は、50μm未満の再結晶化された平均粒径、15ランダム未満の(100)増分強度、ならびに−4.0未満の(111):(100)の対数比を有することが特徴づけられる。
【0071】
【表3】
【0072】
【表4】
【0073】
【表5】
【0074】
【表6】
【0075】
【表7】
【0076】
【表8】
【0077】
【表9】
【0078】
【表10】
【0079】
【表11】
【0080】
【表12】
【0081】
【表13】
【0082】
【表14】
【0083】
【表15】
【0084】
【表16】
【0085】
本発明の他の態様は、本明細書を考慮して、そしてここに開示された本発明の実施から当業者に明らかであろう。本明細書および実施例は例証的なものであり、発明の真の範囲および趣旨は請求範囲の記載に示される。
【特許請求の範囲】
【請求項1】
少くとも99.995%の純度および約150μm以下の平均粒度を有する金属タンタル。
【請求項2】
該金属が十分に再結晶化される請求項1記載の金属タンタル。
【請求項3】
該金属が少なくとも部分的に再結晶化される請求項1記載の金属タンタル。
【請求項4】
該金属の約98%以上が再結晶化される請求項1記載の金属タンタル。
【請求項5】
該金属の約80%以上が再結晶化される請求項1記載の金属タンタル。
【請求項6】
該金属が、a)(100)極点図が約15ランダムより小さい中心ピーク強度を有する集合組織、b)約−4.0より大きい(111):(100)中心ピーク強度の対数比;またはc)両方、を有する請求項1記載の金属タンタル。
【請求項7】
該中心が、ピーク強度が約0ランダムから約15ランダムである請求項6記載の金属タンタル。
【請求項8】
該中心ピーク強度が約0ランダムから約10ランダムである請求項6記載の金属タンタル。
【請求項9】
該対数比が約−4.0から約15である請求項6記載の金属タンタル。
【請求項10】
該対数比が約−1.5から約7.0である請求項6記載の金属タンタル。
【請求項11】
該中心ピーク強度が約0ランダムから約15ランダムであり、そして該対数比が約−4.0から約15である請求項6記載の金属タンタル。
【請求項12】
99.995%から約99.999%の純度を有する請求項1記載の金属タンタル。
【請求項13】
請求項1記載の金属タンタルを含有してなる金属合金。
【請求項14】
請求項6記載の金属タンタルを含有してなる金属合金。
【請求項15】
請求項3記載の金属タンタルを含有してなる金属合金。
【請求項16】
請求項1記載の金属タンタルを含有してなるスパッタターゲット。
【請求項17】
請求項6記載の金属タンタルを含有してなるスパッタターゲット。
【請求項18】
請求項3記載の金属タンタルを含有してなるスパッタターゲット。
【請求項19】
請求項1記載の金属タンタルを含有してなるキャパシタ缶。
【請求項20】
請求項6記載の金属タンタルを含有してなるキャパシタ缶。
【請求項21】
請求項3記載の金属タンタルを含有してなりキャパシタ缶。
【請求項22】
請求項1記載の金属タンタルを含有してなる抵抗膜層。
【請求項23】
請求項6記載の金属タンタルを含有してなる抵抗膜層。
【請求項24】
請求項3記載の金属タンタルを含有してなる抵抗膜層。
【請求項25】
請求項1記載の金属タンタルを少くとも1成分として含んでなる物品。
【請求項26】
請求項6記載の金属タンタルを少くとも1成分として含んでなる物品。
【請求項27】
請求項3記載の金属タンタルを少くとも1成分として含んでなる物品。
【請求項28】
a)約50μm以下の平均粒径、またはb)(100)極点図が約15ランダム以下の中心ピーク強度を有する集合組織、またはc)約−4.0より大きい(111):(100)中心ピーク強度の対数比、またはそれらの組合わせ、を有する金属タンタル。
【請求項29】
約25から約50μmの平均粒径を有する請求項28記載の金属タンタル。
【請求項30】
約−4.0より大きい(111):(100)中心ピーク強度の比を有する請求項28記載の金属タンタル。
【請求項31】
a)およびb)の両方を有する請求項28記載の金属タンタル。
【請求項32】
該金属が少くともタンタル99.995%の純度を有する請求項28記載の金属タンタル。
【請求項33】
該金属が少くともタンタル99.999%の純度を有する請求項28記載の金属タンタル。
【請求項34】
該金属が十分に再結晶化される請求項28記載の金属タンタル。
【請求項35】
該金属が十分に再結晶化される請求項32記載の金属タンタル。
【請求項36】
該金属が十分に再結晶化される請求項33記載の金属タンタル。
【請求項37】
該金属の約80%以上が十分に再結晶化される請求項28記載の金属タンタル。
【請求項38】
該中心ピーク強度が約0ランダムから約15ランダムである請求項28記載の金属タンタル。
【請求項39】
該対数比が約−4.0から約15である請求項28記載の金属タンタル。
【請求項40】
請求項28記載の金属タンタルを含有してなる物品。
【請求項41】
請求項33記載の金属タンタルを含有してなる物品。
【請求項42】
請求項28記載の金属タンタルを含有してなるスパッタターゲット。
【請求項43】
請求項33記載の金属タンタルを含有してなるスパッタターゲット。
【請求項44】
タンタルを含有する塩を、攪拌機を有する反応容器中でその塩をタンタルおよび第2の塩に還元しうる少くとも1つの試薬を反応させることを含む請求項1記載の金属タンタルの製造方法であり、反応容器もしくは反応容器の内張り、ならびに攪拌機もしくは攪拌機の外張りはタンタルの融点でタンタルの蒸気圧以上の蒸気圧を有する金属で製造されていることを特徴とする金属タンタルの製造方法。
【請求項45】
タンタルを含有する塩がフッ化カリウムタンタルからなり、試薬がナトリウムからなる請求項44記載の方法。
【請求項46】
第2の塩がフッ化ナトリウムおよび1または塩化ナトリウムからなる請求項45記載の方法。
【請求項47】
タンタルを含有する該塩を反応させる前に、該方法は、タンタルおよび不純物からなる酸溶液を生成させること、不純物を含有する酸溶液からタンタルを含有する酸溶液の密度による分離を行うこと、ならびにタンタルを含有する酸溶液を再結晶化させて、タンタルを含有する塩を生成させること;からなる請求項44記載の方法。
【請求項48】
タンタルおよび不純物が、タンタルおよび不純物からなる破砕鉱石である請求項47記載の方法。
【請求項49】
タンタルおよび不純物からなる酸溶液が酸溶液をタンタルからなる破砕鉱石と一緒にすることにより生成される請求項47記載の方法。
【請求項50】
反応が、攪拌下に約800℃〜1100℃で生じる請求項44記載の方法。
【請求項51】
反応容器もしくは内張り、ならびに攪拌機もしくは攪拌機の外張りが金属にもとづき、該金属はニッケル、クロム、鉄、マンガン、チタン、ジルコニウム、ハフニウム、バナジウム、テクネチウム、ルテニウム、コバルト、ロジウム、パラジウム、白金、もしくはそれらの組合わせ、である請求項44記載の方法。
【請求項52】
金属がニッケルもしくはニッケルにもとづく合金である請求項51記載の方法。
【請求項53】
金属がクロムもしくはクロムにもとづく合金である請求項51記載の方法。
【請求項54】
金属が鉄もしくは鉄にもとづく合金である請求項51記載の方法。
【請求項55】
水性溶液中に第2の塩を溶解させることによりタンタルを回収することをさらに含む請求項44記載の方法。
【請求項56】
十分な真空中で該回収タンタルを溶融して該回収タンタル中に存在する不純物を実質的に除去して、高純度タンタルを得ることをさらに含む請求項55記載の方法。
【請求項57】
真空が10−4torr以下である請求項56記載の方法。
【請求項58】
溶融回収タンタルへの圧力は実質的にすべての不純物の蒸気圧よりも低い請求項56記載の方法。
【請求項59】
不純物が不純物の蒸発により除去される請求項56記載の方法。
【請求項60】
該溶融が電子ビーム溶融により行われる請求項56記載の方法。
【請求項61】
該溶融が真空アーク再溶融処理により行われる請求項56記載の方法。
【請求項62】
高純度タンタルが固体を形成し、圧延処理、鍛造加工処理もしくはその両方に供さる請求項56記載の方法。
【請求項63】
金属タンタルが実質的に微細で均一なミクロ構造を有する請求項1記載の金属タンタル。
【請求項64】
金属タンタルが約25〜約150μmの平均粒径を有する請求項1記載の金属タンタル。
【請求項65】
金属タンタルが約25〜約100μmの平均粒径を有する請求項1記載の金属タンタル。
【請求項66】
金属タンタルが約25〜約75μmの平均粒径を有する請求項1記載の金属タンタル。
【請求項67】
a)金属タンタルの表面を機械的もしくは化学的に清浄化すること、そして金属タンタルは工程(b)〜(g)を可能にするのに十分な開始断面領域を有すること;
b)金属タンタルを少なくとも1つの圧延スラブに平形に鍛造加工すること、そして少なくとも1つの圧延スラブは工程d)におけるアニール後に実質的に均一な再結晶を達成するのに十分な変形を有すること;
c)少なくとも1つの圧延スラブの表面を機械的もしくは化学的に清浄化すること;
d)少なくとも1つの圧延スラブの少なくとも部分的再結晶化を達成するために十分な温度および十分な時間、少なくとも1つの圧延スラブをアニールすること;
e)少なくとも1つの板を形成するために開始金属タンタルの軸に垂直および平行な方向の両方に少なくとも1つの圧延スラブを冷間もしくは温間圧延すること;
f)少なくとも1つの板を平らにすること;ならびに
g)約150μm以下の平均粒径および(100)集合組織バンドを実質的に欠く集合組織、を有するように少なくとも1つの板をアニールすること、
を含む、少なくとも99.995%の純度を有する金属タンタルからスパッタターゲットを製造する方法。
【請求項68】
金属タンタルが少なくとも99.999%の純度を有する請求項67記載の方法。
【請求項69】
金属タンタルが空気中で少なくとも4時間、大気〜約1200℃の温度に置かれた後に平形の鍛造加工が生じる請求項67記載の方法。
【請求項70】
冷間圧延が大気温度における横圧延であり、温間圧延が約370℃未満の温度である請求項67記載の方法。
【請求項71】
板のアニールが金属タンタルの再結晶化を達成するのに十分な温度と時間での真空アニールである請求項67記載の方法。
【請求項72】
a)金属タンタルの表面を機械的もしくは化学的に清浄化すること、そして金属タンタルは工程(b)〜(i)を可能にするのに十分な開始断面領域を有すること;
b)金属タンタルを少なくとも1つのロットに円形鍛造加工すること、そして少なくとも1つのロッドは工程d)もしくは工程f)におけるアニールの後に実質的に均一な再結晶を達成するのに十分な変形を有すること;
c)ロッドをビレットに切断すること、そしてビレットの表面を機械的もしくは化学的に清浄にすること;
d)少なくとも部分的に再結晶化を達成するためにビレットを任意にアニールすること;
e)ビレットを軸方向に鍛造加工してプリフォームにすること;
f)少なくとも部分的に再結晶化を達成させるためにプリフォームを任意にアニールすること;
g)プリフォームを冷間圧延して少なくとも1つの板にすること;
h)その少なくとも1つの板の表面を機械的もしくは化学的に、任意に清浄化すること;ならびに
j)約150μm以下の平均粒径、および(100)集合組織バンドを実質的に欠く集合組織、を有するように少なくとも1つの板をアニールすること、そしてアニールは少なくとも工程d)もしくはf)または両方で生じる、を含む、少なくとも99.995%の純度を有する金属タンタルからスパッタターゲットを製造する方法。
【請求項73】
金属タンタルが少なくとも99.999%の純度を有する請求項72記載の方法。
【請求項74】
円形鍛造加工が、金属タンタルを約370℃以下の温度にさらさせた後に生じる請求項72記載の方法。
【請求項75】
ビレットの鍛造加工の前にビレットがアニールされる請求項72記載の方法。
【請求項76】
プリフォームの冷間圧延の前にプリフォームがアニールされる請求項72記載の方法。
【請求項77】
プリフォームのアニールが再結晶化を達成するのに十分な温度での真空アニールである請求項72記載の方法。
【請求項1】
少くとも99.995%の純度および約150μm以下の平均粒度を有する金属タンタル。
【請求項2】
該金属が十分に再結晶化される請求項1記載の金属タンタル。
【請求項3】
該金属が少なくとも部分的に再結晶化される請求項1記載の金属タンタル。
【請求項4】
該金属の約98%以上が再結晶化される請求項1記載の金属タンタル。
【請求項5】
該金属の約80%以上が再結晶化される請求項1記載の金属タンタル。
【請求項6】
該金属が、a)(100)極点図が約15ランダムより小さい中心ピーク強度を有する集合組織、b)約−4.0より大きい(111):(100)中心ピーク強度の対数比;またはc)両方、を有する請求項1記載の金属タンタル。
【請求項7】
該中心が、ピーク強度が約0ランダムから約15ランダムである請求項6記載の金属タンタル。
【請求項8】
該中心ピーク強度が約0ランダムから約10ランダムである請求項6記載の金属タンタル。
【請求項9】
該対数比が約−4.0から約15である請求項6記載の金属タンタル。
【請求項10】
該対数比が約−1.5から約7.0である請求項6記載の金属タンタル。
【請求項11】
該中心ピーク強度が約0ランダムから約15ランダムであり、そして該対数比が約−4.0から約15である請求項6記載の金属タンタル。
【請求項12】
99.995%から約99.999%の純度を有する請求項1記載の金属タンタル。
【請求項13】
請求項1記載の金属タンタルを含有してなる金属合金。
【請求項14】
請求項6記載の金属タンタルを含有してなる金属合金。
【請求項15】
請求項3記載の金属タンタルを含有してなる金属合金。
【請求項16】
請求項1記載の金属タンタルを含有してなるスパッタターゲット。
【請求項17】
請求項6記載の金属タンタルを含有してなるスパッタターゲット。
【請求項18】
請求項3記載の金属タンタルを含有してなるスパッタターゲット。
【請求項19】
請求項1記載の金属タンタルを含有してなるキャパシタ缶。
【請求項20】
請求項6記載の金属タンタルを含有してなるキャパシタ缶。
【請求項21】
請求項3記載の金属タンタルを含有してなりキャパシタ缶。
【請求項22】
請求項1記載の金属タンタルを含有してなる抵抗膜層。
【請求項23】
請求項6記載の金属タンタルを含有してなる抵抗膜層。
【請求項24】
請求項3記載の金属タンタルを含有してなる抵抗膜層。
【請求項25】
請求項1記載の金属タンタルを少くとも1成分として含んでなる物品。
【請求項26】
請求項6記載の金属タンタルを少くとも1成分として含んでなる物品。
【請求項27】
請求項3記載の金属タンタルを少くとも1成分として含んでなる物品。
【請求項28】
a)約50μm以下の平均粒径、またはb)(100)極点図が約15ランダム以下の中心ピーク強度を有する集合組織、またはc)約−4.0より大きい(111):(100)中心ピーク強度の対数比、またはそれらの組合わせ、を有する金属タンタル。
【請求項29】
約25から約50μmの平均粒径を有する請求項28記載の金属タンタル。
【請求項30】
約−4.0より大きい(111):(100)中心ピーク強度の比を有する請求項28記載の金属タンタル。
【請求項31】
a)およびb)の両方を有する請求項28記載の金属タンタル。
【請求項32】
該金属が少くともタンタル99.995%の純度を有する請求項28記載の金属タンタル。
【請求項33】
該金属が少くともタンタル99.999%の純度を有する請求項28記載の金属タンタル。
【請求項34】
該金属が十分に再結晶化される請求項28記載の金属タンタル。
【請求項35】
該金属が十分に再結晶化される請求項32記載の金属タンタル。
【請求項36】
該金属が十分に再結晶化される請求項33記載の金属タンタル。
【請求項37】
該金属の約80%以上が十分に再結晶化される請求項28記載の金属タンタル。
【請求項38】
該中心ピーク強度が約0ランダムから約15ランダムである請求項28記載の金属タンタル。
【請求項39】
該対数比が約−4.0から約15である請求項28記載の金属タンタル。
【請求項40】
請求項28記載の金属タンタルを含有してなる物品。
【請求項41】
請求項33記載の金属タンタルを含有してなる物品。
【請求項42】
請求項28記載の金属タンタルを含有してなるスパッタターゲット。
【請求項43】
請求項33記載の金属タンタルを含有してなるスパッタターゲット。
【請求項44】
タンタルを含有する塩を、攪拌機を有する反応容器中でその塩をタンタルおよび第2の塩に還元しうる少くとも1つの試薬を反応させることを含む請求項1記載の金属タンタルの製造方法であり、反応容器もしくは反応容器の内張り、ならびに攪拌機もしくは攪拌機の外張りはタンタルの融点でタンタルの蒸気圧以上の蒸気圧を有する金属で製造されていることを特徴とする金属タンタルの製造方法。
【請求項45】
タンタルを含有する塩がフッ化カリウムタンタルからなり、試薬がナトリウムからなる請求項44記載の方法。
【請求項46】
第2の塩がフッ化ナトリウムおよび1または塩化ナトリウムからなる請求項45記載の方法。
【請求項47】
タンタルを含有する該塩を反応させる前に、該方法は、タンタルおよび不純物からなる酸溶液を生成させること、不純物を含有する酸溶液からタンタルを含有する酸溶液の密度による分離を行うこと、ならびにタンタルを含有する酸溶液を再結晶化させて、タンタルを含有する塩を生成させること;からなる請求項44記載の方法。
【請求項48】
タンタルおよび不純物が、タンタルおよび不純物からなる破砕鉱石である請求項47記載の方法。
【請求項49】
タンタルおよび不純物からなる酸溶液が酸溶液をタンタルからなる破砕鉱石と一緒にすることにより生成される請求項47記載の方法。
【請求項50】
反応が、攪拌下に約800℃〜1100℃で生じる請求項44記載の方法。
【請求項51】
反応容器もしくは内張り、ならびに攪拌機もしくは攪拌機の外張りが金属にもとづき、該金属はニッケル、クロム、鉄、マンガン、チタン、ジルコニウム、ハフニウム、バナジウム、テクネチウム、ルテニウム、コバルト、ロジウム、パラジウム、白金、もしくはそれらの組合わせ、である請求項44記載の方法。
【請求項52】
金属がニッケルもしくはニッケルにもとづく合金である請求項51記載の方法。
【請求項53】
金属がクロムもしくはクロムにもとづく合金である請求項51記載の方法。
【請求項54】
金属が鉄もしくは鉄にもとづく合金である請求項51記載の方法。
【請求項55】
水性溶液中に第2の塩を溶解させることによりタンタルを回収することをさらに含む請求項44記載の方法。
【請求項56】
十分な真空中で該回収タンタルを溶融して該回収タンタル中に存在する不純物を実質的に除去して、高純度タンタルを得ることをさらに含む請求項55記載の方法。
【請求項57】
真空が10−4torr以下である請求項56記載の方法。
【請求項58】
溶融回収タンタルへの圧力は実質的にすべての不純物の蒸気圧よりも低い請求項56記載の方法。
【請求項59】
不純物が不純物の蒸発により除去される請求項56記載の方法。
【請求項60】
該溶融が電子ビーム溶融により行われる請求項56記載の方法。
【請求項61】
該溶融が真空アーク再溶融処理により行われる請求項56記載の方法。
【請求項62】
高純度タンタルが固体を形成し、圧延処理、鍛造加工処理もしくはその両方に供さる請求項56記載の方法。
【請求項63】
金属タンタルが実質的に微細で均一なミクロ構造を有する請求項1記載の金属タンタル。
【請求項64】
金属タンタルが約25〜約150μmの平均粒径を有する請求項1記載の金属タンタル。
【請求項65】
金属タンタルが約25〜約100μmの平均粒径を有する請求項1記載の金属タンタル。
【請求項66】
金属タンタルが約25〜約75μmの平均粒径を有する請求項1記載の金属タンタル。
【請求項67】
a)金属タンタルの表面を機械的もしくは化学的に清浄化すること、そして金属タンタルは工程(b)〜(g)を可能にするのに十分な開始断面領域を有すること;
b)金属タンタルを少なくとも1つの圧延スラブに平形に鍛造加工すること、そして少なくとも1つの圧延スラブは工程d)におけるアニール後に実質的に均一な再結晶を達成するのに十分な変形を有すること;
c)少なくとも1つの圧延スラブの表面を機械的もしくは化学的に清浄化すること;
d)少なくとも1つの圧延スラブの少なくとも部分的再結晶化を達成するために十分な温度および十分な時間、少なくとも1つの圧延スラブをアニールすること;
e)少なくとも1つの板を形成するために開始金属タンタルの軸に垂直および平行な方向の両方に少なくとも1つの圧延スラブを冷間もしくは温間圧延すること;
f)少なくとも1つの板を平らにすること;ならびに
g)約150μm以下の平均粒径および(100)集合組織バンドを実質的に欠く集合組織、を有するように少なくとも1つの板をアニールすること、
を含む、少なくとも99.995%の純度を有する金属タンタルからスパッタターゲットを製造する方法。
【請求項68】
金属タンタルが少なくとも99.999%の純度を有する請求項67記載の方法。
【請求項69】
金属タンタルが空気中で少なくとも4時間、大気〜約1200℃の温度に置かれた後に平形の鍛造加工が生じる請求項67記載の方法。
【請求項70】
冷間圧延が大気温度における横圧延であり、温間圧延が約370℃未満の温度である請求項67記載の方法。
【請求項71】
板のアニールが金属タンタルの再結晶化を達成するのに十分な温度と時間での真空アニールである請求項67記載の方法。
【請求項72】
a)金属タンタルの表面を機械的もしくは化学的に清浄化すること、そして金属タンタルは工程(b)〜(i)を可能にするのに十分な開始断面領域を有すること;
b)金属タンタルを少なくとも1つのロットに円形鍛造加工すること、そして少なくとも1つのロッドは工程d)もしくは工程f)におけるアニールの後に実質的に均一な再結晶を達成するのに十分な変形を有すること;
c)ロッドをビレットに切断すること、そしてビレットの表面を機械的もしくは化学的に清浄にすること;
d)少なくとも部分的に再結晶化を達成するためにビレットを任意にアニールすること;
e)ビレットを軸方向に鍛造加工してプリフォームにすること;
f)少なくとも部分的に再結晶化を達成させるためにプリフォームを任意にアニールすること;
g)プリフォームを冷間圧延して少なくとも1つの板にすること;
h)その少なくとも1つの板の表面を機械的もしくは化学的に、任意に清浄化すること;ならびに
j)約150μm以下の平均粒径、および(100)集合組織バンドを実質的に欠く集合組織、を有するように少なくとも1つの板をアニールすること、そしてアニールは少なくとも工程d)もしくはf)または両方で生じる、を含む、少なくとも99.995%の純度を有する金属タンタルからスパッタターゲットを製造する方法。
【請求項73】
金属タンタルが少なくとも99.999%の純度を有する請求項72記載の方法。
【請求項74】
円形鍛造加工が、金属タンタルを約370℃以下の温度にさらさせた後に生じる請求項72記載の方法。
【請求項75】
ビレットの鍛造加工の前にビレットがアニールされる請求項72記載の方法。
【請求項76】
プリフォームの冷間圧延の前にプリフォームがアニールされる請求項72記載の方法。
【請求項77】
プリフォームのアニールが再結晶化を達成するのに十分な温度での真空アニールである請求項72記載の方法。
【図1A】

【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図5A】
【図5B】
【図6A】
【図6B】
【図7A】
【図7B】
【図8A】
【図8B】
【図9A】
【図9B】
【図10A】
【図10B】
【図11A】
【図11B】
【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図5A】
【図5B】
【図6A】
【図6B】
【図7A】
【図7B】
【図8A】
【図8B】
【図9A】
【図9B】
【図10A】
【図10B】
【図11A】
【図11B】
【公開番号】特開2011−190537(P2011−190537A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−80406(P2011−80406)
【出願日】平成23年3月31日(2011.3.31)
【分割の表示】特願2006−250087(P2006−250087)の分割
【原出願日】平成11年11月24日(1999.11.24)
【出願人】(391010758)キャボット コーポレイション (164)
【氏名又は名称原語表記】CABOT CORPORATION
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2011−80406(P2011−80406)
【出願日】平成23年3月31日(2011.3.31)
【分割の表示】特願2006−250087(P2006−250087)の分割
【原出願日】平成11年11月24日(1999.11.24)
【出願人】(391010758)キャボット コーポレイション (164)
【氏名又は名称原語表記】CABOT CORPORATION
【Fターム(参考)】
[ Back to top ]