
高耐損傷性アルミニウム合金の製造方法
本発明は、靱性が高く、疲労亀裂成長耐性が改良されている高耐損傷性アルミニウム合金の圧延された製品を製造するための、a)AA2000、AA5000、AA6000、およびAA7000シリーズ合金を含んでなる群から選択された組成を有するインゴットを鋳造する工程、b)鋳造後、該インゴットを均質化および/または予備加熱する工程、d)該インゴットを熱間圧延された製品に熱間圧延し、所望により該熱間圧延された製品を冷間圧延された製品にさらに冷間圧延する工程を含んでなる方法であって、該熱間圧延された製品が、熱間圧延ミルをホットミル出口温度(TExit)で離れ、該熱間圧延された製品を該TExitから150℃に、制御された冷却サイクルで、T(t)=50−(50−TExit)eα.t(式中、T(t)は、時間(時間で表す)の関数としての温度(℃)であり、tは時間(時間で表す)であり、α(hrs−1で表す)は、−0.09±0.05(hrs−1)の範囲内にある)により規定される範囲内に入る冷却速度で冷却することを特徴とする方法に関する。

【発明の詳細な説明】
【発明の分野】
【0001】
本発明は、良好な強度レベルを維持しながら、良好な靱性を有し、疲労亀裂成長耐性が改良されている高耐損傷性アルミニウム圧延合金の製造方法、およびそのような高い靱性を有し、疲労亀裂成長耐性が改良されているアルミニウム合金シートまたはブレード製品に関する。さらに、本発明は、本発明の方法により得られる合金製品の使用に関する。
【背景技術】
【0002】
この分野では、比較的高い強度が関与する多くの用途、例えば航空機胴体、車両部材および他の用途に、熱処理可能なアルミニウム合金を使用することが知られている。アルミニウム合金AA2024、AA2324およびAA2524は、T3、T39およびT351焼戻しで有用な強度および靱性を有する、良く知られている熱処理可能なアルミニウム合金である。AA6013およびAA6056も、T4およびT6焼戻しの両方で有用な強度および靱性ならびに良好な疲労亀裂成長耐性を有する、良く知られている熱処理可能なアルミニウム合金である。
【0003】
T4焼戻し条件は、溶体化熱処理し、急冷する条件を指し、通常は自然の時効処理を行い、実質的に安定した特性レベルにするのに対し、T6焼戻しは、人工的な時効により行われる、より強力な条件を指す。
【0004】
幾つかの他のAA2000およびAA6000シリーズ合金は、異なった種類の構造に異なった特性の組合せを必要とする商業的航空機の設計には一般的に不適当である。特定の航空機部品に対する設計規準に応じて、靱性および亀裂成長耐性における、特に高ΔK−値に関する小さな改良でも、重量節約になり、それが航空機の寿命全体に対する燃費向上および/またはより高いレベルの安全性につながる。特に胴体外板または下側翼外板には、破壊靱性または疲労亀裂成長耐性の形態における、亀裂伝搬に対する良好な耐性のような特性を有することが必要である。シートとして、またはプレートとして使用する、耐損傷特性が改良された圧延合金製品により、乗客の安全性が向上し、航空機の重量が低下し、飛行距離が長くなり、低コストになり、保守間隔が長くなる。
【0005】
米国特許第5,213,639号は、アルミニウム系合金を含むAA2000シリーズのアルミニウム合金の製造方法を開示しているが、この合金は、熱間圧延し、加熱し、再度熱間圧延することにより、強度と高破壊靱性および低疲労亀裂成長速度の良好な組合せを得ている。鋳造したインゴットを熱間圧延した後に、温度479℃〜524℃で中間焼きなまし処理を行い、中間焼きなましした合金を再度熱間圧延することを開示している。そのような合金は、従来のAA2024シリーズ合金より、T−L破壊靱性が5%改良され、特定のΔK−レベルにおける疲労亀裂成長耐性が改良されることが報告されている。
【0006】
公知のAA6056合金は、T6焼戻し条件で、結晶間腐食に対して敏感であることが報告されている。この問題を解決するために、米国特許第5,858,134号は、限定された化学組成を有する圧延または押出製品の製造方法を提供しているが、その際、この製品を、航空宇宙部品製造の最後に、時間と経費のかかる処理時間を必要とする過時効焼戻し条件に付する。ここでは、結晶間腐食耐性を改良するためには、合金中のMg/Si比を1未満にすることが不可欠であると報告されている。
【0007】
米国特許第4,589,932号は、例えば自動車および航空宇宙構造用のアルミニウム鍛造合金製品を開示しており、この合金は、AA番号6013で登録されている。そのようなアルミニウム合金は、温度449℃〜582℃で溶体化熱処理され、合金の固相線温度に近づいている。
【0008】
EP−A−1143027は、限定された化学組成を有するAA6000シリーズのAl−Mg−Si合金の製造方法を開示しており、そこでは製品を人工時効手順にかけて合金を改良し、AA2024シリーズの高耐損傷性(「HDT」)と類似した耐損傷性に適合させており、これらの製品は、航空用途に適しているが、溶接はできない。時効手順は、組成物のそれぞれの機能を使用して最適化している。
【0009】
EP−1170394−A2は、疲労亀裂成長耐性が改良され、長さと幅の平均縦横比が約4を超える結晶粒により規定される異方性微小構造を有する。そのような合金は、従来のAA2524シート製品と比較して、それぞれのシート製品により達成される圧縮降伏強度特性が改良されている。高異方性結晶粒構造全体にわたって、疲労亀裂成長耐性を改良することができよう。
【0010】
WO−97/22724は、典型的には自動車用途向けの、溶体化熱処理し、急冷し、熱間圧延および冷間圧延したシートを、連続コイル巻き工程の前に、予備時効温度に、連続的および急速に加熱することにより、降伏強度を改良したアルミニウム合金シート製品を製造する方法および装置を開示している。急速に加熱した後、コイル形態のシートを周囲温度に冷却しているが、この急速加熱および周囲温度冷却が、アルミニウム合金シートの塗料焼き付け応答を改良する。コイル巻きしたシートを好ましくは65℃〜121℃に急速加熱し、好ましくは1.1℃/h〜3.3℃/hで周囲温度に冷却することを開示している。
【発明の具体的説明】
【0011】
本発明の目的は、従来のAA2000−、AA6000−、AA5000−、またはAA7000−シリーズ合金の強度レベルを維持しながら、靱性を改良し、疲労亀裂成長耐性を改良したアルミニウム合金の製造方法を提供することである。より詳しくは、本発明の目的は、疲労亀裂成長耐性、靱性、耐食性および強度に関して特性のバランスがとれた、高耐損傷性(「HDT」)アルミニウム合金を製造する改良された方法を提供することである。HDT特性は、好ましくは従来のAA6013−T6、6056−T6合金の特性よりも優れ、好ましくはAA2024−T3またはAA2524−T3合金よりも優れているべきである。
【0012】
より具体的には、圧延されたAA6000シリーズアルミニウム合金、好ましくはAA6013およびAA6056シリーズアルミニウム合金の範囲内では、航空宇宙用途に使用する場合、疲労亀裂成長速度(「FCGR」)が規定された最大値を超えるべきではない、という一般的な必要条件がある。高耐損傷性2024シリーズ合金製品の必要条件に適合するFCGRは、例えばΔK=20MPa√mで0.001mm/サイクルおよびΔK=40MPa√mで0.01mm/サイクル未満のFCGRである。
【0013】
本発明のさらに別の目的は、航空機工業における構造部品の構築に使用する圧延されたアルミニウム合金製品を提供すること、ならびにそのような合金から製造された航空機外板材料を提供すること、および車両構成部品を提供することである。
【0014】
本発明は、独立請求項の特徴により上記の目的の一つ以上を解決する。
【0015】
本発明の一態様では、靱性が高く、疲労亀裂成長耐性が改良されている高耐損傷性アルミニウム合金を製造する方法であって、
a)AA2000、AA5000、AA6000、およびAA7000シリーズ合金からなる群から選択された組成を有するインゴットを鋳造する工程、
b)鋳造後、該インゴットを均質化および/または予備加熱する工程、
c)該インゴットを熱間圧延された製品に熱間圧延し、所望により該熱間圧延された製品を冷間圧延された製品にさらに冷間圧延する工程
を含んでなる方法であって、該熱間圧延された製品が、熱間圧延ミルをホットミル出口温度(TExit)で離れ、該熱間圧延された製品を該TExitから150℃に、制御された冷却サイクルで、
T(t)=50−(50−TExit)eα.t
(式中、T(t)は、時間(時間(hours)で表す)の関数としての温度(℃)であり、tは時間(時間(hours)で表す)であり、α(hrs−1で表す)は、冷却速度を規定するパラメータであり、−0.09±0.05(hrs−1)の範囲内、より好ましくは−0.09±0.03(hrs−1)の範囲内である)
により規定される範囲内に入る冷却速度で冷却することを特徴とする方法を提供する。温度150℃未満では、冷却速度は、本発明により見られる利点の一つ以上を達成することに最早関与しないことが分かっている。
【0016】
先行技術は、当業者に、インゴットを鋳造および熱間圧延し、プレートまたはシート製品を得る際、所望によりインゴットを熱間圧延の前に予備加熱または均質化することを開示しているが、熱間圧延された製品はその高温をかなり急速に失い、それによって、製品の性能が損なわれる。本発明により、熱間圧延された製品を高温に予め決められた時間維持し、制御された冷却サイクルに付することにより、そのような圧延された製品の耐損傷特性、例えば靱性および亀裂成長耐性、が改良されることが分かった。
【0017】
工業的規模の実製造における典型的なホットミル出口温度は、350〜500℃であり、合金によって異なり、例えばAA6xxxでは、出口温度は、この範囲の上側にあり、420〜500℃であるのに対し、AA2xxxおよびAA7xxxシリーズ合金では、この範囲の下側にあり、350〜425℃である。
【0018】
冷却した熱間圧延製品のコイル形態におけるさらなる冷間圧延は、所望により行なう。この冷間圧延は、ストレートまたはクロスローリングでよい。冷間圧延の前、最中または後におけるさらなる中間焼きなまし工程も所望により行なう。
【0019】
さらに、熱間圧延した製品をコイル巻きにかけてコイル巻きした形態を得ることにより、製品が室温に冷却されるまで、制御された冷却速度を達成することができる。次いで、コイルをブランクに切断し、さらに冷間圧延することができる。この、本発明の処理経路により製造された材料は、熱間圧延の際中または後にコイル巻きせずにブランクに切断された(標準的なプレート経路)熱間圧延製品または冷間圧延の後にコイル巻きされた(標準的なシート経路)製品よりも、優れた特性バランスを示している。
【0020】
熱間圧延された製品を制御された冷却サイクルに付する際の第二の選択肢は、熱間圧延の後に合金を連続的に炉を通して移動させる工程であり、その際、該炉は、合金が冷間圧延区域またはコイル巻き区域を通過する間に熱および/または低温を合金に作用させるように調節できる。
【0021】
別の選択肢では、圧延された製品を、先ず所望の厚さに熱間圧延し、次いで従来の冷却を使用して室温に冷却する。その後、冷却した熱間圧延製品をホットミル出口温度に再加熱し、次いで本発明の制御された冷却サイクルを使用して150℃未満に冷却させ、続いてさらなる処理を行う。
【0022】
シートまたはプレートを製造するかによって、熱間圧延された製品を、熱間圧延の後に該炉に供給するか、または熱間圧延の後にコイル巻きし、コイルにさらなる処理を行う(シート経路)。熱間圧延の最中または後に製品をプレートに切断する場合、さらなる処理は、その製造されたプレートに対して行う。
【0023】
炉は、熱間圧延区域を離れる熱間圧延製品の冷却速度、厚さおよび他の寸法に応じて、様々な量の熱を熱間圧延区域の近くで、および熱間圧延区域からより離れた所で別の量の熱を作用させるように調節可能であるのが好ましい。
【0024】
熱間圧延された製品をコイル巻きにより制御された冷却サイクルに付する場合、熱間圧延の後、それぞれの炉中で合金をコイル巻きすることができ、その際、該炉は、熱を作用させて冷却サイクルを制御するように調節可能であるのが好ましい。
【0025】
一実施態様では、熱間圧延ミルをホットミル出口温度で離れる際に、熱間圧延された製品の厚さは12mmまでの範囲内、好ましくは1〜10mmの範囲内、より好ましくは4〜8mmの範囲内にある。
【0026】
圧延された製品をさらに冷間圧延操作に付する場合、総冷間圧延加工度は、機械的特性をさらに最適化するには40〜70%であるのが好ましい。圧延された合金製品の最終厚さは、好ましくは約2〜7mmである。
【0027】
本発明の方法は、下記の工程、すなわち
d)制御された冷却サイクルに付された後の熱間圧延された製品を、または冷間圧延された製品を、合金中の可溶成分を固溶体にするのに十分な温度および時間、溶体化熱処理する工程、
e)溶体化熱処理された合金製品を、水または他の急冷媒体を使用してスプレー急冷または浸漬急冷の一方により急冷する工程、
f)所望により、急冷した、または他の方法で冷間加工した合金製品を延伸または圧縮し、応力を緩和する工程、例えばシート製品のレベリング、
g)所望により、急冷し、所望により延伸または圧縮した合金製品を時効処理し、合金の化学組成により異なるが、焼戻しT3、T351、T6、T4、T74、T76、T751、T7451、T7651、T77、T79を包含する所望の焼戻しを達成する工程の一つ以上をさらに包含することができる。
【0028】
さらに、第一熱間圧延操作の後、熱間圧延されたインゴットを焼きなましおよび/または再加熱し、次いで、製品を最終的な熱間圧延厚さに再度熱間圧延し、続いて本発明の冷却を行うことができる。さらに、熱間圧延された製品を、冷間圧延の前および/または最中に、中間焼きなましすることもできる。これらの、先行技術から公知の技術は、本発明の方法で有利に使用することができる。
【0029】
本発明の制御された冷却サイクルを使用する場合の平均冷却速度は、12〜20℃/時間である。
【0030】
本発明の一実施態様では、本明細書で開示する方法の処理経路で使用する鋳造インゴットは、下記の組成、すなわち(重量%で)Si0.6〜1.3、Cu0.04〜1.1、Mn0.1〜0.9、Mg0.4〜1.3、Fe0.01〜0.3、Zr<0.25、Cr<0.25、Zn<0.6、Ti<0.15、V<0.25、Hf<0.25、他の元素、特に不純物、それぞれ0.05未満で合計0.20未満、を含んでなり、残りがアルミニウムである。より好ましくは、AA6013またはAA6056の組成範囲内の合金である。
【0031】
本発明の別の実施態様で使用するインゴットは、下記の組成、すなわち(重量%で)Cu3.8〜5.2、Mg0.2〜1.6、Cr<0.25、Zr<0.25、好ましくは0.06〜0.18、Mn≦0.50およびMn:>0、好ましくは>0.15、Fe≦0.15、Si≦0.15、およびMn含有分散質、および不可避元素および不純物、それぞれ0.05未満で合計0.15未満、を含んでなり、残りが実質的であり、好ましくはMn含有分散質が少なくとも部分的にZr含有分散質により置き換えられている。
【0032】
本発明の別の実施態様により、本方法で使用する鋳造インゴットは、下記の組成、すなわち(重量%で)Zn5.0〜9.5、Cu1.0〜3.0、Mg1.0〜3.0、Mn<0.35、Zr<0.25、好ましくは0.06〜0.16、Cr<0.25、Fe<0.25、Si<0.25、Sc<0.35、Ti<0.10、Hfおよび/またはV<0.25、他の元素、特に不純物、それぞれ0.05未満で合計0.15未満、を含んでなり、残りがアルミニウムである。典型的な例は、AA7040、AA7050およびAA7x75の範囲内の合金である。
【0033】
本発明の別の態様では、上記の、および以下により詳細に説明する方法により製造された合金製品から製造された、靱性が高く、疲労亀裂成長耐性が改良されたアルミニウム合金のシートまたはプレート製品を開示する。より詳しくは、本発明は、航空機または自動車の構造部材である圧延された合金シート製品の製造に最も好適である。そのような圧延された合金シート製品は、例えば航空機の胴体外板または車両構成部品として使用できる。
【0034】
本発明の方法および合金製品の、上記の、および他の特徴および利点は、以下に記載する好ましい実施態様の詳細な説明および図面から容易に理解できる。
【実施例】
【0035】
例1
本発明の第一の好ましい実施態様では、2種類の従来合金(AA6013およびAA6056)を鋳造し、シート製品に処理した。ここでは、2種類の処理経路を使用した。
経路1
従来のAA6013およびAA60156合金組成物の実験室鋳造インゴットによる通常の処理経路を使用した。80x80x100mmブロックを切断し、均質化し、予備加熱し、4.5mmシートに圧延した。熱間圧延の後、シートを周囲空気中で室温に冷却することにより、熱間圧延した製品を従来通りに周囲温度に冷却し、冷間圧延区域に送り、2mmに冷間圧延し、560℃で20分間熱処理した後、急冷し、190℃で4時間、T6焼戻しに時効処理した。
【0036】
経路2
従来のAA6013およびAA6056合金組成物のインゴットを実験室鋳造し、80x80x100mmのサイズに切断した。これらのブロックを、均質化し、予備加熱し、4.5mmに熱間圧延した。全規模製造でコイルが受けるであろう温度履歴と類似の温度履歴を熱間圧延した製品に与えることにより、工業的規模における熱間コイル巻きを模擬した。他の処理工程は、経路1と同様に維持した。冷間圧延後、冷間圧延した製品を550℃で20分間熱処理し、急冷し、続いて190℃で4時間、T6焼戻しに時効処理した。結果を表1に示す。
【0037】
表1 上記の経路1および経路2により処理した6013および6056合金組成物の、小型ヨーロッパ規格切欠き靱性(TS/Rp)、粒間腐食(IGC)の深さおよびタイプを使用する、2種類の異なった熱間圧延出口温度設定による、強度(Rp、Rm)の概観。
合金番号 経路 熱間圧延 Rp Rm TS/Rp IGC IGC
出口温度 (MPa) (MPa) - 深さ タイプ
(℃) (μm)
1 6013 2 490 354 390 1.75 101 P(i)
2 1 490 344 381 1.72 118 I
3 2 450 345 385 1.73 97 I
4 1 450 337 377 1.63 108 I
5 6056 2 490 347 386 1.85 112 I
6 1 490 349 388 1.79 177 I+
7 2 450 328 372 1.75 103 P(i)
8 1 450 331 375 1.70 143 I
【0038】
表1から、圧延された製品は、高い熱間圧延温度で、良好な引張降伏強度および極限引張強度レベルを維持し、より優れた切欠き靱性を示すことが分かる。さらに、粒間腐食が改良されているので、疲労亀裂成長耐性に関してさらに試験を行った(表2)。
【0039】
表2 表1の例番号1、2および5、6(高い熱間圧延温度)に対する、2種類の異なったΔK−レベルにおける疲労亀裂成長耐性(「FCGR」)の概観
合金 経路 熱間圧延出口 FCGR FCGR
温度(℃) ΔK=30MPa√m ΔK=40MPa√m
6013 2 490 1.83E-03 5.26E-03
1 490 1.84E-03 8.88E-03
6056 2 490 1.62E-03 3.32E-03
1 490 1.66E-03 4.89E-03
【0040】
本発明の製品の疲労亀裂成長耐性は、標準的な処理経路により製造された製品の疲労亀裂成長耐性と、低いΔK−値ではほとんど同等であるが、疲労亀裂成長耐性は、より高いΔK−値では改良されている。
【0041】
本発明の別の好ましい実施態様では、低銅含有量の高耐損傷性AA6000シリーズ合金組成物を全規模製造試験で製造した。組成を表3に示す。
【0042】
表3 高耐損傷性AA6000シリーズ製品の組成を重量%で示し、残りはアルミニウムと不可避な不純物である。
Si Fe Cu Mg Mn Zn
1.14 0.18 0.32 0.70 0.71 0.08
【0043】
この合金を熱間圧延厚さ4.5mmのシート製品に処理した。その際、下記の3種類の処理経路を適用した。
経路1 標準的な処理経路(熱間圧延の後、コイル巻き工程無し)。
経路2 熱間圧延の後にコイル巻きを行い、同じ方向で熱間圧延および冷間圧延する本発明の処理経路。
経路3 熱間圧延の後にコイル巻きを行い、異なった方向で熱間圧延および冷間圧延する本発明の処理経路(クロスローリング)。
上記3種類の処理経路はすべて下記の一般的な処理経路に行った。
a.表3に示す合金組成を有するインゴットのDC鋳造。
b.鋳造したインゴットの均質化。
c.均質化したインゴットを510℃で6時間予備加熱し、続いて予備加熱したインゴットを熱間圧延し、厚さ4.5mmで出口温度が約450℃になった。
d1.コイル巻き無し(経路1)。
d2.コイル巻き、冷却し、プレートに切断(経路2)。
d3.コイル巻き、冷却し、プレートに切断(経路3)。
e1.最終厚さ2mmに冷間圧延(経路1)。
e2.最終厚さ2mmに、熱間圧延と同じ方向で冷間圧延(経路2)。
e3.最終厚さ2mmに、熱間圧延と異なった方向で冷間圧延(クロスローリング)(経路3)。
f.550℃で2時間の熱処理。
g.冷間圧延された製品を1.5〜2.5%延伸。
h.190℃で4時間、T6焼戻しに時効処理。
【0044】
表4 小型ヨーロッパ規格切欠き靱性(TS/Rp)および粒間腐食(IGC)の深さおよびタイプを使用し、上記の経路1、2および3を使用する、表3に示す合金を含む最終製品の強度(Rp、Rm)の概観。
経路 Rp Rm Rp Rm TS/Rp IGC
(MPa) (MPa) (MPa) (MPa) - 深さ(μm)
L方向 LT方向 T−L方向
1 334 345 322 344 1.51 62
2 329 344 321 341 1.60 48
3 333 344 326 347 1.58 49
【0045】
強度レベルは維持されるが、処理経路2および3により製造された圧延製品は、より優れた切欠き靱性およびより優れた粒間腐食性能を示した。そのため、疲労亀裂成長耐性も測定し、表5および6に示す。
【0046】
表5 上記の処理経路1、2および3により製造した製品に関する様々なΔK−値に対する、mm/サイクルで表す疲労亀裂成長耐性
ΔK 経路1 経路2 経路3
(MPa√m)
10 1.52E-04 1.71E-04 1.78E-04
20 1.43E-03 8.58E-04 1.26E-03
30 6.14E-03 3.38E-03 5.17E-03
40 1.70E-02 9.54E-03 --
50 3.73E-02 1.85E-02 --
【0047】
表6 標準(経路1)に対する表5の値
ΔK 経路1 経路2 経路3
(MPa√m)
10 100% 113% 117%
20 100% 60% 88%
30 100% 55% 84%
40 100% 56% --
50 100% 50% --
【0048】
上記の例は、本発明の方法を使用することにより、シートまたはプレート製品の耐損傷特性が改良されること、および疲労亀裂成長耐性が、特に高いΔK−値に対して改良されることを示している。
【0049】
例2
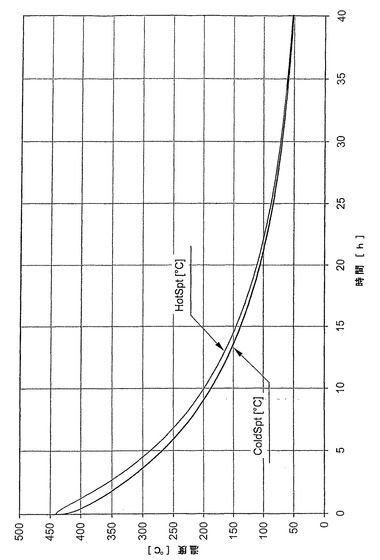
図1は、ホットミル出口温度440℃から150℃未満の温度に冷却した場合の、アルミニウムAA7050合金に対する典型的な連続冷却曲線を示し、その際、金属シートの厚さは4.5mmであり、本発明の方法の一実施態様により、ホットミルを離れた時に直ちにコイル巻きされている。コイルの幅は1.4メートルであった。表7に、コイルの温度と時間の関係を、コイルの最も高温の点(コイルの中央、図1ではHotSptとして示す)および最も低温の点(コイルの縁部、図1ではColdSptとして示す)に関して示す。表7は、コイルの幅が2.8メートルである場合の温度も示す。
図1に示す冷却曲線で、αは約−0.084hrs−1である。
【0050】
厚さ約4.0〜4.5mmのシートを、従来の冷却方法を使用してホットミル出口温度440℃から150℃未満の温度に冷却した場合、すなわち、プレートを、ホットミルから出た後、コイル巻き操作、等を行わずに、通常の静止空気中に放置した場合、αは典型的には−0.5〜−2hrs−1になり、そのようなプレートは、ホットミル出口温度440℃から150℃未満の温度に3時間未満の間に冷却されるであろう。
制御された冷却サイクルは、上記の、および請求項に記載する等式に従い、コイル巻きした製品の440℃から150℃への平均冷却速度は12〜20℃/時間の範囲内である。
【0051】
表7 コイル巻きする時の厚さ4.5mmを有するAA7050合金を本発明により冷却させた場合のコイル温度と時間の関係
時間(時間) 幅1.4メートルのコイル 幅2.8メートルのコイル
最低温点 最高温点 最低温点 最高温点
(℃) (℃) (℃) (℃)
0 431 440 431 440
2 344 372 349 385
6 249 266 262 287
10 187 199 204 222
12 165 175 182 197
14 146 150 163 176
16 130 137 148 159
18 117 123 134 144
【0052】
以上、本発明を十分に説明したが、当業者には明らかなように、本明細書で記載する本発明の精神および範囲から離れることなく、多くの変形および修正を行うことができる。
【図面の簡単な説明】
【0053】
【図1】熱間圧延した後、本発明の方法を使用して冷却したアルミニウム合金の典型的な冷却曲線である。
【発明の分野】
【0001】
本発明は、良好な強度レベルを維持しながら、良好な靱性を有し、疲労亀裂成長耐性が改良されている高耐損傷性アルミニウム圧延合金の製造方法、およびそのような高い靱性を有し、疲労亀裂成長耐性が改良されているアルミニウム合金シートまたはブレード製品に関する。さらに、本発明は、本発明の方法により得られる合金製品の使用に関する。
【背景技術】
【0002】
この分野では、比較的高い強度が関与する多くの用途、例えば航空機胴体、車両部材および他の用途に、熱処理可能なアルミニウム合金を使用することが知られている。アルミニウム合金AA2024、AA2324およびAA2524は、T3、T39およびT351焼戻しで有用な強度および靱性を有する、良く知られている熱処理可能なアルミニウム合金である。AA6013およびAA6056も、T4およびT6焼戻しの両方で有用な強度および靱性ならびに良好な疲労亀裂成長耐性を有する、良く知られている熱処理可能なアルミニウム合金である。
【0003】
T4焼戻し条件は、溶体化熱処理し、急冷する条件を指し、通常は自然の時効処理を行い、実質的に安定した特性レベルにするのに対し、T6焼戻しは、人工的な時効により行われる、より強力な条件を指す。
【0004】
幾つかの他のAA2000およびAA6000シリーズ合金は、異なった種類の構造に異なった特性の組合せを必要とする商業的航空機の設計には一般的に不適当である。特定の航空機部品に対する設計規準に応じて、靱性および亀裂成長耐性における、特に高ΔK−値に関する小さな改良でも、重量節約になり、それが航空機の寿命全体に対する燃費向上および/またはより高いレベルの安全性につながる。特に胴体外板または下側翼外板には、破壊靱性または疲労亀裂成長耐性の形態における、亀裂伝搬に対する良好な耐性のような特性を有することが必要である。シートとして、またはプレートとして使用する、耐損傷特性が改良された圧延合金製品により、乗客の安全性が向上し、航空機の重量が低下し、飛行距離が長くなり、低コストになり、保守間隔が長くなる。
【0005】
米国特許第5,213,639号は、アルミニウム系合金を含むAA2000シリーズのアルミニウム合金の製造方法を開示しているが、この合金は、熱間圧延し、加熱し、再度熱間圧延することにより、強度と高破壊靱性および低疲労亀裂成長速度の良好な組合せを得ている。鋳造したインゴットを熱間圧延した後に、温度479℃〜524℃で中間焼きなまし処理を行い、中間焼きなましした合金を再度熱間圧延することを開示している。そのような合金は、従来のAA2024シリーズ合金より、T−L破壊靱性が5%改良され、特定のΔK−レベルにおける疲労亀裂成長耐性が改良されることが報告されている。
【0006】
公知のAA6056合金は、T6焼戻し条件で、結晶間腐食に対して敏感であることが報告されている。この問題を解決するために、米国特許第5,858,134号は、限定された化学組成を有する圧延または押出製品の製造方法を提供しているが、その際、この製品を、航空宇宙部品製造の最後に、時間と経費のかかる処理時間を必要とする過時効焼戻し条件に付する。ここでは、結晶間腐食耐性を改良するためには、合金中のMg/Si比を1未満にすることが不可欠であると報告されている。
【0007】
米国特許第4,589,932号は、例えば自動車および航空宇宙構造用のアルミニウム鍛造合金製品を開示しており、この合金は、AA番号6013で登録されている。そのようなアルミニウム合金は、温度449℃〜582℃で溶体化熱処理され、合金の固相線温度に近づいている。
【0008】
EP−A−1143027は、限定された化学組成を有するAA6000シリーズのAl−Mg−Si合金の製造方法を開示しており、そこでは製品を人工時効手順にかけて合金を改良し、AA2024シリーズの高耐損傷性(「HDT」)と類似した耐損傷性に適合させており、これらの製品は、航空用途に適しているが、溶接はできない。時効手順は、組成物のそれぞれの機能を使用して最適化している。
【0009】
EP−1170394−A2は、疲労亀裂成長耐性が改良され、長さと幅の平均縦横比が約4を超える結晶粒により規定される異方性微小構造を有する。そのような合金は、従来のAA2524シート製品と比較して、それぞれのシート製品により達成される圧縮降伏強度特性が改良されている。高異方性結晶粒構造全体にわたって、疲労亀裂成長耐性を改良することができよう。
【0010】
WO−97/22724は、典型的には自動車用途向けの、溶体化熱処理し、急冷し、熱間圧延および冷間圧延したシートを、連続コイル巻き工程の前に、予備時効温度に、連続的および急速に加熱することにより、降伏強度を改良したアルミニウム合金シート製品を製造する方法および装置を開示している。急速に加熱した後、コイル形態のシートを周囲温度に冷却しているが、この急速加熱および周囲温度冷却が、アルミニウム合金シートの塗料焼き付け応答を改良する。コイル巻きしたシートを好ましくは65℃〜121℃に急速加熱し、好ましくは1.1℃/h〜3.3℃/hで周囲温度に冷却することを開示している。
【発明の具体的説明】
【0011】
本発明の目的は、従来のAA2000−、AA6000−、AA5000−、またはAA7000−シリーズ合金の強度レベルを維持しながら、靱性を改良し、疲労亀裂成長耐性を改良したアルミニウム合金の製造方法を提供することである。より詳しくは、本発明の目的は、疲労亀裂成長耐性、靱性、耐食性および強度に関して特性のバランスがとれた、高耐損傷性(「HDT」)アルミニウム合金を製造する改良された方法を提供することである。HDT特性は、好ましくは従来のAA6013−T6、6056−T6合金の特性よりも優れ、好ましくはAA2024−T3またはAA2524−T3合金よりも優れているべきである。
【0012】
より具体的には、圧延されたAA6000シリーズアルミニウム合金、好ましくはAA6013およびAA6056シリーズアルミニウム合金の範囲内では、航空宇宙用途に使用する場合、疲労亀裂成長速度(「FCGR」)が規定された最大値を超えるべきではない、という一般的な必要条件がある。高耐損傷性2024シリーズ合金製品の必要条件に適合するFCGRは、例えばΔK=20MPa√mで0.001mm/サイクルおよびΔK=40MPa√mで0.01mm/サイクル未満のFCGRである。
【0013】
本発明のさらに別の目的は、航空機工業における構造部品の構築に使用する圧延されたアルミニウム合金製品を提供すること、ならびにそのような合金から製造された航空機外板材料を提供すること、および車両構成部品を提供することである。
【0014】
本発明は、独立請求項の特徴により上記の目的の一つ以上を解決する。
【0015】
本発明の一態様では、靱性が高く、疲労亀裂成長耐性が改良されている高耐損傷性アルミニウム合金を製造する方法であって、
a)AA2000、AA5000、AA6000、およびAA7000シリーズ合金からなる群から選択された組成を有するインゴットを鋳造する工程、
b)鋳造後、該インゴットを均質化および/または予備加熱する工程、
c)該インゴットを熱間圧延された製品に熱間圧延し、所望により該熱間圧延された製品を冷間圧延された製品にさらに冷間圧延する工程
を含んでなる方法であって、該熱間圧延された製品が、熱間圧延ミルをホットミル出口温度(TExit)で離れ、該熱間圧延された製品を該TExitから150℃に、制御された冷却サイクルで、
T(t)=50−(50−TExit)eα.t
(式中、T(t)は、時間(時間(hours)で表す)の関数としての温度(℃)であり、tは時間(時間(hours)で表す)であり、α(hrs−1で表す)は、冷却速度を規定するパラメータであり、−0.09±0.05(hrs−1)の範囲内、より好ましくは−0.09±0.03(hrs−1)の範囲内である)
により規定される範囲内に入る冷却速度で冷却することを特徴とする方法を提供する。温度150℃未満では、冷却速度は、本発明により見られる利点の一つ以上を達成することに最早関与しないことが分かっている。
【0016】
先行技術は、当業者に、インゴットを鋳造および熱間圧延し、プレートまたはシート製品を得る際、所望によりインゴットを熱間圧延の前に予備加熱または均質化することを開示しているが、熱間圧延された製品はその高温をかなり急速に失い、それによって、製品の性能が損なわれる。本発明により、熱間圧延された製品を高温に予め決められた時間維持し、制御された冷却サイクルに付することにより、そのような圧延された製品の耐損傷特性、例えば靱性および亀裂成長耐性、が改良されることが分かった。
【0017】
工業的規模の実製造における典型的なホットミル出口温度は、350〜500℃であり、合金によって異なり、例えばAA6xxxでは、出口温度は、この範囲の上側にあり、420〜500℃であるのに対し、AA2xxxおよびAA7xxxシリーズ合金では、この範囲の下側にあり、350〜425℃である。
【0018】
冷却した熱間圧延製品のコイル形態におけるさらなる冷間圧延は、所望により行なう。この冷間圧延は、ストレートまたはクロスローリングでよい。冷間圧延の前、最中または後におけるさらなる中間焼きなまし工程も所望により行なう。
【0019】
さらに、熱間圧延した製品をコイル巻きにかけてコイル巻きした形態を得ることにより、製品が室温に冷却されるまで、制御された冷却速度を達成することができる。次いで、コイルをブランクに切断し、さらに冷間圧延することができる。この、本発明の処理経路により製造された材料は、熱間圧延の際中または後にコイル巻きせずにブランクに切断された(標準的なプレート経路)熱間圧延製品または冷間圧延の後にコイル巻きされた(標準的なシート経路)製品よりも、優れた特性バランスを示している。
【0020】
熱間圧延された製品を制御された冷却サイクルに付する際の第二の選択肢は、熱間圧延の後に合金を連続的に炉を通して移動させる工程であり、その際、該炉は、合金が冷間圧延区域またはコイル巻き区域を通過する間に熱および/または低温を合金に作用させるように調節できる。
【0021】
別の選択肢では、圧延された製品を、先ず所望の厚さに熱間圧延し、次いで従来の冷却を使用して室温に冷却する。その後、冷却した熱間圧延製品をホットミル出口温度に再加熱し、次いで本発明の制御された冷却サイクルを使用して150℃未満に冷却させ、続いてさらなる処理を行う。
【0022】
シートまたはプレートを製造するかによって、熱間圧延された製品を、熱間圧延の後に該炉に供給するか、または熱間圧延の後にコイル巻きし、コイルにさらなる処理を行う(シート経路)。熱間圧延の最中または後に製品をプレートに切断する場合、さらなる処理は、その製造されたプレートに対して行う。
【0023】
炉は、熱間圧延区域を離れる熱間圧延製品の冷却速度、厚さおよび他の寸法に応じて、様々な量の熱を熱間圧延区域の近くで、および熱間圧延区域からより離れた所で別の量の熱を作用させるように調節可能であるのが好ましい。
【0024】
熱間圧延された製品をコイル巻きにより制御された冷却サイクルに付する場合、熱間圧延の後、それぞれの炉中で合金をコイル巻きすることができ、その際、該炉は、熱を作用させて冷却サイクルを制御するように調節可能であるのが好ましい。
【0025】
一実施態様では、熱間圧延ミルをホットミル出口温度で離れる際に、熱間圧延された製品の厚さは12mmまでの範囲内、好ましくは1〜10mmの範囲内、より好ましくは4〜8mmの範囲内にある。
【0026】
圧延された製品をさらに冷間圧延操作に付する場合、総冷間圧延加工度は、機械的特性をさらに最適化するには40〜70%であるのが好ましい。圧延された合金製品の最終厚さは、好ましくは約2〜7mmである。
【0027】
本発明の方法は、下記の工程、すなわち
d)制御された冷却サイクルに付された後の熱間圧延された製品を、または冷間圧延された製品を、合金中の可溶成分を固溶体にするのに十分な温度および時間、溶体化熱処理する工程、
e)溶体化熱処理された合金製品を、水または他の急冷媒体を使用してスプレー急冷または浸漬急冷の一方により急冷する工程、
f)所望により、急冷した、または他の方法で冷間加工した合金製品を延伸または圧縮し、応力を緩和する工程、例えばシート製品のレベリング、
g)所望により、急冷し、所望により延伸または圧縮した合金製品を時効処理し、合金の化学組成により異なるが、焼戻しT3、T351、T6、T4、T74、T76、T751、T7451、T7651、T77、T79を包含する所望の焼戻しを達成する工程の一つ以上をさらに包含することができる。
【0028】
さらに、第一熱間圧延操作の後、熱間圧延されたインゴットを焼きなましおよび/または再加熱し、次いで、製品を最終的な熱間圧延厚さに再度熱間圧延し、続いて本発明の冷却を行うことができる。さらに、熱間圧延された製品を、冷間圧延の前および/または最中に、中間焼きなましすることもできる。これらの、先行技術から公知の技術は、本発明の方法で有利に使用することができる。
【0029】
本発明の制御された冷却サイクルを使用する場合の平均冷却速度は、12〜20℃/時間である。
【0030】
本発明の一実施態様では、本明細書で開示する方法の処理経路で使用する鋳造インゴットは、下記の組成、すなわち(重量%で)Si0.6〜1.3、Cu0.04〜1.1、Mn0.1〜0.9、Mg0.4〜1.3、Fe0.01〜0.3、Zr<0.25、Cr<0.25、Zn<0.6、Ti<0.15、V<0.25、Hf<0.25、他の元素、特に不純物、それぞれ0.05未満で合計0.20未満、を含んでなり、残りがアルミニウムである。より好ましくは、AA6013またはAA6056の組成範囲内の合金である。
【0031】
本発明の別の実施態様で使用するインゴットは、下記の組成、すなわち(重量%で)Cu3.8〜5.2、Mg0.2〜1.6、Cr<0.25、Zr<0.25、好ましくは0.06〜0.18、Mn≦0.50およびMn:>0、好ましくは>0.15、Fe≦0.15、Si≦0.15、およびMn含有分散質、および不可避元素および不純物、それぞれ0.05未満で合計0.15未満、を含んでなり、残りが実質的であり、好ましくはMn含有分散質が少なくとも部分的にZr含有分散質により置き換えられている。
【0032】
本発明の別の実施態様により、本方法で使用する鋳造インゴットは、下記の組成、すなわち(重量%で)Zn5.0〜9.5、Cu1.0〜3.0、Mg1.0〜3.0、Mn<0.35、Zr<0.25、好ましくは0.06〜0.16、Cr<0.25、Fe<0.25、Si<0.25、Sc<0.35、Ti<0.10、Hfおよび/またはV<0.25、他の元素、特に不純物、それぞれ0.05未満で合計0.15未満、を含んでなり、残りがアルミニウムである。典型的な例は、AA7040、AA7050およびAA7x75の範囲内の合金である。
【0033】
本発明の別の態様では、上記の、および以下により詳細に説明する方法により製造された合金製品から製造された、靱性が高く、疲労亀裂成長耐性が改良されたアルミニウム合金のシートまたはプレート製品を開示する。より詳しくは、本発明は、航空機または自動車の構造部材である圧延された合金シート製品の製造に最も好適である。そのような圧延された合金シート製品は、例えば航空機の胴体外板または車両構成部品として使用できる。
【0034】
本発明の方法および合金製品の、上記の、および他の特徴および利点は、以下に記載する好ましい実施態様の詳細な説明および図面から容易に理解できる。
【実施例】
【0035】
例1
本発明の第一の好ましい実施態様では、2種類の従来合金(AA6013およびAA6056)を鋳造し、シート製品に処理した。ここでは、2種類の処理経路を使用した。
経路1
従来のAA6013およびAA60156合金組成物の実験室鋳造インゴットによる通常の処理経路を使用した。80x80x100mmブロックを切断し、均質化し、予備加熱し、4.5mmシートに圧延した。熱間圧延の後、シートを周囲空気中で室温に冷却することにより、熱間圧延した製品を従来通りに周囲温度に冷却し、冷間圧延区域に送り、2mmに冷間圧延し、560℃で20分間熱処理した後、急冷し、190℃で4時間、T6焼戻しに時効処理した。
【0036】
経路2
従来のAA6013およびAA6056合金組成物のインゴットを実験室鋳造し、80x80x100mmのサイズに切断した。これらのブロックを、均質化し、予備加熱し、4.5mmに熱間圧延した。全規模製造でコイルが受けるであろう温度履歴と類似の温度履歴を熱間圧延した製品に与えることにより、工業的規模における熱間コイル巻きを模擬した。他の処理工程は、経路1と同様に維持した。冷間圧延後、冷間圧延した製品を550℃で20分間熱処理し、急冷し、続いて190℃で4時間、T6焼戻しに時効処理した。結果を表1に示す。
【0037】
表1 上記の経路1および経路2により処理した6013および6056合金組成物の、小型ヨーロッパ規格切欠き靱性(TS/Rp)、粒間腐食(IGC)の深さおよびタイプを使用する、2種類の異なった熱間圧延出口温度設定による、強度(Rp、Rm)の概観。
合金番号 経路 熱間圧延 Rp Rm TS/Rp IGC IGC
出口温度 (MPa) (MPa) - 深さ タイプ
(℃) (μm)
1 6013 2 490 354 390 1.75 101 P(i)
2 1 490 344 381 1.72 118 I
3 2 450 345 385 1.73 97 I
4 1 450 337 377 1.63 108 I
5 6056 2 490 347 386 1.85 112 I
6 1 490 349 388 1.79 177 I+
7 2 450 328 372 1.75 103 P(i)
8 1 450 331 375 1.70 143 I
【0038】
表1から、圧延された製品は、高い熱間圧延温度で、良好な引張降伏強度および極限引張強度レベルを維持し、より優れた切欠き靱性を示すことが分かる。さらに、粒間腐食が改良されているので、疲労亀裂成長耐性に関してさらに試験を行った(表2)。
【0039】
表2 表1の例番号1、2および5、6(高い熱間圧延温度)に対する、2種類の異なったΔK−レベルにおける疲労亀裂成長耐性(「FCGR」)の概観
合金 経路 熱間圧延出口 FCGR FCGR
温度(℃) ΔK=30MPa√m ΔK=40MPa√m
6013 2 490 1.83E-03 5.26E-03
1 490 1.84E-03 8.88E-03
6056 2 490 1.62E-03 3.32E-03
1 490 1.66E-03 4.89E-03
【0040】
本発明の製品の疲労亀裂成長耐性は、標準的な処理経路により製造された製品の疲労亀裂成長耐性と、低いΔK−値ではほとんど同等であるが、疲労亀裂成長耐性は、より高いΔK−値では改良されている。
【0041】
本発明の別の好ましい実施態様では、低銅含有量の高耐損傷性AA6000シリーズ合金組成物を全規模製造試験で製造した。組成を表3に示す。
【0042】
表3 高耐損傷性AA6000シリーズ製品の組成を重量%で示し、残りはアルミニウムと不可避な不純物である。
Si Fe Cu Mg Mn Zn
1.14 0.18 0.32 0.70 0.71 0.08
【0043】
この合金を熱間圧延厚さ4.5mmのシート製品に処理した。その際、下記の3種類の処理経路を適用した。
経路1 標準的な処理経路(熱間圧延の後、コイル巻き工程無し)。
経路2 熱間圧延の後にコイル巻きを行い、同じ方向で熱間圧延および冷間圧延する本発明の処理経路。
経路3 熱間圧延の後にコイル巻きを行い、異なった方向で熱間圧延および冷間圧延する本発明の処理経路(クロスローリング)。
上記3種類の処理経路はすべて下記の一般的な処理経路に行った。
a.表3に示す合金組成を有するインゴットのDC鋳造。
b.鋳造したインゴットの均質化。
c.均質化したインゴットを510℃で6時間予備加熱し、続いて予備加熱したインゴットを熱間圧延し、厚さ4.5mmで出口温度が約450℃になった。
d1.コイル巻き無し(経路1)。
d2.コイル巻き、冷却し、プレートに切断(経路2)。
d3.コイル巻き、冷却し、プレートに切断(経路3)。
e1.最終厚さ2mmに冷間圧延(経路1)。
e2.最終厚さ2mmに、熱間圧延と同じ方向で冷間圧延(経路2)。
e3.最終厚さ2mmに、熱間圧延と異なった方向で冷間圧延(クロスローリング)(経路3)。
f.550℃で2時間の熱処理。
g.冷間圧延された製品を1.5〜2.5%延伸。
h.190℃で4時間、T6焼戻しに時効処理。
【0044】
表4 小型ヨーロッパ規格切欠き靱性(TS/Rp)および粒間腐食(IGC)の深さおよびタイプを使用し、上記の経路1、2および3を使用する、表3に示す合金を含む最終製品の強度(Rp、Rm)の概観。
経路 Rp Rm Rp Rm TS/Rp IGC
(MPa) (MPa) (MPa) (MPa) - 深さ(μm)
L方向 LT方向 T−L方向
1 334 345 322 344 1.51 62
2 329 344 321 341 1.60 48
3 333 344 326 347 1.58 49
【0045】
強度レベルは維持されるが、処理経路2および3により製造された圧延製品は、より優れた切欠き靱性およびより優れた粒間腐食性能を示した。そのため、疲労亀裂成長耐性も測定し、表5および6に示す。
【0046】
表5 上記の処理経路1、2および3により製造した製品に関する様々なΔK−値に対する、mm/サイクルで表す疲労亀裂成長耐性
ΔK 経路1 経路2 経路3
(MPa√m)
10 1.52E-04 1.71E-04 1.78E-04
20 1.43E-03 8.58E-04 1.26E-03
30 6.14E-03 3.38E-03 5.17E-03
40 1.70E-02 9.54E-03 --
50 3.73E-02 1.85E-02 --
【0047】
表6 標準(経路1)に対する表5の値
ΔK 経路1 経路2 経路3
(MPa√m)
10 100% 113% 117%
20 100% 60% 88%
30 100% 55% 84%
40 100% 56% --
50 100% 50% --
【0048】
上記の例は、本発明の方法を使用することにより、シートまたはプレート製品の耐損傷特性が改良されること、および疲労亀裂成長耐性が、特に高いΔK−値に対して改良されることを示している。
【0049】
例2
図1は、ホットミル出口温度440℃から150℃未満の温度に冷却した場合の、アルミニウムAA7050合金に対する典型的な連続冷却曲線を示し、その際、金属シートの厚さは4.5mmであり、本発明の方法の一実施態様により、ホットミルを離れた時に直ちにコイル巻きされている。コイルの幅は1.4メートルであった。表7に、コイルの温度と時間の関係を、コイルの最も高温の点(コイルの中央、図1ではHotSptとして示す)および最も低温の点(コイルの縁部、図1ではColdSptとして示す)に関して示す。表7は、コイルの幅が2.8メートルである場合の温度も示す。
図1に示す冷却曲線で、αは約−0.084hrs−1である。
【0050】
厚さ約4.0〜4.5mmのシートを、従来の冷却方法を使用してホットミル出口温度440℃から150℃未満の温度に冷却した場合、すなわち、プレートを、ホットミルから出た後、コイル巻き操作、等を行わずに、通常の静止空気中に放置した場合、αは典型的には−0.5〜−2hrs−1になり、そのようなプレートは、ホットミル出口温度440℃から150℃未満の温度に3時間未満の間に冷却されるであろう。
制御された冷却サイクルは、上記の、および請求項に記載する等式に従い、コイル巻きした製品の440℃から150℃への平均冷却速度は12〜20℃/時間の範囲内である。
【0051】
表7 コイル巻きする時の厚さ4.5mmを有するAA7050合金を本発明により冷却させた場合のコイル温度と時間の関係
時間(時間) 幅1.4メートルのコイル 幅2.8メートルのコイル
最低温点 最高温点 最低温点 最高温点
(℃) (℃) (℃) (℃)
0 431 440 431 440
2 344 372 349 385
6 249 266 262 287
10 187 199 204 222
12 165 175 182 197
14 146 150 163 176
16 130 137 148 159
18 117 123 134 144
【0052】
以上、本発明を十分に説明したが、当業者には明らかなように、本明細書で記載する本発明の精神および範囲から離れることなく、多くの変形および修正を行うことができる。
【図面の簡単な説明】
【0053】
【図1】熱間圧延した後、本発明の方法を使用して冷却したアルミニウム合金の典型的な冷却曲線である。
【特許請求の範囲】
【請求項1】
靱性が高く、疲労亀裂成長耐性が改良されている高耐損傷性アルミニウム合金を製造する方法であって、
a)AA2000、AA5000、AA6000、およびAA7000シリーズ合金からなる群から選択された組成を有するインゴットを鋳造する工程、
b)鋳造後、前記インゴットを均質化および/または予備加熱する工程、
c)前記インゴットを熱間圧延された製品に熱間圧延し、所望により前記熱間圧延された製品を冷間圧延された製品に冷間圧延する工程
を含んでなる方法であって、前記熱間圧延された製品が、熱間圧延ミルをホットミル出口温度(TExit)で離れ、前記熱間圧延された製品を前記TExitから150℃以下に、制御された冷却サイクルで、
T(t)=50−(50−TExit)eα.t
(式中、T(t)は、時間(hrs)の関数としての温度(℃)であり、tは時間(hrs)であり、αは−0.09±0.05(hrs−1)の範囲内である)
により規定される範囲内に入る冷却速度で冷却する、方法。
【請求項2】
αが−0.09±0.03(hrs−1)の範囲内である、請求項1に記載の方法。
【請求項3】
前記熱間圧延された製品を、制御された冷却サイクルに付し、それにより高温を予め決められた時間維持する、請求項1または2に記載の方法。
【請求項4】
前記熱間圧延された製品合金を熱間圧延の後にコイル巻きすることにより、前記熱間圧延された製品を制御された冷却サイクルに付する、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記熱間圧延された製品を熱間圧延の後に炉を通して連続的に移動させることにより、前記熱間圧延された製品を制御された冷却サイクルに付し、その際、前記炉が、前記圧延された合金製品が冷間圧延区域またはコイル巻き区域を通過する間に熱を作用させるように調節可能なものである、請求項1〜3のいずれか一項に記載の方法。
【請求項6】
前記熱間圧延された製品を熱間圧延の後に炉中でコイル巻きすることにより、前記熱間圧延された製品を制御された冷却サイクルに付し、その際、前記炉が、コイル巻きする間に前記合金製品の冷却速度を制御するように調節可能なものである、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記熱間圧延された製品が、熱間圧延ミルをホットミル出口温度で離れる際に、12mm未満の範囲内の厚さを有する、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記熱間圧延された製品が、1〜10mmの範囲内、好ましくは4〜8mmの範囲内の厚さを有する、請求項7に記載の方法。
【請求項9】
下記の工程:
d)前記制御された冷却サイクルに付された後の前記熱間圧延された製品を、または前記冷間圧延された製品を、溶体化熱処理する工程、
e)前記溶体化熱処理された合金製品を急冷する工程、
f)所望により、前記急冷した合金製品を延伸または圧縮する工程、
g)所望により、前記急冷し、所望により延伸または圧縮した合金製品を時効処理し、所望の焼戻しを達成する工程
の一つ以上をさらに含んでなる、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記制御された冷却サイクルにおける平均冷却速度が12〜20℃/時間の範囲内である、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記鋳造インゴットが、下記の組成、(重量%で)
Si 0.6〜1.3
Cu 0.04〜1.1
Mn 0.1〜0.9
Mg 0.4〜1.3
Fe 0.01〜0.3
Zr <0.25
Cr <0.25
Zn <0.6
Ti <0.15
V <0.25
Hf <0.25
それぞれ0.05未満で合計0.20未満の他の元素、および残部アルミニウムを含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記鋳造インゴットが、AA6013またはAA6056の組成範囲内の合金を含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項13】
前記鋳造インゴットが、下記の組成、(重量%で)
Cu 3.8〜5.2
Mg 0.2〜1.6
Cr <0.25
Zr <0.25、好ましくは0.06〜0.18
Mn ≦0.50およびMn:>0、好ましくは>0.15
Fe ≦0.15
Si ≦0.15
それぞれ0.05未満で合計0.15未満の他の元素、および残部アルミニウムを含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項14】
前記鋳造インゴットが、下記の組成、(重量%で)
Zn 5.0〜9.5
Cu 1.0〜3.0
Mg 1.0〜3.0
Mn <0.35
Zr <0.25、好ましくは0.06〜0.16
Cr <0.25
Fe <0.25
Si <0.25
Sc <0.35
Ti <0.10
Hfおよび/またはV <0.25
それぞれ0.05未満で合計0.15未満の他の元素、および残部アルミニウムを含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項15】
前記鋳造インゴットが、AA7040、AA7050およびAA7x75の群から選択された組成範囲内の合金を含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項16】
請求項1〜15のいずれか一項に記載の方法により製造される合金から製造された、靱性が高く、疲労亀裂成長耐性が改良された、アルミニウム合金のシートまたはプレート製品。
【請求項17】
前記製品が、航空機または自動車の構造部材である、請求項16に記載の圧延された合金シート製品。
【請求項18】
前記製品が、航空機の胴体外板または車両構成部品である、請求項16または17に記載の圧延された合金シート製品。
【請求項19】
前記圧延された合金製品の最終厚さが2〜7mmの範囲内にある、請求項16〜18のいずれか一項に記載の圧延された合金製品。
【請求項1】
靱性が高く、疲労亀裂成長耐性が改良されている高耐損傷性アルミニウム合金を製造する方法であって、
a)AA2000、AA5000、AA6000、およびAA7000シリーズ合金からなる群から選択された組成を有するインゴットを鋳造する工程、
b)鋳造後、前記インゴットを均質化および/または予備加熱する工程、
c)前記インゴットを熱間圧延された製品に熱間圧延し、所望により前記熱間圧延された製品を冷間圧延された製品に冷間圧延する工程
を含んでなる方法であって、前記熱間圧延された製品が、熱間圧延ミルをホットミル出口温度(TExit)で離れ、前記熱間圧延された製品を前記TExitから150℃以下に、制御された冷却サイクルで、
T(t)=50−(50−TExit)eα.t
(式中、T(t)は、時間(hrs)の関数としての温度(℃)であり、tは時間(hrs)であり、αは−0.09±0.05(hrs−1)の範囲内である)
により規定される範囲内に入る冷却速度で冷却する、方法。
【請求項2】
αが−0.09±0.03(hrs−1)の範囲内である、請求項1に記載の方法。
【請求項3】
前記熱間圧延された製品を、制御された冷却サイクルに付し、それにより高温を予め決められた時間維持する、請求項1または2に記載の方法。
【請求項4】
前記熱間圧延された製品合金を熱間圧延の後にコイル巻きすることにより、前記熱間圧延された製品を制御された冷却サイクルに付する、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記熱間圧延された製品を熱間圧延の後に炉を通して連続的に移動させることにより、前記熱間圧延された製品を制御された冷却サイクルに付し、その際、前記炉が、前記圧延された合金製品が冷間圧延区域またはコイル巻き区域を通過する間に熱を作用させるように調節可能なものである、請求項1〜3のいずれか一項に記載の方法。
【請求項6】
前記熱間圧延された製品を熱間圧延の後に炉中でコイル巻きすることにより、前記熱間圧延された製品を制御された冷却サイクルに付し、その際、前記炉が、コイル巻きする間に前記合金製品の冷却速度を制御するように調節可能なものである、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記熱間圧延された製品が、熱間圧延ミルをホットミル出口温度で離れる際に、12mm未満の範囲内の厚さを有する、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記熱間圧延された製品が、1〜10mmの範囲内、好ましくは4〜8mmの範囲内の厚さを有する、請求項7に記載の方法。
【請求項9】
下記の工程:
d)前記制御された冷却サイクルに付された後の前記熱間圧延された製品を、または前記冷間圧延された製品を、溶体化熱処理する工程、
e)前記溶体化熱処理された合金製品を急冷する工程、
f)所望により、前記急冷した合金製品を延伸または圧縮する工程、
g)所望により、前記急冷し、所望により延伸または圧縮した合金製品を時効処理し、所望の焼戻しを達成する工程
の一つ以上をさらに含んでなる、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記制御された冷却サイクルにおける平均冷却速度が12〜20℃/時間の範囲内である、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記鋳造インゴットが、下記の組成、(重量%で)
Si 0.6〜1.3
Cu 0.04〜1.1
Mn 0.1〜0.9
Mg 0.4〜1.3
Fe 0.01〜0.3
Zr <0.25
Cr <0.25
Zn <0.6
Ti <0.15
V <0.25
Hf <0.25
それぞれ0.05未満で合計0.20未満の他の元素、および残部アルミニウムを含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記鋳造インゴットが、AA6013またはAA6056の組成範囲内の合金を含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項13】
前記鋳造インゴットが、下記の組成、(重量%で)
Cu 3.8〜5.2
Mg 0.2〜1.6
Cr <0.25
Zr <0.25、好ましくは0.06〜0.18
Mn ≦0.50およびMn:>0、好ましくは>0.15
Fe ≦0.15
Si ≦0.15
それぞれ0.05未満で合計0.15未満の他の元素、および残部アルミニウムを含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項14】
前記鋳造インゴットが、下記の組成、(重量%で)
Zn 5.0〜9.5
Cu 1.0〜3.0
Mg 1.0〜3.0
Mn <0.35
Zr <0.25、好ましくは0.06〜0.16
Cr <0.25
Fe <0.25
Si <0.25
Sc <0.35
Ti <0.10
Hfおよび/またはV <0.25
それぞれ0.05未満で合計0.15未満の他の元素、および残部アルミニウムを含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項15】
前記鋳造インゴットが、AA7040、AA7050およびAA7x75の群から選択された組成範囲内の合金を含んでなる、請求項1〜10のいずれか一項に記載の方法。
【請求項16】
請求項1〜15のいずれか一項に記載の方法により製造される合金から製造された、靱性が高く、疲労亀裂成長耐性が改良された、アルミニウム合金のシートまたはプレート製品。
【請求項17】
前記製品が、航空機または自動車の構造部材である、請求項16に記載の圧延された合金シート製品。
【請求項18】
前記製品が、航空機の胴体外板または車両構成部品である、請求項16または17に記載の圧延された合金シート製品。
【請求項19】
前記圧延された合金製品の最終厚さが2〜7mmの範囲内にある、請求項16〜18のいずれか一項に記載の圧延された合金製品。
【図1】

【公表番号】特表2007−510061(P2007−510061A)
【公表日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願番号】特願2006−537227(P2006−537227)
【出願日】平成16年10月29日(2004.10.29)
【国際出願番号】PCT/EP2004/012353
【国際公開番号】WO2005/049878
【国際公開日】平成17年6月2日(2005.6.2)
【出願人】(500269255)コラス・アルミニウム・バルツプロドウクテ・ゲーエムベーハー (13)
【公表日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願日】平成16年10月29日(2004.10.29)
【国際出願番号】PCT/EP2004/012353
【国際公開番号】WO2005/049878
【国際公開日】平成17年6月2日(2005.6.2)
【出願人】(500269255)コラス・アルミニウム・バルツプロドウクテ・ゲーエムベーハー (13)
[ Back to top ]